INA ASSITALIA Perizia - italgasbeton.it · 4 APPENDICE D - Relazione di calcolo strutturale con...
86
1 CORTE D'APPELLO DI ROMA III Sezione Civile Giudice Relatore Dott. Angelo MARTINELLI C.T.U. Prof. Ing. Andrea RICCIARDI INA ASSITALIA s.p.a. contro ITALGASBETON s.r.l. e B.N.L. Banca Nazionale del Lavoro s.p.a. (R.G. 6944/2010) RELAZIONE DI CONSULENZA TECNICA Il Consigliere Dott. Angelo MARTINELLI, nell’udienza del 3 maggio 2013, ha conferito al sottoscritto Prof. Ing. Andrea Ricciardi l’incarico di Consulente Tecnico d’Ufficio nel procedimento in epigrafe, assegnandogli i quesiti descritti nell'Ordinanza della Corte d'Appello del 5 marzo 2013: “Dica il C.T.U., esaminati gli atti del presente giudizio e del giudizio penale e, se occorra, svolti tutti gli accertamenti che riterrà del caso:- se l'autoclave n. 5 per cui è processo ebbe a scoppiare - nell'accezione di repentino dirompersi di contenitori per eccesso di pressione interna - e, in caso affermativo, per quali cause; - se la pressione interna abbia superato il limite previsto (pressione di esercizio), che il c.t.u. vorrà descrivere e illustrare, per il macchinario per cui è processo; - quale pressione interna era necessaria e sufficiente per provocare lo scoppio dell'autoclave e se la detta pressione era superiore, e in che termini, assoluti o percentuali, rispetto alla pressione di esercizio; - quale
Transcript of INA ASSITALIA Perizia - italgasbeton.it · 4 APPENDICE D - Relazione di calcolo strutturale con...
1
CORTE D'APPELLO DI ROMA
III Sezione Civile
Giudice Relatore Dott. Angelo MARTINELLI
C.T.U. Prof. Ing. Andrea RICCIARDI
INA ASSITALIA s.p.a. contro ITALGASBETON s.r.l. e
B.N.L. Banca Nazionale del Lavoro s.p.a.
(R.G. 6944/2010)
RELAZIONE DI CONSULENZA TECNICA
Il Consigliere Dott. Angelo MARTINELLI, nell’udienza del 3 maggio
2013, ha conferito al sottoscritto Prof. Ing. Andrea Ricciardi l’incarico di
Consulente Tecnico d’Ufficio nel procedimento in epigrafe,
assegnandogli i quesiti descritti nell'Ordinanza della Corte d'Appello del
5 marzo 2013:
“Dica il C.T.U., esaminati gli atti del presente giudizio e del giudizio
penale e, se occorra, svolti tutti gli accertamenti che riterrà del caso:- se
l'autoclave n. 5 per cui è processo ebbe a scoppiare - nell'accezione di
repentino dirompersi di contenitori per eccesso di pressione interna - e,
in caso affermativo, per quali cause; - se la pressione interna abbia
superato il limite previsto (pressione di esercizio), che il c.t.u. vorrà
descrivere e illustrare, per il macchinario per cui è processo; - quale
pressione interna era necessaria e sufficiente per provocare lo scoppio
dell'autoclave e se la detta pressione era superiore, e in che termini,
assoluti o percentuali, rispetto alla pressione di esercizio; - quale

2
intervallo di tempo intercorse tra l'aumento della pressione interna e
l'ipotizzato scoppio; - se tale intervallo di tempo poteva essere rilevato e
registrato con precisione dal sistema computerizzato di controllo della
cottura del calcestruzzo all'interno dell'autoclave; - se l'acciaio della
flangia di sicurezza dell'autoclave aveva spessore e composizione
chimica idonei agli sforzi da sopportare e/o fossero presenti vizi
strutturali; - quantifichi il danno subito da Italgasbeton."
In sede d'udienza la Corte d'Appello ha ritenuto opportuno aggiungere
il seguente ulteriore quesito formulato dalla difesa di B.N.L. s.p.a.:
"se la Italgasbeton usando la normale diligenza avrebbe potuto
rilevare che l'acciaio della flangia di sicurezza dell'autoclave 5 aveva
spessore e composizione chimica inidonei agli sforzi da sopportare."
Inoltre, ha autorizzato il C.T.U. ad acquisire la documentazione che
ritiene più opportuna, in particolare i risultati delle prove di laboratorio
effettuate dal Prof. Iacoviello il 29/11/2007 sulla flangia dell'autoclave di
cui è causa.
La Corte d'Appello ha assegnato termina del 30 settembre 2013 per la
consegna della relazione tecnica del C.T.U. alle parti, ulteriori 15 giorni
alle parti per le osservazioni, nonché successivi 15 giorni al C.T.U. per la
relazione finale.
Successivamente il C.T.U. ha presentato alla Corte d'Appello una
istanza di proroga che è stata accolta, di conseguenza le nuove date sono
così definite: 20 ottobre invio della bozza alle parti, 5 novembre
osservazioni della parti e 20 novembre relazione definitiva.

3
INDICE
1 RICOSTRUZIONE DEI FATTI
2 DESCRIZIONE DELLO STABILIMENTO
3 DESCRIZIONE DEL PROCESSO PRODUTTIVO
3.1 Processo di maturazione in autoclave
4 DESCRIZIONE DELL'INCIDENTE DELL'AUTOCLAVE N. 5
5 ACCERTAMENTI TECNICI EFFETTUATI NEL PROCEDIMENTO
PENALE
5.1 Verifica della temperatura e della pressione nell'autoclave
5.2 Analisi del progetto dell'autoclave e del sistema di chiusura
portellone
5.3 Analisi del materiale costituente il sistema di chiusura
6 ANALISI DELLA FISICA DELL'INCIDENTE
7 ANALISI DEL SISTEMA DI CHIUSURA
8 ANALISI STRUTTURALE F.E.M. DELLE PIASTRE DEL
SISTEMA DI BLOCCO
9 INDAGINE SPERIMENTALE SULLA ROTTURA DEL
SISTEMA DI BLOCCO
10 VALUTAZIONE DANNI SUBITI DALLA ITALGASBETON
11 RISPOSTE AI QUESITI
APPENDICI
APPENDICE A – Verbali operazioni peritali
APPENDICE B – Foto dello stabilimento nelle condizioni attuali
APPENDICE C – Foto dello stabilimento dopo l'incidente del 18/7/2007
4
APPENDICE D - Relazione di calcolo strutturale con metodo FEM del
sistema di blocco dell'anello di chiusura portellone autoclave
APPENDICE E - Relazione di prova effettuata presso il laboratorio
ISTEDIL spa di Guidonia
APPENDICE F - Tabelle dei coefficienti di rivalutazione monetaria
ISTAT
ALLEGATI
(Fascicolo separato)
ALLEGATO A - Relazione di consulenza tecnica d'ufficio dell'Ing.
Piergiacomo Cancelliere 3/1/2008 (fascicolo a parte degli allegati a questa
relazione)
ALLEGATO B - Risultati prove di laboratorio effettuate dal Prof.
Francesco Iacoviello 28/11/2007.
ALLEGATO C - Relazione tecnica del collegio dei periti (ex articolo 17
delle C.G.A.) del 14/7/2008
ALLEGATO D - Relazione tecnica Studio Mauro s.r.l. per l'Assicurazione
del 9/7/2008
ALLEGATO E - Perizia tecnica del Prof. Paolo Toni del 15/2/2008
ALLEGATO F - Relazione tecnica del C.T.P. delle Assicurazioni Prof.
Ing. Alessandro Soprano
ALLEGATO G - Relazione tecnica dei C.T.P. di Italgasbeton s.p.a. Prof.
Ing. Giovanni Molinari e Prof. Ing. Paolo Toni
ALLEGATO H - Relazione tecnica del C.T.P. della B.N.L. Prof. Ing.
Carlo Brutti
ALLEGATO I - Relazione tecnica contabile dell'Ing. Ulderico Ceccarelli
nell'interesse della Italgasbeton s.p.a.

5
1 RICOSTRUZIONE DEI FATTI
Prima di procedere alle analisi ed alle valutazioni richieste dal quesito,
si ritiene opportuno effettuare una breve ricostruzione dei fatti.
La ITALGASBETON s.p.a. è un'azienda che produce manufatti in
Calcestruzzo Cellulare Autoclavato a base di calcio (CCA), utilizzati
nelle costruzioni edilizie in genere. Lo stabilimento di produzione si
trova nella zona industriale di Anagni, provincia di Frosinone, in via
Osteria della Fontana snc.
All'interno dello stabilimento vi è un grosso capannone dove vengono
svolte le attività produttive e dove sono dislocate le autoclavi all'interno
delle quali avviene il processo fondamentale di maturazione del
calcestruzzo cellulare in virtù di condizioni di vapore, temperatura e
pressione ottimali per il suddetto processo.
Il giorno 18 luglio 2007 alle ore 5.59, durante un ciclo di produzione,
l'autoclave indicata con il numero 5 subiva la rottura del sistema di
blocco del portellone di chiusura; l'elevata pressione interna, pertanto,
determinava la rapida e violenta proiezione di tale portellone a circa 40
metri dalla sua posizione e, allo stesso tempo, la proiezione in direzione
opposta del cilindro dell'autoclave per circa 70 metri.
Tale sinistro determinava non solo notevoli danni al capannone e agli
impianti, ma causava la morte del tecnico Sig. Claudio Brillanti.
Interveniva, pertanto, la Procura della Repubblica presso il Tribunale
di Frosinone, nella persona del Sostituto Procuratore dott. Alessandro Di

6
Cicco, e veniva avviato il procedimento n. 1612/07. Al fine di stabilire le
cause e le responsabilità dell'evento dannoso, il Sostituto Procuratore in
data 20 luglio 2007 nominava consulente tecnico l'Ing. Piergiacomo
Cancellieri.
Tale consulente tecnico svolgeva gli accertamenti necessari e in data 3
gennaio 2008 depositava la propria relazione tecnica.
Nel frattempo la Italgasbeton s.p.a., in virtù di un contratto di
assicurazione con Ina Assitalia s.p.a., in coassicurazione con Fondiaria e
RAS, chiedeva, con lettera del 19 luglio 2007, l'accertamento dei danni e
del relativo indennizzo mediante la procedura prevista dall'articolo 17
delle C.G.A. (Condizioni Generali di Assicurazione).
Le parti, pertanto, con apposito atto di nomina del 25 luglio 2007,
conferivano ai rispettivi periti il mandato di indagare su circostanze,
natura, causa e modalità del sinistro, nonché di valutare i danni
conseguenti subiti dalla Italgasbeton.
Poiché i due periti delle parti non giungevano a conclusioni condivise,
veniva nominato, in base a quanto disposto dall'art. 17 C.G.A., un terzo
perito in data 17 dicembre 2007 così da creare un collegio di periti. Tale
collegio procedeva negli accertamenti e in data 14 luglio 2008
redigevano il "processo verbale conclusivo di perizia" con il quale dal
punto di vista della dinamica del sinistro aderivano completamente alle
valutazioni del C.T.U. in sede penale, mentre per quanto concerne il
danno valutavano in complessivi € 8.376.704,00 (danno a nuovo).

7
Nella stessa relazione il perito della Società Assicuratrice eccepiva
che il danno doveva essere valutato allo "stato" in cui si trovavano le
cose, in quanto nella polizza in oggetto non vi era alcun richiamo della
condizione aggiuntiva che rende operante la garanzia in base al valore a
"nuovo". Il collegio, aderendo a tale richiesta, riconosceva all'unanimità
che il danno doveva determinarsi in base al valore allo "stato" e
rideterminava il danno in complessivi € 7.400.000,00.
Il perito dell'Assicurazione, inoltre, verbalizzava che "sulla scorta
delle risultanze a cui è pervenuto il Consulente Tecnico d'Ufficio, ing.
Piergiacomo Cancelliere, solleva ogni e più ampia riserva a favore della
propria Mandante, in ordine all'indennizzabilità del sinistro, in quanto
l'evento non è riconducibile ad alcuna delle garanzie prestate dalla
polizza ed, in particolare, non è configurabile quale "scoppio" come
contrattualmente definito."
Allo stesso tempo la Banca Nazionale del Lavoro con comunicazione
del 23 novembre 2007, notificata a Italgasbeton e ad Assitalia il 27
novembre 2007, ricordava l'esistenza di un duplice vincolo in favore di
BNL relativamente a quei beni (fabbricato, attrezzature e macchinari)
descritti in polizza e sui quali era stata costituita ipoteca a garanzia:
° di un finanziamento industriale es lege 64/86 erogato per £
8.440.000.000, con contratto in data 31 maggio 1990 (rogito notaio
Cappelli di Ascoli Piceno, rep. 24521);
8
° successivo finanziamento industriale es lege 64/86 erogato per £
1.625.000.000, con contratto in data 25 novembre 1992 (rogito notaio
Cappelli di Ascoli Piceno, rep. 35429).
Con atto di citazione, notificato in data 26-27 novembre 2008, le
compagnie assicuratrici INA Assitalia spa, Fondiaria-SAI spa e Allianz
spa chiamavano in giudizio avanti il Tribunale di Roma la società
Italgasbeton spa e la Banca Nazionale del Lavoro spa per sentire
accertare che il sinistro avvenuto il 18 luglio 2007 nello stabilimento
della Italgasbeton in Anagni non rientrava tra quelli coperti della
"polizza incendio" n. 151/00435557 stipulata dalla Italgasbeton spa con
la società Assicuratrice INA Assitalia spa in coassicurazione con
Fondiaria (poi Fondiaria SAI) e RAS (poi Allianz).
Le motivazioni addotte per la richiesta di esclusione dalla polizza
erano:
° sul piano della disciplina negoziale, il dato letterale della polizza
assicurativa stipulata da Italgasbeton definiva "scoppio" "il repentino
dirompersi di contenitori per eccesso di pressione interna dei fluidi non
dovuto ad esplosione", e dunque forniva copertura assicurativa non ad
ogni rischio di rottura per effetto di una qualsivoglia reazione meccanica
(cedimento), bensì esclusivamente al rischio del dirompersi di contenitori
per effetto del superamento della pressione massima di esercizio (vale a
dire di quella pressione che, nel corso di un normale ciclo di lavorazione,
un dato macchinario è usualmente chiamato a sopportare), non essendo
per contro compresa nel rischio assicurato l'ipotesi del dirompersi del
9
contenitore dovuto, senza alcun eccesso di pressione interna, soltanto al
cedimento di elementi strutturali derivante da un vizio e/o difetto di
progettazione e/o costruzione;
° sul piano della disciplina legale, il pacifico riconoscimento che la
causa del danno era (per concorde riconoscimento delle parti)
esclusivamente imputabile ad un vizio strutturale ( e dunque intrinseco)
dell'impianto non comunicato all'assicuratore rendeva comunque non
indennizzabile il sinistro, ai sensi dell'art. 1906 c.c., nonché in base alle
previsioni dell'art. 12 delle Condizioni Generali di Assicurazione.
Con comparsa di risposta del 20 gennaio 2009 si costituiva in giudizio
l'Italgasbeton spa respingendo le motivazioni delle parti attrici e
formulando a sua volta domanda riconvenzionale di condanna delle
compagnie assicuratrici al pagamento dell'indennizzo di € 7.400.000,00,
come accertato dal collegio dei periti di cui agli artt. 17 e 18 delle CGA.
Le motivazioni addotte da parte convenuta riguardavano la
configurabilità in concreto di uno "scoppio" ai sensi della polizza
assicurativa, in quanto tale termine era stato utilizzato nei verbali dei
Vigili del Fuoco intervenuti al momento del sinistro, nella relazione del
C.T.U. in sede penale e nella perizia contrattuale.
Inoltre, nella relazione del consulente tecnico della Italgasbeton spa,
prof. ing. Paolo Toni, veniva confermato che all'interno dell'autoclave 5
si sarebbe verificato "esattamente uno scoppio per eccesso di pressione

10
interna di fluidi non dovuta ad esplosione, in conformità della
definizione datane dalle Condizioni Generali di Assicurazione."
Con comparsa di risposta del 19 marzo 2009 si costituiva in giudizio
anche BNL, dichiarando di non volere entrare nel merito della questione
dell'indennizzabilità o meno del sinistro, ma di limitare la propria
partecipazione alla sola questione relativa alla esclusiva legittimità di
BNL a ricevere l'indennizzo per effetto dei vincoli esistenti sulla polizza.
Istruita la causa presso la XIII sezione civile del Tribunale di Roma
(RG n. 81225/2008), dott. Roberto Parziale, all'udienza di precisazione
delle conclusioni del 6 maggio 2010 la causa veniva trattenuta in
decisione.
Con sentenza n. 18840/2010, depositata il 23 settembre 2010, il
Tribunale di Roma così provvedeva:
° rigetta la domanda di accertamento negativo dell'obbligo di
indennizzo di polizza proposto dalle società assicuratrici;
° accoglie la domanda riconvenzionale proposta dall'Italgasbeton spa e
per l'effetto condanna le società assicuratrici, nei limiti delle rispettive
quote di coassicurazione, a pagare alla società Italgasbeton spa la
complessiva somma di € 6.440.000;
° rigetta la domanda riconvenzionale proposta dalla società B.N.L.
spa.

11
Avverso tale sentenza le società assicuratrici proponevano appello,
con atto notificato il 3 dicembre 2010, chiedendo la sospensione della
provvisoria esecutorietà della sentenza impugnata, concessa dalla Corte
ex art. 351 c.p.c.. In tale atto venivano indicati i seguenti cinque motivi
di appello: ultrapetizione dell'appello, (violazione art. 112 c.p.c.),
interpretazione della polizza e del termine "scoppio", patto contrario
all'art. 1906 c.c., misura dell'indennizzo, vincolo di polizza nei confronti
della B.N.L. e non di Italgasbeton.
Con comparsa del 18 febbraio 2011 si costituiva in giudizio la
Italgasbeton respingendo tutti e cinque i motivi dell'appello delle società
assicuratrici e proponendo appello incidentale sull'entità dei danni,
chiedendo la liquidazione in suo favore di € 7.400.000,00 in conformità
alla perizia contrattuale, il riconoscimento degli interessi legali dal 14
luglio 2008 ed il risarcimento del maggior danno per € 543.775,00.
Anche la B.N.L. spa con comparsa del 24-25 marzo 2011 si costituiva
in giudizio e proponeva appello incidentale sulle seguenti quattro
questioni: la spettanza dell'indennizzo alla BNL, la validità di entrambi i
vincoli di polizza, l'entità dell'indennizzo, la decorrenza degli interessi.
Instaurato così il giudizio, la Corte d'Appello di Roma con ordinanza
del 1 - 15 marzo 2013 nominava il sottoscritto consulente tecnico
assegnandogli il quesito riportato in epigrafe.

12
2 DESCRIZIONE DELLO STABILIMENTO
Lo stabilimento della Italgasbeton s.p.a. è sito nella zona industriale di
Anagni, provincia di Frosinone, in via Osteria della Fontana s.n.c..
Nella figura 1 viene riportata una pianta stradale con indicazione
dell'ingresso allo stabilimento della Italgasbeton s.p.a., mentre in figura 2
viene riportata una foto aerea della zona e dello stabilimento.
Come si può notare, detto stabilimento sorge su di un terreno di forma
pentagonale irregolare delimitata a nord con la strada comunale Osteria
della Fontana, ad est con la strada vicinale Fontana Tonica, ad ovest con
la strada vicinale Vado Largo e a sud con un altro lotto a destinazione
industriale.
Al fine di verificare lo stato dei luoghi ed analizzare lo stabilimento e
l'impianto oggetto dei danni verificatisi nel 2007, il C.T.U. ha effettuato
un sopralluogo in data 9 luglio 2013 alla presenza dei consulenti tecnici
delle parti ed accompagnato dal direttore dello stabilimento. I verbali
delle operazioni peritali e del suddetto sopralluogo sono riportati in
appendice A, mentre in appendice B è riportato un ampio servizio
fotografico eseguito dal C.T.U. in detta occasione.
In base al sopralluogo ed alla documentazione disponibile è possibile
effettuare la seguente descrizione dello stabilimento.
L'ingresso avviene dal lato nord da via Osteria della Fontana ad
angolo con la strada vicinale Fontana Tonica.

13
Figura 1 - Pianta stradale della zona con indicazione della posizione dello stabilimento

14
Figura 2 - Foto aerea dello stabilimento della Italgasbeton
15
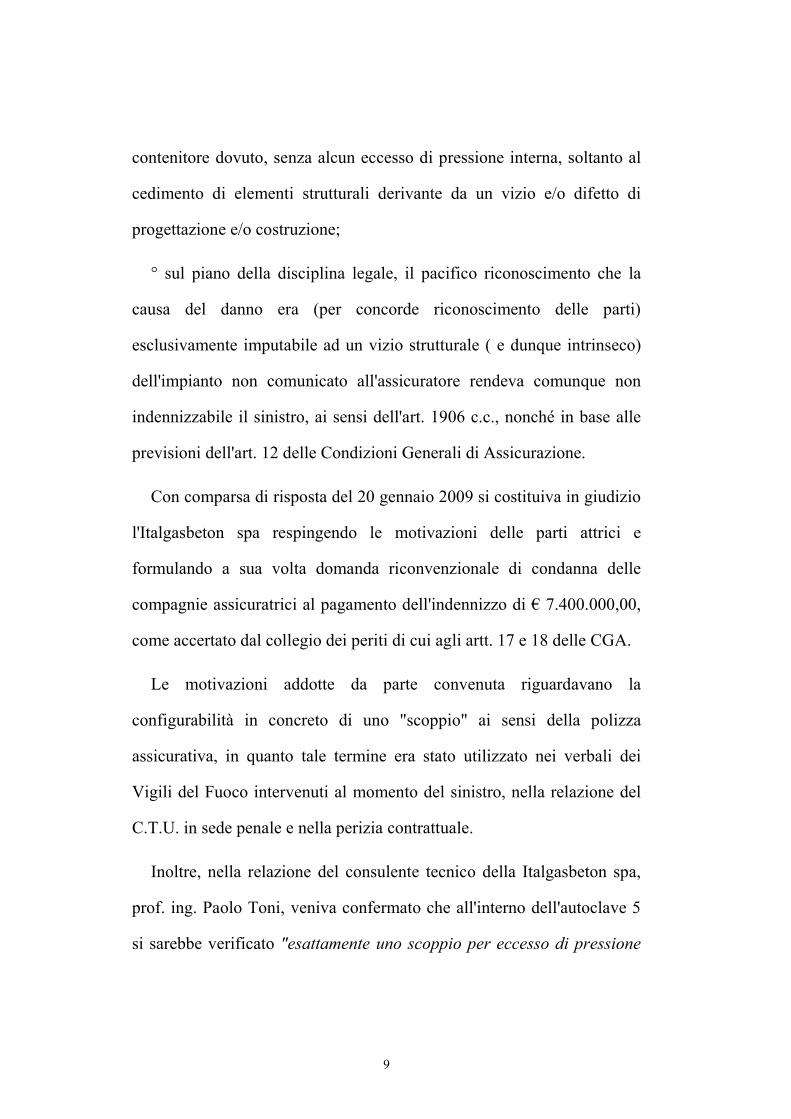
Subito di fronte all'ingresso si trova una piccola palazzina di due piani
dove sono dislocati gli uffici; proseguendo oltre la palazzina, si trova un
ampio piazzale utilizzato come zona di deposito dei manufatti pronti per
il carico e la spedizione (foto nn 1 e 40 in appendice B).
Proseguendo oltre il piazzale, si trova un ampio capannone di forma
rettangolare (larghezza 37,88 m, lunghezza 150,56 m) con struttura
portante costituita da travi e pilastri in acciaio e coperture costituite da
travi in acciaio inclinate ripetute secondo la lunghezza del capannone ad
una distanza l’una dall’altra di 1 m circa. Su tali travi inclinate sono
montati dei pannelli prefabbricati e delle finestrature per l'ingresso della
luce solare. Anche le pareti perimetrali sono costituite da pannelli
prefabbricati e sono dotate di finestrature longitudinali (foto da n. 2 a n.
10).
All'interno di tale capannone sono posti tutti gli impianti e macchinari
della produzione, nonché le autoclavi dove avviene la maturazione dei
manufatti (foto nn. 4, 5, 6, 7 e 8). Tali autoclavi hanno alle due estremità
due portelloni: uno sul lato sud per il carico dei blocchi da trattare e uno
sul lato nord per lo scarico dei blocchi maturati.
Nella figura 3 viene riportato un layout dello stabilimento dove è
presente una leggenda numerata delle sezioni operative e dei servizi.
In tale stabilimento vengono prodotti manufatti in Calcestruzzo
Cellulare Autoclavato a base di calce, C.C.A., per l'impiego nell'edilizia.
Detti manufatti possono avere forme diverse, ma la forma a blocchi è

16
Figura 3 - Layout dello stabilimento
17
quella più comune in quanto tali blocchi, che possono essere portanti o
meno, vengono utilizzati per la costruzione di pareti, tamponature, ecc.
Inoltre, lo stabilimento è in grado di produrre lastre portanti da
impiegare come solai di calpestio e pannelli armati da utilizzare come
setti di separazione per uso civile e/o industriale. Infine, vengono
prodotti granulari impiegati come isolanti termoacustici, additivi per
intonaci e per collanti.
3 DESCRIZIONE DEL PROCESSO PRODUTTIVO
Il calcestruzzo cellulare autoclavato a base di calce impiega come
materie prime la sabbia, l'ossido di calcio, il cemento e l'acqua; inoltre,
vengono aggiunti degli additivi come polvere di alluminio ed altri
prodotti specifici.
Il processo inizia con la macinazione della sabbia in un mulino ad
umido fino a diventare un fango liquido finissimo. Tale fango viene
inviato alla torre di miscelazione dove vengono aggiunti e dosati
automaticamente con acqua la calce, il cemento e l'alluminio. Nella fase
di miscelazione, per ogni bacht - pane di CCA la miscela è costituita da
circa 2.694 Kg di solidi in polvere (68% sabbia, 20% ossido di calcio +
12% di cemento) e da 1.460 Kg di acqua.
Il fluido ottenuto viene colato in apposite casseforme le quali vengono
inviate alla sezione di lievitazione e consolidamento dei pani, dove si
ottiene un raddoppio del volume della massa ed il fluido diventa un
18
solido plastico umido, denominato pane di calcestruzzo cellulare (PCA).
Durante tale processo le casseforme in lievitazione avanzano
automaticamente verso la sezione di taglio, in tale sezione il PCA viene
sagomato e tagliato. Tali pani, così preparati, vengono caricati su carri
con ruote per essere inseriti nelle autoclavi per la maturazione. Ogni
carro porta 3 pani di CCA di circa 5 mc ciascuno e in ogni autoclave
entrano 5 carri (foto nn. 9, 10, 11, 12, 33 e 34, appendice B).
Nell'autoclave i pani vengono sottoposti ad un ciclo di maturazione in
presenza di vapore saturo alla pressione di circa 12 bar ed alla
temperatura di 186 °C per circa 5,5 ore. Questo processo di
mineralizzazione consente al calcestruzzo cellulare autoclavato di
acquisire la resistenza meccanica prevista. Dal portellone posteriore
dell'autoclave i carri vengono fatti uscire e portati alla zona di controllo
qualità, separazione ed imballo dei manufatti (foto nn. 37, 38 e 39).
Dopo l'imballo i bancali di prodotto finito vengono posti nel piazzale
all'aperto avanti al capannone (foto n. 40).
Oltre a tale processo produttivo principale, vi è quello di produzione
di granuli ottenuti dalla frantumazione dei blocchi rotti o scartati. Tali
granuli possono avere diverse applicazioni nell'edilizia.
3.1 Processo di maturazione in autoclave
La fase più importante del processo produttivo è quella di maturazione
dei manufatti in autoclave, in quanto richiede temperature e pressioni di
vapore all’interno molto elevate per periodi di tempo ben prestabiliti.

19
Chiaramente è anche la fase di maggiore rischio per le enormi energie in
gioco.
All'epoca dell'incidente le autoclavi erano cinque, attualmente le
autoclavi sono quattro e lavorano in successione: mentre una viene
caricata, l'altra è in fase di "cottura" e l'altra ancora è in fase di scarico
del materiale. La programmazione, ovviamente viene fatta in base alle
esigenze produttive.
Ogni autoclave è costituita da un cilindro in acciaio con diametro
interno pari a 2,65 m ed una lunghezza di 32 m, tale cilindro è
appoggiato su n. 10 selle disposte secondo la lunghezza e
opportunamente ancorate su fondazioni di calcestruzzo armato. Tale
cilindro è dotato su entrambe le estremità di portelloni di chiusura
realizzati da calotte in acciaio aventi lo stesso diametro del cilindro.
Ciascun portellone è dotato di un sistema elettro-pneumatico di
movimentazione nella posizione di aperto e di chiuso e viene serrato sul
cilindro mediante un anello cavo che aggancia la flangia del portellone
con la flangia dell’autoclave anch'esso azionato elettro-
pneumaticamente. La tenuta tra cilindro e calotta viene assicurata
mediante due guarnizioni circolari elastomeriche.
L'inserimento e la distribuzione del fluido di lavoro (vapore d'acqua)
all'interno dell'autoclave avviene tramite due tubi interni forati di
diametro DN100. Ciascuna autoclave è dotata di valvola di sicurezza
tarata a 14,7 bar.
20
La centrale termica produce vapore saturo con le seguenti
caratteristiche: pressione di timbro 15 bar, pressione massima impostata
12,5 bar, portata massima 2 x 6 ton/h. Ciascun generatore di vapore è
dotato di valvola di sicurezza e anche la linea di adduzione è dotata di
valvola di sicurezza. Tali valvole sono tarate alla pressione di 14,7 bar,
hanno sensibilità di apertura del 5% e sezione di passaggio di 1.661,9
mmq.
Il normale processo di maturazione, una volta caricata e chiusa
l'autoclave, prevede le seguenti fasi:
a) incremento controllato di temperatura e pressione mediante
l'iniezione di vapore saturo proveniente dal generatore, durata 100 - 120
minuti;
b) mantenimento della temperatura massima di 186 °C e della
pressione massima di 11,3 bar (pressione assoluta 12,3 bar) per circa 5,5
ore;
c) raffreddamento e depressurizzazione dell'autoclave per circa 100
minuti, dopo di che viene aperto il portellone di scarico.
Si osserva che proprio nella fase di salita della pressione e della
temperatura è avvenuto lo scoppio dell'autoclave n. 5 in data 18 luglio
2007.
21
4 DESCRIZIONE DELL'INCIDENTE DELL'AUTOCLAVE N. 5
Sulla base della documentazione disponibile e della relazione tecnica
in sede penale è possibile effettuare la seguente ricostruzione
dell'incidente che ha riguardato l'autoclave n. 5.
Il giorno 18 luglio 2007 alle ore 4,23 del mattino veniva effettuato il
caricamento dell'autoclave con 43,05 tonnellate di prodotto CCA (sabbia,
cemento e acqua).
L'inizio del riscaldamento dell'autoclave avveniva alle ore 4,30, con
pressione interna di 0,79 bar e temperatura interna di 99,2 °C. La
registrazione della pressione e della temperatura veniva effettuata dal
sistema di controllo ogni 10 minuti.
Alle ore 5,52 venivano registrate una pressione di 8,50 bar e una
temperatura di 172,4 °C.
Alle ore 5,59 veniva registrato l'allarme "portelloni ingresso/uscita
aperti autoclave n. 5".
Chiaramente tale segnale non può altro che coincidere con lo scoppio
dell'autoclave.
Lo scoppio faceva saltare via ad alta velocità il portellone dal lato di
carico che andava a colpire le strutture del capannone, mentre il corpo
cilindrico con l'altro portellone chiuso partiva in direzione opposta
abbattendo la parete del capannone e colpendo rovinosamente le cataste
di prodotto depositato sul piazzale. Tale disastroso scoppio investiva un

22
operaio, il sig. Claudio Brillanti, che è deceduto, come è doveroso
ricordare.
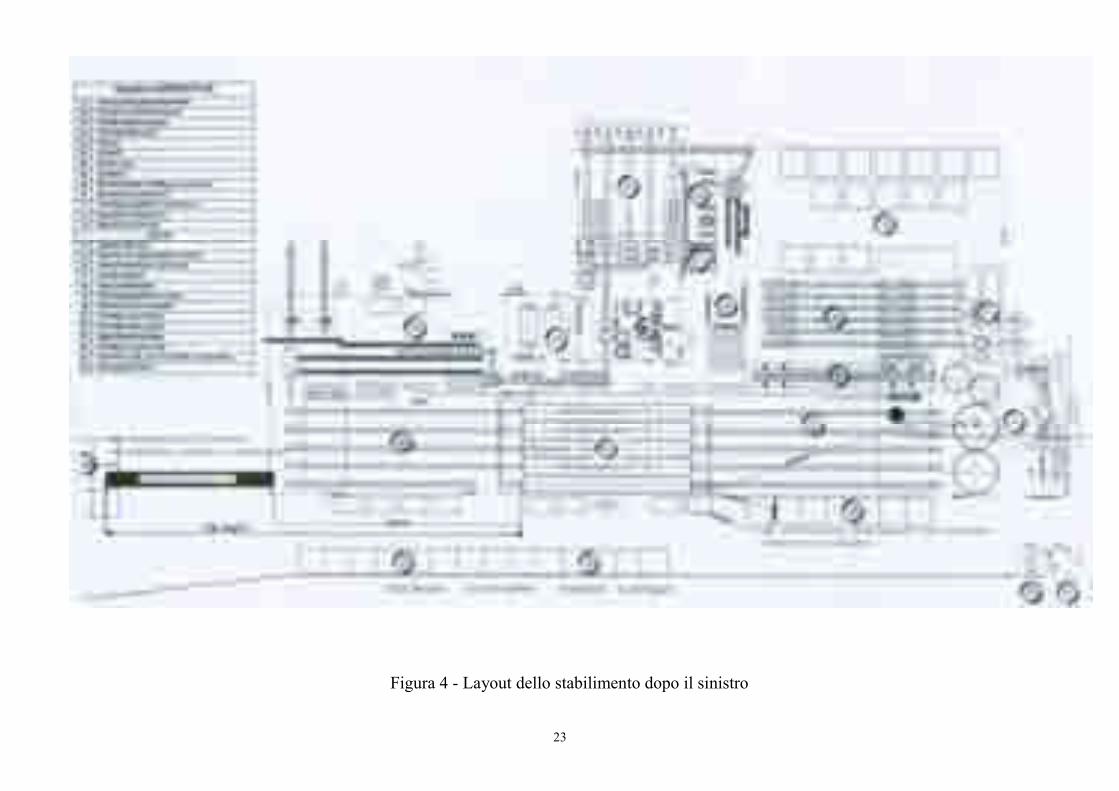
Un layout dello stabilimento dopo lo scoppio è riportato nella figura 4,
dove sono indicate le posizioni dei costituenti dell'autoclave n. 5.
Come si può notare il portellone, disegnato con un cerchietto nero, è
volato nella parte posteriore del capannone ad una distanza di circa 40
metri dalla posizione iniziale, mentre la restante parte dell’autoclave,
disegnata con un rettangolo nero, è stata spinta ad una distanza di circa
78 metri in avanti.
La situazione dello stabilimento dopo il sinistro è desumibile dalle
numerose foto prodotte in causa, alcune delle quali il sottoscritto C.T.U.
ha raccolto e riportato in appendice C.
Nelle foto nn. 5, 6, 7, 7a, 8 (appendice C) si vede il cilindro
dell'autoclave che, dopo aver sfondato la parete di fondo del capannone,
si è schiantato sulle cataste di prodotto finito poste sul piazzale. Nella
foto n. 19 si nota il portellone di carico dell'autoclave ad enorme distanza
dalla sua posizione originaria. Nelle foto nn. 9, 10, 11, 12, 13, 14, 15, 16,
17, 18, 20, 21, 22 e 23 (appendice C) si vedono le strutture portanti ed i
pannelli di chiusura del capannone rovinosamente divelti e deformati
dall'onda d'urto determinata dallo scoppio e dalla forte energia cinetica
impartita ai vari materiali presenti nelle vicinanze dello scoppio.
23
Figura 4 - Layout dello stabilimento dopo il sinistro
24
5 ACCERTAMENTI TECNICI EFFETTUATI NEL PROCEDI-
MENTO PENALE
Nel corso del procedimento penale sono stati effettuati alcuni
accertamenti tecnici che vengono qui di seguito brevemente riassunti.
5.1 Verifica della temperatura e della pressione nell'autoclave
In primo luogo è stato analizzato il computer (PC) del sistema di
controllo dell'impianto che è stato sequestrato dai carabinieri della
stazione di Alatri.
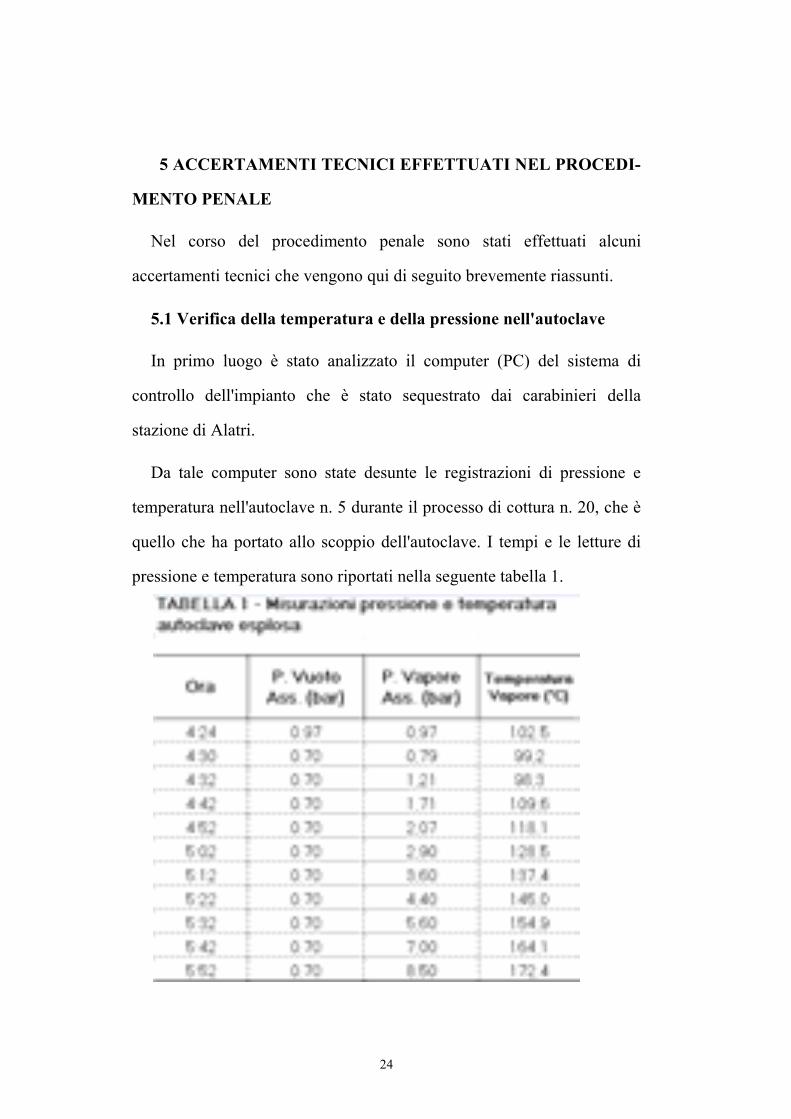
Da tale computer sono state desunte le registrazioni di pressione e
temperatura nell'autoclave n. 5 durante il processo di cottura n. 20, che è
quello che ha portato allo scoppio dell'autoclave. I tempi e le letture di
pressione e temperatura sono riportati nella seguente tabella 1.
25
Analizzando attentamente tali dati e confrontandoli con quelli di altri
processi di cottura, si nota che le curve di salita della pressione e della
temperatura nel tempo per la cottura n. 20 rientrano nella norma e non si
notano anomalie fino a qualche minuto prima dello scoppio.
Poiché l'ultima misura di pressione e di temperatura prima dello
scoppio è avvenuta alle ore 5,52, mentre lo scoppio è avvenuto alle ore
5,59, il C.T.U. in sede penale, Ing. Piergiacomo Cancelliere, ha effettuato
una valutazione della pressione e della temperatura al momento dello
scoppio ritenendo che le velocità di salita di tali due grandezze
termodinamiche fossero identiche a quelle dell'intervallo di tempo subito
precedente:
Salita pressione: (8,50 - 7,00) / 10 min =0,15 bar/min
Salita temperatura: (172,4 - 164,1) / 10 min = 0,83 °C/min
di conseguenza si ha ∆P / ∆t = 0,15 bar/min e ∆T / ∆t = 0,83 °C/min.
Nella restituzione dati del PC si parla impropriamente di gradienti di
pressione e di temperatura invece di velocità di salita o di discesa delle
due grandezze, in quanto il gradiente è una derivata rispetto allo spazio e
non rispetto al tempo.
Il C.T.U. in sede penale ha considerato le ore 6,00 come ora dello
scoppio, per cui dall'ultima misura sono trascorsi 8 minuti e la pressione
e la temperatura è stata così calcolata:
Pscoppio = 8,5 bar + 0,15 bar/min x 8 min = 9,7 bar
Tscoppio = 172,4 °C + 0,83 °C/min x 8 min = 179,04 °C

26
(Ing. Cancelliere riporta erroneamente il valore di 179,4 °C)
In realtà, poiché il segnale di apertura del portellone è stato registrato
alle ore 5,59, dall'ultima lettura sono trascorsi 7 minuti e, pertanto, la
pressione e la temperatura possono essere così calcolati:
Pscoppio = 8,5 bar + 0,15 bar/min x 7 min = 9,55 bar
Tscoppio = 172,4 °C + 0,83 °C/min x 7 min = 178,21 °C
Questi valori sono leggermente più bassi di quelli valutati dall'Ing.
Cancelliere.
Il sottoscritto C.T.U. ritiene tali estrapolazioni tecnicamente corrette
ed i valori ottenuti attendibili.
Dunque, si può affermare che fino al momento dello scoppio gli
incrementi di temperatura e pressione sono stati quelli di un normale
ciclo di cottura; anche i valori di pressione (9,55 bar) e di temperatura
(178,21 °C) al momento dello scoppio non erano superiori a quanto
previsto, anzi non avevano raggiunto i valori stazionari di pressione
assoluta 12,3 bar (pressione relativa 11,3 bar) e di temperatura 185,9 °C
previsti per la cottura.
5.2 Analisi del progetto dell'autoclave e del sistema di chiusura
portellone
L'ing. Cancelliere, in sede penale, ha ottenuto la documentazione
progettuale dell'autoclave, disegni e relazione di calcolo (allegati 2, 3 e 4
della relazione Cancelliere).
27
Da tale documentazione risulta che il progetto è stato eseguito nel
rispetto della normativa vigente all'epoca (1990-91) (norme ISPELS ex
ANCC VSR) e con i seguenti dati di progetto.
Pressione interna di esercizio 12,75 bar
Pressione interna di progetto 14,70 bar
Pressione esterna 1,00 bar
Temperatura di esercizio 195 °C
Temperatura di progetto 225 °C
Margine di corrosione per mantello e fondi 3,00 mm
Efficienza giunti mantello 1,00 e fondi 1,00
Peso 48.500 Kg
Peso in esercizio 167.500 Kg
Capacità 182 mc
Da un'analisi veloce della documentazione progettuale relativa al
cilindro ed alle calotte di chiusura dell'autoclave, lo scrivente C.T.U. non
ha riscontrato errori o anomalie progettuali.
Si sottolinea che la SITICEM S.p.a., fornitrice ed installatrice di tutte
le autoclavi della Italgasbeton s.p.a., ha effettuato e consegnato i calcoli
di verifica a fatica delle autoclavi secondo la AD-MERKBLATT-51
relative solo al corpo cilindrico ed alle calotte di chiusura, prevedendo
per tali dispositivi un numero di cicli utili pari a 29.300, che risultano
pari a più di 50 anni di utilizzo in sicurezza.
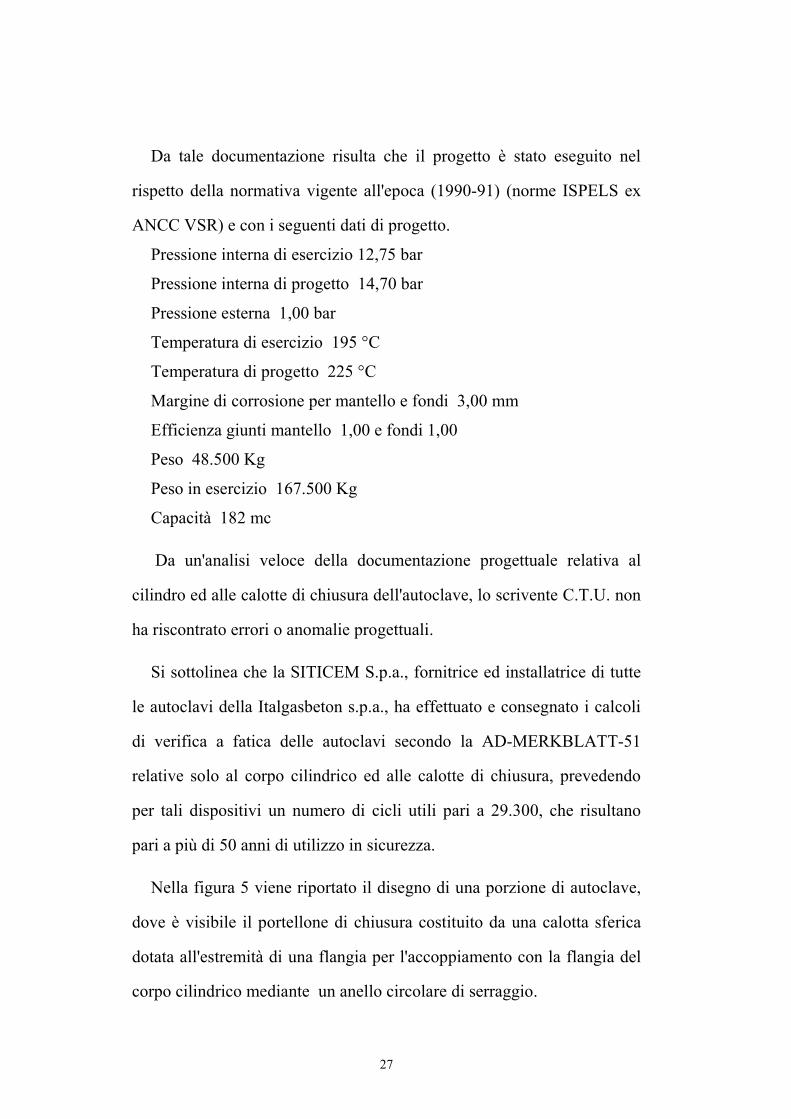
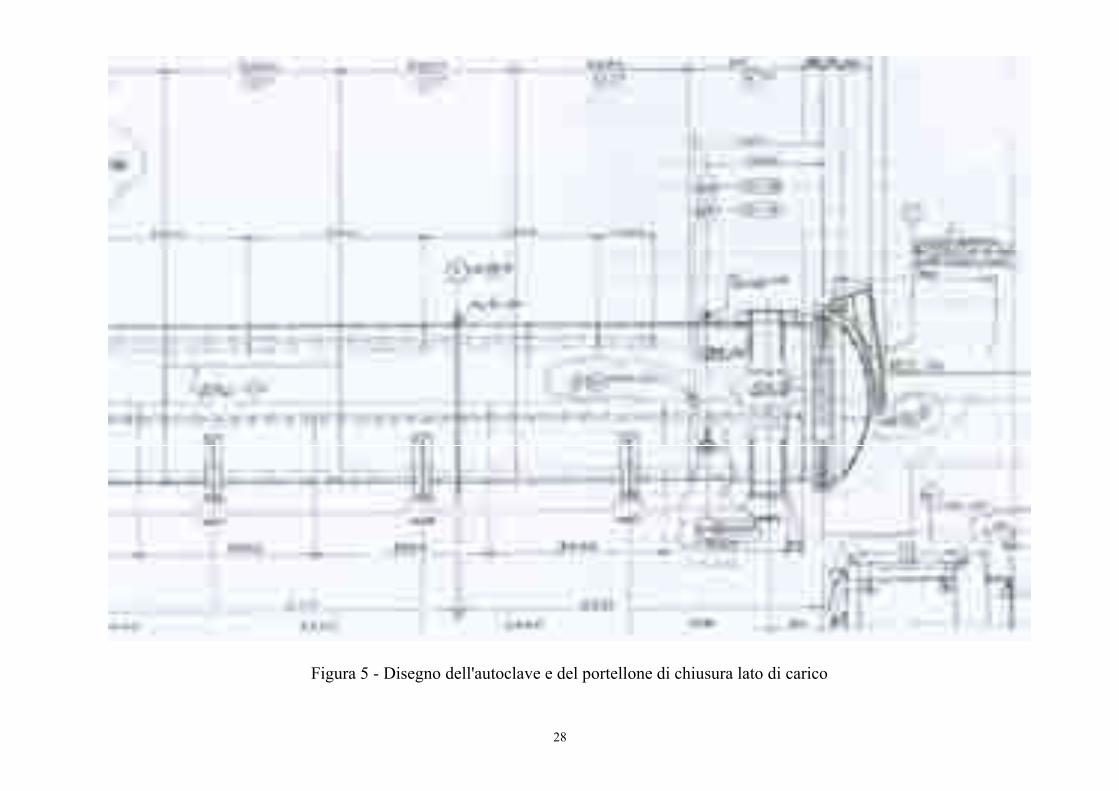
Nella figura 5 viene riportato il disegno di una porzione di autoclave,
dove è visibile il portellone di chiusura costituito da una calotta sferica
dotata all'estremità di una flangia per l'accoppiamento con la flangia del
corpo cilindrico mediante un anello circolare di serraggio.
28
Figura 5 - Disegno dell'autoclave e del portellone di chiusura lato di carico
29
Per quanto concerne il sistema di chiusura dell'autoclave, l'Ing.
Cancelliere in sede penale non è riuscito ad avere il progetto completo di
tale fondamentale componente, ma solo alcuni disegni. In particolare non
ha ottenuto alcuna relazione di calcolo circa il dimensionamento dei
componenti costituenti il suddetto sistema di chiusura (anello circolare,
piastre e perno di blocco, ecc.).
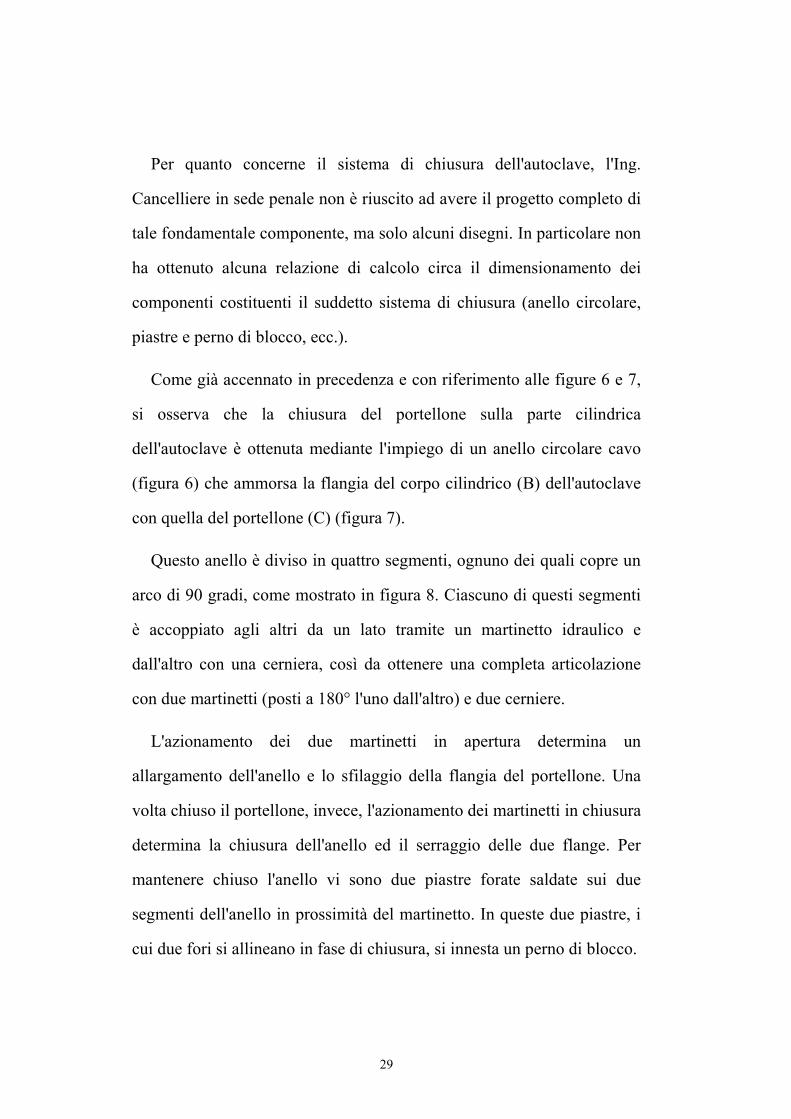
Come già accennato in precedenza e con riferimento alle figure 6 e 7,
si osserva che la chiusura del portellone sulla parte cilindrica
dell'autoclave è ottenuta mediante l'impiego di un anello circolare cavo
(figura 6) che ammorsa la flangia del corpo cilindrico (B) dell'autoclave
con quella del portellone (C) (figura 7).
Questo anello è diviso in quattro segmenti, ognuno dei quali copre un
arco di 90 gradi, come mostrato in figura 8. Ciascuno di questi segmenti
è accoppiato agli altri da un lato tramite un martinetto idraulico e
dall'altro con una cerniera, così da ottenere una completa articolazione
con due martinetti (posti a 180° l'uno dall'altro) e due cerniere.
L'azionamento dei due martinetti in apertura determina un
allargamento dell'anello e lo sfilaggio della flangia del portellone. Una
volta chiuso il portellone, invece, l'azionamento dei martinetti in chiusura
determina la chiusura dell'anello ed il serraggio delle due flange. Per
mantenere chiuso l'anello vi sono due piastre forate saldate sui due
segmenti dell'anello in prossimità del martinetto. In queste due piastre, i
cui due fori si allineano in fase di chiusura, si innesta un perno di blocco.
30
Figura 6 - Portellone costituito da una calotta sferica con flangia circolare accoppiata alla flangia del corpo cilindrico dell'autoclave mediante
anello circolare cavo.

31
Figura 7 - Dettaglio delle flange del portellone e della parte cilindrica dell'autoclave, sezione dell'anello circolare cavo di chiusura e di serraggio
delle flange
C B
A

32
Figura 8 - Anello circolare cavo che ammorsa le flange del corpo cilindrico e del portellone dell'autoclave

33
Analogo sistema di due piastre e perno è situato in prossimità
dell'altro martinetto idraulico di chiusura.
L'Ing. Cancelliere non ha prodotto alcun disegno delle piastre e del
perno di blocco dell'anello circolare, né ha effettuato alcun calcolo per la
verifica del progetto strutturale dell'anello di chiusura e delle relative
piastre e perno di blocco. Tale consulente ha effettuato solo delle misure
dimensionali di questi componenti relativi all'autoclave n. 5 (quella
scoppiata) e le ha confrontate con quelle delle piastre e dei perni delle
altre autoclavi rimaste integre (allegato 17 relazione Ing. Cancelliere).
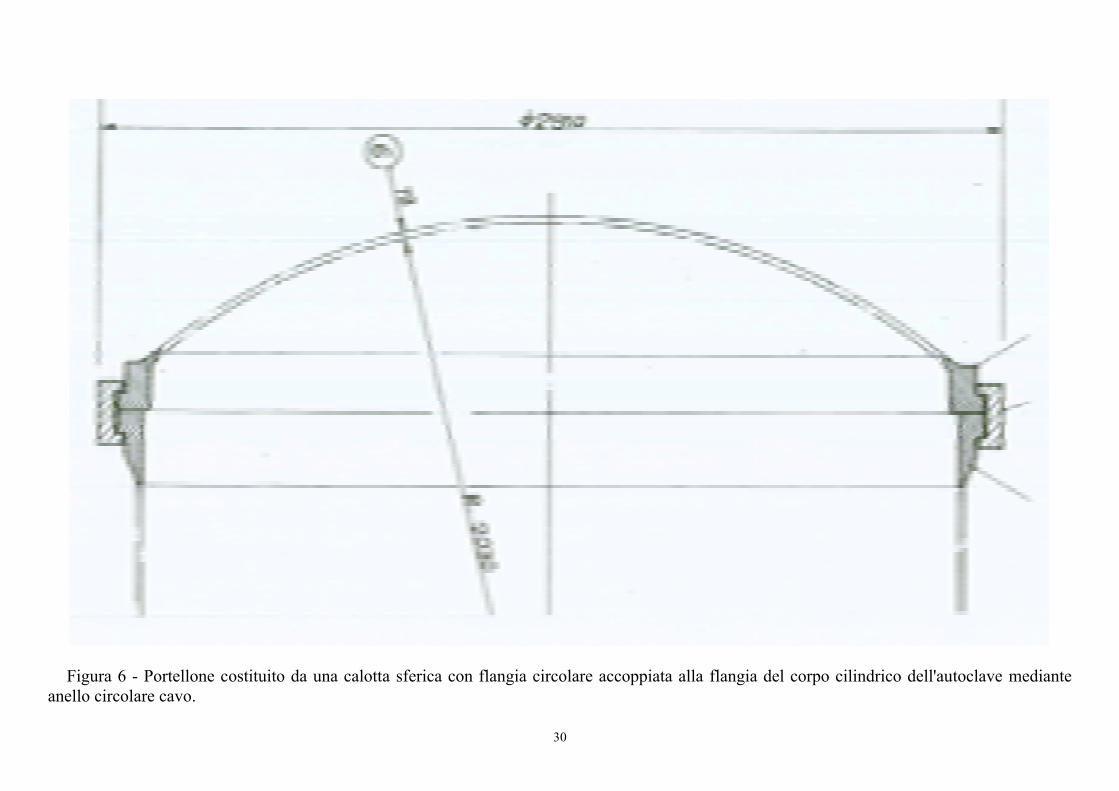
Nella figura 9A vengono riportati lo schema e le misure delle piastre
e del perno posti nella parte bassa (inferiore) dell'anello di chiusura del
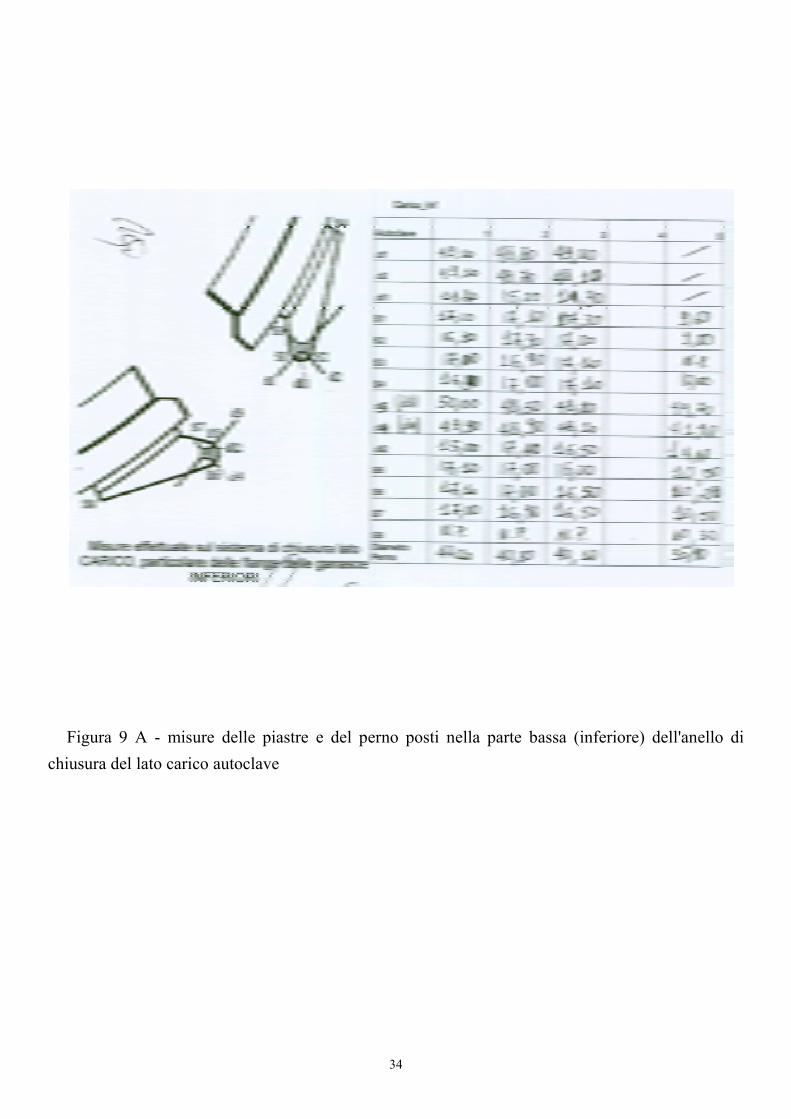
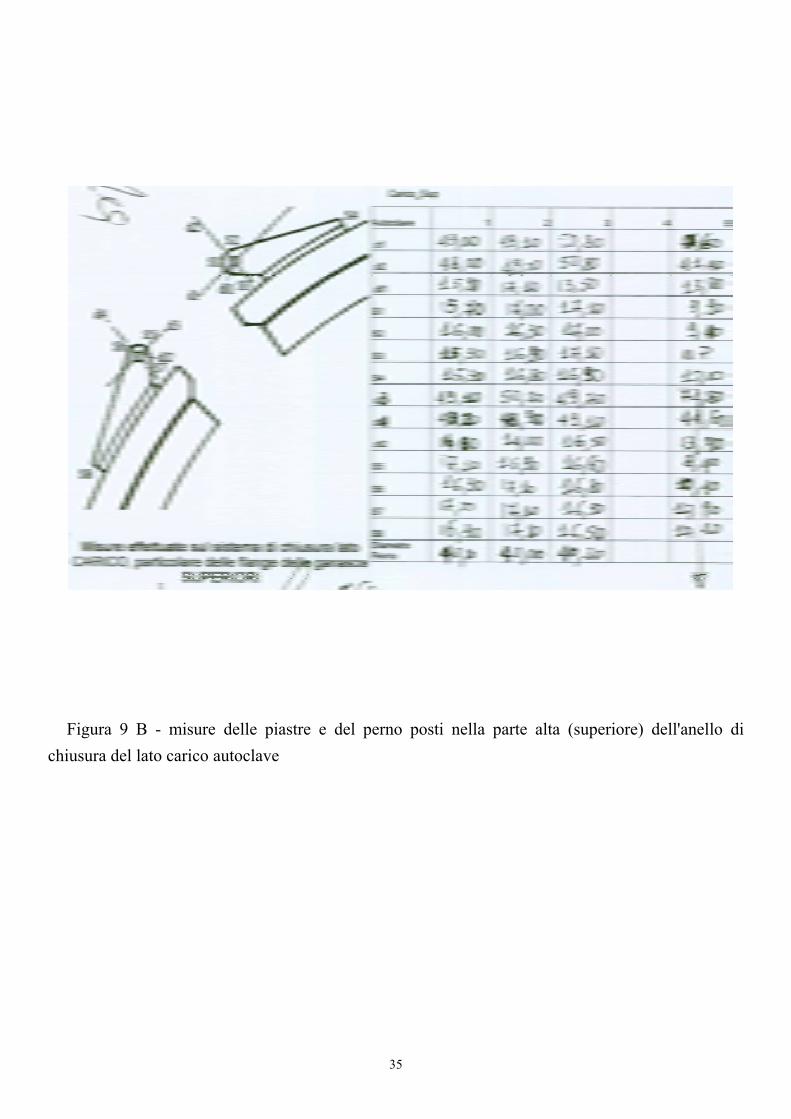
lato carico autoclave. Mentre nella 9B vengono riportati lo schema e le
misure delle piastre e del perno posti nella parte alta (superiore)
dell'anello di chiusura del lato carico autoclave.
Analogamente nelle figure 10A e 10B vengono riportati gli stessi dati
per il lato scarico dell'autoclave.
Si noti che nelle figure l'anello di chiusura viene chiamato "ganascia"
e le piastre forate vengono chiamate "flange".
Dalla lettura di questi dati risulta che le piastre dell'autoclave n. 5
hanno dimensioni inferiori rispetto alle restanti autoclavi. In particolare
lo spessore delle piastre dell'autoclave n. 5 rientra nell'intervallo 9,4 - 10
mm, mentre per le altri autoclavi lo spessore rientra nell'intervallo 16,0 -
17,0 mm. Il diametro del foro dove si inserisce il perno di blocco risulta
34
Figura 9 A - misure delle piastre e del perno posti nella parte bassa (inferiore) dell'anello di
chiusura del lato carico autoclave
35
Figura 9 B - misure delle piastre e del perno posti nella parte alta (superiore) dell'anello di
chiusura del lato carico autoclave

36
Figura 10 A - misure delle piastre e del perno posti nella parte bassa (inferiore) dell'anello di
chiusura del lato scarico autoclave

37
Figura 10 B - misure delle piastre e del perno posti nella parte alta (superiore) dell'anello di
chiusura del lato scarico autoclave
38
di 40,0 - 41,0 mm per l'autoclave n. 5 , mentre per le altre autoclavi il
diametro rientra nell'intervallo 48,0 - 50,0 mm. In questo modo anche il
perno di blocco risulta avere un diametro di 35,0 - 36,0 mm per
l'autoclave n. 5, mentre per le altre autoclavi e di 40,0 - 42,0 mm.
La distanza fra il bordo del foro ed il bordo della piastra (indicata
come dl1 e dl2 nelle figure 9 e 10) risulta di 13,0 - 14,0 mm per
l'autoclave n. 5 e di 15,0 - 17,0 mm per le piastre delle altre autoclavi.
Da questi semplici rilievi dimensionali risulta evidente che le piastre
ed i perni dell'autoclave n. 5 sono sottodimensionati se confrontati con
quelli delle altre autoclavi. Di conseguenza anche la resistenza strutturale
alle sollecitazioni di trazione sono sensibilmente inferiori per le piastre
dell'autoclave n. 5, così come verrà dimostrato dal C.T.U. nel prosieguo
della presente relazione.
5.3 Analisi del materiale costituente il sistema di chiusura
Allo stato attuale tutto il materiale relativo all'autoclave n. 5 oggetto
del sinistro non è più disponibile. Pertanto, il sottoscritto C.T.U. si può
solo avvalere delle analisi sui campioni di acciaio effettuate presso il
Laboratorio di Metallurgia ed Economia Industriale dell'Università di
Cassino a cura del Prof. Francesco Iacoviello (relazione in allegato B).
Queste analisi chimiche e microstrutturali sono state condotte su tre
campioni di acciaio così definiti:
Campione A1 - prelevato dalla flangia rotta dove si innesta il perno di
blocco del sistema di chiusura del portellone di carico dell'autoclave n. 5;
39
Campione A2 - prelevato dalla flangia contrapposta a quella rotta
dove si innesta lo stesso perno di blocco del sistema di chiusura del
portellone di carico dell'autoclave n. 5;
Campione B1 - prelevato dalla flangia integra del sistema di chiusura
del portellone dell'autoclave n. 2.
Si noti che in questo caso quando si parla di flange si intendono le
piastre forate dove si inserisce il perno di blocco dell'anello circolare,
come definiti nel paragrafo precedente.
Da tali analisi il Prof. Iacoviello è giunto alle seguenti principali
conclusioni (allegato B).
° Il materiale del campione A1 è sostanzialmente identico a quello del
campione A2 (entrambi del sistema di chiusura dell'autoclave n. 5), si
tratta di acciaio non legato completamente ferritico, che può essere
classificato come S355J2G3 (St 52-3).
° Il materiale del campione B1 è un acciaio differente da quello dei
campioni A1 e A2; trattasi di un acciaio non legato ferrito-perlitico, che
può essere classificato come P355NL1 (TSTE 355).
° Il comportamento meccanico macroscopico del metallo utilizzato per
la flangia fratturata (campione A1), valutato mediante prove di durezza,
risulta leggermente inferiore rispetto al comportamento del metallo che
costituisce la flangia prelevata dall'autoclave integra (campione B1).
° La flangia fratturata presenta un'evidentissima ovalizzazione del foro
con una forte plasticizzazione del metallo. La morfologia della frattura
40
risulta completamente duttile e non si hanno evidenze di punti di innesco
di fratture (ad esempio per fenomeni di tensio-corrosione) o morfologia
di frattura riconducibili ad una rottura a fatica.
In conclusione, dall'analisi dei suddetti provini metallici, il Prof.
Iacoviello è pervenuto a stabilire che l'acciaio dei provini A1 e A2 ha
"caratteristiche meccaniche leggermente inferiori" a quelle del provino
B1, ma non fornisce alcuna valutazione quantitativa. Anche il C.T.U. in
sede penale, Ing. Cancelliere, nella sua relazione non effettua alcun
confronto "quantitativo" tra le caratteristiche meccaniche dei due acciai
indicati dal Prof. Iacoviello.
In buona sostanza le valutazioni dell'Ing. Cancelliere sono state solo di
tipo "qualitativo" e non "quantitativo"; manca qualsiasi riferimento alle
caratteristiche meccaniche (tensione di snervamento, tensione di rottura,
ecc.) e manca qualsiasi analisi strutturale sui componenti della chiusura.
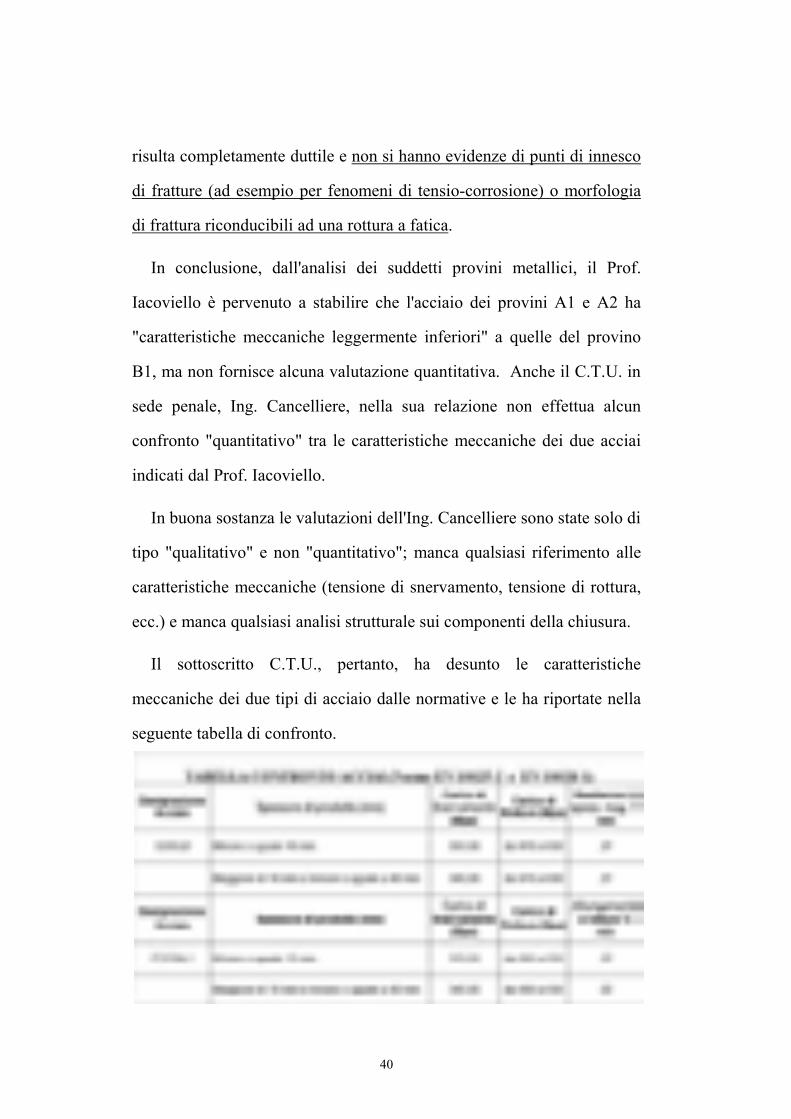
Il sottoscritto C.T.U., pertanto, ha desunto le caratteristiche
meccaniche dei due tipi di acciaio dalle normative e le ha riportate nella
seguente tabella di confronto.

41
Come si può notare le caratteristiche dei due acciai sono molto simili;
pertanto, il C.T.U. non ritiene che la diversa tipologia di acciaio
utilizzato per il sistema di blocco del portellone dell'autoclave 5 sia
motivo importante dell'incidente avvenuto.
5.4 Altri accertamenti
L'ing. Cancelliere in sede penale ha effettuato ulteriori indagini
relativamente ai seguenti altri aspetti tecnici della questione.
° Errore operativo
L'ing. Cancelliere ha effettuato subito dopo l'incidente tutti gli
accertamenti necessari per accertare un eventuale errore operativo
nell'utilizzo dell'autoclave ed è giunto alla seguente conclusione:
"Nei diversi sopralluoghi effettuati dallo scrivente C.T.U. è emerso
che gli operatori di caldaia intervistati, in particolare il sig. De Santis
Stefano dipendente dalla Italgasbeton addetto alla conduzione delle
autoclavi, posseggono una conoscenza approfondita delle procedure di
apertura e chiusura porta contenute nei disegni riportati negli allegati
12 e 13, pertanto si esclude l'errore operativo come causa di scoppio
dell'autoclave n. 5."
° Manutenzione inadeguata
L'ing. Cancelliere ha effettuato dettagliate indagini circa le procedure
e gli interventi di manutenzione dei sistemi di chiusura e sicurezza delle
autoclavi ed è giunto alle seguenti conclusioni:
"Pur in tale insufficiente conduzione operativa e gestionale, bisogna
considerare che i sistemi di sicurezza delle autoclavi sono sempre stati

42
sottoposti ai controlli periodici, prescritti a cadenza fissa dalle
disposizioni cogenti, dalla ARPA. Nell'allegato 5 sono riportati , in
copia, i verbali dei controlli eseguiti dal personale ispettivo dell'ARPA (e
prima ancora dell'ASL), dove è sempre riportata la dicitura nella quale
si assicura che i sistemi di chiusura risultano essere perfettamente
funzionanti.
Dalle considerazioni sopra riportate, pur riconoscendo e
sottolineando le precarie condizioni di manutenzione, la mancata
tracciabilità degli interventi manutentivi sia nel tempo che nelle
modalità di esecuzione, si può, con ragionevole certezza, escludere come
causa del cedimento meccanico della flangia, la manutenzione
inadeguata e carente delle autoclavi e degli altri macchinari ed impianti
tecnologici installati nell'opificio."
° Sicurezza dei luoghi di lavoro inadeguata
L'Ing. Cancelliere ha effettuato approfondite indagini circa la
documentazione e le procedure di sicurezza della Italgasbeton,
riscontrando notevoli carenze. Tale consulente è giunto alle seguenti
conclusioni:
"Pur riconoscendo e sottolineando le precarie condizioni di sicurezza
dei luoghi di lavoro dello stabilimento in parola, durante lo svolgimento
delle indagini sono emersi elementi fondati che potessero associare, in
via esclusiva, alla causa dello scoppio e quindi del cedimento
meccanico, la grossa carenza del sistema sicurezza dell'azienda
Italgasbeton."
43
6 ANALISI DELLA FISICA DELL'INCIDENTE
Al fine di fornire una risposta esaustiva al quesito formulato dalla
Corte d'Appello, il C.T.U. ritiene utile analizzare le fenomenologie
fisiche che si sono succedute nel corso dell'incidente.
In un primo momento l'autoclave n. 5 era chiusa e su tutte le pareti
interne agiva una pressione di 9,7 bar (pressione assoluta). All'interno si
trovava vapore d'acqua saturo alla temperatura di 179,04 °C, oltre a circa
43 tonnellate di blocchi in fase di cottura ed acqua in condizioni liquide.
Si noti che il C.T.U. considera i valori calcolati dall’Ing. Cancelliere che
sono leggermente più elevati di quelli determinati dal sottoscritto C.T.U.,
come descritto nel paragrafo 5.1.
Alle ore 5,59 del 18 luglio 2007, a causa di sollecitazioni radiali
sull'anello cerchiante di chiusura del portellone dell'autoclave (lato
carico), una delle piastre forate (quella in basso) su cui si innesta il perno
di blocco, si rompeva di schianto e l'anello partiva radialmente lasciando
libero il portellone.
Chiaramente la forza Fp che agiva sul portellone, non essendo più
contrastata dall'anello di chiusura, spingeva ad alta velocità il portellone
che andava a colpire le strutture del capannone.
La forza iniziale che agiva sul portellone era pari a:
Fp = (Pi - Pe) Ai (6.1)

44
dove Pi = 9,7 bar è la pressione interna, Pe = 1,013 bar è la pressione
esterna (pressione atmosferica) ed Ai è l'area della sezione interna del
portellone così calcolata:
Ai = π /4 di2 = π /4 (2,65 m)
2 = 5,51 m
2 (6.2)
di conseguenza si ha:
Fp = (9,7 bar - 1,013 bar) x 100.000 x 5,51 m2 = 4.786.537 N =
478.653,7 Kg
Come si può notare la forza iniziale sul portellone è molto elevata
(circa 479 tonnellate); tuttavia, essa diminuisce rapidamente in quanto, a
causa dell'espansione del gas, la pressione sulla faccia interna del
portellone diminuisce rapidamente.
Il fenomeno fisico è tanto veloce ed instazionario che è difficile
valutare analiticamente la diminuzione nel tempo della forza che agisce
sul portellone.
A solo titolo indicativo si ipotizza che la forza Fp dal suo valore
iniziale diminuisca linearmente fino ad annullarsi nell'arco di 0,1 secondi
(100 millesimi di secondo).
In base alle leggi della fisica l'impulso di una forza che agisce su una
massa m determina una variazione della quantità di moto della massa
stessa data dalla seguente relazione:
� Fdt=mV2-mV1t2
t1(6.3)

45
dove t1 e t2 sono il tempo iniziale e quello finale di azione della forza
F, e V1 e V2 sono le velocità iniziale e finale della massa m.
Nel caso in oggetto t1 = 0 e t2 = 0,1 s, mentre V1 = 0 m/s, per cui,
avendo considerato una diminuzione della forza lineare nel tempo, la
relazione diventa:
Finiziale2 t2=mV2(6.4)
V2= Finiziale2 t2m =4.786.5372 0,1
1000 =239,33ms (6.5)
dove m = 1000 Kg è la massa del portellone.
Quindi, quando termina l'azione della forza, il portellone ha raggiunto
la velocità massima V2 = 239,33 m/s, dopo di che prosegue la sua corsa
per inerzia (come un proiettile), fino a quando la resistenza aerodinamica
e l'impatto con altre strutture o il suolo ne determina l'arresto.
Una volta saltato via il portellone il gas presente nell'autoclave viene
espulso ad alta velocità e si determina un'onda di pressione (onda d'urto)
che va ad investire l'aria indisturbata presente nel capannone,
accelerandola e riscaldandola.
L'espulsione del gas ad alta velocità determina una spinta in avanti del
corpo dell'autoclave, così come avviene per un endoreattore (motore a
razzo):
S=m Vu+Au(Pu-Pa)(6.6) dove S è la spinta che agisce sull'autoclave, % è la portata del gas
uscente, Vu è la velocità del gas nella sezione di uscita, Au è l'area della
46
sezione di uscita dei gas, Pu è la pressione del gas nella sezione di uscita
e Pa è la pressione dell’ambiente esterno (pari ad 1 atm = 1,013 bar).
Anche in questo caso il fenomeno è molto rapido e, via via che il gas
fuoriesce dall'autoclave diminuiscono la pressione e la temperatura del
gas all'interno dell'autoclave stessa. Questa rapida diminuzione di
pressione e temperatura determina anche una diminuzione della portata e
della velocità di uscita del gas con conseguente diminuzione della spinta
che agisce sull'autoclave.
Questo fenomeno fisico viene complicato dal fatto che la diminuzione
della pressione nell'autoclave determina una rapida evaporazione
dell'acqua in essa presente così da aumentare il volume di gas
nell'autoclave e prolungare l'uscita dei gas e, quindi, la spinta.
Si noti che, se il fenomeno di evaporazione è molto più veloce della
fuoriuscita dei gas, si può avere un breve picco di pressione all'interno
dell'autoclave che può superare anche la pressione interna al momento
del distacco del portellone (9,7 bar). Questo fenomeno è noto come
flashing (il passaggio da liquido a vapore può avvenire in centesimi di
secondo) ed è molto studiato in letteratura scientifica in quando può
determinare lo scoppio dei generatori di vapore. Tale ipotesi è ben
trattata dal C.T.P. Prof. Molinari nella relazione tecnica in allegato G.
Il C.T.U. ritiene che, stante le dimensioni dell'autoclave e la rapida
apertura del portellone, il fenomeno ipotizzato dal Prof. Molinari non sia
effettivamente avvenuto.

47
Tuttavia, anche se venisse dimostrato l'accadimento di tale picco di
pressione, esso sarebbe ininfluente ai fini dell'accertamento richiesto, in
quanto tale picco sarebbe successivo al distacco del portellone e non
sarebbe causa della rottura dell'anello di chiusura.
In definitiva il fenomeno che avviene nell'autoclave al momento del
distacco del portellone è molto rapido ed instazionario con molte
variabili in gioco, per cui la valutazione della spinta propulsiva agente
sull'autoclave sarebbe molto approssimativa.
Sta di fatto che, considerando le enormi dimensioni dell'autoclave e la
grande quantità di gas in essa presente, la fase di spinta potrebbe essere
stata anche di 1 – 2 secondi, quindi molto più lunga del "kick" impartito
al portellone.
Come è stato descritto in precedenza, a causa dell'enorme spinta
l'autoclave si è sganciata dalle selle di fissaggio, ha sfondato la parete del
capannone ed ha distrutto le cataste di materiale presente sul piazzale
prima di fermarsi dopo aver percorso 70 metri. Questo fa capire le
enormi forze ed energie in gioco.
Ai fini della presente trattazione non è necessario andare oltre nella
valutazione dei fenomeni fisici avvenuti al momento della rottura del
sistema di chiusura, in quanto da tale valutazione qualitativa
dell'incidente risulta evidente che trattasi di uno "scoppio" nel significato
letterale della parola.
48
7 ANALISI DEL SISTEMA DI CHIUSURA
Come si è affermato in precedenza, l'Ing. Cancelliere in sede penale
non è riuscito ad ottenere copia del progetto strutturale del sistema di
chiusura dell'autoclave e, in particolare, dell'anello cavo di
ammorsamento della flangia del portellone con la flangia del corpo
cilindrico. Il suddetto consulente non ha provato neanche a valutare per
proprio conto le possibili sollecitazioni sull'anello per verificare per
quali valori della sollecitazione si poteva determinare la rottura della
piastra forata dove si innesta il perno di blocco.
In buona sostanza mediante le sole misure dimensionali l'Ing.
Cancelliere è giunto a stabilire che la piastra forata ed il perno di blocco
dell'autoclave n. 5 erano più piccoli di quelli delle altre autoclavi e,
quindi, non conformi al progetto originario. Tuttavia, non ha verificato a
quale tensione la piastra si è rotta, né ha verificato se il progetto
originario fosse adeguato, cioè se vi fosse rischio di rottura anche per i
sistemi di chiusura delle altre autoclavi.
Il sottoscritto C.T.U. ritiene, invece, opportuno analizzare il
comportamento strutturale dell'anello di chiusura dell'autoclave e
verificare le eventuali sollecitazioni che possono aver portato alla rottura
del sistema di blocco (piastra-perno).
A tal riguardo si osserva che in caso di geometria perfetta, l'anello di
chiusura dell'autoclave è soggetto esclusivamente alle sollecitazioni in
direzione assiale impartitegli dalla flangia del portellone e dalla flangia
49
del corpo autoclave. Questa sollecitazione assiale è dovuta alla pressione
interna all'autoclave che tende ad allontanare le due flange.
In tali condizioni, essendo nulle le forze radiali sull'anello, le due
piastre forate ed il perno del sistema di blocco non sono sollecitati.
L'Ing. Ceccarelli (direttore della Italgasbeton) nel corso delle
operazioni peritali ha affermato che il sistema piastre e perno di blocco
serve esclusivamente ad indicare la corretta chiusura dell'autoclave e
dell'anello cerchiante, ma nel corso delle fasi di cottura non risulta mai
sollecitato.
Allora cosa può essere successo nel corso del ciclo di cottura n. 20 del
18 luglio 2007 relativo all'autoclave n. 5 per essersi rotta la piastra del
suddetto sistema di blocco?
Il sottoscritto C.T.U., in base alla sua lunga esperienza di progettista
di sistemi propulsivi spaziali, ritiene opportuno investigare tutte le
possibili cause che abbiano potuto determinare sollecitazioni radiali
sull'anello di chiusura tali da portare a rottura la piastra del sistema di
blocco.
7.1 Sollecitazioni dovute alla dilatazione termica
Come affermato in precedenza, la sollecitazione in direzione assiale
che agisce sull'anello di chiusura è dovuta alla pressione interna
all'autoclave che tende ad allontanare le due flange. Essa è pari proprio
alla forza assiale che agisce sul portellone, così come già calcolata in
precedenza per una pressione interna di 9,7 bar:
50
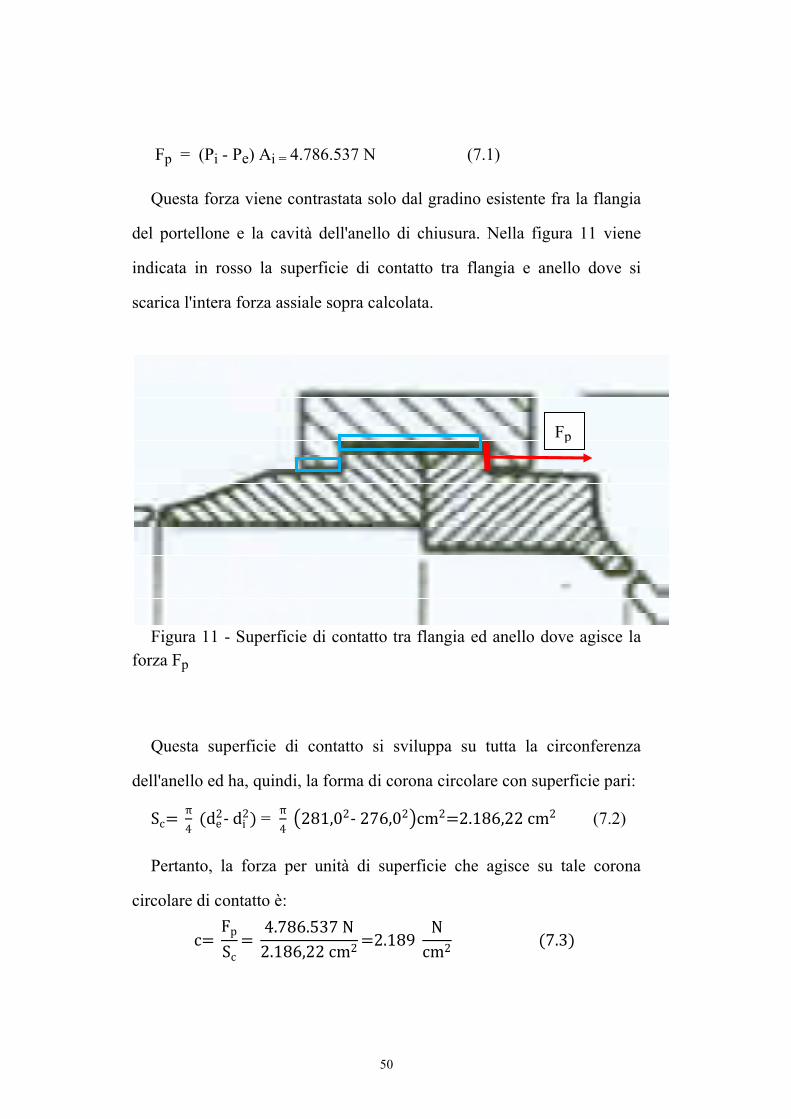
Fp = (Pi - Pe) Ai = 4.786.537 N (7.1)
Questa forza viene contrastata solo dal gradino esistente fra la flangia
del portellone e la cavità dell'anello di chiusura. Nella figura 11 viene
indicata in rosso la superficie di contatto tra flangia e anello dove si
scarica l'intera forza assiale sopra calcolata.
Figura 11 - Superficie di contatto tra flangia ed anello dove agisce la
forza Fp
Questa superficie di contatto si sviluppa su tutta la circonferenza
dell'anello ed ha, quindi, la forma di corona circolare con superficie pari:
Sc= π4 (de2-di2) = π4 (281,02-276,02)cm2=2.186,22cm2 (7.2)
Pertanto, la forza per unità di superficie che agisce su tale corona
circolare di contatto è:
c= FpSc =4.786.537N2.186,22cm2=2.189
Ncm2 (7.3)
Fp
51
Come si può notare questa sollecitazione è assiale e, quindi, non
dovrebbe determinare sollecitazioni radiali sull'anello di chiusura.
Bisogna, però, considerare che nella fase di riscaldamento
dell'autoclave, mediante l’ingresso ad alta pressione e temperatura di
vapore saturo, si determina una dilatazione sia del portellone che del
corpo cilindrico dell'autoclave.
Tale dilatazione termica porta ad un incremento del diametro della
flangia dell'autoclave ∆d dato dalla seguente relazione:
∆-- = .∆/(7.4)
dove d = 2.785 mm è il diametro medio, α = 12 x 10-6
°C -1
è il
coefficiente di dilatazione termica dell'acciaio e ∆T è l'incremento di
temperatura della flangia.
Di conseguenza, partendo da una temperatura iniziale di 20 °C
(temperatura ambiente) e giungendo alla temperatura di 179 °C (al
momento dello scoppio), la flangia ha subito una variazione del diametro
pari a:
∆d=α∆Td=12x10-6(179-20)2.785=5,3mm(7.5) L'anello di chiusura che mantiene unite le flange non si riscalda con la
stessa velocità, in quanto non è a contatto con i gas caldi dell'autoclave;
esso rimane ad una temperatura più bassa e, quindi, si dilata molto di
meno. Questa minore dilatazione porterebbe a contrastare quella delle
flange e a creare una sollecitazione radiale sull'anello di chiusura.

52
Chiaramente i progettisti del sistema di chiusura hanno previsto
(almeno si spera) tale differenza di dilatazione e le conseguenti enormi
sollecitazioni sull'anello. Di conseguenza hanno fatto in modo che il
bordo dell'anello ed il fondo della sua cavità avessero diametri maggiori
rispetto a quelli delle flange così da consentire la libera dilatazione delle
flange stesse senza incontrare contrasto. Questo spazio che consente la
dilatazione è indicato con contorno celeste nella figura 11.
Tuttavia, nonostante questo gioco, le superfici di contatto tra flange ed
anello sono soggette ad un attrito che si oppone allo scivolamento
conseguente alla diversa dilatazione fra anello e flange. Tale forza di
attrito è tanto maggiore quanto più elevata è la forza assiale e quanto più
rugose sono le superfici di contatto. Anche di questo i progettisti hanno
tenuto conto (almeno si spera) prevedendo una maggiore levigatura delle
superfici in contatto. Nel disegno della SITICEM spa (allegato alla
relazione dell'Ing. Cancellieri) si nota che il grado di finitura superficiale
delle suddette superfici di contatto è indicato con due triangolini invece
che uno solo, come per le altre superfici lavorate. In base alla vecchia
convenzione tale doppio triangolino indica "superficie lisciata ottenuta
mediante lavorazione di utensile a macchina o a mano" e corrisponde ad
una rugosità Ru = 3,2 µm (chiaramente esistono maggiori livelli di
lisciatura: tre triangolini = superficie rettificata, quattro triangolini =
superficie superfina). Nonostante questo maggior grado di lisciatura delle
superfici, esiste sempre una forza di attrito che ostacola lo scorrimento
tra le flange e l’anello di chiusura, così da determinare una forza radiale
sull’anello.

53
Come affermato in precedenza la forza di attrito è tanto maggiore
quanto più è elevata la forza assiale Fp e quanto più è elevato il
coefficiente di attrito k tra le superfici.
La forza totale di attrito Fa che agisce su di un quarto di anello e si
oppone allo scivolamento delle superfici può essere determinata
semplicemente calcolando le due componenti secondo l'asse x e l'asse y:
Fx=� dF cos θπ/2
0(7.6)
Fy=� dF sen θπ/2
0(7.7)
dove dF è la forza di attrito che agisce sulla superficie infinitesima di
contatto di lunghezza r dθ (r è il raggio medio della corona circolare di
contatto) e larghezza s (come da figura 12).
Figura 12 - porzione di corona circolare dove si esplica l'attrito

54
Pertanto, dF è data da:
dF = r dθ s c k (7.8)
dove c è il carico assiale per unità di superficie (già determinato in
precedenza) e k è il coefficiente di attrito tra le superfici.
Sostituendo dF nei due integrali ed integrando si ottiene:
Fx=� rsck cos θdθπ/2
0=rsck 9sen π2 -sen0:=rsck(7.9)
Fy=� rsck sin θdθπ/2
0=rsck 9-cos π2 +cos0:=rsck(7.10)
Dunque, le due forze componenti Fx e Fy hanno lo stesso modulo;
pertanto, la forza totale Fa è inclinata a 45° rispetto all'asse x (cosa
evidente ed intuitiva vista l'uniformità del carico lungo l'arco) ed è pari a:
Fa=√2rsck(7.11) Se l'anello di chiusura viene considerato costituito da due semianelli
rigidi vincolati alle estremità da due cerniere (piastre e perni di blocco),
la forza Fs che agisce sul singolo semianello e, quindi, sulla singola
cerniera Fc è data dalla sola componente Fx moltiplicata per 2, essendo
ogni semianello costituito da due settori di 90° (π/2):
Fs = Fc = 2 Fx = 2 r s c k (7.12)
Il coefficiente di attrito k dipende dal tipo di materiale, in questo caso
l'acciaio, e dal grado di rugosità delle superfici di contatto; esso in genere
ricade nell'intervallo 0,15 - 0,35. Nel caso in oggetto, considerata la
rugosità superficiale prevista dal disegno, si può ritenere valido utilizzare
55
un coefficiente di attrito statico pari a k = 0,15 e la forza Fs assume il
seguente valore:
Fs=2rsck=2x278,5cmx2,5cmx2.189 < Ncm2= x0,15=457.227N
Si tratta di una forza di circa 46.608 Kg, quindi molto elevata.
Nel caso di un coefficiente di attrito statico pari a k = 0,10 la forza Fs
assume un valore pari a 304.818 N = 31.072 Kg
Queste forze così elevate non sarebbero sopportabili dal sistema di
blocco, sia dell'autoclave n. 5 sia delle altre autoclavi ancora in uso, in
quanto, come si dimostrerà nei paragrafi 8 e 9, porterebbero alla rottura
delle piastre forate del sistema di blocco.
Fortunatamente vi sono altri giochi nelle cerniere dell'anello di
chiusura e tra i fori delle piastre forate ed il perno (si osserva che il perno
ha un diametro sensibilmente più piccolo del diametro dei fori delle
piastre) che consentono all'anello di allargarsi e seguire la dilatazione
delle flange.
Si noti che, se tali altri giochi non sono previsti e se la rugosità delle
superfici di scivolamento è maggiore del previsto, si rischia che l'anello
vada in tensione e che le piastre forate del sistema di blocco si rompano.
7.2 Difetto dimensionale dell'anello di chiusura
Un altro aspetto che può determinare una forza radiale sull'anello di
chiusura è l'eventuale difetto dimensionale delle superfici interne della
cavità dell'anello radiale di chiusura.

56
Si ipotizzi, ad esempio, che la superficie interna della cavità
dell'anello, dove agisce la forza Fv della flangia dell'autoclave, non sia
perfettamente perpendicolare all'asse dell'anello, ma sia leggermente
inclinata di un angolo θ piccolo.
Nella figura 13 viene rappresentata tale geometria, dove l'angolo θ è
volutamente più accentuato per far comprendere meglio gli aspetti
geometrici della questione.
Figura 13 - superficie di contatto fra anello e flangia inclinata di un
angolo θ
In questo caso la forza Fv, con la quale la flangia dell'autoclave agisce
sulla superficie interna dell'anello, può essere scomposta in una forza Fp
parallela alla superficie di contatto e in una forza Fn normale a tale
superficie di contatto, come riportato in figura 13, i cui valori sono così
determinati:

57
Fp = Fv sen θ (7.13)
Fn = Fv cos θ (7.14)
La forza Fp , essendo parallela alla superficie di contatto, può essere
ottenuta solo dalla forza di attrito tra le due superfici. La forza Fn ,
essendo normale alla superficie, scarica direttamente sull'anello di
chiusura.
Si noti che, se la forza Fp è perfettamente ottenuta dalla forza di attrito
tra le superfici, non si hanno forze radiali sull'anello che possono
sollecitare il sistema di blocco.
Nella figura 13 la forza Fp è stata scomposta nella direzione assiale
Fv' e nella direzione radiale Fr' , analogamente la forza Fn è stata
scomposta nella direzione assiale Fv'' e nella direzione radiale Fr'' .
Da tale ricostruzione geometrica si nota che, se l'attrito è in grado di
generare la forza Fp , la componente radiale di tale forza Fr' è uguale ed
opposta alla componente radiale Fr'' della forza Fn . Di conseguenza tutto
è in equilibrio e non si hanno forze radiali non equilibrate che sollecitano
il sistema di blocco.
Se la forza di attrito è insufficiente, anche la forza Fr' non riesce ad
equilibrare la forza radiale Fr'' , per cui l'anello di chiusura è soggetto ad
una forza radiale, che va a sollecitare il sistema di blocco piastra-perno.
Per determinare per quale angolo θ la forza di attrito non è più in
grado di equilibrare le suddette forze, si effettuano le seguenti
considerazioni.

58
Dividendo la relazione (1) per la (2) si ha:
FpFn=
senθcos θ =tgθ(7.15)
e quindi
Fp=Fntgθ(7.16)
La forza di attrito è data da:
Fp=Fnk: (7.17)
dove k è il coefficiente di attrito che, come visto in precedenza, è stato
assunto pari a k = 0,15.
Sostituendo nella (7.16) il valore di Fp dato dalla (7.17) si ha:
Fnk=Fntgθ(7.18) e quindi: k = tg θ e θ = tang
-1 k (7.19)
per un coefficiente di attrito pari a k = 0,15, l'angolo oltre al quale la
forza radiale non viene contrastata è:
θ = tang-1
(0,15) = 8,53 °
nel caso di un coefficiente di attrito più basso k = 0,1, l'angolo è pari
a:
θ = tang-1
(0,10) = 5,71 °
Come si può notare, sono angoli piuttosto grandi e difficilmente
giustificabili come errori di lavorazione della cavità dell'anello di
chiusura.

59
Come si può notare, l'attrito in questo caso agisce favorevolmente
nell'evitare sollecitazioni radiali sull'anello di chiusura, al contrario di
quanto avviene nel caso del fenomeno descritto al punto 7.1.
7.3 Perdita di vapore attraverso la guarnizione di tenuta del
portellone
Un'altra possibile causa che ha potuto determinare una forza radiale
sull'anello è l'eventuale fuoriuscita di vapore ad altissima pressione
dovuta ad una cattiva tenuta delle guarnizioni poste tra la flangia del
portellone e quella del corpo cilindrico.
Se la perdita è molto piccola, si nota solo uno sbuffo di vapore che
non crea grossi problemi, ma se la perdita è molto estesa e vi è una
fuoriuscita di vapore con una portata consistente, si crea un incremento
di pressione tra la cavità dell'anello e le flange, così da determinare una
forza radiale su tale anello che va a sollecitare il sistema di blocco
piastra-perno.
Chiaramente quanto più estesa è la perdita, tanto più sono elevate la
portata uscente e la pressione che si viene a creare nella cavità
dell'anello.
Supponendo che la perdita riguardi l'intero anello, la forza che agisce
su metà anello è data sempre dall'integrale (già calcolato nel paragrafo
7.1) della componente secondo x della forza elementare che in questo
caso è dovuta alla pressione.
60
Di conseguenza si ha:
Fs = 2 r b ∆P (7.20)
dove Fs è la forza che agisce sul semianello, 2 r = 2810 mm è il
diametro della cavità interna dell'anello, b = 139 mm è la larghezza del
fondo della cavità e ∆P è la differenza di pressione fra l'interno e
l'esterno della cavità.
Per una pressione di 4 bar all'interno della cavità si ha una forza sul
semianello pari a:
Fs = 2,81 m 0,139 m (4,0 bar - 1,013 bar) x 100.000 = 116.669 N =
11.893 Kg (7.21)
Per l'equilibrio delle forze, questa è proprio la forza Fc che sollecita i
sistema di blocco piastra-perno.
Ipotizzando, invece, che la perdita riguardi metà anello, la forza che
agisce su tale metà è sempre data dalla relazione (1), ma la forza di
sollecitazione Fc del sistema piastra-perno è pari alla metà della forza
agente sul semianello:
Fc = Fs / 2 = 116.669 / 2 = 58.335 N = 5.946 Kg (7.22)
Come si vedrà meglio nel paragrafo successivo, è sufficiente che la
forza di sollecitazione del sistema piastra-perno (anello di chiusura
Siticem) superi il valore di 80.000 N che si ha lo snervamento e poi la
rottura della piastra.

61
8 ANALISI STRUTTURALE F.E.M. DELLE PIASTRE DEL
SISTEMA DI BLOCCO
Come si è affermato in precedenza, non è stata prodotta in sede penale
alcuna relazione di progetto dell'anello di chiusura dell'autoclave e del
suo sistema di blocco costituito da piastre forate e perni.
Neanche l'Ing. Cancelliere si è preoccupato di effettuare una verifica
strutturale del sistema di blocco che è risultato quello critico e la cui
rottura ha provocato il disastroso incidente.
Il C.T.U. ha, pertanto, ritenuto opportuno valutare il comportamento
strutturale della piastra forata del sistema di blocco dell'autoclave 5
(quella della SITICEM che si è rotta) per confrontarlo con quello della
piastra forata del sistema di blocco delle altre autoclavi (quelli della
TERRUZZI).
Al fine di svolgere delle accurate analisi strutturali mediante il metodo
FEM (Metodo agli Elementi Finiti). il C.T.U. ha chiesto la
collaborazione del C.T.P. Prof. Ing. Alessandro Soprano che dispone del
codice di calcolo ABAQUS 6.11.
In primo luogo è stato necessario ricostruire la geometria delle due
piastre (quella della Siticem e quella della Terruzzi) in base alle misure
effettuate a suo tempo dall'ing. Cancelliere. Poiché tali misurazioni
forniscono un'indicazione parziale della geometria e spesso variano da
pezzo a pezzo, le geometrie che si sono potute determinare costituiscono
solo una buona approssimazione delle geometrie reali.

62
I dettagli dei modelli e delle analisi strutturali sono descritti nella
relazione di calcolo riportata in appendice D alla presente relazione.
Le analisi strutturali sono state fatte per entrambe le piastre (Siticem e
Terruzzi) con una forza di trazione che agisce tramite il perno sia di
80.000 N (8.000 Kg circa) sia di 100.000 N (10.000 Kg circa). I calcoli
sono stati fatti anche per diverse direzioni di tale sollecitazione, cioè
parallela alla base della piastra (linea di saldatura), inclinata di + 45° (up)
rispetto a tale base e inclinata di - 45° (down) rispetto a tale base.
Per maggiori dettagli si rimanda alla relazione strutturale riportata in
appendice D.
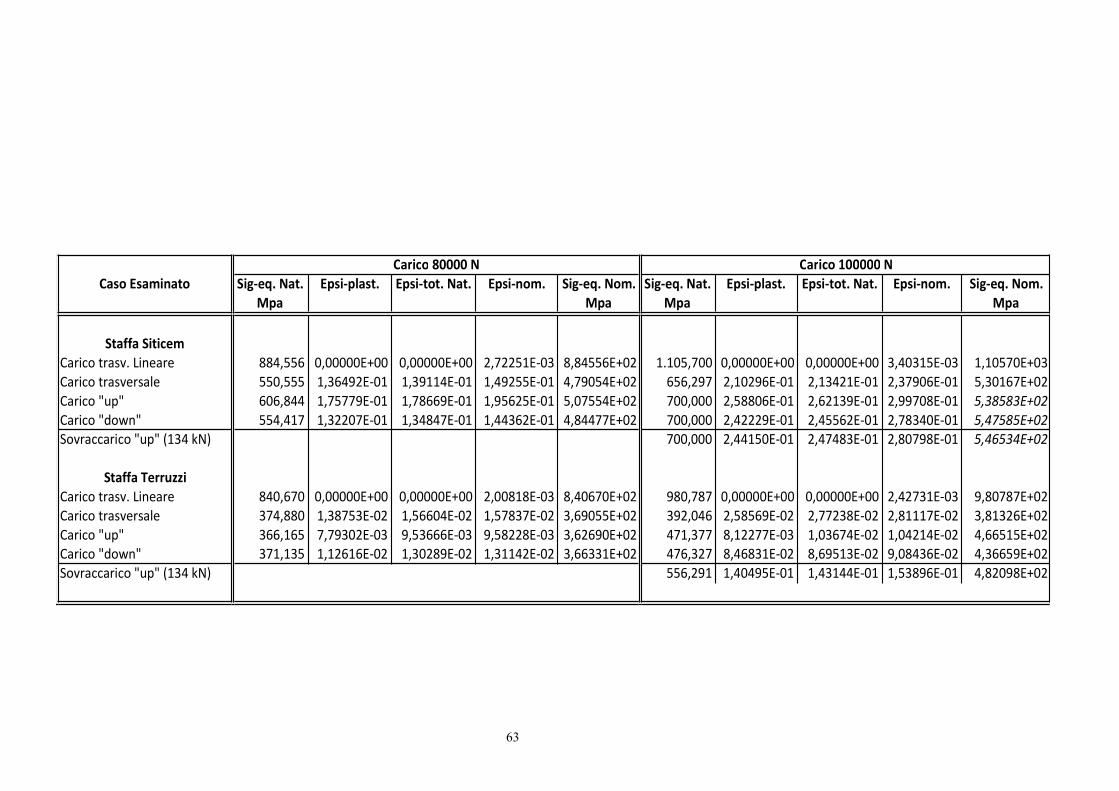
I risultati di tali analisi sono riportati nella successiva tabella, dove
nell'ultima colonna di ciascun carico sono indicate le tensioni σ nella
piastra nella zona più sollecitata che è quella di contatto con il perno.
Dall'analisi di tali tensioni per le condizioni di carico trasversale si
giunge alle seguenti considerazioni:
1) Nel caso di carico da 80.000 N (8.000 Kg circa) risulta che per la
piastra Siticem la tensione massima raggiunta (479 Mpa) supera
sensibilmente la tensione teorica di snervamento (355 Mpa), mentre per
la piastra Terruzzi la tensione massima raggiunta (369 MPa) è prossima a
quella di snervamento.
2) Nel caso di carico da 100.000 N (10.000 Kg circa) risulta che per la
piastra Siticem la tensione massima raggiunta (530 MPa) è sensibilmente
maggiore a quella teorica di snervamento (355 MPa) e rientra nello
63
Caso Esaminato Sig-eq. Nat. Epsi-plast. Epsi-tot. Nat. Epsi-nom. Sig-eq. Nom. Sig-eq. Nat. Epsi-plast. Epsi-tot. Nat. Epsi-nom. Sig-eq. Nom.
Mpa Mpa Mpa Mpa
Staffa Siticem
Carico trasv. Lineare 884,556 0,00000E+00 0,00000E+00 2,72251E-03 8,84556E+02 1.105,700 0,00000E+00 0,00000E+00 3,40315E-03 1,10570E+03
Carico trasversale 550,555 1,36492E-01 1,39114E-01 1,49255E-01 4,79054E+02 656,297 2,10296E-01 2,13421E-01 2,37906E-01 5,30167E+02
Carico "up" 606,844 1,75779E-01 1,78669E-01 1,95625E-01 5,07554E+02 700,000 2,58806E-01 2,62139E-01 2,99708E-01 5,38583E+02
Carico "down" 554,417 1,32207E-01 1,34847E-01 1,44362E-01 4,84477E+02 700,000 2,42229E-01 2,45562E-01 2,78340E-01 5,47585E+02
Sovraccarico "up" (134 kN) 700,000 2,44150E-01 2,47483E-01 2,80798E-01 5,46534E+02
Staffa Terruzzi
Carico trasv. Lineare 840,670 0,00000E+00 0,00000E+00 2,00818E-03 8,40670E+02 980,787 0,00000E+00 0,00000E+00 2,42731E-03 9,80787E+02
Carico trasversale 374,880 1,38753E-02 1,56604E-02 1,57837E-02 3,69055E+02 392,046 2,58569E-02 2,77238E-02 2,81117E-02 3,81326E+02
Carico "up" 366,165 7,79302E-03 9,53666E-03 9,58228E-03 3,62690E+02 471,377 8,12277E-03 1,03674E-02 1,04214E-02 4,66515E+02
Carico "down" 371,135 1,12616E-02 1,30289E-02 1,31142E-02 3,66331E+02 476,327 8,46831E-02 8,69513E-02 9,08436E-02 4,36659E+02
Sovraccarico "up" (134 kN) 556,291 1,40495E-01 1,43144E-01 1,53896E-01 4,82098E+02
Carico 80000 N Carico 100000 N
64
intervallo indicato per la rottura di tale tipo di acciaio (470 - 630 MPa),
mentre per la piastra Terruzzi la tensione massima raggiunta (381 MPa) è
ancora prossima a quella di snervamento.
Da tali analisi strutturali, pur nelle approssimazioni delle geometrie e
delle ipotesi assunte, si desumono le seguenti informazioni
ingegneristiche.
°° Dalle tensioni calcolate risulta che la piastra forata della Siticem è
circa il 30 - 40% meno resistente della piastra Terruzzi. Questa minore
resistenza è dovuta principalmente al minor spessore della piastra
Siticem (10 mm) rispetto alla piastra Terruzzi (17 mm); infatti, la
percentuale di minor spessore è pari a:
(17 - 10) / 17 = 41%
°° La forza che sollecita la piastra forata per motivi di sicurezza non
deve essere mai superiore a 100.000 N (10.000 Kg circa) per la piastra
Terruzzi e a 70.000 N (7.000 Kg circa) per la piastra Siticem.
Questi risultati analitici, nei limiti della loro precisione, sono
ingegneristicamente molto utili.

65
9 INDAGINE SPERIMENTALE SULLA ROTTURA DEL
SISTEMA DI BLOCCO
Al fine di ottenere un riscontro sperimentale di questi risultati, il
C.T.U. ha ritenuto opportuno effettuare una prova presso un laboratorio
di sua fiducia: l'ISTEDIL di Guidonia vicino Roma.
A tale scopo ha fatto realizzare, presso un'officina meccanica
specializzata, una piastra forata del tutto simile a quella che si è rotta.
Chiaramente è stato utilizzato lo stesso tipo di acciaio S355J2G3
impiegato dalla Siticem, come risulta dalla certificazione rilasciata dalla
stessa officina (vedere rapporto in appendice E).
Nella figura 13 viene riportato il disegno della piastra e nella figura 14
una foto della piastra prima della prova.
Figura 13 - Disegno della piastra di prova simile a quella Siticem

Questa piastra è stata poi saldata su un supporto di acciaio per una
lunghezza di 182 mm, così da ricreare le
Allo stesso tempo è stato realizzato un perno di acciaio con diametro
di 35 mm, analogo a quello del sistema di blocco Sitic
perno è stato montato in una
forata da sottoporre a prova
Figura 14 - Foto della piastra prima della prova
66
Questa piastra è stata poi saldata su un supporto di acciaio per una
lunghezza di 182 mm, così da ricreare le condizioni simili a quelle reali.
Allo stesso tempo è stato realizzato un perno di acciaio con diametro
di 35 mm, analogo a quello del sistema di blocco Siticem (figura 15);
montato in una "forchetta" dove è stata inserita la piastra
orata da sottoporre a prova (figura 16).
Foto della piastra prima della prova
Questa piastra è stata poi saldata su un supporto di acciaio per una
condizioni simili a quelle reali.
Allo stesso tempo è stato realizzato un perno di acciaio con diametro
em (figura 15); tale
inserita la piastra

Figura 15 - Perno utilizzato per la prova
Figura 16 - Componenti per la realizzazione della prova
67
Perno utilizzato per la prova
Componenti per la realizzazione della prova
Il tutto è stato montato in una macchina di trazione "ISTRON matr.
3251 - classe 1" (figura 17)
2013 alla presenza dei C.T.P. delle parti (vedere verbale in appendice A).
La prova è stata effettuata con una veloci
al minuto ed è stata protratta fino alla rottura del foro della piastra
18). Nel corso della prova sono stati registrati la forza di trazione e
l'allungamento percentuale, così come
report di prova è riportato in appendice E.
Figura 17 - Componenti montati nella macchina di prova
68
Il tutto è stato montato in una macchina di trazione "ISTRON matr.
(figura 17) per la prova effettuata in data 11 ottobre
2013 alla presenza dei C.T.P. delle parti (vedere verbale in appendice A).
La prova è stata effettuata con una velocità di trazione di 1 millimetro
al minuto ed è stata protratta fino alla rottura del foro della piastra
Nel corso della prova sono stati registrati la forza di trazione e
l'allungamento percentuale, così come risulta dalle figure 19 e 20
report di prova è riportato in appendice E.
Componenti montati nella macchina di prova
Il tutto è stato montato in una macchina di trazione "ISTRON matr.
per la prova effettuata in data 11 ottobre
2013 alla presenza dei C.T.P. delle parti (vedere verbale in appendice A).
tà di trazione di 1 millimetro
al minuto ed è stata protratta fino alla rottura del foro della piastra (figura
Nel corso della prova sono stati registrati la forza di trazione e
risulta dalle figure 19 e 20. Il
Componenti montati nella macchina di prova

Figura 18
Figura 19 - Monitor dove viene mostrato il grafico carico
69
Figura 18 - Piastra dopo la rottura
Monitor dove viene mostrato il grafico carico-allungamento
allungamento

70
Figura 20 - Grafico del carico e della deformazione nel corso della
prova
Come si può notare da tale grafico, già con carico di circa 100.000 N
si incominciano a manifestare i primi sintomi di snervamento, mentre la
rottura del foro della piastra è avvenuta per una trazione di 159.560 N.
I risultati dell'indagine sperimentale sono sorprendentemente buone, in
quanto dalle analisi teoriche la rottura doveva avvenire per un carico
sensibilmente più basso. Tale diversità può essere in parte giustificata da
una geometria leggermente più robusta di quella utilizzata per il modello
teorico e dall'impiego di un acciaio con caratteristiche meccaniche
superiori a quelle teoriche. Su tali aspetti, tuttavia, il C.T.U. si riserva di
approfondire ulteriormente le indagini.
-20
0
20
40
60
80
100
120
140
160
-10 0 10 20 30
Cari
co (
kN
)
Deformazione a trazione (%)
Provino da 1 a 1
Provino n.
1
71
10 VALUTAZIONE DANNI SUBITI DALLA ITALGASBETON
L'ultima parte del quesito richiede la valutazione dei danni subiti dalla
Italgasbeton s.r.l. in conseguenza del sinistro avvenuto il 18 luglio 2007.
Nel corso delle operazioni peritali il C.T.U. ha invitato le parti a
fornire le proprie valutazioni circa gli effettivi danni subiti dalla suddetta
impresa. A tale richiesta ha fornito risposta solo la Italgasbeton srl per
tramite del direttore Ing. Ulderico Ceccarelli che, in data 31 luglio 2013,
ha elaborato una breve relazione tecnica con un numero cospicuo di
documenti allegati (allegato I alla presente relazione).
In tale relazione vengono solo descritti succintamente i danni
considerati e senza calcoli di dettaglio si giunge a indicare i seguenti
valori:
a) Importo per ricostruire quanto distrutto dallo scoppio €
7.400.000,00;
b) Importo del danno emergente € 11.503.217,96;
c) Importo per il lucro cessante € 29.000.000,00
d) Importo del danno per perdita di chances e di contratti €
100.000.000,00
e) Importo per danno di immagine € 15.000.000,00.
Pertanto, il danno complessivamente lamentato dalla Italgasbeton è
pari a € 162.903.217,96.

72
Esiste, tuttavia, un'altra perizia di valutazione dei danni (allegato C)
effettuata in data 14 luglio 2008 dall'apposita commissione di tre periti
nominati secondo le prescrizioni dell'articolo 17 delle Condizioni
Generali di Assicurazione (CGA).
Questa commissione di periti ha effettuato le proprie valutazioni con
riferimento al contratto assicurativo. In buona sostanza la commissione
ha valutato esclusivamente il danno effettivamente risarcibile in base al
contratto assicurativo tra parte attrice e parte convenuta.
In tale relazione a pagina 14 la commissione afferma "di aver
proceduto, sulla scorta degli elementi acquisiti, alla stima ed alla
liquidazione del danno, secondo i criteri di valutazione contrattuali,
pervenendo al fine all'unanimità, ai risultati di cui alle stime dettagliate
allegate e che, qui di seguito, si riassumono:
POLIZZA INCENDIO - Grandi Rischi Industriali
Partita 1) Fabbricato
Somma assicurata: 3.800.000,00 €
Esistenza tollerata in virtù della parziale deroga
alla regola proporzionale, entro il limite di
eccedenza del 10% della somma assicurata: 4.180.000,00 €
Valore della Preesistenza a Nuovo 4.164.315,00 €
Valore della Preesistenza allo Stato 3.747.883,50 €
Importo Danno Accertato a Nuovo 1.654.940,00 €
Importo Danno Accertato allo Stato 1.510.946,00 €
Supplemento d'indennità 143.994,00 €
Partita 4) Merce
Somma assicurata: 260.000,00 €
Esistenza tollerata in virtù della parziale deroga
73
alla regola proporzionale, entro il limite di
eccedenza del 10% della somma assicurata: 286.000,00 €
Valore della Preesistenza: 212.570,70 €
Importo Danno Accertato: 163.700,00 €
Partita 6) Arredamento, attrezzature, macchinario, apparecchiature
elettroniche
Somma assicurata: 8.500.000,00 €
Esistenza tollerata in virtù della parziale deroga
alla regola proporzionale, entro il limite di
eccedenza del 10% della somma assicurata: 9.350.000,00 €
Valore della Preesistenza a Nuovo: 9.100.000,00 €
Valore della Preesistenza allo Stato 7.373.150,00 €
Importo Danno Accertato a Nuovo 5.125.000,00 €
Importo Danno Accertato allo Stato 4.381.150,00 €
Supplemento d'indennità 743.850,00 €
Spese di demolizione e sgombero dei residui del sinistro
Importo complessivo accertato 738.700,00 €
di cui:
per Fabbricato 266.700,00 €
per Macchinario 425.000,00 €
per Merce 47.000,00 €
Partita 7) Interruzione di esercizio
Somma assicurata: 1.266.000,00 €
Importo risarcibile: 10% dell'indennizzo
Liquidabile a termini di polizza per le partite
In definitiva il Collegio dei Periti, all'unanimità, determina
l'ammontare complessivo del Danno a Nuovo in € 8.376.704,00 ogni e
qualsiasi spesa a qualunque titolo inclusa e, quindi, nulla escluso e/o
eccettuato."
74
L'importo totale sopra riportato deriva dalla somma di tutti i danni a
nuovo relativi alle partite 1, 4 e 6 pari a € 6.943.640,00, più il 10% di
tale valore per "Interruzione i Esercizio" (partita 7) pari a € 694.364,00,
nonché € 738.700,00 per le spese di demolizione e sgombro dei residui
del sinistro.
Dunque, il Collegio dei periti giunge a definire il danno risarcibile
secondo la polizza assicurativa e conclude "il Collegio all'unanimità
riconosce che il danno sia da determinare in base al valore allo "stato"
e, pertanto, determina l'importo del Danno, a termini di polizza, in
complessivi € 7.400.000,00 ogni e qualsiasi spesa a qualunque titolo
inclusa e quindi nulla escluso e/o eccettuato".
Tale importo totale deriva dalla somma di tutti i danni allo stato
relativi alle partite 1, 4 e 6 pari a € 6.055.796,00 più il 10% di tale valore
per "Interruzione di Esercizio" (partita 7) pari a € 605.579,60, nonché €
738.700,00 per le spese di demolizione e sgombro dei residui del sinistro
(valore 7.400.075,00 € che è stato arrotondato a 7.400.000,00 €).
Il C.T.U. ha analizzato attentamente il lavoro svolto dal collegio dei
periti ed in particolare la stima dettagliata allegata alla relazione tecnica
di tale collegio (allegato C). Confrontando tale stima con la numerosa
documentazione contabile depositata agli atti, il C.T.U. ritiene
pienamente condivisibili gli importi dei danni stimati e condivisi da tutti
e tre i periti del collegio. Questo danno deve considerarsi riferito alla
data della perizia collegiale, cioè al 14 luglio 2008 (un anno dopo il
verificarsi dell'incidente).
75
Chiaramente la valutazione effettuata dal collegio dei periti è
finalizzata a determinare il danno eventualmente risarcibile in base al
contratto assicurativo.
Il danno effettivo subito dall'impresa Italgasbeton srl è certamente più
consistente, soprattutto per il fermo della produzione e delle vendite, per
i numerosi oneri anche finanziari sopportati per ripristinare gli impianti e
riprendere la produzione, per l'impossibilità di poter sviluppare l'azienda
incrementando i macchinari e la produzione e/o sviluppando nuovi
impianti anche all'estero. Insomma, l'incidente avvenuto nel 2007 ha
messo in grossa crisi l'azienda e, tuttora, non appare ancora essersi
ripresa considerando la grossa esposizione bancaria.
La relazione dell'ing. Ceccarelli (allegato I) costituisce un tentativo di
dimostrare che effettivamente vi sono stati danni ben superiori a quelli
valutati dal Collegio. Tuttavia, tale stima è stata fatta in maniera
grossolana senza effettive analisi economiche e calcoli analitici; inoltre,
si avvale anche di documentazione nuova e mai depositata agli atti del
giudizio.
Il C.T.U. ritiene, pertanto, che ai fini della presente vertenza il danno
valutato dal collegio dei periti, pari a € 7.400.000,00, sia pienamente
condivisibile, in quanto giustificato in ogni sua voce e analiticamente
valutato.
Tuttavia, il C.T.U. rimane a disposizione della Corte d'Appello qualora
venisse ritenuto opportuno effettuare una valutazione di tutti i danni
subiti dalla Italgasbeton srl indipendentemente dal contratto assicurativo.
76
11 RISPOSTE AI QUESITI
La prima parte del quesito chiede:
“Dica il C.T.U., esaminati gli atti del presente giudizio e del giudizio
penale e, se occorra, svolti tutti gli accertamenti che riterrà del caso:- se
l'autoclave n. 5 per cui è processo ebbe a scoppiare - nell'accezione di
repentino dirompersi di contenitori per eccesso di pressione interna - e,
in caso affermativo, per quali cause;
Dalle analisi tecniche riportate nei precedenti paragrafi 4, 5, 6 e 7, il
C.T.U. può affermare che l’autoclave n. 5 in data 18 luglio 2007 è
effettivamente scoppiata, in quanto tutti i fenomeni fisici che si sono
verificati (descritti nel paragrafo 6) sono tipici di uno “scoppio”.
Nel contratto assicurativo stipulato dalla Italgasbeton s.p.a. viene
definito scoppio “il repentino dirompersi di contenitori per eccesso di
pressione interna di fluidi non dovuto ad esplosione”, nella stessa
definizione viene specificato che “gli effetti del gelo e del colpo d’ariete
non sono considerati scoppio”. Come si può notare, la definizione
esclude, giustamente, l’esplosione che è determinata da una rapida
reazione chimica con produzione di gas e/o vapori ad alta temperatura.
Visto il contenuto dell'autoclave costituito da vapore d'acqua saturo,
da blocchetti di calcestruzzo e da materiali inerti, si esclude che si sia
verificata un'esplosione.
Il contenitore, nel caso in oggetto, è l’autoclave n. 5 nella sua
interezza (portelloni e sistemi di chiusura compresi) ed il dirompersi è
77
stato causato dalla pressione interna che ha rotto il sistema di chiusura
del portellone di carico dell’autoclave.
La definizione di “eccesso di pressione” non specifica se rispetto ad
una pressione nominale di funzionamento o rispetto ad una pressione di
progetto o altro; pertanto, il C.T.U. ritiene che tale eccesso di pressione
debba essere inteso rispetto all’effettiva resistenza del contenitore e del
suo sistema di chiusura, quest'ultimo per l'autoclave 5 era meno
resistente delle altre autoclavi.
Le cause per le quali può essere avvenuto lo scoppio sono
accuratamente descritte nel paragrafo 7.
Nel suddetto paragrafo vengono individuate tre possibili cause che
hanno potuto portare a sollecitazioni radiali sull'anello di chiusura e,
quindi, alla rottura del sistema di blocco piastra-perno.
1) Sollecitazioni dovute alla dilatazione termica;
2) Difetto dimensionale dell'anello di chiusura;
3) Perdita di vapore attraverso la guarnizione di tenuta del portellone.
Tra tali cause quella che il C.T.U. valuta la più probabile per
l'incidente in oggetto è la mancata tenuta della guarnizione tra la flangia
del portellone e quella del cilindro dell'autoclave. Il C.T.U. ritiene che
una rilevante fuga di vapore attraverso le flange porta ad un incremento
della pressione nell'intercapedine tra le flange e l'anello di chiusura e,
quindi, determina una forza radiale sull'anello con sollecitazione del
sistema di blocco anche di notevole entità (vedere paragrafo 7.3).
78
La seconda parte del quesito chiede:
“se la pressione interna abbia superato il limite previsto (pressione di
esercizio), che il c.t.u. vorrà descrivere e illustrare, per il macchinario
per cui è processo; - quale pressione interna era necessaria e sufficiente
per provocare lo scoppio dell'autoclave e se la detta pressione era
superiore, e in che termini, assoluti o percentuali, rispetto alla pressione
di esercizio;”
Come accuratamente descritto nel paragrafo 4 la pressione interna
alla quale si è verificato lo scoppio dell’autoclave per rottura del sistema
di chiusura è risultata pari a 9,55 bar intesa come pressione assoluta (al
massimo 9,7 bar valutati dall’Ing. Cancellieri), pertanto al disotto della
pressione di normale esercizio dell’autoclave che è pari a 12,3 bar di
pressione assoluta. Dunque, la pressione alla quale è avvenuto lo scoppio
è inferiore del 22% rispetto a quella normale di esercizio.
Si noti a riguardo che il sistema di monitoraggio della pressione e
della temperatura all'interno dell'autoclave registrava tali parametri ad
intervalli di tempo di 10 minuti tra una misurazione e l'altra. Al momento
dello scoppio l'ultima misurazione era stata fatta 7 minuti prima.
Il C.T.U. esclude che in questi 7 minuti possa essersi verificato un
picco di pressione tale da superare la pressione di rottura dell'autoclave
per le seguenti considerazioni. In primo luogo non vi è alcuna
motivazione tecnica e scientifica che possa far generare un picco di
pressione con l'autoclave chiusa e in assenza al suo interno di reazioni
chimiche "esplosive". In secondo luogo l'autoclave in oggetto, come tutte
79
le altre, era dotata di valvola di sicurezza (tarata a 14,7 bar) che non è
entrata in funzione, come pure le altre valvole di sicurezza poste su ogni
generatore di vapore e sulla linea di adduzione del vapore alle autoclavi.
Queste valvole non risultano entrate in funzione, come accertato dall'Ing.
Cancelliere in sede penale.
Dunque, lo scoppio si è verificato con una pressione ben inferiore a
quella di esercizio (12,3 bar) e a quella di progetto dell'autoclave (14,70
bar).
Le descrizioni del macchinario e del processo di cottura sono
dettagliatamente riportate nei paragrafi 2 e 3 della presente relazione.
L’autoclave è stata dimensionata per una pressione interna (pressione
assoluta) di progetto di 14,70 bar ed una temperatura massima di
esercizio di 195 °C, così come risulta dalla relazione tecnica di progetto
dell'involucro dell'autoclave allegata alla relazione dell’Ing. Cancellieri.
Tuttavia, per quanto riguarda il sistema di chiusura e di bloccaggio del
portellone, che è risultato essere quello più critico per la rottura
dell’autoclave, l’Ing. Cancelliere in sede penale non è riuscito ad
ottenere né la relazione di progetto né un disegno del sistema di blocco
piastra-perno.
Il sottoscritto C.T.U. ha, pertanto, effettuato una sua autonoma
valutazione delle sollecitazioni che avrebbero potuto causare la rottura,
così come riportato nel paragrafo 7 della presente relazione, dalla quale
si desume che le dilatazioni termiche anello/autoclave, le imperfezioni
dimensionali delle superfici di contatto anello/autoclave, le eventuali

80
fughe di vapore attraverso la non perfetta tenuta delle guarnizioni tra
cilindro e portellone autoclave possono essere tutte cause (anche
concomitanti) di sviluppo di forze radiali sull'anello di chiusura che
possono aver determinato la rottura delle piastre di blocco della chiusura.
Il C.T.U. nel paragrafo 8 ha riportato i risultati di alcune analisi
strutturali agli elementi finiti del sistema di blocco piastra-perno, mentre
nel paragrafo 9 ha riportato i risultati di una prova a trazione fino a
rottura di un sistema piastra-perno simile a quello dell'autoclave n. 5
(Siticem).
Da tali indagini teoriche e sperimentali si è giunti alle seguenti
interessanti conclusioni ingegneristiche.
°° La piastra forata della Siticem (quella dell'autoclave n. 5) è circa il
30 - 40% meno resistente della piastra Terruzzi.
°° La forza che sollecita la piastra forata per motivi di sicurezza non
deve essere mai superiore a 100.000 N (10.000 Kg circa) per la piastra
Terruzzi e a 70.000 N (7.000 Kg circa) per la piastra Siticem.
La terza parte del quesito chiede:
- quale intervallo di tempo intercorse tra l'aumento della pressione
interna e l'ipotizzato scoppio; - se tale intervallo di tempo poteva essere
rilevato e registrato con precisione dal sistema computerizzato di
controllo della cottura del calcestruzzo all'interno dell'autoclave.
Come descritto accuratamente nei paragrafi 4 e 5 della presente
relazione, nel corso del processo di cottura n. 20 dell'autoclave 5 la
81
pressione e la temperatura sono cresciute regolarmente secondo il
processo previsto. Al momento dello scoppio all'interno dell'autoclave vi
erano una pressione di 9,7 bar ed una temperatura di 179,04 °C, quindi
inferiori alla pressione di 12,3 bar ed alla temperatura di 185,9 °C della
normale fase stazionaria del processo di cottura. Il C.T.U., per le
motivazioni già espresse in precedenza, esclude che all'interno
dell'autoclave si sia verificato un picco di pressione non registrato dal
sistema di monitoraggio dell'autoclave.
Il sistema di monitoraggio, che consiste nella misurazione della
pressione e della temperatura all'interno dell'autoclave ogni 10 minuti,
risulta insufficiente a consentire un controllo accurato del processo di
cottura, visto soprattutto il lungo periodo di tempo (10 minuti) fra una
registrazione dei parametri e quella successiva. Oggi con le potenzialità
di un normale sistema di monitoraggio computerizzato è possibile
registrare i parametri anche ogni 10 secondi o meno.
Tuttavia, anche se le registrazioni fossero state più frequenti e
ravvicinate, il C.T.U. ritiene che al momento dello scoppio si sarebbe,
comunque, registrata una pressione molto prossima a quella valutata dal
sottoscritto C.T.U. e dall'Ing. Cancelliere.
Il quarto punto del quesito, nonché quello aggiuntivo formulato
nell'udienza di conferimento dell'incarico, chiedono:
- se l'acciaio della flangia di sicurezza dell'autoclave aveva spessore e
composizione chimica idonei agli sforzi da sopportare e/o fossero
presenti vizi strutturali.
82
"se la Italgasbeton usando la normale diligenza avrebbe potuto
rilevare che l'acciaio della flangia di sicurezza dell'autoclave 5 aveva
spessore e composizione chimica inidonei agli sforzi da sopportare."
Come più dettagliatamente descritto nei paragrafo 5, il sistema di
blocco piastra-perno dell'anello di chiusura dell'autoclave n. 5 (Siticem)
aveva caratteristiche geometriche e di materiale diverse da quelle delle
altre autoclavi (Terruzzi).
In particolare la piastra della Siticem è stata realizzata con un acciaio
del tipo S355J2G3, idoneo per normali strutture meccaniche, mentre la
piastra Terruzzi è stata realizzata con un acciaio del tipo P355NL1,
idoneo per strutture in pressione come per il cilindro dell'autoclave. Le
caratteristiche di resistenza dei due acciai sono molto simili ed il C.T.U.
non ritiene tale diversità rilevante per l'incidente avvenuto. Per quanto
concerne, invece, la geometria, la piastra della Siticem ha uno spessore
inferiore (pari a 10 mm) rispetto a quella della Terruzzi (pari a 17 mm);
questo costituisce un motivo rilevante della minore resistenza (30% -
40% in meno) della piastra Siticem rispetto a quella Terruzzi. Per
maggiori dettagli si rinvia alla lettura dei paragrafi 8 e 9.
Il C.T.U. ritiene che la Italgasbeton, anche usando la buona
diligenza, non poteva facilmente rendersi conto delle diversità delle
piastre forate tra il sistema di blocco Siticem e quello della Terruzzi, nè
poteva apprezzare se tali differenze fossero fondamentali per la rottura
della chiusura dell'autoclave 5. Coloro che potevano, invece, rilevare tali
differenze erano l'ISPELS ed i collaudatori dell'autoclave, cosa che non è
83
avvenuta. Chiaramente molto più difficile sarebbe stato rilevare l'utilizzo
di un acciaio per la piastra Siticem con caratteristiche differenti rispetto
a quella della Terruzzi: l'aspetto visivo è identico e solo un'indagine
metallografica avrebbe potuto evidenziare le differenze.
L'ultima parte del quesito chiede:
- quantifichi il danno subito da Italgasbeton."
Il C.T.U. nel paragrafo 10 ha effettuato un'analisi dettagliata dei danni
subiti dalla Italgasbeton a causa dell'incidente in oggetto. In realtà oltre
ai danni diretti alle strutture, agli impianti ed alle attrezzature, vi sono
danni anche più rilevanti per il fermo della produzione, per gli oneri
finanziari connessi alla ricostruzione, per la perdita della clientela, per
perdita di chance, ecc..
Tuttavia, il C.T.U. si è limitato a valutare i danni che, in base alla
polizza assicurativa, sono risarcibili, così come effettuato dalla
commissione dei tre periti nominati in base all'articolo 17 delle
Condizioni Generali di Assicurazione (CGA). Tale commissione, dopo
gli opportuni accertamenti, ha prodotto in data 14 luglio 2008 una perizia
di valutazione dei danni che è stata, non solo condivisa da tutti i membri
della commissione, ma anche accettata dalle parti.
Il C.T.U. ha analizzato attentamente tale perizia e le specifiche voci di
danno ivi riportate, ritenendole corrette e condivisibili per l'epoca alle
quali si riferiscono (14 luglio 2008). Di conseguenza il danno
complessivo subito da Italgasbeton e risarcibile con la polizza in oggetto
ammonta a € 7.400.000,00.

84
Trattandosi di debito di valore, su tale somma, qualora riconosciuta
dalla Corte d'Appello, vanno riconosciuti la rivalutazione monetaria e gli
interessi legali dalla data della perizia valutativa (14 luglio 2008) fino
alla data dell'effettivo pagamento.
Oramai è giurisprudenza consolidata che gli interessi legali vanno
calcolati non sulla somma risultante dalla rivalutazione monetaria della
liquidazione del credito, ma sul capitale originario, peraltro rivalutato
anno per anno secondo gli indici ISTAT (Cass. 20 giugno 1990 n. 6209;
7 aprile 1994 n. 3290; Cass. sez. unite 17 febbraio 1995 n. 1712).
Per effettuare la rivalutazione monetaria è necessario fare ricorso ai
coefficienti di rivalutazione monetaria dell'ISTAT (basati su gli indici dei
Prezzi al Consumo della Famiglie di Operai ed Impiegati), i cui valori
sono riportati in appendice F.
Gli interessi legali, invece, vengono stabiliti anno per anno con
apposito Decreto Ministeriale.
Nella tabella qui di seguito riportata il C.T.U. ha effettuato un calcolo
dettagliato, anno per anno, della rivalutazione monetaria e degli interessi
legali fino alla data del 31 agosto 2013 (ultimo dato ISTAT disponibile).
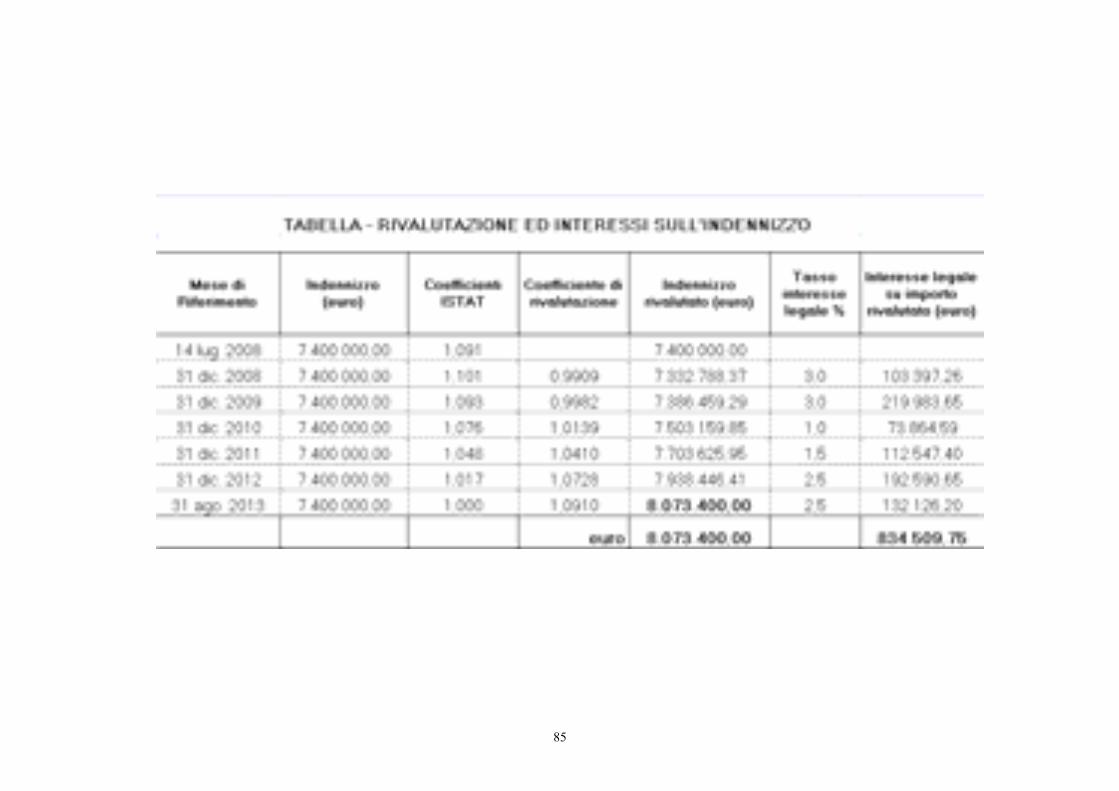
85
86
In questa tabella la prima colonna indica la data alla quale di volta in
volta sono stati calcolati gli importi rivalutati ed i conseguenti interessi
legali. Nella seconda colonna viene riportata la sorte capitale da pagare.
Nella terza colonna sono riportati i coefficienti di rivalutazione ISTAT
riferiti alle date indicate nella prima colonna (appendice F). Nella quarta
colonna sono riportati i coefficienti di rivalutazione che rivalutano la
sorte capitale dal 14 luglio 2008 alla data indicata nella prima colonna.
Nella quinta colonna vengono riportati gli importi rivalutati al 31
dicembre dei vari anni. Nella sesta colonna vengono riportati i tassi di
interesse legale e nella settima colonna gli importi degli interessi
maturati.
In conclusione alla data del 31 agosto 2013 l'indennizzo rivalutato
ammonta a € 8.073.400,00, mentre gli interessi legali ammontano
complessivamente in € 834.509,75.
Il C.T.U., ritenendo di aver assolto esaurientemente al mandato
ricevuto, rimane a disposizione per eventuali chiarimenti o ulteriori
valutazioni.
Roma, 16 ottobre 2013 In Fede
Prof. Ing. Andrea Ricciardi