Id.Meccanica Tecn.Mecc.di Processo e di Prodotto · • La lamiera, durante la tranciatura, è...
57
MECCANICA Idoneità alla V TECNOLOGIA MECCANICHE DI PROCESSO E DI PRODOTTO - Lavorazioni delle Lamiere - I Materiali Semilavorati - Trattamenti Termici - Materiali Ceramici - La Metallurgia delle Polveri - Le Proprietà dei Materiali - Lavorazioni al Banco
Transcript of Id.Meccanica Tecn.Mecc.di Processo e di Prodotto · • La lamiera, durante la tranciatura, è...
MECCANICA
Idoneità alla V
TECNOLOGIA MECCANICHE DI PROCESSO E DI
PRODOTTO - Lavorazioni delle Lamiere - I Materiali Semilavorati - Trattamenti Termici - Materiali Ceramici - La Metallurgia delle Polveri - Le Proprietà dei Materiali - Lavorazioni al Banco
LAVORAZIONI DELLE LAMIERE
Tranciatura; piegatura; imbutitura STAMPAGGIO A FREDDO La più importante categoria di lavorazioni è quella delle lamiere (generalmente di spessore ≤ 5 mm), che dà origine ad una numerosa serie di prodotti quasi sempre finiti: carrozzerie automobilistiche, involucri di elettrodomestici, componentistica varia, ecc. Il più comune e importante gruppo di lavorazioni è quello comprendente: TRANCIATURA, PIEGATURA, IMBUTITURA. Per ottenere i pezzi stampati finiti sono necessarie diverse fasi di lavorazioni che richiedono macchinari (PRESSE E STAMPI) molto costosi, pertanto la messa a punto di un impianto di stampaggio risulta economicamente conveniente solo per produzioni di un grande numero di pezzi (LAVORAZIONI IN SERIE). Tranciatura Ha lo scopo di ritagliare da una lamiera una figura geometrica piana. L’operazione di tranciatura si effettua con stampi montati su presse col seguente principio. Un punzone, collegato attraverso una piastra alla slitta della pressa, penetra nella matrice tagliando la lamiera secondo la figura corrispondente alla forma data sia al punzone che alla matrice. I contorni del punzone e del foro nella matrice costituiscono i taglienti. L’oggetto tranciato cade liberamente in un raccoglitore al di sotto dello stampo, grazie all’angolo di sformo della matrice, che assume valori di 3° ÷ 5°.
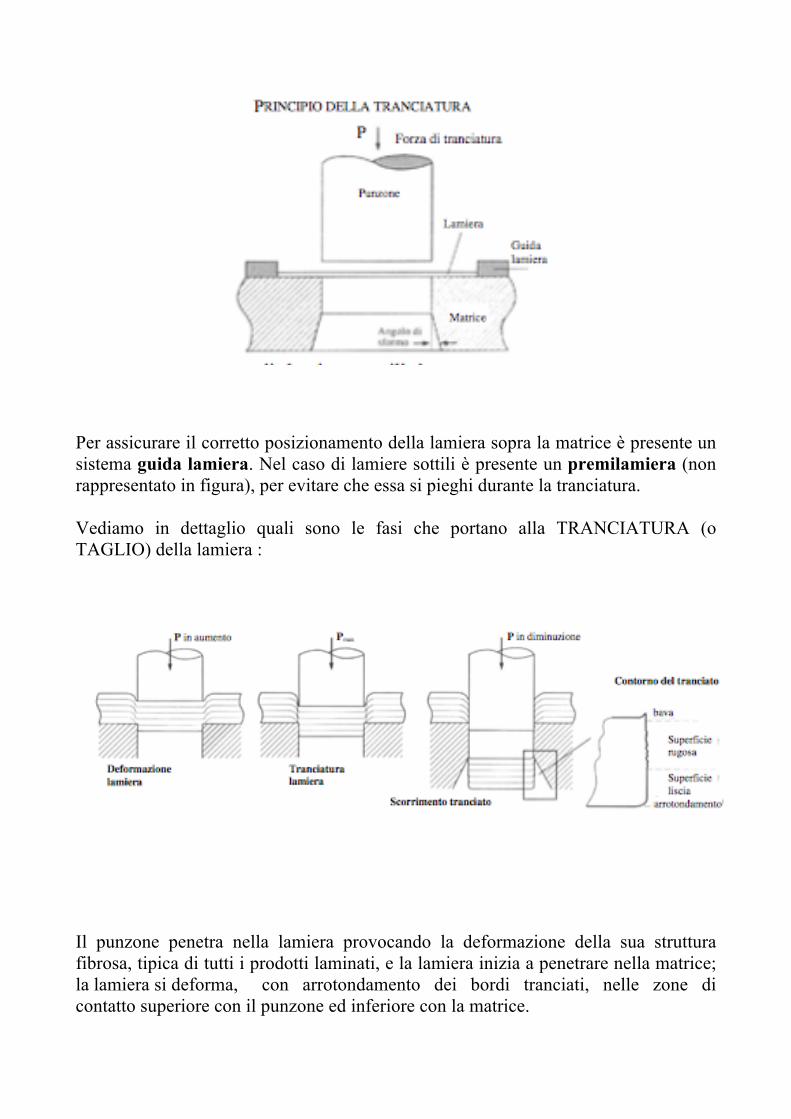
Per assicurare il corretto posizionamento della lamiera sopra la matrice è presente un sistema guida lamiera. Nel caso di lamiere sottili è presente un premilamiera (non rappresentato in figura), per evitare che essa si pieghi durante la tranciatura. Vediamo in dettaglio quali sono le fasi che portano alla TRANCIATURA (o TAGLIO) della lamiera :
Il punzone penetra nella lamiera provocando la deformazione della sua struttura fibrosa, tipica di tutti i prodotti laminati, e la lamiera inizia a penetrare nella matrice; la lamiera si deforma, con arrotondamento dei bordi tranciati, nelle zone di contatto superiore con il punzone ed inferiore con la matrice.
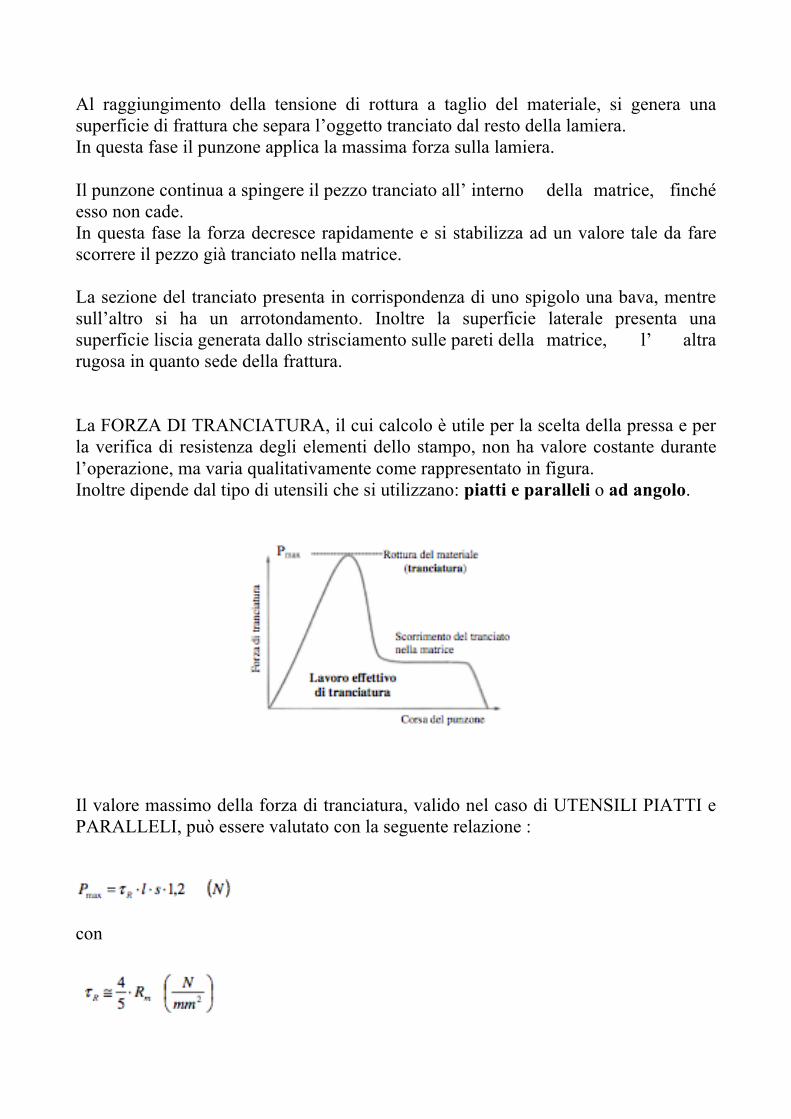
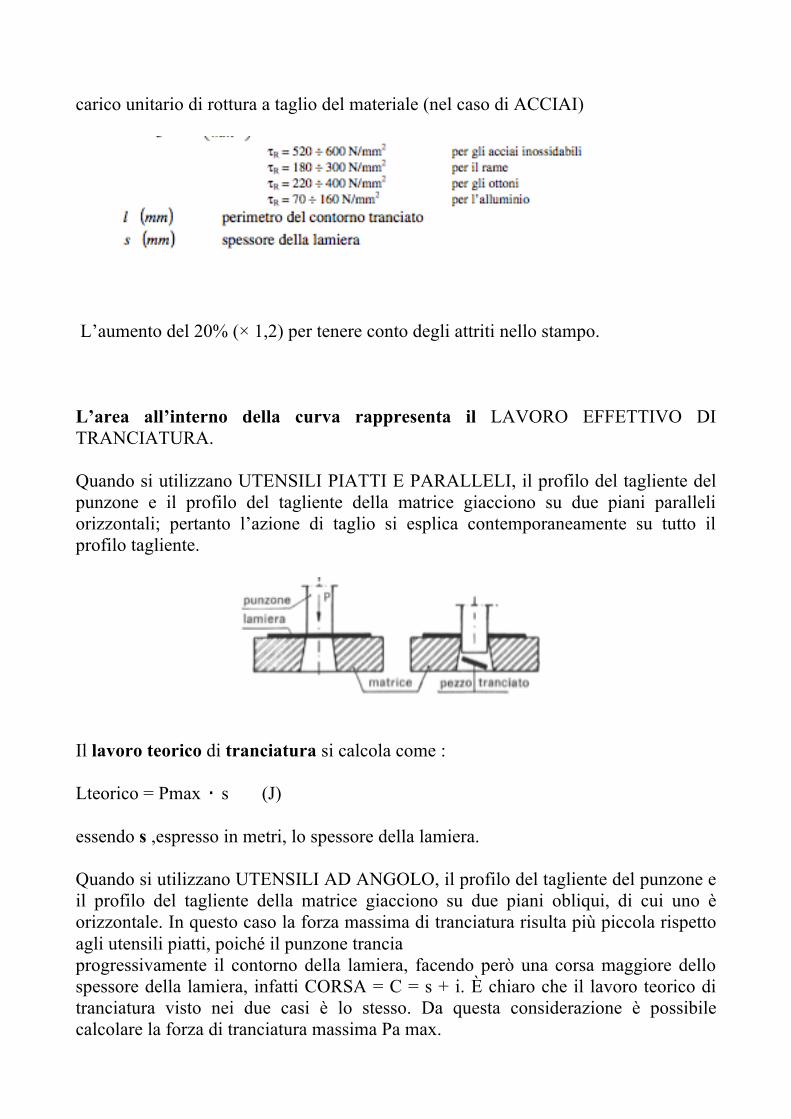
Al raggiungimento della tensione di rottura a taglio del materiale, si genera una superficie di frattura che separa l’oggetto tranciato dal resto della lamiera. In questa fase il punzone applica la massima forza sulla lamiera. Il punzone continua a spingere il pezzo tranciato all’ interno della matrice, finché esso non cade. In questa fase la forza decresce rapidamente e si stabilizza ad un valore tale da fare scorrere il pezzo già tranciato nella matrice. La sezione del tranciato presenta in corrispondenza di uno spigolo una bava, mentre sull’altro si ha un arrotondamento. Inoltre la superficie laterale presenta una superficie liscia generata dallo strisciamento sulle pareti della matrice, l’ altra rugosa in quanto sede della frattura. La FORZA DI TRANCIATURA, il cui calcolo è utile per la scelta della pressa e per la verifica di resistenza degli elementi dello stampo, non ha valore costante durante l’operazione, ma varia qualitativamente come rappresentato in figura. Inoltre dipende dal tipo di utensili che si utilizzano: piatti e paralleli o ad angolo.
Il valore massimo della forza di tranciatura, valido nel caso di UTENSILI PIATTI e PARALLELI, può essere valutato con la seguente relazione :
con
carico unitario di rottura a taglio del materiale (nel caso di ACCIAI)
L’aumento del 20% (× 1,2) per tenere conto degli attriti nello stampo. L’area all’interno della curva rappresenta il LAVORO EFFETTIVO DI TRANCIATURA. Quando si utilizzano UTENSILI PIATTI E PARALLELI, il profilo del tagliente del punzone e il profilo del tagliente della matrice giacciono su due piani paralleli orizzontali; pertanto l’azione di taglio si esplica contemporaneamente su tutto il profilo tagliente.
Il lavoro teorico di tranciatura si calcola come : Lteorico = Pmax ⋅ s (J) essendo s ,espresso in metri, lo spessore della lamiera. Quando si utilizzano UTENSILI AD ANGOLO, il profilo del tagliente del punzone e il profilo del tagliente della matrice giacciono su due piani obliqui, di cui uno è orizzontale. In questo caso la forza massima di tranciatura risulta più piccola rispetto agli utensili piatti, poiché il punzone trancia progressivamente il contorno della lamiera, facendo però una corsa maggiore dello spessore della lamiera, infatti CORSA = C = s + i. È chiaro che il lavoro teorico di tranciatura visto nei due casi è lo stesso. Da questa considerazione è possibile calcolare la forza di tranciatura massima Pa max.
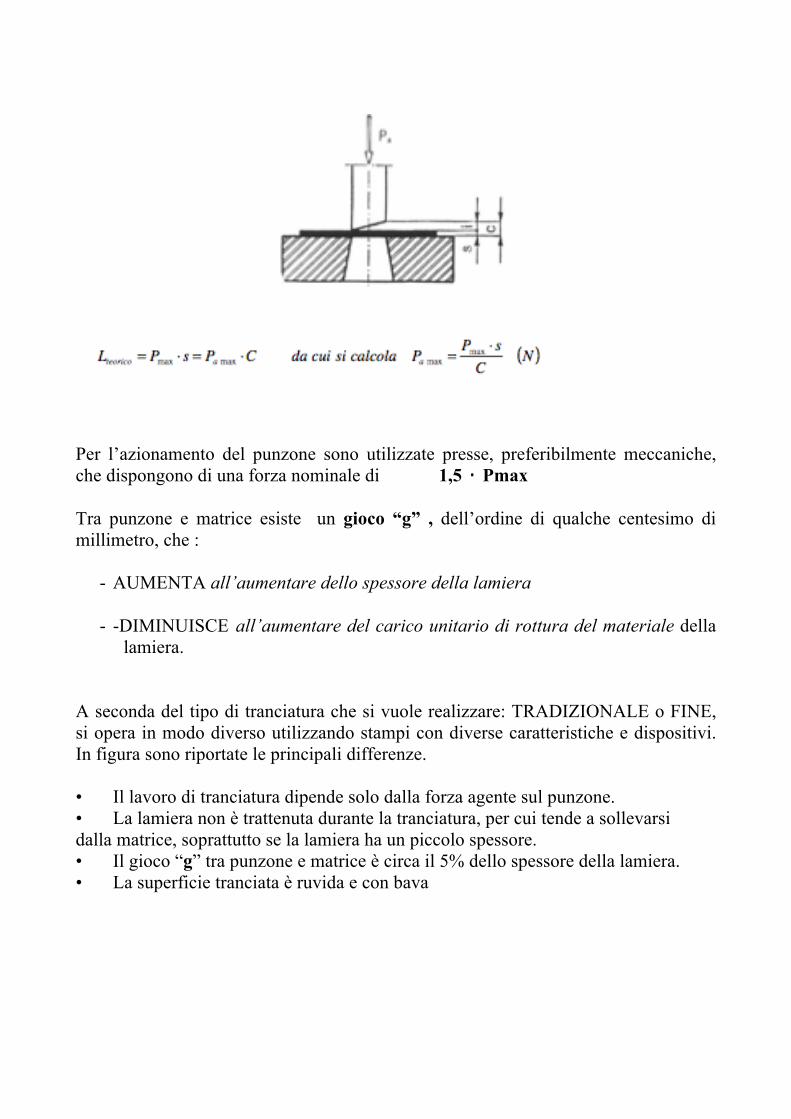
Per l’azionamento del punzone sono utilizzate presse, preferibilmente meccaniche, che dispongono di una forza nominale di 1,5 ⋅ Pmax Tra punzone e matrice esiste un gioco “g” , dell’ordine di qualche centesimo di millimetro, che :
- AUMENTA all’aumentare dello spessore della lamiera - -DIMINUISCE all’aumentare del carico unitario di rottura del materiale della
lamiera.
A seconda del tipo di tranciatura che si vuole realizzare: TRADIZIONALE o FINE, si opera in modo diverso utilizzando stampi con diverse caratteristiche e dispositivi. In figura sono riportate le principali differenze. • Il lavoro di tranciatura dipende solo dalla forza agente sul punzone. • La lamiera non è trattenuta durante la tranciatura, per cui tende a sollevarsi dalla matrice, soprattutto se la lamiera ha un piccolo spessore. • Il gioco “g” tra punzone e matrice è circa il 5% dello spessore della lamiera. • La superficie tranciata è ruvida e con bava
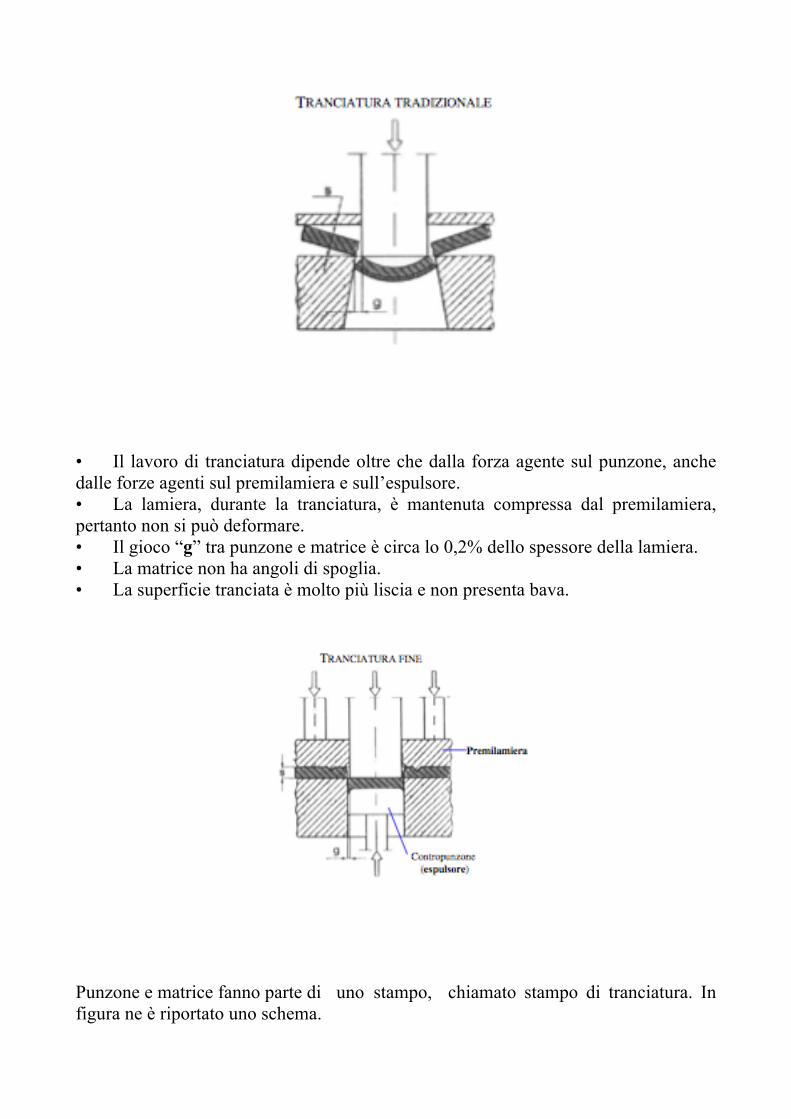
• Il lavoro di tranciatura dipende oltre che dalla forza agente sul punzone, anche dalle forze agenti sul premilamiera e sull’espulsore. • La lamiera, durante la tranciatura, è mantenuta compressa dal premilamiera, pertanto non si può deformare. • Il gioco “g” tra punzone e matrice è circa lo 0,2% dello spessore della lamiera. • La matrice non ha angoli di spoglia. • La superficie tranciata è molto più liscia e non presenta bava.
Punzone e matrice fanno parte di uno stampo, chiamato stampo di tranciatura. In figura ne è riportato uno schema.
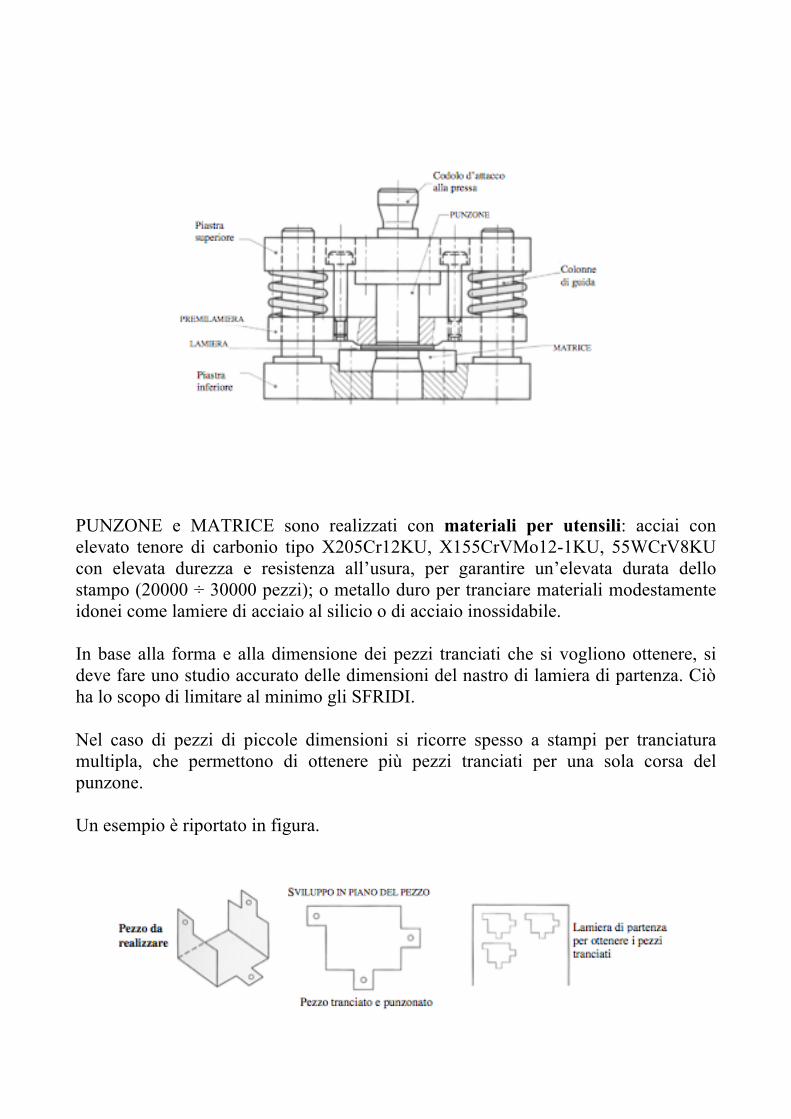
PUNZONE e MATRICE sono realizzati con materiali per utensili: acciai con elevato tenore di carbonio tipo X205Cr12KU, X155CrVMo12-1KU, 55WCrV8KU con elevata durezza e resistenza all’usura, per garantire un’elevata durata dello stampo (20000 ÷ 30000 pezzi); o metallo duro per tranciare materiali modestamente idonei come lamiere di acciaio al silicio o di acciaio inossidabile. In base alla forma e alla dimensione dei pezzi tranciati che si vogliono ottenere, si deve fare uno studio accurato delle dimensioni del nastro di lamiera di partenza. Ciò ha lo scopo di limitare al minimo gli SFRIDI. Nel caso di pezzi di piccole dimensioni si ricorre spesso a stampi per tranciatura multipla, che permettono di ottenere più pezzi tranciati per una sola corsa del punzone. Un esempio è riportato in figura.
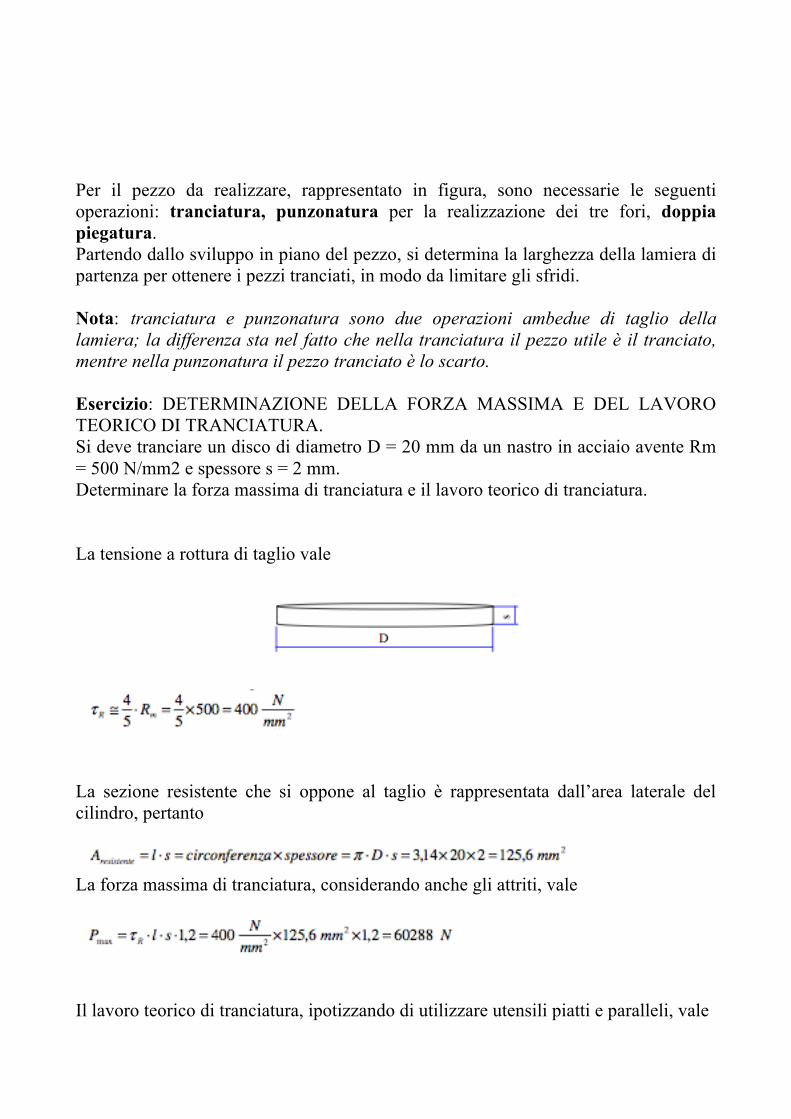
Per il pezzo da realizzare, rappresentato in figura, sono necessarie le seguenti operazioni: tranciatura, punzonatura per la realizzazione dei tre fori, doppia piegatura. Partendo dallo sviluppo in piano del pezzo, si determina la larghezza della lamiera di partenza per ottenere i pezzi tranciati, in modo da limitare gli sfridi. Nota: tranciatura e punzonatura sono due operazioni ambedue di taglio della lamiera; la differenza sta nel fatto che nella tranciatura il pezzo utile è il tranciato, mentre nella punzonatura il pezzo tranciato è lo scarto. Esercizio: DETERMINAZIONE DELLA FORZA MASSIMA E DEL LAVORO TEORICO DI TRANCIATURA. Si deve tranciare un disco di diametro D = 20 mm da un nastro in acciaio avente Rm = 500 N/mm2 e spessore s = 2 mm. Determinare la forza massima di tranciatura e il lavoro teorico di tranciatura. La tensione a rottura di taglio vale
La sezione resistente che si oppone al taglio è rappresentata dall’area laterale del cilindro, pertanto
La forza massima di tranciatura, considerando anche gli attriti, vale
Il lavoro teorico di tranciatura, ipotizzando di utilizzare utensili piatti e paralleli, vale
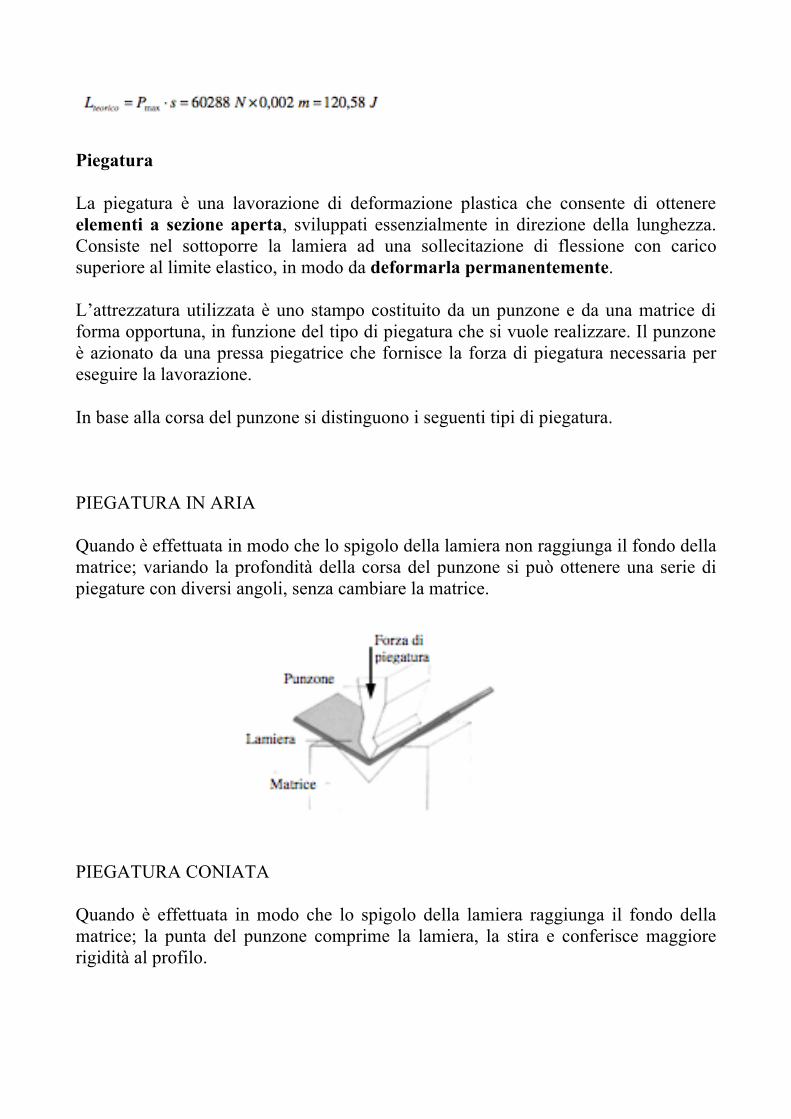
Piegatura La piegatura è una lavorazione di deformazione plastica che consente di ottenere elementi a sezione aperta, sviluppati essenzialmente in direzione della lunghezza. Consiste nel sottoporre la lamiera ad una sollecitazione di flessione con carico superiore al limite elastico, in modo da deformarla permanentemente. L’attrezzatura utilizzata è uno stampo costituito da un punzone e da una matrice di forma opportuna, in funzione del tipo di piegatura che si vuole realizzare. Il punzone è azionato da una pressa piegatrice che fornisce la forza di piegatura necessaria per eseguire la lavorazione. In base alla corsa del punzone si distinguono i seguenti tipi di piegatura. PIEGATURA IN ARIA Quando è effettuata in modo che lo spigolo della lamiera non raggiunga il fondo della matrice; variando la profondità della corsa del punzone si può ottenere una serie di piegature con diversi angoli, senza cambiare la matrice.
PIEGATURA CONIATA Quando è effettuata in modo che lo spigolo della lamiera raggiunga il fondo della matrice; la punta del punzone comprime la lamiera, la stira e conferisce maggiore rigidità al profilo.
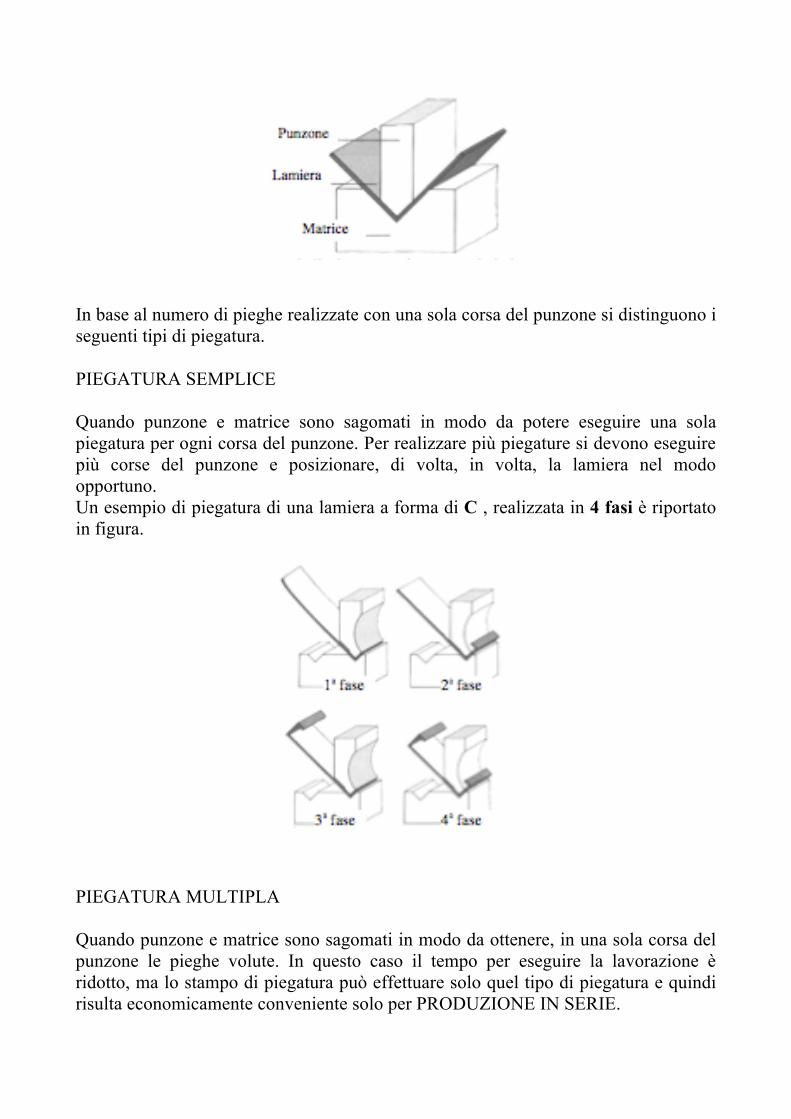
In base al numero di pieghe realizzate con una sola corsa del punzone si distinguono i seguenti tipi di piegatura. PIEGATURA SEMPLICE Quando punzone e matrice sono sagomati in modo da potere eseguire una sola piegatura per ogni corsa del punzone. Per realizzare più piegature si devono eseguire più corse del punzone e posizionare, di volta, in volta, la lamiera nel modo opportuno. Un esempio di piegatura di una lamiera a forma di C , realizzata in 4 fasi è riportato in figura.
PIEGATURA MULTIPLA Quando punzone e matrice sono sagomati in modo da ottenere, in una sola corsa del punzone le pieghe volute. In questo caso il tempo per eseguire la lavorazione è ridotto, ma lo stampo di piegatura può effettuare solo quel tipo di piegatura e quindi risulta economicamente conveniente solo per PRODUZIONE IN SERIE.
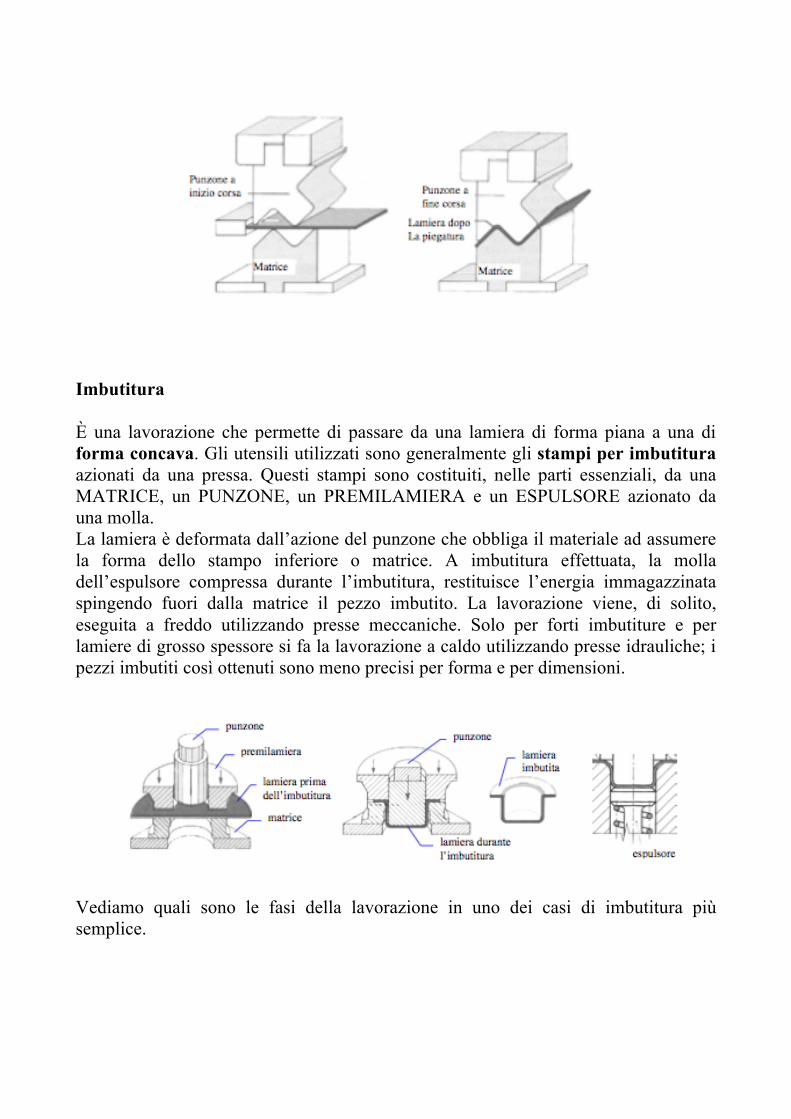
Imbutitura È una lavorazione che permette di passare da una lamiera di forma piana a una di forma concava. Gli utensili utilizzati sono generalmente gli stampi per imbutitura azionati da una pressa. Questi stampi sono costituiti, nelle parti essenziali, da una MATRICE, un PUNZONE, un PREMILAMIERA e un ESPULSORE azionato da una molla. La lamiera è deformata dall’azione del punzone che obbliga il materiale ad assumere la forma dello stampo inferiore o matrice. A imbutitura effettuata, la molla dell’espulsore compressa durante l’imbutitura, restituisce l’energia immagazzinata spingendo fuori dalla matrice il pezzo imbutito. La lavorazione viene, di solito, eseguita a freddo utilizzando presse meccaniche. Solo per forti imbutiture e per lamiere di grosso spessore si fa la lavorazione a caldo utilizzando presse idrauliche; i pezzi imbutiti così ottenuti sono meno precisi per forma e per dimensioni.
Vediamo quali sono le fasi della lavorazione in uno dei casi di imbutitura più semplice.
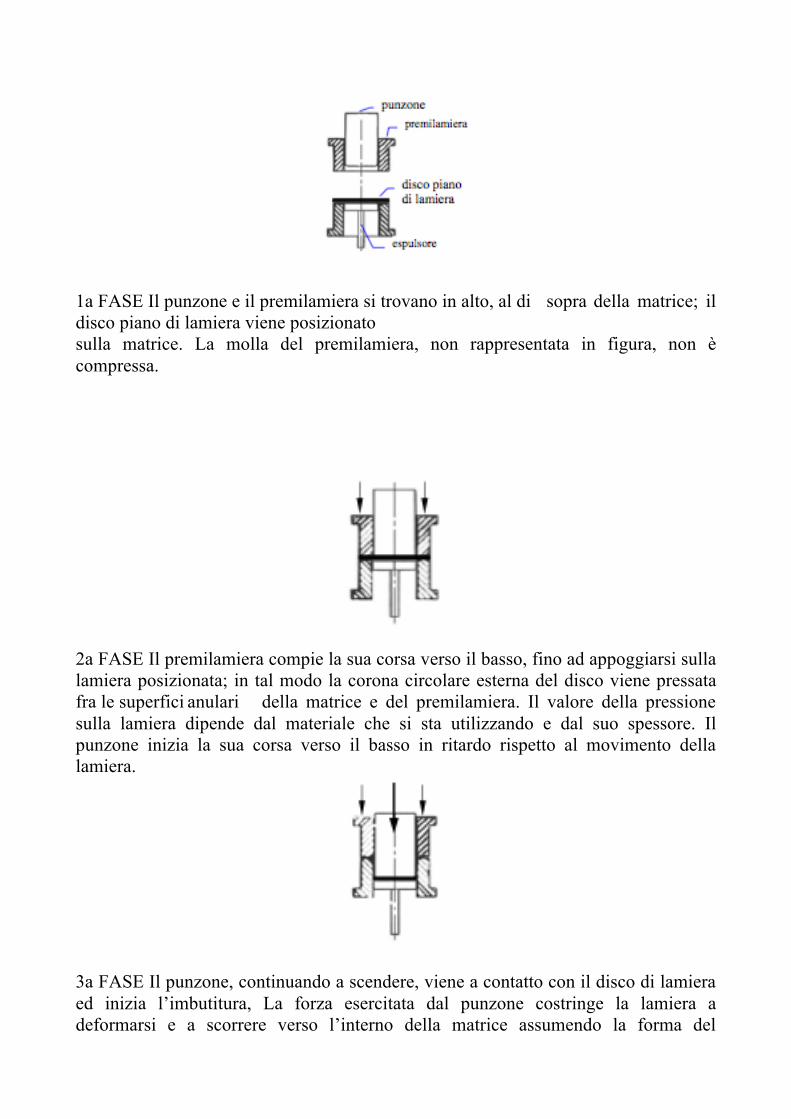
1a FASE Il punzone e il premilamiera si trovano in alto, al di sopra della matrice; il disco piano di lamiera viene posizionato sulla matrice. La molla del premilamiera, non rappresentata in figura, non è compressa.
2a FASE Il premilamiera compie la sua corsa verso il basso, fino ad appoggiarsi sulla lamiera posizionata; in tal modo la corona circolare esterna del disco viene pressata fra le superfici anulari della matrice e del premilamiera. Il valore della pressione sulla lamiera dipende dal materiale che si sta utilizzando e dal suo spessore. Il punzone inizia la sua corsa verso il basso in ritardo rispetto al movimento della lamiera.
3a FASE Il punzone, continuando a scendere, viene a contatto con il disco di lamiera ed inizia l’imbutitura, La forza esercitata dal punzone costringe la lamiera a deformarsi e a scorrere verso l’interno della matrice assumendo la forma del
punzone. La forza del premilamiera deve avere un’intensità tale da non impedire lo scorrimento della lamiera (ciò è facilitato attraverso un’opportuna lubrificazione che riduce l’attrito), ma adatta a contrastarne il raggrinzimento conseguente al moto imbutente del punzone.
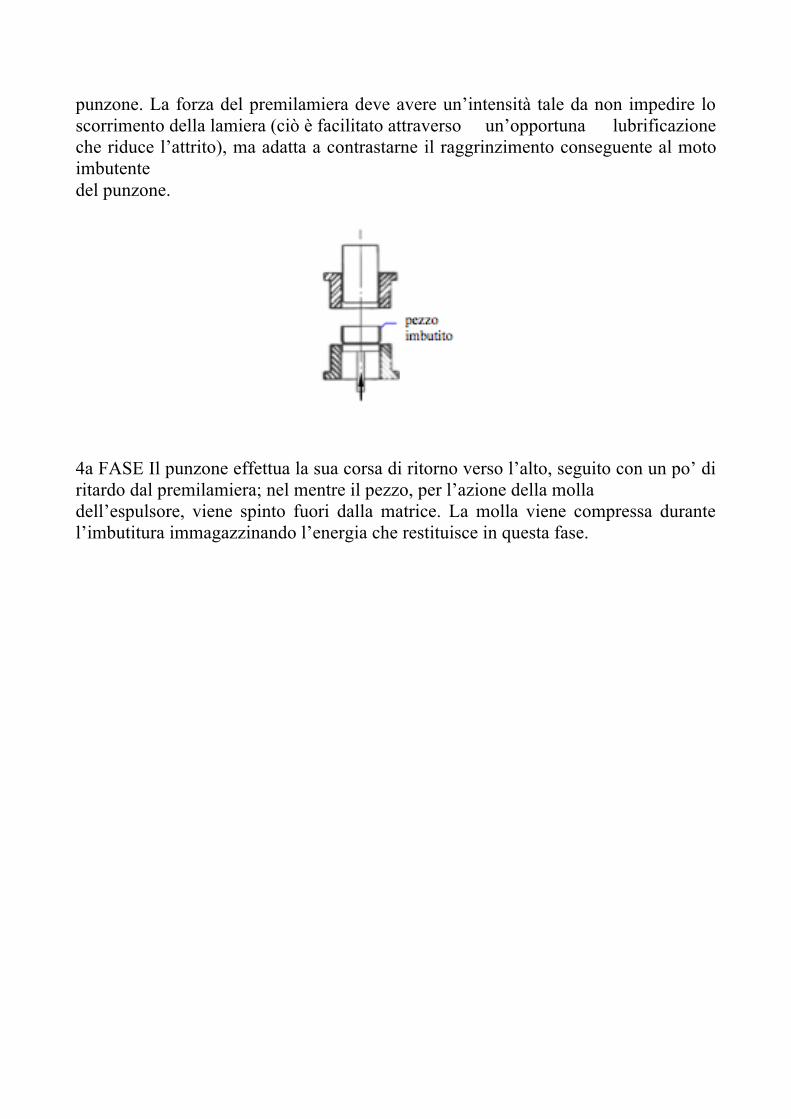
4a FASE Il punzone effettua la sua corsa di ritorno verso l’alto, seguito con un po’ di ritardo dal premilamiera; nel mentre il pezzo, per l’azione della molla dell’espulsore, viene spinto fuori dalla matrice. La molla viene compressa durante l’imbutitura immagazzinando l’energia che restituisce in questa fase.
I MATERIALI SEMILAVORATI
Generalità e classificazione
Nell’iniziare lo studio di fabbricazione di un elemento uno dei primi quesiti che dobbiamo porci è a quale stato di fornitura commerciale del materiale è più opportuno ricorrere. Questo stato viene comunemente individuato come il semilavorato ed è opportuno avere una panoramica di quanto è reperibile commercialmente.
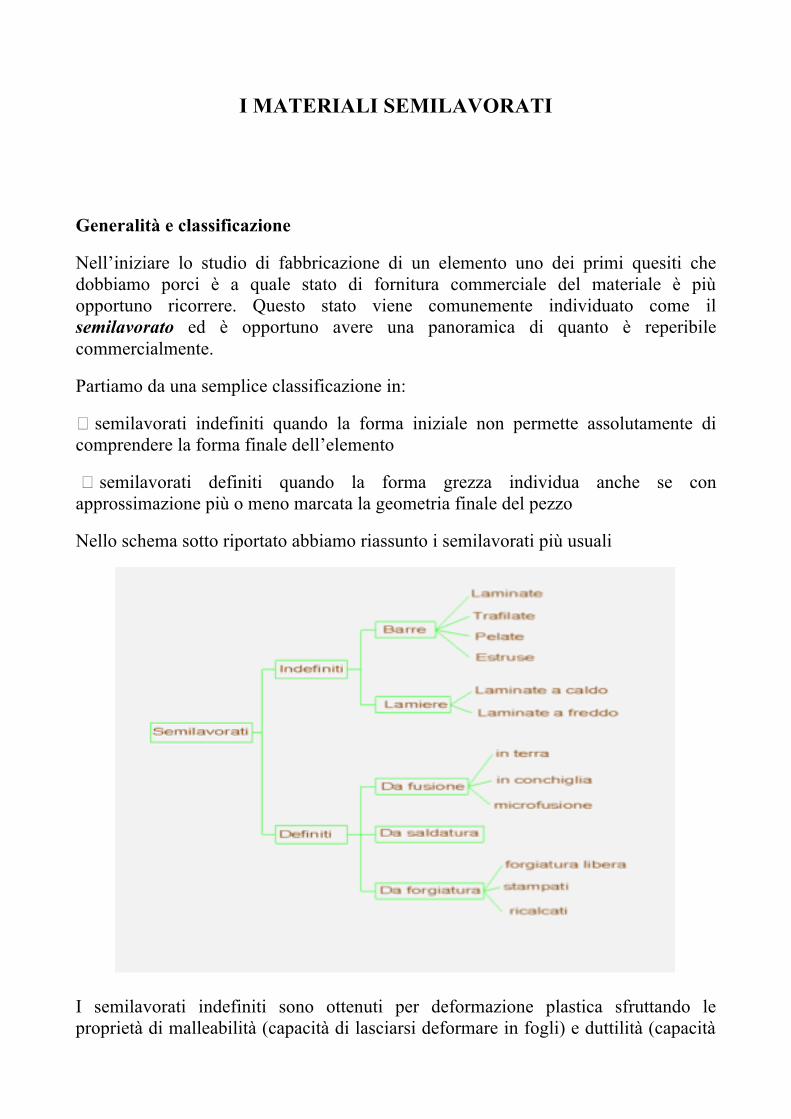
Partiamo da una semplice classificazione in:
� semilavorati indefiniti quando la forma iniziale non permette assolutamente di comprendere la forma finale dell’elemento
� semilavorati definiti quando la forma grezza individua anche se con approssimazione più o meno marcata la geometria finale del pezzo
Nello schema sotto riportato abbiamo riassunto i semilavorati più usuali
I semilavorati indefiniti sono ottenuti per deformazione plastica sfruttando le proprietà di malleabilità (capacità di lasciarsi deformare in fogli) e duttilità (capacità
di lasciarsi ridurre in fili). Come è noto la deformabilità di un materiale metallico cresce con la temperatura per cui molte lavorazioni plastiche vengono effettuate dopo riscaldamento che non deve in genere superare i 2/3 della temperatura di fusione. Vi sono comunque lavorazioni plastiche eseguite anche a freddo.
La deformazione plastica a caldo degli acciai si esegue a temperature intorno a 1000-1100°, con queste temperature è possibile effettuare spostamenti di materiale più elevati, d’altra parte l’alta temperatura permette una continua ricristallizzazione (riassetto della struttura) del materiale deformato per cui non si verificano fenomeni di incrudimento. Tutto ciò contribuisce a mantenere proprietà meccaniche costanti dopo la lavorazione. C’è da tener conto del ritiro del materiale nella fase di raffreddamento per cui le dimensioni finali sono leggermente inferiori. La precisione dimensionale sia la rugosità superficiale non possono essere elevate.
Nelle deformazioni a freddo si nota invece,per effetto delle distorsioni permanenti del reticolo cristallino sulla superficie, il fenomeno dell’incrudimento che aumenta la durezza e la resistenza ad ulteriori deformazioni. D’altra parte con la lavorazione a freddo si ottengono precisioni dimensionali più elevate e migliori rugosità.
Senza entrare nei dettagli diamo adesso una indicazione dei principali processi tecnologici di lavorazione dei semilavorati:
La laminazione e prodotti di laminazione
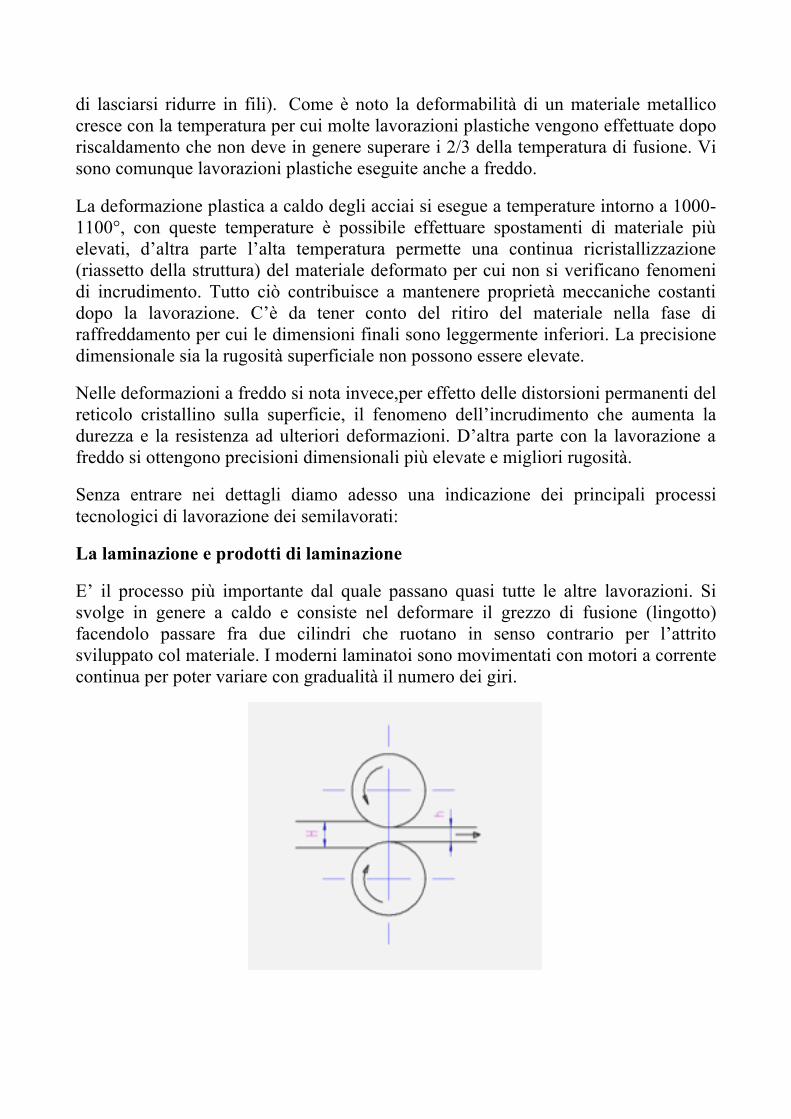
E’ il processo più importante dal quale passano quasi tutte le altre lavorazioni. Si svolge in genere a caldo e consiste nel deformare il grezzo di fusione (lingotto) facendolo passare fra due cilindri che ruotano in senso contrario per l’attrito sviluppato col materiale. I moderni laminatoi sono movimentati con motori a corrente continua per poter variare con gradualità il numero dei giri.
La riduzione dello spessore R = H – h si traduce in allungamento e se non impedito anche in un allargamento mantenendo comunque costante il volume. Per arrivare alla forma finita occorrono più passaggi e quindi occorrono più coppie di cilindri ciascuna comandata da un motore in corrente continua. Le coppie di cilindri sono montate in una incastellatura che prende il nome di gabbia. Diverse gabbie in sequenza costituiscono l’impianto che prende il nome di treno di laminazione.
Ad esempio se vogliamo ottenere un piatto 50x10 partendo da una billetta 120x120 lunga 6 metri, il nastro che otteniamo, essendo il volume costante, avrà lunghezza:
0.050x0.012xL = 0.120x0.120x6 dacui L =144mt
Essendo le barre poste in commercio lunghe 6m occorrerà fare 23 tagli. Questi devono essere fatti con taglierine speciali che si muovono con la stessa velocità della barra per il tempo necessario al taglio. Il materiale caldo viene quindi lasciato raffreddare fino a temperatura di poco superiore alla temperatura ambiente.
Lavorando con cilindri lisci si ottengono le lamiere e i nastri; se gli spessori sono piccoli a questa lavorazione segue il decapaggio che è una pulitura chimica per eliminare il grasso e gli ossidi superficiali, dopodiché si fa una laminazione a freddo che consente di ottenere tolleranze più ristrette sugli spessori e una migliore finitura superficiale. Il mercato richiede anche prodotti piani rivestiti per immersione a caldo in bagno metallico fuso di zinco, di alluminio, di alluminio-zinco ma anche lamiere cosiddette preverniciate in genere dopo zincatura.
Altri prodotti di laminazione sono le vergelle in genere avvolte in matasse il cui diametro non deve essere inferiore a 5 mm, che hanno sezione oltre che tonda, quadrata, esagonale etc. destinate comunque a subire un ulteriore lavorazione.
Prodotti in barre laminate diritte, di diametro comunque maggiore di 8mm, di sezione anche quadrata, esagonale ( chiave > 13mm)etc.
Profilati commerciali aventi sezione a I (IPE) , H (HEA,HEB,HEM), U ma anche L, T, Z, etc.
Profilati in barre formati a freddo partendo da laminati a caldo viene modificato leggermente lo spessore (ad esempio con la trafilatura)
Tubi: con questo nome si intendono i prodotti cavi in barre la cui sezione non è necessariamente tonda, vengono denominati anche tubolari quando la sezione è di forma diversa dalla tonda. Possono essere di piccolo o grande spessori, ottenuti dal pieno oppure saldati.
Fabbricazione dei tubi
I tubi si distinguono in due categorie: tubi saldati e tubi non saldati.
1 Tubi saldati
Per la produzione dei tubi saldati si parte da un prodotto piano ottenuto per laminazione a caldo o a freddo, avente lo sviluppo pari alla circonferenza del tubo da ottenere. Il nastro piano viene passato attraverso un treno di laminazione che con vari passaggi lo deforma gradualmente fino ad ottenere la forma chiusa circolare. A questo punto si procede alla saldatura in continuo: a caldo con pressione dei lembi, elettrica per induzione, ad arco sommerso per tubi di grosso diametro .
Tubi senza saldatura
Partendo da un prodotto pieno di forma circolare, si procede mediante un laminatoio a creare una zona centrale forata, ottenendo lo sbozzato, successivamente con un processo di laminazione successivo si realizza il tubo delle dimensioni esterne e interne volute.
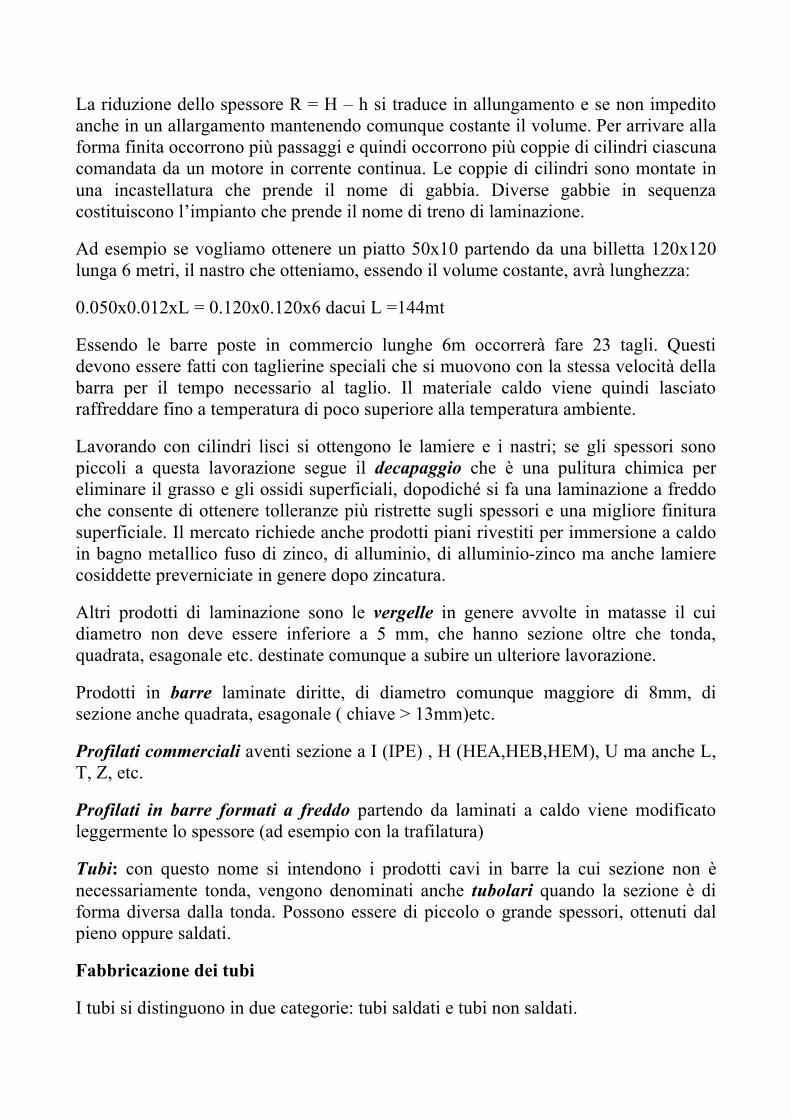
Laminatoio Mannesmann a cilindri obliqui per ottenere lo sbozzato forato.
I cilindri del laminatoio Mannesmann hanno una forma particolare in cui si distinguono la parte conica iniziale in cui avviene la presa del pezzo cilindrico da formare, segue la zona di massima strizione del diametro, dopodiché si ha una allargatura conica nella quale agisce la spina che facilita la formazione del foro, già iniziata per l’effetto dello strappo che si è generato nella zona centrale del pezzo a causa delle eguali rotazioni dei due cilindri; segue infine una zona di calibratura.
I due cilindri del laminatoio hanno gli assi sghembi con inclinazione di 5-8° e il pezzo li attraversa nella direzione dei loro assi, spinto e trascinato fra di essi dalla uguale rotazione dei due cilindri. L’effetto di rotazione associato alla compressione e allo scorrimento provoca nella zona centrale una lacerazione che viene regolarizzata dall’azione della spina centrale.
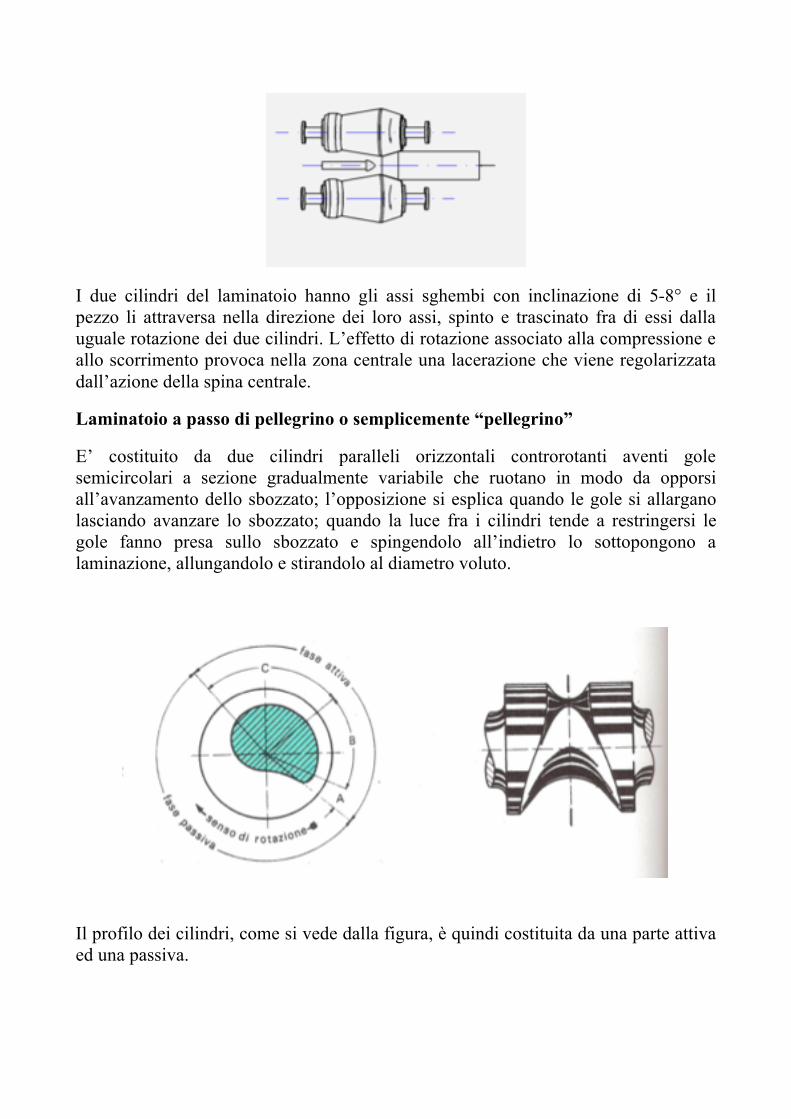
Laminatoio a passo di pellegrino o semplicemente “pellegrino”
E’ costituito da due cilindri paralleli orizzontali controrotanti aventi gole semicircolari a sezione gradualmente variabile che ruotano in modo da opporsi all’avanzamento dello sbozzato; l’opposizione si esplica quando le gole si allargano lasciando avanzare lo sbozzato; quando la luce fra i cilindri tende a restringersi le gole fanno presa sullo sbozzato e spingendolo all’indietro lo sottopongono a laminazione, allungandolo e stirandolo al diametro voluto.
Il profilo dei cilindri, come si vede dalla figura, è quindi costituita da una parte attiva ed una passiva.

Il forato sbozzato è riscaldato a circa 1300°; viene montato su una spina di calibratura interna e tramite un sistema oleodinamico di avanzamento, sincronizzato con la rotazione dei cilindri, viene spinto in modo che la traslazione termini in corrispondenza della zona “A” del cilindro.
A questo punto seguono la compressione sulla spina e la stiratura (zona “B” dei cilindri) e la calibratura dei diametri (zona “C” dei cilindri). Nella prima parte della fase passiva lo sbozzato e la spina vengono risospinti verso destra da un dispositivo idraulico o meccanico di una quantità doppia dell’avanzamento verso sinistra da cui il nome “passo di pellegrino”.
La fabbricazione dei fili per trafilatura
La trafilatura è un processo attraverso il quale si ottiene la riduzione della sezione e l’allungamento a freddo di un filo, obbligato a passare attraverso una matrice a forma tronco- conica sotto l’azione di una forza di trazione. I prodotti sono caratterizzati da una bassa rugosità superficiale, una buona precisione dimensionale e un forte incrudimento superficiale.
La lavorazione prende inizio da una vergella di sezione tonda (diametro inferiore a 5mm) ricotta e decappata (il decapaggio è una pulitura chimica per togliere gli ossidi superficiali e la “calamina” scaglie di laminazione), la cui sezione viene ridotta con successivi passaggi attraverso la filiera. Il numero delle filiere dipende dal rapporto di trafilatura ( diametro iniziale/ diametro finale). La filiera è caratterizzata dal profilo del foro e dal materiale.
Il profilo del foro presenta quattro zone: il cono d’entrata, il cono di lavoro, la zona di calibrazione e il cono d’uscita. Il materiale delle filiere dipende dal materiale da trafilare ma comunque deve possedere durezza, resistenza all’usura, resistenza a caldo e all’abrasione. Tra i materiali più impiegati
l’acciaio temprato ( es. X200Cr12), il carburo di tungsteno sinterizzato, i materiali ceramici e il diamante.
Oltre ai fili si possono trafilare i tubi. L’operazione consiste nella riduzione (normalmente a freddo) della sezione del tubo laminato. Il sistema tradizionale consiste nella trafilatura in una filiera nel cui foro cilindrico è collocato un mandrino che definisce il diametro interno di un tubo.
Lavorazioni plastiche a caldo dei semilavorati
Forgiatura
Con questo procedimento che prende anche il nome di forgiatura, si comprendono le lavorazioni plastiche mediante le quali, partendo da un massello di forma indefinita e volume prossimo a quello del prodotto a termine lavorazione, si ottengono semilavorati definiti.
I metalli e le loro leghe prima della fusione hanno uno stato pastoso compreso in un intervallo di temperatura piuttosto ampio nel quale possono subire massima deformabilità con notevoli spostamenti di materia senza subire rotture o provocare difetti. La temperatura ideale di stampaggio è circa 2/3 della temperatura di fusione.
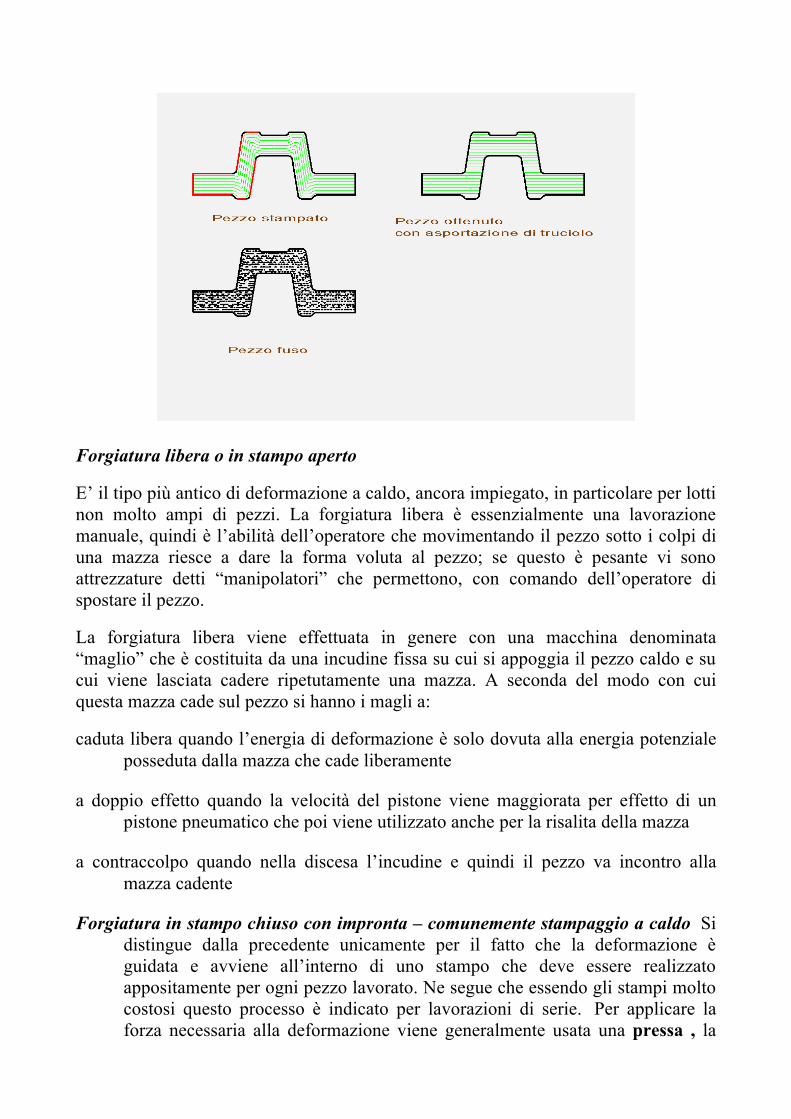
I pezzi semilavorati ottenuti con la forgiatura presentano alcuni vantaggi come risparmio di materiale rispetto agli indefiniti; risparmio di lavorazioni con asportazione di truciolo; inoltre hanno migliori caratteristiche meccaniche in quanto le fibre del materiale vengono stirate, si spostano, si deformano, ma non vengono mai tagliate e quindi i pezzi così ottenuti sopportano maggiori sollecitazioni meccaniche.
Forgiatura libera o in stampo aperto
E’ il tipo più antico di deformazione a caldo, ancora impiegato, in particolare per lotti non molto ampi di pezzi. La forgiatura libera è essenzialmente una lavorazione manuale, quindi è l’abilità dell’operatore che movimentando il pezzo sotto i colpi di una mazza riesce a dare la forma voluta al pezzo; se questo è pesante vi sono attrezzature detti “manipolatori” che permettono, con comando dell’operatore di spostare il pezzo.
La forgiatura libera viene effettuata in genere con una macchina denominata “maglio” che è costituita da una incudine fissa su cui si appoggia il pezzo caldo e su cui viene lasciata cadere ripetutamente una mazza. A seconda del modo con cui questa mazza cade sul pezzo si hanno i magli a:
caduta libera quando l’energia di deformazione è solo dovuta alla energia potenziale posseduta dalla mazza che cade liberamente
a doppio effetto quando la velocità del pistone viene maggiorata per effetto di un pistone pneumatico che poi viene utilizzato anche per la risalita della mazza
a contraccolpo quando nella discesa l’incudine e quindi il pezzo va incontro alla mazza cadente
Forgiatura in stampo chiuso con impronta – comunemente stampaggio a caldo Si distingue dalla precedente unicamente per il fatto che la deformazione è guidata e avviene all’interno di uno stampo che deve essere realizzato appositamente per ogni pezzo lavorato. Ne segue che essendo gli stampi molto costosi questo processo è indicato per lavorazioni di serie. Per applicare la forza necessaria alla deformazione viene generalmente usata una pressa , la
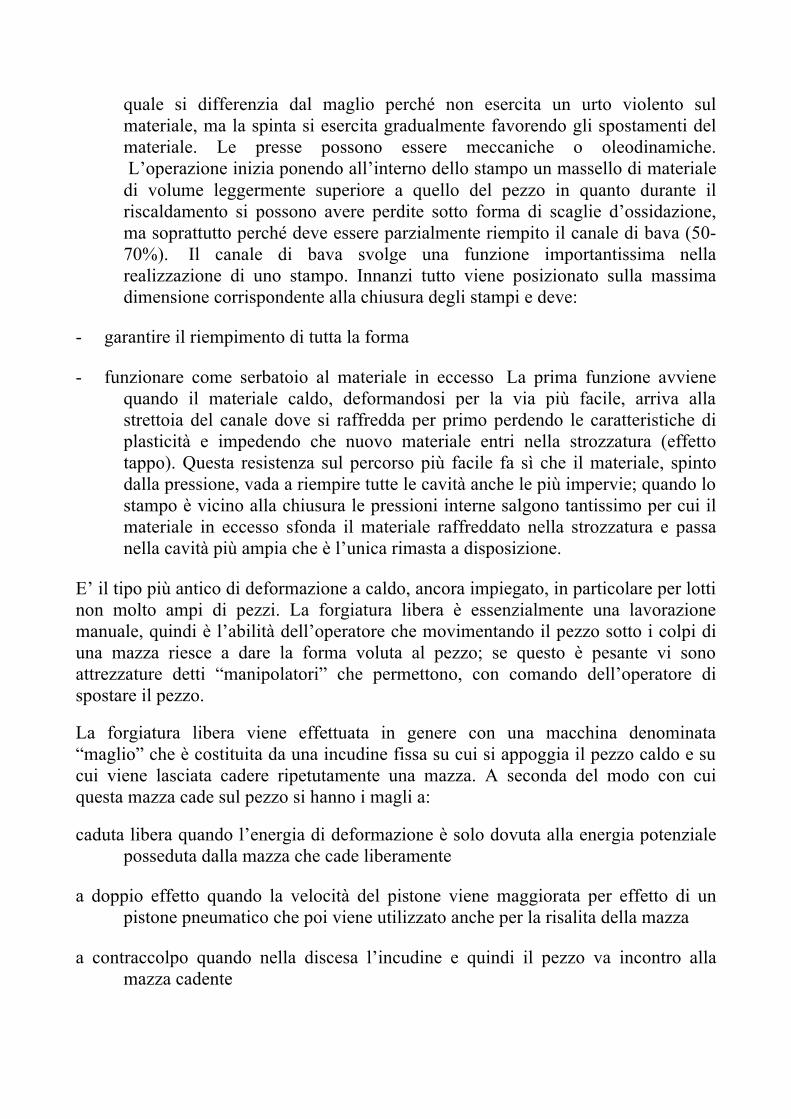
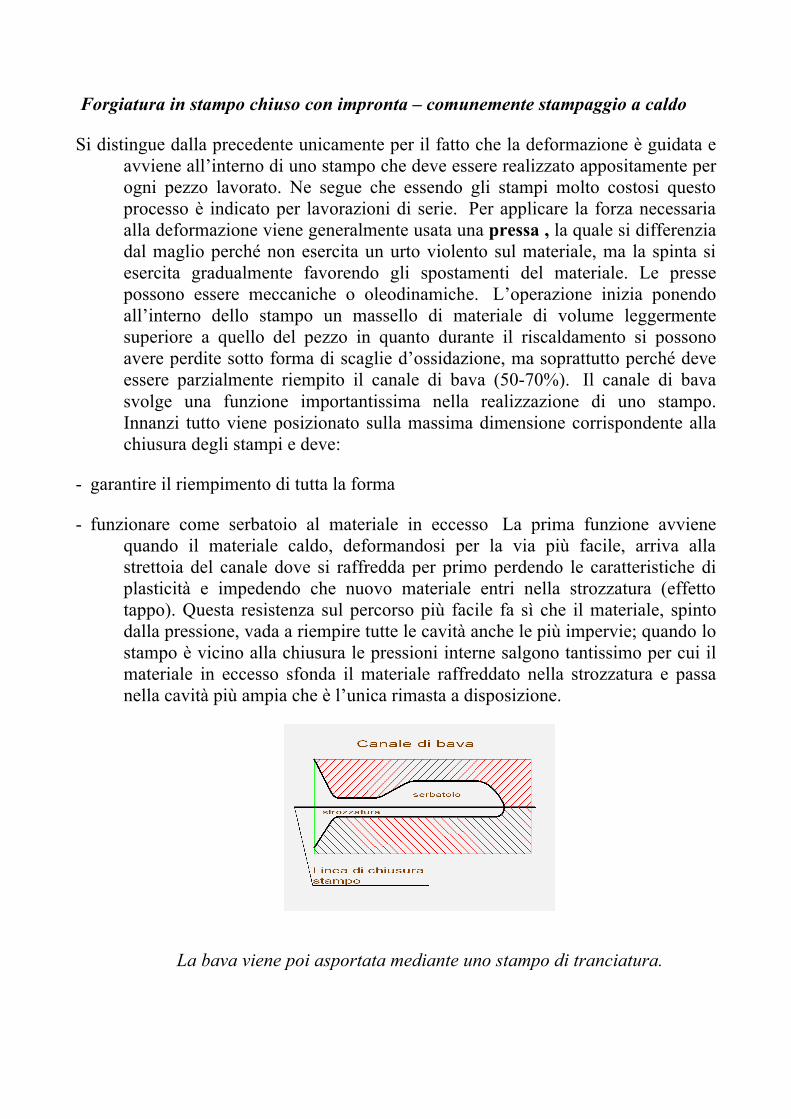
quale si differenzia dal maglio perché non esercita un urto violento sul materiale, ma la spinta si esercita gradualmente favorendo gli spostamenti del materiale. Le presse possono essere meccaniche o oleodinamiche. L’operazione inizia ponendo all’interno dello stampo un massello di materiale di volume leggermente superiore a quello del pezzo in quanto durante il riscaldamento si possono avere perdite sotto forma di scaglie d’ossidazione, ma soprattutto perché deve essere parzialmente riempito il canale di bava (50-70%). Il canale di bava svolge una funzione importantissima nella realizzazione di uno stampo. Innanzi tutto viene posizionato sulla massima dimensione corrispondente alla chiusura degli stampi e deve:
- garantire il riempimento di tutta la forma
- funzionare come serbatoio al materiale in eccesso La prima funzione avviene quando il materiale caldo, deformandosi per la via più facile, arriva alla strettoia del canale dove si raffredda per primo perdendo le caratteristiche di plasticità e impedendo che nuovo materiale entri nella strozzatura (effetto tappo). Questa resistenza sul percorso più facile fa sì che il materiale, spinto dalla pressione, vada a riempire tutte le cavità anche le più impervie; quando lo stampo è vicino alla chiusura le pressioni interne salgono tantissimo per cui il materiale in eccesso sfonda il materiale raffreddato nella strozzatura e passa nella cavità più ampia che è l’unica rimasta a disposizione.
E’ il tipo più antico di deformazione a caldo, ancora impiegato, in particolare per lotti non molto ampi di pezzi. La forgiatura libera è essenzialmente una lavorazione manuale, quindi è l’abilità dell’operatore che movimentando il pezzo sotto i colpi di una mazza riesce a dare la forma voluta al pezzo; se questo è pesante vi sono attrezzature detti “manipolatori” che permettono, con comando dell’operatore di spostare il pezzo.
La forgiatura libera viene effettuata in genere con una macchina denominata “maglio” che è costituita da una incudine fissa su cui si appoggia il pezzo caldo e su cui viene lasciata cadere ripetutamente una mazza. A seconda del modo con cui questa mazza cade sul pezzo si hanno i magli a:
caduta libera quando l’energia di deformazione è solo dovuta alla energia potenziale posseduta dalla mazza che cade liberamente
a doppio effetto quando la velocità del pistone viene maggiorata per effetto di un pistone pneumatico che poi viene utilizzato anche per la risalita della mazza
a contraccolpo quando nella discesa l’incudine e quindi il pezzo va incontro alla mazza cadente
Forgiatura in stampo chiuso con impronta – comunemente stampaggio a caldo
Si distingue dalla precedente unicamente per il fatto che la deformazione è guidata e avviene all’interno di uno stampo che deve essere realizzato appositamente per ogni pezzo lavorato. Ne segue che essendo gli stampi molto costosi questo processo è indicato per lavorazioni di serie. Per applicare la forza necessaria alla deformazione viene generalmente usata una pressa , la quale si differenzia dal maglio perché non esercita un urto violento sul materiale, ma la spinta si esercita gradualmente favorendo gli spostamenti del materiale. Le presse possono essere meccaniche o oleodinamiche. L’operazione inizia ponendo all’interno dello stampo un massello di materiale di volume leggermente superiore a quello del pezzo in quanto durante il riscaldamento si possono avere perdite sotto forma di scaglie d’ossidazione, ma soprattutto perché deve essere parzialmente riempito il canale di bava (50-70%). Il canale di bava svolge una funzione importantissima nella realizzazione di uno stampo. Innanzi tutto viene posizionato sulla massima dimensione corrispondente alla chiusura degli stampi e deve:
- garantire il riempimento di tutta la forma
- funzionare come serbatoio al materiale in eccesso La prima funzione avviene quando il materiale caldo, deformandosi per la via più facile, arriva alla strettoia del canale dove si raffredda per primo perdendo le caratteristiche di plasticità e impedendo che nuovo materiale entri nella strozzatura (effetto tappo). Questa resistenza sul percorso più facile fa sì che il materiale, spinto dalla pressione, vada a riempire tutte le cavità anche le più impervie; quando lo stampo è vicino alla chiusura le pressioni interne salgono tantissimo per cui il materiale in eccesso sfonda il materiale raffreddato nella strozzatura e passa nella cavità più ampia che è l’unica rimasta a disposizione.
La bava viene poi asportata mediante uno stampo di tranciatura.
Stampi
Gli stampi sono soggetti a sollecitazioni piuttosto forti, devono sopportare bene le alte temperature e devono avere una notevole resistenza all’usura provocata dallo scorrimento del materiale. I materiali per costruire gli stampi sono acciai da bonifica (C=0.35-055%) legati al Cromo– Molibdeno–Vanadio o al Nichel–Cromo–Molibdeno-Vanadio. Gli stampi più recenti hanno l’impronta rivestita (metodo PVD-phisical vapour deposition) 4µm di TiN (nitruro di titanio) che contribuisce al miglioramento della resistenza all’usura.
Le lavorazioni, in special modo l’impronta, sono assai complesse per cui vengono lavorati usando la tecnologia CAM. Gli stampi devono avere adeguati sformi (5-10°) per consentir l’uscita del pezzo appena raffreddato.
Eventuali forature nel pezzo da stampare vengono previste cieche, con lo stesso stampo del tranciabave si provvederà ad aprirle.
STAMPO CHIUSO
TRATTAMENTI TERMICI
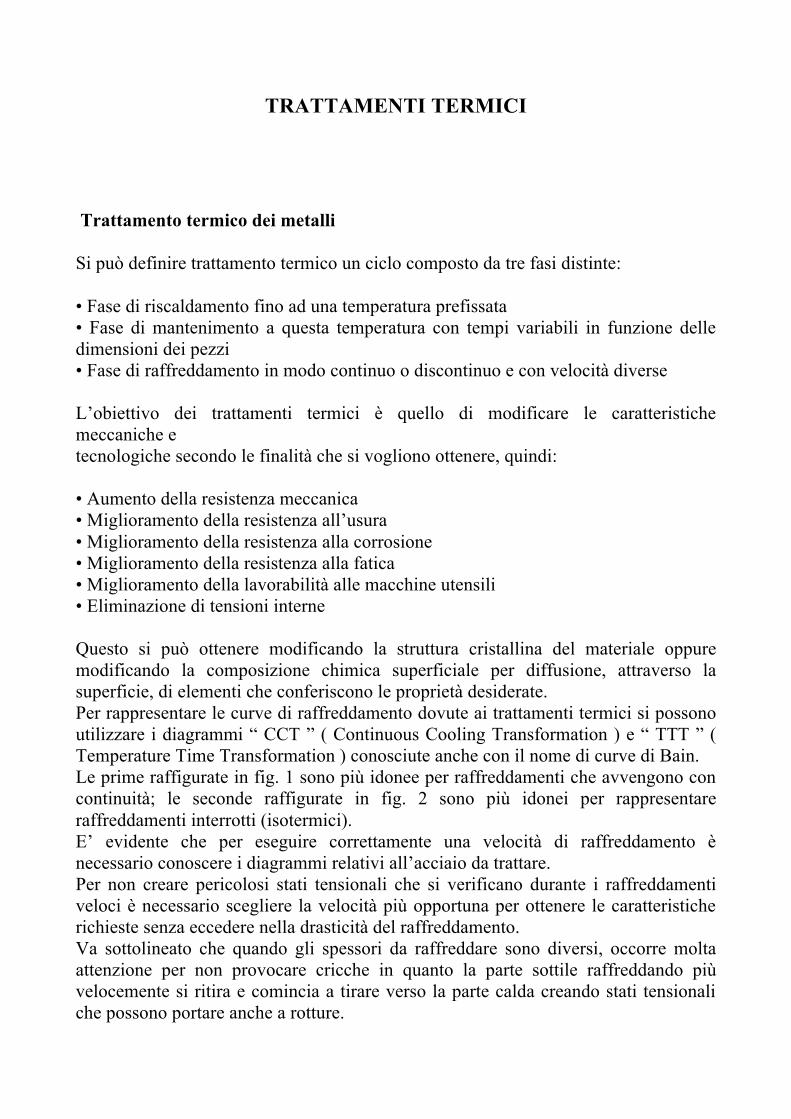
Trattamento termico dei metalli Si può definire trattamento termico un ciclo composto da tre fasi distinte: • Fase di riscaldamento fino ad una temperatura prefissata • Fase di mantenimento a questa temperatura con tempi variabili in funzione delle dimensioni dei pezzi • Fase di raffreddamento in modo continuo o discontinuo e con velocità diverse L’obiettivo dei trattamenti termici è quello di modificare le caratteristiche meccaniche e tecnologiche secondo le finalità che si vogliono ottenere, quindi: • Aumento della resistenza meccanica • Miglioramento della resistenza all’usura • Miglioramento della resistenza alla corrosione • Miglioramento della resistenza alla fatica • Miglioramento della lavorabilità alle macchine utensili • Eliminazione di tensioni interne Questo si può ottenere modificando la struttura cristallina del materiale oppure modificando la composizione chimica superficiale per diffusione, attraverso la superficie, di elementi che conferiscono le proprietà desiderate. Per rappresentare le curve di raffreddamento dovute ai trattamenti termici si possono utilizzare i diagrammi “ CCT ” ( Continuous Cooling Transformation ) e “ TTT ” ( Temperature Time Transformation ) conosciute anche con il nome di curve di Bain. Le prime raffigurate in fig. 1 sono più idonee per raffreddamenti che avvengono con continuità; le seconde raffigurate in fig. 2 sono più idonei per rappresentare raffreddamenti interrotti (isotermici). E’ evidente che per eseguire correttamente una velocità di raffreddamento è necessario conoscere i diagrammi relativi all’acciaio da trattare. Per non creare pericolosi stati tensionali che si verificano durante i raffreddamenti veloci è necessario scegliere la velocità più opportuna per ottenere le caratteristiche richieste senza eccedere nella drasticità del raffreddamento. Va sottolineato che quando gli spessori da raffreddare sono diversi, occorre molta attenzione per non provocare cricche in quanto la parte sottile raffreddando più velocemente si ritira e comincia a tirare verso la parte calda creando stati tensionali che possono portare anche a rotture.
Forni I forni più usati per i trattamenti termici sono elettrici: • A muffola (cassette particolari) nelle quali vengono disposti i pezzi per evitare il contatto con l’ossigeno dell’aria che provoca pericolose ossidazioni • Ad atmosfera controllata quando il riscaldamento avviene entro atmosfere speciali di gas che non contengono ossigeno • Sotto vuoto oggi molto usati nei quali all’interno è ricavato il vuoto • A bagni di sali fusi nei quali sono immersi i pezzi , ottenendo il duplice scopo di impedire l’ossidazione ma anche di bloccare la temperatura ad un valore prefissato eseguendo quindi i trattamenti isotermici. Si usano nitrati per temperature comprese fra 150 e 550°C e cloruri per temperature più elevate fino a 750°. Si utilizza il principio fisico che afferma che durante i passaggi di stato la temperatura si mantiene costante. RICOTTURA Lo scopo della ricottura è ottenere un addolcimento del materiale, per renderlo più
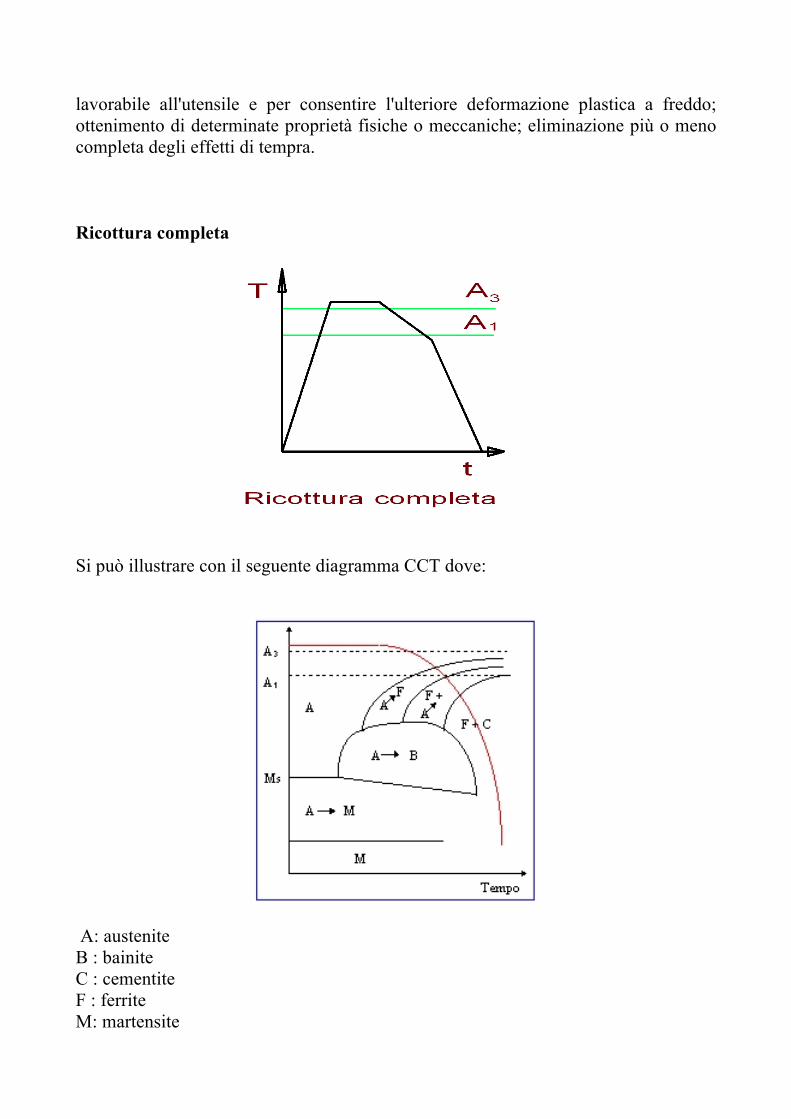
lavorabile all'utensile e per consentire l'ulteriore deformazione plastica a freddo; ottenimento di determinate proprietà fisiche o meccaniche; eliminazione più o meno completa degli effetti di tempra. Ricottura completa
Si può illustrare con il seguente diagramma CCT dove:
A: austenite B : bainite C : cementite F : ferrite M: martensite
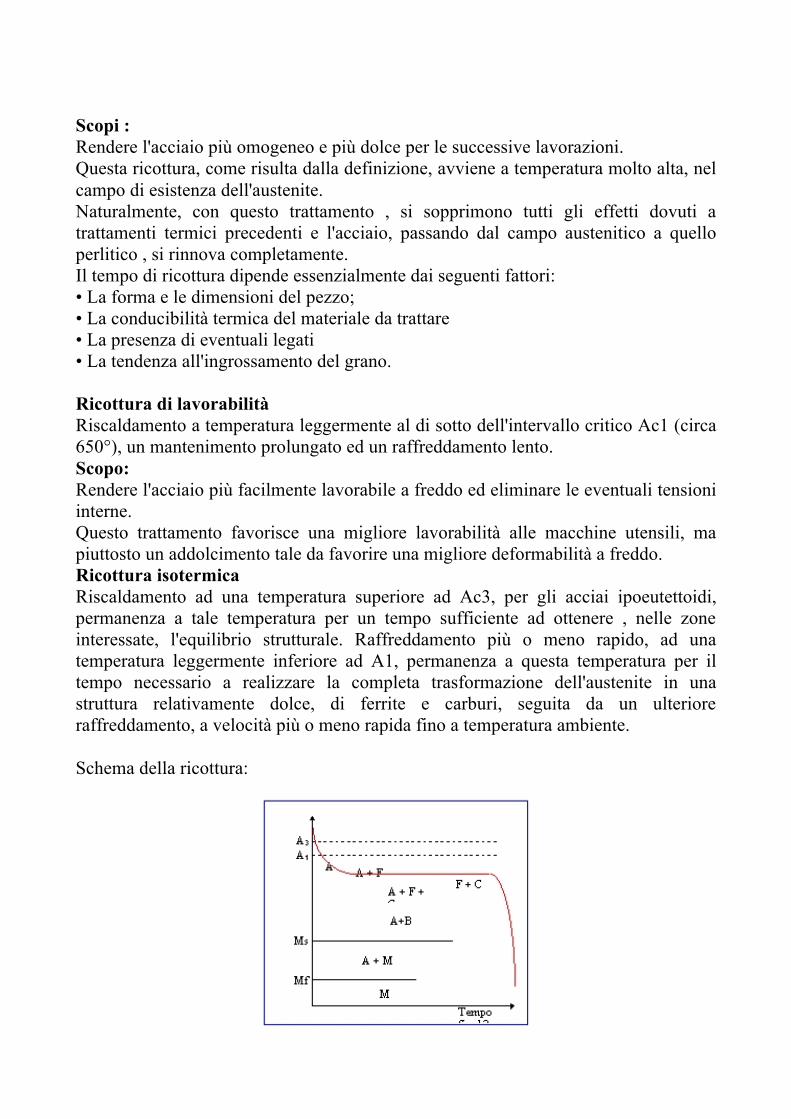
Scopi : Rendere l'acciaio più omogeneo e più dolce per le successive lavorazioni. Questa ricottura, come risulta dalla definizione, avviene a temperatura molto alta, nel campo di esistenza dell'austenite. Naturalmente, con questo trattamento , si sopprimono tutti gli effetti dovuti a trattamenti termici precedenti e l'acciaio, passando dal campo austenitico a quello perlitico , si rinnova completamente. Il tempo di ricottura dipende essenzialmente dai seguenti fattori: • La forma e le dimensioni del pezzo; • La conducibilità termica del materiale da trattare • La presenza di eventuali legati • La tendenza all'ingrossamento del grano. Ricottura di lavorabilità Riscaldamento a temperatura leggermente al di sotto dell'intervallo critico Ac1 (circa 650°), un mantenimento prolungato ed un raffreddamento lento. Scopo: Rendere l'acciaio più facilmente lavorabile a freddo ed eliminare le eventuali tensioni interne. Questo trattamento favorisce una migliore lavorabilità alle macchine utensili, ma piuttosto un addolcimento tale da favorire una migliore deformabilità a freddo. Ricottura isotermica Riscaldamento ad una temperatura superiore ad Ac3, per gli acciai ipoeutettoidi, permanenza a tale temperatura per un tempo sufficiente ad ottenere , nelle zone interessate, l'equilibrio strutturale. Raffreddamento più o meno rapido, ad una temperatura leggermente inferiore ad A1, permanenza a questa temperatura per il tempo necessario a realizzare la completa trasformazione dell'austenite in una struttura relativamente dolce, di ferrite e carburi, seguita da un ulteriore raffreddamento, a velocità più o meno rapida fino a temperatura ambiente. Schema della ricottura:
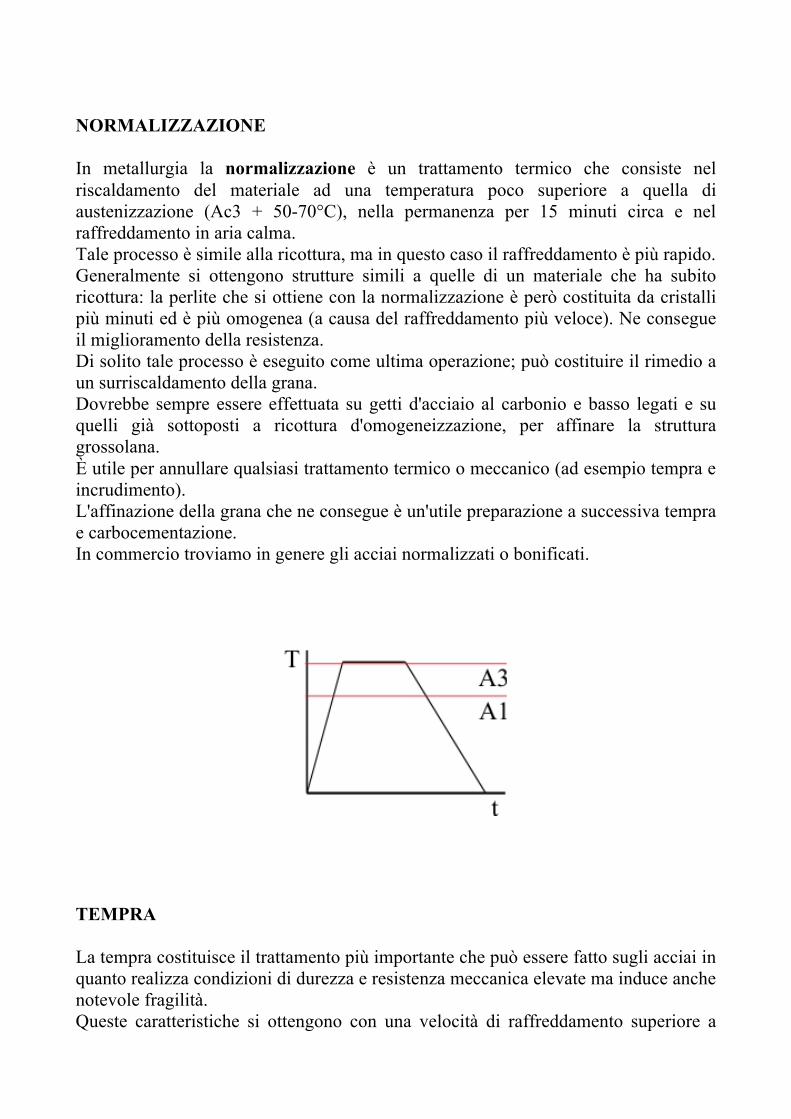
NORMALIZZAZIONE In metallurgia la normalizzazione è un trattamento termico che consiste nel riscaldamento del materiale ad una temperatura poco superiore a quella di austenizzazione (Ac3 + 50-70°C), nella permanenza per 15 minuti circa e nel raffreddamento in aria calma. Tale processo è simile alla ricottura, ma in questo caso il raffreddamento è più rapido. Generalmente si ottengono strutture simili a quelle di un materiale che ha subito ricottura: la perlite che si ottiene con la normalizzazione è però costituita da cristalli più minuti ed è più omogenea (a causa del raffreddamento più veloce). Ne consegue il miglioramento della resistenza. Di solito tale processo è eseguito come ultima operazione; può costituire il rimedio a un surriscaldamento della grana. Dovrebbe sempre essere effettuata su getti d'acciaio al carbonio e basso legati e su quelli già sottoposti a ricottura d'omogeneizzazione, per affinare la struttura grossolana. È utile per annullare qualsiasi trattamento termico o meccanico (ad esempio tempra e incrudimento). L'affinazione della grana che ne consegue è un'utile preparazione a successiva tempra e carbocementazione. In commercio troviamo in genere gli acciai normalizzati o bonificati.
TEMPRA La tempra costituisce il trattamento più importante che può essere fatto sugli acciai in quanto realizza condizioni di durezza e resistenza meccanica elevate ma induce anche notevole fragilità. Queste caratteristiche si ottengono con una velocità di raffreddamento superiore a
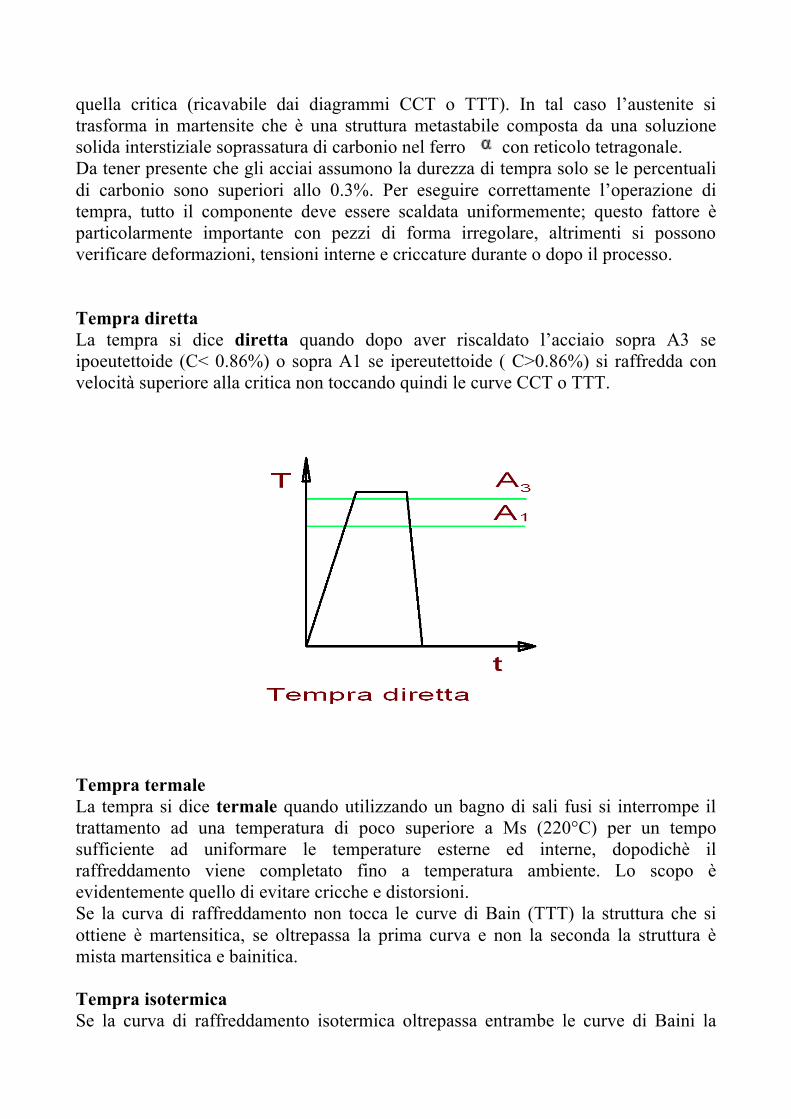
quella critica (ricavabile dai diagrammi CCT o TTT). In tal caso l’austenite si trasforma in martensite che è una struttura metastabile composta da una soluzione solida interstiziale soprassatura di carbonio nel ferro con reticolo tetragonale. Da tener presente che gli acciai assumono la durezza di tempra solo se le percentuali di carbonio sono superiori allo 0.3%. Per eseguire correttamente l’operazione di tempra, tutto il componente deve essere scaldata uniformemente; questo fattore è particolarmente importante con pezzi di forma irregolare, altrimenti si possono verificare deformazioni, tensioni interne e criccature durante o dopo il processo. Tempra diretta La tempra si dice diretta quando dopo aver riscaldato l’acciaio sopra A3 se ipoeutettoide (C< 0.86%) o sopra A1 se ipereutettoide ( C>0.86%) si raffredda con velocità superiore alla critica non toccando quindi le curve CCT o TTT.
Tempra termale La tempra si dice termale quando utilizzando un bagno di sali fusi si interrompe il trattamento ad una temperatura di poco superiore a Ms (220°C) per un tempo sufficiente ad uniformare le temperature esterne ed interne, dopodichè il raffreddamento viene completato fino a temperatura ambiente. Lo scopo è evidentemente quello di evitare cricche e distorsioni. Se la curva di raffreddamento non tocca le curve di Bain (TTT) la struttura che si ottiene è martensitica, se oltrepassa la prima curva e non la seconda la struttura è mista martensitica e bainitica. Tempra isotermica Se la curva di raffreddamento isotermica oltrepassa entrambe le curve di Baini la
struttura che otteniamo è interamente bainitica e in questo caso la tempre si dice isotermica. La struttura bainitica è un aggregato di ferrite aghiforme e cementite abbastanza fine; possiede ottime caratteristiche di durezza e tenacità per cui non sono necessari ulteriori trattamenti termici. Mezzi di raffreddamento I mezzi di raffreddamento più usati sono dal più energico al più blando:
L’acqua salata è il mezzo di raffreddamento più energico in quanto quando si immerge il pezzo caldo in acqua si forma immediatamente una pellicola di vapore intorno al pezzo che rallenta lo scambio termico. I cristalli di sale che vengono a contatto col pezzo rovente esplodono rompendo la pellicola e portando nuova acqua a contatto del pezzo. RINVENIMENTO e BONIFICA Il rinvenimento è un trattamento termico che è seguente alla tempra allo scopo di conseguire strutture più stabili della martensite. Il trattamento di tempra + rinvenimento è detto Bonifica. Non esiste una determinata temperatura di rinvenimento, ma temperature variabili (sempre inferiori comunque ad A1) in funzione delle caratteristiche che vogliamo ottenere. Scopo del rinvenimento Le strutture ottenute con la tempra sono instabili e comportano nel materiale tensioni interne e notevole fragilità; per questo motivo i pezzi semplicemente temprati trovano scarso impiego. Un opportuno riscaldamento toglie le tensioni interne, fissa strutture più stabili, migliora la tenacità, tutto ciò a scapito di una calo della durezza e resistenza meccanica. Un riscaldamento a 150°C elimina solo le tensioni interne senza modificare in modo evidente durezza e resistenza meccanica. Se si vuole aumentare la tenacità occorre riscaldare fino a 300°C ottenendo in genere una struttura troostitica (miscela
finissima di ferrite e cementite). Chi ha molta esperienza riesce a determinare le temperature di rinvenimento dalla colorazione assunta . TRATTAMENTI TERMICI SUPERFICIALI I trattamenti termici superficiali hanno lo scopo di modificare le caratteristiche in superficie degli acciai conferendo essenzialmente una forte durezza superficiale e lasciando il cuore del pezzo con le caratteristiche di tenacità originarie. E’ evidente che con questi trattamenti si realizza una notevole durezza superficiale che determina una notevole resistenza alla usura. I trattamenti più significativi sono la tempra superficiale, la carbocementazione e la nitrurazione. Questi ultimi due vengono anche denominati trattamenti termochimici di diffusione per il modo con cui si realizzano. Tempra superficiale Se si tratta di temprare pochi pezzi si può usare il cannello ossiacetilenico quindi operare un rapido riscaldamento superficiale seguito da un veloce raffreddamento. Questo metodo un po’ artigianale non consente un controllo efficace delle condizioni per cui è stato sostituito, specie per le tempre di serie dalla tempra superficiale ad induzione. Richiami sugli effetti magnetici della corrente: - se avvolgiamo con una bobina un pezzo cilindrico di acciaio e la facciamo attraversare da una corrente continua, all’interno della stessa si crea un campo magnetico costante e il pezzo in esso immerso si magnetizza formando una calamita artificiale. - se facciamo attraversare la bobina da una corrente alternata con alta frequenza (da 5 a 30 KHz), il campo magnetico non è più costante ma varia continuamente alternando le polarità con la frequenza. Questo campo magnetico variabile causa sulla superficie del pezzo (effetto pelle) correnti indotte di notevole intensità che, per effetto Joule, riscaldano la superficie del pezzo alla temperatura di tempra in pochi secondi. La profondità interessata è legata alla frequenza, più questa è bassa maggiore è lo strato ma si riduce la velocità di riscaldamento che è anche funzione della potenza dell’impianto. Nella tempra ad induzione si adotta il principio sopra illustrato per riscaldare velocemente il pezzo dopodiché si procede ad un immediato raffreddamento che può avvenire anche dentro la bobina. Il vantaggio della tempra ad induzione, rispetto alla carbocementazione ed alla nitrurazione è la velocità di esecuzione che lo rende idoneo nelle lavorazioni di serie. La bobina deve essere modellata quanto più possibile al pezzo da trattare in modo da
ridurre le perdite e aumentare la velocità di riscaldamento. Vantaggi della tempra ad induzione: - possibilità di temprare parti esterne ed interne di pezzi complicati - tempra selettiva perché limitata dall’area coperta dalla bobina - alto rendimento: il riscaldamento è localizzato alla parte da temprare - controllo automatico e quindi garanzia della costanza dei risultati - forte velocità di produzione Gli acciai idonei per la tempra superficiale sono quelli in cui la % di Carbonio è compresa fra 0.3-0.5%.
MATERIALI CERAMICI Con il termine “ceramica” si indicano quei prodotti ottenuti a partire da materie prime inorganiche non metalliche, foggiati a freddo e consolidati per azione del calore. Se le principali trasformazioni irreversibili avvengono in cottura dai 450°C, la coesione del manufatto e una sua resistenza meccanica e chimica soddisfacente difficilmente si ottengono se la temperatura di cottura non supera almeno i 700°C. È opinione corrente che i materiali ceramici si ottengano a partire solo da argille. In realtà esistono produzioni antiche e recenti realizzate senza l’utilizzo di materiali argillosi. TERRECOTTE Sono prodotti ceramici ad impasto poroso colorato, privi di rivestimento. Rappresentano il prodotto ceramico più antico e rivestono una grande importanza nel settore delle costruzioni, in quanto con il termine di laterizi si intendono comunemente le terrecotte ad uso architettonico. Comprendono: mattoni e blocchi per strutture verticali e orizzontali e gli elementi di copertura (tegole e coppi), oltre a pezzi speciali ed elementi decorativi. Nel mondo occidentale greco e romano la cottura dei mattoni fu relativamente tarda e per lungo tempo (quasi fino al I secolo d. C.) interessò gli elementi di copertura. TECNOLOGIA DI PRODUZIONE PROCESSO CERAMICO Si è visto come i prodotti ceramici siano vari, ma per quanto riguarda la tecnica di produzione ci sono alcune fasi fondamentali comuni a tutte le produzioni (PREPARAZIONE – IMPASTO – FOGGIATURA – ESSICCAMENTO - COTTURA) e altre, opzionali, (APPLICAZIONE - RIVESTIMENTI – DECORAZIONE - ALTRE COTTURE) che riguardano solo alcune produzioni. Qui si delinea una traccia sintetica del processo ceramico in generale. PREPARAZIONE IMPASTO L’impasto può essere semplice o composto, vale a dire che le materie prime che lo compongono si possono trovare già associate in natura (i. semplice) oppure possono avere diversa provenienza (i. composto). Oltre alle operazioni di scelta e dosaggio delle materie prime, sono in genere necessari trattamenti di depurazione e macinazione, per ottenere un impasto con quelle caratteristiche di composizione e distribuzione granulometrica tali da garantire l’ottenimento di un prodotto esente da difetti. MATERIE PRIME
Gli impasti impiegati nel corso dei secoli, fino ad oggi, per la realizzazione dei laterizi non mostrano composizioni sostanzialmente diverse. Si è in genere fatto ricorso ad argille marnose, fusibili a temperatura relativamente bassa (1050°-1200°C), al di sotto della quale danno un corpo poroso. La parte argillosa propriamente detta, che può variare dal 15 al 45 % in peso dell’impasto, è costituita da svariati minerali argillosi fra cui prevale in genere l’illite. La sua composizione influenza principalmente il grado di plasticità e il comportamento in essiccamento. Altri componenti sono: quarzo, carbonati di calcio e magnesio, ossidi di ferro e, come impurezze, feldspati, miche, piriti, sostanze organiche. Il quarzo (15-30%), presente come sabbia silicea, agisce esclusivamente da sgrassante, cioè riduce la plasticità dell’impasto. Non è invece coinvolto nella reazione di cottura, vista la bassa temperatura raggiunta. I carbonati di calcio e magnesio (5-25%) in cottura si dissociano nei rispettivi ossidi e anidride carbonica. Gli ossidi di calcio e magnesio, reagendo con la silice e l’allumina provenienti dalla decomposizione dei minerali argillosi, danno origine a composti cristallini di neoformazione, responsabili della coesione del prodotto finito. I carbonati devono essere presenti in granulometria fine e ben distribuiti nella massa. Diversamente, se sono in forma grossolana (calcinelli), il granulo di ossido di calcio che si forma dalla decomposizione del carbonato, non reagisce in cottura e successivamente può idratarsi, rigonfiando, e provocando così delle tensioni all’interno del manufatto con conseguente rottura. Gli ossidi di ferro, spesso presenti in forma idrata, possono raggiungere un tenore del 10%. Nel prodotto finito possono trovarsi combinati, in soluzione solida, con allumina, silice e ossido di calcio, dando origine a composti diversi secondo le condizioni di cottura (temperatura massima, durata, atmosfera), della composizione dell’impasto e della granulometria dei componenti. DEGRADO Circa il termine di degrado per queste categorie, la definizione espressa separa questo termine da quello di “alterazione”: “per alterazione si intende una modificazione del materiale che non implica necessariamente un peggioramento delle sue caratteristiche sotto il profilo conservativo, mentre il termine degradazione implica sempre un peggioramento”. Molte sono le analogie di comportamento dei materiali ceramici con i materiali lapidei naturali, al punto che spesso alcune delle tecniche conservative applicate per i naturali sono traslate in modo diretto nella conservazione dei cotti. L’esistenza di dette analogie, o similitudini, può, a volte, portare a banalizzare la complessità del materiale cotto sia per quanto riguarda l’apporto fornito dalla composizione dei materiali di partenza, sia per ciò che dipende dall’intervento costruttivo umano e dalle variabili esistenti nella fase di produzione. A questo si deve aggiungere la considerazione del fatto che in un complesso architettonico il mattone non potrà mai essere considerato in modo separato da quelli
che sono i comportamenti dei materiali con i quali esso viene a contatto, cioè: malte di allettamento, intonaci, legni, ecc. Le tipologie di degrado più comuni sul materiale cotto sono riportate nella lista sottostante: • Alveolizzazione, questo fenomeno, legato generalmente all’azione dell’erosione del vento, non può legarsi da quello della polverizzazione in quanto il vento accelera l’evaporazione dell’acqua presente nei primi strati del materiale. • Bolle, generalmente dovute alla presenza di formazione di sali in subefflorescenza, differisce dalla scagliatura grazie alle differenti caratteristiche interne dovute ai materiali originari e alla preparazione nella fase dell’impasto. • Efflorescenza, è la manifestazione superficiale di fenomeni di migrazione salina • Erosione, descrive l’impoverimento della pasta del corpo superficiale e con la messa in evidenza dei grani di smagrante e di silice presenti. • Fratturazione o fessurazione, fenomeni di degrado tipici dei materiali sottoposti a carichi, possono, per i ceramici, essere dovuti anche a difetti interni del materiale legati alla manifattura o allo stress dovuto alla cottura. • Polverizzazione, anche questo fenomeno viene attribuito all’effetto dei sali solubili ed è legato, a differenza del precedente, a fenomeni di cristallizzazione che avvengono sulla superficie; un grande contributo alla formazione di questo tipo di degrado è da imputare alla presenza di umidità e alla sua ripetuta migrazione e evaporazione sulla superficie. • Scagliatura, è attribuita dalla letteratura alla presenza di sali, i quali separerebbero in modo privilegiato le parti stratificatesi durante la fase di manifattura dell’argilla.
LA METALLURGIA DELLE POLVERI
La metallurgia delle polveri è competitiva rispetto alle tecnologie alternative in termini di costi e/o prestazioni.
• I componenti sinterizzati si possono produrre in grandissima serie con forme anche molto complesse (parti polifunzionali, con riduzione del numero dei componenti da assemblare), con ottimo grado di finitura superficiale e con tolleranze dimensionali tali da non richiedere ulteriori lavorazioni: componenti pronti per il montaggio.
• Il grado di utilizzazione delle materie prime (le polveri) è elevatissimo, a differenza di altre tecnologie che, avendo molto più sfrido, obbligano ad un riciclo degli scarti: conservazione dei materiali e dell’energia.
• L’entità del valore aggiunto è relativamente poco sensibile alle complicazioni di forma delle parti, in quanto si ha un impatto modesto sui costi di trasformazione: i sinterizzati sono vantaggiosi specie nel caso di forme complesse.
Qualsiasi altro metodo di produzione è tecnicamente inadeguato o non praticabile in casi quali:
• filtri metallici e componenti autolubrificanti (boccole, parti strutturali come camme, giunti, snodi), che possono essere prodotti con una porosità controllata solo per questa via;
• formulazioni metallurgiche aventi metalli o composti tra loro incompatibili nel processo di fusione, come utensili in metallo duro, contatti elettrici e spazzole per motori, pattini per freni e frizioni, mole diamantate;
• elaborazione di metalli refrattari, come tungsteno e molibdeno. Tecnologie di formatura nella metallurgia delle polveri Se la metallurgia delle polveri ha rappresentato la scelta vincente tra le possibilità offerte dalle varie tecnologie di formatura atte a produrre un dato componente, ciò vuol significare che si sono soddisfatte non solo le specifiche economiche e tecniche ma anche il livello di qualità richiesto dall'applicazione. I processi di una certa rilevanza per la componentistica meccanica sono: Stampaggio polveri ad iniezione: componenti di forma estremamente complessa e di piccole dimensioni; Forgiatura di sbozzati sinterizzati: bielle per motori di autoveicoli, anelli sincronizzatori;
Pressatura isostatica a caldo: dischi ed alberi per turbine in superleghe, parti di grandi dimensioni; Pressatura isostatica a freddo: utensili quali frese, maschi, creatori, camicie per cilindri, parti di grandi dimensioni; Pressatura polveri in stampi rigidi: è di gran lunga il processo più usato (oltre il 90% dei componenti viene prodotto per questa via) e permette di ottenere forme complesse con relativa facilità, in genere senza ulteriori lavorazioni e con costi contenuti. Ciclo di produzione dei componenti sinterizzati Lo schema del ciclo illustra le tre fasi fondamentali: le polveri vengono opportunamente miscelate e poi pressate a freddo in stampi rigidi; col parco presse in dotazione alle nostre aziende si possono produrre componenti il cui peso unitario va dal grammo al chilogrammo, con cadenze produttive che, nel caso di parti di media complessità, vanno di solito dal centinaio al migliaio di pezzi ora. I pezzi così formati sono quindi sinterizzati in forni speciali ad atmosfera controllata ed assumono a questo punto una struttura monolitica grazie alla formazione di legami metallurgici tra i granuli, che si erano compenetrati durante la pressatura, acquistando le proprietà d'impiego. Se è verificato che forma, tolleranze e proprietà fisico meccaniche corrispondono a quanto previsto a disegno, i pezzi sinterizzati sono avviabili direttamente al montaggio, in quanto non sono richieste operazioni di ripresa. Se necessario, i sinterizzati sono assoggettabili senza particolari difficoltà a lavorazioni secondarie per impartire loro determinate proprietà, non ottenibili col ciclo prima descritto. Le lavorazioni generiche sono effettuate nella maggioranza dei casi dallo stesso produttore, ma le può eseguire anche l'utilizzatore, cui verranno consigliati i parametri operativi adatti; le lavorazioni specifiche sono praticate quasi esclusivamente dal sinterizzatore. L'introduzione di lavorazioni secondarie arricchisce le possibilità del ciclo produttivo, però fa crescere il costo dei componenti. Tenendo presente che il più delle volte è indispensabile eseguire lavorazioni analoghe sulle parti prodotte cogli altri processi di formatura, i costi relativi hanno praticamente la stessa incidenza e il sinterizzato mantiene i vantaggi acquisiti col ciclo fondamentale di pressatura e sinterizzazione. Lavorazioni secondarie specifiche La presenza della porosità residua permette l'esecuzione di lavorazioni che risultano peculiari dei sinterizzati; alcune di esse impartiscono caratteristiche innovative rispetto alle tecnologie tradizionali. Nella maggioranza dei casi queste operazioni sono praticate dal fornitore stesso e richiedono cicli appropriati.
Calibratura E' da richiedere nel caso in cui le tolleranze dopo sinterizzazione non soddisfano le prescrizioni a disegno. Il pezzo sinterizzato viene rimesso in uno stampo, specifico per questa operazione (e quindi diverso da quello di pressatura) e, mediante l'azione dei punzoni, sottoposto a deformazione plastica, con lieve riduzione della porosità residua. Con questa operazione si ricuperano eventuali deformazioni originatesi nella fase di sinterizzazione, si correggono profili esterni (p. es. di camme, ingranaggi) e interni (fori sagomati), si impartiscono tolleranze più ristrette e una migliore finitura superficiale. Ossidazione in vapore Il trattamento, limitato ai sinterizzati ferrosi, consiste nel far agire il vapor d'acqua sui pezzi portati ad un opportuna temperatura, con formazione di una pellicola sottile di Fe3O4 in superficie e dentro la porosità interconnessa, eventualmente sigillandola (p. es. nel caso di componenti per compressori frigoriferi). Questa operazione, che induce variazioni dimensionali limitate, dà origine a un incremento assai sensibile di resistenza alla compressione e quindi di durezza (a spese però della tenacità), migliora la resistenza alla corrosione e, se è presente un lubrificante, garantisce una buona resistenza a usura. Ricompressione Dopo sinterizzazione il componente viene di nuovo sottoposto a pressatura a freddo (si riduce sensibilmente la porosità) e sinterizzato nuovamente. Questa operazione permette di ottenere densità relative superiori al 90% (r = 7,2Þ7,5 g/cm3 nel caso degli acciai) con un sensibile incremento di proprietà e può essere richiesto per componenti strutturali dinamicamente molto sollecitati e per nuclei magnetici. Impregnazione con oli Questa operazione satura con oli lubrificanti la porosità interconnessa e si può raccomandare non solo per le boccole ma anche per componenti strutturali tipo camme o ingranaggi (densità relativa 90%) funzionanti in meccanismi soggetti a strisciamento: l'usura viene evitata grazie al fatto che i pori conservano una riserva di olio, che sopperisce ad una eventuale carenza di lubrificazione esterna. Impregnazione con resine Ha lo scopo di rendere impermeabile il componente ed è da prescrivere su parti a contatto con fluidi in pressione o corrosivi. E' anche impiegata come trattamento preparatorio ai rivestimenti superficiali, per migliorare la lavorabilità all'utensile e ancora per conferire un effetto di lubrificazione. Infiltrazione La porosità interconnessa è saturata con leghe a temperatura di fusione non superiore a quella di sinterizzazione del metallo base del componente: i sinterizzati ferrosi si
possono infiltrare con rame, di solito nella fase di sinterizzazione. L'infiltrazione rende impermeabili i pezzi (che possono così essere brasati) e c'è un certo aumento di proprietà meccaniche, ma a spese della precisione dimensionale. Il comportamento nel trattamento termico (p. es. nella cementazione o nella tempra a induzione) diventa simile a quello degli acciai compatti, a causa della sigillatura della porosità superficiale. Lavorazioni secondarie generiche Trattamenti termici Le trasformazioni strutturali dipendono dalla composizione e dall'omogeneità della lega e non dalla porosità: tutti i sinterizzati si possono ricuocere, le leghe di alluminio si possono solubilizzare e poi invecchiare e, nel caso degli acciai e tenendo conto del tenore di carbonio e degli elementi leganti presenti, si possono prescrivere la tempra, la cementazione (carburazione, carbonitrurazione, nitrurazione al plasma, ecc.), la tempra a induzione; segue di solito un rinvenimento, in aria oppure olio. La profondità di indurimento superficiale presenta una dispersione maggiore (p. es. 0,4 mm per = 6,8 g/cm3) se paragonata a quella dei compatti corrispondenti, a parità di condizioni di trattamento. Sia i fornitori che gli utilizzatori possono praticare queste operazioni purchè gli impianti siano adeguati e i cicli di trattamento correttamente formulati: la porosità interconnessa richiede un controllo accurato dell'atmosfera dei forni e i trattamenti in bagno di sale devono essere se possibile evitati, a causa dei residui di sale che rimangono nei pori. E' anche necessario ricordare che gli oli utilizzati negli spegnimenti e nei rinvenimenti hanno uno scarso potere lubrificante e devono essere estratti per sgrassatura e sostituiti da prodotti più efficienti in applicazioni dove l'usura può diventare un problema.
LE PROPRIETA' DEI MATERIALI
La materia è organizzata in diversi livelli: • Livello subatomico Interazioni di elettroni e nuclei entro gli atomi; fornisce le basi per la comprensione del comportamento elettrico, magnetico, termico ed ottico dei materiali. • Livello atomico e molecolare Interazione tra atomi (e/o molecole) che conducono diversi tipi di legame e a diversi stati di aggregazione della materia. • Livello microscopico Disposizione degli atomi e delle molecole nello spazio (cristallinità ed aggregazione amorfa). • Livello macroscopico Proprietà misurabili in laboratorio su un volume di materiale e risultanti la media delle proprietà degli stati microscopici. Legami Il legame ionico si instaura tra ioni di carica opposta. Gli ioni si sistemano nei solidi in modo da preservare l’elettroneutralità complessiva. I solidi ionici sono costituiti da aggregati tridimensionali con un elevato grado di impaccamento anche se non pari a quello dei metalli. Il rapporto tra i raggi ionici (r /R) determina la geometria dell’intorno di ogni ione (numero di coordinazione). Legame covalente Il legame covalente si instaura tra atomi simili quando gli orbitali atomici di entrambi si sovrappongono dando luogo agli orbitali di legame. Il legame covalente si instaura lungo la direzione in cui gli orbitali atomici danno luogo alla massima sovrapposizione. La direzionalità del legame impedisce il libero posizionamento degli atomi nello spazio e limita fortemente l’impaccamento atomico. In genere il legame covalente è altamente energetico e ciò spiega gli alti valori di resistenza dei materiali che li compongono. Legame metallico Il legame metallico si instaura tra gli atomi metallici a causa della elevata mobilità e delocalizzazione degli elettroni di valenza. L’orbitale che descrive il
legame deve essere un orbitale molecolare che abbracci tutti gli atomi. Il legame metallico non è direzionale, si sviluppano interazioni della stessa intensità in tutte le direzioni. Questo spiega perché gli atomi metallici si sistemino nello spazio formando strutture molto impaccate ed alta densità. In particolare vanno ricordati i metalli di transizione che hanno come elettroni di valenza quelli negli orbitali d (ed f). Il legame metallico ha un parziale carattere covalente che spiega gli alti punti di fusione e le alte resistenze mostrati da alcuni elementi metallici. STRUTTURE DEI SOLIDI I materiali di interesse ingegneristico sono allo stato solido; per stato solido si intende uno stato di aggregazione di atomi ioni o molecole, in contrapposizione con gli stati fluidi, liquidi o gassosi. L’aggregazione delle particelle costituenti il solido può condurre a strutture cristalline o amorfe. • Solido cristallino: Regolarità della ripetizione delle distanze interatomiche anche oltre i primi vicini Ordine a lungo raggio Danno luogo ad un’immagine di diffrazione se irradiati con raggi X • Solido amorfo Assenza di regolarità nella disposizione tridimensionale degli atomi Ordine a corto raggio Non danno luogo ad un’immagine di diffrazione se irradiati con raggi X • METALLI cristallini •CERAMICI cristallini ed amorfi •POLIMERI amorfi e semicristallini Un solido amorfo può essere considerato un liquido ad alta viscosità (o bassa fluidità). In un materiale semicristallino si possono individuare zone cristalline, e quindi ordinate, circondate da atomi non disposti in maniera ordinata. Un solido cristallino è caratterizzato da disposizione ordinata degli atomi, ioni o molecole, ossia le unità costitutive del cristallo. Nel caso di molecole (es. H2O, polimeri… ) il legame responsabile della formazione del cristallo sarà un legame secondario (dipolo-dipolo o Van der Waals). Nel caso di un singolo cristallo puro, l’ordine interno si manifesta con la simmetria dell’aspetto esteriore. Il cristallo può essere immaginato o come una disposizione regolare di atomi o come un reticolo tridimensionale ottenuto per ripetizione di un’identica unità di base o anche detta cella Unitaria. La sistemazione degli atomi secondo un reticolo ordinato è una conseguenza della tendenza della materia verso la condizione di energia interna minima. L’energia complessiva di tutto
il cristallo è data dalla sommatoria delle energie relative alle coppie di atomi. Gli atomi vengono assimilati a delle sfere. Microstruttura Il livello di organizzazione strutturale della materia che può essere osservata generalmente con l'aiuto di un microscopio (ottico ed elettronico) è quello che può essere definito microstruttura. La microstruttura è il risultato delle modalità di produzione di un materiale, ma anche delle successive lavorazioni e dei trattamenti subiti. Il rilevamento microstrutturale fa parte dei metodi di controllo della qualità dei materiali in esercizio: una variazione della microstruttura indica variazioni nelle proprietà e possibile degradazione. La microstruttura è l'insieme di caratteristiche che va dal numero di fasi presenti alla loro distribuzione, forma geometrica, frazione in volume e dimensioni. Tutte le proprietà dei materiali ne sono influenzate in diverso grado. L'omogeneità (il materiale è costituito da una sola fase anche se non necessariamente da un solo elemento) o l'eterogeneità (il materiale è costituito da due o più fasi distinte) dei materiali sono caratteristiche microstrutturali importanti. Tra i materiali per costruzioni o di interesse industriale è molto più diffusa l'eterogeneità. Il numero e la quantità di fasi presenti possono essere valutati sulla base dei diagrammi di stato. La dimensione delle fasi dipende strettamente da fattori cinetici legati alla formazione e crescita delle fasi. La forma e le distribuzioni delle fasi sono meno prevedibili. La forma delle fasi può determinare l'isotropia o l'anisotropia delle proprietà dei materiali. Nel primo caso le proprietà assumono sempre lo stesso valore indipendentemente dalle direzioni di misura, nel secondo caso il valore sarà diverso dipendentemente dalla direzione di misura sperimentale. Sono anisotropi i cristalli singoli ed i materiali policristallini orientati. Sono isotropi gli amorfi (vetri, polimeri) ed i policristallini non orientati. Proprietà meccaniche Le proprietà meccaniche determinano la risposta dei materiali sotto l’azione di forze. Esse dipendono dal tipo di legame, dalla struttura, dal numero e dal tipo di imperfezioni e quindi sono sensibili ai processi di formatura, che sono in grado di variare la microstruttura a parità di composizione chimica. Le forze, dipendentemente dalle modalità di applicazione sono definite statiche o dinamiche. Le forze statiche sono costanti nel tempo, mentre quelle dinamiche variano col tempo (impatto, forze alternate). Ogni forza applicata ad un materiale determina uno sforzo:
σ = F/A (Pa o multipli) ed una conseguente deformazione ε (ε > 0→trazione,ε < 0→compressione) Proprietà meccaniche dei materiali •Resistenza: la capacità di resistere ad una forza applicata senza fratturarsi. • Elasticità: la capacità di ritornare alle dimensioni proprie. • Plasticità: la capacità di conservare la forma imposta. • Duttilità: la capacità di essere tirati in fili. • Malleabilità: la capacità di essere laminati. • Anelasticità: deformazione elastica dipendente dal tempo • Scorrimento viscoso: capacità di deformarsi permanentemente ad un grado dipendente dal tempo di applicazione del carico • Fragilità: la tendenza a fratturarsi se sottoposto ad un carico, soprattutto se di tipo impulsivo. I materiali fragili non mostrano segni premonitori dell’imminente frattura. • Resilienza: la capacità di assorbire lavoro per fratturarsi in maniera fragile. • Tenacità: la capacità di resistere alla frattura con grande deformazione. • Durezza: resistenza all’abrasione e all’indentazione, in generale alla deformazione plastica. Resistenza Nel loro impiego i materiali devono resistere a sollecitazioni meccaniche di varia natura: carichi di trazione, compressione, taglio, flessione, urto, ecc.. Le deformazioni sono prodotte da sforzi che, localmente, superano l’energia dei legami chimici consentendo lo scorrimento relativo dei piani cristallini o delle macromolecole che li costituiscono cosicché il materiale può assumere nuove forme (comportamento plastico). Sforzi più elevati comportano la rottura.
Deformabilità La deformabilità dei materiali viene prima di tutto valutata con prove statiche sottoponendo provini di dimensioni contenute e forma geometrica semplice a forze statiche e misurando le deformazioni corrispondenti. Le prove statiche sono generalmente uniassiali sono dette di compressione, trazione e taglio. Durante la prova si incrementa la forza applicata continuando a registrare le deformazioni prodotte, fino a frattura del materiale. I provini sono diversi a seconda del tipo di materiale e prova: cilindri di grande diametro o cubi nel caso di compressione (se il materiale non è fragile la prova si interrompe quando l =1/2 lo). Il provino per la prova in trazione è in genere di materiale metallico e sagomato per poter essere afferrato nei morsetti della macchina di prova (i materiali ceramici e fragili generalmente non vengono testati secondo questa modalità). Tutti i materiali possono essere suddivisi in classi relativamente al loro modo prevalente di deformazione, valutato tramite i diagrammi tensione deformazione (σ ε). Legge di Hooke L’elasticità è governata dalla legge di Hooke σ = Eε (sollecitazione uniassiale) con E = modulo di Young; σ carico unitario; ε allungamento Un materiale si dice elastico quando la deformazione prodotta è interamente recuperata alla rimozione della forza. Un materiale si dice elastoplastico quando, superato un certo valore di forza, la deformazione indotta permane. Un materiale elastomerico mostra grande deformazione recuperabile per bassi valori di tensione. Esistono anche i materiali viscoelastici ed anelastici nei quali la deformazione dipende dal tempo di applicazione della forza. Modulo di Young Il modulo di Young E è una caratteristica del materiale, dipende direttamente dalle forze di legame e cresce all’aumentare di queste. I materiali molecolari hanno bassi valori di modulo elastico, in quanto i legami intermolecolari sono molto deboli. Il modulo elastico decresce all’aumentare della temperatura, in quanto le distanze interatomiche medie sono maggiori e si riducono le forze interatomiche di richiamo elastico. Il modulo elastico risente dell’alligazione, il modulo elastico della lega segue la legge delle miscele. L’aggiunta di piccole frazioni in volume di legante non produce
apprezzabili variazioni di modulo di elasticità. Infatti gli acciai al carbonio (C fino a 1.2% in peso) hanno lo stesso modulo elastico e diversa deformabilità. Durezza La durezza rappresenta la resistenza di un materiale all’abrasione ed alla penetrazione. La procedura di misurazione della durezza prevede l’utilizzo di indentatori. L’indentatore è costituito da un penetratore con punta di materiale molto duro che, caricato con pesi di valore noto, produce su superfici piane del materiale delle impronte misurabili. Infatti la procedura di misura prevede che inizialmente, a causa della ridotta area di contatto tra la punta e la superficie, l’indentatore eserciti una pressione tanto elevata da indurre deformazione plastica. La penetrazione dell’indentatore si arresta quando l’area dell’impronta di deformazione si è accresciuta a tal punto da non provocare più né deformazione plastica né elastica. Alcuni indentatori (microindentatori) possono produrre impronte di dimensioni micrometriche, tanto che la misura di durezza può essere fatta senza alterare il manufatto. La prova è non distruttiva e può essere condotta in situ per il controllo qualità o la verifica dello stato del materiale. I materiali molto duri sono anche molto fragili, per cui la durezza di materiali ceramici come il vetro viene misurata con microindentatori. Gli indentatori possono essere appuntiti (metodo Vickers) o arrotondati (metodo Brinell) ed il valore di durezza viene indicato con HV (Hardness Vickers = durezza Vickers) o HB (Hardness Brinell = durezza Brinell) ed unità di misura della pressione.
•HV = F/A = Pa o suoi multipli
LAVORAZIONI AL BANCO
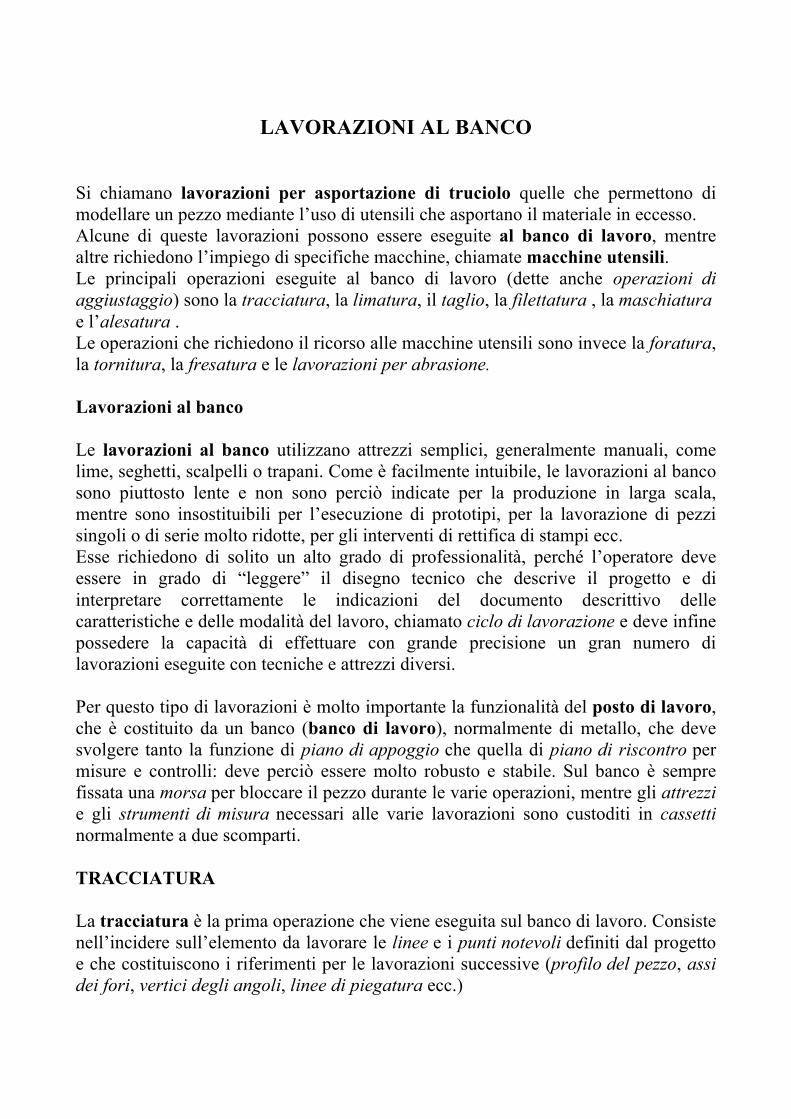
Si chiamano lavorazioni per asportazione di truciolo quelle che permettono di modellare un pezzo mediante l’uso di utensili che asportano il materiale in eccesso. Alcune di queste lavorazioni possono essere eseguite al banco di lavoro, mentre altre richiedono l’impiego di specifiche macchine, chiamate macchine utensili. Le principali operazioni eseguite al banco di lavoro (dette anche operazioni di aggiustaggio) sono la tracciatura, la limatura, il taglio, la filettatura , la maschiatura e l’alesatura . Le operazioni che richiedono il ricorso alle macchine utensili sono invece la foratura, la tornitura, la fresatura e le lavorazioni per abrasione. Lavorazioni al banco Le lavorazioni al banco utilizzano attrezzi semplici, generalmente manuali, come lime, seghetti, scalpelli o trapani. Come è facilmente intuibile, le lavorazioni al banco sono piuttosto lente e non sono perciò indicate per la produzione in larga scala, mentre sono insostituibili per l’esecuzione di prototipi, per la lavorazione di pezzi singoli o di serie molto ridotte, per gli interventi di rettifica di stampi ecc. Esse richiedono di solito un alto grado di professionalità, perché l’operatore deve essere in grado di “leggere” il disegno tecnico che descrive il progetto e di interpretare correttamente le indicazioni del documento descrittivo delle caratteristiche e delle modalità del lavoro, chiamato ciclo di lavorazione e deve infine possedere la capacità di effettuare con grande precisione un gran numero di lavorazioni eseguite con tecniche e attrezzi diversi. Per questo tipo di lavorazioni è molto importante la funzionalità del posto di lavoro, che è costituito da un banco (banco di lavoro), normalmente di metallo, che deve svolgere tanto la funzione di piano di appoggio che quella di piano di riscontro per misure e controlli: deve perciò essere molto robusto e stabile. Sul banco è sempre fissata una morsa per bloccare il pezzo durante le varie operazioni, mentre gli attrezzi e gli strumenti di misura necessari alle varie lavorazioni sono custoditi in cassetti normalmente a due scomparti. TRACCIATURA La tracciatura è la prima operazione che viene eseguita sul banco di lavoro. Consiste nell’incidere sull’elemento da lavorare le linee e i punti notevoli definiti dal progetto e che costituiscono i riferimenti per le lavorazioni successive (profilo del pezzo, assi dei fori, vertici degli angoli, linee di piegatura ecc.)
Esempio di tracciatura su lamiera. La particolare colorazione blu (blu di Prussia) rende più evidenti i segni della tracciatura e della bulinatura. A destra
è rappresentato l’oggetto finito.
L’incisione di linee è detta tracciatura, mentre l’incisione di punti è detta bulinatura o punzonatura. Operazioni della tracciatura Per realizzare una buona tracciatura occorre eseguire con cura le seguenti operazioni: • preparazione della superficie interessata con spazzole metalliche, raschietti o tela abrasiva, per eliminare ogni residuo di incrostazione o ruggine; • coloritura della superficie da tracciare per rendere più visibile il risultato della tracciatura; • tracciatura propriamente detta; • bulinatura dei punti notevoli. Attrezzi per la tracciatura La tracciatura richiede l’impiego di alcuni attrezzi particolari: • punte a tracciare: servono per incidere le linee di tracciatura sul materiale; sono normalmente dei tondini di acciaio temprato dotati all’estremità di una punta molto affilata, adatta a incidere e forniti di adeguate impugnature; le punte a tracciare possono essere rettilinee o piegate di 90° a un’estremità; • bulini o punzoni: servono per marcare dei punti; i bulini sono utilizzati per marcature leggere, i punzoni per marcature più profonde come gli assi dei fori; sono costituiti da un corpo cilindrico dotato all’estremità di una punta conica;
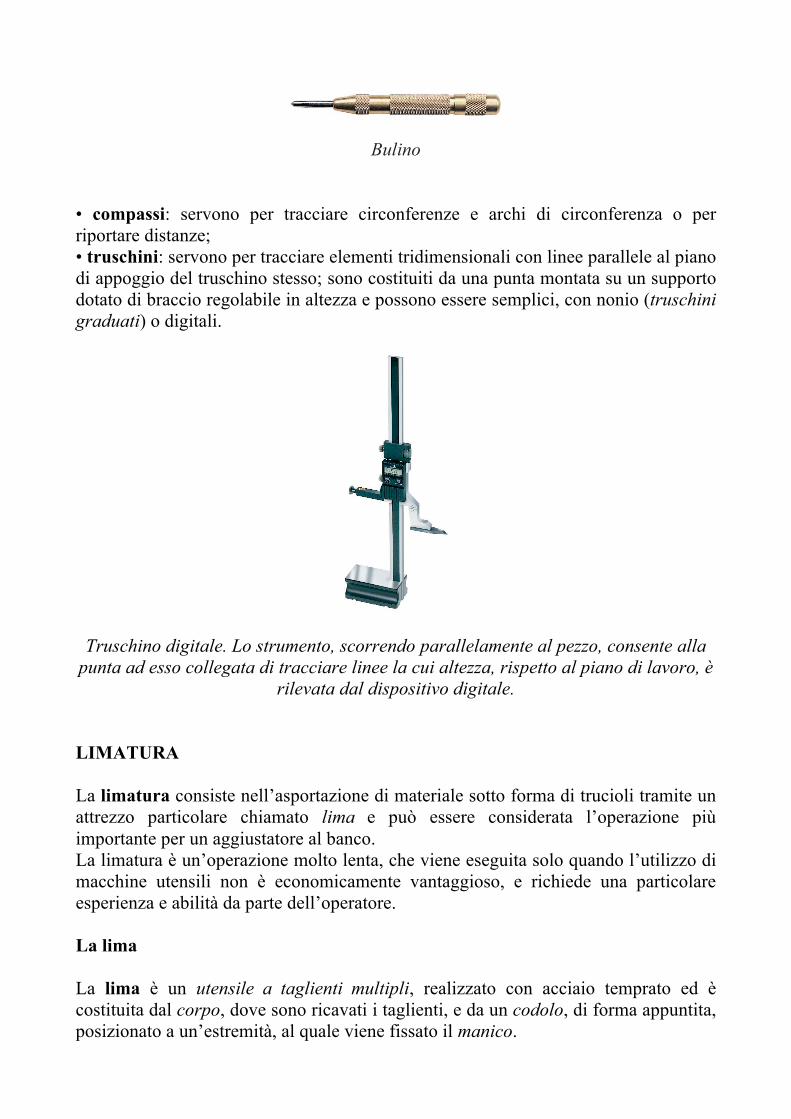
Bulino • compassi: servono per tracciare circonferenze e archi di circonferenza o per riportare distanze; • truschini: servono per tracciare elementi tridimensionali con linee parallele al piano di appoggio del truschino stesso; sono costituiti da una punta montata su un supporto dotato di braccio regolabile in altezza e possono essere semplici, con nonio (truschini graduati) o digitali.
Truschino digitale. Lo strumento, scorrendo parallelamente al pezzo, consente alla punta ad esso collegata di tracciare linee la cui altezza, rispetto al piano di lavoro, è
rilevata dal dispositivo digitale.
LIMATURA
La limatura consiste nell’asportazione di materiale sotto forma di trucioli tramite un attrezzo particolare chiamato lima e può essere considerata l’operazione più importante per un aggiustatore al banco. La limatura è un’operazione molto lenta, che viene eseguita solo quando l’utilizzo di macchine utensili non è economicamente vantaggioso, e richiede una particolare esperienza e abilità da parte dell’operatore. La lima La lima è un utensile a taglienti multipli, realizzato con acciaio temprato ed è costituita dal corpo, dove sono ricavati i taglienti, e da un codolo, di forma appuntita, posizionato a un’estremità, al quale viene fissato il manico.
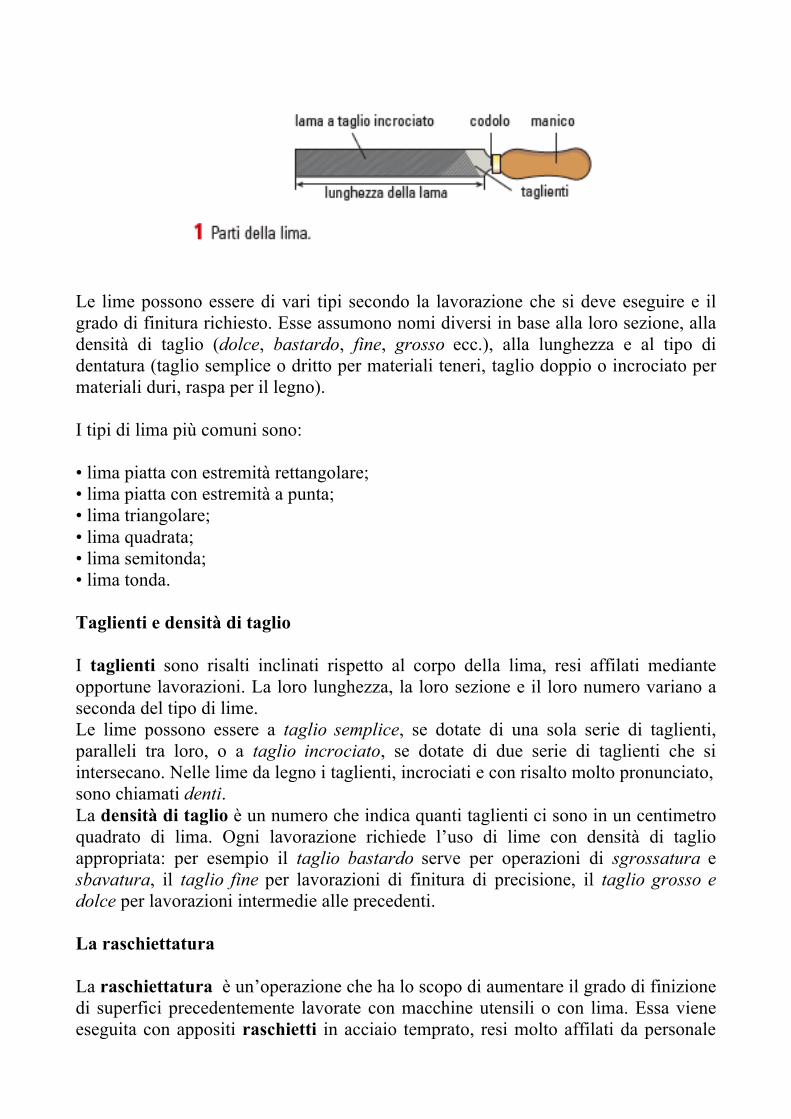
Le lime possono essere di vari tipi secondo la lavorazione che si deve eseguire e il grado di finitura richiesto. Esse assumono nomi diversi in base alla loro sezione, alla densità di taglio (dolce, bastardo, fine, grosso ecc.), alla lunghezza e al tipo di dentatura (taglio semplice o dritto per materiali teneri, taglio doppio o incrociato per materiali duri, raspa per il legno). I tipi di lima più comuni sono: • lima piatta con estremità rettangolare; • lima piatta con estremità a punta; • lima triangolare; • lima quadrata; • lima semitonda; • lima tonda. Taglienti e densità di taglio I taglienti sono risalti inclinati rispetto al corpo della lima, resi affilati mediante opportune lavorazioni. La loro lunghezza, la loro sezione e il loro numero variano a seconda del tipo di lime. Le lime possono essere a taglio semplice, se dotate di una sola serie di taglienti, paralleli tra loro, o a taglio incrociato, se dotate di due serie di taglienti che si intersecano. Nelle lime da legno i taglienti, incrociati e con risalto molto pronunciato, sono chiamati denti. La densità di taglio è un numero che indica quanti taglienti ci sono in un centimetro quadrato di lima. Ogni lavorazione richiede l’uso di lime con densità di taglio appropriata: per esempio il taglio bastardo serve per operazioni di sgrossatura e sbavatura, il taglio fine per lavorazioni di finitura di precisione, il taglio grosso e dolce per lavorazioni intermedie alle precedenti. La raschiettatura La raschiettatura è un’operazione che ha lo scopo di aumentare il grado di finizione di superfici precedentemente lavorate con macchine utensili o con lima. Essa viene eseguita con appositi raschietti in acciaio temprato, resi molto affilati da personale
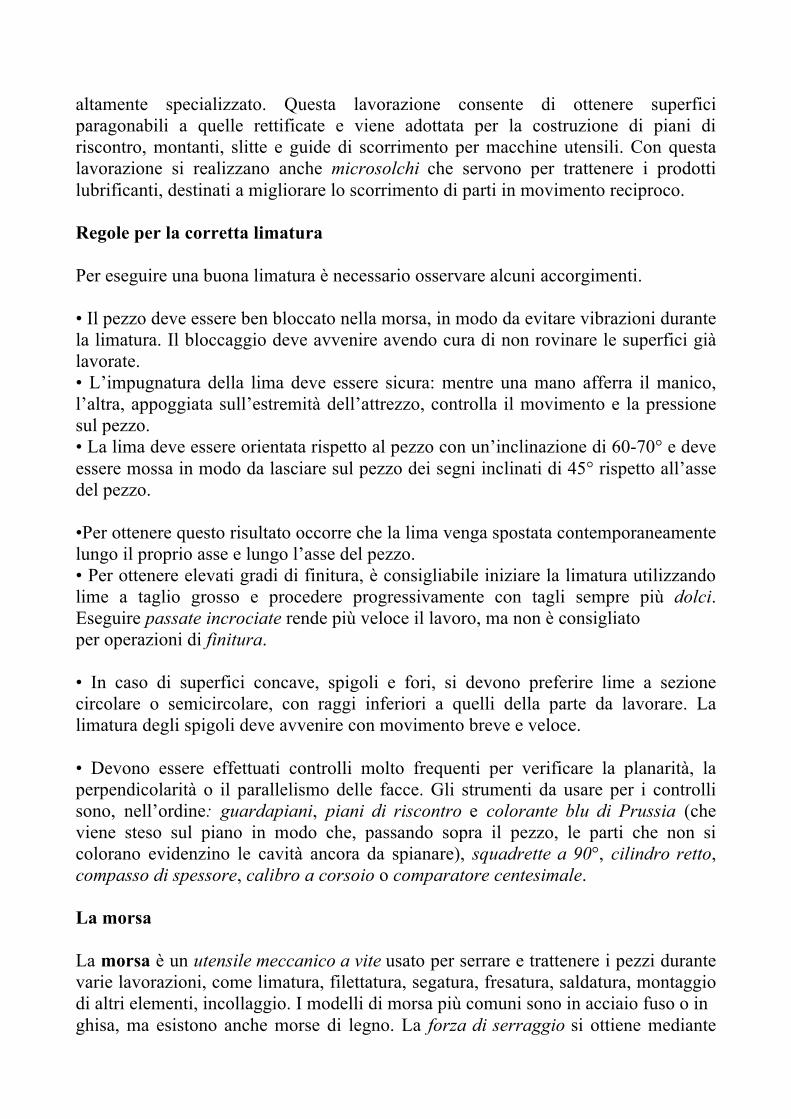
altamente specializzato. Questa lavorazione consente di ottenere superfici paragonabili a quelle rettificate e viene adottata per la costruzione di piani di riscontro, montanti, slitte e guide di scorrimento per macchine utensili. Con questa lavorazione si realizzano anche microsolchi che servono per trattenere i prodotti lubrificanti, destinati a migliorare lo scorrimento di parti in movimento reciproco. Regole per la corretta limatura Per eseguire una buona limatura è necessario osservare alcuni accorgimenti. • Il pezzo deve essere ben bloccato nella morsa, in modo da evitare vibrazioni durante la limatura. Il bloccaggio deve avvenire avendo cura di non rovinare le superfici già lavorate. • L’impugnatura della lima deve essere sicura: mentre una mano afferra il manico, l’altra, appoggiata sull’estremità dell’attrezzo, controlla il movimento e la pressione sul pezzo. • La lima deve essere orientata rispetto al pezzo con un’inclinazione di 60-70° e deve essere mossa in modo da lasciare sul pezzo dei segni inclinati di 45° rispetto all’asse del pezzo. •Per ottenere questo risultato occorre che la lima venga spostata contemporaneamente lungo il proprio asse e lungo l’asse del pezzo. • Per ottenere elevati gradi di finitura, è consigliabile iniziare la limatura utilizzando lime a taglio grosso e procedere progressivamente con tagli sempre più dolci. Eseguire passate incrociate rende più veloce il lavoro, ma non è consigliato per operazioni di finitura. • In caso di superfici concave, spigoli e fori, si devono preferire lime a sezione circolare o semicircolare, con raggi inferiori a quelli della parte da lavorare. La limatura degli spigoli deve avvenire con movimento breve e veloce. • Devono essere effettuati controlli molto frequenti per verificare la planarità, la perpendicolarità o il parallelismo delle facce. Gli strumenti da usare per i controlli sono, nell’ordine: guardapiani, piani di riscontro e colorante blu di Prussia (che viene steso sul piano in modo che, passando sopra il pezzo, le parti che non si colorano evidenzino le cavità ancora da spianare), squadrette a 90°, cilindro retto, compasso di spessore, calibro a corsoio o comparatore centesimale. La morsa La morsa è un utensile meccanico a vite usato per serrare e trattenere i pezzi durante varie lavorazioni, come limatura, filettatura, segatura, fresatura, saldatura, montaggio di altri elementi, incollaggio. I modelli di morsa più comuni sono in acciaio fuso o in ghisa, ma esistono anche morse di legno. La forza di serraggio si ottiene mediante

una vite manovrabile a mano, agendo sull’impugnatura a manubrio scorrevole. La vite muove una ganascia a slitta che stringe il pezzo contro una simmetrica ganascia fissa (ganascia riportata). Per non rovinare il pezzo serrato, si usa ricoprire le ganasce con lamine di metallo dolce chiamate mordacchie, di solito in rame o in piombo. Taglio Il taglio è un’importante lavorazione che viene eseguita ai banchi di aggiustaggio, tramite utensili a uno o due taglienti o multitaglienti. Gli utensili a uno o due taglienti non producono asportazione di truciolo e sono impiegati per materiali teneri e di spessore ridotto. Essi sono essenzialmente scalpelli piani e circolari, tagliatubi, tenaglie, tronchesi a tagliente diagonale, tronchesi a doppia leva a tagliente frontale, cesoie manuali o a leva. Gli utensili a più taglienti eseguono il taglio con asportazione di truciolo operando con movimenti rettilinei alternati (seghetti o segatrici a lama) o con movimento circolare (segatrici a disco o a nastro). Sono generalmente realizzati con acciaio super rapido e conformati in modo da ridurre gli attriti contro i lembi tagliati ed evitare bloccaggi per dilatazione termica causata dal surriscaldamento. Il seghetto Il seghetto è composto da una lama (utensile), un archetto, che funge da telaio e permette di tendere adeguatamente la lama, e da un manico, che agevola l’impiego dell’attrezzo.
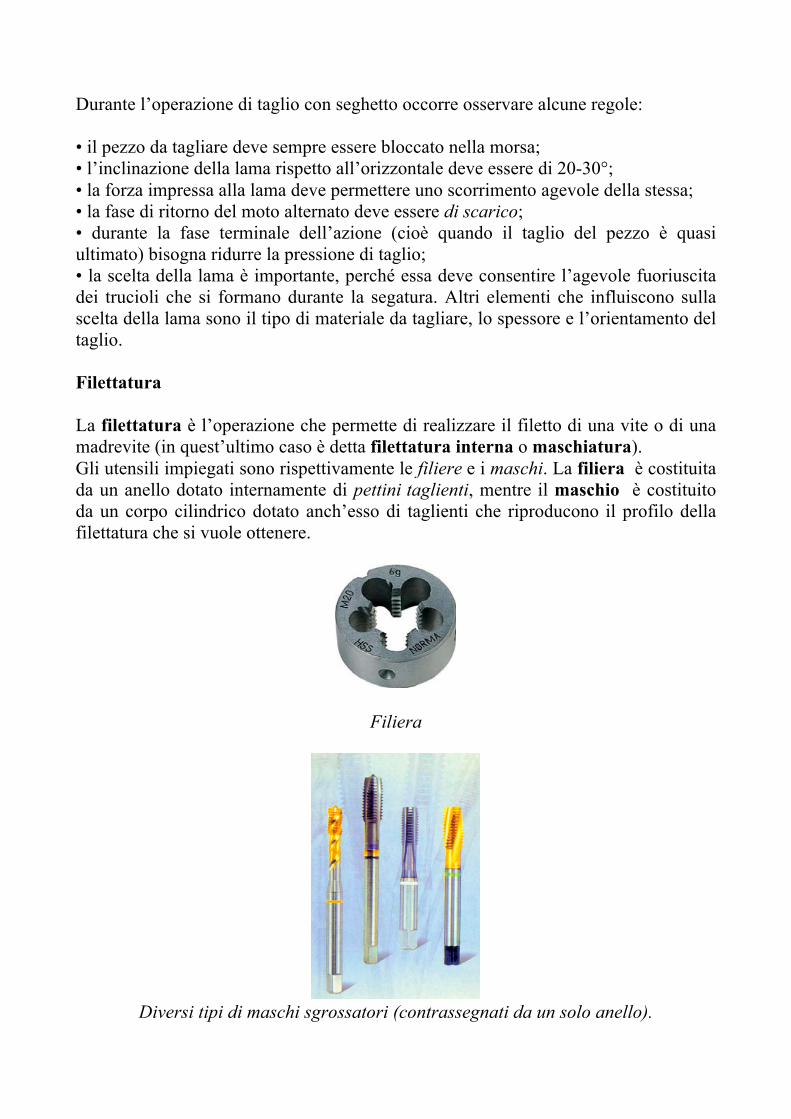
Durante l’operazione di taglio con seghetto occorre osservare alcune regole: • il pezzo da tagliare deve sempre essere bloccato nella morsa; • l’inclinazione della lama rispetto all’orizzontale deve essere di 20-30°; • la forza impressa alla lama deve permettere uno scorrimento agevole della stessa; • la fase di ritorno del moto alternato deve essere di scarico; • durante la fase terminale dell’azione (cioè quando il taglio del pezzo è quasi ultimato) bisogna ridurre la pressione di taglio; • la scelta della lama è importante, perché essa deve consentire l’agevole fuoriuscita dei trucioli che si formano durante la segatura. Altri elementi che influiscono sulla scelta della lama sono il tipo di materiale da tagliare, lo spessore e l’orientamento del taglio. Filettatura La filettatura è l’operazione che permette di realizzare il filetto di una vite o di una madrevite (in quest’ultimo caso è detta filettatura interna o maschiatura). Gli utensili impiegati sono rispettivamente le filiere e i maschi. La filiera è costituita da un anello dotato internamente di pettini taglienti, mentre il maschio è costituito da un corpo cilindrico dotato anch’esso di taglienti che riproducono il profilo della filettatura che si vuole ottenere.
Filiera
Diversi tipi di maschi sgrossatori (contrassegnati da un solo anello).
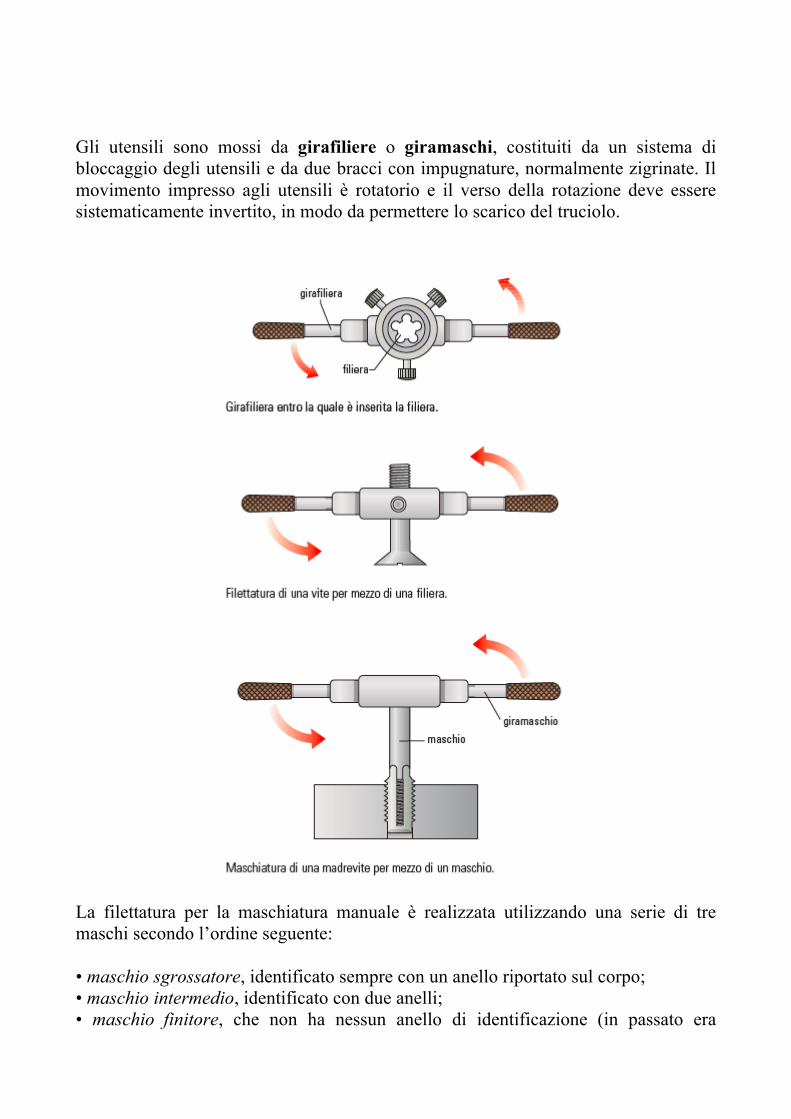
Gli utensili sono mossi da girafiliere o giramaschi, costituiti da un sistema di bloccaggio degli utensili e da due bracci con impugnature, normalmente zigrinate. Il movimento impresso agli utensili è rotatorio e il verso della rotazione deve essere sistematicamente invertito, in modo da permettere lo scarico del truciolo.
La filettatura per la maschiatura manuale è realizzata utilizzando una serie di tre maschi secondo l’ordine seguente: • maschio sgrossatore, identificato sempre con un anello riportato sul corpo; • maschio intermedio, identificato con due anelli; • maschio finitore, che non ha nessun anello di identificazione (in passato era
identificato con tre anelli). Il materiale usato per questi utensili è generalmente acciaio al carbonio e in casi speciali acciaio super rapido. Per filettature di precisione, la vite del maschio è rettificata. Per essere correttamente filettato, un foro deve essere perfettamente cilindrico e il suo diametro non deve essere inferiore a quello del nocciolo del maschio. È importante che durante la filettatura i taglienti del maschio siano adeguatamente lubrificati. La filettatura può essere eseguita anche al tornio. Alesatura Si definisce alesatura l’operazione che consiste nell’ingrandimento di un foro cilindrico già esistente. L’alesatura può essere eseguita a mano, con tornio, con trapano o con alesatrice. L’alesatura a mano viene effettuata con utensili detti alesatori, o anche allargatori o calibratori. L’alesatore è costituito da una parte conica iniziale, la cui funzione è quella di asportare il cosiddetto sovrametallo, una parte centrale che mantiene l’allineamento e calibra il foro e dal gambo alla cui estremità è fissato un manico particolare, detto gira-alesatore, che permette di manovrare l’utensile nel suo movimento rotatorio. Per una corretta esecuzione dell’alesatura, il diametro dei fori da alesare deve essere di circa 0,2-0,3 mm inferiore a quello definitivo e deve essere realizzata una svasatura all’imbocco del foro per facilitare la centratura dell’utensile. È necessario controllare frequentemente la posizione dell’alesatore con una squadretta. Il senso di rotazione dell’utensile non deve mai essere invertito, per evitare che il truciolo si incastri tra i denti e la parete del foro rovinando la superficie e il tagliente. L’alesatura su tornio viene eseguita quando il pezzo non è troppo grande o troppo pesante. Può essere eseguita sia con utensili da tornio sia con alesatori. Nell’alesatura su trapano l’utensile alesatore è fissato al mandrino del trapano e il pezzo è fissato alla tavola del trapano stesso. Quando occorre effettuare fori di grande diametro su pezzi di dimensioni rilevanti o quando è richiesta particolare precisione nel posizionamento dell’asse, l’alesatura può essere eseguita mediante particolari macchine utensili chiamate alesatrici o barenatrici. Queste macchine, oltre ai lavori di alesatura vera e propria, consentono anche lavori di fresatura o lavori di sfacciatura e di filettatura.
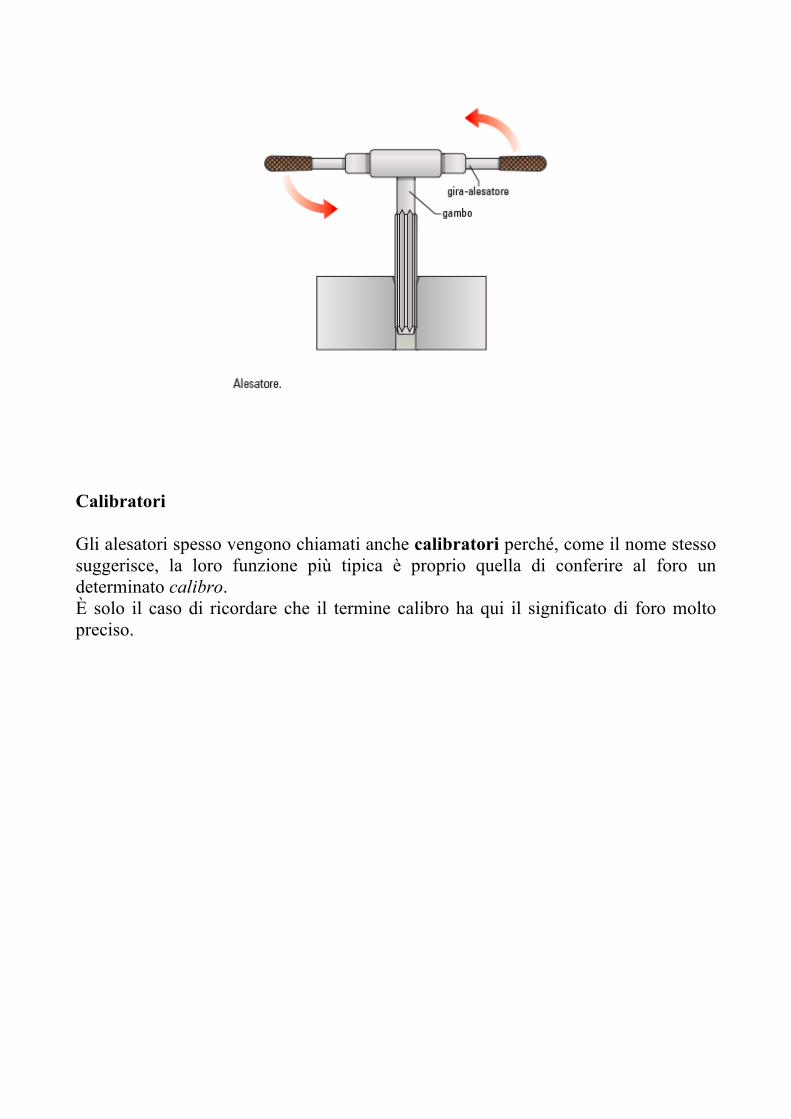
Calibratori Gli alesatori spesso vengono chiamati anche calibratori perché, come il nome stesso suggerisce, la loro funzione più tipica è proprio quella di conferire al foro un determinato calibro. È solo il caso di ricordare che il termine calibro ha qui il significato di foro molto preciso.