Il chiusino in materiale composito - polieco.com tecnico KIO APRILE 2012.pdf · Il chiusino in...
22
Transcript of Il chiusino in materiale composito - polieco.com tecnico KIO APRILE 2012.pdf · Il chiusino in...


2
Il chiusino in materiale composito
INDUSTRIE POLIECO-MPB s.r.l. VIA E. MATTEI, 49
25046 - Cazzago San Martino (BRESCIA - ITALY) Tel.++39 030 7758911 Fax ++39 030 7750845
e-mail: [email protected] http: www.kio-polieco.com

3
POLIECO GROUP è leader in Europa nella produzione e commercializzazione di tubi corrugati a doppia parete in polietilene ad alta densità. Alla produzione di cavidotti corrugati in polietilene per reti elettriche e telefoniche partita, prima in Italia, nel 1992, si è affiancata la produzione di tubi corrugati per reti fognarie non in pressione a partire dal 1995. Oggi POLIECO GROUP è una realtà internazionale costituita da una serie di unità produttive presenti in Italia, Francia, Spagna, Grecia e Slovacchia. Industrie Polieco-MPB nel corso del 2010 ha deciso di procedere allo sviluppo di un progetto per la realizzazione di un chiusino stradale in materiale composito. Attualmente i chiusini stradali sono realizzati quasi esclusivamente in ghisa sferoidale, ghisa lamellare o calcestruzzo. Nel corso degli ultimi anni il mercato europeo è stato invaso da prodotti provenienti dai paesi asiatici, in certi casi di dubbia qualità. Parallelamente sono apparsi sul mercato alcuni piccoli produttori di chiusini in materiale composito che hanno intuito le potenzialità di questo materiale. Oggi alcuni di questi produttori hanno sviluppato metodologie di produzione solo a livello artigianale e soprattutto senza alcuna garanzia di ripetibilità delle caratteristiche di resistenza ai carichi mentre altri stanno proponendo i loro prodotti solo per applicazioni di nicchia. Oggi POLIECO GROUP presenta al mercato KIO, il chiusino in materiale composito, nelle classi e nelle dimensioni analoghe a quelli in ghisa e previste nella normativa di riferimento EN124. POLIECO lavora in conformità alla certificazione UNI EN ISO 9001:2008. Nel mese di dicembre 2005, POLIECO ha ottenuto il certificato di conformità relativo al Sistema di Gestione Ambientale in riferimento alla norma UNI EN ISO 14001:2004. Il presente manuale tecnico, destinato a progettisti ed utilizzatori pubblici e privati, fornisce i dati relativi al prodotto, alle materie prime utilizzate, alla normativa di riferimento ed alle prove realizzate sul chiusino e ai vantaggi rispetto ai chiusini in ghisa.
Cazzago San Martino, Aprile 2012

4
CAPITOLO 1. INTRODUZIONE _____________________________________________ 5
CAPITOLO 2. IL MATERIALE COMPOSITO __________________________________ 6 2. 1 − LA FIBRA DI VETRO _____________________________________________________ 6
CAPITOLO 3. IL PRODOTTO________________________________________________ 8 3. 1 − IL PRODOTTO ___________________________________________________________ 8 3. 2 − METODOLOGIA DI PRODUZIONE ________________________________________ 9 3. 3 − VANTAGGI DEL CHIUSINO IN MATERIALE COMPOSITO _________________ 10
3. 3. 1 − LEGGEREZZA E MANEGGEVOLEZZA___________________________________________ 10 3. 3. 2 − RESISTENZA ALLA CORROSIONE ED ALLE SOSTANZE CHIMICHE _________________ 11 3. 3. 3 − LIMITAZIONE DI RUMORI ___________________________________________________ 11 3. 3. 4 − ISOLAMENTO ELETTRICO E TERMICO ________________________________________ 11 3. 3. 5 − RISPETTO DELL’AMBIENTE __________________________________________________ 12 3. 3. 6 − DISINCENTIVO AI FURTI____________________________________________________ 12 3. 3. 7 − PERSONALIZZAZIONI _______________________________________________________ 12
CAPITOLO 4. LA NORMATIVA DI RIFERIMENTO ___________________________ 13 4. 1 − LA MARCATURA _______________________________________________________ 14
CAPITOLO 5. LE PROVE DI LABORATORIO_________________________________ 15
5. 1 − CONFORMITA’ ALLA NORMA EN 124:1994 _______________________________ 15 5. 1. 1 − FRECCIA RESIDUA _________________________________________________________ 15 5. 1. 2 − CAPACITA’ PORTANTE ______________________________________________________ 16
5. 2 − CONFORMITA’ AL prEN 124 – Parte 5 :2011 ________________________________ 16 5. 2. 1 − DEFORMAZIONE SOTTO CARICO_____________________________________________ 17 5. 2. 2 − RESISTENZA AL CREEP _____________________________________________________ 17 5. 2. 3 − RESISTENZA A FATICA______________________________________________________ 17 5. 2. 4 − RESISTENZA ALL’IMPATTO __________________________________________________ 17 5. 2. 5 − EFFETTO DEL CALORE ______________________________________________________ 18 5. 2. 6 − PROVE PER LA CARATTERIZZAZIONE DEL MATERIALE COMPOSITO UTILIZZATO___ 18
5. 3 − CERTIFICAZIONE ______________________________________________________ 18
CAPITOLO 6. INSTALLAZIONE E POSA IN OPERA___________________________ 20

5
CAPITOLO 1. INTRODUZIONE La ricerca della leggerezza in un prodotto, il chiusino, che si è abituati a considerare necessariamente pesante; leggerezza dove è richiesta elevata resistenza meccanica e durata nel tempo: l’innovativo chiusino KIO scardina l’ovvio per semplificare la vita: operazioni di movimentazione, posa e manutenzione semplificate, maggior numero di pezzi trasportabili su un carico, minor impatto ambientale, eccellenti proprietà meccaniche e resistenza agli agenti chimici. Negli ultimi anni l’uso del materiale composito si è affermato nell’industria aeronautica ed automobilistica e si è diffuso in molti settori grazie alla combinazione di leggerezza e maneggevolezza con le caratteristiche di resistenza e durata superiori ai materiali tradizionali (cemento e materiali ferrosi). Industrie Polieco-MPB Srl ha sviluppato e prodotto per la prima volta in Italia KIO, il chiusino in materiale composito.

6
CAPITOLO 2. IL MATERIALE COMPOSITO I materiali compositi sono la combinazione di almeno due componenti tra loro chimicamente differenti, e si caratterizzano per proprietà chimico-fisiche non riscontrabili nei singoli materiali che li compongono: in particolare, rispetto ai materiali tradizionali, i materiali compositi sono al tempo stesso robusti e leggeri, presentano ottima resistenza alla corrosione e agli agenti chimici, hanno elevate capacità di isolamento termico ed elettrico. Il materiale composito utilizzato per la produzione del chiusino KIO è costituito da un rinforzo rappresentato da fibre lunghe opportunamente distribuite all’interno di una matrice in resina termoindurente. Le resine termoindurenti sono polimeri che una volta prodotti diventano infusibili ed insolubili. Tale caratteristica deriva dalla formazione a livello molecolare, durante il processo produttivo, di un reticolo tridimensionale tenuto insieme da forti legami covalenti, i quali rendono irreversibile il processo. La formulazione della resina termoindurente utilizzata per la produzione di KIO è stata sviluppata per massimizzare le proprietà meccaniche del pezzo finito, sia in termini di resistenza ai carichi che di resistenza all’impatto, e per avere ottimali condizioni di processabilità. La fibra di rinforzo è la fibra di vetro: il grado selezionato per KIO, rispetto alle fibre di vetro tradizionali, è caratterizzato da eccellenti proprietà meccaniche ed elettriche, migliore resistenza alla corrosione ad opera degli acidi, migliore resistenza alle alte e basse temperature e da un ottimo comportamento allo stress-corrosion cracking.
2. 1 − LA FIBRA DI VETRO
Le fibre di vetro sono uno dei materiali rinforzanti più noti, largamente utilizzate per la produzione di materiali compositi. L'esperienza comune ci dice che il vetro monolitico è un materiale fragile a causa del gran numero di difetti della cristallizzazione che agiscono come microfratture e zone di concentrazione degli sforzi. Se il vetro invece viene filato a diametri d'ordine inferiore ai micron perde la sua caratteristica fragilità per divenire un materiale ad elevata resistenza meccanica e resilienza: tali caratteristiche vengono mantenute anche a temperature molto elevate. Per produrre le fibre di vetro caratterizzate da resistenza alla trazione, elasticità, stabilità dimensionale e resistenza alla corrosione, si parte da vetri con particolari caratteristiche chimico-fisiche; la miscela vetrificabile viene fusa ad alta temperatura, resa omogenea e successivamente affinata finché tutte le bolle d'aria e le impurità siano completamente eliminate; qualunque impurità produrrebbe infatti la rottura delle fibre e l'arresto della produzione. Il principio di fabbricazione del filamento continuo consiste, infatti, nel far passare il fuso attraverso delle filiere in platino, dotate di numerosi fori di 1-2 mm di diametro. Si formano, in questo modo, gocce di vetro viscoso, mantenute ad alta temperatura, che vengono stirate meccanicamente per formare dei filamenti avvolti su bobinatrici rotanti ad alta velocità. L'effetto meccanico dello stiramento e della bobinatura non è sufficiente per tenere uniti, in modo durevole, i filamenti in un unico filo o in un nastro di fibre. Il vetro è troppo liscio per

7
potersi agglomerare; inoltre, è sensibile allo sfregamento, all'abrasione ed alla elettricità statica, fenomeni questi che rischiano di aumentare quando si procede alla tessitura o ad altre trasformazioni. Per questo motivo, all'uscita della filiera, i filamenti vengono ammorbiditi e ricoperti con sottili strati di composti organici, denominati appretti. Il rivestimento protettivo, che viene così a crearsi sulla superficie, ha lo scopo di:
- agglomerare i filamenti tra di loro quando vengono ritorti per formare un unico filo, proteggendo i singoli filamenti dall’abrasione;
- rivestirli di una pellicola lubrificante ; - favorire il legame all’interfaccia fra vetro inorganico e matrice organica sintetica nella
fabbricazione di manufatti in materiale composito. Nella seguente Tabella 1 sono elencate alcune proprietà tipiche delle fibre di vetro da noi utilizzate per la produzione del chiusino KIO.
Densità del filamenti circa 2,6 g/cm3 Carico di rottura 3000 ÷ 3700 MPa Allungamento a rottura 4,2 ÷ 4,5% Modulo di Young 72 ÷ 74 GPa Contenuto di umidità < 0,2% Conducibilità termica λ 1,0 W/m °K Coefficiente di espansione termica lineare (tra 20 e 100°C)
ca. 6 * 10-6 m/m/°K
Reazione al fuoco incombustibile Rigidità dielettrica (vetro in massa) 60 – 100 KV/mm
Tabella 1 – Proprietà della fibra di vetro

8
CAPITOLO 3. IL PRODOTTO 3. 1 − IL PRODOTTO
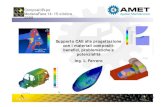
I tre elementi fondamentali che definiscono la scelta di un chiusino sono la classe, la dimensione di passaggio e la forma. La scelta della corretta classe dipende dalla zona di impiego. Le diverse zone di impiego sono state suddivise in gruppi, numerati da 1 a 6, descritti nella seguente tabella 2 e rappresentati nella figura 1. Una guida sulla classe da utilizzare per ogni gruppo è riportata nella terza colonna della medesima tabella. La scelta della corretta classe è responsabilità del progettista. In caso di dubbio, deve essere utilizzata la classe superiore.
Zone di impiego Gruppo Classe Carico di rottura kN 15. Zone esclusivamente pedonali e ciclistiche - superfici paragonabili quali spazi verdi.
Gruppo 1 almeno A 15
Carico di rottura kN 125. Marciapiedi - zone pedonali aperte occasionalmente al traffico - aree di parcheggio e parcheggi a più piani per autoveicoli
Gruppo 2 almeno B125
Carico di rottura kN 250. Cunette ai bordi delle strade che si estendono al massimo fino a 0,5 m sulle corsie di circolazione e fino a 0,2 m sui marciapiedi - banchine stradali e parcheggi per autoveicoli pesanti.
Gruppo 3 almeno C250
Carico di rottura kN 400. Vie di circolazione (strade provinciali e statali) - aree di parcheggio per tutti i tipi di veicoli.
Gruppo 4 almeno D400
Carico di rottura kN 600. Aree speciali con carichi elevati quali porti ed aeroporti.
Gruppo 5 almeno E600
Carico di rottura kN 900. Aree speciali con carichi particolarmente elevati quali aeroporti.
Gruppo 6 almeno F900
Tabella 2 – Zone di impiego
Figura 1 – Zone di impiego

9
La dimensione di passaggio è il diametro del cerchio massimo inscrivibile nella sezione netta del telaio, in pratica la luce netta del chiusino. Tale valore risulta di norma univoco per tutti i produttori di chiusini ed è pari a multipli di 100 mm. L’elemento che non è soggetto a specifiche particolari è la dimensione esterna del chiusino e soprattutto la dimensione esterna del telaio. Di conseguenza ogni produttore presenta dimensioni esterne del chiusino e del telaio differenti, il che rende in pratica impossibile l’intercambiabilità dei chiusini. Per quanto riguarda la forma, in genere sono diffuse sul mercato italiano forme quadrate a partire dalle dimensioni esterne del telaio 300x300 e forme circolari nella dimensione Φ800 (luce interna minima pari a 600 mm). La produzione attuale del chiusino KIO è relativa alle classi B125 e C250; a breve si affiancherà anche la produzione del chiusino in classe D400. Le dimensioni esterne del telaio e le dimensioni della luce netta sono riportate nella tabella 3.
Chiusino Dimensioni esterne
telaio (mm) Luce interna
chiusino (mm) 400 x 400 400 302 500 x 500 500 402 600 x 600 600 502 700 x 700 700 602
φ800 800 600
Tabella 3 – Dimensione telai e chiusini A fianco della produzione del chiusino KIO, vi è anche la produzione della griglia KIO. Per quanto riguarda le griglie, la normativa di riferimento indica dei precisi parametri relativi alle fessure. In particolare la normativa EN124 precisa che le fessure devono essere progettate in modo tale che la sezione di deflusso dell’acqua non sia inferiore al 30% della sezione definita dalla luce interna. Le fessure devono avere una larghezza da 16 a 32 mm ed una lunghezza inferiore a 170 mm.
3. 2 − METODOLOGIA DI PRODUZIONE
La scelta e la messa a punto del processo produttivo sono tanto importanti quanto la scelta dei materiali di base stessi: per questo motivo, Industrie Polieco-MPB Srl ha deciso di utilizzare per la produzione di KIO una tecnologia nella quale il processo di produzione è completamente automatizzato ed ogni singolo passaggio è sorvegliato da un sistema di controllo che permette una produzione altamente riproducibile, a garanzia della qualità e delle prestazioni del pezzo finito. Il processo per la produzione di KIO garantisce un’ottima bagnabilità delle fibre da parte della matrice polimerica, evita la formazione di bolle d’aria e consente di ottenere un’ottima coesione interlaminare dei componenti. E’ noto, infatti, che le proprietà dei materiali

10
compositi, oltre ad essere legate alle proprietà dei singoli costituenti, alla loro forma, concentrazione ed orientamento, dipendono strettamente anche dalla loro mutua interazione: la sinergia tra il rinforzo e la matrice è una condizione indispensabile per ottenere le proprietà fisico – meccaniche desiderate.
3. 3 − VANTAGGI DEL CHIUSINO IN MATERIALE COMPOSITO
Innumerevoli sono i vantaggi del chiusino in materiale composito rispetto ai chiusini già presenti sul mercato realizzati in ghisa o in cemento: alcuni di questi vantaggi sono strettamente collegati alle caratteristiche della materia prima utilizzata, altri derivano dal sistema di produzione adottato. Nel seguito si riportano alcuni dei vantaggi dei chiusini in materiale composito.
3. 3. 1 − LEGGEREZZA E MANEGGEVOLEZZA
Una delle caratteristiche principali dei chiusini in materiale composito è la leggerezza; questa caratteristica è stata ottenuta seguendo due strade:
- utilizzo di materiali aventi un peso specifico inferiore a quello della ghisa pur garantendo ovviamente le caratteristiche di resistenza richieste dalla normativa;
- studio della geometria del chiusino ottimizzata in funzione della particolare metodologia di produzione.
In questo modo si riescono ad ottenere pesi del sistema costituito da coperchio e telaio notevolmente più bassi rispetto a quelli di altri prodotti presenti sul mercato. Nella tabella 4 viene riportato un confronto espresso in kg tra il peso del sistema telaio + coperchio realizzato in materiale composito raffrontato con i pesi del sistema di coperchi + telai realizzati in ghisa lamellare e ghisa sferoidale da produttori europei. La differenza di peso è pari ad oltre il 70% rispetto ai chiusini in ghisa lamellare ed oltre il 60% rispetto ai chiusini in ghisa sferoidale.
B125 Ghisa Lamellare
(kg) Ghisa Sferoidale
(kg) Composito
(kg) 400 x 400 15,00 12,80 4,00 500 x 500 26,00 18,20 7,00 600 x 600 40,00 29,40 10,50 700 x 700 56,00 38,80 16,00
C250 Ghisa Lamellare
(kg) Ghisa Sferoidale
(kg) Composito
(kg) 400 x 400 23,00 25,00 5,00 500 x 500 39,00 33,00 9,50 600 x 600 57,00 45,00 15,50 700 x 700 74,00 61,00 22,00
Tabella 4 – Confronto pesi materiale composito e ghisa

11
La leggerezza riduce notevolmente i rischi a carico degli operatori durante le operazioni di movimentazione, installazione e successiva manutenzione dei chiusini. Il Decreto Legge 81/08 definisce il peso massimo consentito per la movimentazione dei carichi pari a 25 kg per gli uomini: tutti i chiusini in materiale composito prodotti da Polieco presentano un peso inferiore a tale limite. Nel caso dei chiusini in ghisa già a partire dalle dimensioni più piccole è necessario l’intervento di due persone o l’utilizzo di mezzi meccanici per la loro movimentazione.
3. 3. 2 − RESISTENZA ALLA CORROSIONE ED ALLE SOSTANZE CHIMICHE
Il chiusino in materiale composito non è soggetto a fenomeni di corrosione né all’attacco da parte di sostanze chimiche: la parte superficiale del chiusino è infatti realizzata interamente con una resina termoindurente, resistente a sostanze acide e alcaline, oli, grassi e idrocarburi. Tale caratteristica, unita all’impossibilità di generare scintille e di creare condensa, rende il chiusino in materiale composito particolarmente adatto all’utilizzo negli impianti di distribuzione di carburante. Ormai è prassi comune nei paesi del Nord Europa e dell’America utilizzare in tali impianti chiusini in materiale composito anziché i chiusini in ghisa. La resistenza alla corrosione risulta particolarmente importante anche nelle reti di drenaggio o di fognatura: l’acqua meteorica convogliata tramite le griglie alle tubazioni sottostanti sicuramente non viene inquinata passando attraverso le maglie della griglia. Da sottolineare infine la resistenza della resina termoindurente da noi utilizzata all’acqua salata, caratteristica che rende l’utilizzo dei chiusini in materiale composito particolarmente adatto nelle località di mare. Tutto ciò fa sì che il chiusino in materiale composito non debba essere verniciato, a differenza di quanto viene fatto per i chiusini in ghisa.
3. 3. 3 − LIMITAZIONE DI RUMORI
Grazie alla proprietà della materia prima utilizzata, l’utilizzo di un coperchio e di un telaio in materiale composito consente di ridurre notevolmente la rumorosità al passaggio di veicoli o persone tipica dei sistemi in ghisa dovuta ad un non perfetto accoppiamento tra coperchio e telaio o ad errori di posa.
3. 3. 4 − ISOLAMENTO ELETTRICO E TERMICO
La superficie esterna in resina termoindurente permette al chiusino di essere un perfetto sistema isolante rendendo nulla la possibilità di dispersioni di tensioni, proteggendo in questo modo i pedoni dalla possibilità di accidentali shock elettrici dovuti magari a fili elettrici scoperti. Inoltre il chiusino è un basso conduttore di calore e quindi protegge da eventuali fughe di vapore caldo nelle reti di teleriscaldamento

12
Infine il chiusino presenta una minima interferenza a frequenze radio, segnali cellulari abbinati ai moderni sistemi di trasmissione (come ad esempio contatori, misuratori di portata) installati all’interno di pozzetti nel sottosuolo.
3. 3. 5 − RISPETTO DELL’AMBIENTE
La tecnologia di produzione dei chiusini in materiale composito adottata da Polieco presenta delle caratteristiche altamente innovative rispetto alle tradizionali produzioni dei chiusini in ghisa: in particolare la produzione di chiusini in materiale composito disperde nell’aria una quantità di CO2 nettamente inferiore rispetto a quella prodotta durante la produzione dei chiusini in ghisa: è sufficiente confrontare l’energia necessaria per raggiungere le temperature di fusione utilizzate per fondere la materia prima da colare all’interno degli stampi dei chiusini di ghisa (oltre 1200°C) e la temperatura a cui lavorano normalmente gli stampi per i materiali compositi (intorno ai 60°C). La minor quantità di CO2 immessa nell’aria è strettamente collegata anche al ridotto peso di ogni singolo pezzo che consente di poter caricare in ogni carico un numero di chiusini 3-4 volte superiore ai normali chiusini in ghisa con conseguente riduzione dell’inquinamento dovuto all’inferiore numero di trasporti. Da sottolineare infine che il materiale di cui è composto sia il coperchio sia il telaio è riciclabile: tramite un particolare processo i materiali possono essere rigenerati e riutilizzati per essere stampati per prodotti differenti.
3. 3. 6 − DISINCENTIVO AI FURTI
Negli ultimi tempi appaiono sui media sempre più notizie relative al furto di chiusini, finalizzati alla vendita per la rifusione del metallo. Oltre al danno economico, tale furto presenta risvolti estremamente pericolosi, dal momento che viene lasciata sulla strada una pericolosa apertura non segnalata. Il chiusino in materiale composito, come specificato in precedenza, è riciclabile ma tale operazione può essere effettuata solo da ditte altamente specializzate e quanto ottenuto può essere riutilizzato solo per produrre pezzi particolari. Il furto di chiusini in materiale composito risulta pertanto poco attrattivo dal momento che non esiste un mercato secondario illecito.
3. 3. 7 − PERSONALIZZAZIONI
Oltre alla possibilità di inserire il logo della città, del servizio o del committente come per i chiusini in ghisa presenti attualmente sul mercato, vi è la possibilità di produrre i telai e/o i chiusini in colori differenti in modo tale da identificare uno specifico servizio od offrire un valore estetico anche alla posa dei chiusini.

13
CAPITOLO 4. LA NORMATIVA DI RIFERIMENTO Il chiusino KIO è prodotto in conformità alla norma UNI EN 124:1995 – “Dispositivi di coronamento e di chiusura per zone di circolazione utilizzate da pedoni e da veicoli. Principi di costruzione, prove di tipo, marcatura, controllo di qualità”. La norma attualmente in vigore è la UNI EN 124:1995 (traduzione italiana della norma europea EN 124:1994); tale norma stabilisce le dimensioni, le classi, i materiali, i principi di costruzione e di prova, la marcatura e il controllo di qualità dei dispositivi di coronamento e di chiusura (chiusini e caditoie) dotati di una dimensione di passaggio fino a 1000 mm, per le zone di circolazione soggette a traffico pedonale e/o veicolare. I materiali previsti dalla norma vigente sono: ghisa sferoidale, ghisa lamellare, getti di acciaio, acciaio laminato o cemento armato; l’utilizzo di altri materiali è possibile a condizione che vengano soddisfatti tutti i requisiti della normativa e altri requisiti eventualmente richiesti da un organismo indipendente, che garantisca il controllo da parte di terzi delle caratteristiche tecniche prescritte. Al momento è in corso la revisione della normativa sopra citata ad opera del Gruppo di Lavoro CEN/TC165/WG4 “Covers, gratings, drainage channels and other ancillary components for use outside buildings”. La nuova norma è elaborata dal CEN su mandato della Commissione Europea: sarà pertanto una norma armonizzata e contemplerà la marcatura CE del prodotto. Il progetto di norma è ad oggi strutturato in sei parti distinte:
Part 1: Classification, general design, performance and testing requirements, test methods and evaluation of conformity
Part 2: Gully tops and manhole tops made from cast iron Part 3: Gully tops and manhole tops made from steel, aluminium alloy Part 4: Gully tops and manhole tops made from steel reinforced concrete Part 5: Gully tops and manhole tops made from composite materials Part 6: Gully tops and manhole tops made from Polypropylene (PP) or Polyvinyl-
chloride (PVC-U) Come si vede il nuovo progetto di norma prevede espressamente l’utilizzo di diverse tipologie di materiali, tra i quali i materiali compositi, definiti nella parte 5. La Parte 1 (Classification, general design, performance and testing requirements, test methods and evaluation of conformity) riprende largamente lo standard attualmente in vigore. Ai requisiti prestazionali sono stati aggiunti:
- la verifica della skid resistance: deve essere garantita la non scivolosità della superficie del pezzo.
- la verifica della sicurezza bambini: quando esistano specifiche disposizioni, l’impossibilità di sollevamento del coperchio e/o della griglia da parte di un bambino deve essere garantita mediante una sufficiente massa del pezzo oppure mediante opportuni dispositivi di chiusura
In aggiunta ai requisiti previsti nella Parte 1, i chiusini e le caditioie, a seconda del materiale con cui sono fabbricati, devono poi soddisfare i requisisti specificati nelle Parti 2 – 6. Per

14
alcuni materiali sono state introdotte delle prove aggiuntive rispetto a quanto previsto dalla UNI EN 124:1994. In particolare, per i materiali compositi di nostro interesse tali prove sono descritte nel successivo paragrafo 5.2.
4. 1 − LA MARCATURA
In base alla normativa EN124 del 1994 su ogni coperchio, griglia e telaio devono essere riportate in maniera chiara e durevole le seguenti informazioni:
- normativa di riferimento - classe appropriata - nome e/o marchio di identificazione del fabbricante - luogo di fabbricazione, espresso anche in codice - marchio di un ente di certificazione
La nuova versione della normativa prevede anche l’inserimento della settimana o del mese e dell’anno di produzione.

15
CAPITOLO 5. LE PROVE DI LABORATORIO 5. 1 − CONFORMITA’ ALLA NORMA EN 124:1994
Il prodotto finito (ovvero il dispositivo di coronamento o di chiusura) deve essere sottoposto alle verifiche previste dalla EN 124:1994. In particolare deve essere sottoposto alle prove per determinare la freccia residua e la capacità portante (carico massimo), necessarie per stabilire la classe del manufatto. Deve inoltre essere sottoposto alle verifiche dimensionali per verificare la rispondenza ai requisiti di progetto.
5. 1. 1 − FRECCIA RESIDUA
La prova consiste nella determinazione della deformazione residua permanente (freccia residua) dopo l’applicazione di un carico pari ad 2/3 del carico massimo previsto per la relativa classe. Un chiusino non precedentemente sottoposti ad alcuna prova di carico devono essere posizionati nell’apparecchiatura di misura (preferibilmente una pressa idraulica), con un opportuno punzone di prova (la cui forma e le cui dimensioni sono specificate nella norma in funzione delle dimensioni e della forma dei campioni da testare). Prima dell’applicazione del carico, deve essere misurata la posizione iniziale del pezzo in corrispondenza del suo centro geometrico. Il carico deve poi essere applicato con una velocità compresa tra 1 e 5kN/s fino a 2/3 del carico di prova; il carico deve poi essere rilasciato. La procedura deve essere ripetuta 5 volte. Al termine deve essere misurata la posizione finale del pezzo in corrispondenza del suo centro geometrico. La deformazione residua permanente è determinata come la differenza delle misure effettuate prima dell’applicazione del carico e dopo il quinto ciclo. Per la determinazione della conformità tale valore deve risultare inferiore a quelli previsti in funzione della classe e della dimensione del pezzo (vedi Tabella 5).
Classe Freccia residua ammissibile
A 15 e B 125 DP100
1
(1)
Da C 250 a F 900
DP3001
(2) Se fissato con un dispositivo di
vincolo o grazie ad una particolare caratteristica di progetto
DP5001
(3) Se fissato con una
sufficiente massa per unità di superficie
(1) DP/50 se DP < 450 mm (2) 1 mm max quando DP < 300 mm (3) 1 mm max quando DP < 500 mm DP = dimensione di passaggio, mm; diametro del cerchio massimo inscrittibile nella
sezione netta del telaio
Tabella 5 – Freccia residua ammissibile

16
Per il chiusino KIO la freccia residua ammissibile, funzione della dimensione di passaggio, è riportata nella tabella 6.
Freccia residua ammissibile Descrizione
Dimensione di passaggio (DP)
mm Classe B 125 Classe C250
KIO 400 x 400 302 6,04 mm 1,01 mm KIO 500 x 500 402 8,04 mm 1,34 mm KIO 600 x 600 502 5,02 mm 1,67 mm KIO 700 x 700 602 6,02 mm 2,01 mm
KIO φ800 600 6,00 mm 2,00 mm
Tabella 6 – Freccia residua ammissibile per il chiusino KIO
5. 1. 2 − CAPACITA’ PORTANTE
Immediatamente dopo aver effettuato la prova descritta al paragrafo precedente, al pezzo deve essere applicato il carico di prova previsto in funzione della classe, come riportato in Tabella 7, sempre con una velocità compresa tra 1 e 5 kN/s. Il carico deve essere mantenuto per 30” e quindi rilasciato. I pezzi non devono mostrare alcuna rottura visibile durante la prova e al termine della stessa.
Classe Carico di prova, kN A 15 15 B 125 125 C 250 250 D 400 400 E 600 600 F 900 900
Tabella 7 – Carichi di prova
5. 2 − CONFORMITA’ AL prEN 124 – Parte 5 :2011
Il progetto di norma prEN124 – Parte 5 (Gully tops and manhole tops made from composite materials) prevede che i chiusini in materiale composito debbano essere sottoposti a prove di laboratorio aggiuntive rispetto a quelle ad oggi riportate nella EN124:1994 specifiche per questa famiglia di prodotti ad ulteriore garanzia dell’idoneità dei pezzi per l’utilizzo previsto e della loro durata nel tempo. Tali prove non sono previste per i chiusini in ghisa. Il chiusino KIO in materiale composito soddisfa appieno tali prove aggiuntive, di seguito brevemente descritte, come ad oggi riportate nel progetto di norma sopra richiamato. Resta

17
inteso che tali prove potrebbero subire variazioni durante l’iter di stesura della norma revisionata.
5. 2. 1 − DEFORMAZIONE SOTTO CARICO
La prova consiste nella determinazione della deformazione in corrispondenza dell’applicazione, ad un chiusino non precedentemente sottoposti ad alcuna prova di carico, di un carico pari ad 1/3 del carico massimo previsto per la relativa classe. Il valore ottenuto deve essere dichiarato dal produttore in mm/DP (ovvero rispetto al diametro di passaggio). Non sono previsti requisiti.
5. 2. 2 − RESISTENZA AL CREEP
Ad un chiusino non precedentemente sottoposto ad alcuna prova di carico, deve essere applicato un carico pari a quello utilizzato per la determinazione della deformazione massima residua (freccia residua), ovvero pari ai 2/3 del carico previsto per la relativa classe. L’applicazione del carico deve essere mantenuta per 60 minuti; dopo un tempo di recupero di 5 minuti, il pezzo deve soddisfare i requisiti previsti per la freccia residua per la relativa classe.
5. 2. 3 − RESISTENZA A FATICA
Un chiusino non precedentemente sottoposto ad alcuna prova di carico deve essere sottoposto ad un carico pulsante per un numero di cicli prestabilito (devono ad esempio essere effettuati 10.000 cicli per la classe B125 e 50.000 cicli per la classe C250la norma precisa inoltre le velocità da utilizzare per l’applicazione ed il rilascio del carico); il carico da utilizzare per la prova di fatica è pari ad 1/3 del carico massimo previsto per la relativa classe. Una volta completato il numero di cicli, il chiusino deve soddisfare i requisiti previsti per la freccia residua e quelli per il carico massimo.
5. 2. 4 − RESISTENZA ALL’IMPATTO
Un chiusino non precedentemente sottoposto ad alcuna prova di carico deve essere condizionato a 60°C per 30 giorni, lasciato raffreddare a temperatura ambiente per almeno 2 ore ed infine condizionato a -20°C per almeno 4 ore. Entro 30 secondi, il pezzo deve essere poi colpito nel suo centro geometrico con un punzone di massa opportuna (pari a 3,75 kg per la classe B125 ed a 4,5 kg per la classe C250) di forma semisferoidale con un diametro di 50 mm, da un’altezza di 2000 mm. La prova deve poi essere ripetuta su altri 7 punti equidistanti, di cui almeno 4 attorno al perimetro. Tra un impatto ed il successivo, il pezzo deve essere ricondizionato a -20°C per 10–15 minuti. Al termine della prova il campione non deve presentare segni visibili di incrinature o delaminazioni.

18
5. 2. 5 − EFFETTO DEL CALORE
Un campione precedentemente sottoposto alla prova d’urto descritta al paragrafo precedente deve essere mantenuto in un forno riscaldato a 150°C per 60 minuti: al termine del condizionamento il campione non deve presentare difetti visibili, bolle, incrinature o delaminazioni quando esaminato alla luce e alla lente di ingrandimento. Anche le caditoie (griglia più telaio) devono essere sottoposte alle medesime prove descritte in questo capitolo 5 e rispondere ai medesimi requisiti.
5. 2. 6 − PROVE PER LA CARATTERIZZAZIONE DEL MATERIALE COMPOSITO UTILIZZATO
Sono inoltre previste altre prove per caratterizzare il materiale composito utilizzato, quali: assorbimento acqua; durezza; resistenza ai carburanti; resistenza all’abrasione; resistività superficiale (richiesta soltanto per applicazioni nelle quali le disposizioni di
sicurezza prevedono che il chiusino sia in grado di disperdere cariche elettrostatiche); invecchiamento alla luce (richiesto soltanto per applicazioni in condizioni climatiche
estreme). Il laboratorio di Industrie Polieco-MPB Srl è ad oggi già attrezzato per poter effettuare tutte le verifiche di rispondenza ai requisiti di progetto e tutte le prove previste dal progetto di norma pr-EN124 – Parte 1 – Requisiti generali e pr-EN124 – Parte 5 – Materiali compositi.
5. 3 − CERTIFICAZIONE
Industrie Polieco-MPB Srl ha ottenuto il certificato di conformità dei chiusini KIO in tutte le classi e in tutte le dimensioni in riferimento alla normativa EN 124 (1994). Il certificato è stato rilasciato nel marzo 2012 dall’Istituto accreditato ICMQ (Istituto di certificazione e marchio qualità per prodotti e servizi per le costruzioni) una volta effettuate le prove previste dalla normativa EN124 e dal progetto di norma prEN124 – Parte 5. Copia del certificato è riportato nella pagina seguente.

19

20
CAPITOLO 6. INSTALLAZIONE E POSA IN OPERA Una corretta installazione è un requisito essenziale per garantire la durata e l’efficacia di tutti i prodotti dell’edilizia, compreso quindi anche i chiusini. Una posa non corretta dei chiusini, a prescindere dal materiale con cui sono fabbricati, può provocare effetti dannosi o addirittura pericolosi per l’integrità dei pedoni e dei veicoli. Una guida all’installazione dei chiusini è stata redatta da una specifica Commissione Tecnica dell’UNI nel rapporto tecnico UNI/TR 11256 (settembre 2007): Guida all’installazione di dispositivi di coronamento e di chiusura in zone di circolazione pedonale e/o veicolare (chiusini e caditoie). Tale specifica pensata per i chiusini in ghisa può essere adottata anche per i chiusini in materiale composito: in quest’ultimo caso il peso ridotto del sistema costituito da telaio e chiusino rende le operazioni descritte nei punti successivi più semplici, più veloci, meno pericolose e meno soggette ad errori umani. Le fasi e le modalità da seguire per l’installazione di un nuovo chiusino sono:
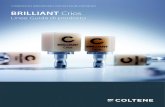
- compatibilità tra chiusino e pozzetto deve essere scelto un telaio che abbia la stessa luce interna del pozzetto in modo tale che il chiusino non lavori a sbalzo. Nelle immagini seguenti sono riportati alcuni esempi in cui si evidenzia, sia per i telai quadrati sia per i telai tondi, la scelta corretta o meno del sistema telaio/coperchio (o griglia) rispetto al pozzetto.

21
- realizzazione del letto di posa il letto di posa deve essere realizzato sulla parte superiore del pozzetto preventivamente pulita da detriti, fango o sporco come è evidenziato nella immagine a sinistra; il letto di posa deve avere uno spessore omogeneo da 2 a 4 cm e deve risultare levigato, in modo tale da ottenere una base di appoggio piana per il successivo posizionamento del telaio.
- posizionamento del telaio il posizionamento del telaio deve essere effettuato subito dopo aver eseguito la fase descritta in precedenza, esercitando una pressione adeguata al fine di assicurare un collegamento uniforme. Il telaio dovrà essere posizionato in modo tale che la luce interna corrisponda al diametro interno del pozzetto. Non è possibile posizionare il telaio direttamente sulla parte superiore del pozzetto. Una volta posizionato il telaio, si deve verificare che il telaio sia posizionato a livello della superficie stradale.

22
- posizionamento del chiusino il coperchio o la griglia devono essere posizionati all’interno del telaio, solo una volta che il letto di posa sia sufficientemente consolidato. Prima del posizionamento si deve verificare che l’interno del telaio sia pulito, in modo tale da avere un appoggio uniforme e continuo. Una volta posizionato il coperchio/griglia si dovrà procedere, se previsto, all’eventuale serraggio dei dispositivi di chiusura.
- sistemazione finitura intorno al chiusino una volta posizionato il chiusino e completato l’indurimento del letto di posa, si deve procedere al completamento della zona presente intorno al chiusino; si deve perciò riempire la zona circostante con materiale bituminoso fino ad arrivare al filo superiore del telaio. Si devono evitare eventuali passaggi dei dispositivi di compattazione al di sopra del chiusino per evitare danno al sistema letto di posa/telaio/coperchio (griglia).