IMPIANTO DI GASSIFICAZIONE CON TRATTAMENTO FORSU · 2016-05-13 · Caratteristiche del gas di...
15
Energy Solutions IMPIANTO DI GASSIFICAZIONE CON TRATTAMENTO FORSU Trattamento meccanico biologico e bioessiccazione della forsu con relativa valorizzazione energetica tramite impianto di pirogassificazione PROGETTAZIONE REALIZZAZIONE ASSISTENZA RM Impianti Srl - Energy Solutions 1 Partner Contatti: Roma 00192, Via Cosseria 5 – tel 06.3225715 www.tecnavsrl.it TECN.AV. Srl Business Development [email protected] [email protected] [email protected] [email protected]
Transcript of IMPIANTO DI GASSIFICAZIONE CON TRATTAMENTO FORSU · 2016-05-13 · Caratteristiche del gas di...

Energy Solutions
IMPIANTO DI GASSIFICAZIONE CON TRATTAMENTO FORSUTrattamento meccanico biologico e bioessiccazione della forsu con relativa valorizzazione energetica tramite impianto di pirogassificazione
PROGETTAZIONE REALIZZAZIONE ASSISTENZA
RM Impianti Srl - Energy Solutions 1
Partner Contatti: Roma 00192, Via Cosseria 5 – tel 06.3225715 www.tecnavsrl.it
TECN.AV. Srl Business Development [email protected] [email protected]

PRESENTAZIONE
1. TRATTAMENTO MECCANICO BIOLOGICO
E BIOESSICCAZIONE DELLA FORSU
CON RELATIVA VALORIZZAZIONE ENERGETICA
TRAMITE IMPIANTO DI PIROGASSIFICAZIONE
2. PRODUZIONE DI UNA MV TRAMITE BIOESSICCAZIONE
3. LA TECNOLOGIA TMB ( TRATTAMENTO MECCANICO BIOLOGICO)
4. PRODUZIONE DI ENERGIA ELETTRICA E TERMICA DA MV IN UN IMPIANTO DI
PIROGASSIFICAZIONE
5.SPECIFICHE TECNICHE GENERALI DELL’IMPIANTO DI PIROGASSIFICAZIONE
6.CONCLUSIONI
RM Impianti Srl - Energy Solutions 2

RM Impianti Srl - Energy Solutions 3
IL GRUPPO
Il Gruppo RM opera da anni nei settori dell’efficienza energetica e del facility management, della
cogenerazione industriale e dei servizi ambientali.
Nato negli anni ’90, ha rapidamente acquisito competenze specifiche nella gestione di complessi
progetti energetici legati al settore industriale, competenze che si sono, in seguito, estese anche ad
altri settori.
Entrato nel perimetro dell’energia nel 2001 si è rapidamente affermato con importanti soluzioni di
energy service a livello nazionale.
Il Gruppo si presenta sul mercato come il partner ideale per operatori economici - privati e pubblici -
che necessitino di soluzioni su misura capaci di coniugare efficienza energetica e rispetto
ambientale.
Grazie ad un’eccellenza che si manifesta nella gestione delle risorse umane, nelle attività di ricerca e
sviluppo e del know how, che spazia dai combustibili, fino alle energie rinnovabili e all'efficienza
energetica, RM è in grado di offrire oggi una gamma di soluzioni competitive a sostegno di uno
sviluppo economico sostenibile e di un sempre più ridotto impatto ambientale.
IL NOSTRO PARTNER TECN.AV
TECN.AV. Srl è una società di studi, ricerche e sviluppo commerciale nel campo tecnologico,
ambientale e delle fonti energetiche rinnovabili, nata nel 1982 dall'incontro di professionisti e
manager con esperienza nei settori industriale, elettromeccanico, chimico, biotecnologico ed
ambientale.

1. TRATTAMENTO MECCANICO BIOLOGICO E BIOESSICCAZIONE DELLA FORSU CON RELATIVA VALORIZZAZIONE ENERGETICA TRAMITE IMPIANTO DI PIROGASSIFICAZIONE
RM Impianti Srl - Energy Solutions 4
Il processo di biostabilizzazione e bioessiccamento della FORSU (Frazione
Organica da Rifiuto Solido Urbano - CER 200108 e CER 200201) per la
produzione di una MV (Matrice Valorizzabile) da destinare alla
pirogassificazione offre una soluzione efficiente ed economica al problema
del collocamento dei rifiuti in discarica.
La combustione della MV, ottenuta dal processo di cui sopra, permette,
attraverso un impianto di pirogassificazione e relativo processo
cogenerativo, la produzione di energia elettrica e termica per
teleriscaldamento, offrendo una soluzione valida per l’ambiente ed
economicamente redditizia.
Le efficienze della trasformazione della MV trattata in energia elettrica e
termica vengono esaltate, superando i limiti tecnici degli impianti dedicati e
si evidenziano i vantaggi sia per la valorizzazione dei rifiuti sia per
l’economia del ciclo di valorizzazione a chilometro zero.

2. PRODUZIONE DI UNA MATRICE VALORIZZATA TRAMITE BIOESSICCAZIONE
RM Impianti Srl - Energy Solutions 5
L'Unione Europea, attraverso la Direttiva 2008/98/CE, ha proposto un
quadro giuridico volto a controllare l’intero ciclo dei rifiuti, dalla produzione
allo smaltimento, ponendo l'accento sul recupero e il riciclaggio, disponendo
per gli stati membri la predisposizione di uno o più piani di gestione dei
rifiuti, volti a coprire il proprio territorio geografico.
Ha previsto inoltre l’elaborazione di programmi di prevenzione, al fine di
dissociare la crescita economica dagli impatti ambientali connessi alla
produzione dei rifiuti.
La crescente quantità pro capite di FORSU prodotta, anche dopo la raccolta
differenziata, secondo le ultime analisi dell’ Istituto Superiore per la
Protezione e la Ricerca Ambientale, oggi supera in Italia i 280 kg/ab. anno e
la relativa collocazione, sulla base dell’area di origine sul territorio,
rappresenta un problema non ancora risolto in termini di costi, impatto
ambientale e accettabilità sociale.
La raccolta della FORSU è molto importante nei sistemi di raccolta
differenziata in quanto in base al D.Lgs. 152/06 il fine ultimo della raccolta
differenziata e di un sistema di gestione integrata dei rifiuti è proprio quello
di ridurne le quantità di conferimento in discarica e migliorarne la qualità,
ovvero ridurre al massimo la quantità di umido contenuta in essi, al fine di
limitare la produzione di percolato e biogas (maggiori responsabili
dell’inquinamento di suolo, acque ed atmosfera).
Il nuovo scenario che si prospetta vede l’eliminazione dell’invio in discarica
della FORSU, riduzione di emissioni sul territorio, la

3.LA TECNOLOGIA TMB ( TRATTAMENTO MECCANICO BIOLOGICO)
RM Impianti Srl - Energy Solutions 6
riduzione dei consumi di energia non rinnovabile e della produzione di gas
serra, nonché il contenimento, a livelli indicati dalle normative, delle emissioni
in ambiente.
I vantaggi economici che ne deriveranno costituiscono una vera opportunità
per gli imprenditori che intendano investire sull’ambiente e sull’energia e per
le autorità che presidiano il territorio.
L’impianto è progettato per ricevere FORSU e organico di qualità da raccolta
differenziata, unitamente a scarti vegetali costituiti prevalentemente da
ramaglie, potature di parchi e giardini e legno vergine.
Lo scopo e la produzione di una Matrice Valorizzabile avente un elevato
potere calorifico, separata dalla frazione fine e dalla frazione organica
putrescibile, che dopo ulteriori trattamenti viene valorizzata in un impianto di
pirogassificazione.
La tecnologia di biostabilizzazione permette di ottenere da 1 kg di FORSU,
avente un potere calorifico inferiore (PCI) di circa 9000 kJ/kg, mediante
bioessicazione e successiva separazione balistica:
· 0,20 - 0,25 kg di matrice valorizzabile (PCI < 20 MJ/kg)
· 0,50 - 0,75 kg di acqua evaporata e gas di fermentazione
· 0,05 - 0,10 kg di residuo composto di metalli
Nel processo di biostabilizzazione la frazione organica putrescibile, presente
anche nella FORSU, viene attaccata da microrganismi aerobici e produce
calore che viene utilizzato per evaporare l’acqua e mantenere la massa del
rifiuto ad una temperatura tra 50 e 60°C.

RM Impianti Srl - Energy Solutions 7
Il materiale viene sottoposto a bioessiccazione (evaporazione dell’umidita
del rifiuto sfruttando il calore liberato dai processi di degradazioni biologica
aerobica, oltre al notevole contributo del termico proveniente dal calore
dell’impianto di pirogassificazione) mediante depressione forzata.
C organico + O2= CO2 + calore -> evaporazione H2O
· Riduzione in peso 50 -70 %
· Temperature 50-60°C -> igienizzazione
· Durata ciclo trattamento: 7-10 giorni
· I metalli possono essere separati e raccolti contribuendo ad una ulteriore
frazione riciclata.
In questo modo si ottiene dal rifiuto, all’origine maleodorante e portatore di
patogeni, una matrice inodore, stabilizzata e igienizzata.
L’umidita in eccesso presente nella FORSU viene trascinata con l’aria di
fermentazione e di essicazione, viene depurata mediante passaggio in un
letto di materiale ligneo umido (Biofiltro) che assorbe e degrada le
componenti volatili e maleodoranti mediante una popolazione di
microrganismi che si nutre delle stesse.
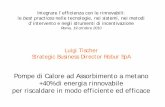
Lo schema di seguito rappresentato mostra in modo sintetico l’impianto
TMB per la produzione di bioessiccato, dal quale, attraverso semplici
operazioni di raffinazione, si origina la matrice in pirogassificazione.
Schema dell’impianto TMB

RM Impianti Srl - Energy Solutions 8
L'impianto di biostabilizzazione tratta la frazione residua della FORSU dopo
la raccolta differenziata: il trattamento viene effettuato in un ambiente
mantenuto in depressione forzata attraverso le seguenti fasi:
A. Scarico rifiuti in vasca di ricezione: i rifiuti in arrivo vengono scaricati in
una vasca di ricezione dotata di griglie di aspirazione sottostanti e
raccolta di percolato;
B. Triturazione dei rifiuti: il materiale viene prelevato dalla vasca e triturato
ad una pezzatura di uscita di 10-20 cm, in modo da omogeneizzare il
materiale e migliorare la bioessicazione, per poi essere scaricato in
una vasca di accumulo temporaneo;
C. Trattamento aerobico: il materiale triturato ed omogeneizzato viene
collocato, per mezzo di gru a ponte automatiche, nella apposita area di
fermentazione accelerata, aiutata dall’aria calda costantemente
presente, dove parte della sostanza organica (5 –10%) fermenta a
causa delle elevate temperature che si raggiungono nella massa (50-
70°C) e si ottiene la stabilizzazione, la deodorizzazione e
l’igienizzazione del rifiuto. Alla fine del processo, che dura 7-10 giorni,
si ottiene un materiale avente contenuto di acqua inferiore al 20%,
partendo da un materiale con contenuto di acqua intorno al 80-90%
(tipico contenuto di acqua di una FORSU);
D. Separazione balistica: il materiale opportunamente movimentato
meccanicamente subisce una separazione balistica dei principali
componenti e successivamente un trattamento di deferrizzazione con
trattamento dei metalli;

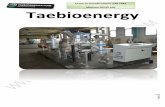
RM Impianti Srl - Energy Solutions 9
Immagini Impianto TMB
I bassi consumi energetici e di manodopera, il basso impatto ambientale e
la qualità della MV prodotta hanno fatto si che la tecnologia di
biostabilizzazione sia ritenuta una valida soluzione sotto tutti gli aspetti di
processo.
Detto trattamento TMB offre infatti una soluzione al problema del
conferimento locale della FORSU, fornendo alle singole municipalità o a
loro aggregati una tecnologia comprovata, di scala ridotta e a impatto
ambientale trascurabile per trasformare dei rifiuti maleodoranti e scomodi in
un MV stabile, non tossica, e più facile da utilizzare in processi di
valorizzazione.
E. Estrazione e stoccaggio: il materiale, terminato il processo di
bioessicazione, viene prelevato da una delle gru a ponte automatiche e
convogliato, per mezzo di nastri trasportatori/coclee, al sistema di
alimentazione del reattore di pirogassificazione.

RM Impianti Srl - Energy Solutions 10
Impianto di Pirogassificazione
La ragione vera per cui oggi l’impianto TMB è la soluzione preferita dalle
autorità locali, e non solo in Italia, è dovuta al fatto che, in aggiunta alla
soluzione dei problemi ambientali, essa presenta gli aspetti economici più
vantaggiosi sia dal punto di vista dell’investimento che del costo di
trasformazione della FORSU.
Perciò tramite gli impianti TMB, il conferimento e la raccolta della FORSU,
anche per quantità non rilevanti (micro-raccolta), viene risolto in loco con
investimenti/costi ridotti e bassissimo impatto ambientale, mentre gli
aspetti della valorizzazione della MV ottenuta verrà affrontato
specificatamente tramite cogenerazione di energia elettrica/termica
attraverso il Syngas prodotto da un impianto di Pirogassificazione
appositamente progettato e realizzato.

RM Impianti Srl - Energy Solutions 11
Si consideri un impianto di pirogassificazione alimentato con MV e
biomassa da RV5 che produca syngas in grado di alimentare motori
endotermici in assetto cogenerativo al fine di produrre energia elettrica e
termica per teleriscaldamento e/o uso endogeno.
Ne deriva che il conto economico dell’impianto di pirogassificazione e
biostabilizzazione della FORSU beneficiano delle seguenti voci di ricavo:
· Quota energia elettrica prodotta con tariffe incentivanti GSE
· Quota energia termica prodotta in regime di premialità GSE e venduta a
terzi
· Ricavi da conferimento di RV Rifiuti Verdi: Sfalci e potature verde
generati dai comuni
Una valutazione economica dell’iniziativa e influenzata dalle quantità di
conferimento FORSU assunte e quindi dalla MV estratta, ma soprattutto
attraverso la cogenerazione di energia elettrica e termica prodotta
dall’impianto di pirogassificazione.
In altre parole la MV, nel processo sopra descritto, e da considerarsi, per
questo utilizzo, una risorsa anziché un rifiuto.
4. PRODUZIONE DI ENERGIA ELETTRICA E TERMICA DA MV IN UN IMPIANTO DI PIROGASSIFICAZIONE

RM Impianti Srl - Energy Solutions 12
5.SPECIFICHE TECNICHE GENERALI DELL’IMPIANTO DI PIROGASSIFICAZIONE
Di seguito sono riportate le specifiche tecniche generali dell’impianto in
progetto:
· n°2 reattori, n°2 motori endotermici, n°1 caldaia
· Potenza elettrica nominale generata: 200 KWe/h
· Potenza termica nominale generata (fumi + motori + caldaia): 300 KWt/h
+ 900 KWt/h
· Ore di funzionamento annuo stimate minime: 7.500 ore/anno
· Autoconsumi energia nei livelli previsti nell’allegato 4 – tabella 6 del DM
6/7/2012 alla voce “biomasse"
Caratteristiche del gas di sintesi
Il gas di sintesi che si forma nel reattore di gassificazione viene
opportunamente depurato deumidificato ed e quindi utilizzato per produrre
energia elettrica e termica nei motori dei gruppi di cogenerazione.
Il gas di sintesi prodotto nell'impianto ha la seguente composizione:
· Azoto (N2) 47,0 Vol%
· Anidride carbonica (CO2) 7,0 Vol%
· Idrogeno (H2) 18,0 Vol%
· Monossido di carbonio (CO) 20,0 Vol%
· Metano, ed altri idrocarburi leggeri (CH4) 8,0 Vol%
Con un potere calorifico di ca 1.300 Kcal/Nm3, ossia pari a ca. 1,5
KWh/Nm3.

RM Impianti Srl - Energy Solutions 13
Emissioni in atmosfera
Dal punto di vista delle emissioni degli inquinanti in atmosfera, il fornitore
dell’impianto garantisce il conseguimento del premio previsto dall’art. 8,
comma 7 del D.M. 6 luglio 2012 che, per l’impianto in esame, si traduce nel
rispetto delle seguenti condizioni sui valori medi mensili di emissione riferiti
ad una percentuale di ossigeno anidro libero nell’effluente gassoso pari
all’11%.
·Polveri ≤ 10 mg/Nm3
· NOX (espressi come NO2) ≤ 200 mg/Nm3
· NH3 ≤ 5 mg/Nm3
· CO ≤ 200 mg/Nm3
· SO2 ≤ 150 mg/Nm3
· COT ≤ 30 mg/Nm3
Ricadute ambientali
L'impianto in oggetto presenta una serie di vantaggi economici ed
ambientali di seguito riportati:
· Produzione di energia elettrica e termica da fonte rinnovabile
· Ciclo di produzione ad emissione neutra di CO2
· Stretta adesione al principio della filiera corta (approvvigionamento < 50
km)

RM Impianti Srl - Energy Solutions 14
Esponendo sinteticamente gli aspetti essenziali del progetto si è cercato di
evidenziare alcuni dei fattori tecnici, ambientali ed economici, che indicano
nella soluzione individuata la miglior strategia per trasformare il problema
del conferimento della FORSU in un’opportunità di reddito, nel più ampio
rispetto dell’ambiente, generando energia pulita da fonti rinnovabili.
Si evidenzia come questo problema sia oggi diventato di tale dimensione
da imporre non più, come nel passato, delle soluzioni episodiche quali la
discarica o la realizzazione di inceneritori isolati, ma un approccio
sistemico sul territorio che coinvolga le autorità, la popolazione, e gli
imprenditori ambientali e dell’energia e soluzioni di valorizzazione più
rispettose dell’ambiente.
6.CONCLUSIONI

RM Impianti Srl - Energy Solutions 15
Partner Contatti: Roma 00192, Via Cosseria 5 – tel 06.3225715 www.tecnavsrl.it
TECN.AV. Srl Business Development [email protected] [email protected]