I concetti, i metodi e gli strumenti dell'ingegneria forense strutturale.
Upload
giuseppe-albertiCategory
view
1.774download
3
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 1/320
Politecnico di TorinoFACOLTÁ DI INGEGNERIA
TESI DI LAUREA
FRANCESCO SAGLIOCCO
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 2/320
ii
POLITECNICO DI TORINO Facoltà di Ingegneria
Corso di Laurea in Ingegneria Gestionale
TESI DI LAUREA
I METODI PER LA QUALITÁ: IL D.O.E.
Un nuovo approccio all’analisi ealla struttura degli alias
dei piani fattoriali
RELATORIFausto Galetto
Raffaello Levi CANDIDATOFrancesco Sagliocco
Febbraio 1997
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 3/320
Indice
iii
INDICECAPITOLO 1. IL PROBLEMA DELLA QUALITÁ .............................................................. ........................ 6
1.1 PERCHÉ OGGI SI PARLA DI QUALITÁ ?................................................................ .......................... 6 1.2 DEFINIZIONE DI QUALITÀ ................................................. ............................................................ ... 8 1.3 IL CLIENTE OVVERO IL GIUDICE DELLA QUALITA'................................................................. 11
1.4 “MAKE IT RIGHT THE FIRST TIME”: LA PREVENZIONE...................................................... ..... 12 1.5 FMECA E AFFIDABILITÁ............................................................. ..................................................... 13 1.6 LE PERSONE E LA CULTURA VALGONO PIÚ DELLA TECNOLOGIA ..................................... 15 1.7 IL RUOLO DELL’UPPER MANAGEMENT............................................................ .......................... 16 1.8 LA QUALITÁ: UNA SCELTA CONVENIENTE .................................................... ........................... 17 1.9 LA QUALITÁ DELL’INSEGNAMENTO.......................................................... ................................. 18
CAPITOLO 2. L’APPROCCIO SCIENTIFICO ALLA QUALITÁ...................................... ........................ 14 2.1 QUALITÁ TOTALE E CERTIFICAZIONE? MEGLIO LA QUALITÀ............................................. 14 2.2 APPROCCIO SCIENTIFICO ....................................................... ........................................................ 16 2.3 LA PROFOUND KNOWLEDGE.................................................... ..................................................... 18 2.4 I METODI PER LA QUALITA' .......................................................... ................................................. 22 2.5 MBITE O MBO? ....................................................... ................................................................. ........... 23
2.6 L'IMPORTANZA DELLE DEFINIZIONI NELL'APPROCCIO SCIENTIFICO.......................... ...... 24 2.7 PERCHE' NON USARE GLI STIMATORI CORRETTI?............................................................ ....... 25 2.8 UN PÓ DI DISQUALITÁ TOTALE ................................................. ................................................... 27 2.9 CONCLUSIONI ................................................... ........................................................... ...................... 29
CAPITOLO 3. DESIGN OF EXPERIMENTS ............................................................ .................................. 30 3.1 STORIA DEL DOE........................................................ ........................................................... ............ 30 3.2 TERMINOLOGIA DOE .......................................................... ........................................................... .. 32 3.3 I 3 PRINCIPI DI FISHER ......................................................... ......................................................... ... 33 3.4 PRINCIPALI FAMIGLIE DI PIANI SPERIMENTALI.................................. ..................................... 35 3.5 GLI OBIETTIVI DELLA SPERIMENTAZIONE................................. ............................................... 36 3.6 IL DOE NELLA PRATICA ............................................................... ................................................... 38 3.7 METODI DI ANALISI................................................................ ....................................................... ... 39
3.7.1 REGRESSIONE LINEARE ....................................................... .................................................... 39 3.7.2 ANOVA........................................................... ....................................................... ........................ 41 3.7.3 ANCON................................................... ........................................................... ............................ 45 3.7.4 ANCOV................................................... ........................................................... ............................ 46 3.7.5 TRASFORMAZIONI DI VARIABILI ............................................................ .............................. 46
3.8 APPROCCIO SCIENTIFICO NELLA SPERIMENTAZIONE........................................................... . 47
CAPITOLO 4. PIANI FATTORIALI ORTOGONALI COMPLETI E FRAZIONATI ................................ 50 4.1 PIANI FATTORIALI 2n............................................................ ........................................................... . 50 4.2 I CONTRAST........................ ........................................................... ..................................................... 55 4.3 COLLEGAMENTO FRA ANOVA E ANCON.................................................................. .................. 59 4.4 TABELLA DEI SEGNI E MATRICI DI HADAMARD.............................................................. ........ 63
4.5 METODO DI YATES.................................................... ............................................................ ........... 64 4.5.1 ALGORITMO INVERSO DI YATES.......................................................... ................................. 67 4.6 PIANI FRAZIONATI 2n-p ......................................................... ........................................................... . 69
4.6.1 UN SOLO TAGLIO: PIANI 2n-1 ........................................................... ......................................... 69 4.6.2 CLASSE DI EQUIVALENZA............ ........................................................... ................................ 71 4.6.3 PIÚ TAGLI: PIANI 2n-p...................................................... ........................................................... . 72 4.6.4 TABELLA DEI SEGNI............................... ........................................................... ........................ 73 4.6.5 RISOLUZIONE DEI PIANI RIDOTTI............................. ............................................................ . 74
4.7 ATTENZIONE AI FRAZIONAMENTI ........................................................ ....................................... 75 4.8 EFFETTI E ALIAS: DEFINIAMOLI UN PÓ MEGLIO....................................................... ............... 78 4.9 FATTORI QUANTITATIVI E QUALITATIVI A PIÚ DI 2 LIVELLI.............. ................................. 81
CAPITOLO 5. PIANI FATTORIALI NON ORTOGONALI.................................................. ...................... 83
5.1 ORTOGONALITÁ: CHE CONFUSIONE! ...................................................... .................................... 83 5.2 DIVERSE RIPETIZIONI PER OGNI STATO DI PROVA ................................................................ . 86 5.2.1 ANOVA........................................................... ....................................................... ........................ 92
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 4/320
Indice
iv
5.2.2 UN ALTRO ESEMPIO CON 3 FATTORI............................................................. ....................... 96 5.3 PIANI DI PLACKETT-BURMAN............................................................. .......................................... 99
5.3.1 PIANI NON GEOMETRICI PB............................................................ ....................................... 101 5.4 I 3/4 DI JOHN ...................................................... ....................................................... ........................ 103
5.4.1 PIANO A 6 STATI DI WEBB .................................................... ................................................. 106 5.5 ESTENSIONE AI 3/4 DI JOHN .......................................................... ............................................... 108
5.5.1 ALTRE FRAZIONI: 3/8....................................... ............................................................... ......... 108
5.5.2 ALTRE FRAZIONI: 5/8....................................... ............................................................... ......... 109 5.5.3 ALTRE FRAZIONI: 7/8....................................... ............................................................... ......... 111 5.5.4 CONCLUSIONI ....................................................... ........................................................... ......... 113
CAPITOLO 6. ANALISI DELLA COVARIANZA E INTERPRETAZIONE GRAFICA DEI PIANIFATTORIALI.......................................... ........................................................... ........................................... 114
6.1 ANCOV: A COSA SERVE?.............................................................. ................................................. 114 6.2 INTEPRETAZIONE GRAFICA DEGLI EFFETTI DEI FATTORI E INTERAZIONI .................... 115
6.2.1 EFFETTI MEDI E MARGINALI DEI FATTORI.................................. ..................................... 116 6.2.2 L’IMPORTANZA DELLE INTERAZIONI ........................................................... ..................... 118
6.3 ESEMPIO MACCHINA - OPERATORE................................. .......................................................... 120 6.3.1 CRITICHE ALL’ANALISI DELLA COVARIANZA CHE NON USA MODELLI NONGERARCHICI..................................................................... ........................................................ .......... 125
6.4 MODELLI NON GERARCHICI .............................................................. .......................................... 126 CAPITOLO 7. METODO G: MODELLO SOVRAPARAMETRIZZATO ................................................ 131
7.1 METODO G ......................................................... ............................................................ ................... 131 7.2 TEOREMA DI GAUSS-MARKOV................................................... ................................................. 133
7.2.1 OSSERVAZIONI ...................................................... .......................................................... ......... 137 7.3 MODELLO SOVRAPARAMETRIZZATO: FUNZIONI STIMABILI ............................................. 139
7.3.1 FUNZIONI STIMABILI ................................................... .......................................................... . 140 7.3.2 ESEMPIO MACCHINA-OPERATORE........................................ .............................................. 143
7.4 MODELLO SOVRAPARAMETRIZZATO: PROCEDURA DI GALETTO (1995)......................... 150 7.4.1 TEOREMA DI COCHRAN ............................................................... .......................................... 155 7.4.2 METODO DI GALETTO IN LETTERAURA ................................................................ ............ 156 7.4.3 MODELLI NON GERARCHICI ....................................................... .......................................... 157 7.4.4 ESEMPIO CON 3 FATTORI................................................................ ....................................... 159
7.5 MODELLO SOVRAPARAMETRIZZATO RIPARAMETRIZZATO.............................................. 164 7.6 MODELLO SOVRAPARAMETRIZZATO: GLI ALIAS............................................................... ... 167 7.7 CONCLUSIONI ................................................... ........................................................... .................... 169
CAPITOLO 8. METODO G: MODELLI FULL-RANK............................................................ ................. 172 8.1 MODELLO CELL MEANS.............. ................................................................ .................................. 172
8.1.1 CELL MEANS: GLI ALIAS............................................................... ......................................... 175 8.2 MODELLO FULL-REGRESSION (FR) ........................................................ .................................... 177
8.2.1 ESEMPIO MACCHINA - OPERATORE..................................... ............................................... 180 8.2.2 MODELLI RIDOTTI ......................................................... ......................................................... . 183 8.2.3 ANALISI ORTOGONALE: “A PRIORI ORDERING”............................................................. . 188
8.3 ESEMPIO A 3 FATTORI ......................................................... ......................................................... . 189 8.3.1 QUANTI MODI CI SONO PER CALCOLARE L’EFFETTO DI A?......................................... 193 8.4 METODO DI BOX-WILSON (1951) ................................................... .............................................. 194
8.4.1 MODELLI RIDOTTI COL PIANO COMPLETO........... ............................................................ 198 8.5 METODO DI BOX-WILSON APPLICATO A PIANI RIDOTTI IRREGOLARI............................ 201
8.5.1 PIANI NON GEOMETRICI DI PLACKETT-BURMAN........................................................... 202 8.5.2 FRAZIONI IRREGOLARI: 3/8 ........................................................ ........................................... 204 8.5.3 FRAZIONI IRREGOLARI: 5/8 ........................................................ ........................................... 206 8.5.4 FRAZIONI IRREGOLARI: 3/4 (JOHN) ..................................................... ................................ 209 8.5.5 FRAZIONI IRREGOLARI: 7/8 ........................................................ ........................................... 211
8.6 MISURA DELLA NON ORTOGONALITÁ................................................................ ...................... 212 8.6.1 MISURIAMO LA NON ORTOGONALITÁ DEGLI ESEMPI FATTI ...................................... 215
8.7 ALTRI METODI DI STIMA ........................................................... ................................................... 218 8.8 CONCLUSIONI ................................................... ........................................................... .................... 219
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 5/320
Indice
v
CAPITOLO 9. UNA NUOVA TEORIA..... ........................................................... ...................................... 221 SULLA STRUTTURA DEGLI ALIAS ............................................................... ......................................... 221
9.1 PERCHÉ UNA NUOVA TEORIA ? ......................................................... ......................................... 221 9.2 CONTRAST, EFFETTO, ALIAS, STRUTTURA DEGLI ALIAS .................................................... 222 9.3 TEOREMA FONDAMENTALE DELLA STRUTTURA DEGLI ALIAS.......... .............................. 225
9.3.1 DIMOSTRAZIONE .......................................................... .......................................................... . 226 9.3.2 OSSERVAZIONI ...................................................... .......................................................... ......... 228 9.4 APPLICAZIONI DELLA TEORIA ............................................................... ..................................... 230
9.4.1 FRAZIONE 3/8 ...................................................... ............................................................ .......... 231 9.4.2 METÁ IRREGOLARE............................ ................................................................ ..................... 233 9.4.3 FRAZIONE 5/8 ...................................................... ............................................................ .......... 235 9.4.4 FRAZIONE 6/8 (3/4 DI JOHN) ..................................................... .............................................. 237 9.4.5 FRAZIONE 7/8 ...................................................... ............................................................ .......... 238 9.4.6 E SE ABBIAMO DIMENTICATO UN FATTORE? ........................................................... ....... 239
9.5 SCELTA DELLA BASE....................................................... ............................................................. . 241 9.6 AGGIUNTA DI UN FATTORE PER DIMINUIRE IL RESIDUO.................................................... 244 9.7 UNA SPIEGAZIONE ALTERNATIVA AGLI ALIAS ............................................... ...................... 247
CAPITOLO 10. APPLICAZIONI SU DATI REALI....................................... ............................................ 250 10.1 QUALI METODI USIAMO?........... ........................................................... ...................................... 250 10.2 ANOVA ONE-WAY FULL-REGRESSION....................... ....................................................... ...... 251 10.3 ANOVA TWO-WAY FULL-REGRESSION............... ........................................................... ......... 256 10.4 CASO IVECO .................................................... ........................................................... .................... 264
10.4.1 ERRORI NELL’ANALISI DI FORNASIERI (1995)................................. ............................... 265 10.4.2 FULL-REGRESSION ........................................................... ..................................................... 271 10.4.3 ESPERIMENTO COMPLETO ............................................................. ..................................... 276
10.5 PIANO NON GEOMERICO DI PLACKETTT-BURMAN A 12 STATI PER 5 FATTORI........... 279 10.6 PIANO SPERIMENTALE CON 4 FATTORI DI CONTROLLO A 3 LIVELLI E 3 FATTORI DIRUMORE A 2 LIVELLI............................................................ ............................................................. .. 285
CAPITOLO 11. TAGUCHI: NOVITÁ O BLUFF? .......................................................... ........................... 292 11.1 POPOLARITÁ DI TAGUCHI ........................................................... ............................................... 292 11.2 QUALITY ENGINEERING: SYSTEM, PARAMETER, TOLERANCE DESIGN ........................ 294 11.3 LOSS FUNCTION ........................................................ .......................................................... .......... 296 11.4 OUTER E INNER ARRAY ........................................................... ................................................... 298 11.5 SIGNAL TO NOISE ..................................................... .......................................................... .......... 299
11.5.1 ON TARGET.............................. ........................................................... ..................................... 300 11.5.2 THE LARGER THE BETTER........................ ..................................................................... ...... 301 11.5.3 THE SMALLER THE BETTER ................................................................ ................................ 302
11.6 MIN LOSS FUNCTION = MAX SIGNAL TO NOISE?............................................ ...................... 303 11.7 TAGUCHI E LE INTERAZIONI ........................................................... .......................................... 306
11.7.1 3 TIPI DI INTERAZIONE ....................................................... .................................................. 308 11.8 CONCLUSIONI .................................................. ........................................................... ................... 309
BIBLIOGRAFIA............................................................ ............................................................ ................... 311
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 6/320
6
CAPITOLO 1
IL PROBLEMA DELLA QUALITÁ
1.1 PERCHÉ OGGI SI PARLA DI QUALITÁ ?“Mere talk about quality accomplishes little”
(Deming 1986, pag. 4)
“Quality first”, oggi la Qualità è una parola usata tantissimo: basta aprire i
quotidiani per vederla nella pubblicità, negli annunci di lavoro, in vari articoli ... i libri e le
riviste sulla Qualità si sprecano .. ma come mai tutto ciò? In molte pubblicazioni si afferma
che oggi il consumatore non guarda più solo al prezzo ma anche alla Qualità del prodotto;
a me sembra strano che 20 o 30 anni fa il consumatore non considerasse la Qualità dei
prodotti così come mi sembra molto dubbia l’affermazione di Galgano (1990) che in Italia
la Qualità si sia sviluppata solo negli anni ’80: forse prima di allora le aziende italiane non
avevano una funzione Qualità? Io penso che oggi come 20 anni fa i manager che sapevano
cosa fare ottenevano prodotti e servizi di Qualità, gli altri no; e il cliente, quando poteva,
andava da chi forniva la qualità più alta.
In realtà i problemi legati alla Qualità sono sempre esistiti, fin dai tempi degli
antichi Romani che svilupparono standard di qualità, metodi e strumenti di misurazione, e
relazioni fra cliente e fornitore per aumentare la produttività (Juran 1996). E allora come
mai questo forte interesse attuale? Secondo me ogni volta che un argomento diviene di
moda è per un motivo economico: in questo caso è stata l’aggressiva strategia di mercato
dei giapponesi che, grazie alla Qualità dei loro prodotti e alla produttività delle loro
industrie, dagli anni’60 hanno cominciato a sottrarre quote crescenti di mercato ai colossiamericani ed europei.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 7/320
7
Considerando:
• che la competitività si gioca principalmente sul prezzo e sulla Qualità,
• la crescente standardizzazione e diffusione delle tecnologie,
• la saturazione pressoché totale delle economie di scala (vista la tendenza oligopolistica
dei grossi mercati)
è molto difficile ridurre i costi oltre un certo limite, quindi per aumentare la
competitività è molto più facile agire sulla variabile Qualità che sul prezzo; inoltre una
corretta politica della Qualità porta a ridurre anche gli enormi costi (par.1.8) della
disqualità (Galetto 1995), quindi è possibile abbassare i prezzi dei prodotti
indipendentemente dalla tecnologia usata o dalle economie di scala: da questo vediamo che
prezzo e Qualità possono essere 2 grandezze correlate; Juran (1988) afferma che sono stati
fatti parecchi studi per indagare questa correlazione.
I giapponesi sono stati i primi a riconoscere questi problemi grazie
all’insegnamento di Deming riguardo le carte di controllo di Shewart e la responsabilità
dell’upper management nel problema della Qualità. Deming (1986) riferisce che già nel
lontano 1942 si era cercato di diffondere i metodi statistici nell’industria americana ma che
il management non era consapevole delle proprie responsabilità per cui il controllo della
Qualità si rivelò inefficace.
Nel 1950, quando lo JUSE invitò in Giappone Deming, i giapponesi compresero
che se non avessero unito gli sforzi, questi non avrebbero avuto un impatto nazionale; la
Qualità diventò allora un problema di tutte le aziende e di tutta la nazione: “improvement
of quality became in 1950, in Japan, total”(Deming 1986); essi compresero una serie di principi sulla Qualità che verranno esposti nei seguenti paragrafi. Già nel 1950 Deming
predisse che, entro 5 anni, i prodotti giapponesi avrebbero invaso il mercato mondiale e
così fu; inoltre nel 1954 arrivò in Giappone un altro genio della Qualità, Juran, il cui
“masterful teaching” (così definito da Deming) convinse definitivamente l’upper
management giapponese riguardo la sua responsabilità verso il miglioramento della
Qualità e della produttività.
Nel 1960, grazie ad Ishikawa, nacquero i circoli della Qualità ovvero dei gruppi di
persone che lavoravano sui problemi della Qualità: in Giappone questi gruppi furono unalogica e coerente evoluzione degli insegnamenti di Deming; quando gli americani
provarono a copiarli negli anni ’70 tali circoli fallirono immediatamente perché gli alti
manager non seguivano le raccomandazioni che tali circoli davano loro. “It is a hazard to
copy. It is necessary to understand the theory of what one wishes to do or to
make”(Deming 1986, pag.129). Negli anni ’70 gli americani, che per 30 anni avevano
ignorato gli insegnamenti di Deming, lo rivalutarono visto che il suo nome era legato allo
strepitoso successo della Qualità giapponese: si crearono molte aspettative irrealistiche e si
pensò che bastasse istituire il controllo statistico della Qualità per risolvere tutti problemidelle aziende; gli americani di nuovo non capirono che la gestione della Qualità (Quality
Control) non consiste in “cookbook procedures on file ready for specific application” ma
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 8/320
8
piuttosto in “a philosophy that directs efforts at all levels of responsibility towards the
more effective use of the resources available to meet the needs of customers”(Deming
1986, pag.245).
Oggi Deming è considerato il principale artefice del miracolo giapponese ma forse
gli occidentali non hanno ancora compreso il suo insegnamento se è vero che l’Europa
chiude le frontiere ai giapponesi, non potendo ancora fronteggiare la loro concorrenza
(Galetto 1995). Poiché ritengo che Deming sia la figura più importante nella Qualità, nei
primi 2 capitoli faremo continuamente riferimento al suo pensiero, chiaramente espresso in
“Out of the Crisis”; le frasi di questo testo saranno riportate in lingua originale per evitare
possibili distorsioni delle idee di Deming, come è stato fatto nella traduzione italiana da
parte dell’ISVOR.
1.2 DEFINIZIONE DI QUALITÀ“La qualità ... si sa cos’è e non si sa cos’è. Grande contraddizione.
Eppure vi sono cose che hanno una qualità maggiore di altre...
Se non si può più dire che cos’è la qualità, come si può sapere che cos’è
e come si può sapere addirittura se esiste?
Se nessuno sa che cos’è, in pratica non esiste. Invece in pratica esiste”
(Pirsig 1974, “Lo Zen e l’arte della manutenzione della motocicletta”)
Seguendo l'approccio scientifico (cap.2) bisogna definire le cose fondamentali dicui si parla quindi le elucubrazioni filosofiche di Pirsig, seppur affascinanti, sono di scarso
aiuto nella gestione industriale della Qualità; dobbiamo precisare allora che cosa si intende
per Qualità. Nella letteratura troviamo varie definizioni che non fanno altro che accrescere
la confusione che si è generata sull'argomento:
• percentuale di difettosità
• conformità alle specifiche (Crosby)
• perdita generata dal prodotto dal momento in cui viene spedito (Taguchi)• affidabilità all'istante zero
• adeguatezza all'uso (Juran)
• qualcosa suscettibile di miglioramento
• zero difetti
• insieme delle caratteristiche atte a soddisfare una certa esigenza
Questi sono solo alcuni esempi; se poi elencassimo tutte le definizioni che si danno sulla
qualità totale (par. 2.1) non finiremmo più. A questo punto si capisce come sia moltoimportante dare una definizione la più completa possibile, non suscettibile ad ambiguità;
secondo me è tale quella che si trova in Galetto (1995):
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 9/320
9
La Qualità è
l'insieme delle caratteristiche di un sistema atte a soddisfare le esigenze
del Cliente,
dell'Utilizzatore,
della Società.
Accanto a questa definizione vi è quella che la Qualità è una scienza manageriale che
studia come le aziende possono ottenere prodotti e servizi di Qualità (secondo la prima
definizione data). Ritorniamo alla prima definizione che abbiamo dato, essa si presta ad
alcune interessanti osservazioni:
• Pochissimi autori considerano la differenza fra Utente (chi utilizza il sistema) e Cliente
(chi paga il sistema) però è innegabile che un sistema (prodotto o servizio) di Qualità
deve soddisfare le esigenze di entrambi. Inoltre quasi nessuno considera la Società dei
cittadini; ma come si può dire che un prodotto ha Qualità se provoca danno ad altre
persone? Possiamo considerare le armi (anche se molto affidabili) un prodotto di
Qualità? Io non credo ...
• Bisogna soddisfare le esigenze (esplicite e implicite) e non il cliente/utente; ad esempio
i metodi Taguchi (cap.11) soddisfano molto i clienti (aziende che li usano) che
credono di risparmiare soldi, e gli utenti (manager della Qualità) che non devono
pensare troppo per progettare le prove; ma la reale esigenza delle aziende è di
competitività e quella dei manager della Qualità è la capacità di stimare adeguatamente
la realtà: sono soddisfatte tali esigenze? Non si direbbe visto che le aziende chemagnificano i metodi Taguchi poi perdono in competitività e sono costrette a licenziare
un sacco di persone fra cui, magari, quelle del reparto Qualità che erano tanto contente
di usare i metodi Taguchi perché non dovevano pensare troppo.
• Giustamente non distingue fra prodotti e servizi (entrambi sono dei sistemi), perché,
come dice Deming (1986),“the principle that will help to improve quality of product
and of service are universal in nature" . Per brevità di notazione nel seguito si userà il
termine prodotto per indicare qualsiasi sistema.
Quali sono allora le caratteristiche dei sistemi che possono soddisfare le esigenzedel Cliente/Utente/Società? Shewart (1931) è stato il primo a porsi il problema di
quantificare la Qualità attraverso le caratteristiche di Qualità per poterla misurare e
migliorare: entra in gioco il problema delle definizioni operative (Deming 1986, cap.9). È
ovvio che non possiamo dare un elenco di caratteristiche che vadano bene per qualunque
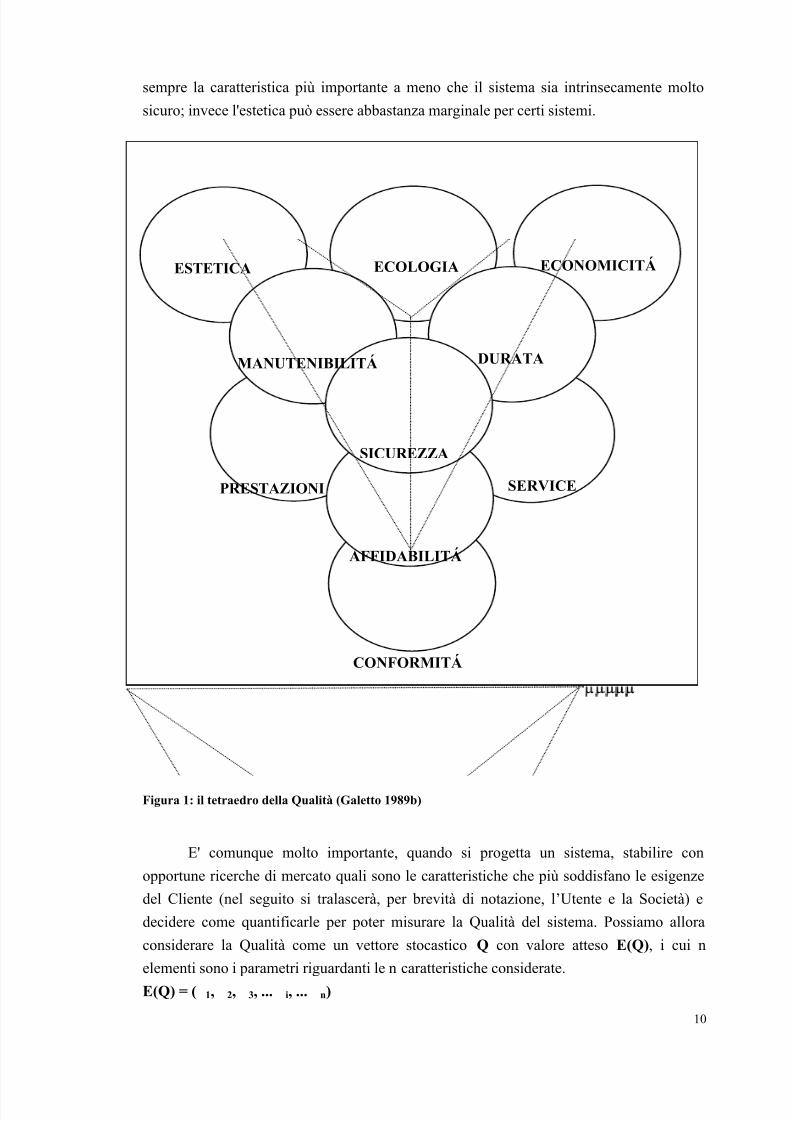
sistema in ogni situazione; Galetto (1987) ha comunque proposto un elenco di 10
grandezze che possono andare bene per prodotti industriali; esse sono poste sugli spigoli di
un tetraedro per facilitarne il ricordo (fig.1).
E' ovvio che il peso di queste 10 caratteristiche varia a seconda del sistema che sto prendendo in considerazione: se ripensiamo alla definizione di qualità la sicurezza è
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 10/320
10
sempre la caratteristica più importante a meno che il sistema sia intrinsecamente molto
sicuro; invece l'estetica può essere abbastanza marginale per certi sistemi.
Figura 1: il tetraedro della Qualità (Galetto 1989b)
E' comunque molto importante, quando si progetta un sistema, stabilire con
opportune ricerche di mercato quali sono le caratteristiche che più soddisfano le esigenze
del Cliente (nel seguito si tralascerà, per brevità di notazione, l’Utente e la Società) e
decidere come quantificarle per poter misurare la Qualità del sistema. Possiamo allora
considerare la Qualità come un vettore stocastico Q con valore atteso E(Q), i cui nelementi sono i parametri riguardanti le n caratteristiche considerate.
E(Q) = (µ1, µ2, µ3, ... µi, ... µn)
ECONOMICITÁ
AFFIDABILITÁ
CONFORMITÁ
ESTETICA
DURATA
SERVICE
ECOLOGIA
PRESTAZIONI
MANUTENIBILITÁ
SICUREZZA
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 11/320
11
è il vettore Qualità da stimare se vogliamo misurare la Qualità dei nostri prodotti;
ovviamente a ogni caratteristica stimata sarà associato un certo intervallo di fiducia.
Possiamo considerare che la funzione utilità del Cliente cresca con E(Q) e decresca
con il prezzo quindi l’azienda può giocare sia col prezzo che con le caratteristiche di
Qualità per consentire all’utente di massimizzare la propria utilità comprando i prodotti
dell’azienda e nel contempo, facendola guadagnare in competitività; ovviamente per fare
ciò, bisogna cercare di stimare anche la funzione di utilità del Cliente, con opportune
ricerche di mercato.
A pag.180 Deming traccia il percorso che bisognerebbe seguire nel lancio di un
prodotto se vogliamo che esso sia di Qualità:
1. Progettare con Qualità il prodotto (off-line QC).
2. Produrlo e testarlo sia in linea di produzione (on-line QC) che in laboratorio.
3. Lanciarlo sul mercato.
4. Testarlo sul campo, scoprire cosa ne pensa l’acquirente e perché il non acquirente non
l’ha comprato
Questa sequenza mette in luce la giusta importanza delle prove e quindi dei metodi
statistici per effettuarle; inoltre evidenzia l’importanza fondamentale del Cliente.
1.3 IL CLIENTE OVVERO IL GIUDICE DELLA QUALITA'“The consumer is the most important part of the production line”
(Deming 1986, pag.5)
Il Cliente è il punto di partenza per fare la Qualità; come dice Feigenbaum (1991),
la Qualità è ciò che dice il Cliente, non ciò che dice l'azienda che offre il prodotto o
servizio. Senza Clienti l'azienda non avrebbe più motivo di esistere ecco perché quando
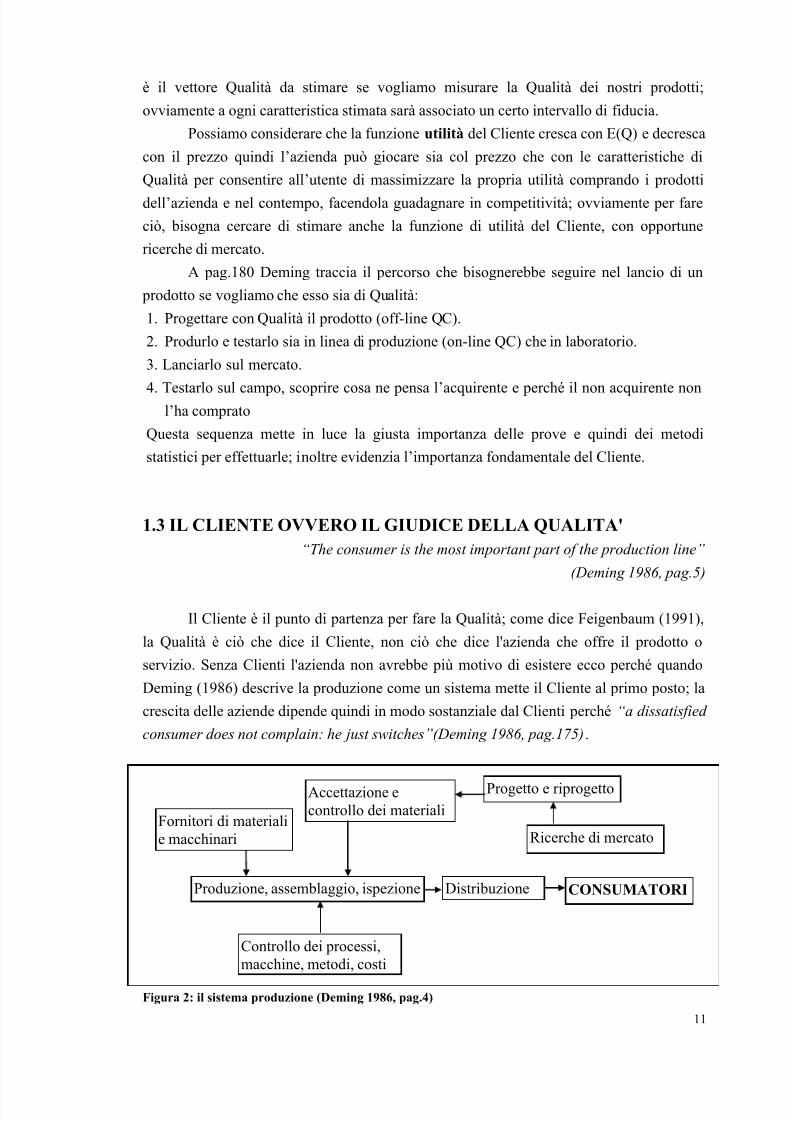
Deming (1986) descrive la produzione come un sistema mette il Cliente al primo posto; la
crescita delle aziende dipende quindi in modo sostanziale dal Clienti perché “a dissatisfied
consumer does not complain: he just switches”(Deming 1986, pag.175).
Figura 2: il sistema produzione (Deming 1986, pag.4)
Fornitori di materialie macchinari
Accettazione econtrollo dei materiali
Progetto e riprogetto
Ricerche di mercato
Controllo dei processi,macchine, metodi, costi
CONSUMATORIDistribuzione Produzione, assemblaggio, ispezione
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 12/320
12
La figura 2 è pensata in funzione della produzione ma il concetto dell’importanza
del cliente vale anche per i servizi: “It is customers that keep a company in business, both
in manufacturing industries and in service industries” (Deming 1986, pag.192); nel
capitolo 7 di Deming (1986) vi sono molti esempi di come applicare i suoi 14 principi del
management ai servizi, usando tecniche statistiche.
Al giorno d'oggi è invece molto di moda la catena fornitore-cliente ovvero il
concetto di cliente interno contrapposto a quello esterno (che paga con moneta buona): si
dice che se nell'azienda il reparto a monte soddisfa quello a valle, alla fine viene
soddisfatto meglio anche il "reparto" più a valle (il cliente esterno). Basta guardare alcuni
esempi in Galetto (1995) in cui la soddisfazione del cliente interno non si traduce affatto
nella soddisfazione delle esigenze del Cliente vero (esterno). In realtà la strada giusta de
seguire è che i clienti interni devono tutti decidere in funzione delle esigenze del Cliente
vero; bisogna considerare che la reputazione dell’azienda è molto più importante degli
obiettivi di budget dei vari direttori delle funzioni. Infine consideriamo che al Cliente che
compra un sistema, interessa che il sistema funzioni, non gli importano le catene fornitore-
cliente, la qualità totale, i circoli della qualità, il TQM, il CWQC, ....; al Cliente interessa la
Qualità e un Cliente onesto capisce quando c’è la Qualità e quando ciò accade ritorna ad
acquistare dall’azienda: non dimentichiamo che “profit comes from repeat
customers”(Deming 1986, pag.178).
1.4 “MAKE IT RIGHT THE FIRST TIME”: LA PREVENZIONE“if you do it right the first time, you are invisible ...
mess it up , and correct it later, you become a hero”
(Deming 1986, pag.107).
Come si fa a soddisfare le esigenze del Cliente? Bisogna sapere che cosa è la
Qualità oltre che le metodologie per realizzarla: la Qualità richiede che si prevengano gli
errori; agire con Qualità significa prevenire (concetto che solo nel 1994 è stato recepito
nelle norme ISO 9000); poiché chiunque può commettere degli errori, se questi vengonocommessi bisogna attuare le opportune azioni correttive. E' chiaro che per agire con
Qualità bisogna insegnare alle persone a ragionare logicamente con la propria testa, perché
altrimenti non saranno mai in grado di analizzare adeguatamente i problemi per prendere
delle decisioni corrette: questi concetti sono alla base del tetraedro del manager razionale
(Galetto 1995) e dell’approccio scientifico di cui parleremo nel cap.2.
Anche Deming (1986), Crosby (1986), Juran (1988) e Feigenbaum (1991)
sottolineano l'importanza della prevenzione, e oggi si può dire che anche la norma ISO ha
recepito questo messaggio ... a parole; ma nella realtà le aziende (certificate e non) cercanodi prevenire i difetti? Sanno premiare i lavoratori che agiscono in un'ottica di prevenzione?
..Io penso che sia più vicino alla realtà la frase contenuta in Deming (1986) e riportata
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 13/320
13
sopra: le persone che nelle aziende cercano di prevenire i problemi non sono riconosciute e
premiate; coloro che invece creano problemi e poi cercano (con successo???) di risolverli
sono considerati i migliori.
Questa enfasi attuale sui problemi porta a propagandare "I 7 strumenti della
qualità totale" , che in realtà non servono alla prevenzione e porta a dire Galgano che i
problemi sono dei tesori; la propaganda di tali concetti va nella direzione opposta a quella
della Qualità (parziale, non totale).
. Quello che abbiamo detto è riassunto nel famoso detto "you cannot inspect quality
into a product, you must build quality into a product " : ma quanti conoscono e sanno
applicare gli strumenti per progettare la Qualità nei sistemi? Come mai Ishikawa ha
esportato in occidente solo i 7 strumenti del TQC, oggi conosciuti come i 7 strumenti della
qualità totale? Con quelli non si fa prevenzione...
L’importanza della prevenzione è sottolineata in una delle 4 “verità assolute” sulla
Qualità che propone Crosby (1986):
1. La Qualità è la conformità alle specifiche,
2. La prevenzione assicura la Qualità,
3. Lo standard deve essere Zero difetti,
4. Il criterio di valutazione della Qualità è il costo della non conformità.
Secondo le definizioni che abbiamo dato e che daremo, non ci sentiamo di condividere
appieno queste “verità assolute” di Crosby perché la conformità è solo un aspetto della
Qualità, e il mitico “Zero difetti” non ha mai risolto i difetti, come possiamo aspettarci che
prevenga i guasti (Galetto 1988)? La seconda “verità assoluta” fa emergere l’importanzadella prevenzione che, secondo Crosby consiste nell’eliminare su grande scala tutte le
occasioni di errore; Crosby sembra però non considerare che non sempre si riescono a
prevenire gli errori: quando ciò accade, bisogna riconoscerli con onestà intellettuale e
spirito scientifico (Cap.2) e attuare le opportune azioni correttive. Modificando la frase di
Crosby, diciamo che la prevenzione e le azioni correttive assicurano la Qualità.
1.5 FMECA E AFFIDABILITÁ
É chiaro che per prevenire bisogna considerare tutte le fasi del ciclo di vita del
prodotto, dall'identificazione delle necessità di mercato, all'uso del prodotto da parte del
Cliente, fino a quando un nuovo prodotto sarà lanciato sul mercato.
In un ottica di prevenzione, la fase più importante è il ciclo di sviluppo (Galetto
1987) che parte con l'identificazione delle esigenze dei clienti e termina dopo il primo
anno: nelle 10 fasi elencate dall’autore bisogna cercare di testare tutte le possibili
deficienze del prodotto prima che sia lanciato sul mercato. Gli obiettivi in queste 10 fasidevono essere in linea con gli standard più alti del mercato affinché il prodotto possa
essere competitivo; gli strumenti da usare in questa fase sono la FMECA (Failure Mode
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 14/320
14
Effect and Criticality Analysis), le previsioni di affidabilità e il DOE; integrati con i
moderni strumenti di progettazione integrata (CAD, CAM) si possono scoprire i difetti
quando si possono correggere non spendendo ancora tanti soldi e non facendo insorgere
ulteriori problemi.
Infatti con la FMECA si identificano i modi di guasto dei vari componenti, non
scartandone nessuno a priori; per ogni modo di guasto si identifica l’effetto mettendosi
nell’ottica del Cliente. Ogni modo di guasto può avere una o più cause: esse vanno
identificate perché bisogna stabilire le opportune azioni preventive per migliorare
preventivamente il prodotto. Si individuano le combinazioni modo-efffetto-causa più
critiche, cercando di eliminarle; la FMECA serve anche ad ideare prove di affidabilità che
assicurano che le combinazioni più critiche non si verifichino sui prodotti migliorati.
Le prove di affidabilità sui prototipi sono il momento della verità aziendale; in
questo momento si verifica non solo l’affidabilità dei prodotti, ma anche l’affidabilità
dell’azienda: un’azienda affidabile non decide di proseguire se non dopo aver ottenuto, con
un adeguato livello di fiducia, gli obiettivi fissati. Bisogna quindi progettare le prove di
affidabilità così da raccogliere i dati necessari e sufficienti per prendere le decisioni
corrette: ma per progettare le prove abbiamo bisogno di una teoria sufficientemente
generale per l’affidabilità dei sistemi (Galetto 1981 e 1982).
Gli obiettivi di affidabilità vanno fissati per il sistema e poi ripartiti ai vari
sottosistemi, poi ai gruppi, fino ai componenti. La tecnica di ripartizione degli obiettivi di
affidabilità deve essere tale che l’affidabilità del sistema, calcolata mediante l’affidabilità
dei componenti, e tenendo conto delle eventuali ridondanze, soddisfi all’obiettivo dato. Ivari obiettivi di affidabilità (R(t), A(t), M(t), m(t), h(t) ...) devono essere congruenti tra
loro sia a livello di sistema che a livello di componente: gli obiettivi ripartiti ai componenti
vanno trasferiti ai fornitori perché li sviluppino con quei valori di affidabilità. Ecco come
si costruisce la Qualità dei sistemi ed ecco perché l’affidabilità è una disciplina basilare per
la Qualità (qua intesa come scienza manageriale).
Tutto ciò è perfettamente coerente con quanto afferma Deming (1986) a pag.49,
“quality must be built in at the design stage”, e a pag.50, “It is better to work on the
processes, and on equipment and on materials and components that go into your product,and on your procedures for testing these components before they go into the final product”
Bisogna quindi prevenire e migliorare i processi, il che vuol dire studiare gli effetti di
cambiamenti nei livelli dei parametri, cosa che può essere fatta pianificando gli
esperimenti in modo scientifico usando metodologie di Qualità come il DOE (Cap.3), che
consente di scoprire l’effetto dei fattori e delle loro interazioni, permettendo così
l’ottimizzazione dei prodotti e dei processi.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 15/320
15
1.6 LE PERSONE E LA CULTURA VALGONO PIÚ DELLATECNOLOGIA
“Mere allocation of huge sums of money for quality will not bring quality.
There is no substitute for knowledge”
(Deming 1986, pag.50)
Molti pensano che per migliorare la Qualità bisogna sprecare tanti soldi , comprare
tante macchine, cambiare il personale; in realtà Deming ci dice che “the improvement took
place with the same people and with no new equipment”. Il punto fondamentale è la
formazione: gli uomini non si comprano ma vanno formati; formare le persone ed
elevarne la cultura e la capacità di logica può aiutare le aziende ad affrontare i complessi
problemi del mondo d’oggi: “è necessaria una preparazione con serio contenuto
scientifico, che abbia però l’uomo come punto di riferimento”(Galetto 1995). Dunque
Qualità è anche formazione e cultura: per ottenere comportamenti corretti e coerenti
occorre formare i manager, elevandone la Cultura della Qualità ed evitando il nozionismo
e gli slogan. Spesso invece nelle aziende il personale è bombardato di slogan:
“Zero Defects”
“Do it right the first time”
“Getting better together”
“Be a quality worker”
“Take pride in your work”
Come dice Deming, tali esortazioni sono giustissime ma sono dirette alle personesbagliate (i lavoratori) visto che la responsabilità del sistema è dei manager. “People
generally want to do the right thing, but in a large organization they frequently don’t
understand what is the right thing”(Deming 1986, pag.70). Anche Crosby (1986) dice che
non ha mai conosciuto nessuno che fosse contrario alla Qualità o favorevole ai problemi: le
persone vogliono lavorare bene se si dà loro questa opportunità.
In tutto il suo libro Deming sottolinea l’importanza che i lavoratori siano orgogliosi
del proprio lavoro: bisogna riuscire a motivare le persone perché uno che sente di essere
importante per il suo lavoro cercherà di essere sempre presente e potrà avere una parteimportante nel miglioramento del sistema. Anche Ishikawa, un altro ‘guru’ della Qualità,
enfatizza che il rispetto dell’uomo deve essere una parte integrante della filosofia
gestionale: “Employees must be able to feel comfortable and happy with the company, and
be able to make use of his capabilities and realize his potential”1.
Invece spesso avviene che i lavoratori si sentono frustrati perché accusati dal
management per colpe che invece appartengono al sistema in cui lavorano; le loro
prestazioni dipendono da un grande insieme di fattori: i colleghi, i materiali con cui si
lavora, le attrezzature, i capi, i clienti ... tutto ciò che compone il sistema. Deming sostiene1 Questa frase è riportata in Wang (1993), a sua volta ripresa dal libro di Ishikawa , “What is Total Quality
Control? The Japanese Way” (1985)
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 16/320
16
che il 94% dei problemi sono causati dal sistema e non dai lavoratori; Juran sostiene che il
management è responsabile del 85% dei problemi all’interno delle aziende.
1.7 IL RUOLO DELL’UPPER MANAGEMENT“Management too often suppose that they have solved their problems of quality
by establishing a Quality Control Department,
and forgetting about it”
(Deming 1986, pag.405)
La cosa più importante è che il management ai livelli più alti (upper) si renda conto
delle proprie responsabilità riguardo la Qualità; purtroppo i grandi capi dell’azienda sono
sensibili solo ad argomenti economici, ragionando per lo più in un ottica di breve periodo.
Ecco perché Juran (1988) dice che, quando è chiamato da un’azienda per una consulenza,
ai manager traccia sempre un analogia fra i compiti della funzione Qualità e quelli della
funzione Finanza secondo la famosa “trilogia di Juran” (1988):
1. pianificazione
2. gestione
3. miglioramento
Queste tra attività valgono tanto per la Finanza quanto per la Qualità ma in genere imanager sono più interessati al primo elemento se non gli si fa toccare con mano gli
elevati risparmi nei costi della disqualità (par 1.7).
Il coinvolgimento dell’upper management è fondamentale: quando Deming venne
negli anni ’50 in Giappone incontrò direttamente i manager delle più grandi compagnie
giapponesi; solo così fu possibile implementare un controllo statistico di Qualità nelle
aziende nipponiche; Deming stesso riferisce che si era cercato di fare ciò anche in America
e già nel 1942 ma il management non fu sufficientemente coinvolto e il programma fallì.
I manager, per affrontare adeguatamente il problema della Qualità, devonoconformarsi ai principi del “tetraedro del manager razionale” (Galetto 1995), acquisendo la
capacità di decidere in condizioni di incertezza pensando alle conseguenze delle loro
decisioni nel lungo periodo (cap.2). La direzione dell’azienda deve imparare a premiare
coloro che agiscono per prevenire i problemi (non chi li crea) e incentivare chi vuole
imparare e impegnarsi seriamente, deve capire che lo scopo ultimo dell’azienda è la
continuità del lavoro per se stessa e per i propri dipendenti.
È allora necessario una “cultural revolution in management”, ma quando avverrà?
“The question may not be when, but whether”(Deming 1986, pag154).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 17/320
17
1.8 LA QUALITÁ: UNA SCELTA CONVENIENTE“The only survivors will be companies with
constancy of purpose for quality, productivity, and service”
(Deming 1986, pag.155)
È l’argomento con il quale si può sperare di fare breccia nel cuore dell’upper
management; infatti Feigenbaum sostiene che, eliminando i costi della cattiva Qualità, si
può risparmiare fra il 15% e il 40% dei costi totali di produzione; Crosby afferma che le
aziende di produzione spendono il 20% del loro fatturato facendo cose sbagliate e
ripetendole mentre le società di servizi spendono il 35% del fatturato per le stesse ragioni;
anche Galetto afferma che i costi della disqualità sono una miniera d’oro.
Galetto (1989b) asserisce che vi sono prove inconfutabili che la Qualità rende a che
la disqualità è un lusso costoso per le aziende: i manager devono imparare a considerare il
costo integrale del prodotto che deve anche comprendere la perdita di un cliente per la
scarsa qualità del prodotto. In un indagine della Pims è risultata una forte correlazione fra
Qualità dei prodotti e ROI delle aziende; le aziende di successo hanno conquistato il
mercato puntando sulla Qualità, riducendo quindi gli sprechi all’interno dell’azienda e
spuntando prezzi superiori alla concorrenza meno qualificata.
Molti pensano che sia incredibile che un’alta Qualità comporti costi minori e una
maggior produttività: ciò è possibile perché si riducono gli scarti e le rilavorazioni durante
il processo produttivo, si risparmia sul controllo di accettazione dei prodotti forniti oltre a
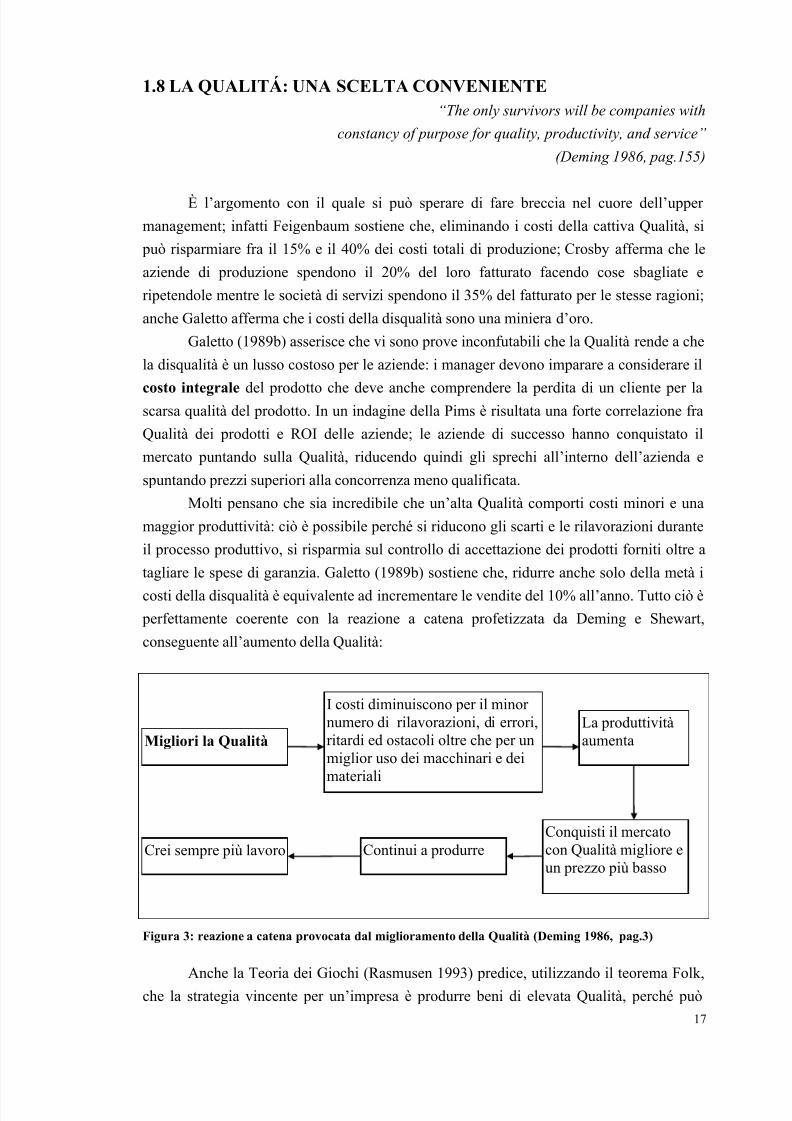
tagliare le spese di garanzia. Galetto (1989b) sostiene che, ridurre anche solo della metà icosti della disqualità è equivalente ad incrementare le vendite del 10% all’anno. Tutto ciò è
perfettamente coerente con la reazione a catena profetizzata da Deming e Shewart,
conseguente all’aumento della Qualità:
Figura 3: reazione a catena provocata dal miglioramento della Qualità (Deming 1986, pag.3)
Anche la Teoria dei Giochi (Rasmusen 1993) predice, utilizzando il teorema Folk,
che la strategia vincente per un’impresa è produrre beni di elevata Qualità, perché può
Migliori la Qualità
I costi diminuiscono per il minor numero di rilavorazioni, di errori,ritardi ed ostacoli oltre che per un
miglior uso dei macchinari e deimateriali
La produttivitàaumenta
Conquisti il mercatocon Qualità migliore eun prezzo più basso
Continui a produrre Crei sempre più lavoro
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 18/320
18
venderli a un prezzo elevato per molti periodi; inoltre i consumatori si rifiuteranno di
acquistare da un’impresa che abbia prodotto anche una sola volta beni di bassa qualità; il
prezzo di equilibrio è tale da dissuadere l’impresa a sacrificare i profitti futuri in cambio di
una congiunturale e non ripetibile successo di vendite derivante dall’inganno, ovvero
vendere a un prezzo alto beni di bassa qualità. Pur con tutte le limitazioni della Teoria dei
Giochi e l’uso di un modello molto semplificato, il risultato è comunque indicativo del
fatto che la Qualità è una scelta vincente.
1.9 LA QUALITÁ DELL’INSEGNAMENTO
Abbiamo detto che Qualità è anche cultura e formazione: per questo motivo ci
sembra impossibile che lo sviluppo futuro della qualità possa prescindere da un sistema
scolastico (in particolar modo universitario) di Qualità e quindi da professori di Qualità.
Il passo che segue, tratto da Deming (1986, pag.173), mi pare molto eloquente per
quanto riguarda la Qualità dell’insegnamento perché fa capire che spesso quelle persone
che sono tanto osannate pubblicamente, in realtà non aggiungono nulla di veramente
importante alla nostra conoscenza, anzi a volte insegnano delle cose errate perché non
hanno compreso i principi base di ciò che spiegano; d’altro canto ci sono alcuni insegnanti,
che magari sono ritenuti scadenti, ma che invece sono in grado di aprire la mente dei
propri studenti: essi non insegnano semplicemente delle formule ma trasmettono una
“forma mentis” che mette gli studenti in condizione di affrontare adeguatamente i problemi che troveranno nella pratica.
“The first requisite for a good teacher is that he have something to teach. His aim
should be to give inspiration and direction to students for further study. To do this, a
teacher must possess knowledge of the subject . ...
In my experience, I have seen a teacher hold a hundred fifty students spellbound, teaching
what is wrong. His students rated him a great teacher. In contrast, two of my own greatest
teachers in universities would be rated poor teachers on every count. Then why did peoplecome from all over the world to study with them, including me? For the simple reason that
these men had something to teach. They inspired their students to carry on further
research. They were leaders of thought -by name, Sir Ronald Fisher in statistics ... and Sir
Ernest Brown ....”
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 19/320
14
CAPITOLO 2
L’APPROCCIO SCIENTIFICO ALLA QUALITÁ
2.1 QUALITÁ TOTALE E CERTIFICAZIONE? MEGLIO LAQUALITÀ
“experience alone, without theory,
teaches management nothing about what to doto improve quality and competitive position, nor how to do it”
(Deming 1986, pag.19)
Nel primo capitolo abbiamo visto che la Qualità rappresenta un problema
importante che l’upper management deve in qualche modo affrontare se non vuole che
l’azienda perda in competitività. Come? Ci sono varie strade, non tutte ugualmente
efficaci; ne elenco alcune:
• mandare i manager ai convegni sulla qualità totale sperando che tornino con la formula
magica per risolvere i problemi dell’azienda,
• acquistare i libri sulla qualità totale, metterli nella biblioteca dell’azienda e non
cambiare i sistemi e i metodi di gestione,
• andare da un consulente esperto di ISO 9000 e spendere un sacco di soldi per farsi
certificare da qualche società, ritenendo che la certificazione assicuri automaticamente
la Qualità
• seguire ciecamente le idee di qualche guru della Qualità, come i 14 punti di Deming, la
trilogia di Juran, i 14 punti e le 4 verità assolute di Crosby, il TQC di Feigenbaum, il
CWQC di Ishikawa o la loss function di Taguchi
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 20/320
2 - L’Approccio Scientifico alla Qualità
15
• iniziare a ragionare con la propria testa, usando la Logica con onestà intellettuale (par.
2.2): “Ben poche cose in grado di sostituire l’intelletto umano per sviluppare idee,
metodi, strumenti...”(Galetto 1995).
Alla fine del capitolo sarà chiara la strada da seguire.
I primi 2 approcci sono ovviamente da rigettare perché la qualità totale (pessima
traduzione di Total Quality Control , un concetto ideato da Feigenbaum nel 1961, la cui
traduzione corretta è gestione totale della Qualità), oggi come oggi è a uno stadio di
confusione totale. Soprattutto non si capisce dalle varie pubblicazioni se la qualità totale è
un attributo del prodotto o del servizio oppure è un approccio manageriale alla Qualità; se
è un attributo del prodotto bisognerebbe specificare la differenza fra Qualità (definita nel
cap.1) e qualità totale: la Qualità è la soddisfazione delle esigenze del Cliente, cosa può
aggiungere a ciò la qualità totale? Finora non ho letto nulla su questa differenza nelle varie
pubblicazioni sulla qualità totale.
La norma ufficiale europea ISO 8402 dice in una nota che il Total Quality
Management è talvolta chiamato Total Quality: io ritengo che questa sia la definizione
ufficiale di qualità totale; purtroppo non ho mai visto nessuna pubblicazione sulla qualità
totale citare la norma.
La conferma che qualità totale è un sinonimo di gestione totale della Qualità viene
da Feigenbaum (1991), l’inventore del concetto TQC; egli, nella terza edizione (1986) e
nella terza edizione revisionata (1991) del suo libro originale Total Quality Control (1961)
usa indifferentemente total quality e total quality control; ciò è molto strano perché
l’autore si preoccupa di dire (pag.26) che usa:• total quality control
• quality control
indifferentemente. Si preoccupa di dire (pag.108) che usa:
• total quality system
• quality sistem
indifferentemente ma da nessuna parte c’è scritto che:
• total quality control
• total qualitysono equivalenti; ciò si capisce solo implicitamente, perché le pagine dove l’autore usa
total quality, nell’indice analitico sono richiamate sotto la voce total quality control; inoltre
nella prefazione Feigenbaum esordisce con la frase "Since its original presentation in this
book (1961 n.d.a.) total quality has become increasingly widely recognized ..." . Io però
ritengo che un libro di Qualità dovrebbe essere chiaro riguardo le definizioni e di fatto
total quality non è definita in alcun modo nella terza edizione revisionata (1991): questa
mancanza di chiarezza da parte di Feigembaum è un esempio lampante di disqualità.
Notiamo che non bisogna comunque considerare negativo tutto ciò che è qualitàtotale: P.W.M. John, un grandissimo studioso del DOE, nel 1990 ha pubblicato un ottimo
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 21/320
2 - L’Approccio Scientifico alla Qualità
16
libro dal titolo Statistical methods in Engineering and Quality Assurance, in cui definisce
subito la total quality:
“Total quality means total dedication to quality by entire company, from CEO down to the
employee who sweeps the corridors”
John (1990) chiarisce dunque subito che intende la qualità totale come un approccio
manageriale; Galetto (1996), commentando la definizione riportata sul libro di John, fa
giustamente notare che allora il Cliente può comprare la Qualità ma non può comprare la
qualità totale.
Concludiamo il discorso sulla qualità totale dicendo che essa non rappresenta
niente di negativo purchè sia definita chiaramente: il fatto che la locuzione derivi da un
errore di traduzione non mi sembra particolarmente rilevante perché il linguaggio è spesso
andato avanti per errori; però l’approccio scientifico che intendiamo seguire (par. 2.2)
richiede che si definiscano chiaramente i concetti di cui si parla.
Per quanto riguarda la certificazione mi baso sui concetti espressi in Galetto (1995)
ma credo che chiunque sia intellettualmente onesto possa condividerli; infatti la
certificazione è l’attività con cui un ente “accreditato” attesta con un documento ufficiale
che un entità soddisfa i dettami stabiliti dalla norma: chiunque però può capire che, se la
norma ha scarsa qualità, la certificazione attesta la scarsa qualità, dunque non è certo la
certificazione che provoca un miglioramento della Qualità. Anche Juran ripete questo
concetto da anni e anni a tutti convegni europei sulla Qualità eppure i certificatori si
moltiplicano; recentemente ho letto un articolo di una società di consulenza che afferma
che la Qualità di un prodotto è la logica conseguenza dell’applicazione delle norme:chiunque può capire l’assurdità di una simile affermazione.
Se la qualità totale e la certificazione non sono di grande aiuto per affrontare i
problemi connessi alla Qualità, cosa dobbiamo fare? Seguire l’approccio scientifico alla
Qualità.
2.2 APPROCCIO SCIENTIFICO
"Ut semper dicenda ex dictis pendeant" (Galileo, De motu 1590)
Usare l'approccio scientifico nei problemi della Qualità vuol dire principalmente
usare la Logica ovvero la scienza che consente di condurre correttamente i ragionamenti:
le conclusioni devono dipendere dalle premesse e non si devono supporre vere le cose
ancora da dimostrare. Una volta arrivati a delle conclusioni, ovvero a delle decisioni
bisogna pensare alle loro conseguenze, sempre nell'ottica di prevenire e correggere i
problemi; questi sono i concetti alla base del tetraedro del manager razionale e del MBITE(Galetto 1995) di cui parleremo nel par. 2.5.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 22/320
2 - L’Approccio Scientifico alla Qualità
17
Galileo è stato uno dei primi a sostenere che si poteva sperare di capire le leggi
dell’universo attraverso l’osservazione del mondo reale; egli è considerato il fondatore del
metodo scientifico sperimentale, che consiste:
• nel ragionamento condotto logicamente
• negli esperimenti per confermare le deduzioni logiche,
in una continua iterazione fra teoria e pratica (par. 3.8). Se gli specialisti della Qualità
usassero questo approccio, impiegherebbero poco a capire gli enormi rischi connessi
all'uso dei metodi Taguchi (cap.11): usando la Logica è facile far cadere in contraddizione
i sostenitori di tali metodi; chi cade in contraddizione logica deve ammettere il proprio
errore se è intellettualmente onesto. Usare l’approccio scientifico vuol semplicemente
dire saper giustificare logicamente le proprie affermazioni senza dire: “è così perché l’ha
detto il tal dei tali” oppure “il metodo funziona perché funziona”; le affermazioni si
giustificano logicamente se esse sono costruite su una solida teoria di base: ecco perché il
famoso psicologo Lewin, già negli anni ’40, affermava che “la miglior cosa pratica è una
buona teoria”.
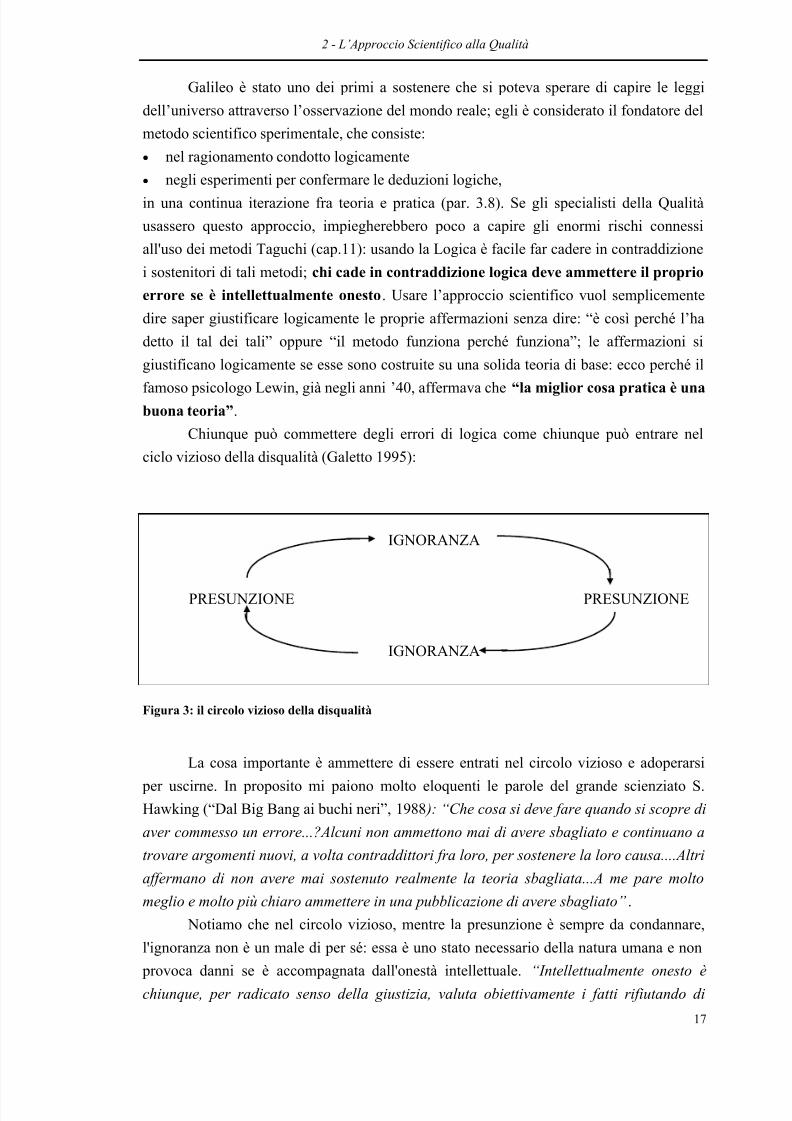
Chiunque può commettere degli errori di logica come chiunque può entrare nel
ciclo vizioso della disqualità (Galetto 1995):
Figura 3: il circolo vizioso della disqualità
La cosa importante è ammettere di essere entrati nel circolo vizioso e adoperarsi per uscirne. In proposito mi paiono molto eloquenti le parole del grande scienziato S.
Hawking (“Dal Big Bang ai buchi neri”, 1988 ): “Che cosa si deve fare quando si scopre di
aver commesso un errore...?Alcuni non ammettono mai di avere sbagliato e continuano a
trovare argomenti nuovi, a volta contraddittori fra loro, per sostenere la loro causa....Altri
affermano di non avere mai sostenuto realmente la teoria sbagliata...A me pare molto
meglio e molto più chiaro ammettere in una pubblicazione di avere sbagliato”.
Notiamo che nel circolo vizioso, mentre la presunzione è sempre da condannare,
l'ignoranza non è un male di per sé: essa è uno stato necessario della natura umana e non provoca danni se è accompagnata dall'onestà intellettuale. “Intellettualmente onesto è
chiunque, per radicato senso della giustizia, valuta obiettivamente i fatti rifiutando di
IGNORANZA
IGNORANZA
PRESUNZIONEPRESUNZIONE
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 23/320
2 - L’Approccio Scientifico alla Qualità
18
distorcerli, ma invece utilizza le capacità intellettive per ricercare la realtà”(Galetto
1995).
Galetto (1995), grande sostenitore del metodo scientifico, parte da 2 principi
fondamentali:
F1:
La realtà esiste,
indipendentemente dalla capacità umana di accettarla o di riconoscerla.
F2:
La variabilità si manifesta
in tutti i fenomeno studiati dall'uomo, sempre
Il primo principio è indiscutibile però va usato con molta cautela perché la
percezione della realtà è necessariamente soggettiva e selettiva: nessuno potrà mai dire che
ha ragione in nome del principio F1; esso però fa capire 2 cose importanti:
• non tutti possono avere ragione su un determinato argomento, se partono dalle stesse
premesse,
• la verità di un'affermazione non dipende dal numero di coloro che la sostengono.
Il principio F1 sarà dunque spesso richiamato nella tesi, relativamente a dei concetti che mi
sembrano assoluti ed oggettivi.
Il secondo principio ha una grandissima utilità teorica e pratica perché sanciscequale deve essere la principale preoccupazione della management: sapere riconoscere,
interpretare e trattare la variabilità insita in ogni fenomeno naturale; è questa la profound
knowledge di Deming.
2.3 LA PROFOUND KNOWLEDGE“understanding of variation , special causes and common causes,
and the necessary to reduce constantly the variation from common causes,
is vital”(Deming 1986, pag.136)
Capire la variabilità dei fenomeni: ecco il compito fondamentale dei manager,
perchè capita la variabilità, si riesce a ridurla e come conseguenza si ha la diminuzione dei
costi e l'aumento della produttività: tutto ciò fu profetizzato 70 anni fa da Shewart; ai
giorni nostri è invece diffusa la convinzione che sia stato Taguchi a inventare queste ideedi riduzione della variabilità: è una convinzione errata.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 24/320
2 - L’Approccio Scientifico alla Qualità
19
Usando la Logica abbiamo scoperto che la variabilità esiste sempre; “We are
working, whether we like it or not , in the presence of variability”(John 1990); per trattarla
in modo scientifico abbiamo bisogno:
• della Statistica (vedere Galetto 1995, per i vari significati del termine) per progettare le
prove che consentono di stimare la realtà
• del Calcolo delle Probabilità che ci consente di misurare il grado di incertezza.
Per Statistica qui intendiamo l'insieme dei metodi, ricavati teoricamente, che consentono di
prendere le decisioni, in modo razionale, quando si è in condizioni di incertezza e di
variabilità dei dati.
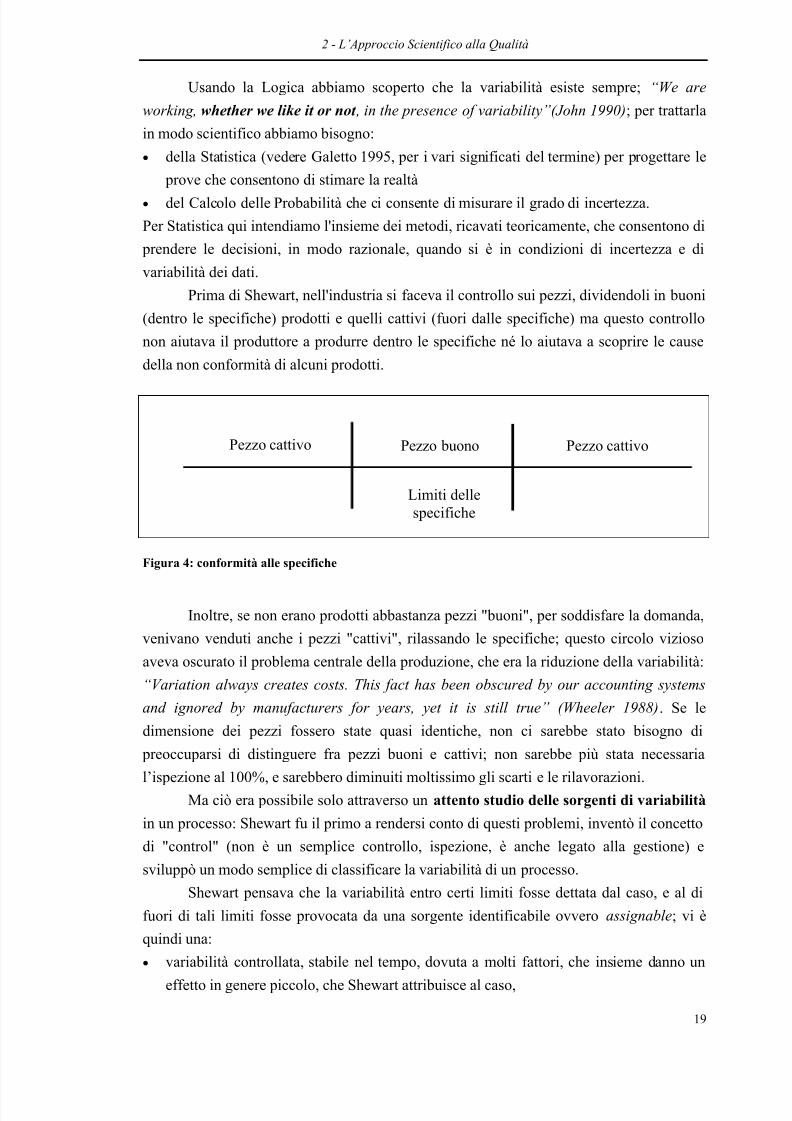
Prima di Shewart, nell'industria si faceva il controllo sui pezzi, dividendoli in buoni
(dentro le specifiche) prodotti e quelli cattivi (fuori dalle specifiche) ma questo controllo
non aiutava il produttore a produrre dentro le specifiche né lo aiutava a scoprire le cause
della non conformità di alcuni prodotti.
Figura 4: conformità alle specifiche
Inoltre, se non erano prodotti abbastanza pezzi "buoni", per soddisfare la domanda,
venivano venduti anche i pezzi "cattivi", rilassando le specifiche; questo circolo vizioso
aveva oscurato il problema centrale della produzione, che era la riduzione della variabilità:
“Variation always creates costs. This fact has been obscured by our accounting systems
and ignored by manufacturers for years, yet it is still true” (Wheeler 1988) . Se le
dimensione dei pezzi fossero state quasi identiche, non ci sarebbe stato bisogno di
preoccuparsi di distinguere fra pezzi buoni e cattivi; non sarebbe più stata necessarial’ispezione al 100%, e sarebbero diminuiti moltissimo gli scarti e le rilavorazioni.
Ma ciò era possibile solo attraverso un attento studio delle sorgenti di variabilità
in un processo: Shewart fu il primo a rendersi conto di questi problemi, inventò il concetto
di "control" (non è un semplice controllo, ispezione, è anche legato alla gestione) e
sviluppò un modo semplice di classificare la variabilità di un processo.
Shewart pensava che la variabilità entro certi limiti fosse dettata dal caso, e al di
fuori di tali limiti fosse provocata da una sorgente identificabile ovvero assignable; vi è
quindi una:
• variabilità controllata, stabile nel tempo, dovuta a molti fattori, che insieme danno un
effetto in genere piccolo, che Shewart attribuisce al caso,
Limiti dellespecifiche
Pezzo buonoPezzo cattivo Pezzo cattivo
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 25/320
2 - L’Approccio Scientifico alla Qualità
20
• variabilità incontrollata, instabile nel tempo, dovuta a un fattore assignable, che
provoca un effetto consistente.
Da questa classificazione possiamo capire che vi sono 2 vie per ridurre la variabilità a
seconda della natura che ha:
• se è controllata bisogna cambiare il processo (ricorrendo ai piani fattoriali, all’EVOP,
al RSM e altre tecniche DOE che vedremo nel cap.3)
• se è incontrollata bisogna rimuovere le cause identificabili di variazione, cercando di
portare il processo a uno stato di variabilità in controllo.
Shewart, quindi, già negli anni ’20 capì che era errato trattare la variabilità come in
Fig. 2 e che si sarebbe ottenuto un miglioramento tanto maggiore, quanto più si riduceva
la variazione dal valore nominale del pezzo: come si vede è lo stesso concetto della “loss
function” di Taguchi; invece i ‘taguchiani’ Byrne e Shin Taguchi in un articolo (1987),
premiato come “best technical paper”, dicono che prima di Taguchi, si ragionava come
nella Fig. 2; l’affermazione è falsa: basta leggere Shewart (1931).
È vero però che queste idee rimasero per lungo tempo ignorate dall'industria: basti
pensare che le carte di controllo sono state rispolverate solo ultimamente come uno dei 7
strumenti della qualità totale; il grande Deming, che lavorò con Shewart alla Western
Electric, fu uno dei pochi che ne comprese l'uso e la grande potenza; nel par 1.1 abbiamo
visto che egli provò a diffondere le tecniche di Shewart e i metodi statistici nell'industria
nord-americana senza riuscirvi mentre in Giappone fu ascoltato (par 1.1).
Deming riformulò la terminologia di Shewart, mettendo in evidenza chi era
responsabile dei 2 tipi di variabilità (Deming 1986) ma non cambiando sostanzialmente iconcetti:
• cause comuni di variabilità, intrinseche al sistema di produzione; appartenendo al
sistema sono di competenza di che gestisce il sistema: il management. Questo tipo di
variabilità può essere diminuito solo attraverso un azione del management, che
modifichi il sistema
• cause speciali di variabilità, non fanno parte del sistema di produzione: possono essere
rimosse dai singoli lavoratori o supervisori di un determinato processo, ma per
identificare queste cause ci vuole sempre il management; tali cause modificanocasualmente nel tempo, media e varianza del processo.
Se il processo non manifesta cause speciali, è detto in controllo statistico e si può
prevedere, giorno dopo giorno, cosa farà attraverso la carta di controllo: la capability del
processo indica l’intervallo entro il quale ci aspettiamo che vari la grandezza di interesse
quando essa è in controllo statistico; essa è calcolata ricorrendo alla teoria statistica.
Risulta chiara quindi la critica di Deming al mitico "Zero difetti": non è sufficiente
stare dentro le specifiche; bisogna studiare i processi per tenerli in controllo statistico. I
prodotti vanno costantemente migliorati cercando le cause di variabilità ed eliminandole: èquesto il messaggio che Deming e Juran portarono ai giapponesi negli anni '50.
I manager hanno quindi davanti a loro 2 alternative:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 26/320
2 - L’Approccio Scientifico alla Qualità
21
• semplice conformità alle specifiche, adottato dagli occidentali
• miglioramento continuo dei processi, adottato dai giapponesi
Consideriamo però che una conformità totale alle specifiche verrà solo col miglioramento
continuo del processo, che abbiamo visto essere compito primario del management.
Per studiare i processi abbiamo 2 stati di riferimento: processo in controllo
statistico e processo che sta producendo tutti pezzi conformi; combinandoli, otteniamo 4
possibili stati che comunque non saranno mai permanenti:
1. Processo in controllo statistico che produce tutti pezzi conformi: è il caso in cui la
capability2 è compresa nella tolleranza specificata dal produttore.
2. Processo in controllo statistico che produce alcuni pezzi non conformi: bisogna
cambiare la media o la dispersione del processo oppure cambiare le specifiche se il
Cliente è d'accordo; interventi sporadici sul processo per rientrare nelle specifiche sono
assolutamente deleteri e rischiamo di portare il processo fuori controllo, “Specification
limits are not action limits”(Deming 1986, pag.334).
3. Processo fuori controllo statistico che produce tutti pezzi conformi: per definizione di
processo fuori controllo abbiamo delle cause identificabili il cui effetto può essere
pensato in termini di cambiamento casuale della media e varianza del processo
produttivo; è quindi uno stato assolutamente temporaneo, che presto porterà allo stato
4.
4. Processo fuori controllo statistico che produce pezzi non conformi: è uno stato di caos;
se si prova a modificare il processo gli effetti sono comunque temporanei perché le
cause speciali continuano a cambiare il processo. Prima bisogna eliminare le causespeciali per portare in controllo il processo e poi si può iniziare a cambiarlo per
rispettare le specifiche.
Ogni processo appartiene a uno di questi 4 stati ma abbiamo detto che sono temporanei
perché c'è sempre una forza universale che tende a portare dallo stato 1 allo stato 4:
l'entropia, che causa deterioramento, usura, rotture e difetti.
Ogni processo va naturalmente e inevitabilmente verso lo stato del caos: se
vogliamo fronteggiare questo effetto dobbiamo conoscere gli effetti dell'entropia sul
processo e ripararci da essi, dobbiamo in altre parole migliorare costantemente il processo. Ma il processo può essere migliorato solo se è in controllo statistico dunque le
cause speciali costituiscono un ostacolo al miglioramento.
Riassumendo, se vogliamo tendere allo stato 1, bisogna saper riconoscere sia gli
effetti dell'entropia che tende a portare nello stato di caos, sia la presenza di cause speciali
che costituiscono una barriera al miglioramento: ciò può essere fatto usando le carte di
controllo e in generale i metodi statistici. “Without statistical methods, attempts to improve
a process are hit or miss, with results that usually make matters worse” (Deming 1986,
pag.20).
2 In Wheeler et al.(1990) viene anche chiamata natural tolerance.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 27/320
2 - L’Approccio Scientifico alla Qualità
22
2.4 I METODI PER LA QUALITA'“Hopes without a method to achieve them will remain mere hopes”
(Deming 1986, pag.20)
Nel capitolo precedente abbiamo chiarito che la variabilità esiste sempre e quindi
va trattata con metodi statistici; per una panoramica completa sull'argomento si può vedere
Galetto (1995): in questa sede ci limitiamo a richiamare l'importanza degli stimatori e dei
relativi intervalli di fiducia, invitando il lettore a leggere con spirito critico i metodi che
vengono spacciati per corretti ma che non sono dimostrati.
Altri metodi fondamentali sono i piani di campionamento, le carte di controllo, le
tecniche di affidabilità (Galetto 1981 e 1982), la regressione, l'ANOVA per capire
l'influenza dei fattori e il DOE (cap.3) per progettare le prove al fine di ottenere proprio
l'informazione che serve a prendere una certa decisione; solo ultimamente si è
incominciato a dire che il DOE è molto importante nella gestione della Qualità, per lo più a
causa della propaganda di Taguchi (cap.11): chiariamo fin da subito che non è stato
Taguchi a inventare il DOE; onore a Taguchi che lo usava (pur con metodi molto
discutibili) in Giappone ma onore anche a chi aveva compreso l’importanza del DOE nella
Qualità molto prima che apparisse Taguchi in occidente.
Per decidere in modo scientifico occorrono informazioni; la quantità di
informazione raccolta non è indifferente per la bontà della decisione; bisogna pertanto
calcolare, prima di raccogliere l’informazione, quanta ce ne occorre, se vogliamo usare
l’approccio scientifico. Ogni decisione richiede che si progetti la raccolta delleinformazioni necessarie e sufficienti per la decisione; bisogna quindi effettuare le seguenti
attività:
1. la raccolta dei dati, su un campione rappresentativo della popolazione sotto indagine
2. la presentazione dei dati in forma opportuna, con tabelle e grafici
3. il processo decisionale e la previsione, con un certo livello di fiducia
4. il progetto dell'esperimento
I metodi statistici sono fondamentali per la Qualità e in proposito penso che le
aziende dovrebbero meditare sulla seguente frase: “We do not use simple methods ... if they do not suit our needs, nor do we use methods just because they are in
fashion”(Galetto 1987).
Esistono una serie di altri strumenti non statistici che servono a soddisfare le
esigenze del Cliente, quali il Quality Function Deployment, la già citata FMECA (par 1.4),
i diagrammi di Ishikawa e Pareto, il Fault Tree Analysis, l’Analisi del Valore e delle
Funzioni, tutti strumenti descritti in De Risi (1996).
In particolare il QFD è una metodologia nell’ambito del Concurrent (o
Simultaneous) Engineering (CE); il CE prevede uno sviluppo parallelo del progetto didettaglio del prodotto con lo sviluppo della Qualità, della capacità produttiva e della
capacità di supporto in esecuzione del prodotto: questo può essere fatto solo con
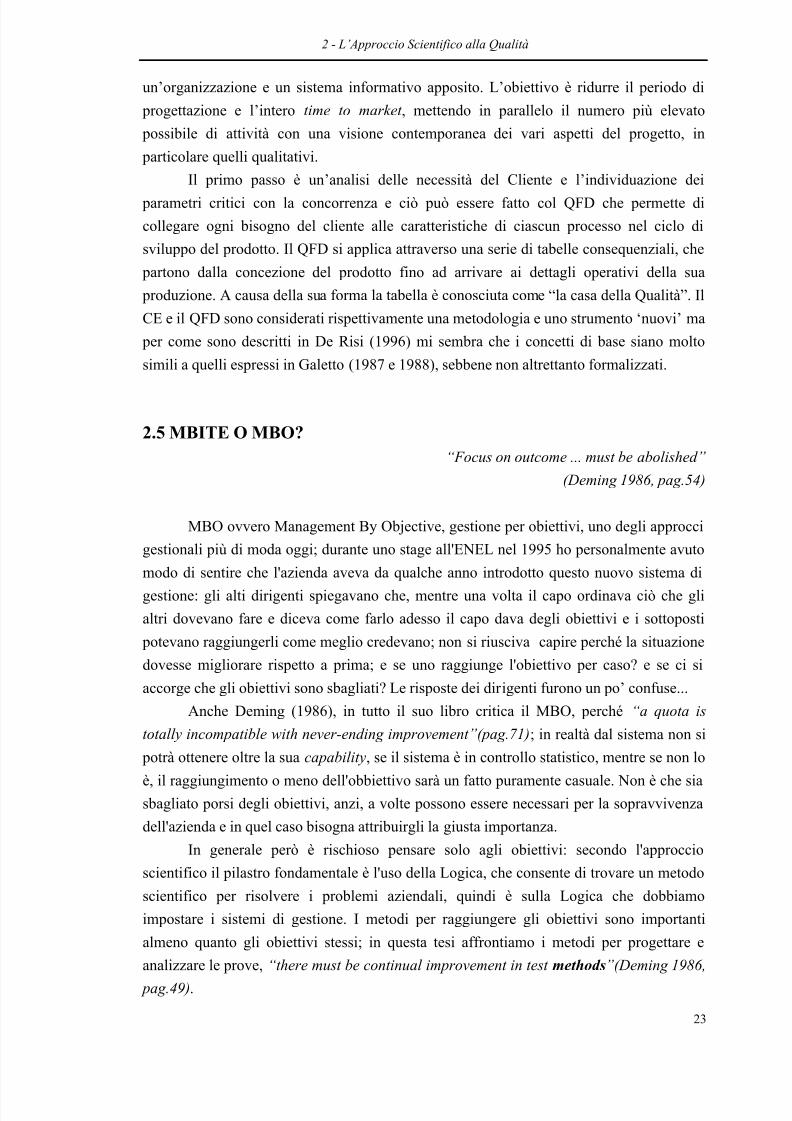
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 28/320
2 - L’Approccio Scientifico alla Qualità
23
un’organizzazione e un sistema informativo apposito. L’obiettivo è ridurre il periodo di
progettazione e l’intero time to market , mettendo in parallelo il numero più elevato
possibile di attività con una visione contemporanea dei vari aspetti del progetto, in
particolare quelli qualitativi.
Il primo passo è un’analisi delle necessità del Cliente e l’individuazione dei
parametri critici con la concorrenza e ciò può essere fatto col QFD che permette di
collegare ogni bisogno del cliente alle caratteristiche di ciascun processo nel ciclo di
sviluppo del prodotto. Il QFD si applica attraverso una serie di tabelle consequenziali, che
partono dalla concezione del prodotto fino ad arrivare ai dettagli operativi della sua
produzione. A causa della sua forma la tabella è conosciuta come “la casa della Qualità”. Il
CE e il QFD sono considerati rispettivamente una metodologia e uno strumento ‘nuovi’ ma
per come sono descritti in De Risi (1996) mi sembra che i concetti di base siano molto
simili a quelli espressi in Galetto (1987 e 1988), sebbene non altrettanto formalizzati.
2.5 MBITE O MBO?
“Focus on outcome ... must be abolished”
(Deming 1986, pag.54)
MBO ovvero Management By Objective, gestione per obiettivi, uno degli approcci
gestionali più di moda oggi; durante uno stage all'ENEL nel 1995 ho personalmente avuto
modo di sentire che l'azienda aveva da qualche anno introdotto questo nuovo sistema digestione: gli alti dirigenti spiegavano che, mentre una volta il capo ordinava ciò che gli
altri dovevano fare e diceva come farlo adesso il capo dava degli obiettivi e i sottoposti
potevano raggiungerli come meglio credevano; non si riusciva capire perché la situazione
dovesse migliorare rispetto a prima; e se uno raggiunge l'obiettivo per caso? e se ci si
accorge che gli obiettivi sono sbagliati? Le risposte dei dirigenti furono un po’ confuse...
Anche Deming (1986), in tutto il suo libro critica il MBO, perché “a quota is
totally incompatible with never-ending improvement”(pag.71); in realtà dal sistema non si
potrà ottenere oltre la sua capability, se il sistema è in controllo statistico, mentre se non loè, il raggiungimento o meno dell'obbiettivo sarà un fatto puramente casuale. Non è che sia
sbagliato porsi degli obiettivi, anzi, a volte possono essere necessari per la sopravvivenza
dell'azienda e in quel caso bisogna attribuirgli la giusta importanza.
In generale però è rischioso pensare solo agli obiettivi: secondo l'approccio
scientifico il pilastro fondamentale è l'uso della Logica, che consente di trovare un metodo
scientifico per risolvere i problemi aziendali, quindi è sulla Logica che dobbiamo
impostare i sistemi di gestione. I metodi per raggiungere gli obiettivi sono importanti
almeno quanto gli obiettivi stessi; in questa tesi affrontiamo i metodi per progettare eanalizzare le prove, “there must be continual improvement in test methods”(Deming 1986,
pag.49).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 29/320
2 - L’Approccio Scientifico alla Qualità
24
Per questo motivo il MBITE, proposto da Galetto nel 1989, mi sembra un sistema
più adeguato di gestione dei problemi relativi alla Qualità, ma non solo. MBITE è
l'acronimo di Management By If Then Else, quindi pone l'accento proprio sulle
conseguenze delle decisioni prese dai manager; le conseguenze delle decisioni si
estendono all'intero Spazio-Tempo Aziendale (Galetto 1995), che comprende:
Figura 5: lo spazio-tempo aziendale (Galetto 1995)
Il concetto di gestione totale della Qualità di Feigenbaum ha a che fare con ladimensione puramente spaziale; sono in pochi coloro che mettono in evidenza la
dimensione temporale ovvero le ripercussioni future delle decisioni attuali. Solo nel 1994
il concetto di "redditività nel futuro" è entrato ufficialmente nella definizione di TQM, ma
manca ancora il concetto di conseguenze delle decisioni.
L'Approccio Integrale alla Qualità, proposto da Galetto già nel 1976, si realizza
prevedendo e gestendo le conseguenze delle decisioni nello Spazio-Tempo Aziendale.
2.6 L'IMPORTANZA DELLE DEFINIZIONI NELL'APPROCCIOSCIENTIFICO
“It would be wonderful if all managers and practitioners
were to standardize on the terminology used to describe
concepts, deeds, and meanings”
(Juran 1988, 2.13)
Nella maggior parte dei casi, gli esseri umani quando comunicano, non badano alla
precisione del linguaggio e non si preoccupano adeguatamente che il messaggio ricevuto
sia uguale al messaggio inviato; si parla troppo e si medita troppo poco, perché ascoltare
Tempo aziendale
Governo Legislazione Società
Clienti
Proprietà
ManagementPersonale
Istruzione
Fornitori
TecnologiCreditori
Spazio aziendale
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 30/320
2 - L’Approccio Scientifico alla Qualità
25
richiede una grande disponibilità intellettuale. Il processo di comunicazione non può
funzionare correttamente se non ci si accorda sul significato delle parole del linguaggio.
Fino dal V secolo a.C. ci si accorse che per fondare una qualsiasi scienza sono
necessarie definizioni rigorose, espresse con una terminologia adeguata: l'uso del
linguaggio ordinario e di concetti definiti in modo non rigoroso, può essere fonte di
confusione e conduce, a volte, a vere e proprie contraddizioni. Il significato delle parole è
stabilito mediante le definizioni: l'insieme di tutte le definizioni formano il vocabolario con
cui si genera il linguaggio proprio della scienza che si vuole trattare.
Spero che sia chiaro, a questo punto, il motivo dell'avversione alla qualità totale:
non è definita in modo abbastanza chiaro; quella che potrebbe essere la fonte ufficiale
(ISO8402) non è mai citata nei documenti ‘qualtotalisti’.
L'argomento principale del presente lavoro sono i piani fattoriali (cap. 4) e
purtroppo ho dovuto constatare anche nella letteratura sul DOE una certa carenza riguardo
alle definizioni rigorose, anche in libri di Qualità: non deve stupire quindi che in situazione
particolari (quando mancano degli stati di prova o quando ci sono diverse numerosità)
l'analisi classica vada in crisi; spesso ci si fa prendere dalle formule e alla fine non si
esplicita il collegamento fra i numeri ottenuti da qualche metodo e le ipotesi che sto
testando. Nel cap.7 vedremo che se si vuole usare il teorema di Gauss-Markov bisogna
enunciarlo e applicarlo in forma rigorosa, altrimenti si rischia di commettere degli errori.
Le definizioni sono fondamentali: vedremo nel cap.4 che è sufficiente definire
l'effetto di un fattore in un certo modo per superare le contraddizioni logiche a cui portano
le definizioni classiche; sempre a partire da definizioni chiare e univoche vedremo che èfacilissimo spiegare il fenomeno degli Alias nei piani frazionati (Cap.4), senza ricorrere a
macchinosi artifici come la classe di equivalenza: la struttura degli Alias, descritta in modo
classico, sembra quasi un mistero e probabilmente ed è per questo che è rifiutata dagli
specialisti della Qualità.
Concludo il paragrafo invitando chiunque a seguire il messaggio di Galetto (1995),
condizione necessaria per un corretto uso della Logica: “In tutti i campi scientifici bisogna
definire i termini ed i concetti che si utilizzano, altrimenti diventa impossibile il
trasferimento delle idee e delle esperienze”.
2.7 PERCHE' NON USARE GLI STIMATORI CORRETTI?
Consideriamo uno studente in Ingegneria che alla fine del primo anno ha preso i
seguenti voti:
28, 26, 30, 29, 27
e vogliamo prevedere quale sarà la sua media alla fine dei 5 anni, (supponendo che lostudente sia e rimanga un sistema in controllo statistico); riterreste corretta una stima
ottenuta sommando i voti e dividendo per il totale per 6?
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 31/320
2 - L’Approccio Scientifico alla Qualità
26
140/6 = 23,333
Penso di no perché a tutti sembra intuitivo che per fare la media, bisogna dividere il totale
per 5:
140/5 = 28
e in questo caso l'intuito è confermato dalla teoria statistica che asserisce che, soddisfatte
una serie di assunzioni, la media aritmetica dei voti dei 5 esami è uno stimatore corretto
del parametro "media degli esami" relativo a quello studente.
Esistono però dei casi in cui gli stimatori corretti non sono intuitivi da trovare, ad
esempio nel campo dell'affidabilità, una disciplina basilare della Qualità (par. 1.5); trovare
gli stimatori corretti per l'affidabilità richiede la comprensione della Teoria Integrale
dell'Affidabilità (Galetto 1981). Supponiamo che un manager debba decidere se lanciare
un nuovo prodotto (non riparabile) e che voglia verificare se ha raggiunto l’obiettivo di un
tasso di guasto di 1 ogni 25 ore; egli fa delle prove censurate su 10 pezzi in condizioni e
trova che 6 unità si sono guastate dopo 4, 13, 15, 16, 19 e 23 ore, mentre le altre 4 sono
state ritirate senza guasto dopo 5, 10, 15 e 20 ore.
Se il manager conosce il metodo della massima verosimiglianza e la teoria
dell’affidabilità (Galetto 1982) trova che il tasso di guasto è uguale, assumendo la
distribuzione esponenziale, al numero dei guasti meno 1 fratto la somma totale dei tempi
fino al guasto e dei tempi dei pezzi che non si sono guastati.
5/140 = 1guasto/28ore
possiamo essere abbastanza confident (fiduciosi) che l’obiettivo di 1guasto ogni 25 ore è
raggiunto (per verificarlo rigorosamente devo poi fare il test d’ipotesi, specificando illivello di fiducia).
Se, seguendo l’intuito, il manager calcola:
6/140 = 1guasto/23,3ore
stima male la realtà e deve concludere che non ha raggiunto l’obiettivo e spende3 altri soldi
inutili per cercare di abbassare il tasso di guasto: sono i costi della disqualità.
Questo risultato è assai meno intuitivo rispetto all'esempio dello studente però in
quel caso tutti condannerebbero il dividere per 6 al posto che 5; invece nell'affidabilità,
solo perché è difficile trovare il risultato corretto, non è ritenuto importante usare 5 o 6:questa disparità di trattamento è in assoluto contrasto con il metodo scientifico che
abbiamo introdotto nel par. 2.2. L'ignoranza non può giustificare i manager che non
usano gli stimatori corretti: abbiamo però detto che l'ignoranza di per sé non è un male; se
un manager della Qualità è consapevole della sua ignoranza e va in cerca dei metodi
corretti non entra nel circolo vizioso della disqualità, altrimenti ...
3 Se non vuole rischiare la reputazione dell’azienda.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 32/320
2 - L’Approccio Scientifico alla Qualità
27
2.8 UN PÓ DI DISQUALITÁ TOTALE
Il lettore avrà sicuramente notato i continui riferimenti al pensiero di Deming,
probabilmente la figura più importante nel campo della Qualità: mi sembra pertanto
inaccettabile che il suo pensiero venga distorto nella traduzione italiana del suo libro “Out
of the crisis”, tradotto dall’ISVOR in “L’impresa di Qualità” e che molti ‘esperti’
consiglino la lettura del libro tradotto al posto dell’originale. Citiamo qualche ‘perla’
presente nella traduzione:
• a pag.75 Deming cita una frase di Nelson in cui critica la gestione per obiettivi (MBO) e
la mancanza di un metodo; la frase non è tradotta (!!!) ... chissà che sistema di gestione
usava la FIAT...
• a pag. 132 “Analysis of variance” è tradotto con “analisi delle variazioni”;
evidentemente il traduttore non conosce la Statistica,
• a pag.133 un intero paragrafo in cui Deming critica i piani di campionamento
preconfezionati, non è tradotto (!!!): forse la FIAT usava tali piani?...
• a pag.309 si trova il concetto-chiave del pensiero Deming: “The central problem in
management ... is failure to understand the information in variation”; ovvero, come
abbiamo finora ripetuto, il management non riesce a capire l’informazione contenuta
nella variabilità.
La traduzione dell’ISVOR è invece :”Il problema centrale del management ... è
l’insuccesso nel capire le informazioni in mutamento”; al posto di tradurre “in
variation” con “nella variabilità” lo hanno tradotto con “in mutamento” quindi Demingavrebbe detto che il management non riesce a capire le informazioni che mutano (???);
mi piacerebbe che coloro che consigliano il libro tradotto mi spiegassero il significato di
questa frase perché io non lo capisco...
• a pag.335 “tests of a hypothesis” è tradotto con “dimostrazioni dell’ipotesi”; si vede che
il traduttore non conosce i test d’ipotesi che si fanno in Statistica ma non conosce
nemmeno la Matematica e la Logica: come si fa a dimostrare un’ipotesi ??? Io ho
sempre pensato che bisognasse dimostrare i teoremi, non le ipotesi...
Premetto che non ho letto tutta la traduzione dell’opera ma quel poco che ho letto e i 4esempi citati mi bastano per capire che i traduttori sapevano poco di Deming, della Qualità
e della Statistica e ho il sospetto che non fossero del tutto intellettualmente onesti (vedi
alcuni paragrafi non tradotti); non posso non estendere tale giudizio a tutti coloro che
consigliano la lettura del libro “L’Impresa di Qualità”.
Bisogna stare molto attenti a ciò che si legge sulla Qualità perché vi sono molti
‘esperti’ che fanno delle affermazioni inverosimili; Galgano (1990) dice che solo negli
anni ’80 le aziende occidentali si sono accorte che la Qualità era per loro un fattore
strategico; invece già nel 1961 veniva introdotto in America alla General Electric quelloche lui chiama qualità totale; e Galgano non sa che già negli anni ’70 Galetto predicava
l’importanza strategica della Qualità per l’azienda.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 33/320
2 - L’Approccio Scientifico alla Qualità
28
Mattana (1994) a pag.25, parlando di Crosby, dice che egli “ha sempre puntato
sugli aspetti motivazionali”; vediamo cosa dice invece Crosby nel suo libro (1986): “Non
ho mai pensato che si possa motivare qualcuno per più di qualche giorno”(pag.90);
“Purtroppo, il concetto Zero Difetti è stato recepito dall’industria come un semplice
programma di motivazione”(pag.121); “... aziende che volevano avere maggiori
informazioni su questo programma ‘motivazionale’. Continuavo a dire che il concetto ZD
era uno standard di lavoro gestionale ...”(pag.130). Forse Mattana ha frainteso il pensiero
di Crosby ...
Erto (1995) a pag.7 dice che Shewart, Deming, Juran, Feigenbaum e Crosby sono i
fondatori della qualità totale: ma come? Shewart avrebbe fondato la qualità totale prima
ancora che essa esistesse? In Deming (1986), in Juran (1988), Crosby (1986) non ho
trovato traccia di “qualità totale”; Feigenbaum solo dal 1986 si è convertito sia alla qualità
totale sia al diffuso costume di usare il termine senza averlo definito. Questi esempi ci
fanno capire che è meglio aprire gli occhi e ragionare con la propria testa, e non fidarsi
nemmeno delle autorità in materia della Qualità perché anche queste autorità possono fare
affermazioni molto dubbie.
Non si deve pensare che un articolo abbia un serio contenuto scientifico, solo
perché compare su una rivista conosciuta e il suo autore è un nome famoso: sull’inserto del
quotidiano “La Stampa”, “tuttoscienze” del 4/12/1996 si riporta che un fisico teorico, Alan
Sokal, per scherzo ha inviato un articolo pieno di assurdità scientifiche a una rivista di
studi sociali che, al posto di rifiutarlo, l’ha pubblicato, inconsapevole delle sciocchezze
presenti nell’articolo, come quella che i numeri complessi sono stati scopertirecentemente(!!!). Nello stesso inserto è anche riportato che un prestigioso scienziato
americano, Collins, ha dovuto ammettere che un suo studente aveva falsificato i dati di
alcuni suoi esperimenti.
Il mancato uso dell’approccio scientifico è evidente anche nella Politica, come è
sottolineato in “tuttoscienze” del 13/3/1996; se ascoltiamo i discorsi dei politici ci
accorgiamo che essi non hanno alcuna consequenzialità logica, l’esposizione delle tesi non
è chiara e infatti spesso si sente un politico fare un affermazione e, tempo dopo, il suo
esatto contrario. Non c’è da stupirsi che non si riescano a risolvere i problemi del paese...La cosa migliore è quindi dibattere scientificamente (accettando anche la possibilità
di non poter arrivare a una conclusione) ogni argomento provando le proprie affermazioni
con i fatti e non con le chiacchiere; "Ut semper dicenda ex dictis pendeant": è questo
l’approccio scientifico.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 34/320
2 - L’Approccio Scientifico alla Qualità
29
2.9 CONCLUSIONI“Experience without theory teaches nothing”
(Deming 1986, pag.317)
In questi capitolo abbiamo dunque scoperto che i problemi della Qualità non si
risolvono seguendo ciecamente le idee di chicchessia ma solo usando la propria testa. “Per
scoprire la realtà bisogna generare teorie, progettare esperimenti, acquisire ed analizzare
i dati, interpretare i risultati dopo aver definito i rischi di sbagliare usando l’intelligenza;
il modo corretto è usare il metodo scientifico, con coerenza e rigore” (Galetto 1995). Non
è sufficiente dire che vogliamo raggiungere un obiettivo: bisogna sviluppare dei metodi per
raggiungerlo e la Qualità dei metodi è fondamentale: ciò vale anche (e soprattutto) per gli
obiettivi e i problemi riguardanti il campo della Qualità.
Per sviluppare metodi di Qualità bisogna usare la Logica e la Statistica visto che la
variabilità esiste sempre in tutti fenomeni, “whether we like it or not”: l’approccio
scientifico è la via maestra per risolvere i problemi.
Ritengo che una degna conclusione del capitolo possa essere fornita dalle parole del
fisico David Ruelle (1992); in esse mi pare condensata l’essenza dello spirito scientifico:
“La riflessione scientifica seria può essere un’esperienza di grande ricchezza, ma è anche
un lavoro molto faticoso. Le idee devono essere seguite senza tregua, fino all’ossessione.
Quando si intravede una possibilità interessante, si deve cercare di precisarla e di
verificarla, cosa che conduce a volte a conservarla e più spesso a rifiutarla. Si devono
sviluppare idee generali e audaci, ma poi è necessario verificarne i particolari, ed è allora
che, per lo più, si scoprono errori disastrosi. Si deve allora riprendere la costruzione, si
devono abbandonare certe idee e risistemare in altro modo quelle che rimangono. E il
processo si ripete un giorno dopo l’altro, una settimana dopo l’altra, un mese dopo
l’altro.”
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 35/320
2 - L’Approccio Scientifico alla Qualità
30
CAPITOLO 3
DESIGN OF EXPERIMENTS
3.1 STORIA DEL DOE
Nei primi anni del secolo la Statistica applicata ai problemi pratici aveva fatto passi
da gigante con i contributi di Galton, Pearson e Gosset che avevano introdotto
rispettivamente i concetti di correlazione, test χ2, test t; negli anni ’20 si sviluppò anchequello che ora è chiamato design of experiments (DOE), dal titolo del libro che Sir Ronald
Fisher scrisse nel 1935. Già però nel 1926 Fisher scrisse un articolo, “The arrangement of
field experiments”, in cui venivano esplicitati per la prima volta i principi di:
• randomization (casualizzazione),
• blocking (controllo),
• replication (replicazione)
• hidden replication , confounding o aliasing
Fisher, che lavorava al centro sperimentale agricolo di Rothamsted, introdusse pianisperimentali quali i quadrati latini e piani fattoriali a blocchi casualizzati per studiare gli
effetti dei trattamenti sulle coltivazioni; per analizzare i risultati introdusse l’ANOVA e i
polinomi ortogonali, per testare le ipotesi indipendentemente; inoltre già nel 1922 aveva
usato dei modelli non lineari e in seguito rimpiazzò il metodo dei momenti con quello della
massima verosimiglianza per le stime puntuali.
La grossa novità pratica che Fisher introdusse fu quella di variare nell’esperimento
più di un fattore per volta per poter capire l’azione combinata dei fattori (interazione): ciò
era in netto contrasto con le convinzioni del tempo che bisognasse interrogare la Naturacon una domanda alla volta (Box 1980), convinzione che dava luogo ai piani One Factor
At Time (OFAT), ancora oggi usati (a sproposito).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 36/320
2 - L’Approccio Scientifico alla Qualità
31
La fattoria di Rothamsted fu il luogo di lavoro di altri 2 grandi del DOE, Yates e
Finney; Yates, in un famoso articolo del 1934, The Analysis of Multiple Classifications
With Unequal Numbers in the Different Classes, studiò già molto approfonditamente uno
degli argomenti principali di questa tesi (i piani con diverse ripetizioni negli stati di prova)
proponendo addirittura 3 metodi di analisi, ancora oggi usati; Finney fu il primo a
formalizzare il frazionamento dei piani fattoriali nel 1945; anche ai giorni nostri prosegue
la grande tradizione della fattoria di Rothamsted col grande statistico Nelder, di cui
parleremo nel cap.6 e 7.
Nel 1946 appare su Biometrika uno degli articoli più famosi sul DOE: Design of
Optimal Multifactorial Experiments, di Plackett e Burmann, che utilizzarono la Teoria
dei Gruppi e del campo di Galois e la geometria proiettiva, per costruire una teoria
generale, basata sulle matrici di Hadamard, dei piani fattoriali ortogonali.
Dall’agricoltura si pensò che i piani sperimentali si potessero applicare anche
all’industria chimica: Box fu il pioniere in questo campo all’Imperial Chemicals Industries
e nel 1951 un suo articolo, On the Experimental Arrangement of Optimum Conditions,
segnò la nascita della cosiddetta Response Surface Methodology (RSM); nel suddetto
articolo è anche spiegato il metodo che useremo nel cap.8 e 9 per trovare la struttura degli
alias dei piani frazionati. Nel 1957 Box introduce il cosiddetto EVOP, EVolutionary
OPerations, che contrariamente ai piani fattoriali non richiede grossi cambiamenti nei
livelli dei fattori, essendo implementato su un processo già operante.
Negli anni ’60 vi furono i primi studi teorici sui piani asimmetrici (con fattori a
diversi livelli) e sulle frazioni irregolari, come i 3/4 di John, che vedremo nel cap.5; questistudi, essenzialmente teorici e basati su un’algebra piuttosto avanzata, furono condotti da
Addelman, Margolin, John e Webb.
Negli anni ’70 il libro di Searle, Linear Models, formalizza la teoria generale dei
modelli lineari attraverso l’uso del modello sovraparametrizzato (cap.7); è il libro-chiave
su cui si basano tutte le dissertazioni sui dati non ortogonali (unbalanced ), di Speed,
Hocking, Hendersson, Freund e Jennings; nel 1987 Searle fa un altro libro, il cui contenuto
beneficia di tutte le discussioni fatte in quegli anni, Linear Models for Unbalanced Data.
Negli anni ’80, grazie ad un’accurata campagna pubblicitaria e al mito della Qualitàgiapponese, si afferma prepotentemente la metodologia di Taguchi, nella progettazione e
analisi delle prove; i piani sperimentali iniziano a venire impiegati massicciamente
nell’industria dei semiconduttori, seguendo le indicazioni dell’ingegnere giapponese.
L’importanza che Taguchi dà alla sperimentazione per raggiungere gli obiettivi di Qualità
è senza dubbio positiva e tale è anche la propaganda di questo concetto; purtroppo Taguchi
propone dei metodi molto discutibili da un punto di vista statistico (cap.11) e sebbene
molti statistici di primo piano abbiano dimostrato l’inesattezza dei cosiddetti “metodi
Taguchi”, l’industria sembra continui a gradirli molto.In questa breve panoramica storica sul DOE non ho ovviamente messo in luce tutti
gli argomenti che si sono sviluppati in questo secolo perché ci vorrebbe un’altra tesi solo
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 37/320
2 - L’Approccio Scientifico alla Qualità
32
per elencare i moltissimi studi nell’ambito dell’experimental design; sono stati evidenziati
solo quegli argomenti che saranno oggetto di discussione nella presente tesi.
3.2 TERMINOLOGIA DOE
Chiarisco subito che userò indifferentemente design of experiments e experimental
design, sebbene qualcuno usi il primo termine per indicare la disciplina scientifica e il
secondo per descrivere l’effettivo piano operativo per un dato esperimento. La
terminologia classica che si trova in letteratura è totalmente in lingua inglese per cui si
userà indifferentemente la notazione inglese e la traduzione italiana.
Abbiamo detto che gli inizi del DOE si sono avuti in campo agricolo e ancora oggi
le condizioni di prova nell’esperimento vengono definite trattamenti: più modernamente
potremmo definirli stati di prova. Uno stato di prova è dunque una particolare
combinazione di livelli che i fattori possono assumere; i fattori sono quelle variabili che si
pensa possano influenzare la risposta dell’esperimento e sono incluse nel piano
sperimentale; possiamo dividere fra:
• primary variables, che sono i fattori che più interessano e quindi devono essere
controllati e fatti variare sistematicamente
• background (o nuisance) variables, inserite per generare variabilità che possono
essere controllate (bloccate o tenute costanti) o non controllate ma misurate
(covariates). Nei metodi Taguchi (cap.11) alcuni fattori non controllabili nelle normali
condizioni operative (di uso o di produzione) vengono invece controllati ovvero variati in
modo sistematico nell’esperimento; essi vengono chiamati noise factors e sono introdotti
per cercare di capire la combinazione dei livelli dei fattori meno sensibili a questi fattori di
rumore: è questa l’importante problematica del robust design, ancora in fase di ricerca
perché i metodi di Taguchi sono molto dubbi.
Non è detto che le variabili non inserite nel piano non esercitino un’influenza sulla
risposta, pertanto bisognerebbe controllare che questi fattori non esercitino una azionesistematica non compensata: ciò è molto difficile quindi spesso viene introdotta la
casualizzazione (par. 3.3) nell’esperimento.
Se la risposta di interesse Y, che è una variabile dipendente, è un’unica variabile
casuale, l’analisi del piano è detta univariata, se è mutipla l’analisi è detta multivariata.
Scopo dell’analisi è capire se gli effetti dei fattori influenzano significativamente la
risposta ovvero se provocano una variabilità in Y superiore a quella dell’errore
sperimentale.
Per quanto riguarda i fattori essi possono essere:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 38/320
2 - L’Approccio Scientifico alla Qualità
33
• quantitativi, nel qual caso possono variare continuamente o discretamente; ogni fattore
potrà avere un effetto lineare, quadratico, cubico... e ognuna di questa componenti potrà
dar luogo a un’interazione con le componenti di altri fattori;
• qualitativi, nel qual caso non posso parlare di componente lineare, quadratica... ma
posso fare dei confronti (contrasts) fra le risposte ai vari livelli del fattore;
In questa tesi cercheremo di rendere sfumata la differenza fra i 2 tipi di variabile:
• considerando che gli effetti lineari, quadratici ... non sono altro che confronti fra le
risposte ai vari livelli del fattore (analogamente alle variabili qualitative),
• codificando i livelli delle variabili quantitative, analogamente a quanto è fatto con i
fattori qualitativi,
al fine di adottare un approccio unificato all’analisi dei piani sperimentali e di far vedere
che i 3 tipi principali di analisi, regressione, ANOVA e ANCOV (par. 3.5) conducono agli
stessi risultati, indipendentemente dal tipo di variabile presente nel piano.
I fattori possono essere:
• fissi, se allo sperimentatore interessa confrontare solo i livelli considerati
nell’esperimento
• casuali, se i livelli considerati nell’esperimento sono presi casualmente da una
popolazione di livelli più ampia.
I modelli con fattori fissi vengono definiti in letteratura fixed models; quelli con fattori
casuali random models; quelli con entrambi i tipi di fattori mixed models; per gli ultimi 2
tipi di modelli l’analisi è più complicata e mai completamente rigorosa: viene introdotto,
rispetto all’analisi dei modelli fissi, il problema dei variance components, che non ètrattato in questa tesi.
3.3 I 3 PRINCIPI DI FISHER
Come abbiamo detto, Fisher nel 1926 esplicitò i principi che usava nei suoi
esperimenti; il più importante e controverso fu quello di randomization, ovvero di
casualizzazione dell’applicazione dei trattamenti; Fisher usò tale principio perché l’analisi(par. 3.7) richiedeva che gli errori sperimentali fossero indipendenti fra di loro e distribuiti
normalmente ma tale condizione era (ed è) difficilmente verificabile perché le misurazioni
effettuate sono troppo vicine nel tempo e nello spazio per essere scorrelate fra loro:
l’allocazione casuale dei trattamenti, se da un lato aumenta la variabilità, fornisce una
valida giustificazione all’assunzione di normalità4 dell’errore sperimentale, permettendo
dunque l’uso dei test t, F e χ2; la randomization protegge anche contro possibili distorsioni
della stima dell’errore e degli effetti dei fattori e interazioni, perché bilancia gli effetti delle
variabili che non sono considerate nell’esperimento. La completa casualizzazione in un4 La dimostrazione di tale affermazione è in Box et al. (1978).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 39/320
2 - L’Approccio Scientifico alla Qualità
34
piano con molti stati di prova può essere però molto costosa per cui le esigenze
economiche possono forzare una parziale casualizzazione; in questo caso, a rigore,
bisognerebbe introdurre quello che in Lorenzen et el. (1993) è chiamato restriction error :
nella tesi non approfondiremo questo discorso. Inoltre, per piani con molti trattamenti, la
randomization stessa può indurre delle distorsioni a causa della non uniformità delle unità
sperimentali: in questo caso entra in gioco il blocking.
Il bloccaggio o controllo consiste appunto nel bloccare una variabile, solitamente di
poca importanza, cosicché all’interno del blocco l’ambiente sperimentale sia il più
omogeneo possibile per non creare distorsioni; l’effetto della variabile bloccata viene così
sottratto all’errore sperimentale. Solitamente si fa l’assunzione che la variabile bloccata
non interagisca con i trattamenti: viene dunque usato un modello additivo5 (fra trattamenti
e blocchi) nell’analisi dei risultati.
Abbiamo parlato dell’errore sperimentale o residuo: esso è dovuto
principalmente alla variabilità intrinseca del materiale, alla mancata uniformità
dell’esperimento e agli errori di misurazione (di qui l’importanza che il misuratore e lo
strumento siano congiuntamente in controllo statistico come ricorda Deming (1986) nel
cap.8 del suo libro); per cercare di diminuire questo errore bisogna ripetere le prove
(replication), il che serve anche a bilanciare l’effetto di variabili sconosciute e di fattori di
disturbo che possono agire in modo diverso da una prova all’altra; diminuendo l’errore
sperimentale, cresce la precisione delle stime e dunque l’efficienza del piano: se si riesce
ad avere un residuo molto piccolo, si può trascurare6 il fatto che gli stimatori siano un
po’ correlati fra di loro rinunciando quindi a una completa ortogonalità del piano (cap.8). Sottolineiamo che, per il principio F2, l’errore sperimentale è sempre presente in
ogni misurazione, dunque coloro che affermano di aver realizzato un esperimento con
residuo nullo, hanno capito poco dell’experimental design.
Negli esperimenti non replicati non c’è nessun grado di libertà per l’errore
sperimentale dunque bisogna fare l’assunzione (non sempre giustificata
) che qualche
effetto sia trascurabile, solitamente le interazioni di ordine più elevato, e usarle come stima
del residuo . È altresì vero che spesso nei piani completi si verifica quella che Fisher
chiamava la hidden replication, nel senso che certe interazioni sono trascurabili quindiservono in realtà meno stati di prova (rispetto a quelli del piano completo) e quelli in più
possono considerarsi una replicazione degli altri: nei piani completi tende quindi ad esserci
una sorta di ridondanza, sfruttata nei piani frazionati, per ridurre il numero delle prove.
L’ultima osservazione da fare è che nei metodi Taguchi non avvengono delle
semplici replicazioni nello stesso stato di prova perché i fattori di disturbo (noise factor)
vengono fatti variare sistematicamente (nell’outer array): nel cap.11 vedremo che questa
5 A volte tale modello può risultare inadeguato.
6 Fino a un certo punto.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 40/320
2 - L’Approccio Scientifico alla Qualità
35
costituisce una procedura inefficiente, come, del resto, la quasi totalità delle metodologie
propugnate da Taguchi.
3.4 PRINCIPALI FAMIGLIE DI PIANI SPERIMENTALI
Il piano più semplice è quello completamente randomizzato in cui c’è un solo
fattore i cui trattamenti vengono applicati a caso sulle unità sperimentali a caso; notiamo
che quasi tutti libri tendono a condensare una sola somma dei quadrati l’effetto dei
trattamenti: più avanti (cap. 8 e 10) sosterremo che tale somma di quadrati non mi dà
grande informazione per cui conviene sempre dividerla in somme di quadrati, riferite a
singoli confronti con un solo grado di libertà, che mettono in evidenza l’effettiva sorgente
di variazione. In pratica questo tipo di piano è usato raramente nella realtà perché è
difficile che un esperimento sia influenzato da una sola variabile indipendente.
Infatti nella realtà è molto più usato il piano a blocchi randomizzati in cui si può
sottrarre all’errore sperimentale l’effetto della variabile bloccata; all’interno di ciascun
blocco tutti trattamenti vengono applicati a caso sulle unità sperimentali a caso: se ciò non
è possibile si parla di piani split-plot; la struttura del residuo si complica notevolmente.
Se all’interno di un blocco non si possono applicare tutti trattamenti il piano è detto
a blocchi incompleti, bilanciato o parzialmente bilanciato a seconda che ogni coppia di
trattamenti appaia o meno una sola volta nei vari blocchi.
Altri piani usati, e rispolverati dai metodi Taguchi sono i quadrati latini in cuiabbiamo un solo fattore di interesse principale e 2 background variables che sono
bloccate; tali piani non prendono in considerazione possibili interazioni fra le variabili.
Una variante di questi piani è il quadrato Youden che estende il numero di variabili
trattabili (se ci sono 3 background variables è detto anche quadrato greco - latino).
Fra i piani sperimentali più usati ci sono senz’altro quelli fattoriali (o crossed),
oggetto principale di questa tesi; possono essere bloccati o meno su qualche variabile,
completi o frazionati: in questo caso si perde informazione e nasce il problema degli
Alias; se i fattori hanno lo stesso numero di livelli vengono detti simmetrici, altrimenti asimmetrici. I piani fattoriali fanno uso del principio di variazione simultanea dei fattori
cosicché si riesce a capire anche l’effetto delle interazioni fra fattori; sono molto più
efficienti dei classici piani OFAT usati solitamente dagli scienziati, in cui facendo variare
un fattore alla volta, l’effetto dei fattori è parzialmente confuso con quello delle
interazioni. Se i fattori sono quantitativi e indicano la percentuale di una miscela, c’è il
vincolo che la somma dei fattori deve essere uguale a 1: si parla allora di mixture designs.
Quando non interessa tanto studiare l’effetto assoluto di un fattore sulla variabilità
della risposta, quanto piuttosto la variabilità relativa dei fattori rispetto alla risposta,conviene “incapsulare” i fattori, nel senso che alcuni livelli di un fattore compariranno solo
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 41/320
2 - L’Approccio Scientifico alla Qualità
36
per certi livelli di un altro fattore in una struttura gerarchica: sono i cosiddetti nested
designs.
Se i fattori possono variare in modo continuo può essere interessante costruirsi una
grafico in cui la risposta, vista come una superficie nello spazio, viene proiettata sui piani
composti dalle variabili indipendenti, a due, a due: osservando questi grafici, si riesce a
capire quali sono i punti stazionari della superficie di risposta; è questa la problematica
della response surface methodology (RSM). Quando questa metodologia è applicata su
processi già operanti in cui non si possono fare grossi cambiamenti nei livelli dei fattori
(potrebbero peggiorare la produzione), si parla allora di evolutionary operations (EVOP):
in questo modo si riesce a raccogliere informazione sul processo mentre la normale
produzione può continuare indisturbata.
Infine abbiamo il robust design che, facendo uso dei piani sopra descritti, si
propone un obiettivo diverso dal solito (che è indagare la significatività degli effetti),
cercando la miglior combinazione dei livelli per cui la risposta operi su un certo valore
(target) con una dispersione minima; è una problematica DOE in fase di ricerca.
3.5 GLI OBIETTIVI DELLA SPERIMENTAZIONE
Come vedremo nel par. 3.8 l’obiettivo principale del DOE dovrebbe essere sempre
una progressiva conoscenza del fenomeno, nell’ottica di uno studio continuo dei processi
per diminuire la variabilità, migliorarli, aumentando così la Qualità: questo mette ilmanager nella miglior condizione possibile per gestire, ovvero decidere e agire, sulla base
della teoria e dell’esperienza. È molto pericoloso agire sulla base della sola esperienza
soprattutto se questo atteggiamento vuole mascherare l’ignoranza dei manager; attenti a
non entrare nel circolo vizioso: è sempre la teoria che deve guidare il piano sperimentale.
Un’altra cosa da mettere in evidenza è che lo sperimentatore deve essere
consapevole che nel mondo reale non esistono linee rette e distribuzioni normali e quindi i
modelli matematici che egli costruisce sono tutti sbagliati: ciononostante con tali
assunzioni si trovano dei risultati che, con una certa approssimazione, rispecchiano quellidel mondo reale; il fatto che tutti modelli siano sbagliati ci fa capire che non conviene
costruire modelli troppo complessi per avere il “modello giusto”: è meglio cercare una
descrizione semplice e nel contempo, informativa, dei fenomeni naturali (Box 1976).
Ricordiamo ciò che dice Deming sulla sperimentazione, “The reason to study the
results of a change is to try to learn how to improve tomorrow’s product... Planning
requires prediction” ma possiamo prevedere solo se il sistema è in controllo statistico (par.
2.3). Dunque può essere importante:
•studiare la significatività degli effetti• prevedere media e varianza di qualche variabile di interesse nei vari stati di prova
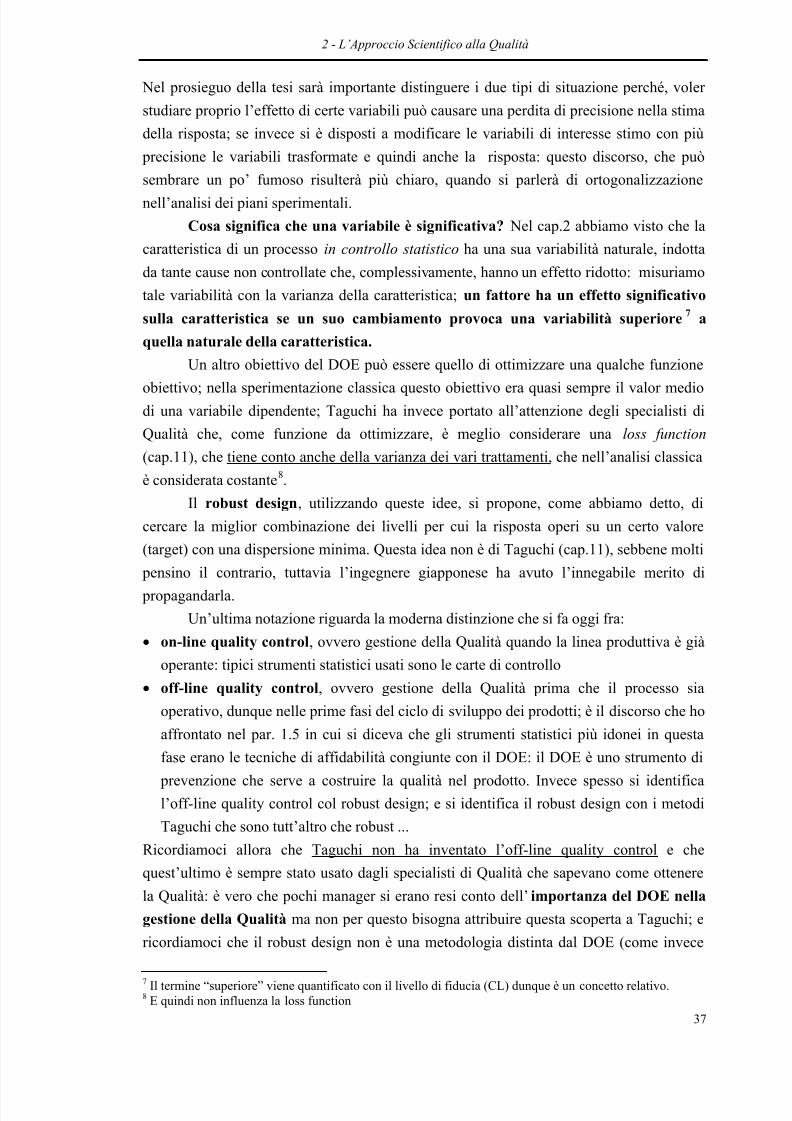
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 42/320
2 - L’Approccio Scientifico alla Qualità
37
Nel prosieguo della tesi sarà importante distinguere i due tipi di situazione perché, voler
studiare proprio l’effetto di certe variabili può causare una perdita di precisione nella stima
della risposta; se invece si è disposti a modificare le variabili di interesse stimo con più
precisione le variabili trasformate e quindi anche la risposta: questo discorso, che può
sembrare un po’ fumoso risulterà più chiaro, quando si parlerà di ortogonalizzazione
nell’analisi dei piani sperimentali.
Cosa significa che una variabile è significativa? Nel cap.2 abbiamo visto che la
caratteristica di un processo in controllo statistico ha una sua variabilità naturale, indotta
da tante cause non controllate che, complessivamente, hanno un effetto ridotto: misuriamo
tale variabilità con la varianza della caratteristica; un fattore ha un effetto significativo
sulla caratteristica se un suo cambiamento provoca una variabilità superiore7 a
quella naturale della caratteristica.
Un altro obiettivo del DOE può essere quello di ottimizzare una qualche funzione
obiettivo; nella sperimentazione classica questo obiettivo era quasi sempre il valor medio
di una variabile dipendente; Taguchi ha invece portato all’attenzione degli specialisti di
Qualità che, come funzione da ottimizzare, è meglio considerare una loss function
(cap.11), che tiene conto anche della varianza dei vari trattamenti, che nell’analisi classica
è considerata costante8.
Il robust design, utilizzando queste idee, si propone, come abbiamo detto, di
cercare la miglior combinazione dei livelli per cui la risposta operi su un certo valore
(target) con una dispersione minima. Questa idea non è di Taguchi (cap.11), sebbene molti
pensino il contrario, tuttavia l’ingegnere giapponese ha avuto l’innegabile merito di propagandarla.
Un’ultima notazione riguarda la moderna distinzione che si fa oggi fra:
• on-line quality control, ovvero gestione della Qualità quando la linea produttiva è già
operante: tipici strumenti statistici usati sono le carte di controllo
• off-line quality control, ovvero gestione della Qualità prima che il processo sia
operativo, dunque nelle prime fasi del ciclo di sviluppo dei prodotti; è il discorso che ho
affrontato nel par. 1.5 in cui si diceva che gli strumenti statistici più idonei in questa
fase erano le tecniche di affidabilità congiunte con il DOE: il DOE è uno strumento di prevenzione che serve a costruire la qualità nel prodotto. Invece spesso si identifica
l’off-line quality control col robust design; e si identifica il robust design con i metodi
Taguchi che sono tutt’altro che robust ...
Ricordiamoci allora che Taguchi non ha inventato l’off-line quality control e che
quest’ultimo è sempre stato usato dagli specialisti di Qualità che sapevano come ottenere
la Qualità: è vero che pochi manager si erano resi conto dell’importanza del DOE nella
gestione della Qualità ma non per questo bisogna attribuire questa scoperta a Taguchi; e
ricordiamoci che il robust design non è una metodologia distinta dal DOE (come invece7 Il termine “superiore” viene quantificato con il livello di fiducia (CL) dunque è un concetto relativo.8 E quindi non influenza la loss function
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 43/320
2 - L’Approccio Scientifico alla Qualità
38
viene dipinto in De Risi 1996), ma ne costituisce una particolare problematica ancora in
fase di ricerca perché i metodi Taguchi non sono corretti statisticamente (cap.11).
3.6 IL DOE NELLA PRATICA Any claim to make use of relevant experience
without a plan based on theory
is a disguise for rationalization of a decision that has already been made”
(Deming 1986, pag.404)
La teoria statistica del DOE è fondamentale nella pratica perché le prove possono
essere molto costose: i dati che abbiamo sono stati acquisiti a caro prezzo, ecco perché
dobbiamo usare gli stimatori migliori (efficienti) che la teoria ci offre (Galetto 1995). Visto
che la sperimentazione è molto costosa, il piano va progettato bene e con metodo
scientifico: prima di eseguire le prove, bisogna calcolare quanta informazione
dobbiamo raccogliere, dopo avere definito i rischi di sbagliare; meno voglio rischiare
più informazione bisogna avere e quindi più bisogna spendere: ciò è assolutamente logico.
Per di più vi sono 2 tipi di errori possibili: quello di rifiutare l’ipotesi nulla quando
è vera (I specie) e quello di accettare l’ipotesi nulla quando essa è falsa (II specie) 9; a
parità di informazione raccolta, quando si vuol diminuire il rischio di un tipo, aumenta
quello dell’altro: ciò è perfettamente logico ed è illustrato in figura 1. L’unico modo per
diminuire entrambi i rischi è quello di raccogliere altri dati ovvero spendere più soldi: senon facciamo le prove necessarie, nessun artificio matematico o presunto tale (vedi i
signal-to-noise), ci farà stimare meglio la realtà.
Figura 6: relazioni fra i rischi di sbagliare e l’informazione da raccogliere
Può essere che vari piani sperimentali soddisfino le nostre esigenze: in tal caso,
bisogna scegliere quello che ci dà la precisione massima delle stime che vogliamo
effettuare: notiamo che la teoria statistica, se usata correttamente, ci dà molte informazioni
prima che le prove siano fisicamente effettuate; anche per questo Hahn et al. (1976)9 L’analogia con un processo giudiziario presentata in Galetto (1995) rende molto bene l’idea dei 2 tipi dierrore
Rischio di prima specie.
Rischio disecondaspecie.
Quantità diinformazionerichiesta
=
soldi daspendere
Quantità diinformazionerichiesta
=
soldi daspendere
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 44/320
2 - L’Approccio Scientifico alla Qualità
39
consigliano di avere, prima di eseguire il piano, una stima dello s.q.m. dell’errore
sperimentale, visto che gli s.q.m. degli stimatori sono tutti proporzionali ad esso: in questo
modo, prima delle prove, possiamo sapere approssimativamente la precisione delle nostre
stime. Se i piani esaminati che soddisfano le nostre esigenze di precisione, hanno un costo
che supera il budget a disposizione, è meglio considerare anche la possibilità di non
eseguire l’esperimento.
Concludo il paragrafo sottolineando che la sperimentazione, se fatta in modo
scientifico, può rendere molto dal punto di vista economico. Galetto ha realizzato un
esperimento presso uno stabilimento di Desenzano, della Borgonova, un’azienda
metalmeccanica produttrice di pistoni e segmenti per motori di autoveicoli; l’esperimento
riguardava un processo di cromatura dei segmenti per motori automobilistici, e l’analisi
corretta dei risultati ha permesso di ottimizzare la combinazione dei parametri riducendo il
tempo di cromatura, realizzando:
• un aumento di produttività del 17%, corrispondenti a circa 200 milioni all’anno
• un risparmio di energia per circa 20 milioni all’anno
• un risparmio di acido cromico per circa 28 milioni all’anno
• una riduzione della difettosità del prodotto per 210 milioni all’anno
Visto che ci sono in ballo tanti soldi, vale la pena di progettare e analizzare bene
l’esperimento.
3.7 METODI DI ANALISI
Seguendo la classificazione di Scheffe (1959):
• i piani con fattori tutti quantitativi vengono solitamente analizzati con la regressione,
• i piani con fattori tutti qualitativi sono analizzati con l’ANOVA o con l‘ANCON
(ANalysis of CONtrast) che vedremo essere collegate (cap.4);
• i piani con fattori di entrambi i tipi vengono analizzati con l’ANCOV (ANalysis of
COVariance).
Presentiamo questi 3 approcci di analisi nella loro versione originaria, visto che nel temposono stati adattati anche ad altre situazioni, fino a rendere molto sfumata la loro differenza;
nella tesi li useremo tutti e quattro e vedremo che danno sempre gli stessi risultati
(principio F1). La presentazione si limita all’essenziale, rimandando ad altri testi (Mood et
al.1963, Miller et al. 1990, Allen 1985, Box et al.1978,...) la trattazione rigorosa.
3.7.1 REGRESSIONE LINEARE
Nel caso più semplice di regressione si costruisce un modello in cui una variabile
dipendente Y è influenzata da una variabile indipendente quantitativa X, secondo unarelazione lineare, e da un disturbo casuale (per il principio F2 esso esiste sempre),
chiamato errore sperimentale:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 45/320
2 - L’Approccio Scientifico alla Qualità
40
Y = A + B*X + ε
dove è assunto che:
E(ε)=0
VAR(ε) = σ2
Notiamo che, se il modello è corretto, Y è una variabile casuale che ha la stessa forma di
distribuzione dell’errore sperimentale ε.
Scopo della regressione è stimare i 2 parametri A e B, sulla base di una serie di Ni
osservazioni sperimentali Yij fatte per ogni livello di X, Xi; in tutto abbiamo N=∑ Ni dati; la
stima è fatta seguendo il metodo dei minimi quadrati che minimizza la somma dei
quadrati degli errori sperimentali osservati:
( )min *, A B ij i j
N
i
N
Y A B X i
− −==
∑∑11
2
La procedura di minimizzazione dà luogo alle equazioni normali. Si trova che le stime dei
parametri, a e b, sono combinazioni lineari delle osservazioni sperimentali yij; quindi se
l’errore sperimentale è distribuito normalmente, allora anche gli stimatori a e b sono
distribuiti normalmente.L’assunzione di normalità dell’errore sperimentale è giustificata se pensiamo che su
Y agiscano tantissimi altri fattori (variabili casuali) che si compensano dando un effetto
complessivo nullo, che, in base al teorema del limite centrale10, è distribuito normalmente.
Sui parametri vengono poi fatti dei test di ipotesi o degli intervalli di fiducia, cosicché si
riesce a costruire un modello per la risposta media col relativo intervallo di fiducia per
prevedere in che limiti si manterrà in futuro la risposta. Attenzione: si può prevedere solo
se la risposta era in controllo statistico quando si è fatta la stima e la risposta permane in
controllo statistico ovvero se il futuro si mantiene uguale al passato.Quando abbiamo più di una variabile, conviene usare la forma matriciale per scrivere il
modello:
Y = X * β
10 Non però nella versione che si trova sui libri di Statistica, dove è assunto che le variabili sonoidenticamente distribuite e indipendenti. Nel nostro caso i fattori (variabili casuali) possono averedistribuzioni diverse ed essere correlati fra di loro.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 46/320
2 - L’Approccio Scientifico alla Qualità
41
dove in X ci sono i valori sperimentali della X, o delle loro codifiche (allocated codes)
come vedremo nei cap.7 e 8, e β è il vettore contenente i parametri da stimare. La forma
matriciale delle equazioni normali è:
(XT*X)* β = XT * Y
essa sarà ampiamente usata nel prosieguo della tesi.
Notiamo che questo metodo era già del tutto noto a Gauss nel 1796, che lo usava per i suoi
calcoli in astronomia e non per niente il teorema che sancisce l’ottimalità degli stimatori
provenienti dalle equazioni normali, è detto teorema di Gauss-Markov (cap.7).
3.7.2 ANOVA
Questa analisi nell’impostazione originaria di Fisher serviva a capire se c’è
differenza significativa fra le risposte medie effettuate per diversi livelli qualitativi di un
fattore; in altre parole se il fattore influisce in modo non casuale sulla risposta: “casuale”
vuol dire dovuto a tutti fattori non controllati nell’esperimento, che hanno un’influenza
ridotta (si spera!!!) sulla risposta.
Consideriamo la classica ANOVA one-way, con un fattore X a p livelli:
X1 X2 ... Xp
Y11 Y21 ... Y p1
Y12 Y22 ... Y p2 ... ... ... ...
Y1N1 Y2N2 ... Y pNp
dove N=N1 + N2 + ... + N p è il numero totale dei dati.
L’ipotesi nulla che vogliamo testare è che il fattore X non abbia influenza su Y, ovvero che
le varie risposte abbiano media e varianza uguali; nell’ANOVA classica si suppone che la
varianza sia la stessa11 nei p trattamenti quindi resta da testare il fatto che le medie siano
uguali. L’ipotesi nulla che facciamo è allora:
H0: µ1 = µ2 = ... = µ p
Se l’ipotesi nulla è vera possiamo pensare che tutte le risposte sperimentali Yij siano
costituite dalla media più un disturbo casuale, il cui valore atteso è nullo:
Y = µ + ε
E(ε) = 0
11I metodi Taguchi non fanno questo tipo di assunzione

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 47/320
2 - L’Approccio Scientifico alla Qualità
42
VAR(ε) = σ2
dunque
VAR(Y) = σ2
Se ciò è vero l’errore sperimentale consiste nella differenza fra i valori osservati di Y e la
risposta media stimata, chiamata anche grande media. La somma dei quadrati di tali errori
sperimentali, chiamata anche somma totale corretta dei quadrati, SScor, è dunque:
( )Y Y Y N Y SStot SS ij j
Ni
i
p
ij j
Ni
i
p
− =⎛
⎝ ⎜
⎞
⎠⎟ − = −
== ==∑∑ ∑∑
11
2
2
11
* µ
dove SStot è la somma dei quadrati delle risposte e SSµ è il cosiddetto fattore di
correzione; se è vera l’ipotesi nulla, SStot, diviso per i suoi gradi di libertà, N-1, è uno
stimatore corretto della varianza σ2, poiché posso trattare tutti dati come se non fossero
stratificati.
SScor può essere scomposta in 2 termini, uno legato alla varianza delle medie Yi.
dei trattamenti rispetto alla grande media, SStr; l’altro legato alla varianza all’interno dei
trattamenti, chiamato SSe: quest’ultimo, diviso i gradi di libertà, n-p, è sempre uno
stimatore corretto della varianza della risposta Y perché è una varianza pooled delle
varianze dei vari trattamenti. Partendo dall’identità:
Y Y Y Y Y Y ij ij i i− = − + −. .
è possibile dimostrare velocemente (Miller et al. 1990) che:
( ) ( ) ( )SScor Y Y Y Y N Y Y SSe SStr ij j
Ni
i
p
ij i j
Ni
i
p
i ii
p
= − = − + −⎛ ⎝ ⎜ ⎞
⎠⎟ = +
== == =∑∑ ∑∑ ∑
11
2
11
22
1. .*
Questa decomposizione può essere vista anche geometricamente se pensiamo a Y come un
vettore le cui N componenti sono le N risposte Yij, che possono essere scomposte in 3
elementi, secondo l’identità:
( ) ( )Y Y Y Y Y Y ij i ij i= + − + −. .
corrispondenti ai 3 vettori I, T, E:
Y = I + T + E
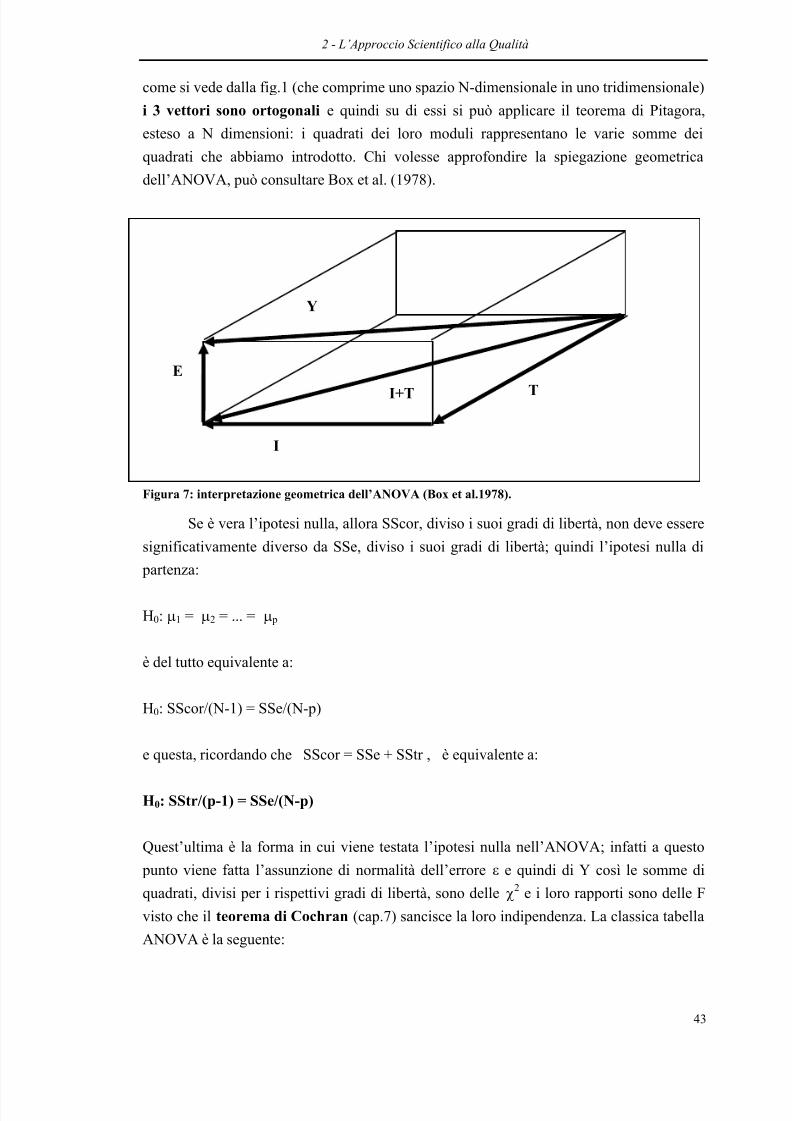
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 48/320
2 - L’Approccio Scientifico alla Qualità
43
come si vede dalla fig.1 (che comprime uno spazio N-dimensionale in uno tridimensionale)
i 3 vettori sono ortogonali e quindi su di essi si può applicare il teorema di Pitagora,
esteso a N dimensioni: i quadrati dei loro moduli rappresentano le varie somme dei
quadrati che abbiamo introdotto. Chi volesse approfondire la spiegazione geometrica
dell’ANOVA, può consultare Box et al. (1978).
Figura 7: interpretazione geometrica dell’ANOVA (Box et al.1978).
Se è vera l’ipotesi nulla, allora SScor, diviso i suoi gradi di libertà, non deve essere
significativamente diverso da SSe, diviso i suoi gradi di libertà; quindi l’ipotesi nulla di
partenza:
H0: µ1 = µ2 = ... = µ p
è del tutto equivalente a:
H0: SScor/(N-1) = SSe/(N-p)
e questa, ricordando che SScor = SSe + SStr , è equivalente a:
H0: SStr/(p-1) = SSe/(N-p)
Quest’ultima è la forma in cui viene testata l’ipotesi nulla nell’ANOVA; infatti a questo
punto viene fatta l’assunzione di normalità dell’errore ε e quindi di Y così le somme di
quadrati, divisi per i rispettivi gradi di libertà, sono delle χ2 e i loro rapporti sono delle F
visto che il teorema di Cochran (cap.7) sancisce la loro indipendenza. La classica tabella
ANOVA è la seguente:
I
I+T
E
Y
T

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 49/320
2 - L’Approccio Scientifico alla Qualità
44
Sorgente Somme di quadrati Gradi di libertà Quadrati medi F calcolata
Totale SStot N
Media SSµ 1
Totale corretto SScor = SStot - SSµ N-1 MScor=SScor/N-1
Trattamenti SStr p-1 MStr=SStr/p-1 MStr/MSeResiduo SSe N-p MSe=SSe/N-p
Qualcuno aggiunge alla tabella una sesta colonna col livello di probabilità di F a
cui corrisponde la F calcolata (i famosi “P-values”): è una procedura che noi non
seguiremo in quanto pensiamo che vada contro l’approccio scientifico del cap.2: bisogna
decidere prima delle prove quanto vogliamo rischiare per calcolare quanta
informazione ci serve. Quindi semplicemente confrontiamo la F calcolata con la F che
corrisponde al livello di fiducia prestabilito, e decidiamo se i trattamenti hanno effetto
significativo sulla risposta o no.
Notiamo che l’ipotesi nulla testata ci dice solo se esiste almeno un trattamento che
influenza la risposta, non dice quali sono, dunque nasconde l’effettiva sorgente di
variabilità: conviene allora sempre scomporre SStr in somme dei quadrati che spiegano i
confronti (contrast, cap.4) fra le varie medie.
Abbiamo detto che:
( )SStr N Y Y i ii
p
= −
⎛
⎝ ⎜
⎞
⎠⎟=∑ * .
2
1
essa può essere sviluppata, con pochi calcoli, per ottenere:
( ) ( )SStr N Y N Y T Y N Y i ii
p
i ii
p
=⎛
⎝ ⎜
⎞
⎠⎟ − =
⎛
⎝ ⎜
⎞
⎠⎟ −
= =∑ ∑* * * *. .
2
1 1
essa è quella che chiameremo “regola del Questo per questo”, seguendo la
denominazione di Galetto (1995) che deriva dal fatto che devo moltiplicare le medie deitrattamenti per i rispettivi totali per trovare la somma dei quadrati spiegata dai trattamenti
(a meno del fattore di correzione).
Nei cap.7 e 8 vedremo che è possibile riottenere tutte questa formule dell’ANOVA,
scrivendo le equazioni normali a partire dai modelli:
Yij = µ + αi + εij modello “overperametrized” (non full-rank)
Y = I + A1*X1 + A2*X2 +...+ AP-1*XP-1 modello “full-regression” (full-rank)
Yij = µij + εij modello “cell-means” (full-rank)
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 50/320
2 - L’Approccio Scientifico alla Qualità
45
Questi modelli danno luogo a una regressione multipla per cui vale di nuovo la forma
matriciale delle equazioni normali:
(XT*X)* β = XT * Y
L’introduzione delle equazioni normali nell’ANOVA (metodo G nel cap.7 e 8) costituisce
una procedura nota da tempo12, anche se pochi libri di Statistica ne parlano.
Riprendiamo la suddivisione che abbiamo fatto della somma dei quadrati delle
risposte:
SStot = SSµ + SStr + SSe
Essa vale sempre, anche con:
• più di 1 fattore13; si divide SStr in somme dei quadrati che spiegano l’effetto dei fattori
e delle loro interazioni,
• variabili bloccate; si divide SSe nell’errore sperimentale puro SSep (a cui bisogna
riferirsi nel test F) e nella somma dei quadrati spiegata dall’effetto dei blocchi SSbl; in
alternativa si può pensare a una variabile fittizia i cui livelli sono pari al numero dei
blocchi, da inserire fra i trattamenti e quindi SSbl finisce per far parte di SStr: la
sostanza non cambia,
• stati di prova mancanti, cosa che accade nei piani frazionati (cap.4) regolari eirregolari,
• la regressione (par. 3.6.1) in quanto possiamo considerare i vari livelli del fattore
quantitativo come trattamenti; da quanto abbiamo visto le somme dei quadrati non
dipendono dalla X, ma solo dalla Y, e quindi possiamo codificare (cap.8) a piacere i
livelli di X; se col test t alcuni parametri della regressione sono significativi anche le
somme dei quadrati associate a tali parametri nell’ANOVA, sono significative col test
F.
3.7.3 ANCON
L’analisi dei contrast consiste nel confrontare le medie dei vari trattamenti; i
contrast sono appunto combinazioni lineari delle medie tali che la somma dei coefficienti
della combinazione lineare è uguale a zero. Nel cap.4 vedremo che questo metodo è il più
usato nei piani fattoriali bilanciati dove, col metodo di Yates, si riescono a calcolare
12 Per quanto ne so il primo a introdurla fu Yates nel 1934, come riferiscono Nelder (1974) e Speed etal.(1978).
13 Con più fattori, si possono vedere i vari stati di prova come tanti trattamenti di uno stesso fattore: è questoun punto che non ho mai visto essere messo in evidenza sui libri di DOE.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 51/320
2 - L’Approccio Scientifico alla Qualità
46
facilmente i contrast di interesse, e vedremo che ad ogni contrast è associata sempre una
somma di quadrati.
Questa analisi è anche alla base del modello full-rank che vedremo nel cap.8 e dal
punto di vista ingegneristico e senz’altro la più facile da capire.
3.7.4 ANCOV
L’analisi della covarianza, che integra la regressione e l’ANOVA, in origine era
fatta quando si avevano delle variabili quantitative e una qualitativa. Prima si fittano i dati
come se i livelli della variabile qualitativa non fossero influenti, trattando quindi le risposte
ai vari livelli come semplici replicazioni e poi, invece fittando dei modelli diversi per ogni
livello della variabile qualitativa.
Facendo l’ANOVA, ogni modello ha una sua somma dei quadrati e, facendo
opportune differenze fra di esse, si capisce l’effetto della variabile qualitativa e le sue
possibili interazioni con i fattori quantitativi. Non ci dilunghiamo ora su questa procedura,
in quanto verrà trattata ampiamente nel cap.6.
3.7.5 TRASFORMAZIONI DI VARIABILI
In tutti 3 tipi di analisi vengono solitamente fatte le 3 assunzioni seguenti sugli
errori sperimentali:
• indipendenza degli errori sperimentali nell’osservazione
• errori sperimentali distribuiti normalmente
• varianza dell’errore sperimentale costante in ogni stato di prova (omoschedasticità)In Miller et al. (1990) si dice che anche se queste ipotesi non sono verificate, l’ANOVA, si
mantiene un procedura valida; in Stephens (1996) si riporta che, se non c’è
omoschedasticità, l’errore di I specie non cambia anche se diminuisce l’errore di II specie.
Consideriamo inoltre che l’ipotesi di normalità è fatta solo quando si fa il test di ipotesi
sulla significatività dei parametri; se gli seguono altre distribuzioni, in teoria si può
ricavare la distribuzione delle loro somme di quadrati, e del rapporto di questa: bisogna
vedere se ne vale la pena; Steinberg e Hunter (1984) riferiscono che Pearson nel 1931
aveva scoperto che l’ANOVA è “robusta” all’assunzione di normalità.Tuttavia se le 3 ipotesi non sono verificate statisticamente, può essere molto utile
trasformare le variabili affinché esse siano verificate. In particolare si trova che per una
grande quantità di esperimenti la varianza dell’errore tende a crescere con la media della
risposta, nel qual caso una trasformazione logaritmica della risposta può rendere costante
la varianza.
La trasformazione logaritmica può essere anche molto utile a smussare l’effetto
delle interazioni se il modello risposta - fattori è moltiplicativo e quindi può semplificare
l’analisi; ciò non significa che bisogna assumere acriticamente la bontà dellatrasformazione logaritmica (cosa che può parzialmente giustificare il signal to noise nei
metodi Taguchi, cap.11): uno deve studiare, volta per volta, qual è la trasformazione che
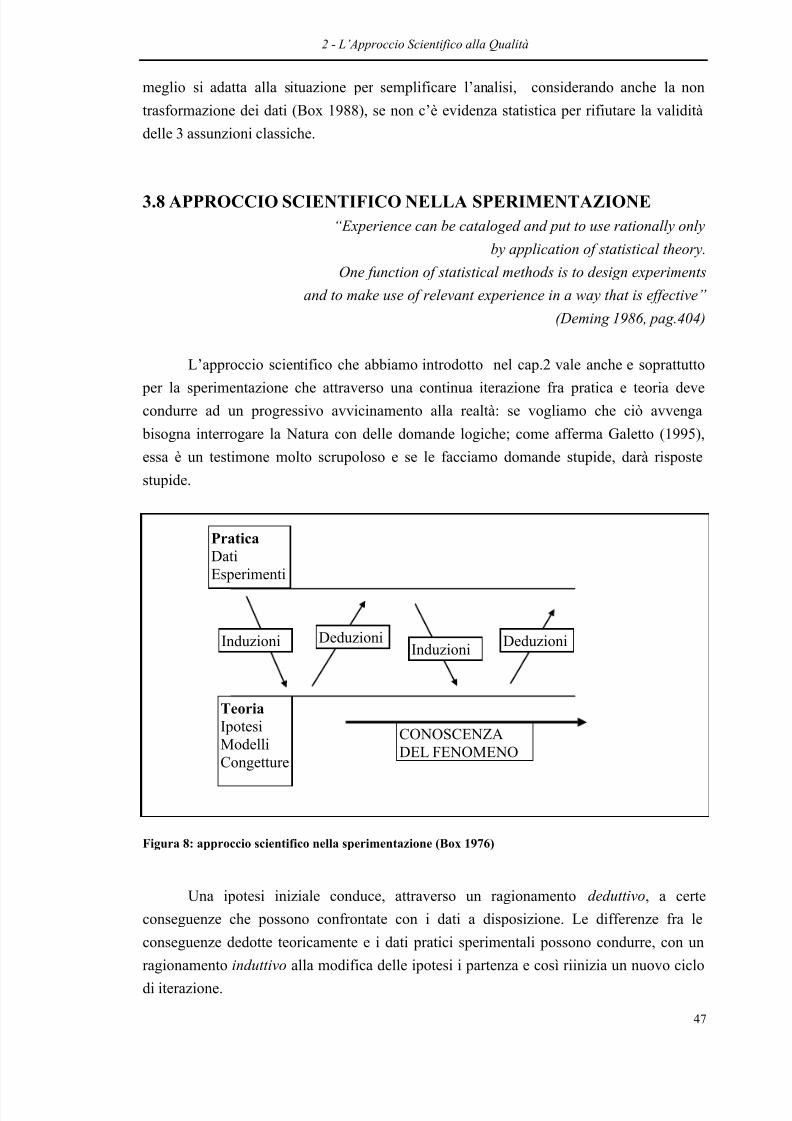
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 52/320
2 - L’Approccio Scientifico alla Qualità
47
meglio si adatta alla situazione per semplificare l’analisi, considerando anche la non
trasformazione dei dati (Box 1988), se non c’è evidenza statistica per rifiutare la validità
delle 3 assunzioni classiche.
3.8 APPROCCIO SCIENTIFICO NELLA SPERIMENTAZIONE
“Experience can be cataloged and put to use rationally only
by application of statistical theory.
One function of statistical methods is to design experiments
and to make use of relevant experience in a way that is effective”
(Deming 1986, pag.404)
L’approccio scientifico che abbiamo introdotto nel cap.2 vale anche e soprattutto
per la sperimentazione che attraverso una continua iterazione fra pratica e teoria deve
condurre ad un progressivo avvicinamento alla realtà: se vogliamo che ciò avvenga
bisogna interrogare la Natura con delle domande logiche; come afferma Galetto (1995),
essa è un testimone molto scrupoloso e se le facciamo domande stupide, darà risposte
stupide.
Figura 8: approccio scientifico nella sperimentazione (Box 1976)
Una ipotesi iniziale conduce, attraverso un ragionamento deduttivo, a certe
conseguenze che possono confrontate con i dati a disposizione. Le differenze fra le
conseguenze dedotte teoricamente e i dati pratici sperimentali possono condurre, con unragionamento induttivo alla modifica delle ipotesi i partenza e così riinizia un nuovo ciclo
di iterazione.
Pratica Dati
Esperimenti
Teoria IpotesiModelli
Congetture
DeduzioniInduzioni Deduzioni Induzioni
CONOSCENZA
DEL FENOMENO
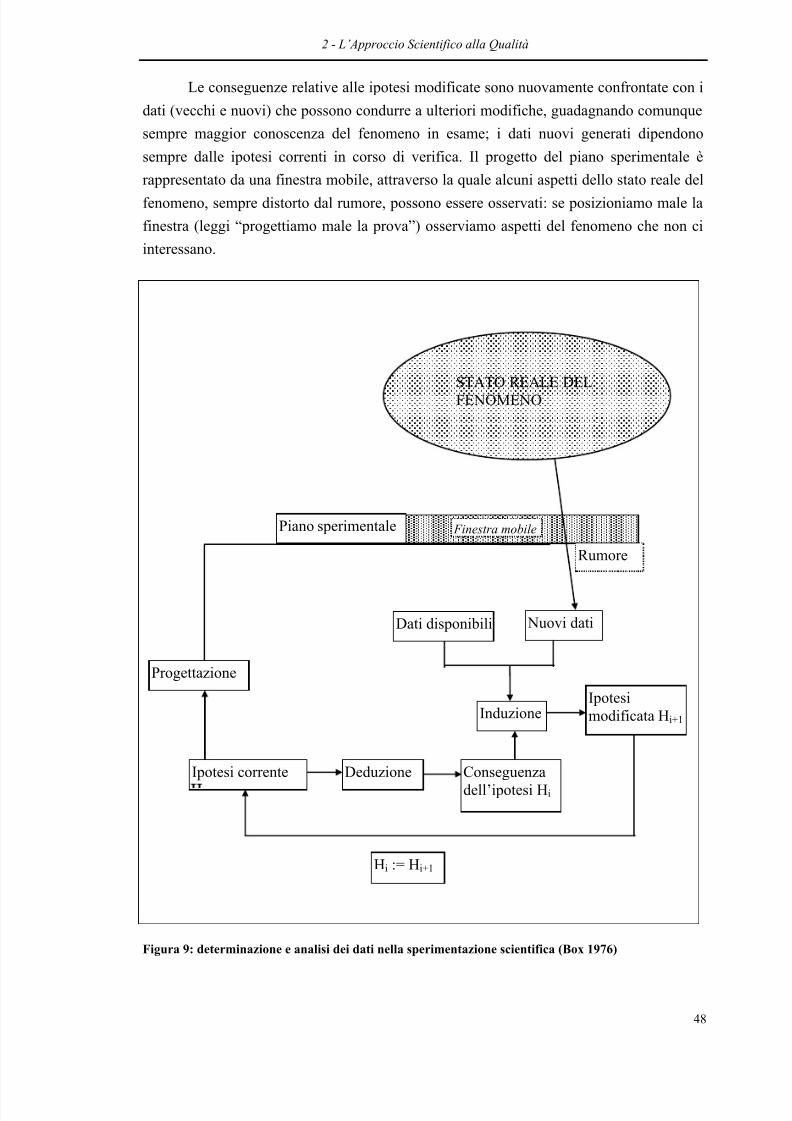
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 53/320
2 - L’Approccio Scientifico alla Qualità
48
Le conseguenze relative alle ipotesi modificate sono nuovamente confrontate con i
dati (vecchi e nuovi) che possono condurre a ulteriori modifiche, guadagnando comunque
sempre maggior conoscenza del fenomeno in esame; i dati nuovi generati dipendono
sempre dalle ipotesi correnti in corso di verifica. Il progetto del piano sperimentale è
rappresentato da una finestra mobile, attraverso la quale alcuni aspetti dello stato reale del
fenomeno, sempre distorto dal rumore, possono essere osservati: se posizioniamo male la
finestra (leggi “progettiamo male la prova”) osserviamo aspetti del fenomeno che non ci
interessano.
Figura 9: determinazione e analisi dei dati nella sperimentazione scientifica (Box 1976)
Ipotesi corrente Deduzione Conseguenzadell’ipotesi Hi
InduzioneIpotesimodificata Hi+1
Dati disponibili Nuovi dati
Progettazione
STATO REALE DELFENOMENO
Hi := Hi+1
Piano sperimentale
Rumore
Finestra mobile
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 54/320
2 - L’Approccio Scientifico alla Qualità
49
Dalla figura 4 vediamo che, anche se le nostre congetture sono errate, i dati sono
sempre comunque generati dal fenomeno: ecco perché, se ci basiamo solo su di essi
• il continuo aggiornamento delle ipotesi
• il confronto delle congetture riguardo lo stato di natura con i dati reali
può condurre alla convergenza verso la reale conoscenza del fenomeno stesso: attenzione
dunque ai metodi bayesiani, che aggiungono all’analisi che non provengono dal fenomeno
(Galetto 1989c).
Questa filosofia scientifica, formalizzata da Box (1976), è in contrasto con quella di
Taguchi, che invece non vuole avanzare lo stato di conoscenza del fenomeno (Nair 1992),
ma solo ottimizzare una certa funzione obiettivo trascurando a priori elementi che
potrebbero essere importanti. “The ultimate objective of the experimental investigation
must surely be to understand the engineering system” (Box in Nair 1992)
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 55/320
2 - L’Approccio Scientifico alla Qualità
50
CAPITOLO 4
PIANI FATTORIALI ORTOGONALICOMPLETI E FRAZIONATI
4.1 PIANI FATTORIALI 2n
Nel capitolo precedente abbiamo visto che Fisher ebbe la grande idea di variare più
di un fattore alla volta negli esperimenti; nacquero così i piani fattoriali, che per la prima
volta permettevano di valutare l’effetto combinato dei fattori (interazione).
Limitiamo il nostro studio ai modelli fissi.I piani fattoriali 2n presentano n variabili quantitative o qualitative a 2 livelli, alto e
basso14 che sono codificati -1 e +1 oppure 0 e 1: sono le variabili che lo sperimentatore
pensa possano influenzare significativo la risposta Y che è sempre una variabile casuale15.
Come si vede vi sono 2n possibili combinazioni dei livelli degli n fattori ovvero 2n
trattamenti o stati di prova: da ciò che abbiamo detto nel par. 3.6.2 se nessuno di questi
stati di prova viene replicato, non c’è nessun grado di libertà per l’errore sperimentale.
I fattori vengono solitamente indicati con le lettere maiuscole mentre per i
trattamenti vi sono essenzialmente 3 tipi di notazione.1. lo stato di prova è associato a un vettore di n elementi che assumono il valore 0 o 1 a
seconda che il fattore sia al livello alto o basso; per esempio in un piano a 3 fattori, il
trattamento (0, 0, 1) è quello in cui i primi 2 fattori sono al livello basso e il terzo al
livello alto; è chiaro che questo tipo di notazione può essere estesa a fattori con più
livelli.
2. nella cosiddetta notazione di Yates i fattori sono associati a delle lettere e lo stato di
prova è una stringa alfabetica in cui compare la lettera associata al fattore solo se questo
è al livello alto; ad esempio il trattamento ac è quello in cui il primo e il terzo fattore
14La nozione di alto e basso ha senso solo con variabili quantitative, per quelle qualitative è solo fittizia.
15 Fra le variabili può essercene anche qualcuna bloccata, se vi sono solo 2 blocchi.
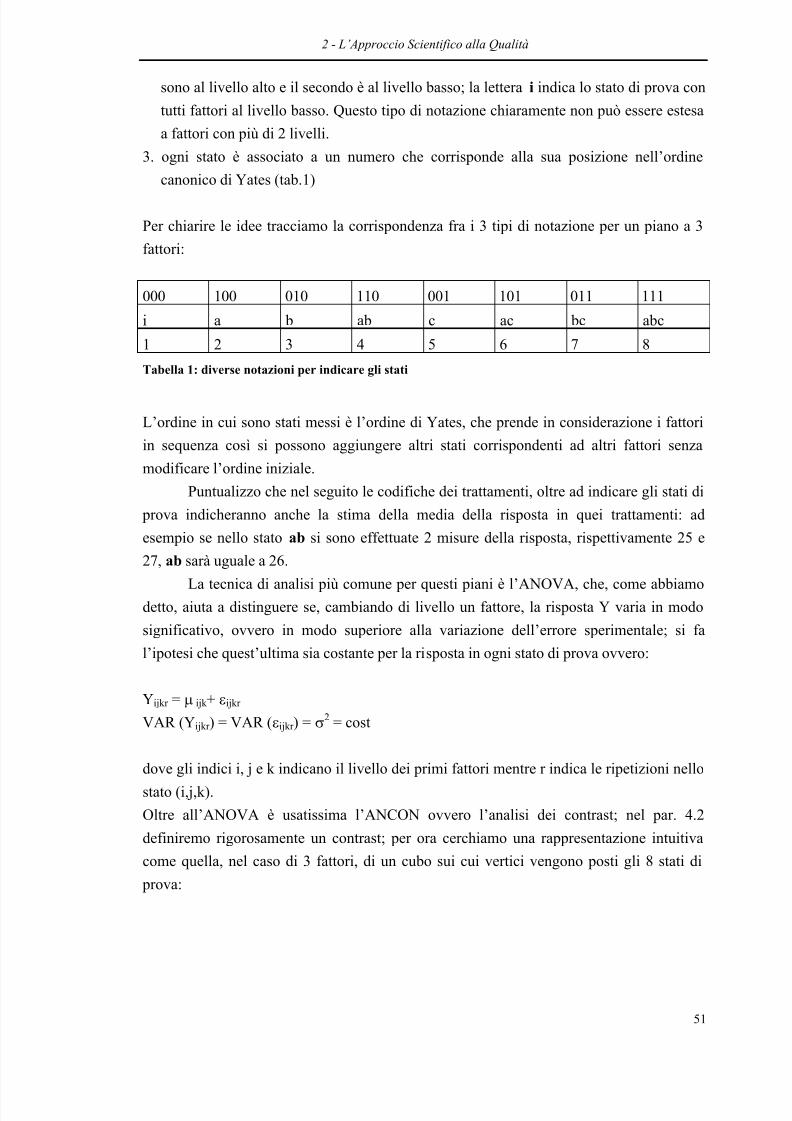
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 56/320
2 - L’Approccio Scientifico alla Qualità
51
sono al livello alto e il secondo è al livello basso; la lettera i indica lo stato di prova con
tutti fattori al livello basso. Questo tipo di notazione chiaramente non può essere estesa
a fattori con più di 2 livelli.
3. ogni stato è associato a un numero che corrisponde alla sua posizione nell’ordine
canonico di Yates (tab.1)
Per chiarire le idee tracciamo la corrispondenza fra i 3 tipi di notazione per un piano a 3
fattori:
000 100 010 110 001 101 011 111
i a b ab c ac bc abc
1 2 3 4 5 6 7 8
Tabella 1: diverse notazioni per indicare gli stati
L’ordine in cui sono stati messi è l’ordine di Yates, che prende in considerazione i fattori
in sequenza così si possono aggiungere altri stati corrispondenti ad altri fattori senza
modificare l’ordine iniziale.
Puntualizzo che nel seguito le codifiche dei trattamenti, oltre ad indicare gli stati di
prova indicheranno anche la stima della media della risposta in quei trattamenti: ad
esempio se nello stato ab si sono effettuate 2 misure della risposta, rispettivamente 25 e
27, ab sarà uguale a 26.
La tecnica di analisi più comune per questi piani è l’ANOVA, che, come abbiamo
detto, aiuta a distinguere se, cambiando di livello un fattore, la risposta Y varia in modo
significativo, ovvero in modo superiore alla variazione dell’errore sperimentale; si fa
l’ipotesi che quest’ultima sia costante per la risposta in ogni stato di prova ovvero:
Yijkr = µ ijk + εijkr
VAR (Yijkr ) = VAR (εijkr ) = σ2 = cost
dove gli indici i, j e k indicano il livello dei primi fattori mentre r indica le ripetizioni nello
stato (i,j,k).
Oltre all’ANOVA è usatissima l’ANCON ovvero l’analisi dei contrast; nel par. 4.2
definiremo rigorosamente un contrast; per ora cerchiamo una rappresentazione intuitiva
come quella, nel caso di 3 fattori, di un cubo sui cui vertici vengono posti gli 8 stati di
prova:

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 57/320
2 - L’Approccio Scientifico alla Qualità
52
Figura 1: confronto fra i vari stati per ottenere l’effetto di A
Questa rappresentazione grafica è molto utile perché permette di giustificare
intuitivamente il calcolo dei vari effetti. Infatti ci interessa capire se, passando da un livelloall’altro dei vari fattori, la risposta cambia in modo significativo e la cosa più logica appare
confrontare le risposte che si hanno quando il fattore è al livello alto e quelle al livello
basso. Per ora supponiamo che in ogni stato di prova vi sia lo stesso numero di
replicazioni, così che è lo stesso considerare le medie o i totali dei vari trattamenti. La
stima dell’effetto del fattore A è dunque:
A = abc + ab +ac + a - i - b - c - bc
Questa relazione si presta ad interessanti osservazioni:
• sul cubo si vede che praticamente si confrontano 2 facce opposte (quella con gli stati
ombreggiati e l’altra). Si può pensare di fare analogamente per i fattori B e C
• questa relazione è scritta su tutti libri di DOE ma non mi ricordo nessuno che
puntualizzi se le lettere indicano i totali o le medie delle risposte nei vari stati di prova;
per ora supponiamo che vi siano uguali ripetizioni per ogni trattamento, dunque il
valore A cambia solo per un fattore moltiplicativo16 se passiamo dalle medie ai totali
• sarà opportuno ricordarsi della relazione sopra quando si introdurrà il frazionamento e
gli alias (par. 4.5)
16 Vedremo che questo fattore non influenza la somma dei quadrati spiegata dal fattore A.
i a
ab b
c
bc abc
ac
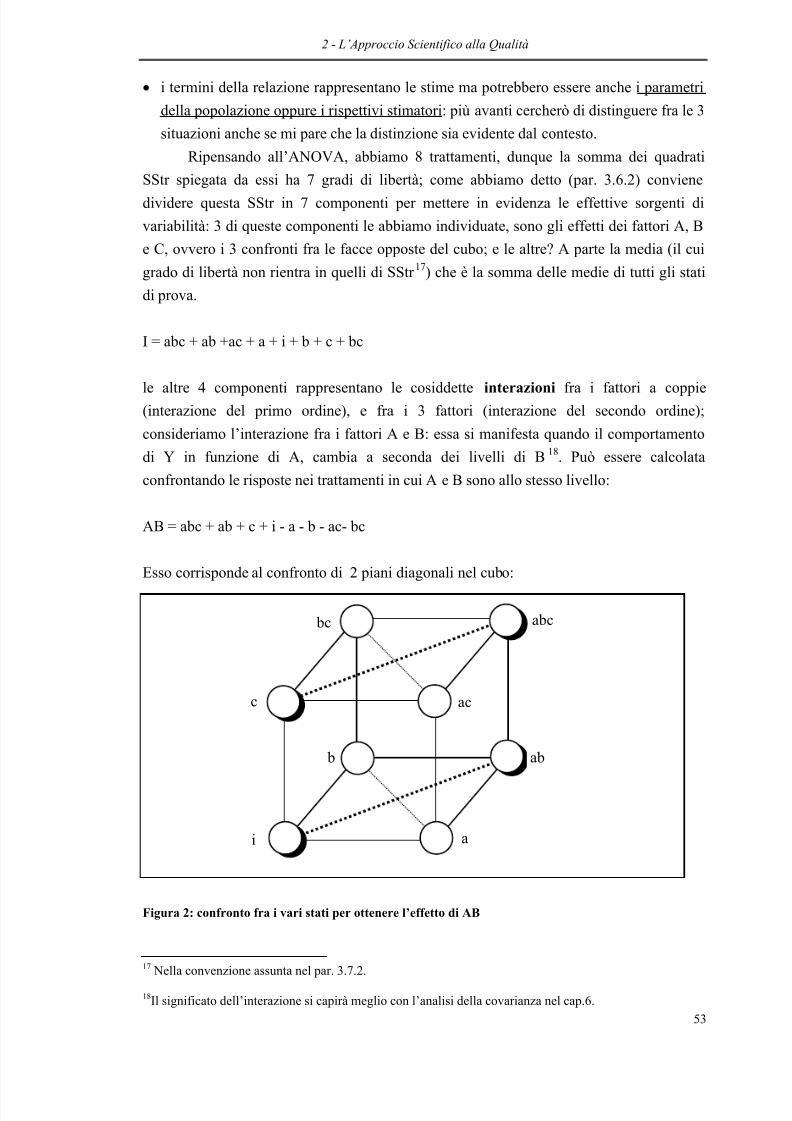
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 58/320
2 - L’Approccio Scientifico alla Qualità
53
• i termini della relazione rappresentano le stime ma potrebbero essere anche i parametri
della popolazione oppure i rispettivi stimatori: più avanti cercherò di distinguere fra le 3
situazioni anche se mi pare che la distinzione sia evidente dal contesto.
Ripensando all’ANOVA, abbiamo 8 trattamenti, dunque la somma dei quadrati
SStr spiegata da essi ha 7 gradi di libertà; come abbiamo detto (par. 3.6.2) conviene
dividere questa SStr in 7 componenti per mettere in evidenza le effettive sorgenti di
variabilità: 3 di queste componenti le abbiamo individuate, sono gli effetti dei fattori A, B
e C, ovvero i 3 confronti fra le facce opposte del cubo; e le altre? A parte la media (il cui
grado di libertà non rientra in quelli di SStr 17) che è la somma delle medie di tutti gli stati
di prova.
I = abc + ab +ac + a + i + b + c + bc
le altre 4 componenti rappresentano le cosiddette interazioni fra i fattori a coppie
(interazione del primo ordine), e fra i 3 fattori (interazione del secondo ordine);
consideriamo l’interazione fra i fattori A e B: essa si manifesta quando il comportamento
di Y in funzione di A, cambia a seconda dei livelli di B18. Può essere calcolata
confrontando le risposte nei trattamenti in cui A e B sono allo stesso livello:
AB = abc + ab + c + i - a - b - ac- bc
Esso corrisponde al confronto di 2 piani diagonali nel cubo:
Figura 2: confronto fra i vari stati per ottenere l’effetto di AB
17 Nella convenzione assunta nel par. 3.7.2.
18Il significato dell’interazione si capirà meglio con l’analisi della covarianza nel cap.6.
i a
ab b
c
bc abc
ac
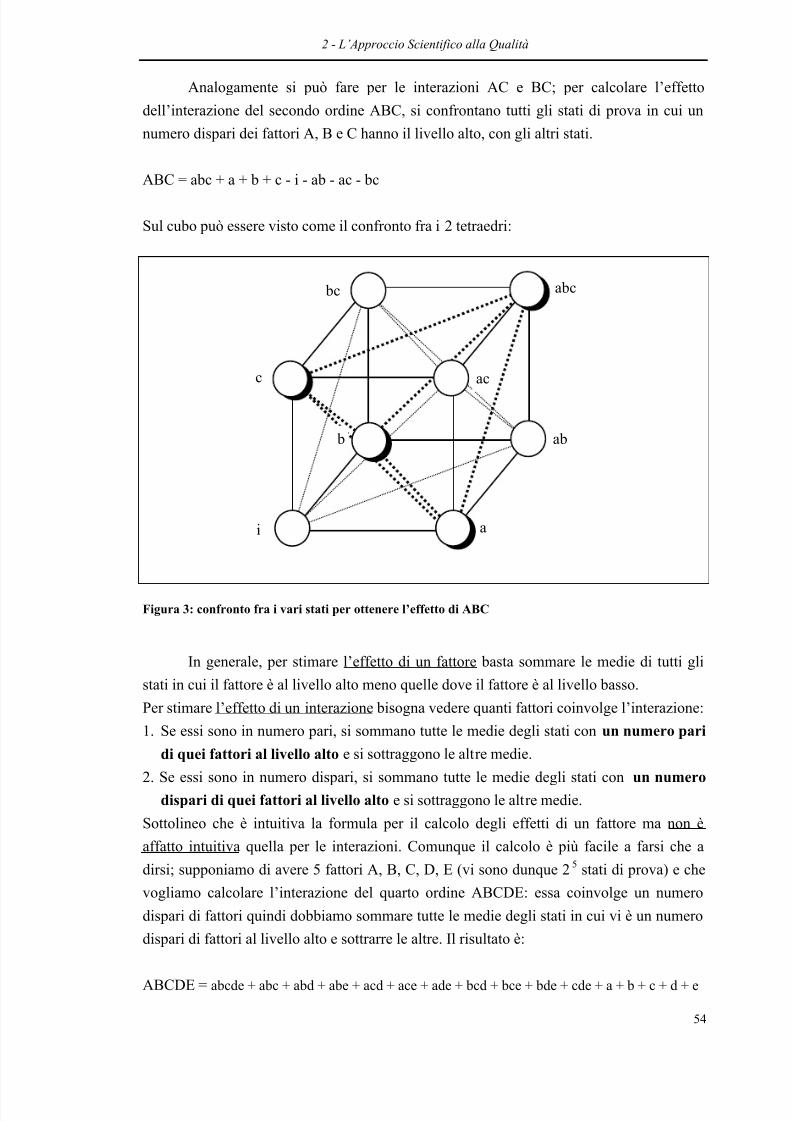
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 59/320
2 - L’Approccio Scientifico alla Qualità
54
Analogamente si può fare per le interazioni AC e BC; per calcolare l’effetto
dell’interazione del secondo ordine ABC, si confrontano tutti gli stati di prova in cui un
numero dispari dei fattori A, B e C hanno il livello alto, con gli altri stati.
ABC = abc + a + b + c - i - ab - ac - bc
Sul cubo può essere visto come il confronto fra i 2 tetraedri:
Figura 3: confronto fra i vari stati per ottenere l’effetto di ABC
In generale, per stimare l’effetto di un fattore basta sommare le medie di tutti gli
stati in cui il fattore è al livello alto meno quelle dove il fattore è al livello basso.
Per stimare l’effetto di un interazione bisogna vedere quanti fattori coinvolge l’interazione:
1. Se essi sono in numero pari, si sommano tutte le medie degli stati con un numero pari
di quei fattori al livello alto e si sottraggono le altre medie.2. Se essi sono in numero dispari, si sommano tutte le medie degli stati con un numero
dispari di quei fattori al livello alto e si sottraggono le altre medie.
Sottolineo che è intuitiva la formula per il calcolo degli effetti di un fattore ma non è
affatto intuitiva quella per le interazioni. Comunque il calcolo è più facile a farsi che a
dirsi; supponiamo di avere 5 fattori A, B, C, D, E (vi sono dunque 25 stati di prova) e che
vogliamo calcolare l’interazione del quarto ordine ABCDE: essa coinvolge un numero
dispari di fattori quindi dobbiamo sommare tutte le medie degli stati in cui vi è un numero
dispari di fattori al livello alto e sottrarre le altre. Il risultato è:
ABCDE = abcde + abc + abd + abe + acd + ace + ade + bcd + bce + bde + cde + a + b + c + d + e
i a
ab b
c
bc abc
ac

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 60/320
2 - L’Approccio Scientifico alla Qualità
55
- abcd - abce - abde - acde - bcde - ab - ac - ad - ae - bc - bd - be - cd - ce - de - i
Questi calcoli diventano molto pesanti, all’aumentare del numero di fattori per cui abbiamo
bisogno di un algoritmo che calcoli gli effetti in modo meccanico (metodo di Yates nel par.
4.5).
4.2 I CONTRAST
Un contrast C* è una combinazione lineare delle medie µi nei vari stati di prova,
tale che la somma di tali coefficienti è uguale a zero. Con n fattori abbiamo 2 n stati di
prova distinti dunque:
C* = cii
i
n
=∑
1
2
* µ
cii
n
=∑ =
1
2
0
In Galetto (1995) a pag.273 si scrive una condizione diversa:
(1) c nii
i
n
=∑ =
1
2
0*
chiaramente sbagliata, oltre che fuorviante quando si passa agli stimatori del contrast eall’esame di piani con diverse replicazioni per ogni stato. Notiamo l’assurdità a cui ci
porterebbe la condizione di Galetto in un esempio facile con un solo fattore a 2 livelli, 1 e
2: ci sono dunque 2 stati di prova; supponiamo di avere una numerosità n 1=5 per il primo
stato di prova e n2=10 per il secondo; i 2 parametri che rappresentano le medie nei 2 stati
di prova sono µ1 e µ2 ; seguendo la definizione di Galetto, µ1 - µ2 non sarebbe un contrast
(!!!) perché non soddisfa la condizione (1):
1*5-1*10 = -5 ≠ 0
mentre 2µ1 - µ2 sarebbe un contrast (!!!) perché soddisfa la condizione (1): 2*5-1*10 = 0
Comunque basta prendere un qualunque libro che parli di contrast (ad esempio Searle 1987
o Wheeler 1988) per rendersi conto dell’errore.
I contrast ammettono i seguenti stimatori corretti:
C = c yii
i
n
=∑
1
2
*
Le notazioni che usiamo sono:
Yij risposta (v.c.) j-ma nello stato i

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 61/320
2 - L’Approccio Scientifico alla Qualità
56
yi stimatore (v.c.) della media µi dello stato i
Ti totale (v.c.) dello stato i
ni numerosità dello stato i
Per definizione abbiamo che: yi = Ti/ni
dunque lo stimatore del contrast può essere scritto anche in forma dei totali:
C c
nT k T
i
iii i
ii
n n
= == =∑ ∑
1
2
1
2
* * dove k c
ni
i
i
=
ma ovviamente cambia la condizione sui coefficienti:
k nii
i
n
=∑ =
1
2
0*
Per le ipotesi classiche (par 3.7), Yij è una variabile casuale con media µi e varianza
costante, e gli errori sperimentali delle risposte sono indipendenti:
Yij = µi + εij
E(εij) = 0 ∀i, j
E(Yij) = µi ∀i,jE( yi ) = µi ∀i
VAR(εij) = σ2 ∀i, j
VAR(Yij) = σ2 ∀i, jVAR( yi ) = σ2 / ni ∀i
COV(εij, εkr ) = 0 ∀i≠ j, k ≠r
COV(Yij, Ykr ) = 0 ∀i≠ j, k ≠r
COV( y yi i, ' ) = 0 ∀i≠i’
Sulla base di queste ipotesi possiamo testare se il contrast è significativamente diverso da
zero:
H0: C* = 0
Sappiamo però che per testare un ipotesi dobbiamo introdurre la distribuzione delle
variabili casuali in gioco. Come già detto per gli errori si usa la normale in virtù del
teorema limite centrale:
εij ∼ N(0, σ2)dunque, viste le assunzioni fatte:

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 62/320
2 - L’Approccio Scientifico alla Qualità
57
Yij ∼ N(µ, σ2) yi ∼ N(µ, σ2/ni)
C ∼ N( E(C), VAR(C))
Possiamo allora trovare il valore atteso e, soprattutto, la varianza dello stimatore del
contrast C:
E (C) = ci ii
n
* µ =∑
1
2
= C*
VAR (C) = cn
i
ii
n
22
1
2
*σ
=∑
Se conoscessimo il valore di σ2 potremmo usare la normale nel test di ipotesi ma poiché
dobbiamo stimarlo dobbiamo usare la t di Student. Nel par. 3.7 abbiamo visto che uno
stimatore sempre corretto di σ2 è rappresentato dalla somma pesata delle varianze
campionarie dei vari trattamenti:
( ) )σ 2
1
2
11
2 2
1
2
2 2
=⎛
⎝ ⎜
⎞
⎠⎟ −
⎡
⎣⎢⎢
⎤
⎦⎥⎥
=
−
⎛
⎝ ⎜
⎞
⎠⎟ −
⎡
⎣⎢⎢
⎤
⎦⎥⎥=
==
=∑
∑∑
∑
SSe
n
Y Y
nii
n
ij i
j
n
i
ii
n
n
in
n
dunque per il test di ipotesi dobbiamo usare la t con v= nii
n
n
=∑
⎛
⎝ ⎜
⎞
⎠⎟ −
⎡
⎣⎢⎢
⎤
⎦⎥⎥1
2
2 gradi di libertà: ciò
vale ovviamente nei piani completi dove vengono sperimentati effettivamente 2n stati di
prova; nei piani ridotti dove ci sono p effettivi stati prova bisogna sostituire p a 2n nella
formula dello stimatore di σ2 e dei suoi g.l..
Diciamo che il contrast è significativamente maggiore19 di zero, con un livello di
fiducia (CL) (1-α), se:
C > t v, 1-α * cn
i
ii
n
22
1
2
* )
σ
=∑
Vediamo ora quanto vale la covarianza fra 2 generici stimatori di contrast:
C c yi
i
i
n
=
=
∑1
2
*
19 Analogamente si può testare C minore di zero.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 63/320
2 - L’Approccio Scientifico alla Qualità
58
C c yii
i
n
' ' *==∑
1
2
( ) ( )( ) ( )( )[ ]COV C C E C E C C E C , ' * ' '= − −
( ) ( ) ( )COV C C E c y c yi i i
i
i i i
i
n n
, ' * * ' *= −⎛
⎝
⎜ ⎞
⎠
⎟ −⎛
⎝
⎜ ⎞
⎠
⎟⎡
⎣
⎢
⎢
⎤
⎦
⎥
⎥= =
∑ ∑µ µ
1
2
1
2
( ) ( ) ( ) ( )COV C C E c c y c c y yi i i ii
i j i i j j j ii
n
, ' * ' * * ' * *= −⎛
⎝ ⎜
⎞
⎠⎟ + − −
⎛
⎝ ⎜
⎞
⎠⎟
⎡
⎣⎢⎢
⎤
⎦⎥⎥= ≠
∑ ∑∑µ µ µ 2
1
2
Il secondo termine è nullo perché rappresenta la sommatoria delle covarianze fra glistimatori delle medie degli stati di prova ma, per ipotesi: COV( y yi i, ' ) = 0 ∀i, i’
dunque:
( ) ( )COV C C c c E y c c ni i i ii
i iii
n n
, ' * ' * * ' *= − == =∑ ∑µ
σ
1
2 2 2
1
2
dunque abbiamo la proprietà notevole che 2 stimatori di contrast sono non correlati20 se e
solo se:
c c
n
i i
ii
n
* '
=∑ =
1
2
0
quando la condizione sopra è verificata i 2 contrast sono detti ortogonali e secondo la
terminologia classica un piano con n trattamenti è detto ortogonale se vengono stimati n-1
contrast ortogonali fra di loro. Notiamo che la condizione di ortogonalità sui contrast è
nuovamente errata in Galetto (1995) perché tale condizione deriva necessariamente daquella di non correlazione degli stimatori dei contrast; le equazioni normali non hanno
niente a che vedere con questo discorso: nel cap.7 vedremo che le equazioni normali
portano alle funzioni stimabili (qualunque combinazione lineare delle medie µi) ma queste
non vanno confuse con i contrast; anticipiamo che:
• ogni contrast è una funzione stimabile
• non tutte le funzioni stimabili sono dei contrast
Plackett e Burman nel 1946 avevano trovato che le matrici di Hadamard (par. 4.4)
permettono di avere dei contrast ortogonali con coefficienti -1 e +1. In generale se il pianoè completo ovvero vengono sperimentati tutti gli stati di prova e le numerosità degli stati
sono uguali il piano è ortogonale.
20 Se vale la distribuzione normale essi sono anche indipendenti.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 64/320
2 - L’Approccio Scientifico alla Qualità
59
4.3 COLLEGAMENTO FRA ANOVA E ANCON
Finora abbiamo fatto l’analisi dei contrast (test t) sui piani fattoriali: essa richiede il
calcolo delle varianze che può essere abbastanza oneroso per cui solitamente l’analisi dei
piani ortogonali è fatta con l’ANOVA (test F). I 2 approcci sono comunque equivalenti,
perché ad ogni contrast si riesce ad associare univocamente una somma dei quadrati con 1
grado di libertà: con essa si può fare poi il test F, mettendo a numeratore la stima della
varianza dell’errore sperimentale: come vedremo il test di ipotesi fatto è uguale.
Per trovare la somma dei quadrati SS(C) associata al contrast riscriviamo la
varianza dello stimatore del contrast:
VAR C cn
ii
n
i
( ) *==∑ 2
1
2σ
invertendo questa formula vediamo che riusciamo a legare la stima della varianza della
popolazione con quella della varianza dello stimatore C del contrast visto che σ2 è
costante e visto che abbiamo supposto indipendenti gli stimatori delle medie negli stati di
prova (quindi covarianze nulle fra gli stimatori delle medie degli stati di prova) e
indipendenti anche le variabili casuali le cui determinazioni sono i dati nei singoli stati di
prova; la varianza dello stimatore del contrast può essere sviluppata ricordando la nota
formula:
VAR C E C E C ( ) ( ) [ ( )]= −2 2
per cui vediamo che la stima della varianza di C dipende dal valore atteso dello stimatore
del contrast; ma a noi interessa testare l’ipotesi nulla che E(C)=0 per cui otteniamo
una stima della varianza di C, posto che sia vera l’ipotesi nulla.
VÂR(C) = C2 sotto l’ipotesi nulla E(C)=0
È ora evidente che la stima della varianza della popolazione con 1 grado di libertà, se vale
l’ipotesi nulla, è:
)σ C
i
ii
C
c
n
n
22
2
1
2=
=∑
= SS(C)21
se l’ipotesi nulla è da rifiutarsi, la quantità sopra sovrastima la varianza della popolazione
di una quantità legata al valor medio dello stimatore del contrast E(C) al quadrato. Per
capire se questa differenza è significativa si possono confrontare la SS(C) e la stima della
21 Notiamo che in Galetto (1995) la formula è ancora errata perché Galetto non lega i contrast con i lorostimatori.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 65/320
2 - L’Approccio Scientifico alla Qualità
60
varianza della popolazione σ2 che ha v= nii
n
n
=∑
⎛
⎝ ⎜
⎞
⎠⎟ −
⎡
⎣⎢⎢
⎤
⎦⎥⎥1
2
2 gradi di libertà (nei piani
completi):
( ) )σ 2
1
2
11
2 2
1
2
2 2
=⎛
⎝ ⎜
⎞
⎠⎟ −
⎡
⎣⎢⎢
⎤
⎦⎥⎥
=
−
⎛
⎝ ⎜
⎞
⎠⎟ −
⎡
⎣⎢⎢
⎤
⎦⎥⎥=
==
=∑
∑∑
∑
SSe
n
Y Y
nii
n
ij i
j
n
i
ii
n
n
i
n
n
Dunque, facendo il test F, rifiutiamo l’ipotesi nulla con un livello di fiducia (1-α), ovvero
diciamo che il contrast è significativamente diverso da zero se:
(1) SS C F v( ) , , )σ α 2 1 1> −
Se consideriamo che F1, v, 1-α = t2v, 1-α (Galetto 1995), vediamo che la (1) è identica ai 2 test
di ipotesi dell’ANCON:
C > t v, 1-α * cn
i
ii
n
22
1
2
* )
σ
=∑
C < - t v, 1-α * cn
i
ii
n
22
1
2
* )
σ =∑
Ciò è perfettamente logico perché usando metodi diversi (test t e F) per una stessa ipotesi
nulla il risultato deve (principio F1) essere lo stesso; nel prosieguo della tesi faremo
ampiamente uso della formula di SS(C), essa rappresenta uno strumento potentissimo
per poter passare dai contrast alle somme di quadrati usate nell’analisi della varianza: ne
apprezzeremo l’utilità quando introdurremo la non ortogonalità con stati di prova mancanti
e con numerosità diverse; infatti è di portata assolutamente generale stanti ovviamente leipotesi fatte:
1. la varianza della popolazione è costante ovvero VAR (yij) = σ2 = cost,2. le medie degli stati di prova non sono correlate fra loro ovvero COV( , ) y y j k = 0 per
ogni j ≠ k, dove j e k indicano gli stati di prova,
3. le risposte nei singoli stati di prova sono fra loro indipendenti, ovvero COV (y i, y j)= 0
per ogni i ≠ j, all’interno di ogni stato di prova.
Stranamente tale formula non si trova su molti libri di DOE, e Fornasieri (1995)
dimostra di non conoscerla quando afferma a pag.72 che non si può applicare il metodo di
Yates quando le numerosità sono differenti. Infatti di solito si conosce solo la formula
semplificata quando la numerosità degli stati di prova è costante (ni = r)
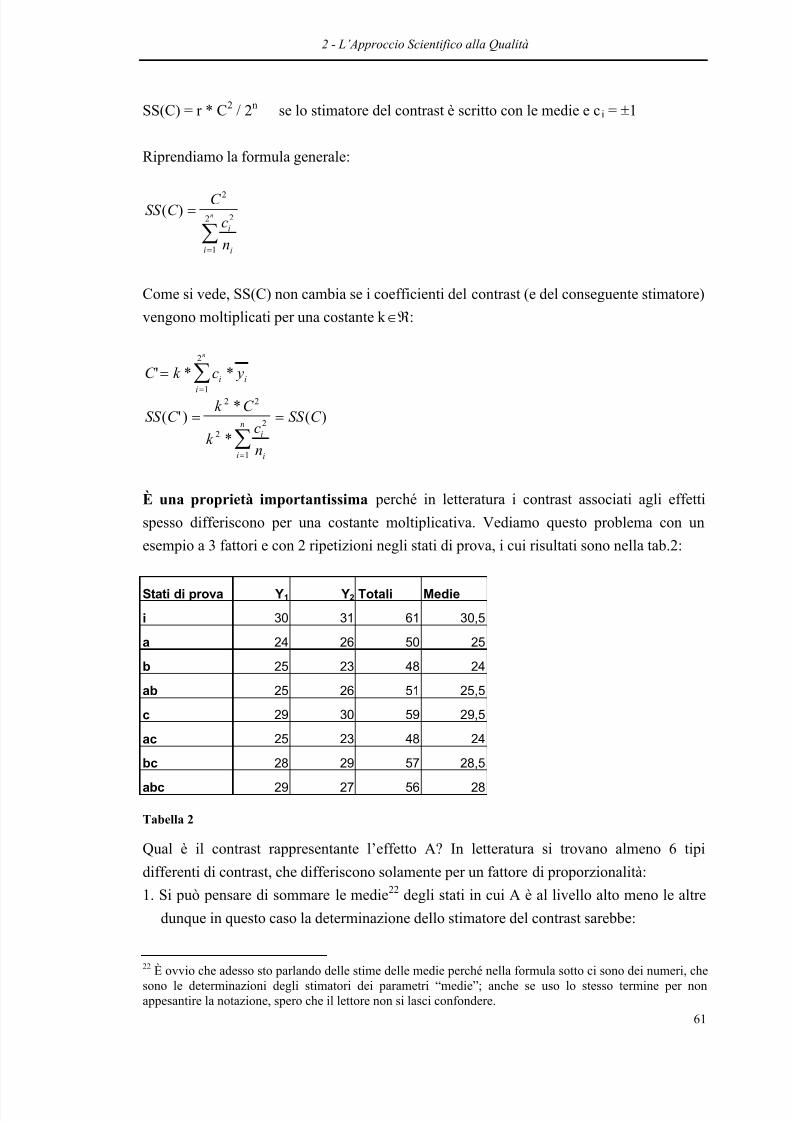
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 66/320
2 - L’Approccio Scientifico alla Qualità
61
SS(C) = r * C2 / 2n se lo stimatore del contrast è scritto con le medie e ci = ±1
Riprendiamo la formula generale:
SS C C
c
n
i
ii
n( ) =
=∑
2
2
1
2
Come si vede, SS(C) non cambia se i coefficienti del contrast (e del conseguente stimatore)
vengono moltiplicati per una costante k ∈ℜ:
C k c yii
i
n
' * *= =∑1
2
SS C k C
k c
n
SS C i
ii
n( ' )
*
*
( )= =
=∑
2 2
22
1
È una proprietà importantissima perché in letteratura i contrast associati agli effetti
spesso differiscono per una costante moltiplicativa. Vediamo questo problema con un
esempio a 3 fattori e con 2 ripetizioni negli stati di prova, i cui risultati sono nella tab.2:
Stati di prova Y1 Y2 Totali Medie
i 30 31 61 30,5
a 24 26 50 25
b 25 23 48 24
ab 25 26 51 25,5
c 29 30 59 29,5
ac 25 23 48 24
bc 28 29 57 28,5
abc 29 27 56 28
Tabella 2
Qual è il contrast rappresentante l’effetto A? In letteratura si trovano almeno 6 tipi
differenti di contrast, che differiscono solamente per un fattore di proporzionalità:
1. Si può pensare di sommare le medie22 degli stati in cui A è al livello alto meno le altre
dunque in questo caso la determinazione dello stimatore del contrast sarebbe:
22 È ovvio che adesso sto parlando delle stime delle medie perché nella formula sotto ci sono dei numeri, chesono le determinazioni degli stimatori dei parametri “medie”; anche se uso lo stesso termine per nonappesantire la notazione, spero che il lettore non si lasci confondere.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 67/320
2 - L’Approccio Scientifico alla Qualità
62
A = 25+25,5+24+28-30,5-24-29,5-28,5 = -10
2. Si può pensare di sommare i totali degli stati in cui A è al livello alto meno gli altri:
A = 50+51+48+56-61-48-59-57 = -20
3. Possiamo sommare le medie degli stati in cui A è al livello alto meno le altre e dividere
tutto per il numero di stati in cui A è al livello alto:
A = -10 / 4 = -2,5
4. Possiamo sommare i totali degli stati in cui A è al livello alto meno le altre e dividere
tutto per il numero di stati in cui A è al livello alto:
A = -20 / 4 = -5
5. Possiamo sommare le medie degli stati in cui A è al livello alto meno le altre e dividere
tutto per il numero di stati totali:
A = -10 / 8 = -1,25
6. Possiamo sommare i totali degli stati in cui A è al livello alto meno le altre e dividere
tutto per il numero di stati totali:
A = -20 / 8 = -2,5
Non tutti specificano a che contrast si riferiscono per calcolare l’effetto ma per fortuna la
somma dei quadrati associati ad A non è influenzata dal tipo di contrast usato: infatti nel
nostro esempio la sua determinazione è sempre:
SS(A) = 25
Il risultato si ricava subito dalla formula che abbiamo scritto quando la numerosità degli
stati è costante e pari a r (in questo caso r=2 e n=3) quando il contrast è scritto con lemedie e i coefficienti sono tutti +1 o -1, ovvero dal primo dei 6 contrast che abbiamo
scritto, A = -10.
SS(A) = r * A2 / 2n
Quindi usiamo pure la forma di contrast che più ci aggrada, purché siamo consapevoli di
quale stiamo usando perché altrimenti non sappiamo come calcolare la SS(A) che, lo
ripetiamo, non deve cambiare al variare della forma che usiamo per i contrast
rappresentanti gli effetti.
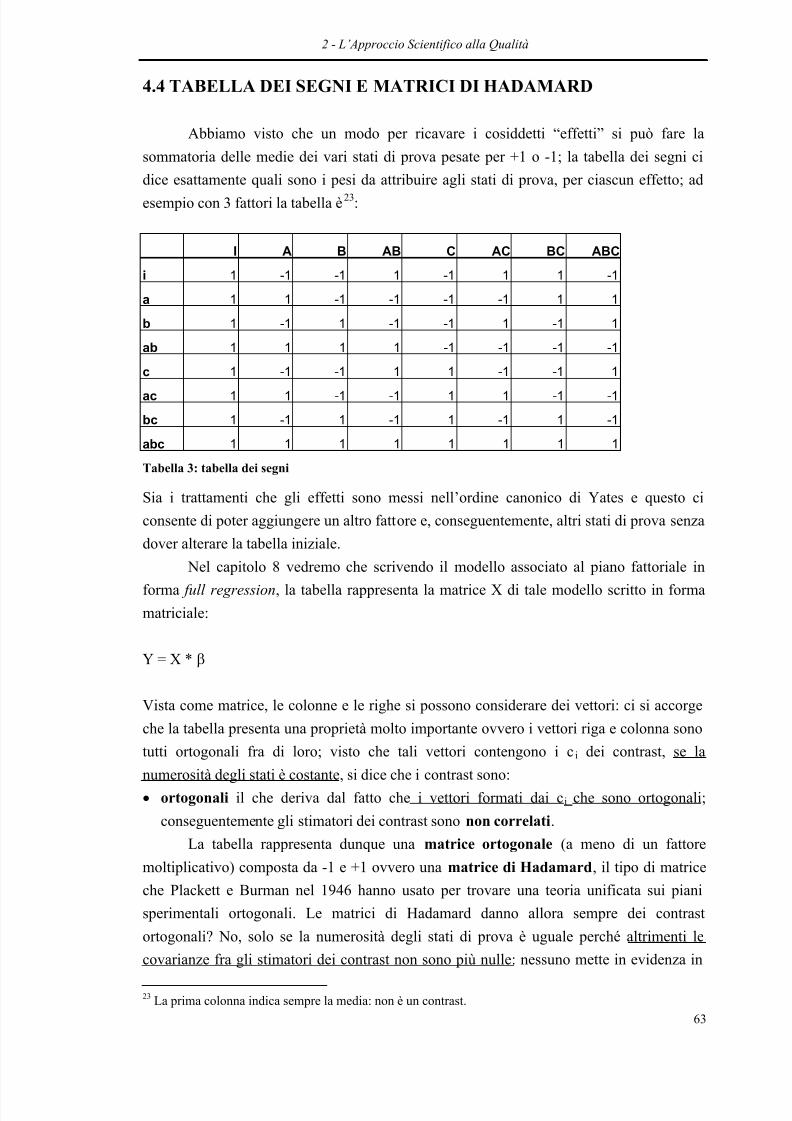
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 68/320
2 - L’Approccio Scientifico alla Qualità
63
4.4 TABELLA DEI SEGNI E MATRICI DI HADAMARD
Abbiamo visto che un modo per ricavare i cosiddetti “effetti” si può fare la
sommatoria delle medie dei vari stati di prova pesate per +1 o -1; la tabella dei segni ci
dice esattamente quali sono i pesi da attribuire agli stati di prova, per ciascun effetto; ad
esempio con 3 fattori la tabella è23:
I A B AB C AC BC ABC
i 1 -1 -1 1 -1 1 1 -1
a 1 1 -1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 1 -1 1
ab 1 1 1 1 -1 -1 -1 -1
c 1 -1 -1 1 1 -1 -1 1
ac 1 1 -1 -1 1 1 -1 -1
bc 1 -1 1 -1 1 -1 1 -1
abc 1 1 1 1 1 1 1 1
Tabella 3: tabella dei segni
Sia i trattamenti che gli effetti sono messi nell’ordine canonico di Yates e questo ci
consente di poter aggiungere un altro fattore e, conseguentemente, altri stati di prova senza
dover alterare la tabella iniziale.
Nel capitolo 8 vedremo che scrivendo il modello associato al piano fattoriale informa full regression, la tabella rappresenta la matrice X di tale modello scritto in forma
matriciale:
Y = X * β
Vista come matrice, le colonne e le righe si possono considerare dei vettori: ci si accorge
che la tabella presenta una proprietà molto importante ovvero i vettori riga e colonna sono
tutti ortogonali fra di loro; visto che tali vettori contengono i ci
dei contrast, se la
numerosità degli stati è costante, si dice che i contrast sono:
• ortogonali il che deriva dal fatto che i vettori formati dai c i che sono ortogonali;
conseguentemente gli stimatori dei contrast sono non correlati.
La tabella rappresenta dunque una matrice ortogonale (a meno di un fattore
moltiplicativo) composta da -1 e +1 ovvero una matrice di Hadamard, il tipo di matrice
che Plackett e Burman nel 1946 hanno usato per trovare una teoria unificata sui piani
sperimentali ortogonali. Le matrici di Hadamard danno allora sempre dei contrast
ortogonali? No, solo se la numerosità degli stati di prova è uguale perché altrimenti le
covarianze fra gli stimatori dei contrast non sono più nulle: nessuno mette in evidenza in
23 La prima colonna indica sempre la media: non è un contrast.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 69/320
2 - L’Approccio Scientifico alla Qualità
64
questo importantissimo punto. Già ora iniziamo ad intuire che la nozione di ortogonalità
può essere molto ambigua perché esistono 2 tipi di ortogonalità (algebrica e statistica,
cap.5 e 9) anche se molti li confondono.
Plackett e Burman nel 1946 trovarono delle matrici di Hadamard per ogni
n = 4*k ∀k ∈ N: k<25 e k ≠23
Dopo sono state trovate altre matrici di Hadamard (anche quella con k=23) ma Fontana
(1995) riferisce che a tutt’oggi nessuno ha ancora dimostrato che le matrici di
Hadamard esistano per ∀k ∈N.
Qualunque matrice di Hadamard di ordine n può essere generata partendo da un
particolare vettore di n-1 elementi e facendolo ruotare ricorsivamente per n-1 volte; poi si
aggiunge all’inizio una colonna di +1 e una riga di -1, così da ottenere una matrice di
ordine n; il vettore di partenza da cui partire è ottenuto dalla teoria dei gruppi e del campo
di Galois.
Le matrici di Hadamard di dimensione uguale a una potenza di 2 danno luogo ai
cosiddetti piani geometrici e corrispondono alle tabelle dei segni comunemente usate24
per i piani 2n; le altre sono le matrici dei piani sperimentali non geometrici, meglio noti
come i piani di Plackett-Burman (PB) che, come vedremo, hanno una struttura un po'
particolare. In tutti i libri di DOE c’è scritto che i piani PB sono ortogonali: non si precisa
che si parla di ortogonalità algebrica nello spazio dei contrast (cap.9); se però
consideriamo l’ortogonalità statistica, ovvero la non correlazione degli stimatori, i piani
PB essi sono ortogonali solo se la numerosità degli stati di prova è costante e questo vale
per tutti piani classici “ortogonali”.
4.5 METODO DI YATES
In precedenza abbiamo più volte accennato a questo metodo che non rappresenta
nient’altro che un modo veloce per ottenere numericamente il valore dei contrast associati
agli effetti e interazioni quando i fattori hanno 2 livelli. Per questo non ha senso dire che il
metodo non è applicabile ai piani non ortogonali, come affermano invece Galetto (1995),Fornasieri (1995), Actis (1995). Anche in casi non ortogonali in cui la numerosità delle
celle non è costante, il metodo applicato alle medie fornisce sempre degli stimatori di
contrast25, associati a delle particolari ipotesi nulle sui contrast: è lo sperimentatore che
decide se tali ipotesi sono di suo interesse26. Il metodo è molto semplice: per n fattori ci
vogliono n colonne più una all’inizio e una alla fine. Nella prima colonna si scrivono le
24 A parte le interazioni scambiate di segno.
25 Se metto i totali in generale non si hanno più delle stime di contrast.
26 Le stime dei contrast forniti dal metodo di Yates, di per sè, interessano sempre lo sperimentatore, però segli stimatori sono troppo correlati fra di loro, le stime possono essere molto lontana dalla realtà: è questo ilvero problema della non ortogonalità (statistica).

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 70/320
2 - L’Approccio Scientifico alla Qualità
65
determinazioni degli stimatori delle medie degli stati di prova in ordine canonico o di
Yates;
• il primo elemento della seconda colonna è la somma dei primi 2 elementi della prima
colonna,
• il secondo è la somma del terzo e del quarto,
• il terzo è la somma del quinto e del sesto,... e così fino al (2n-1)-mo elemento della
seconda colonna che sarà la somma delle ultime due medie della prima colonna,
• il (2n-1+1)-mo elemento della seconda colonna è la differenza fra la seconda media e la
prima,
• il (2n-1+2)-mo elemento della seconda colonna è la differenza fra il quarto e il terzo
elemento della prima colonna...
• l’ultimo elemento è la differenza fra l’ultima e la penultima media.
Nella terza colonna si esegue l’algoritmo descritto sopra sulla seconda colonna e così via
fino alla (n+1)-ma colonna che contiene il valore numerico del contrast: esso è un contrast
di tipo 1 (par. 4.3).
A questo punto, si opera con la solita formula che calcola la somma dei quadrati associata
allo stimatore C del contrast, che ha i ci=±1:
SS CC
n ii
n( ) =
=∑
2
1
2 1
Se la numerosità è costante ni = r, dunque la formula si semplifica:
SS(C) = r * C2 / 2n
Se la numerosità è costante posso mettere i totali al posto delle medie nella prima colonna,
il metodo di Yates fornisce degli stimatori C’ di tipo 2 (par. 4.3); per calcolare la somma
dei quadrati associata si usa allora:
SS(C’) = C’2 / (r * 2n)
Quasi tutti libri (Galetto 1995 e 1996 rappresenta un’eccezione) riportano la formula sopra
• senza dire da dove arriva
• senza specificare che vale se nella prima colonna del metodo di Yates si mettono i
totali.
Non mi stupisco quindi che molti non riescano ad analizzare i dati quando le numerosità
dei trattamenti non sono uguali.
Facciamo un esempio per capire come funziona l’algoritmo di Yates, usando gli
stessi dati della tabella 2: con 3 fattori abbiamo dunque 5 colonne.
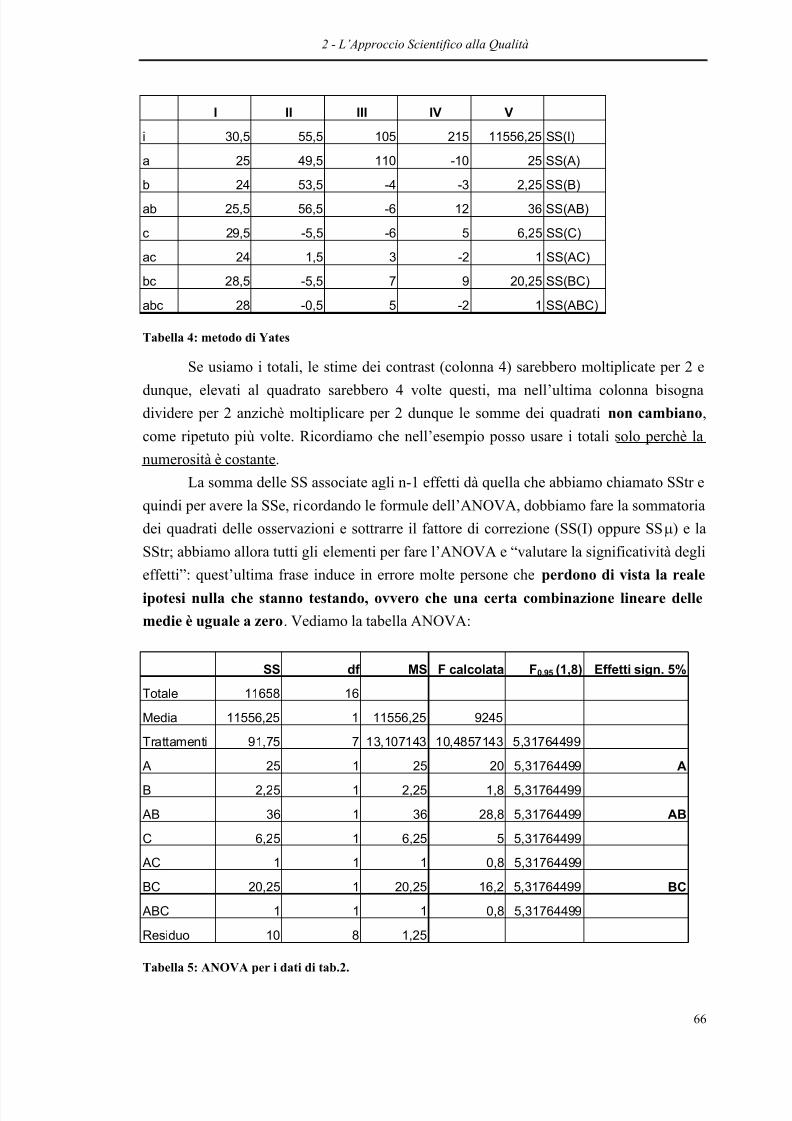
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 71/320
2 - L’Approccio Scientifico alla Qualità
66
I II III IV V
i 30,5 55,5 105 215 11556,25 SS(I)
a 25 49,5 110 -10 25 SS(A)
b 24 53,5 -4 -3 2,25 SS(B)ab 25,5 56,5 -6 12 36 SS(AB)
c 29,5 -5,5 -6 5 6,25 SS(C)
ac 24 1,5 3 -2 1 SS(AC)
bc 28,5 -5,5 7 9 20,25 SS(BC)
abc 28 -0,5 5 -2 1 SS(ABC)
Tabella 4: metodo di Yates
Se usiamo i totali, le stime dei contrast (colonna 4) sarebbero moltiplicate per 2 e
dunque, elevati al quadrato sarebbero 4 volte questi, ma nell’ultima colonna bisogna
dividere per 2 anzichè moltiplicare per 2 dunque le somme dei quadrati non cambiano,
come ripetuto più volte. Ricordiamo che nell’esempio posso usare i totali solo perchè la
numerosità è costante.
La somma delle SS associate agli n-1 effetti dà quella che abbiamo chiamato SStr e
quindi per avere la SSe, ricordando le formule dell’ANOVA, dobbiamo fare la sommatoria
dei quadrati delle osservazioni e sottrarre il fattore di correzione (SS(I) oppure SSµ) e la
SStr; abbiamo allora tutti gli elementi per fare l’ANOVA e “valutare la significatività degli
effetti”: quest’ultima frase induce in errore molte persone che perdono di vista la realeipotesi nulla che stanno testando, ovvero che una certa combinazione lineare delle
medie è uguale a zero. Vediamo la tabella ANOVA:
SS df MS F calcolata F0,95 (1,8) Effetti sign. 5%
Totale 11658 16
Media 11556,25 1 11556,25 9245
Trattamenti 91,75 7 13,107143 10,4857143 5,31764499
A 25 1 25 20 5,31764499 A
B 2,25 1 2,25 1,8 5,31764499
AB 36 1 36 28,8 5,31764499 AB
C 6,25 1 6,25 5 5,31764499
AC 1 1 1 0,8 5,31764499
BC 20,25 1 20,25 16,2 5,31764499 BC
ABC 1 1 1 0,8 5,31764499
Residuo 10 8 1,25
Tabella 5: ANOVA per i dati di tab.2.
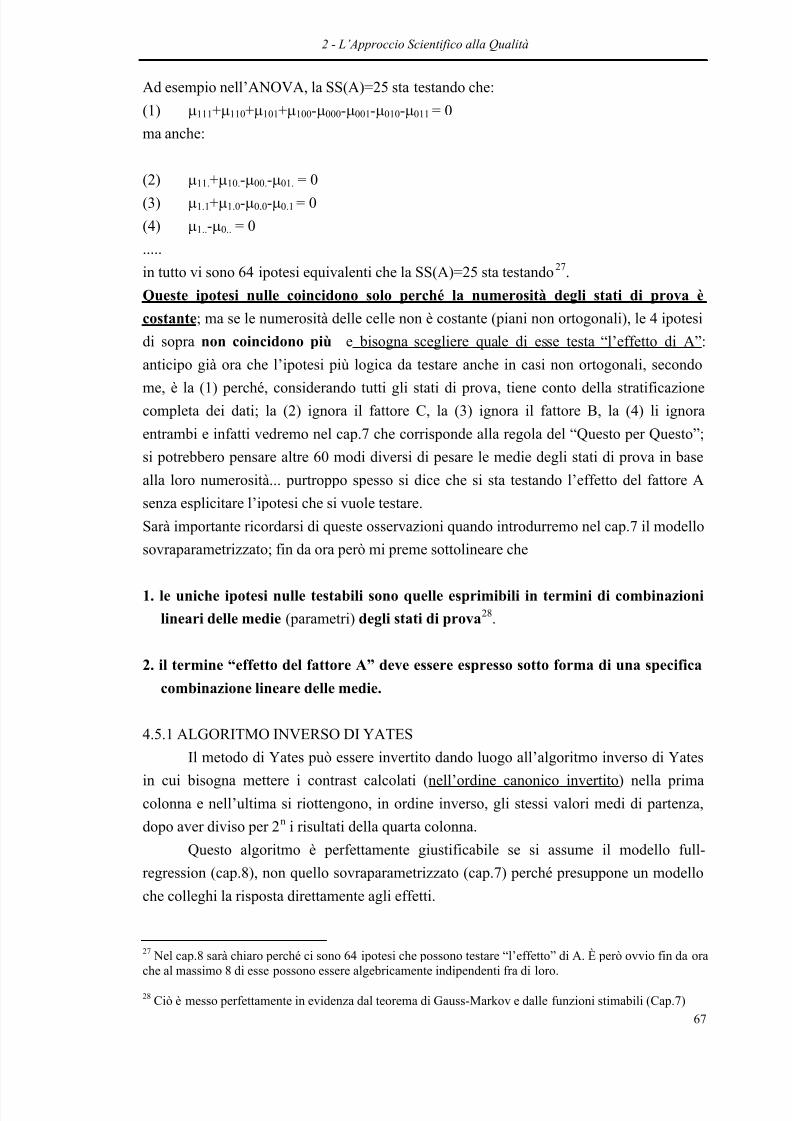
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 72/320
2 - L’Approccio Scientifico alla Qualità
67
Ad esempio nell’ANOVA, la SS(A)=25 sta testando che:
(1) µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011 = 0
ma anche:
(2) µ11.+µ10.-µ00.-µ01. = 0
(3) µ1.1+µ1.0-µ0.0-µ0.1 = 0
(4) µ1..-µ0.. = 0
.....
in tutto vi sono 64 ipotesi equivalenti che la SS(A)=25 sta testando27.
Queste ipotesi nulle coincidono solo perché la numerosità degli stati di prova è
costante; ma se le numerosità delle celle non è costante (piani non ortogonali), le 4 ipotesi
di sopra non coincidono più e bisogna scegliere quale di esse testa “l’effetto di A”:
anticipo già ora che l’ipotesi più logica da testare anche in casi non ortogonali, secondo
me, è la (1) perché, considerando tutti gli stati di prova, tiene conto della stratificazione
completa dei dati; la (2) ignora il fattore C, la (3) ignora il fattore B, la (4) li ignora
entrambi e infatti vedremo nel cap.7 che corrisponde alla regola del “Questo per Questo”;
si potrebbero pensare altre 60 modi diversi di pesare le medie degli stati di prova in base
alla loro numerosità... purtroppo spesso si dice che si sta testando l’effetto del fattore A
senza esplicitare l’ipotesi che si vuole testare.
Sarà importante ricordarsi di queste osservazioni quando introdurremo nel cap.7 il modello
sovraparametrizzato; fin da ora però mi preme sottolineare che
1. le uniche ipotesi nulle testabili sono quelle esprimibili in termini di combinazioni
lineari delle medie (parametri) degli stati di prova28.
2. il termine “effetto del fattore A” deve essere espresso sotto forma di una specifica
combinazione lineare delle medie.
4.5.1 ALGORITMO INVERSO DI YATES
Il metodo di Yates può essere invertito dando luogo all’algoritmo inverso di Yatesin cui bisogna mettere i contrast calcolati (nell’ordine canonico invertito
) nella prima
colonna e nell’ultima si riottengono, in ordine inverso, gli stessi valori medi di partenza,
dopo aver diviso per 2n i risultati della quarta colonna.
Questo algoritmo è perfettamente giustificabile se si assume il modello full-
regression (cap.8), non quello sovraparametrizzato (cap.7) perché presuppone un modello
che colleghi la risposta direttamente agli effetti.
27 Nel cap.8 sarà chiaro perché ci sono 64 ipotesi che possono testare “l’effetto” di A. È però ovvio fin da orache al massimo 8 di esse possono essere algebricamente indipendenti fra di loro.
28 Ciò è messo perfettamente in evidenza dal teorema di Gauss-Markov e dalle funzioni stimabili (Cap.7)
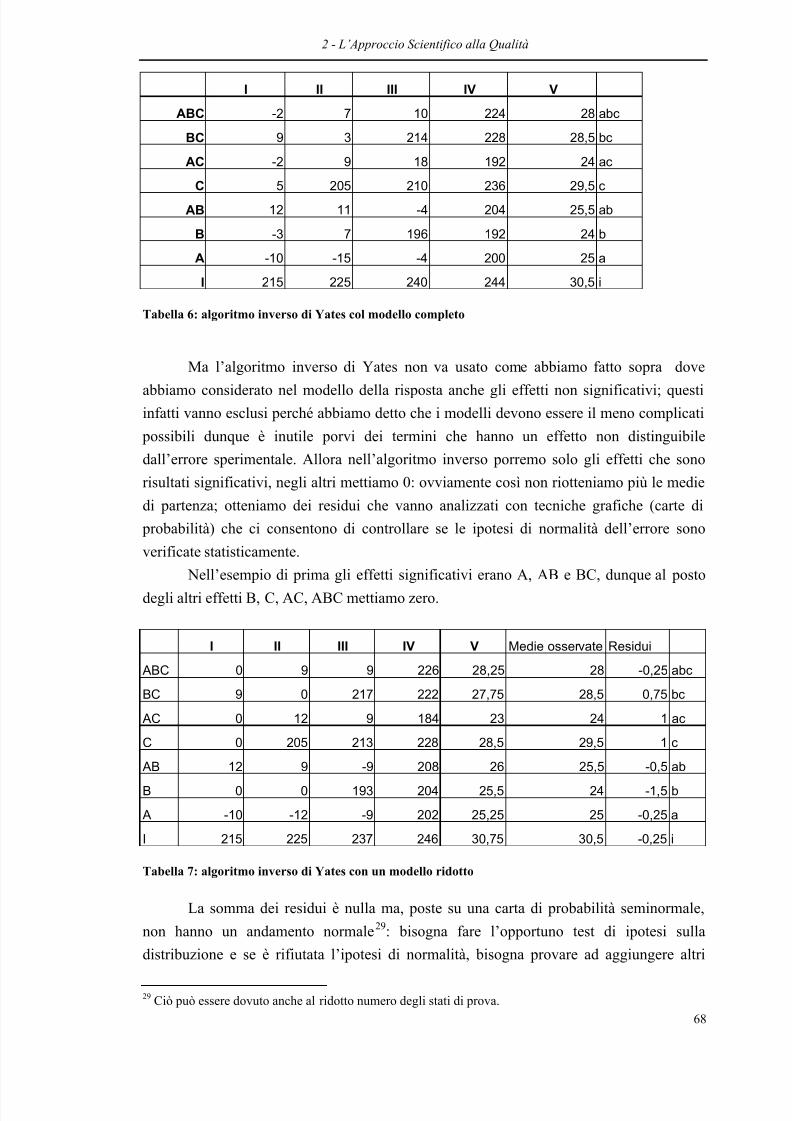
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 73/320
2 - L’Approccio Scientifico alla Qualità
68
I II III IV V
ABC -2 7 10 224 28 abc
BC 9 3 214 228 28,5 bc
AC -2 9 18 192 24 ac
C 5 205 210 236 29,5 c
AB 12 11 -4 204 25,5 ab
B -3 7 196 192 24 b
A -10 -15 -4 200 25 a
I 215 225 240 244 30,5 i
Tabella 6: algoritmo inverso di Yates col modello completo
Ma l’algoritmo inverso di Yates non va usato come abbiamo fatto sopra dove
abbiamo considerato nel modello della risposta anche gli effetti non significativi; questi
infatti vanno esclusi perché abbiamo detto che i modelli devono essere il meno complicati
possibili dunque è inutile porvi dei termini che hanno un effetto non distinguibile
dall’errore sperimentale. Allora nell’algoritmo inverso porremo solo gli effetti che sono
risultati significativi, negli altri mettiamo 0: ovviamente così non riotteniamo più le medie
di partenza; otteniamo dei residui che vanno analizzati con tecniche grafiche (carte di
probabilità) che ci consentono di controllare se le ipotesi di normalità dell’errore sono
verificate statisticamente.
Nell’esempio di prima gli effetti significativi erano A, AB e BC, dunque al postodegli altri effetti B, C, AC, ABC mettiamo zero.
I II III IV V Medie osservate Residui
ABC 0 9 9 226 28,25 28 -0,25 abc
BC 9 0 217 222 27,75 28,5 0,75 bc
AC 0 12 9 184 23 24 1 ac
C 0 205 213 228 28,5 29,5 1 c
AB 12 9 -9 208 26 25,5 -0,5 ab
B 0 0 193 204 25,5 24 -1,5 b
A -10 -12 -9 202 25,25 25 -0,25 a
I 215 225 237 246 30,75 30,5 -0,25 i
Tabella 7: algoritmo inverso di Yates con un modello ridotto
La somma dei residui è nulla ma, poste su una carta di probabilità seminormale,
non hanno un andamento normale29: bisogna fare l’opportuno test di ipotesi sulla
distribuzione e se è rifiutata l’ipotesi di normalità, bisogna provare ad aggiungere altri
29 Ciò può essere dovuto anche al ridotto numero degli stati di prova.
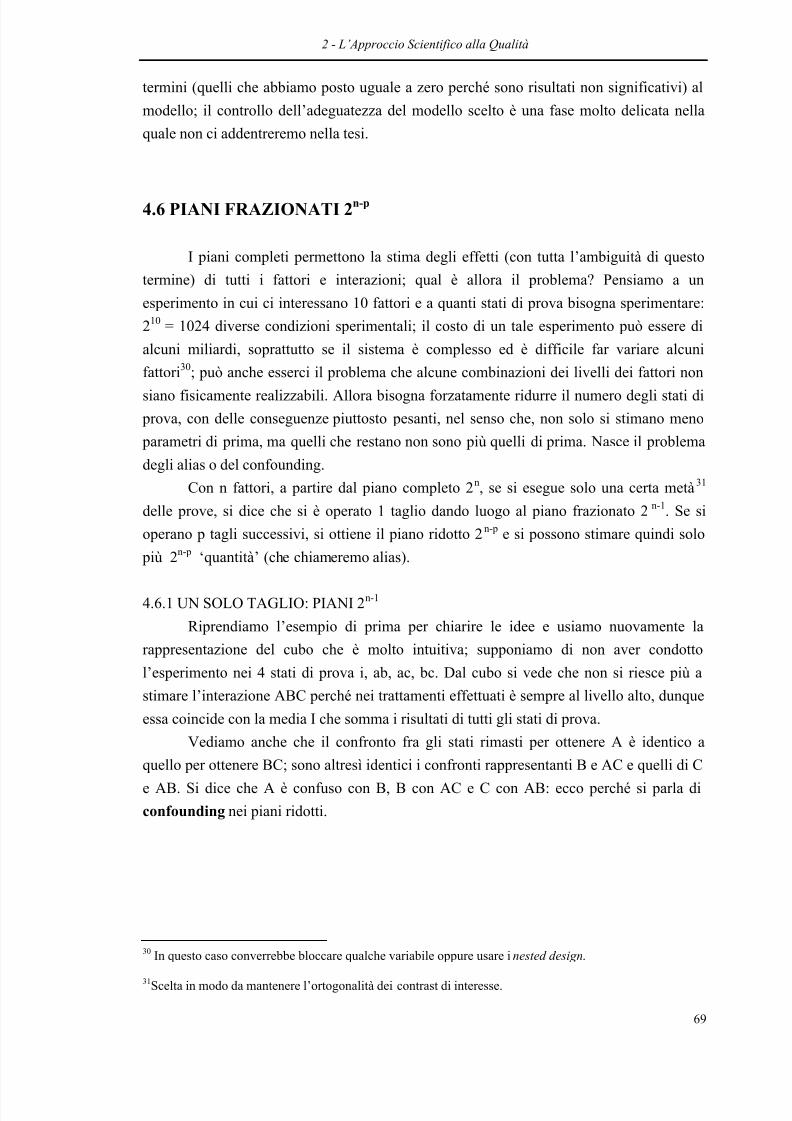
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 74/320
2 - L’Approccio Scientifico alla Qualità
69
termini (quelli che abbiamo posto uguale a zero perché sono risultati non significativi) al
modello; il controllo dell’adeguatezza del modello scelto è una fase molto delicata nella
quale non ci addentreremo nella tesi.
4.6 PIANI FRAZIONATI 2n-p
I piani completi permettono la stima degli effetti (con tutta l’ambiguità di questo
termine) di tutti i fattori e interazioni; qual è allora il problema? Pensiamo a un
esperimento in cui ci interessano 10 fattori e a quanti stati di prova bisogna sperimentare:
210 = 1024 diverse condizioni sperimentali; il costo di un tale esperimento può essere di
alcuni miliardi, soprattutto se il sistema è complesso ed è difficile far variare alcuni
fattori
30
; può anche esserci il problema che alcune combinazioni dei livelli dei fattori nonsiano fisicamente realizzabili. Allora bisogna forzatamente ridurre il numero degli stati di
prova, con delle conseguenze piuttosto pesanti, nel senso che, non solo si stimano meno
parametri di prima, ma quelli che restano non sono più quelli di prima. Nasce il problema
degli alias o del confounding.
Con n fattori, a partire dal piano completo 2n, se si esegue solo una certa metà31
delle prove, si dice che si è operato 1 taglio dando luogo al piano frazionato 2n-1. Se si
operano p tagli successivi, si ottiene il piano ridotto 2n-p e si possono stimare quindi solo
più 2n-p ‘quantità’ (che chiameremo alias).
4.6.1 UN SOLO TAGLIO: PIANI 2n-1
Riprendiamo l’esempio di prima per chiarire le idee e usiamo nuovamente la
rappresentazione del cubo che è molto intuitiva; supponiamo di non aver condotto
l’esperimento nei 4 stati di prova i, ab, ac, bc. Dal cubo si vede che non si riesce più a
stimare l’interazione ABC perché nei trattamenti effettuati è sempre al livello alto, dunque
essa coincide con la media I che somma i risultati di tutti gli stati di prova.
Vediamo anche che il confronto fra gli stati rimasti per ottenere A è identico a
quello per ottenere BC; sono altresì identici i confronti rappresentanti B e AC e quelli di Ce AB. Si dice che A è confuso con B, B con AC e C con AB: ecco perché si parla di
confounding nei piani ridotti.
30 In questo caso converrebbe bloccare qualche variabile oppure usare i nested design.
31Scelta in modo da mantenere l’ortogonalità dei contrast di interesse.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 75/320
2 - L’Approccio Scientifico alla Qualità
70
Figura 4: i confronti fra gli stati per ottenere A e BC sono identici nel piano ridotto
Nella terminologia tradizionale32 si dice che:
I = abc + a + b + c
ABC = abc + a + b + c
A = abc + a - b - c
BC = abc + a - b - c
B = abc + b - a - c
AC = abc + b - a - c
C = abc + c - a -b
AB = abc + c - a -b
e che dunque si genera la seguente struttura degli alias:
I = ABC oppure I+ABC
A = BC oppure A+BC
B = AC oppure B+AC
C = AB oppure C+AB
perché i contrast che rappresentano quegli effetti sono identici. Come si può vedere gli
alias si ottengono tutti dal primo moltiplicando per A, B e C e usando l’aritmetica modulo
2, in cui I è l’elemento neutro; si opera dunque con le seguenti regole:
I * A = A
A * A = I
A * B = AB
A * AB = (A * A) * B = B
32 Nel par. 4.8 vedremo delle definizioni alternative.
i a
ab b
c
bc abc
ac
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 76/320
2 - L’Approccio Scientifico alla Qualità
71
Dunque tutti gli alias si generano dalla relazione I = ABC che è detta defining relation del
piano frazionato mentre ABC è detto defining contrast . Se si effettuava l’altra metà del
piano (ovvero gli stati i, ab, ac, bc) si sarebbero ottenuta la seguente struttura degli alias,
che aveva come defining contrast -ABC:
I = -ABC oppure I-ABC
A = -BC oppure A-BC
B = -AC oppure B-AC
C = -AB oppure C-AB
anche se molti33, considerano la situazione sopra equivalente a quella di prima e ritengono
equivalenti i 2 piani:
(a, b, c, abc) e (i, ab, ac, bc)
Ciò non è assolutamente ammissibile teoricamente (nei 2 piani “equivalenti” si stimano dei
contrast diversi) ma può essere parzialmente giustificato nella pratica aziendale dove
conoscere A-BC o A+BC è lo stesso se non si ha alcuna conoscenza della direzione degli
effetti.
4.6.2 CLASSE DI EQUIVALENZA
Galetto (1995) spiega la struttura degli alias ricorrendo al concetto di classe di
equivalenza e vedendo i coefficienti dei contrast (rappresentanti gli effetti) come dei
vettori che formano lo spazio delle interazioni; anche gli stati di prova sono visti come deivettori di dimensione pari al numero dei fattori, formati da 0 o 1 a seconda che in quello
stato il fattore sia al livello alto o basso: tali vettori formano lo spazio degli stati.
X@Y significa “interazione34 X non distinguibile dall’interazione Y”; essa è una relazione
di equivalenza nello spazio delle interazioni e induce delle classi di equivalenza che
determinano una partizione dello spazio degli stati. La defining relation è vista quindi
come una relazione di equivalenza che genera il gruppo degli alias.
Questo tipo di impostazione35 ha il grosso merito di sottolineare, ad esempio, che la
stima del contrast(1) a + abc - b - c
non spiega l’effetto del fattore A, ma della classe di equivalenza A@BC quindi non
sappiamo più niente dei singoli A e BC; essi potrebbero essere molto significativi ma con
effetti opposti sulla risposta per cui, bilanciandosi, potrebbe risultare che il contrast stimato
da (1) è non significativo; viceversa potrebbe risultare che A e BC non sono significativi
33 Anche Galetto (1995 e 1996).
34 Considerando anche i fattori come interazioni di ordine zero.
35 Per quanto ne so, Galetto è l’unico che la usi.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 77/320
2 - L’Approccio Scientifico alla Qualità
72
ma, sommati, danno un effetto totale che lo è (par 4.7). Ciò che noi stimiamo non è
l’effetto dei singoli fattori e interazioni ma una loro funzione (quale???).
La classe di equivalenza di Galetto presenta però, mio parere, i seguenti
inconvenienti:
• non dice che tipo di funzione lega gli effetti nella classe di equivalenza, anche perché
non vengono definiti a priori gli effetti.
• non riesce a interpretare la struttura degli alias dei piani “irregolari”, come quelli dei
piani non geometrici di Plackett-Burman.
• trascura il segno + e - delle interazioni e di conseguenza induce a pensare che in un
piano frazionato 2n-p vi siano p piani “equivalenti” per una data struttura degli Alias; ciò
è falso perché, considerando il segno (principio F1), c’è una corrispondenza biunivoca
fra struttura degli alias e piano sperimentale
• se si sperimentano entrambe le metà del piano, (i, ab, ac, bc) e (a, b, c, abc), dalla prima
conoscerei A@BC e dall’altra A@-BC (non trascurando il segno); il concetto di classe
di equivalenza non spiega come unire quelle 2 quantità per ottenere gli effetti puri A e
BC: sicuramente però A@BC e A@-BC devono (principio F1) poter essere unite una
volta che si ha il piano completo .
Comunque è un concetto fondamentalmente corretto (se si considera anche il segno delle
interazioni36), anche se incompleto e inutilmente complicato.
4.6.3 PIÚ TAGLI: PIANI 2n-p
Se opero in tutto p tagli ho bisogno di p defining contrast , si ottengono 2n-p alias,ciascuno contenente 2 p termini (effetti); nell’esempio di prima, partendo da I+ABC, se
aggiungo I-BC ottengo la defining relation che identifica univocamente la struttura degli
alias:
(I+ABC)*(I-BC) = I + ABC - BC -A
che dà luogo all’altro alias:
B + AC - C - AB
Su alcuni libri i 2 alias sono anche scritti mettendo sempre + anche dove dovrebbe esserci
il - oppure mettendo l’uguale (Lorenzen 1993, Actis 1995,...) al posto dei segni: a mio parere ciò può essere fuorviante perché impedisce di vedere la corrispondenza biunivoca
fra l’insieme delle prove e la struttura degli alias.
Figura 5: corrispondenza biunivoca fra prove e struttura degli alias
36 In ogni caso è un concetto che va formalizzato meglio.
INSIEME DELE PROVEDEL PIANOSPERIMENTALE
STRUTTURA DEGLI ALIASDEL PIANO SPERIMENTALE
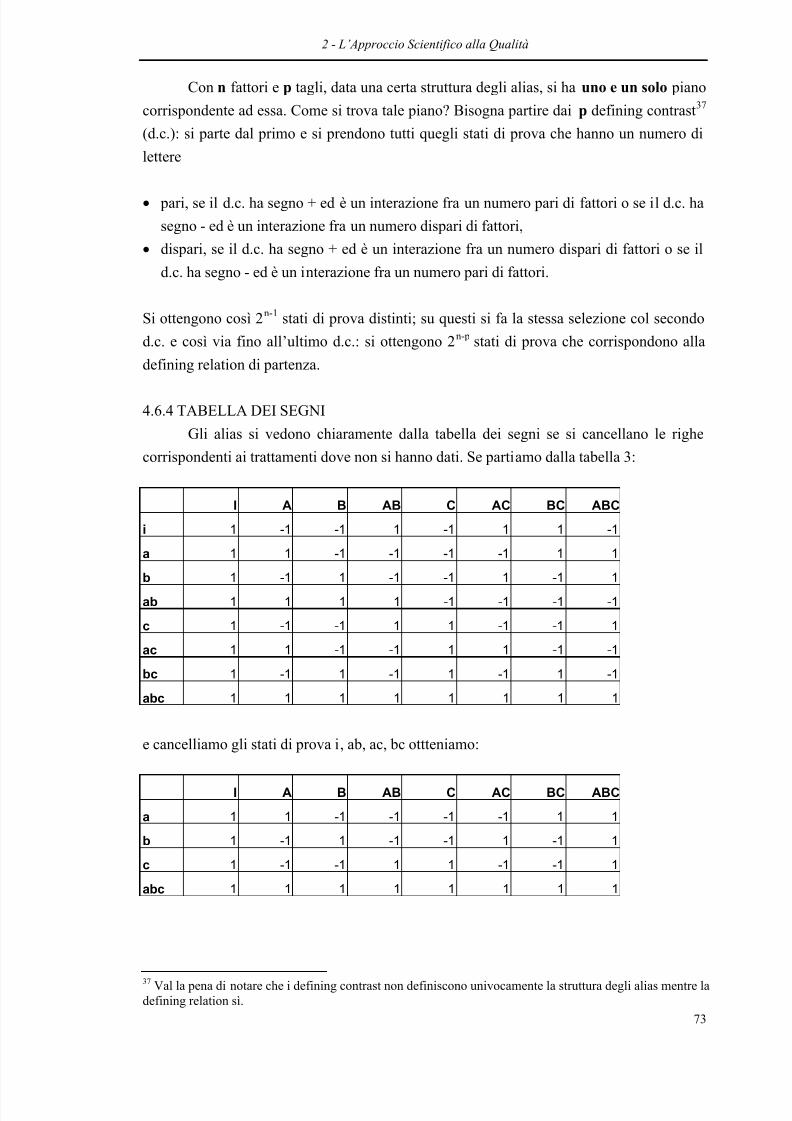
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 78/320
2 - L’Approccio Scientifico alla Qualità
73
Con n fattori e p tagli, data una certa struttura degli alias, si ha uno e un solo piano
corrispondente ad essa. Come si trova tale piano? Bisogna partire dai p defining contrast37
(d.c.): si parte dal primo e si prendono tutti quegli stati di prova che hanno un numero di
lettere
• pari, se il d.c. ha segno + ed è un interazione fra un numero pari di fattori o se il d.c. ha
segno - ed è un interazione fra un numero dispari di fattori,
• dispari, se il d.c. ha segno + ed è un interazione fra un numero dispari di fattori o se il
d.c. ha segno - ed è un interazione fra un numero pari di fattori.
Si ottengono così 2n-1 stati di prova distinti; su questi si fa la stessa selezione col secondo
d.c. e così via fino all’ultimo d.c.: si ottengono 2n-p stati di prova che corrispondono alla
defining relation di partenza.
4.6.4 TABELLA DEI SEGNI
Gli alias si vedono chiaramente dalla tabella dei segni se si cancellano le righe
corrispondenti ai trattamenti dove non si hanno dati. Se partiamo dalla tabella 3:
I A B AB C AC BC ABC
i 1 -1 -1 1 -1 1 1 -1
a 1 1 -1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 1 -1 1
ab 1 1 1 1 -1 -1 -1 -1
c 1 -1 -1 1 1 -1 -1 1
ac 1 1 -1 -1 1 1 -1 -1
bc 1 -1 1 -1 1 -1 1 -1
abc 1 1 1 1 1 1 1 1
e cancelliamo gli stati di prova i, ab, ac, bc ottteniamo:
I A B AB C AC BC ABC
a 1 1 -1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 1 -1 1
c 1 -1 -1 1 1 -1 -1 1
abc 1 1 1 1 1 1 1 1
37 Val la pena di notare che i defining contrast non definiscono univocamente la struttura degli alias mentre ladefining relation sì.
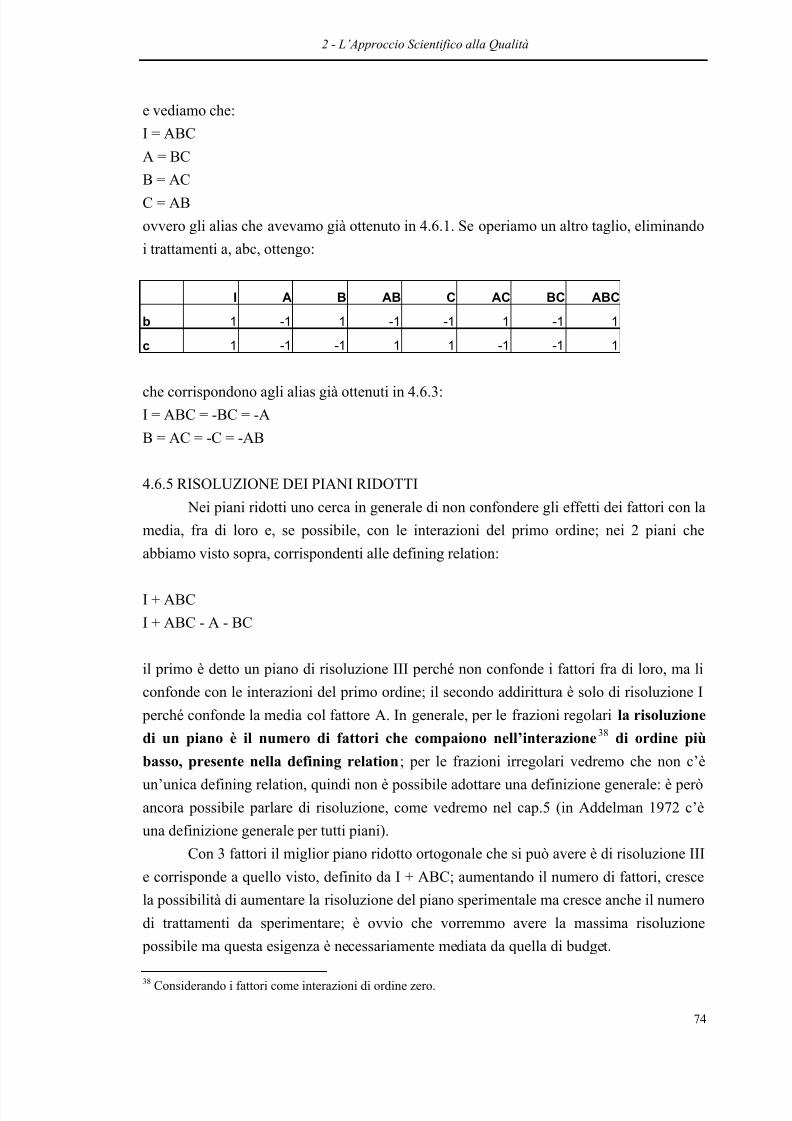
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 79/320
2 - L’Approccio Scientifico alla Qualità
74
e vediamo che:
I = ABC
A = BC
B = AC
C = AB
ovvero gli alias che avevamo già ottenuto in 4.6.1. Se operiamo un altro taglio, eliminando
i trattamenti a, abc, ottengo:
I A B AB C AC BC ABC
b 1 -1 1 -1 -1 1 -1 1
c 1 -1 -1 1 1 -1 -1 1
che corrispondono agli alias già ottenuti in 4.6.3:
I = ABC = -BC = -A
B = AC = -C = -AB
4.6.5 RISOLUZIONE DEI PIANI RIDOTTI
Nei piani ridotti uno cerca in generale di non confondere gli effetti dei fattori con la
media, fra di loro e, se possibile, con le interazioni del primo ordine; nei 2 piani che
abbiamo visto sopra, corrispondenti alle defining relation:
I + ABC
I + ABC - A - BC
il primo è detto un piano di risoluzione III perché non confonde i fattori fra di loro, ma li
confonde con le interazioni del primo ordine; il secondo addirittura è solo di risoluzione I
perché confonde la media col fattore A. In generale, per le frazioni regolari la risoluzione
di un piano è il numero di fattori che compaiono nell’interazione38 di ordine più
basso, presente nella defining relation; per le frazioni irregolari vedremo che non c’èun’unica defining relation, quindi non è possibile adottare una definizione generale: è però
ancora possibile parlare di risoluzione, come vedremo nel cap.5 (in Addelman 1972 c’è
una definizione generale per tutti piani).
Con 3 fattori il miglior piano ridotto ortogonale che si può avere è di risoluzione III
e corrisponde a quello visto, definito da I + ABC; aumentando il numero di fattori, cresce
la possibilità di aumentare la risoluzione del piano sperimentale ma cresce anche il numero
di trattamenti da sperimentare; è ovvio che vorremmo avere la massima risoluzione
possibile ma questa esigenza è necessariamente mediata da quella di budget.38 Considerando i fattori come interazioni di ordine zero.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 80/320
2 - L’Approccio Scientifico alla Qualità
75
4.7 ATTENZIONE AI FRAZIONAMENTI
I piani ridotti sono stati introdotti da tantissimi anni: Bisgaard (1989) riferisce che il
primo fu un piano 25-3, eseguito nel 1934 da Tippett39, anche se poi furono formalizzati
solo nel 1945 da Finney. Il frazionamento non nasce solo da esigenze di budget ma anche
dal principio di Pareto, “vital few, trivial many” , per il quale sono pochi i fattori e
interazioni veramente importanti, dunque nei piani completi c’è una sorta di ridondanza fra
i vari stati di prova: Fisher la chiamava hidden replication, ovvero alcuni trattamenti in
realtà possono essere considerati semplici replicazioni di altri perché il fattore che li
differenzia non ha un effetto significativo.
Box et al. (1978), partendo da un piano40 completo 25, a pag.376 simulano un
frazionamento e trovano risultati analoghi a quelli del piano completo: ma con quello
ridotto si sarebbero risparmiate 16 prove. Ciò si spiega col fatto che, nel loro esempio, le
interazioni di ordine elevato erano trascurabili e quindi negli alias predominano i fattori e
le interazioni del primo ordine; ad esempio se la stima dell’alias è:
A + BCDE = -2
nell’esempio di Box et al., possiamo assumere che:
BCDE ≅ 0
A ≅ -2Box, J.S. Hunter e W.G. Hunter (1978), 3 fra le voci più autorevoli del DOE, a pag.375
affermano:
“It is often true, then, that at some point higher order interaction tend to become
negligible and can properly be disregarded”.
“Often” non vuol dire “always”.
E infatti vi possono essere casi in cui nell’alias predominano i termini di ordine più
elevato: dipende dal fenomeno sotto indagine e se non si ha una certa conoscenza a priori
(possibilmente derivante da precedenti esperimenti), non si può escludere niente altrimentisi rischia di fare dei grandissimi errori.
Ad esempio con i dati della tabella 2 operiamo il frazionamento
I + ABC
che genera gli alias:
A+BC
B+AC
C+AB
39 E i taguchiani dicono che Taguchi ha inventato i piani che fanno risparmiare le prove.
40 Ne parleremo nel cap.10.
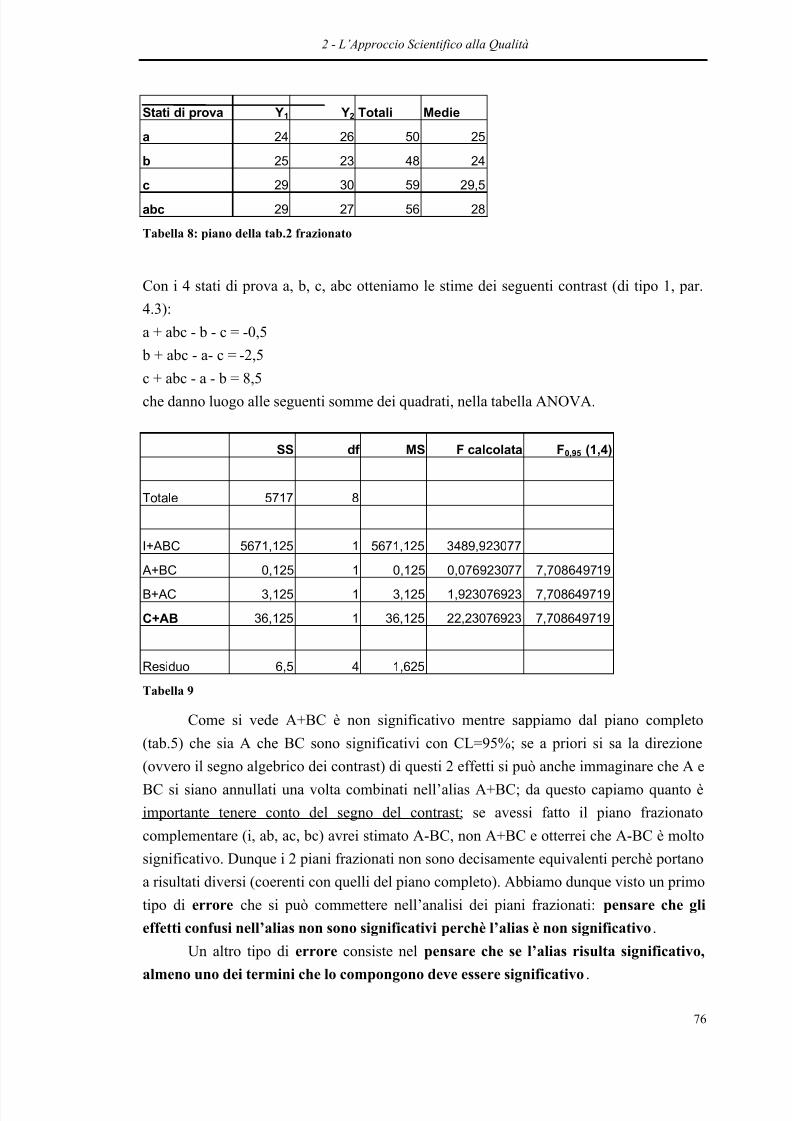
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 81/320
2 - L’Approccio Scientifico alla Qualità
76
Stati di prova Y1 Y2 Totali Medie
a 24 26 50 25
b 25 23 48 24
c 29 30 59 29,5abc 29 27 56 28
Tabella 8: piano della tab.2 frazionato
Con i 4 stati di prova a, b, c, abc otteniamo le stime dei seguenti contrast (di tipo 1, par.
4.3):
a + abc - b - c = -0,5
b + abc - a- c = -2,5
c + abc - a - b = 8,5che danno luogo alle seguenti somme dei quadrati, nella tabella ANOVA.
SS df MS F calcolata F0,95 (1,4)
Totale 5717 8
I+ABC 5671,125 1 5671,125 3489,923077
A+BC 0,125 1 0,125 0,076923077 7,708649719
B+AC 3,125 1 3,125 1,923076923 7,708649719
C+AB 36,125 1 36,125 22,23076923 7,708649719
Residuo 6,5 4 1,625
Tabella 9
Come si vede A+BC è non significativo mentre sappiamo dal piano completo
(tab.5) che sia A che BC sono significativi con CL=95%; se a priori si sa la direzione
(ovvero il segno algebrico dei contrast) di questi 2 effetti si può anche immaginare che A eBC si siano annullati una volta combinati nell’alias A+BC; da questo capiamo quanto è
importante tenere conto del segno del contrast; se avessi fatto il piano frazionato
complementare (i, ab, ac, bc) avrei stimato A-BC, non A+BC e otterrei che A-BC è molto
significativo. Dunque i 2 piani frazionati non sono decisamente equivalenti perchè portano
a risultati diversi (coerenti con quelli del piano completo). Abbiamo dunque visto un primo
tipo di errore che si può commettere nell’analisi dei piani frazionati: pensare che gli
effetti confusi nell’alias non sono significativi perchè l’alias è non significativo.
Un altro tipo di errore consiste nel pensare che se l’alias risulta significativo,almeno uno dei termini che lo compongono deve essere significativo.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 82/320
2 - L’Approccio Scientifico alla Qualità
77
Un ultimo tipo di errore, piuttosto comune, a quanto sostiene Galetto (1995), è
ritenere che le interazioni abbiano un effetto secondario rispetto ai fattori; con i dati
della tab.9 si vede che:
C + AB è significativo
e si tende a pensare che l’effetto sia da ascrivere al fattore C piuttosto che all’interazione
AB: dal piano completo sappiamo invece che AB è significativa e C non lo è. Questo
errore è collegato con l’assurda credenza che se i fattori sono non significativi, anche la
loro interazione, non deve esserlo. Nel nostro esempio invece notiamo che nel piano
completo (tab.5) B e C sono non significativi, mentre la loro interazione BC lo è.
A questo punto, presi dallo sconforto, si sarebbe tentati di dire:
“Ma allora nei piani ridotti non conosco niente!”: in effetti è così...
L’esempio è stato fatto volutamente per mettere in evidenza tutti possibili errori
nell’analisi dei piani frazionati. Forse nella realtà non capitano casi così sfortunati o forse
sì... Bisogna stare molto attenti e accettare il fatto che col frazionamento non si conosce
più niente di preciso, dunque è fondamentale:
• la conoscenza del fenomeno da parte dei tecnici che, con la loro esperienza, possono
provare a individuare a priori elementi non significativi41
• conoscere la struttura degli alias del piano sperimentale da eseguire per fare in modo
che non mischi gli elementi di interesse: “planned confounding...in which important
effects either are uncounfounded or are only confounded with effects that are believed
to be negligible, is the basis for the statistical constructions of fractional factorial
experiments” (Mason et a1. 1989)
Dunque il successo di un piano sperimentale dipende dalla conoscenza scientifica
del fenomeno sotto indagine e dalla teoria statistica che indica quali sono le prove da
eseguire, compatibilmente con le esigenze dei tecnici; per il principio F2 la variabilità
esiste, “We are working, whether we like it or not , in the presence of variability” (John
1990), dunque anche studiando scrupolosamente quali prove fare, si può sbagliare ma
almeno si hanno delle solide basi per capire dove si è sbagliato e si può ripartire con unaltra iterazione (par. 3.8) nella sperimentazione: è con tale onestà intellettuale che occorre
rivolgersi allo sperimentatore se si vuole operare con Qualità. Invece i metodi Taguchi
fanno sempre uso di piani frazionati (come i quadrati latini), ma non indicano mai gli alias
e ciò non mi stupisce visto che Taguchi assume a priori42 che le interazioni sono
trascurabili.
41 Possono anche sbagliare.
42 Taguchi dà alcune giustificazioni di questa assunzione: le vedremo nel cap.11.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 83/320
2 - L’Approccio Scientifico alla Qualità
78
4.8 EFFETTI E ALIAS: DEFINIAMOLI UN PÓ MEGLIO
Finora abbiamo usato questi 2 termini in modo volutamente ambiguo per
rispecchiare la confusione presente nella letteratura sul DOE. Quando il piano è completo e
la numerosità è costante nessuno dubita che l’effetto (contrast) di A è stimato, con 3
fattori, da:
A = abc + ab +ac + a - i - b - c - bc
Su questa relazione, già vista all’inizio del capitolo, facciamo alcune considerazioni:
1. cosa succede se la numerosità non è più costante? Bisogna specificare se le lettere
scritte sopra indicano medie o totali: basta ragionare poco per capire che se sono totali
l’espressione non stima più un contrast43, dunque usiamo le medie. In questo modo è
risolto il problema delle numerosità differenti (a parte il fatto della correlazione fra gli
stimatori dei contrast di cui parleremo),
2. se l’effetto del fattore è una combinazione lineare di parametri della popolazione
ovvero:
A* = µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011
tale combinazione lineare non è più stimabile se manca anche un solo stato di prova:
ciò è assolutamente evidente. E allora non ha senso dire che nel piano frazionato (a, b,
c, abc):
A = a + abc - b -c
perché tale stimatore di A * è non corretto infatti il suo valore atteso è:
E (a+abc-b-c) = (A* + BC*)/2
dove il simbolo + rappresenta un segno algebrico, non un simbolo di equivalenza comenel par. 4.5. Questo fatto è innegabile ed è messo in evidenza da Daniel (1976), Box et
al.(1978), Mongomery (1991)....
Dunque io definisco l’effetto medio44 del fattore i-mo come:
E k* b *i ij j j
n
==
∑ µ 1
2
43 Oppure lo è ma per puro caso.
44 Per distinguerlo da quello marginale (Cap.6); quando dico solo effetto, intendo l’effetto medio.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 84/320
2 - L’Approccio Scientifico alla Qualità
79
con bij = ±1 a seconda che nello stato j il fattore rappresentato da E i sia al livello basso o
alto; la media I ha tutti bij = 1 e non è quindi un contrast. Per quanta riguarda l’ interazione
fra i fattori 1,2....t rappresentati dagli effetti E1, E2...Et, il suo effetto lo definisco come:
E k* b *t iji
t
j j
n
1211
2
... =⎛ ⎝ ⎜
⎞ ⎠⎟== ∏∑ µ
La costante moltiplicativa non influenza in alcun modo l’analisi45 come abbiamo
visto perché la somma dei quadrati associata a Ei (che è un contrast) rimane invariata con k
(par. 4.3): una volta scelto un k però non bisogna cambiarlo. Da questa definizione si vede
che, se manca anche un solo stato di prova, l’effetto non è più stimabile: questo concetto è
messo in evidenza anche da John (1979) e Daniel (1976). Una tale definizione di effetto
equivale a esaminare gli esperimenti secondo quella che è chiamata “weighted analysis of
means” in Speed et al. (1978), Allen (1985) e Searle (1987).
Cosa si può stimare nei piani frazionati se gli effetti non si possono più stimare? Si
possono stimare delle combinazioni lineari degli effetti stessi: ad esempio nel piano
frazionato (a, b, c, abc):
A* = µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011
BC* = µ111+µ011+µ100+µ000-µ101-µ001-µ010-µ110
non si possono stimare ma la loro somma:
A* + BC* = 2 * (µ111+µ100-µ001-µ010)
è stimabile perché richiede solamente le medie degli stati di prova a, b, c, abc. E infatti il
valore atteso del contrast:
E (a+abc-b-c) = (A* + BC*)/2
Il fattore 2 a denominatore, non influenza l’analisi, come già detto. I parametri della
popolazione, o delle loro combinazioni lineari, sono stimabili per un dato piano se esiste
una combinazione lineare degli stimatori delle medie degli stati di prova il cui valore
atteso è la c.l. dei parametri.
Abbiamo trovato dunque una spiegazione semplice e razionale degli alias nei piani
frazionati: in questi ultimi gli effetti dei fattori e delle interazioni non sono più
stimabili ma sono stimabili delle loro combinazioni lineari ovvero gli alias. Dunque l’alias
A j è definito così :
45 Rispecchia i 6 tipi di contrast del par. 4.3
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 85/320
2 - L’Approccio Scientifico alla Qualità
80
A E i ij j j
n
==
∑α *1
2
l’unico accenno a questa definizione l’ho trovato in Box (1993): “The expected value of a
data contrast is called its alias and is a linear combination of various main effects and interactions”. Una tale impostazione risolve i problemi della classe di equivalenza di
Galetto (par. 4.5.2) perché:
• specifica il tipo di funzione che lega gli effetti nell’alias: è una funzione lineare, molto
semplice; i segni + e - sono dunque segni algebrici che collegano gli effetti e non dei
semplici simboli come nell’impostazione tradizionale
• si riesce a interpretare qualunque tipo di piano sperimentale come vedremo nel
prosieguo della tesi
• non trascura il segno + e - perché mette in evidenza che nel piano (a, b, c, abc) si può
stimare:
A* + BC*
mentre nel piano complementare (i, ab, ac, bc) si può stimare:
A* - BC*
• Se nel piano ridotto (a, b, c, abc) conosciamo l’alias:
A+BC = 10
e per ipotesi supponiamo46 che BC = 0, posso concludere giustamente che:
A = 10
perché il fatto che BC = 0, implica che:abc + bc + a + i - b - c - ac - ab = 0
ovvero:
(1) abc + a - b - c = ac + ab -i - bc
dunque l’espressione per il calcolo di A si semplifica, richiedendo solo 4 stati di prova.
Vediamo perchè:
A = abc + ab +ac + a - i - b - c - bc = (abc + a - b - c) + (ac + ab -i - bc )
Ma per la (1) si ha che i 2 termini sono uguali quindi:
(abc + a - b - c) + (ac + ab -i - bc ) = 2 * (abc + a - b - c) = 2 * (ac + ab -i - bc )ovvero, se BC=0, mi bastano 4 stati al posto di 8 per conoscere A. Questo perché
abbiamo supposto che BC fosse nullo, ovvero abbiamo aggiunto un grado di libertà
artificiale all’analisi: nella realtà non abbiamo quasi mai questo tipo di informazione per
cui è meglio dire che una certa somma dei quadrati è associata all’alias non ai fattori o
interazioni
• se dal piano (i, ab, ac, bc) conosco:
X = A-BC = 20
e da quello (a, b, c, abc) conosco:Y = A+BC = 30
46 Se non abbiamo fatto o non faremo altre prove non potremmo mai sapere se l’ipotesi è corretta.
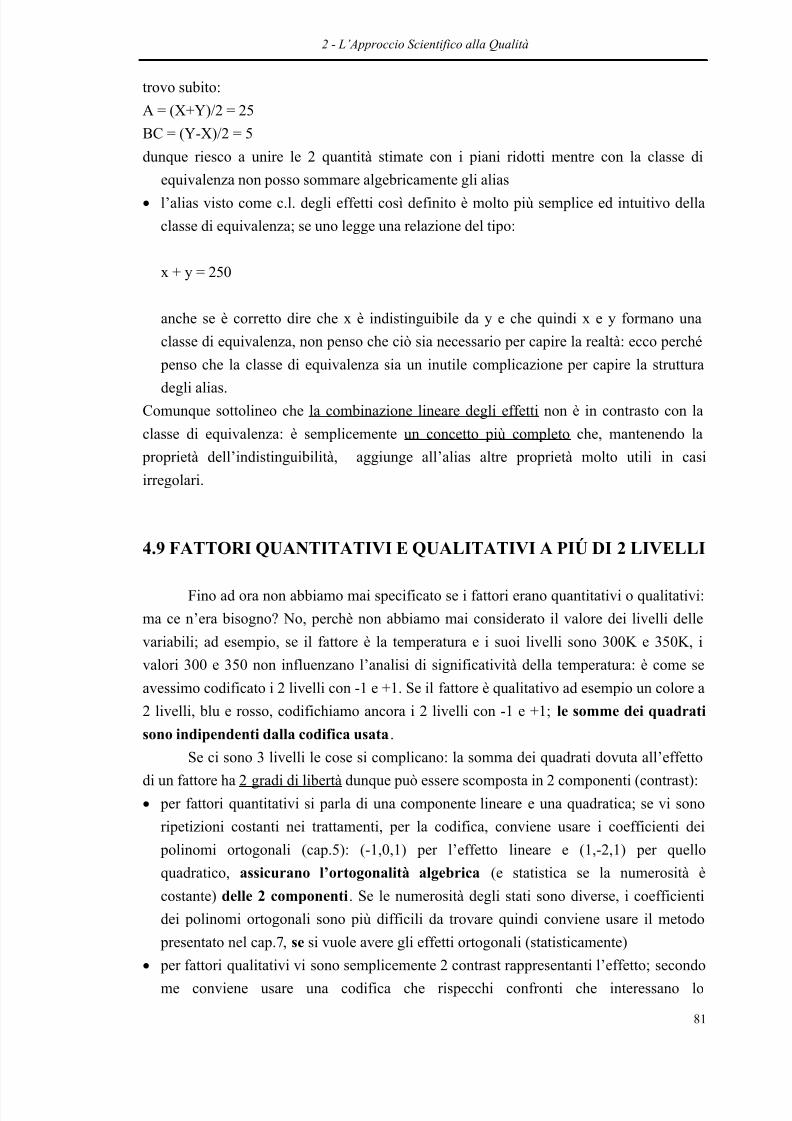
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 86/320
2 - L’Approccio Scientifico alla Qualità
81
trovo subito:
A = (X+Y)/2 = 25
BC = (Y-X)/2 = 5
dunque riesco a unire le 2 quantità stimate con i piani ridotti mentre con la classe di
equivalenza non posso sommare algebricamente gli alias
• l’alias visto come c.l. degli effetti così definito è molto più semplice ed intuitivo della
classe di equivalenza; se uno legge una relazione del tipo:
x + y = 250
anche se è corretto dire che x è indistinguibile da y e che quindi x e y formano una
classe di equivalenza, non penso che ciò sia necessario per capire la realtà: ecco perché
penso che la classe di equivalenza sia un inutile complicazione per capire la struttura
degli alias.
Comunque sottolineo che la combinazione lineare degli effetti non è in contrasto con la
classe di equivalenza: è semplicemente un concetto più completo che, mantenendo la
proprietà dell’indistinguibilità, aggiunge all’alias altre proprietà molto utili in casi
irregolari.
4.9 FATTORI QUANTITATIVI E QUALITATIVI A PIÚ DI 2 LIVELLI
Fino ad ora non abbiamo mai specificato se i fattori erano quantitativi o qualitativi:
ma ce n’era bisogno? No, perchè non abbiamo mai considerato il valore dei livelli delle
variabili; ad esempio, se il fattore è la temperatura e i suoi livelli sono 300K e 350K, i
valori 300 e 350 non influenzano l’analisi di significatività della temperatura: è come se
avessimo codificato i 2 livelli con -1 e +1. Se il fattore è qualitativo ad esempio un colore a
2 livelli, blu e rosso, codifichiamo ancora i 2 livelli con -1 e +1; le somme dei quadrati
sono indipendenti dalla codifica usata.
Se ci sono 3 livelli le cose si complicano: la somma dei quadrati dovuta all’effettodi un fattore ha 2 gradi di libertà dunque può essere scomposta in 2 componenti (contrast):
• per fattori quantitativi si parla di una componente lineare e una quadratica; se vi sono
ripetizioni costanti nei trattamenti, per la codifica, conviene usare i coefficienti dei
polinomi ortogonali (cap.5): (-1,0,1) per l’effetto lineare e (1,-2,1) per quello
quadratico, assicurano l’ortogonalità algebrica (e statistica se la numerosità è
costante) delle 2 componenti. Se le numerosità degli stati sono diverse, i coefficienti
dei polinomi ortogonali sono più difficili da trovare quindi conviene usare il metodo
presentato nel cap.7, se si vuole avere gli effetti ortogonali (statisticamente)• per fattori qualitativi vi sono semplicemente 2 contrast rappresentanti l’effetto; secondo
me conviene usare una codifica che rispecchi confronti che interessano lo
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 87/320
2 - L’Approccio Scientifico alla Qualità
82
sperimentatore, ad esempio (-1, 1, 0) e (0, -1, 1) confrontano il primo con il secondo
livello e il secondo col terzo, anche se possono essere un po' correlati fra di loro.
Anche l’interazione acquista dei gradi di libertà in più: in generale, se A e B hanno
rispettivamente p e q gradi di libertà, l’interazione ha p*q gradi di libertà47.
Nell’esempio a 2 fattori qualitativi presente in Galetto (1995), c’è un fattore, il
lotto, a 2 livelli e la bobina, a 3 livelli. La tabella dei segni può essere la seguente, dove il
primo numero dello stato di prova indica il lotto e il secondo la bobina.
Stati di prova I L B1 B2 LB1 LB2
11 1 -1 -1 0 1 0
12 1 -1 1 -1 -1 1
13 1 -1 0 1 0 0
21 1 1 -1 0 -1 0
22 1 1 1 -1 1 -1
23 1 1 0 1 0 0
Tabella 10: possibile tabella dei segni per l’analisi dei contrast
Come si vede, vi sono 2 contrast riguardanti il lotto e 2 per l’interazione lotto-
bobina: essi non sono ottenuti con i coefficienti dei polinomi ortogonali, perché, a mio
parere, lo sperimentare, in presenza di variabili qualitative, deve testare i confronti che gli
interessano48 e non affidarsi a “mathematical niceties like orthogonality” (Hocking e
Speed 1975). Con fattori quantitativi è invece ragionevole ortogonalizzare i contrast che
rappresentano un fattore perché essi hanno un significato fisico (componente lineare,
quadratica..): riprenderemo l’argomento più avanti.
47 Ovviamente sto parlando di piani completi, perché nei piani ridotti non si deve più parlare di fattori einterazioni ma di alias, come è stato evidenziato nel capitolo precedente.
48 Purché i contrast non siano eccessivamente correlati fra loro.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 88/320
2 - L’Approccio Scientifico alla Qualità
83
CAPITOLO 5
PIANI FATTORIALI NON ORTOGONALI
5.1 ORTOGONALITÁ: CHE CONFUSIONE!
Finora abbiamo usato questo termine in maniera volutamente ambigua: ciò riflette
l’ambiguità che si trova nella letteratura sull’experimental design.
In generale si dice che sono ortogonali quei piani sperimentali a 2 livelli, le cui
tabelle dei segni sono formate da -1 e +1 e i vettori colonna e riga sono ortogonali fra diloro: le matrici di Hadamard, come visto, soddisfano questa proprietà ovvero, fra 2
stimatori C e C’ di contrast:
(1) c ci ii
n
* '=∑ =
1
2
0
ma questa è la condizione per l’ortogonalità algebrica nello spazio dei contrast e non è
sufficiente per annullare la covarianza fra gli stimatori dei contrast perché tale condizione(ortogonalità statistica) è:
(2)c c
n
i i
ii
n
* '
=∑ =
1
2
0 per ogni coppia di stimatori di contrast (C, C’)
La (1) implica la (2) solo se ni = cost. Se nella (2) consideriamo i c i incogniti per ogni
contrast, chiamiamoli cij dove j indica il j-mo dei (2n-1) contrast, la (2) esprime un sistema
non lineare di [2n * (2n-1)] incognite in un certo numero di equazioni. Quante?
Il numero di coppie che si può formare con (2n-1) contrast è dato dall’espressione:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 89/320
2 - L’Approccio Scientifico alla Qualità
84
( )( )
( ) ( )2 1
2 1 2 2
2 1 2 2
22 2 2 12 1 1
n
n
n n
n n n−
− −=
− −= − − +− −!
!* !
*
in aggiunta alle 2n-1 condizioni dei contrast:
cii
n
=∑ =
1
2
0
vi sono dunque 22n-1 - 2n-1 vincoli sulle [2n * (2n-1)] cij: dunque c’è un numero di incognite
doppio del numero di equazioni il che ci dice che vi sono infinite49 soluzioni e infatti vi
sono infiniti modi di ortogonalizzare i contrast. Questo discorso, a mio parere, non può
essere collegato al procedimento di ortogonalizzazione di Graham-Shmidt che trova
un’insieme di N’ vettori ortonormali (in realtà a noi non serve la proprietà di
normalizzazione) dato un insieme di N vettori, di dimensione M=N; in questo caso
abbiamo M>N ma in più ci sono le condizioni sui contrast, per cui non penso che tale
procedura si possa applicare.
A parte le formule matematiche, il punto fondamentale è che, dato un piano con k
prove, esistono sempre k-1 contrast ortogonali fra di loro dunque è improprio parlare di
piani ortogonali; nell’analisi dei risultati si può ortogonalizzare sempre dunque è
meglio parlare di analisi ortogonale, che si esegue:
1. usando come cij i coefficienti dei polinomi ortogonali (difficili da ricavare quando ni
non è costante),2. aggiungendo i termini uno a uno nel modello della risposta e vedere le differenze fra le
somme dei quadrati (SS) spiegate dai vari modelli; tali SS sono associate sempre a
contrast fra loro ortogonali (metodo G),
Il problema è vedere se questi contrast ortogonali ottenuti interessano lo sperimentatore: in
generale non è detto. A mio parere l’unico caso in cui si può essere interessati ad
ortogonalizzare è quello con una sola variabile quantitativa in cui si può essere
interessati a vedere quanto il modello:
Y = a + b*X + c*X2 spieghi più del modello:
Y = a + b*X
Per testare la componente quadratica (H0: c=0) si fa la differenza di somma di quadrati50:
SS(c) = SSreg(a,b,c) - SSreg(a,b)
Solitamente si dice che la componente lineare è testata da:
SSreg (a,b) - SSreg(a)
49 Questo dovrebbe essere dimostrato rigorosamente: non lo faccio visto che non conosco bene i sistemi nonlineari.
50 Le formule presentate saranno più chiare quando parleremo del metodo G (cap.7 e 8).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 90/320
2 - L’Approccio Scientifico alla Qualità
85
ma la differenza sopra testa H0: b=0 solo quando la numerosità degli stati è costante:
quanti se ne rendono conto?
Nel caso di una sola variabile quantitativa c’è un ordine preferenziale con cui i
termini entrano nel modello, ovvero prima la componente lineare, poi quella quadratica,
quella cubica: come vedremo nel cap.7 e 8 in questo caso si riesce sempre a
ortogonalizzare col metodo G.
Se c’è una sola variabile qualitativa, l’ortogonalizzazione porta già dei problemi:
prendiamo l’esempio in Galetto (1995) a pag. 274 in cui si vuole studiare se 5 diversi tipi
di pneumatici (X) influenzano lo spazio di frenata (Y): per avere 4 contrast ortogonali si fa
un confronto fra i primi 3 pneumatici e gli ultimi 2, anche se sarebbe stato più interessante
confrontare51 i primi 2 con gli ultimi 3 perché i primi 2 erano pneumatici non radiali e gli
altri erano radiali: vedremo questo caso nel cap.10.
Con più fattori, se c’è un ordine preferenziale52 per farli entrare nel modello, si può
ortogonalizzare, altrimenti non c’è nessun motivo, se non quello di volere una stima più
precisa della Y.
Il problema della non ortogonalità statistica è che i contrast che ci interessa stimare
danno luogo a degli stimatori che sono variabili casuali correlate, quindi la varianza dello
stimatore C del contrast C* non rispecchia solo la variabilità di C, ma anche quella degli
stimatori C’ degli altri contrast che sono correlati con C; in altre parole VAR(C) aumenta e
così si allarga l’intervallo di fiducia dello stimatore C: la stima puntuale ottenuta può
essere molto lontana dal valore vero; dunque dobbiamo attuare un compromesso fra 2
esigenze:• costruire contrast di interesse
• fare in modo che i loro stimatori non siano troppo correlati fra loro, e quindi le stime
siano poco precise.
Chiameremo allora ortogonali quei piani con (n) trattamenti per cui è possibile
stimare (n-1) contrast di interesse i cui stimatori non sono correlati fra loro: sono tali
tutti piani fattoriali completi che hanno un numero costante di ripetizioni per ogni stato di
prova.
La tesi di Fornasieri (1995) è intitolata “DOE: piani di prova frazionati nonortogonali . Considerazioni teoriche e pratiche”; trovo strano che in tutta la tesi non si
parli del problema primario53 della non ortogonalità statistica ovvero l’aumento della
varianza degli stimatori, causato dalla correlazione fra di essi, che si traduce in una perdita
di precisione delle stime puntuali.
51 Si sarebbe dovuto rinunciare all’ortogonalità.
52Ad esempio nei nested design.
53Per quello che ho letto io (vedi ad esempio Hahn et al.1976 e 1978 oppure Snee 1973).
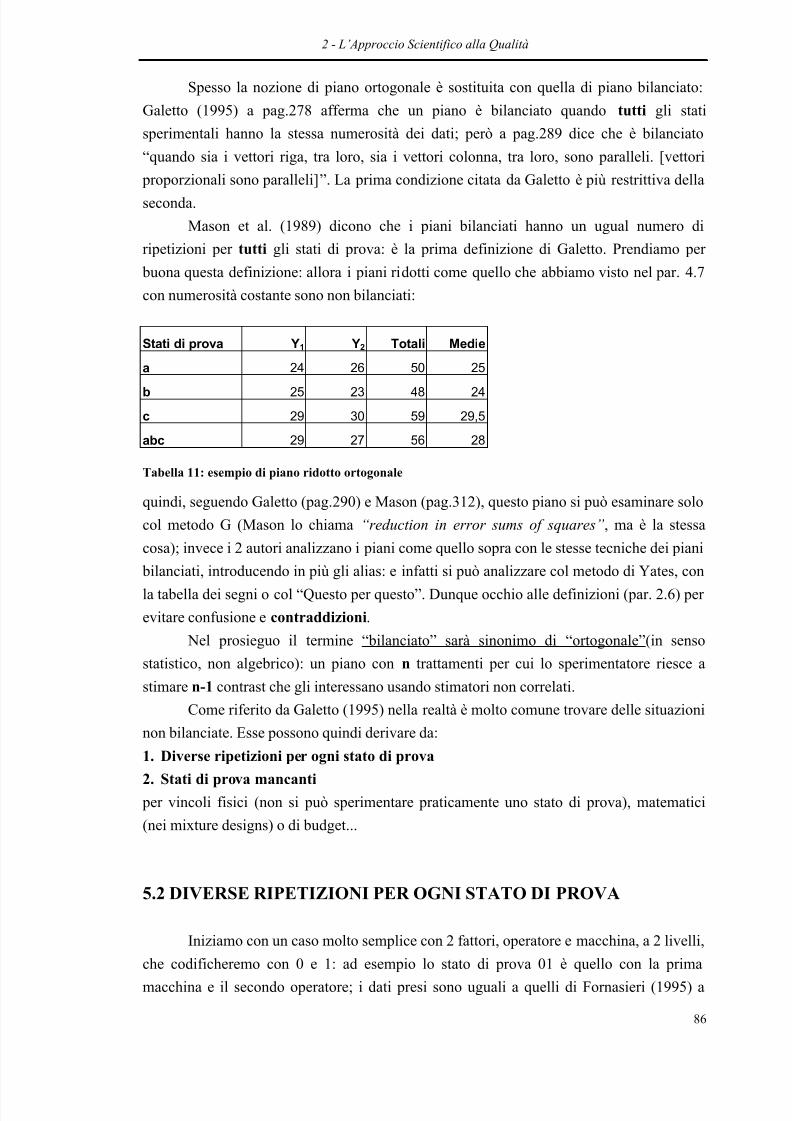
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 91/320
2 - L’Approccio Scientifico alla Qualità
86
Spesso la nozione di piano ortogonale è sostituita con quella di piano bilanciato:
Galetto (1995) a pag.278 afferma che un piano è bilanciato quando tutti gli stati
sperimentali hanno la stessa numerosità dei dati; però a pag.289 dice che è bilanciato
“quando sia i vettori riga, tra loro, sia i vettori colonna, tra loro, sono paralleli. [vettori
proporzionali sono paralleli]”. La prima condizione citata da Galetto è più restrittiva della
seconda.
Mason et al. (1989) dicono che i piani bilanciati hanno un ugual numero di
ripetizioni per tutti gli stati di prova: è la prima definizione di Galetto. Prendiamo per
buona questa definizione: allora i piani ridotti come quello che abbiamo visto nel par. 4.7
con numerosità costante sono non bilanciati:
Stati di prova Y1 Y2 Totali Medie
a 24 26 50 25
b 25 23 48 24
c 29 30 59 29,5
abc 29 27 56 28
Tabella 11: esempio di piano ridotto ortogonale
quindi, seguendo Galetto (pag.290) e Mason (pag.312), questo piano si può esaminare solo
col metodo G (Mason lo chiama “reduction in error sums of squares”, ma è la stessa
cosa); invece i 2 autori analizzano i piani come quello sopra con le stesse tecniche dei piani
bilanciati, introducendo in più gli alias: e infatti si può analizzare col metodo di Yates, conla tabella dei segni o col “Questo per questo”. Dunque occhio alle definizioni (par. 2.6) per
evitare confusione e contraddizioni.
Nel prosieguo il termine “bilanciato” sarà sinonimo di “ortogonale”(in senso
statistico, non algebrico): un piano con n trattamenti per cui lo sperimentatore riesce a
stimare n-1 contrast che gli interessano usando stimatori non correlati.
Come riferito da Galetto (1995) nella realtà è molto comune trovare delle situazioni
non bilanciate. Esse possono quindi derivare da:
1. Diverse ripetizioni per ogni stato di prova2. Stati di prova mancanti
per vincoli fisici (non si può sperimentare praticamente uno stato di prova), matematici
(nei mixture designs) o di budget...
5.2 DIVERSE RIPETIZIONI PER OGNI STATO DI PROVA
Iniziamo con un caso molto semplice con 2 fattori, operatore e macchina, a 2 livelli,
che codificheremo con 0 e 1: ad esempio lo stato di prova 01 è quello con la prima
macchina e il secondo operatore; i dati presi sono uguali a quelli di Fornasieri (1995) a
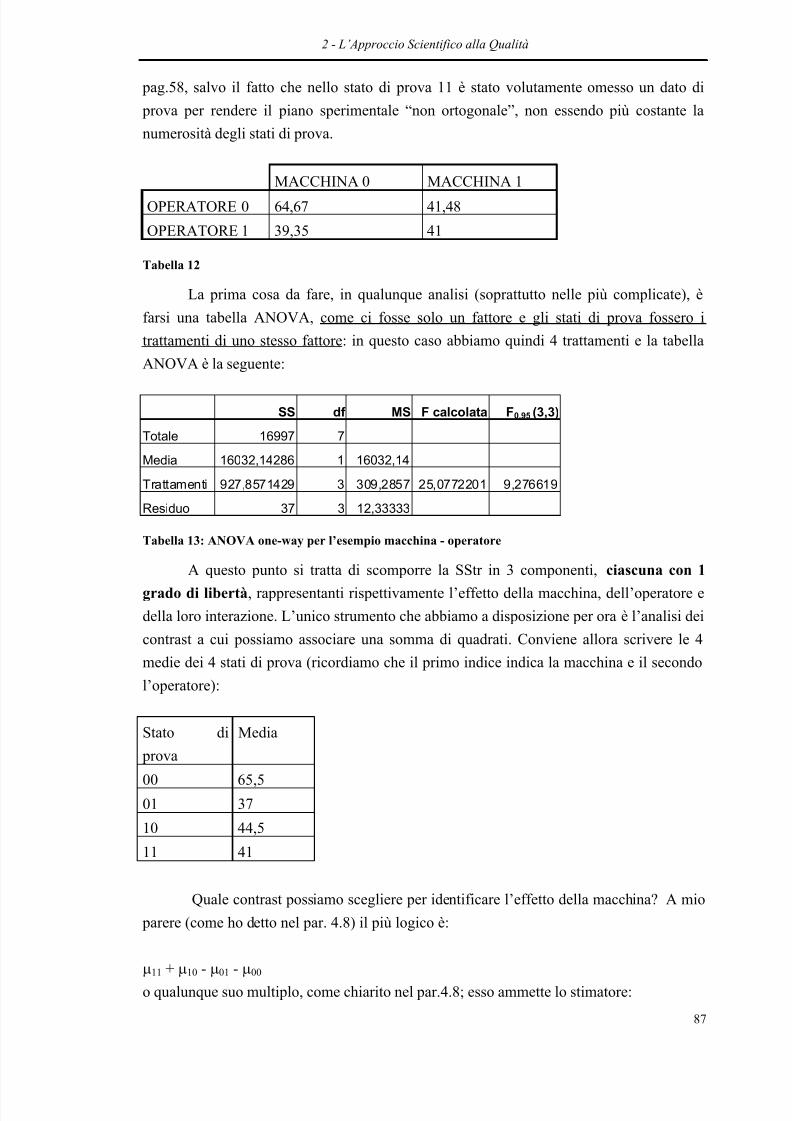
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 92/320
2 - L’Approccio Scientifico alla Qualità
87
pag.58, salvo il fatto che nello stato di prova 11 è stato volutamente omesso un dato di
prova per rendere il piano sperimentale “non ortogonale”, non essendo più costante la
numerosità degli stati di prova.
MACCHINA 0 MACCHINA 1OPERATORE 0 64,67 41,48
OPERATORE 1 39,35 41
Tabella 12
La prima cosa da fare, in qualunque analisi (soprattutto nelle più complicate), è
farsi una tabella ANOVA, come ci fosse solo un fattore e gli stati di prova fossero i
trattamenti di uno stesso fattore: in questo caso abbiamo quindi 4 trattamenti e la tabella
ANOVA è la seguente:
SS df MS F calcolata F0,95 (3,3)
Totale 16997 7
Media 16032,14286 1 16032,14
Trattamenti 927,8571429 3 309,2857 25,0772201 9,276619
Residuo 37 3 12,33333
Tabella 13: ANOVA one-way per l’esempio macchina - operatore
A questo punto si tratta di scomporre la SStr in 3 componenti, ciascuna con 1grado di libertà, rappresentanti rispettivamente l’effetto della macchina, dell’operatore e
della loro interazione. L’unico strumento che abbiamo a disposizione per ora è l’analisi dei
contrast a cui possiamo associare una somma di quadrati. Conviene allora scrivere le 4
medie dei 4 stati di prova (ricordiamo che il primo indice indica la macchina e il secondo
l’operatore):
Stato di
prova
Media
00 65,5
01 37
10 44,5
11 41
Quale contrast possiamo scegliere per identificare l’effetto della macchina? A mio
parere (come ho detto nel par. 4.8) il più logico è:
µ11 + µ10 - µ01 - µ00
o qualunque suo multiplo, come chiarito nel par.4.8; esso ammette lo stimatore:

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 93/320
2 - L’Approccio Scientifico alla Qualità
88
(1) C M y y y y( ) ( )= + − −10 11 00 01
la cui determinazione è:
C(M) = -17 54
il contrast considerato è quello che somma le medie in cui il fattore macchina è al livello
“alto”1, meno quello in cui essa è al livello “basso”0, considerando tutti gli stati di prova,
ovvero tenendo conto della stratificazione massima dei dati; ciò corrisponde alla
definizione di effetto che ho dato nel par.4.8. Potremmo pensare ad un altro stimatore per
l’effetto, che non tiene conto dell’altro fattore (operatore) e che vede i dati stratificati in
soli 2 macrostati:
MACCHINA 0 MACCHINA 1
64,67,39,35 41,48,41
(2) C M y y( ) ( ). .= −1 0 = - 7,9166655
Il primo stimatore che abbiamo scritto sta testando l’ipotesi nulla:
µ11 + µ10 - µ01 - µ00 = 0
mentre il secondo stimatore sta testando:
( ) ( )n n
n n
n n
n n
11 11 10 10
11 10
01 01 00 00
01 00
0* * * *µ µ µ µ +
+−
+
+=
quindi nel nostro esempio lo stimatore (2) sta testando:
(1/3) * µ11 + (2/3) * µ10 - (1/2) * µ01 - (1/2) * µ00 = 0
Secondo me, una volta stratificati al massimo i dati, non è di interesse testare delle
ipotesi dipendenti dalla numerosità degli stati (come fa lo stimatore (2)), a meno che le
numerosità non rispecchino qualche caratteristica della popolazione; ecco perché, lo ripeto
e lo ripeterò in tutta la tesi, l’ipotesi più logica da testare in questo caso è:
54 Spero che a questo punto sia chiaro che, se fosse moltiplicato per una costante moltiplicativa, questacomunque non influenzerebbe l’analisi.
55 Tale contrast è quello derivante dalla regola del “Questo per questo” (Cap.7).

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 94/320
2 - L’Approccio Scientifico alla Qualità
89
µ11 + µ10 - µ01 - µ00 = 0
Consideriamo ancora un ultima ipotesi nulla riguardante l’effetto della macchina:
(2/10) * µ11 + (3/10) * µ10 - (2/10) * µ01 - (3/10) * µ00 = 0
testata dallo stimatore56:
(3) C M y y y y( ) * * * *= + − −3
10
2
10
3
10
2
1010 11 00 01 = -5,5
Essa sembra che non testi niente di interessante (in effetti è così, secondo me),
tuttavia l’ho introdotta per riottenere alcuni risultati che vedremo nel cap.6, 7 e 8: esso
testa l’ipotesi nulla che si testerebbe usando la procedura descritta in Galetto (1995 e1996): anche il fattore 10 a denominatore (che non influenza l’analisi) è stato introdotto a
questo scopo. Tutti i ragionamenti fatti col fattore macchina valgono per il fattore
operatore per cui posso ricalcolare le stime dei 3 tipi di contrast visti sopra per l’operatore:
(1’) C O y y y y( ) ( )= + − −01 11 10 00 = -32
(2’) C O y y( ) ( ). .= −1 0 = -16,666
(3’) C O y y y y( ) * * * *= + − −3
10
2
10
3
10
2
1001 11 00 10 = -9,25
Passiamo ora all’interazione fra i 2 fattori; lo stimatore più ragionevole che può
rappresentarla è:
(4) C MO y y y y( ) ( )= + − −00 11 10 01 = 25
Come abbiamo fatto per i fattori, si potrebbe pensare di pesare le medie per le numerosità
degli stati di prova; non lo faccio perché nella letteratura DOE c’è accordo nel dire che la
(4) rappresenta l’interazione mentre per i fattori non c’è ancora completo accordo (vedere
ad esempio Speed et al.1978).
A tutti contrast possiamo associare una somma di quadrati, ricorrendo alla solita formula:
SS C C
c
n
i
ii
n( ) =
=∑
2
2
1
2
(1) C M y y y y( ) ( )= + − −10 11 00 01 = -17
SS(M) = 115,6
56 Non distinguo più fra stimatore, che è una variabile casuale, e la sua determinazione che è un numero: ladifferenza è evidente dal contesto.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 95/320
2 - L’Approccio Scientifico alla Qualità
90
(2) C M y y( ) ( ). .= −1 0 = - 7,91666
SS(M) = 107,4405
(3) C M y y y y( ) * * * *= + − −3
10
2
10
3
10
2
1010 11 00 01 = -5,5
SS(M) = 201,666
(1’) C O y y y y( ) ( )= + − −01 11 10 00 = -32
SS(O) = 409,6
(2’) C O y y( ) ( ). .= −1 0 = -16,666
SS(O) = 476,1905
(3’) C O y y y y( ) * * * *= + − −310
210
310
21001 11 00 10 = -9,25
SS(O) = 570,4166
(4) C MO y y y y( ) ( )= + − −00 11 10 01 = 25
SS(MO) = 250
Per testare la significatività degli effetti, come visto nel par. 4.3, abbiamo 2 metodi
equivalenti: il primo è calcolare la varianza dello stimatore del contrast e usare la t di
Student con 3 gradi di libertà (quelli del residuo); il secondo è usare la distribuzione F per
confrontare la somma dei quadrati dello stimatore del contrast e il residuo SSe, diviso per i
suoi gradi di libertà, ovvero la classica procedura usata nell’ANOVA.
Il secondo metodo è senz’altro più veloce del primo per cui in generale useremo
sempre quello; comunque, per far vedere come funzione il primo test applichiamolo sullo
stimatore (1):
(1) M y y y y= + − −( )10 11 00 01 = -17
VAR(M) = (0,5 + 1 + 0,5 + 0,5) * σ2
dunque può essere facilmente stimata se si conosce la stima della varianza della
popolazione: noi conosciamo questa stima dalla tabella ANOVA (tab.3).
$ ,σ 237
312 333= = =
SSe
df SSe
3
la stima della varianza dello stimatore (1), con 3 gradi di libertà , è dunque:
VÂR(C) = 30,8333
s.q.m. (C) = 5,5527
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 96/320
2 - L’Approccio Scientifico alla Qualità
91
t3;0,05 = -3,1824
s.q.m. (C) * t3;0,05 = -17,6709
visto che C=-17> s.q.m. (C) * t3;0,05 = -17,6709, con un livello di fiducia del 95%
accettiamo l’ipotesi nulla:
µ11 + µ10 - µ01 - µ00 = 0
Se facevamo il test F, avremmo trovato che:
SS(M) = 115,6
SSe = 37
F1;3;0,95 = 10,1279
105,6 / (37/3) = 9,3729 < 10,1279
il che ci portava (ovviamente) alla stessa decisione, ovvero all’accettazione dell’ipotesi
nulla.
SE pensiamo che il contrast (1) rappresenta l’effetto medio (par. 4.8) del fattore macchina,
diciamo che nel nostro esperimento, con un rischio di I specie del 5%, la macchina non
ha un effetto medio significativo.
Se per stimare l’effetto della macchina usiamo lo stimatore (3), ovvero quello
derivante dalla procedura descritta in Galetto57 (1995 e 1996, pag.291):
C M y y y y( ) * * * *= + − −3
10
2
10
3
10
2
1010 11 00 01 = - 5,5
SS(M) = 201,6666
facciamo il test F:
201,6666 / (37/3) = 16,3513 > 10,1279
dunque, con un livello di fiducia del 95%, dobbiamo rifiutare l’ipotesi nulla:
(2/10) * µ11 + (3/10) * µ10 - (2/10) * µ01 - (3/10) * µ00 = 0
SE pensiamo che lo stimatore (3) stimi l’effetto della macchina, dobbiamo concludere che,
con un rischio di I specie del 5%, la macchina ha un effetto significativo sulla
risposta.
Questi risultati si prestano ad alcune interessanti osservazioni:
1. È evidente a questo punto che, a seconda di quale contrast decidiamo che
rappresenti l’effetto di un fattore, prendiamo decisioni diverse.
57 Sui 2 libri non si fa l’analisi dei contrast ma si ragiona solo sulle somme di quadrati: io ho trovato (colmodello full-regression, cap.8) che tali somme di quadrati derivano dai contrast riportati sopra.
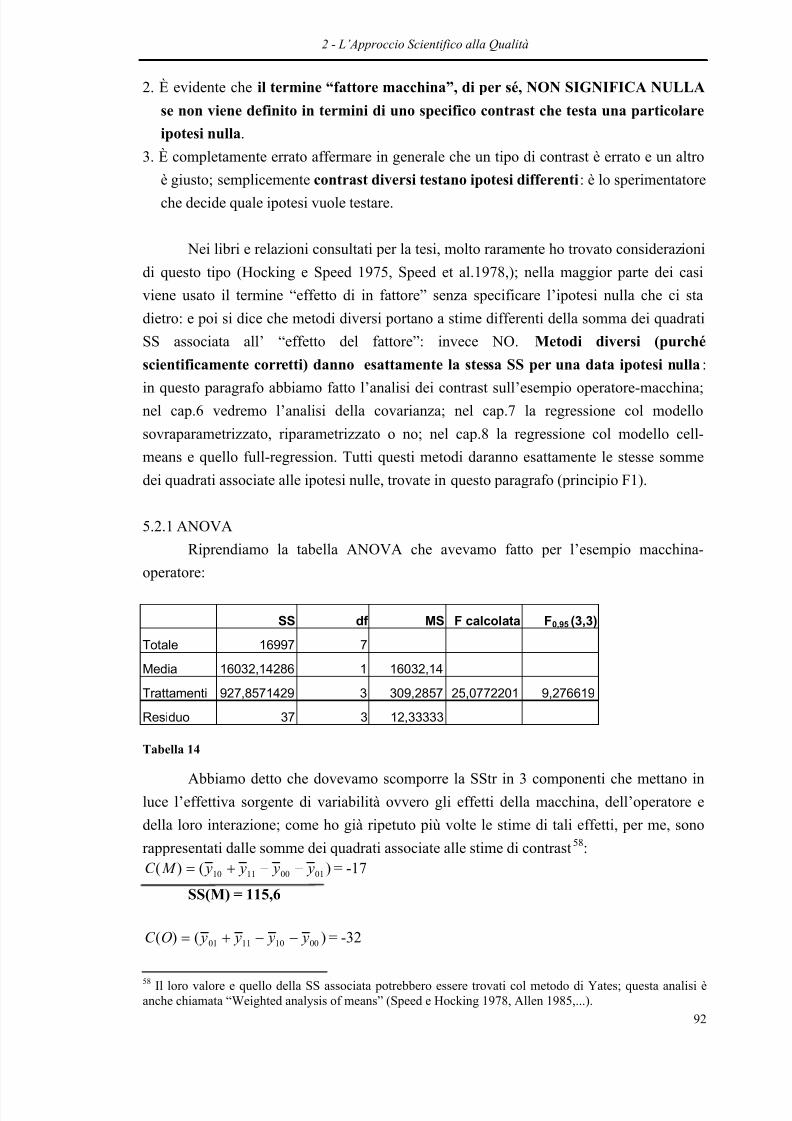
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 97/320
2 - L’Approccio Scientifico alla Qualità
92
2. È evidente che il termine “fattore macchina”, di per sé, NON SIGNIFICA NULLA
se non viene definito in termini di uno specifico contrast che testa una particolare
ipotesi nulla.
3. È completamente errato affermare in generale che un tipo di contrast è errato e un altro
è giusto; semplicemente contrast diversi testano ipotesi differenti: è lo sperimentatore
che decide quale ipotesi vuole testare.
Nei libri e relazioni consultati per la tesi, molto raramente ho trovato considerazioni
di questo tipo (Hocking e Speed 1975, Speed et al.1978,); nella maggior parte dei casi
viene usato il termine “effetto di in fattore” senza specificare l’ipotesi nulla che ci sta
dietro: e poi si dice che metodi diversi portano a stime differenti della somma dei quadrati
SS associata all’ “effetto del fattore”: invece NO. Metodi diversi (purché
scientificamente corretti) danno esattamente la stessa SS per una data ipotesi nulla:
in questo paragrafo abbiamo fatto l’analisi dei contrast sull’esempio operatore-macchina;
nel cap.6 vedremo l’analisi della covarianza; nel cap.7 la regressione col modello
sovraparametrizzato, riparametrizzato o no; nel cap.8 la regressione col modello cell-
means e quello full-regression. Tutti questi metodi daranno esattamente le stesse somme
dei quadrati associate alle ipotesi nulle, trovate in questo paragrafo (principio F1).
5.2.1 ANOVA
Riprendiamo la tabella ANOVA che avevamo fatto per l’esempio macchina-
operatore:
SS df MS F calcolata F0,95 (3,3)
Totale 16997 7
Media 16032,14286 1 16032,14
Trattamenti 927,8571429 3 309,2857 25,0772201 9,276619
Residuo 37 3 12,33333
Tabella 14
Abbiamo detto che dovevamo scomporre la SStr in 3 componenti che mettano in
luce l’effettiva sorgente di variabilità ovvero gli effetti della macchina, dell’operatore e
della loro interazione; come ho già ripetuto più volte le stime di tali effetti, per me, sono
rappresentati dalle somme dei quadrati associate alle stime di contrast58:C M y y y y( ) ( )= + − −10 11 00 01 = -17
SS(M) = 115,6
C O y y y y( ) ( )= + − −01 11 10 00 = -32
58 Il loro valore e quello della SS associata potrebbero essere trovati col metodo di Yates; questa analisi èanche chiamata “Weighted analysis of means” (Speed e Hocking 1978, Allen 1985,...).
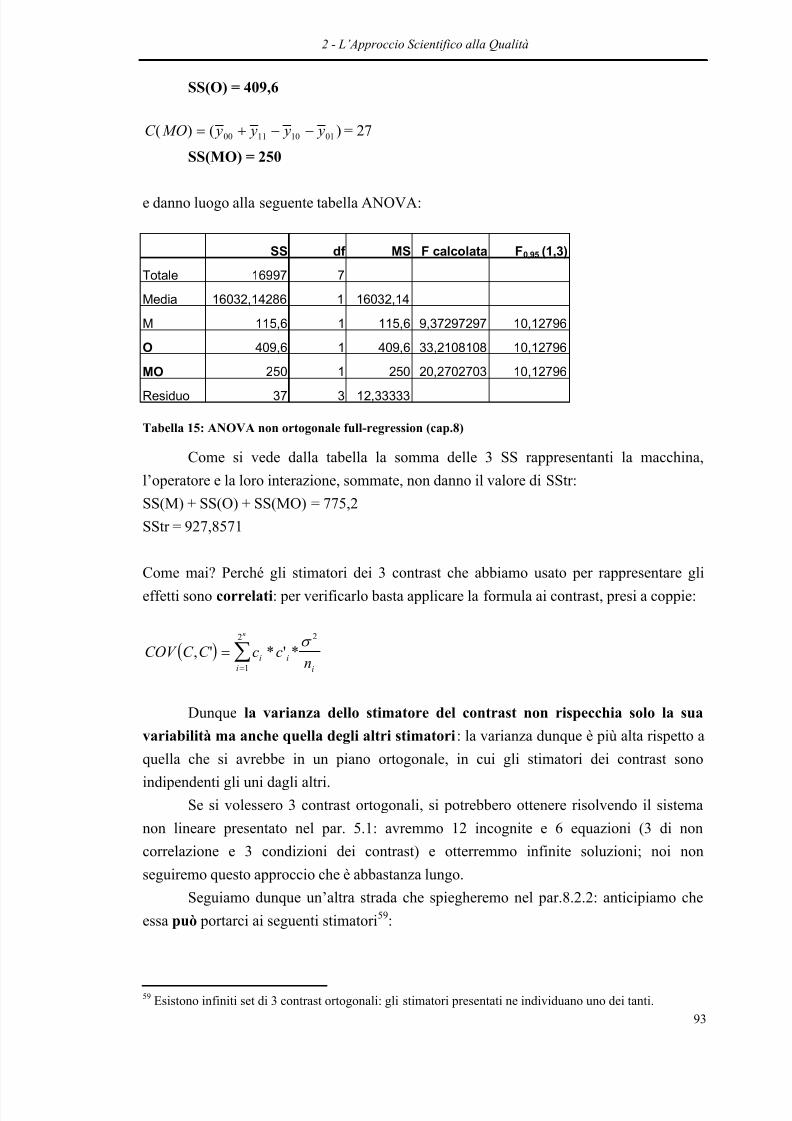
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 98/320
2 - L’Approccio Scientifico alla Qualità
93
SS(O) = 409,6
C MO y y y y( ) ( )= + − −00 11 10 01 = 27
SS(MO) = 250
e danno luogo alla seguente tabella ANOVA:
SS df MS F calcolata F0,95 (1,3)
Totale 16997 7
Media 16032,14286 1 16032,14
M 115,6 1 115,6 9,37297297 10,12796
O 409,6 1 409,6 33,2108108 10,12796
MO 250 1 250 20,2702703 10,12796
Residuo 37 3 12,33333
Tabella 15: ANOVA non ortogonale full-regression (cap.8)
Come si vede dalla tabella la somma delle 3 SS rappresentanti la macchina,
l’operatore e la loro interazione, sommate, non danno il valore di SStr:
SS(M) + SS(O) + SS(MO) = 775,2
SStr = 927,8571
Come mai? Perché gli stimatori dei 3 contrast che abbiamo usato per rappresentare glieffetti sono correlati: per verificarlo basta applicare la formula ai contrast, presi a coppie:
( )COV C C c cn
i i
ii
n
, ' * ' *==∑
σ 2
1
2
Dunque la varianza dello stimatore del contrast non rispecchia solo la sua
variabilità ma anche quella degli altri stimatori: la varianza dunque è più alta rispetto a
quella che si avrebbe in un piano ortogonale, in cui gli stimatori dei contrast sonoindipendenti gli uni dagli altri.
Se si volessero 3 contrast ortogonali, si potrebbero ottenere risolvendo il sistema
non lineare presentato nel par. 5.1: avremmo 12 incognite e 6 equazioni (3 di non
correlazione e 3 condizioni dei contrast) e otterremmo infinite soluzioni; noi non
seguiremo questo approccio che è abbastanza lungo.
Seguiamo dunque un’altra strada che spiegheremo nel par.8.2.2: anticipiamo che
essa può portarci ai seguenti stimatori59:
59 Esistono infiniti set di 3 contrast ortogonali: gli stimatori presentati ne individuano uno dei tanti.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 99/320
2 - L’Approccio Scientifico alla Qualità
94
C M y y y y( ) * * * *= + − −2
3
1
3
1
2
1
210 11 00 01 = - 7,91666
SS(M) = 107,4405
C O y y y y( ) * * * *= + − −3
10
2
10
3
10
2
1001 11 00 10
= -19
SS(O) = 570,4166
C MO y y y y( ) ( )= + − −00 11 10 01 = 27
SS(MO) = 250
Come si può vedere
SS(M) + SS(O) + SS(MO) = SStr = 927,8571
e ciò deriva dall’ortogonalità dei contrast; chi volesse verificare che la covarianza fra i 3stimatori, presi a coppie, è nulla, può ricorrere alla solita formula:
( )COV C C c cn
i i
ii
n
, ' * ' *==∑
σ 2
1
2
Considerando questi 3 contrast ortogonali, la tabella ANOVA diventa la seguente:
SS df MS F calcolata F0,95 (1,3)
Totale 16997 7
Media 16032,14286 1 16032,14M 107,4404762 1 107,4405 8,71138996 10,12796
O 570,4166667 1 570,4167 46,25 10,12796
MO 250 1 250 20,2702703 10,12796
Residuo 37 3 12,33333
Tabella 16: ANOVA ortogonale 1
È diversa dalla tabella 5 perché le somme di quadrati derivano da contrast diversi che
stanno testando diverse ipotesi nulle.
Come si è visto, nell’analisi dell’esperimento abbiamo ortogonalizzato un piano
che sarebbe considerato “non ortogonale” o “non bilanciato”. Le stime ottenute, essendo
indipendenti, sono indubbiamente più precise di quelle correlate della tab.5; ma tali stime
interessano lo sperimentatore? Per rispondere egli deve almeno sapere cosa si sta testando
ovvero :2
3
1
3
1
2
1
2010 11 00 01* * * *µ µ µ µ + − − =
3
10
2
10
3
10
2
10001 11 00 10* * * *µ µ µ µ + − − =
µ 00 11 10 01 0+ − − =

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 100/320
2 - L’Approccio Scientifico alla Qualità
95
Le prime 2 ipotesi non sono, in generale, di interesse (a meno che non ci siano dei motivi
per giustificare i differenti pesi dati alle medie, ma in tal caso non si capisce perché non
dovrebbero valere per l’interazione) mentre la terza sì perché è la classica ipotesi che testa
l’interazione; dunque, ortogonalizzando, testiamo con la massima precisione, delle
ipotesi che non è detto siano di interesse. Per di più non c’è un unico set di contrast
ortogonali: ad esempio anche i 3 seguenti stimatori:
C M y y y y( ) * * * *= + − −3
10
2
10
3
10
2
1010 11 00 01 = -11
SS(M) = 201,6666
C O y y y y( ) * * * *= + − −2
3
1
3
1
2
1
201 11 00 10 = -16,6666
SS(O) = 476,1905
C MO y y y y( ) ( )= + − −00 11 10 01 = 27SS(MO) = 250
individuano 3 contrast ortogonali e la tabella ANOVA risultante condurrebbe a decisioni
diverse dalle precedenti (è ovvio: stiamo testando ipotesi diverse; ma quanti se ne rendono
conto???).
SS df MS F calcolata F0,95 (1,3)
Totale 16997 7
Media 16032,14286 1 16032,14
M 201,6666667 1 201,6667 16,3513514 10,12796
O 476,1904762 1 476,1905 38,6100386 10,12796
MO 250 1 250 20,2702703 10,12796
Residuo 37 3 12,33333
Tabella 17: ANOVA ortogonale 2
Ecco un altro buon motivo per non affidarsi a “mathematical niceties like orthogonality”
(Hocking e Speed 1975): ci sono infiniti modi di ortogonalizzare che, in generale, non mi
portano alle stesse decisioni.
Infine consideriamo un’ultima tabella ANOVA che deriva implicitamente dalla
procedura descritta in Galetto (1995 pag.283, 1996 pag.291): tale procedura utilizza
direttamente le somme di quadrati senza passare attraverso i contrast e infatti nasconde
l’ipotesi nulla testata60.
60 Bisogna dunque applicarla con molta cautela.
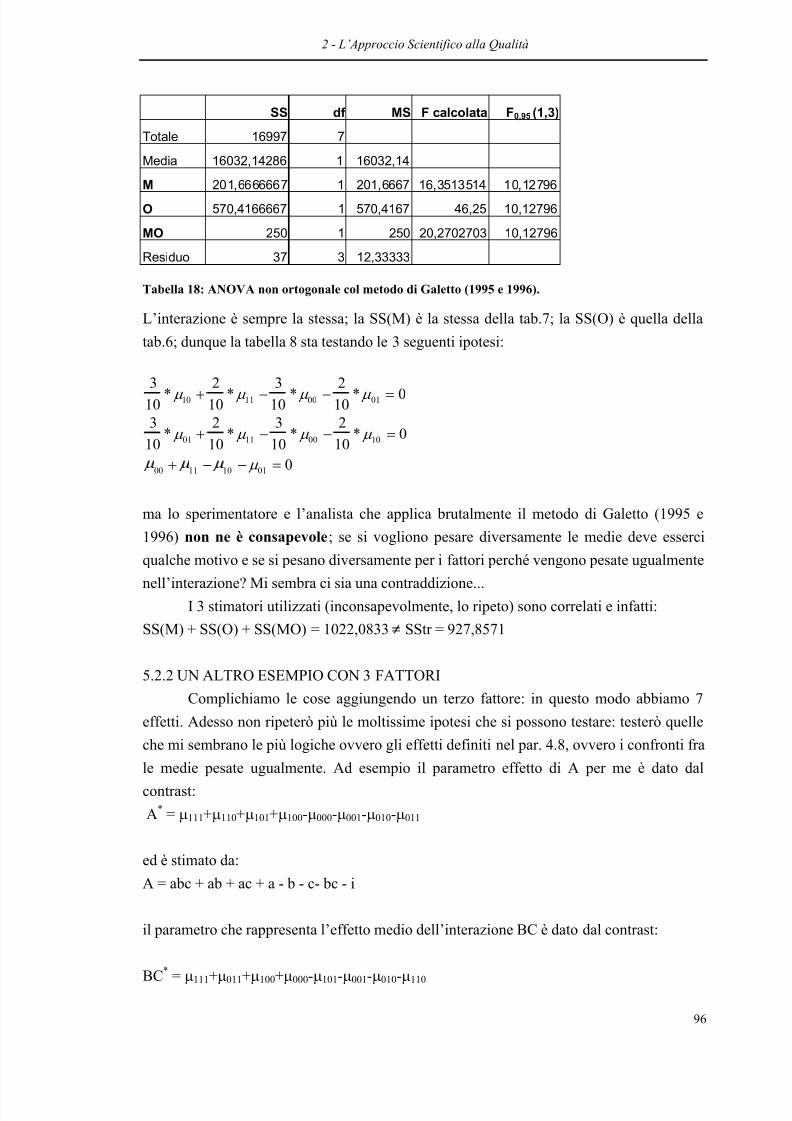
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 101/320
2 - L’Approccio Scientifico alla Qualità
96
SS df MS F calcolata F0,95 (1,3)
Totale 16997 7
Media 16032,14286 1 16032,14
M 201,6666667 1 201,6667 16,3513514 10,12796O 570,4166667 1 570,4167 46,25 10,12796
MO 250 1 250 20,2702703 10,12796
Residuo 37 3 12,33333
Tabella 18: ANOVA non ortogonale col metodo di Galetto (1995 e 1996).
L’interazione è sempre la stessa; la SS(M) è la stessa della tab.7; la SS(O) è quella della
tab.6; dunque la tabella 8 sta testando le 3 seguenti ipotesi:
310
210
310
210
010 11 00 01* * * *µ µ µ µ + − − =
3
10
2
10
3
10
2
10001 11 00 10* * * *µ µ µ µ + − − =
µ 00 11 10 01 0+ − − =
ma lo sperimentatore e l’analista che applica brutalmente il metodo di Galetto (1995 e
1996) non ne è consapevole; se si vogliono pesare diversamente le medie deve esserci
qualche motivo e se si pesano diversamente per i fattori perché vengono pesate ugualmente
nell’interazione? Mi sembra ci sia una contraddizione...
I 3 stimatori utilizzati (inconsapevolmente, lo ripeto) sono correlati e infatti:
SS(M) + SS(O) + SS(MO) = 1022,0833 ≠ SStr = 927,8571
5.2.2 UN ALTRO ESEMPIO CON 3 FATTORI
Complichiamo le cose aggiungendo un terzo fattore: in questo modo abbiamo 7
effetti. Adesso non ripeterò più le moltissime ipotesi che si possono testare: testerò quelle
che mi sembrano le più logiche ovvero gli effetti definiti nel par. 4.8, ovvero i confronti fra
le medie pesate ugualmente. Ad esempio il parametro effetto di A per me è dato dal
contrast:
A* = µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011
ed è stimato da:
A = abc + ab + ac + a - b - c- bc - i
il parametro che rappresenta l’effetto medio dell’interazione BC è dato dal contrast:
BC* = µ111+µ011+µ100+µ000-µ101-µ001-µ010-µ110
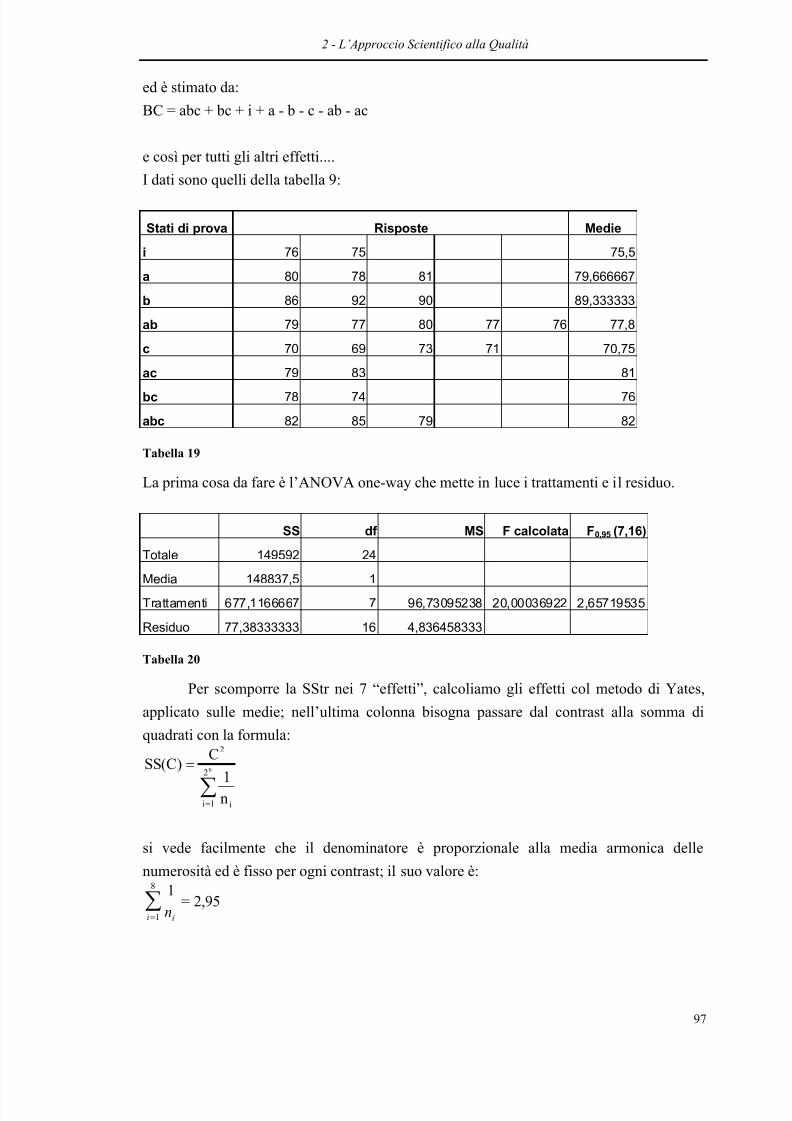
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 102/320
2 - L’Approccio Scientifico alla Qualità
97
ed è stimato da:
BC = abc + bc + i + a - b - c - ab - ac
e così per tutti gli altri effetti....
I dati sono quelli della tabella 9:
Stati di prova Risposte Medie
i 76 75 75,5
a 80 78 81 79,666667
b 86 92 90 89,333333
ab 79 77 80 77 76 77,8
c 70 69 73 71 70,75
ac 79 83 81bc 78 74 76
abc 82 85 79 82
Tabella 19
La prima cosa da fare è l’ANOVA one-way che mette in luce i trattamenti e il residuo.
SS df MS F calcolata F0,95 (7,16)
Totale 149592 24
Media 148837,5 1
Trattamenti 677,1166667 7 96,73095238 20,00036922 2,65719535
Residuo 77,38333333 16 4,836458333
Tabella 20
Per scomporre la SStr nei 7 “effetti”, calcoliamo gli effetti col metodo di Yates,
applicato sulle medie; nell’ultima colonna bisogna passare dal contrast alla somma di
quadrati con la formula:
SS C C
n ii
n( ) =
=∑
2
1
2 1
si vede facilmente che il denominatore è proporzionale alla media armonica delle
numerosità ed è fisso per ogni contrast; il suo valore è:1
1
8
nii=∑ = 2,95
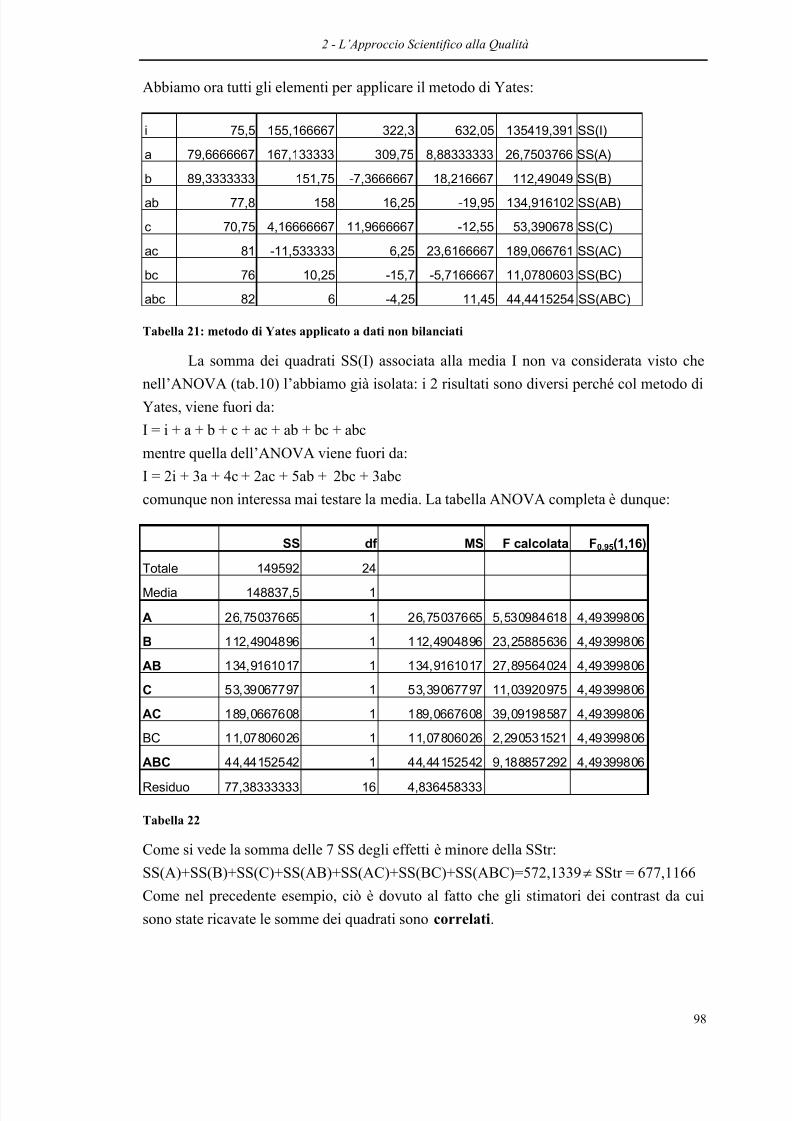
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 103/320
2 - L’Approccio Scientifico alla Qualità
98
Abbiamo ora tutti gli elementi per applicare il metodo di Yates:
i 75,5 155,166667 322,3 632,05 135419,391 SS(I)
a 79,6666667 167,133333 309,75 8,88333333 26,7503766 SS(A)
b 89,3333333 151,75 -7,3666667 18,216667 112,49049 SS(B)
ab 77,8 158 16,25 -19,95 134,916102 SS(AB)
c 70,75 4,16666667 11,9666667 -12,55 53,390678 SS(C)
ac 81 -11,533333 6,25 23,6166667 189,066761 SS(AC)
bc 76 10,25 -15,7 -5,7166667 11,0780603 SS(BC)
abc 82 6 -4,25 11,45 44,4415254 SS(ABC)
Tabella 21: metodo di Yates applicato a dati non bilanciati
La somma dei quadrati SS(I) associata alla media I non va considerata visto che
nell’ANOVA (tab.10) l’abbiamo già isolata: i 2 risultati sono diversi perché col metodo diYates, viene fuori da:
I = i + a + b + c + ac + ab + bc + abc
mentre quella dell’ANOVA viene fuori da:
I = 2i + 3a + 4c + 2ac + 5ab + 2bc + 3abc
comunque non interessa mai testare la media. La tabella ANOVA completa è dunque:
SS df MS F calcolata F0,95(1,16)
Totale 149592 24
Media 148837,5 1
A 26,75037665 1 26,75037665 5,530984618 4,49399806
B 112,4904896 1 112,4904896 23,25885636 4,49399806
AB 134,9161017 1 134,9161017 27,89564024 4,49399806
C 53,39067797 1 53,39067797 11,03920975 4,49399806
AC 189,0667608 1 189,0667608 39,09198587 4,49399806
BC 11,07806026 1 11,07806026 2,290531521 4,49399806
ABC 44,44152542 1 44,44152542 9,188857292 4,49399806
Residuo 77,38333333 16 4,836458333
Tabella 22
Come si vede la somma delle 7 SS degli effetti è minore della SStr:
SS(A)+SS(B)+SS(C)+SS(AB)+SS(AC)+SS(BC)+SS(ABC)=572,1339≠ SStr = 677,1166
Come nel precedente esempio, ciò è dovuto al fatto che gli stimatori dei contrast da cui
sono state ricavate le somme dei quadrati sono correlati.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 104/320
2 - L’Approccio Scientifico alla Qualità
99
5.3 PIANI DI PLACKETT-BURMAN
Finora abbiamo visto la non ortogonalità derivante da diverse numerosità degli
stati; adesso consideriamo l’altro caso ovvero quando mancano degli stati di prova, ovvero
si fraziona il piano ma in modo “irregolare”, rispetto ai piani 2 n-p che abbiamo visto nel
cap.4.
I piani di Plackett e Burman, come già detto, risalgono al 1946 e per brevità di
notazione saranno talvolta chiamati piani PB: nelle intenzioni degli autori tali piani di
dimensione n=4*k (k ∈ N), dovevano servire quando nelle prime fasi di un esperimento
(screning design) si voleva indagare l’effetto di (n-1) fattori trascurando le loro
interazioni61. Tutti piani PB di dimensione (n-1) si costruiscono a partire da un vettore di
dimensione (n-1), ricavato con la teoria dei gruppi. Ad esempio per n=8 il vettore è:
1
1
1
-1
1
-1
-1
la seconda colonna è generata dalla prima spostando gli elementi del vettore verso il basso
e ponendo l’ultimo elemento in testa. La terza colonna è ricavata in modo analogo a partire
dalla seconda e così fino alla settima colonna.
1 -1 -1 1 -1 1 1
1 1 -1 -1 1 -1 1
1 1 1 -1 -1 1 -1
-1 1 1 1 -1 -1 1
1 -1 1 1 1 -1 -1-1 1 -1 1 1 1 -1
-1 -1 1 -1 1 1 1
A questa tabella bisogna poi aggiungere all’inizio una colonna di 1 e alla fine una
riga di -1; in questo modo si ottiene una matrice di Hadamard che assicura l’ortogonalità
algebrica dei contrast e quella statistica se le numerosità degli stati siano costanti.
61 Infatti non è indicata la struttura degli alias.
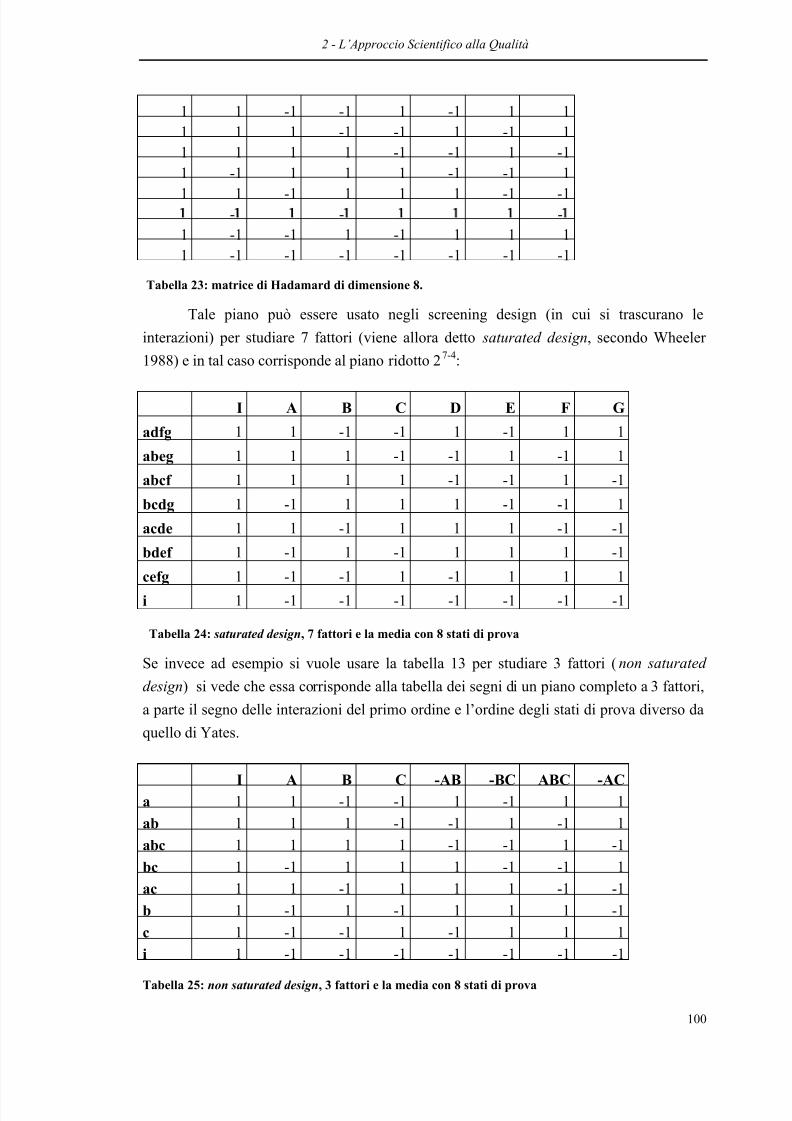
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 105/320
2 - L’Approccio Scientifico alla Qualità
100
1 1 -1 -1 1 -1 1 11 1 1 -1 -1 1 -1 11 1 1 1 -1 -1 1 -11 -1 1 1 1 -1 -1 1
1 1 -1 1 1 1 -1 -1- - -
1 -1 -1 1 -1 1 1 11 -1 -1 -1 -1 -1 -1 -1
Tabella 23: matrice di Hadamard di dimensione 8.
Tale piano può essere usato negli screening design (in cui si trascurano le
interazioni) per studiare 7 fattori (viene allora detto saturated design, secondo Wheeler
1988) e in tal caso corrisponde al piano ridotto 27-4:
I A B C D E F G
adfg 1 1 -1 -1 1 -1 1 1
abeg 1 1 1 -1 -1 1 -1 1
abcf 1 1 1 1 -1 -1 1 -1
bcdg 1 -1 1 1 1 -1 -1 1
acde 1 1 -1 1 1 1 -1 -1
bdef 1 -1 1 -1 1 1 1 -1
cefg 1 -1 -1 1 -1 1 1 1
i 1 -1 -1 -1 -1 -1 -1 -1
Tabella 24: saturated design, 7 fattori e la media con 8 stati di prova
Se invece ad esempio si vuole usare la tabella 13 per studiare 3 fattori (non saturated
design) si vede che essa corrisponde alla tabella dei segni di un piano completo a 3 fattori,
a parte il segno delle interazioni del primo ordine e l’ordine degli stati di prova diverso da
quello di Yates.
I A B C -AB -BC ABC -AC
a 1 1 -1 -1 1 -1 1 1
ab 1 1 1 -1 -1 1 -1 1
abc 1 1 1 1 -1 -1 1 -1
bc 1 -1 1 1 1 -1 -1 1
ac 1 1 -1 1 1 1 -1 -1
b 1 -1 1 -1 1 1 1 -1
c 1 -1 -1 1 -1 1 1 1
i 1 -1 -1 -1 -1 -1 -1 -1
Tabella 25: non saturated design, 3 fattori e la media con 8 stati di prova
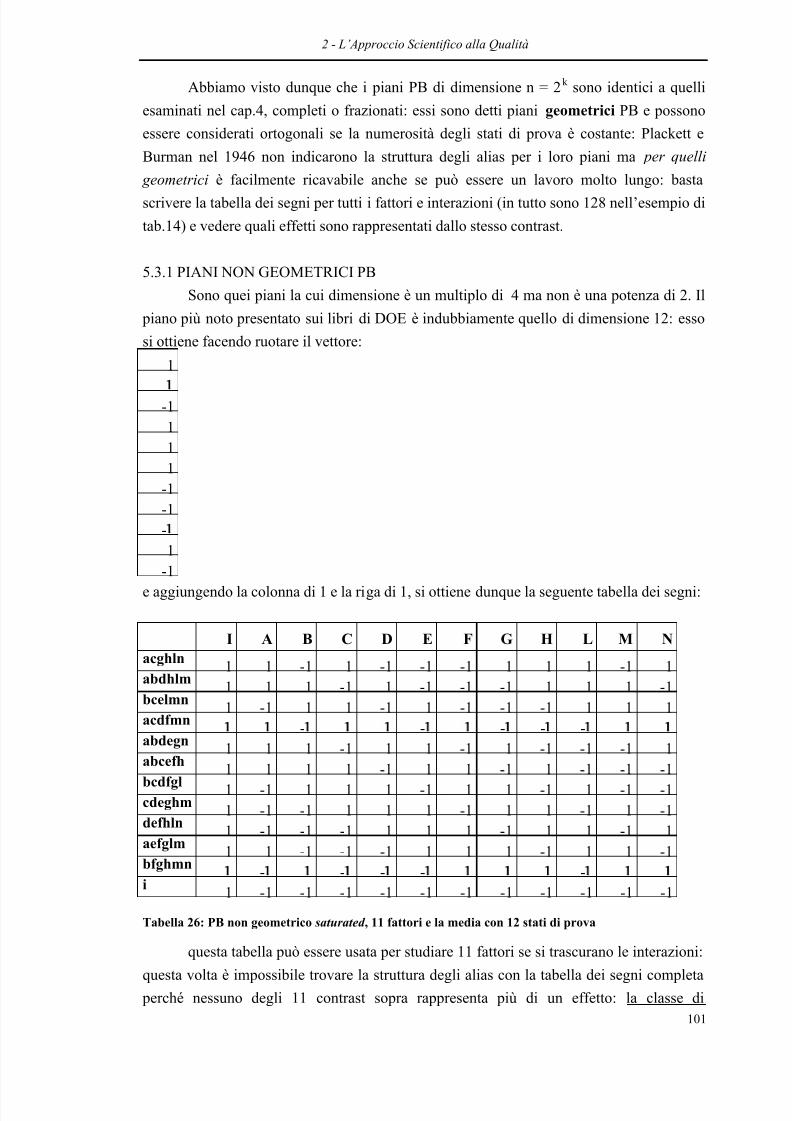
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 106/320
2 - L’Approccio Scientifico alla Qualità
101
Abbiamo visto dunque che i piani PB di dimensione n = 2k sono identici a quelli
esaminati nel cap.4, completi o frazionati: essi sono detti piani geometrici PB e possono
essere considerati ortogonali se la numerosità degli stati di prova è costante: Plackett e
Burman nel 1946 non indicarono la struttura degli alias per i loro piani ma per quelli
geometrici è facilmente ricavabile anche se può essere un lavoro molto lungo: basta
scrivere la tabella dei segni per tutti i fattori e interazioni (in tutto sono 128 nell’esempio di
tab.14) e vedere quali effetti sono rappresentati dallo stesso contrast.
5.3.1 PIANI NON GEOMETRICI PB
Sono quei piani la cui dimensione è un multiplo di 4 ma non è una potenza di 2. Il
piano più noto presentato sui libri di DOE è indubbiamente quello di dimensione 12: esso
si ottiene facendo ruotare il vettore:
1
-1111
-1-1-1
-1e aggiungendo la colonna di 1 e la riga di 1, si ottiene dunque la seguente tabella dei segni:
I A B C D E F G H L M Nacghln 1 1 -1 1 -1 -1 -1 1 1 1 -1 1abdhlm 1 1 1 -1 1 -1 -1 -1 1 1 1 -1bcelmn 1 -1 1 1 -1 1 -1 -1 -1 1 1 1acdfmn - - - - -abdegn 1 1 1 -1 1 1 -1 1 -1 -1 -1 1abcefh 1 1 1 1 -1 1 1 -1 1 -1 -1 -1bcdfgl 1 -1 1 1 1 -1 1 1 -1 1 -1 -1cdeghm 1 -1 -1 1 1 1 -1 1 1 -1 1 -1defhln 1 -1 -1 -1 1 1 1 -1 1 1 -1 1aefglm 1 1 -1 -1 -1 1 1 1 -1 1 1 -1bfghmn - - - - -i 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1
Tabella 26: PB non geometrico saturated , 11 fattori e la media con 12 stati di prova
questa tabella può essere usata per studiare 11 fattori se si trascurano le interazioni:questa volta è impossibile trovare la struttura degli alias con la tabella dei segni completa
perché nessuno degli 11 contrast sopra rappresenta più di un effetto: la classe di
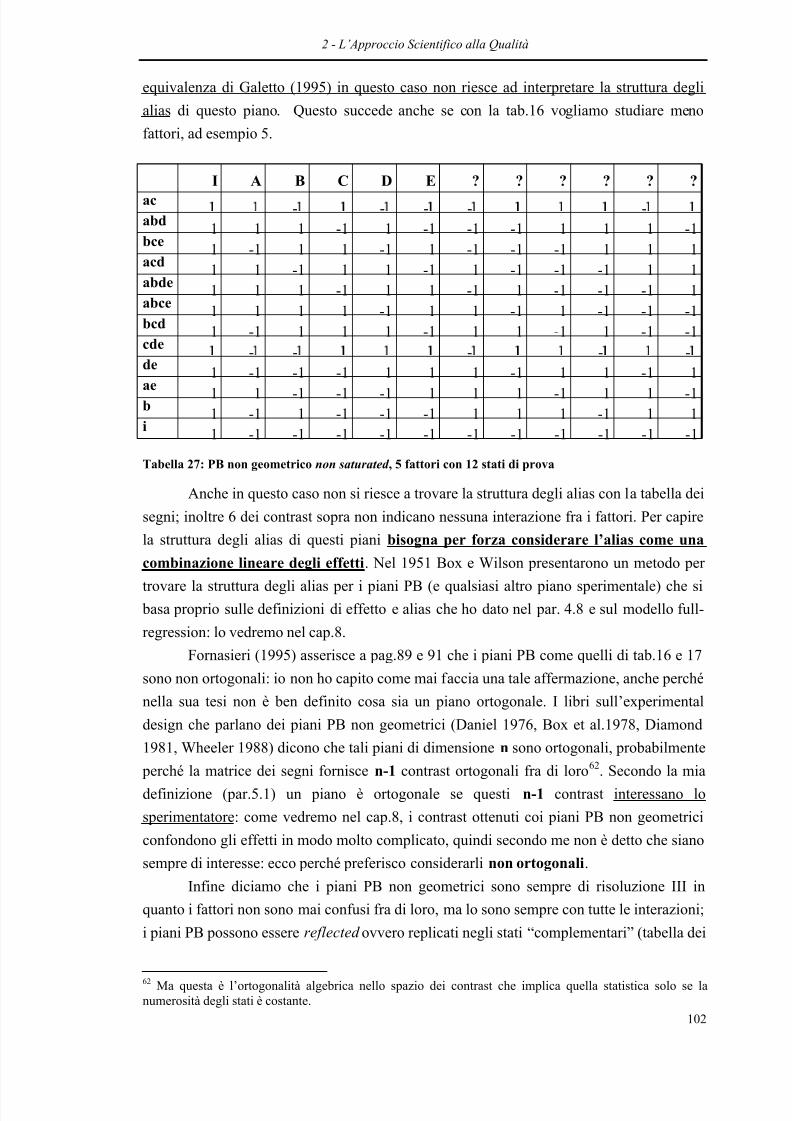
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 107/320
2 - L’Approccio Scientifico alla Qualità
102
equivalenza di Galetto (1995) in questo caso non riesce ad interpretare la struttura degli
alias di questo piano. Questo succede anche se con la tab.16 vogliamo studiare meno
fattori, ad esempio 5.
I A B C D E ? ? ? ? ? ?ac - - - - -abd 1 1 1 -1 1 -1 -1 -1 1 1 1 -1bce 1 -1 1 1 -1 1 -1 -1 -1 1 1 1acd 1 1 -1 1 1 -1 1 -1 -1 -1 1 1abde 1 1 1 -1 1 1 -1 1 -1 -1 -1 1abce 1 1 1 1 -1 1 1 -1 1 -1 -1 -1bcd 1 -1 1 1 1 -1 1 1 -1 1 -1 -1cde - - - - -de
1 -1 -1 -1 1 1 1 -1 1 1 -1 1ae 1 1 -1 -1 -1 1 1 1 -1 1 1 -1b 1 -1 1 -1 -1 -1 1 1 1 -1 1 1i 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1
Tabella 27: PB non geometrico non saturated , 5 fattori con 12 stati di prova
Anche in questo caso non si riesce a trovare la struttura degli alias con la tabella dei
segni; inoltre 6 dei contrast sopra non indicano nessuna interazione fra i fattori. Per capire
la struttura degli alias di questi piani bisogna per forza considerare l’alias come una
combinazione lineare degli effetti. Nel 1951 Box e Wilson presentarono un metodo per trovare la struttura degli alias per i piani PB (e qualsiasi altro piano sperimentale) che si
basa proprio sulle definizioni di effetto e alias che ho dato nel par. 4.8 e sul modello full-
regression: lo vedremo nel cap.8.
Fornasieri (1995) asserisce a pag.89 e 91 che i piani PB come quelli di tab.16 e 17
sono non ortogonali: io non ho capito come mai faccia una tale affermazione, anche perché
nella sua tesi non è ben definito cosa sia un piano ortogonale. I libri sull’experimental
design che parlano dei piani PB non geometrici (Daniel 1976, Box et al.1978, Diamond
1981, Wheeler 1988) dicono che tali piani di dimensione n sono ortogonali, probabilmente
perché la matrice dei segni fornisce n-1 contrast ortogonali fra di loro62. Secondo la mia
definizione (par.5.1) un piano è ortogonale se questi n-1 contrast interessano lo
sperimentatore: come vedremo nel cap.8, i contrast ottenuti coi piani PB non geometrici
confondono gli effetti in modo molto complicato, quindi secondo me non è detto che siano
sempre di interesse: ecco perché preferisco considerarli non ortogonali.
Infine diciamo che i piani PB non geometrici sono sempre di risoluzione III in
quanto i fattori non sono mai confusi fra di loro, ma lo sono sempre con tutte le interazioni;
i piani PB possono essere reflected ovvero replicati negli stati “complementari” (tabella dei
62 Ma questa è l’ortogonalità algebrica nello spazio dei contrast che implica quella statistica solo se lanumerosità degli stati è costante.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 108/320
2 - L’Approccio Scientifico alla Qualità
103
segni con segni opposti): tale tecnica è denominata “fold-over”; con essa i piani PB non
geometrici diventano di risoluzione IV.
5.4 I 3/4 DI JOHN
Questo tipo di piano sperimentale risale al 1962 quando fu introdotto da John; negli
anni ’60 ci fu un’intensa ricerca (Addelman 1972, Margolin 1969 e 1972, John 1966 e
1969, Webb 1971) riguardo piani “irregolari”: nei 6 articoli che ho citato sopra si fa uso di
un’algebra non sempre facilissima per indagare le proprietà di tali piani che spesso
richiedono un numero elevato di stati di prova; inoltre si fa sempre l’ipotesi iniziale che
alcune interazioni siano trascurabili: i 4 studiosi parlano di interazioni “negligible a
priori”; nella tesi io eviterò sempre di dire a priori che un’interazione è nulla: lo studio
della struttura degli alias serve proprio a capire come tutte le interazioni si confondono fra
di loro. In questa sede ci soffermeremo sui piani irregolari più semplici ovvero i 3/4 di
John.
L’idea di John è molto semplice: a partire da un piano completo 2n si eliminano 1/4
degli stati di prova e si sperimentano solamente i restanti 3/4 (di qui il nome); dato un
piano completo 2n, esso è sempre scomponibile in 4 parti, ciascuna corrispondente a una
certa una defining relation: se consideriamo solo 3 di queste 4 parti, unendo a coppie
queste 3 parti, arriviamo a 3 piani definiti da una defining relation contenente solo un
defining contrast. Facciamo un esempio con 3 fattori: il piano completo può essere diviso,ad esempio, in queste 4 parti, ciascuna corrispondente a una certa defining relation:
i, b I - A - C + AC
ac, abc I + A + C + AC
a, ab I + A - C - AC
c, bc I - A + C - AC
Supponiamo di non volere (o potere, vedi il caso Iveco nel cap.10) sperimentare glistati di prova a e ab: otteniamo un 3/4 di John. Usiamo la rappresentazione del cubo per
visualizzare bene l’esperimento con cui abbiamo a che fare.
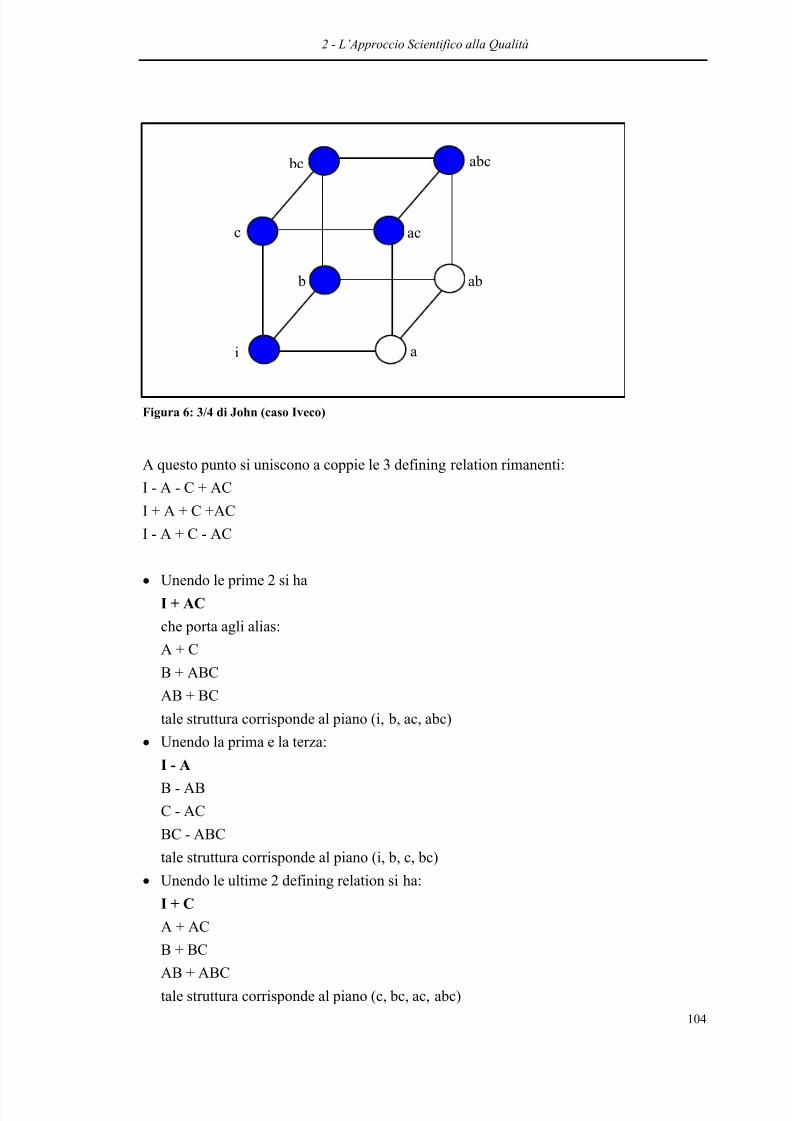
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 109/320
2 - L’Approccio Scientifico alla Qualità
104
Figura 6: 3/4 di John (caso Iveco)
A questo punto si uniscono a coppie le 3 defining relation rimanenti:
I - A - C + AC
I + A + C +AC
I - A + C - AC
• Unendo le prime 2 si ha
I + AC
che porta agli alias:
A + C
B + ABC
AB + BC
tale struttura corrisponde al piano (i, b, ac, abc)
• Unendo la prima e la terza:
I - AB - AB
C - AC
BC - ABC
tale struttura corrisponde al piano (i, b, c, bc)
• Unendo le ultime 2 defining relation si ha:
I + C
A + AC
B + BCAB + ABC
tale struttura corrisponde al piano (c, bc, ac, abc)
i a
ab b
c
bc abc
ac
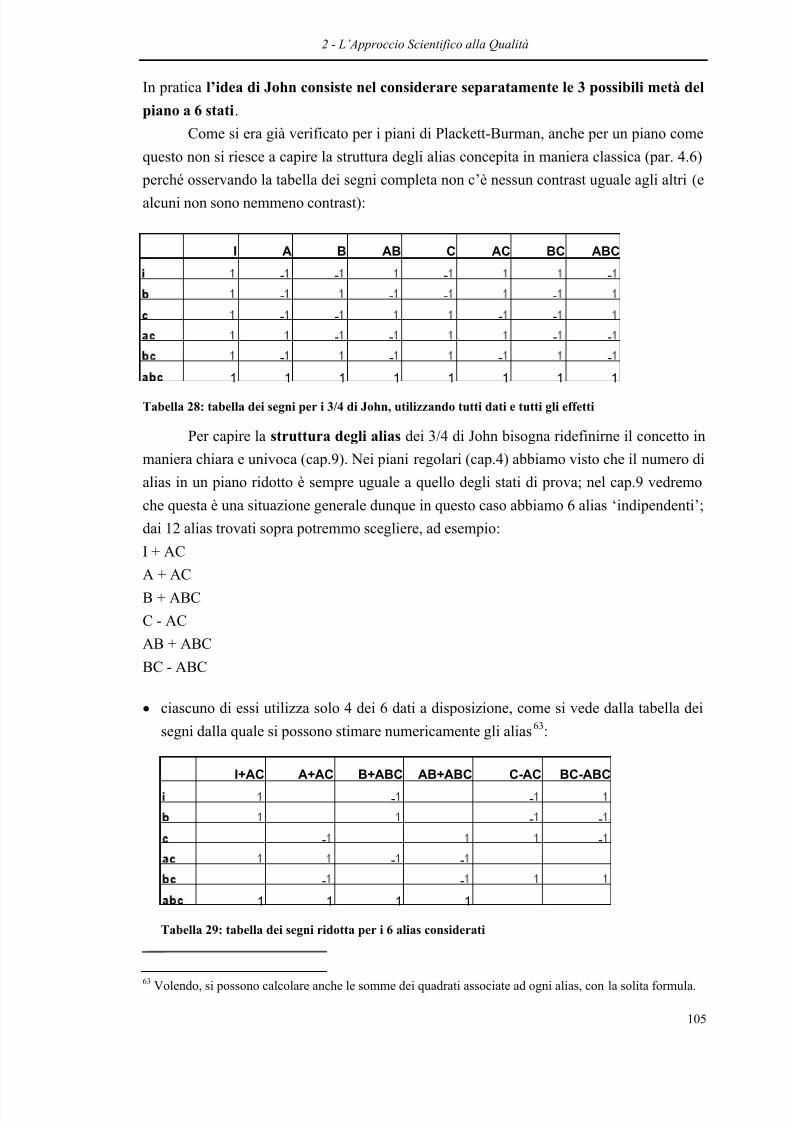
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 110/320
2 - L’Approccio Scientifico alla Qualità
105
In pratica l’idea di John consiste nel considerare separatamente le 3 possibili metà del
piano a 6 stati.
Come si era già verificato per i piani di Plackett-Burman, anche per un piano come
questo non si riesce a capire la struttura degli alias concepita in maniera classica (par. 4.6)
perché osservando la tabella dei segni completa non c’è nessun contrast uguale agli altri (e
alcuni non sono nemmeno contrast):
I A B AB C AC BC ABC
- - - -
- - - -
- - - -
- - - -
- - - -
1 1 1 1 1 1 1 1
Tabella 28: tabella dei segni per i 3/4 di John, utilizzando tutti dati e tutti gli effetti
Per capire la struttura degli alias dei 3/4 di John bisogna ridefinirne il concetto in
maniera chiara e univoca (cap.9). Nei piani regolari (cap.4) abbiamo visto che il numero di
alias in un piano ridotto è sempre uguale a quello degli stati di prova; nel cap.9 vedremo
che questa è una situazione generale dunque in questo caso abbiamo 6 alias ‘indipendenti’;
dai 12 alias trovati sopra potremmo scegliere, ad esempio:
I + AC
A + ACB + ABC
C - AC
AB + ABC
BC - ABC
• ciascuno di essi utilizza solo 4 dei 6 dati a disposizione, come si vede dalla tabella dei
segni dalla quale si possono stimare numericamente gli alias63:
I+AC A+AC B+ABC AB+ABC C-AC BC-ABC
- -
- -
- -
- -
- -
1 1 1 1
Tabella 29: tabella dei segni ridotta per i 6 alias considerati
63 Volendo, si possono calcolare anche le somme dei quadrati associate ad ogni alias, con la solita formula.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 111/320
2 - L’Approccio Scientifico alla Qualità
106
• alcuni alias hanno forzatamente degli stimatori correlati (ad esempio A+AC e C-AC),
• se si fa l’ipotesi che BC e ABC sono trascurabili, si conoscono tutti gli altri 6 effetti,
• nel cap.9 vedremo che quella sopra è solo una delle tante strutture degli alias,
• anticipo che il caso Iveco (cap.10), già trattato in Fornasieri (1995) e Actis (1995),
rientra fra i 3/4 di John e, in particolare, ha la stessa struttura di questo esempio; esso si
può dunque risolvere adeguatamente senza ricorrere alle equazioni normali,
semplicemente usando l’analisi dei contrast e i 3/4 di John,
• il piano ha risoluzione III perché gli effetti principali non sono confusi fra di loro.
John (1969) ha dimostrato che, se un alias P±Q contiene un effetto P non
trascurabile e Q trascurabile, e un altro alias P±S contiene l’effetto di prima P non
trascurabile e un effetto S trascurabile, la media algebrica dei 2 alias dà la stima di P
uguale a quella proveniente dal metodo dei minimi quadrati; ciò si estende a n alias che
contengano l’effetto P e altri effetti trascurabili.
Nel nostro esempio, se ABC e BC sono trascurabili, la media aritmetica dei 2 alias:
B+ABC
B+BC
dà la stessa stima di B che sarebbe fornita dalle equazioni normali.
Io ho verificato (non dimostrato) che, anche senza fare l’ipotesi delle interazioni
trascurabili, gli alias provenienti dai 3/4 di John derivano dalle equazioni normali: lo
vedremo nel cap.8.
I 3/4 di John sono ignorati da tutti libri di DOE a parte quello di Diamond (1981), probabilmente perché sono piani non ortogonali ovvero danno luogo a degli stimatori
parzialmente correlati fra di loro: quando non si sa come affrontare un problema (la non
ortogonalità), è molto facile dimenticarsi del problema e abbandonarlo......
5.4.1 PIANO A 6 STATI DI WEBB
Tale piano sperimentale fu introdotto insieme ad altri, da Webb nel 1968 in un
famoso articolo, “Non orthogonal designs of even resolution”, che purtroppo non sono
riuscito a trovare. Da ciò che ho capito, tale piano è essenzialmente un 3/4 di John che, partendo dal piano completo 23, elimina 2 stati di prova opposti sul cubo, ovvero una delle
4 coppie:
(i, abc) (a,bc) (b,ac) (c,ab)
tale piano è il più efficiente (nel senso di maggior risoluzione) dei 3/4 di John con 3 fattori
perché è l’unico che confonde tutti i fattori con l’interazione di secondo ordine ABC,
ovvero è l’unico 3/4 che abbia risoluzione IV.
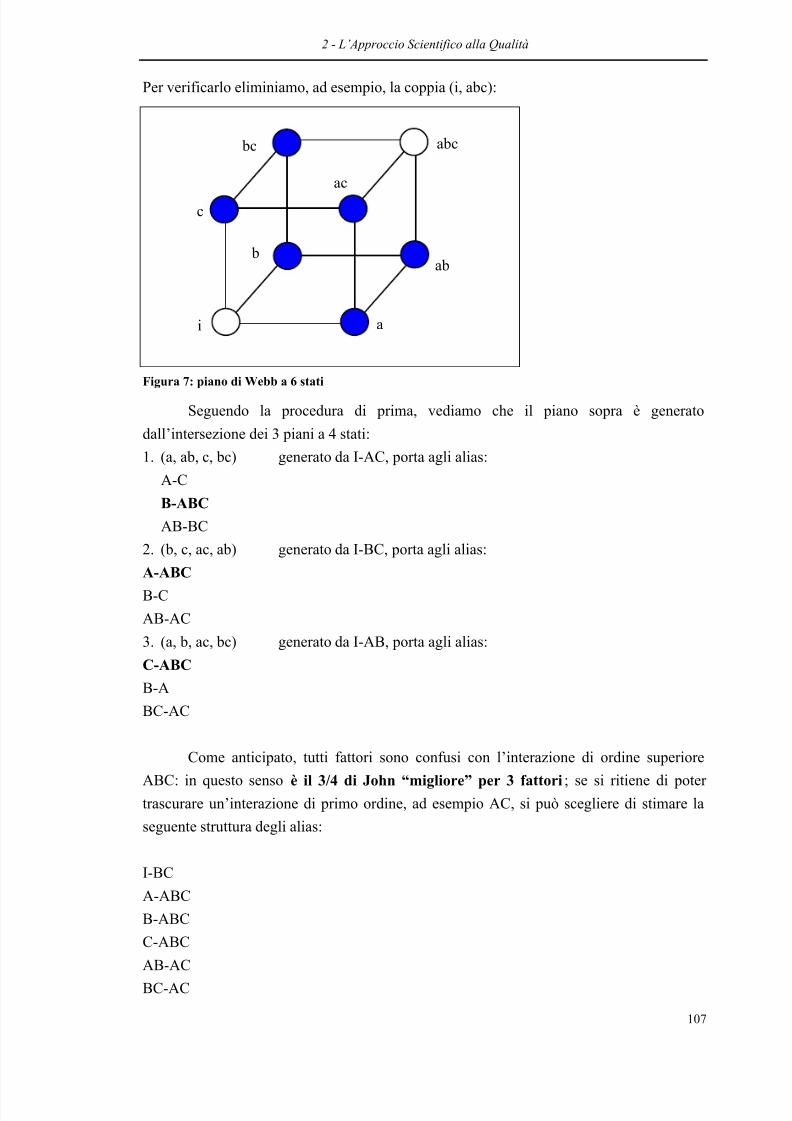
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 112/320
2 - L’Approccio Scientifico alla Qualità
107
Per verificarlo eliminiamo, ad esempio, la coppia (i, abc):
Figura 7: piano di Webb a 6 stati
Seguendo la procedura di prima, vediamo che il piano sopra è generato
dall’intersezione dei 3 piani a 4 stati:
1. (a, ab, c, bc) generato da I-AC, porta agli alias:
A-C
B-ABC
AB-BC
2. (b, c, ac, ab) generato da I-BC, porta agli alias:
A-ABCB-C
AB-AC
3. (a, b, ac, bc) generato da I-AB, porta agli alias:
C-ABC
B-A
BC-AC
Come anticipato, tutti fattori sono confusi con l’interazione di ordine superioreABC: in questo senso è il 3/4 di John “migliore” per 3 fattori; se si ritiene di poter
trascurare un’interazione di primo ordine, ad esempio AC, si può scegliere di stimare la
seguente struttura degli alias:
I-BC
A-ABC
B-ABC
C-ABCAB-AC
BC-AC
i a
ab b
c
bc abc
ac
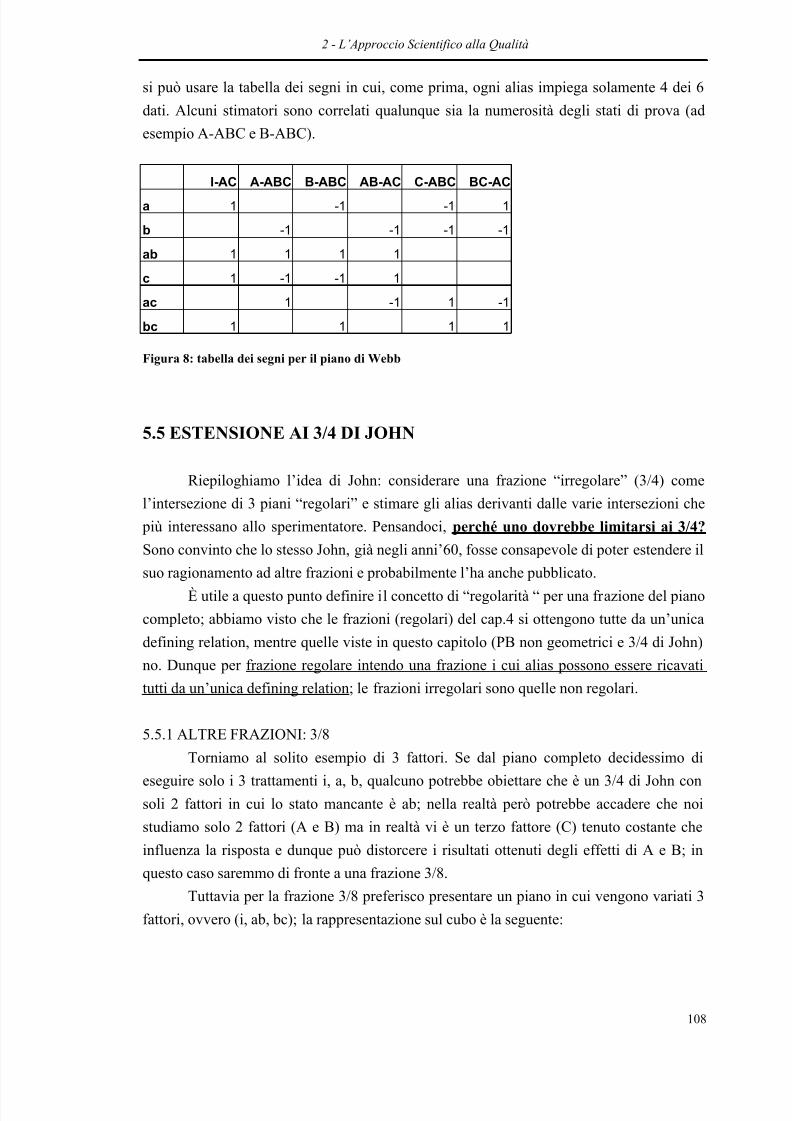
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 113/320
2 - L’Approccio Scientifico alla Qualità
108
si può usare la tabella dei segni in cui, come prima, ogni alias impiega solamente 4 dei 6
dati. Alcuni stimatori sono correlati qualunque sia la numerosità degli stati di prova (ad
esempio A-ABC e B-ABC).
I-AC A-ABC B-ABC AB-AC C-ABC BC-AC
a 1 -1 -1 1
b -1 -1 -1 -1
ab 1 1 1 1
c 1 -1 -1 1
ac 1 -1 1 -1
bc 1 1 1 1
Figura 8: tabella dei segni per il piano di Webb
5.5 ESTENSIONE AI 3/4 DI JOHN
Riepiloghiamo l’idea di John: considerare una frazione “irregolare” (3/4) come
l’intersezione di 3 piani “regolari” e stimare gli alias derivanti dalle varie intersezioni che
più interessano allo sperimentatore. Pensandoci, perché uno dovrebbe limitarsi ai 3/4?
Sono convinto che lo stesso John, già negli anni’60, fosse consapevole di poter estendere il
suo ragionamento ad altre frazioni e probabilmente l’ha anche pubblicato.È utile a questo punto definire il concetto di “regolarità “ per una frazione del piano
completo; abbiamo visto che le frazioni (regolari) del cap.4 si ottengono tutte da un’unica
defining relation, mentre quelle viste in questo capitolo (PB non geometrici e 3/4 di John)
no. Dunque per frazione regolare intendo una frazione i cui alias possono essere ricavati
tutti da un’unica defining relation; le frazioni irregolari sono quelle non regolari.
5.5.1 ALTRE FRAZIONI: 3/8
Torniamo al solito esempio di 3 fattori. Se dal piano completo decidessimo dieseguire solo i 3 trattamenti i, a, b, qualcuno potrebbe obiettare che è un 3/4 di John con
soli 2 fattori in cui lo stato mancante è ab; nella realtà però potrebbe accadere che noi
studiamo solo 2 fattori (A e B) ma in realtà vi è un terzo fattore (C) tenuto costante che
influenza la risposta e dunque può distorcere i risultati ottenuti degli effetti di A e B; in
questo caso saremmo di fronte a una frazione 3/8.
Tuttavia per la frazione 3/8 preferisco presentare un piano in cui vengono variati 3
fattori, ovvero (i, ab, bc); la rappresentazione sul cubo è la seguente:
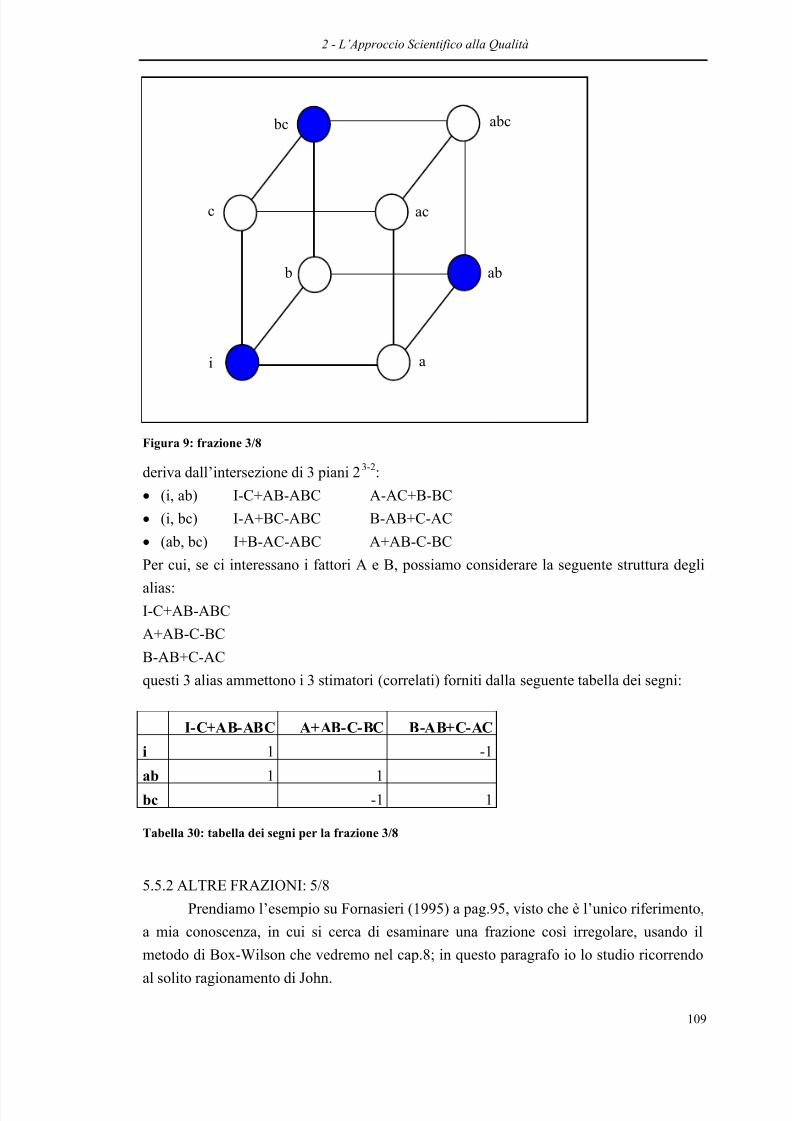
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 114/320
2 - L’Approccio Scientifico alla Qualità
109
Figura 9: frazione 3/8
deriva dall’intersezione di 3 piani 23-2:
• (i, ab) I-C+AB-ABC A-AC+B-BC
• (i, bc) I-A+BC-ABC B-AB+C-AC
• (ab, bc) I+B-AC-ABC A+AB-C-BC
Per cui, se ci interessano i fattori A e B, possiamo considerare la seguente struttura deglialias:
I-C+AB-ABC
A+AB-C-BC
B-AB+C-AC
questi 3 alias ammettono i 3 stimatori (correlati) forniti dalla seguente tabella dei segni:
I-C+AB-ABC A+AB-C-BC B-AB+C-AC
i 1 -1
ab 1 1
bc -1 1
Tabella 30: tabella dei segni per la frazione 3/8
5.5.2 ALTRE FRAZIONI: 5/8
Prendiamo l’esempio su Fornasieri (1995) a pag.95, visto che è l’unico riferimento,
a mia conoscenza, in cui si cerca di esaminare una frazione così irregolare, usando il
metodo di Box-Wilson che vedremo nel cap.8; in questo paragrafo io lo studio ricorrendoal solito ragionamento di John.
i a
ab b
c
bc abc
ac
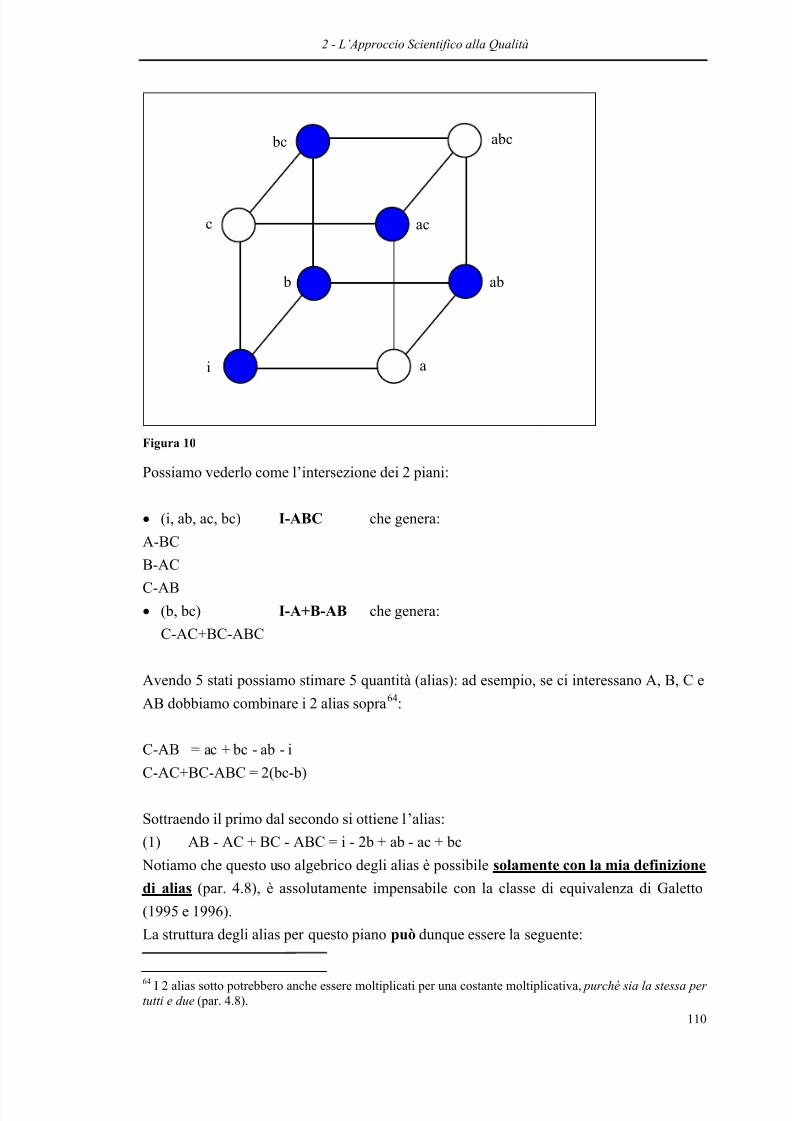
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 115/320
2 - L’Approccio Scientifico alla Qualità
110
Figura 10
Possiamo vederlo come l’intersezione dei 2 piani:
• (i, ab, ac, bc) I-ABC che genera:
A-BC
B-ACC-AB
• (b, bc) I-A+B-AB che genera:
C-AC+BC-ABC
Avendo 5 stati possiamo stimare 5 quantità (alias): ad esempio, se ci interessano A, B, C e
AB dobbiamo combinare i 2 alias sopra64:
C-AB = ac + bc - ab - i
C-AC+BC-ABC = 2(bc-b)
Sottraendo il primo dal secondo si ottiene l’alias:
(1) AB - AC + BC - ABC = i - 2b + ab - ac + bc
Notiamo che questo uso algebrico degli alias è possibile solamente con la mia definizione
di alias (par. 4.8), è assolutamente impensabile con la classe di equivalenza di Galetto
(1995 e 1996).
La struttura degli alias per questo piano può dunque essere la seguente:
64 I 2 alias sotto potrebbero anche essere moltiplicati per una costante moltiplicativa, purchè sia la stessa per
tutti e due (par. 4.8).
i a
ab b
c
bc abc
ac
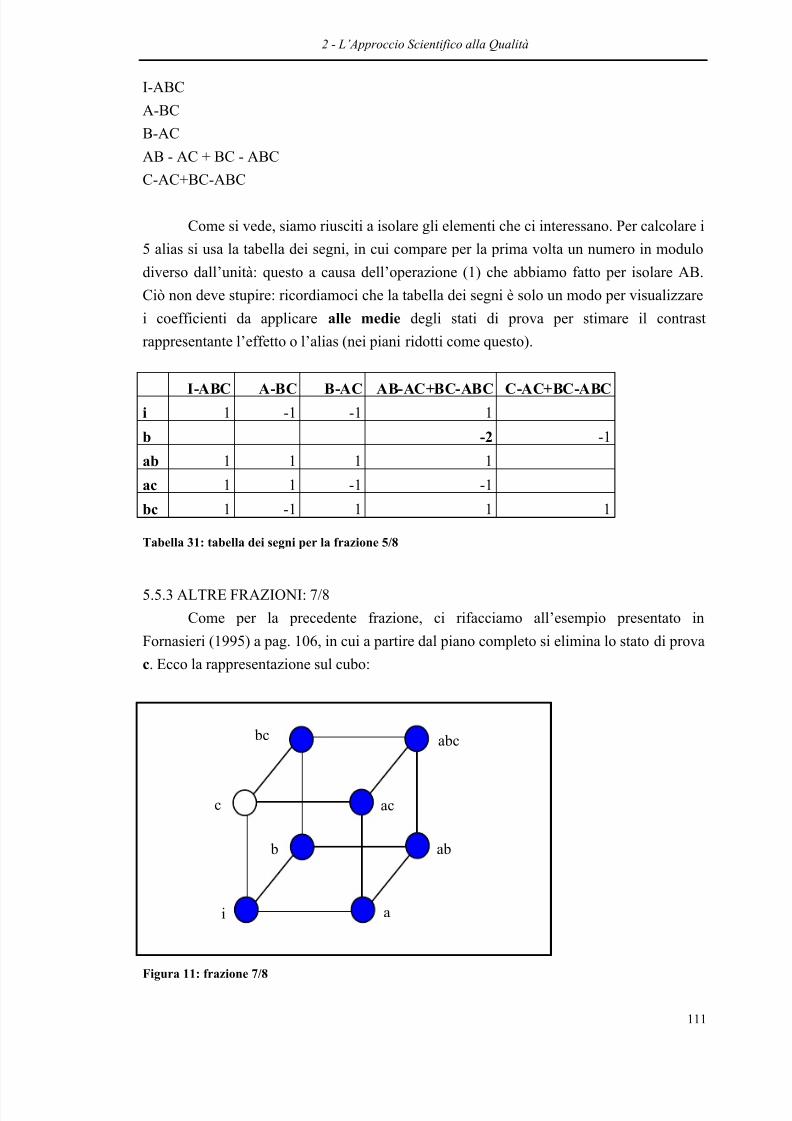
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 116/320
2 - L’Approccio Scientifico alla Qualità
111
I-ABC
A-BC
B-AC
AB - AC + BC - ABC
C-AC+BC-ABC
Come si vede, siamo riusciti a isolare gli elementi che ci interessano. Per calcolare i
5 alias si usa la tabella dei segni, in cui compare per la prima volta un numero in modulo
diverso dall’unità: questo a causa dell’operazione (1) che abbiamo fatto per isolare AB.
Ciò non deve stupire: ricordiamoci che la tabella dei segni è solo un modo per visualizzare
i coefficienti da applicare alle medie degli stati di prova per stimare il contrast
rappresentante l’effetto o l’alias (nei piani ridotti come questo).
I-ABC A-BC B-AC AB-AC+BC-ABC C-AC+BC-ABC
i 1 -1 -1 1
b -2 -1
ab 1 1 1 1
ac 1 1 -1 -1
bc 1 -1 1 1 1
Tabella 31: tabella dei segni per la frazione 5/8
5.5.3 ALTRE FRAZIONI: 7/8
Come per la precedente frazione, ci rifacciamo all’esempio presentato in
Fornasieri (1995) a pag. 106, in cui a partire dal piano completo si elimina lo stato di prova
c. Ecco la rappresentazione sul cubo:
Figura 11: frazione 7/8
i a
ab b
c
bc abc
ac
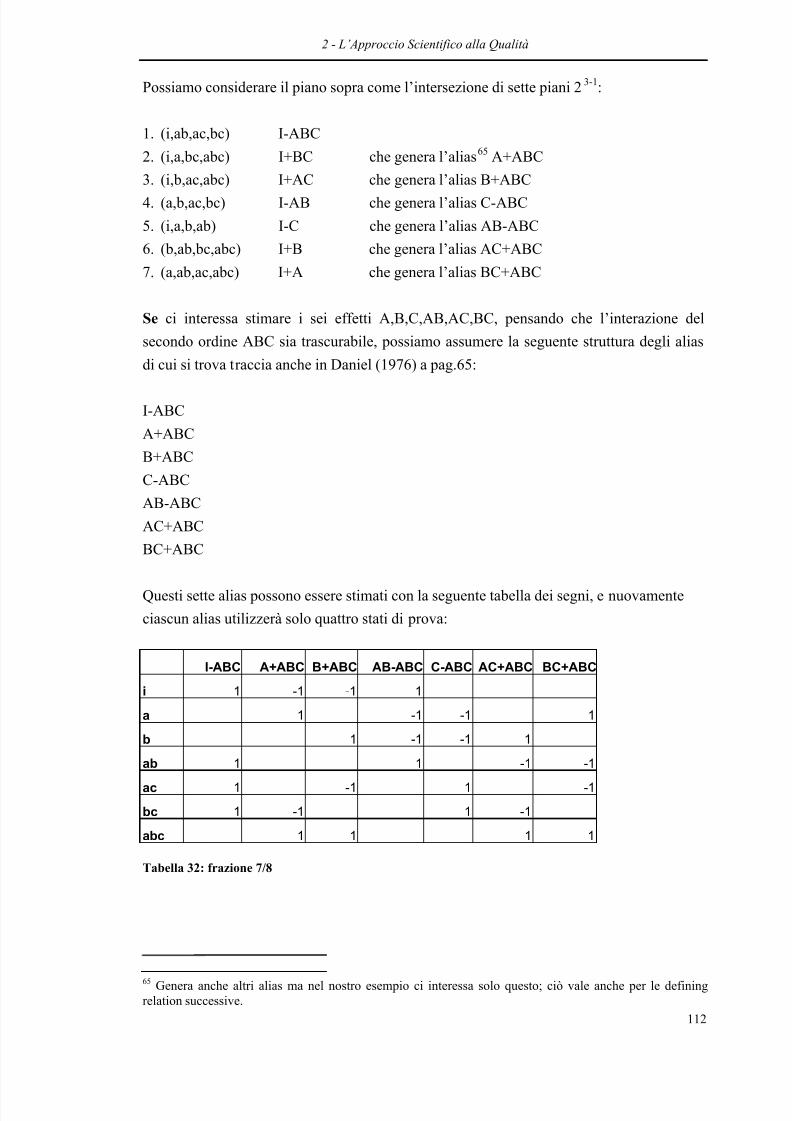
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 117/320
2 - L’Approccio Scientifico alla Qualità
112
Possiamo considerare il piano sopra come l’intersezione di sette piani 23-1:
1. (i,ab,ac,bc) I-ABC
2. (i,a,bc,abc) I+BC che genera l’alias65 A+ABC
3. (i,b,ac,abc) I+AC che genera l’alias B+ABC
4. (a,b,ac,bc) I-AB che genera l’alias C-ABC
5. (i,a,b,ab) I-C che genera l’alias AB-ABC
6. (b,ab,bc,abc) I+B che genera l’alias AC+ABC
7. (a,ab,ac,abc) I+A che genera l’alias BC+ABC
Se ci interessa stimare i sei effetti A,B,C,AB,AC,BC, pensando che l’interazione del
secondo ordine ABC sia trascurabile, possiamo assumere la seguente struttura degli alias
di cui si trova traccia anche in Daniel (1976) a pag.65:
I-ABC
A+ABC
B+ABC
C-ABC
AB-ABC
AC+ABC
BC+ABC
Questi sette alias possono essere stimati con la seguente tabella dei segni, e nuovamente
ciascun alias utilizzerà solo quattro stati di prova:
I-ABC A+ABC B+ABC AB-ABC C-ABC AC+ABC BC+ABC
i 1 -1 -1 1
a 1 -1 -1 1
b 1 -1 -1 1
ab 1 1 -1 -1
ac 1 -1 1 -1
bc 1 -1 1 -1
abc 1 1 1 1
Tabella 32: frazione 7/8
65 Genera anche altri alias ma nel nostro esempio ci interessa solo questo; ciò vale anche per le definingrelation successive.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 118/320
2 - L’Approccio Scientifico alla Qualità
113
5.5.4 CONCLUSIONI
In questo paragrafo abbiamo studiato alcune frazioni “irregolari” in maniera molto
intuitiva, considerandoli come intersezioni di piani “regolari”: da quel che ho capito è
questa l’essenza del ragionamento di John per la costruzione dei suoi 3/4.
Tuttavia non abbiamo dato alcuna giustificazione statistica per l’uso degli alias e
delle tabelle dei segni proposti; inoltre gli esempi fatti sono stati molto semplici nel senso
che la struttura degli alias si adattava sempre a ciò che volevamo conoscere; infine ci
siamo limitati a frazioni semplici con 3 fattori: immaginiamo invece di avere 25 stati di
prova sperimentabili e di poter fare solo 13 prove: avremmo la frazione 13/32, molto
irregolare, che necessita di metodi appositi (metodo di Box-Wilson) per essere studiata.
Nel cap.8 supereremo questi due problemi introducendo il metodo di Box-Wilson
che ci consentirà di:
• verificare che gli alias trovati e i contrast proposti derivano dalle equazioni normali,
• di verificare se, per un dato piano, è possibile trovare una struttura degli alias che
soddisfa le esigenze dello sperimentatore,
• operare con un numero qualsiasi di fattori e con qualunque frazione.
Tutto ciò è possibile usando il modello full-regression (cap.8).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 119/320
2 - L’Approccio Scientifico alla Qualità
114
CAPITOLO 6
ANALISI DELLA COVARIANZA EINTERPRETAZIONE GRAFICA DEI PIANI
FATTORIALI
6.1 ANCOV: A COSA SERVE?
In Mason et al. (1989) e Miller et al. (1990) l’analisi della covarianza è descritta
come un metodo per eliminare dal residuo l’effetto delle covariates o covariables, ovvero
di quelle variabili che influenzano la risposta Y ma non possono essere controllate pur
essendo misurate durante l’esperimento. In Sheffè (1959) è descritta come un metodo per
eliminare l’effetto delle variabili qualitative quando si costruisce un modello con variabili
quantitative. L’ANCOV integra dunque la regressione e l’analisi della varianza. Noi la
applicheremo come una procedura generale, per variabili qualitative e quantitative,
attraverso opportune codifiche.
Io userò questo approccio soprattutto perché si presta molto bene a
un’interpretazione grafica, dunque piuttosto intuitiva; l’essenza dell’ANCOV consiste nel
fittare i dati che si hanno con dei modelli diversi:
Y = X * β
sui quali si esegue la regressione trovando la soluzione alle equazioni normali:
β = (XT*X)-1 * XT *Y
visto che i modelli usati sono tutti full-rank 66 (del tipo allocated codes, secondo Searle
1971).
66 E quindi la matrice (XT*X) è invertibile; lo vedremo nei cap.7 e 8.
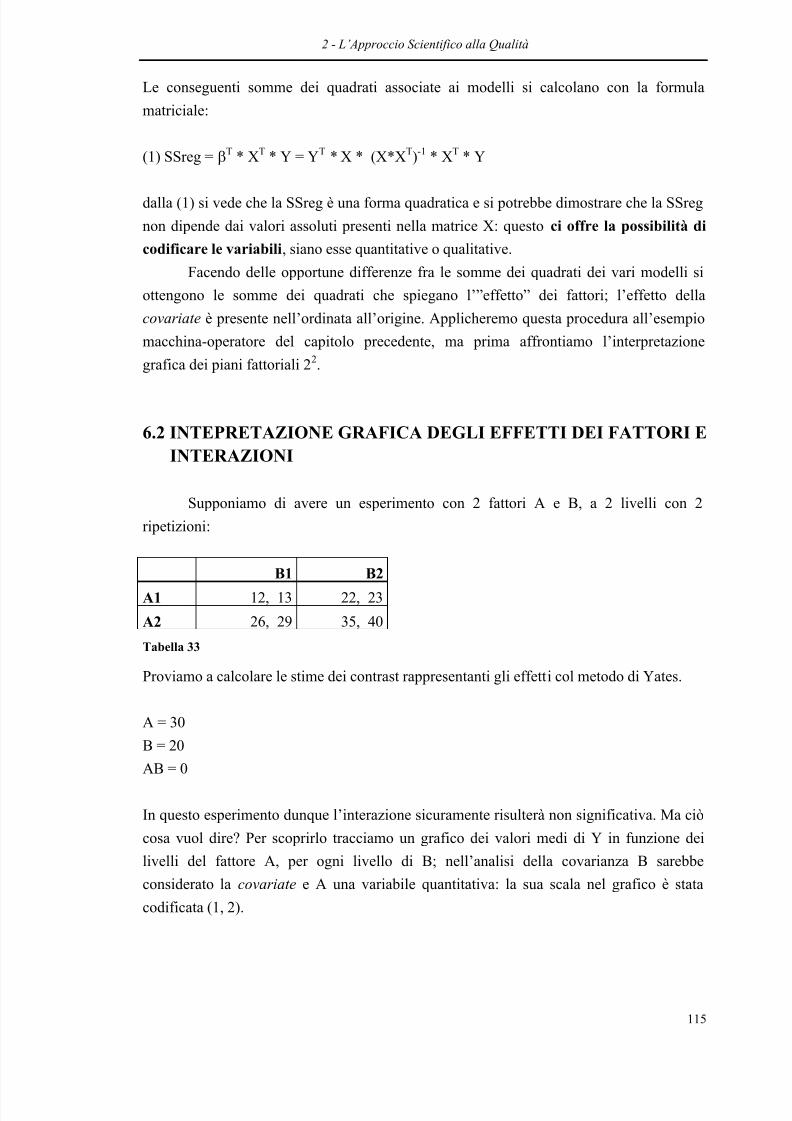
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 120/320
2 - L’Approccio Scientifico alla Qualità
115
Le conseguenti somme dei quadrati associate ai modelli si calcolano con la formula
matriciale:
(1) SSreg = βT * XT * Y = YT * X * (X*XT)-1 * XT * Y
dalla (1) si vede che la SSreg è una forma quadratica e si potrebbe dimostrare che la SSreg
non dipende dai valori assoluti presenti nella matrice X: questo ci offre la possibilità di
codificare le variabili, siano esse quantitative o qualitative.
Facendo delle opportune differenze fra le somme dei quadrati dei vari modelli si
ottengono le somme dei quadrati che spiegano l’”effetto” dei fattori; l’effetto della
covariate è presente nell’ordinata all’origine. Applicheremo questa procedura all’esempio
macchina-operatore del capitolo precedente, ma prima affrontiamo l’interpretazione
grafica dei piani fattoriali 22.
6.2 INTEPRETAZIONE GRAFICA DEGLI EFFETTI DEI FATTORI EINTERAZIONI
Supponiamo di avere un esperimento con 2 fattori A e B, a 2 livelli con 2
ripetizioni:
B1 B2A1 12, 13 22, 23
A2 26, 29 35, 40
Tabella 33
Proviamo a calcolare le stime dei contrast rappresentanti gli effetti col metodo di Yates.
A = 30
B = 20
AB = 0
In questo esperimento dunque l’interazione sicuramente risulterà non significativa. Ma ciò
cosa vuol dire? Per scoprirlo tracciamo un grafico dei valori medi di Y in funzione dei
livelli del fattore A, per ogni livello di B; nell’analisi della covarianza B sarebbe
considerato la covariate e A una variabile quantitativa: la sua scala nel grafico è stata
codificata (1, 2).
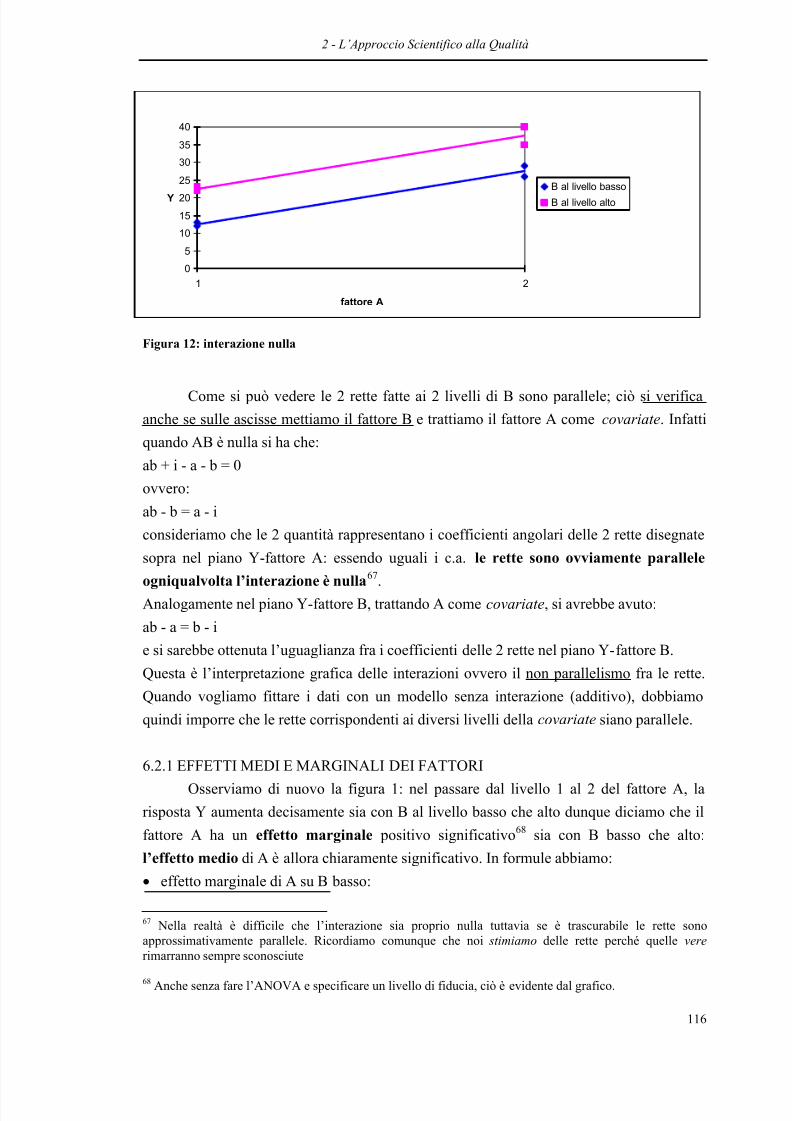
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 121/320
2 - L’Approccio Scientifico alla Qualità
116
0
5
10
15
20
25
30
35
40
1 2
fattore A
Y B al livello bassoB al livello alto
Figura 12: interazione nulla
Come si può vedere le 2 rette fatte ai 2 livelli di B sono parallele; ciò si verifica
anche se sulle ascisse mettiamo il fattore B e trattiamo il fattore A come covariate. Infatti
quando AB è nulla si ha che:
ab + i - a - b = 0
ovvero:
ab - b = a - i
consideriamo che le 2 quantità rappresentano i coefficienti angolari delle 2 rette disegnate
sopra nel piano Y-fattore A: essendo uguali i c.a. le rette sono ovviamente parallele
ogniqualvolta l’interazione è nulla67.
Analogamente nel piano Y-fattore B, trattando A come covariate, si avrebbe avuto:
ab - a = b - i
e si sarebbe ottenuta l’uguaglianza fra i coefficienti delle 2 rette nel piano Y-fattore B.
Questa è l’interpretazione grafica delle interazioni ovvero il non parallelismo fra le rette.
Quando vogliamo fittare i dati con un modello senza interazione (additivo), dobbiamo
quindi imporre che le rette corrispondenti ai diversi livelli della covariate siano parallele.
6.2.1 EFFETTI MEDI E MARGINALI DEI FATTORIOsserviamo di nuovo la figura 1: nel passare dal livello 1 al 2 del fattore A, la
risposta Y aumenta decisamente sia con B al livello basso che alto dunque diciamo che il
fattore A ha un effetto marginale positivo significativo68 sia con B basso che alto:
l’effetto medio di A è allora chiaramente significativo. In formule abbiamo:
• effetto marginale di A su B basso:
67 Nella realtà è difficile che l’interazione sia proprio nulla tuttavia se è trascurabile le rette sonoapprossimativamente parallele. Ricordiamo comunque che noi stimiamo delle rette perché quelle vere rimarranno sempre sconosciute
68 Anche senza fare l’ANOVA e specificare un livello di fiducia, ciò è evidente dal grafico.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 122/320
2 - L’Approccio Scientifico alla Qualità
117
a-i = 15
• effetto marginale di A su B alto:
ab-b = 15
• effetto medio di A:
a+ab-i-b69 = 30
Nell’analisi della varianza e dei contrast vengono sempre considerati solo gli effetti
medi, e ciò va benissimo; vorrei però che si fosse consapevoli che quando si afferma:
“il fattore A non ha effetto”
si sta parlando dell’effetto medio e anche se esso è nullo ciò non toglie che può avere
effetti marginali molto significativi; anche io nella tesi quando dico “effetto” senza
specificare se marginale o medio, intendo l’effetto medio.
Prendiamo i seguenti dati:
B1 B2
A1 27, 30,5 20, 22,5
A2 13,5, 14 36, 36,5
Tabella 34
Calcoliamo gli effetti medi:
A = 0
B = 15
AB = 30
Anche se l’effetto medio di A è nullo, sarebbe un grave errore pensare che il fattore A
non influenzi la risposta dell’esperimento. Infatti se vediamo agli effetti marginali:
• effetto marginale di A al livello basso di B:
a-i = -15
• effetto marginale di A al livello alto di B:
ab-b = 15
È evidente che gli effetti marginali di A sono significativi ma, essendo di segno opposto,
danno luogo a un effetto medio nullo. Vediamo il grafico di questo esperimento:
69 Sarebbe opportuno dividere per 2 ma, come sappiamo, per l’analisi dei contrast è ininfluente.
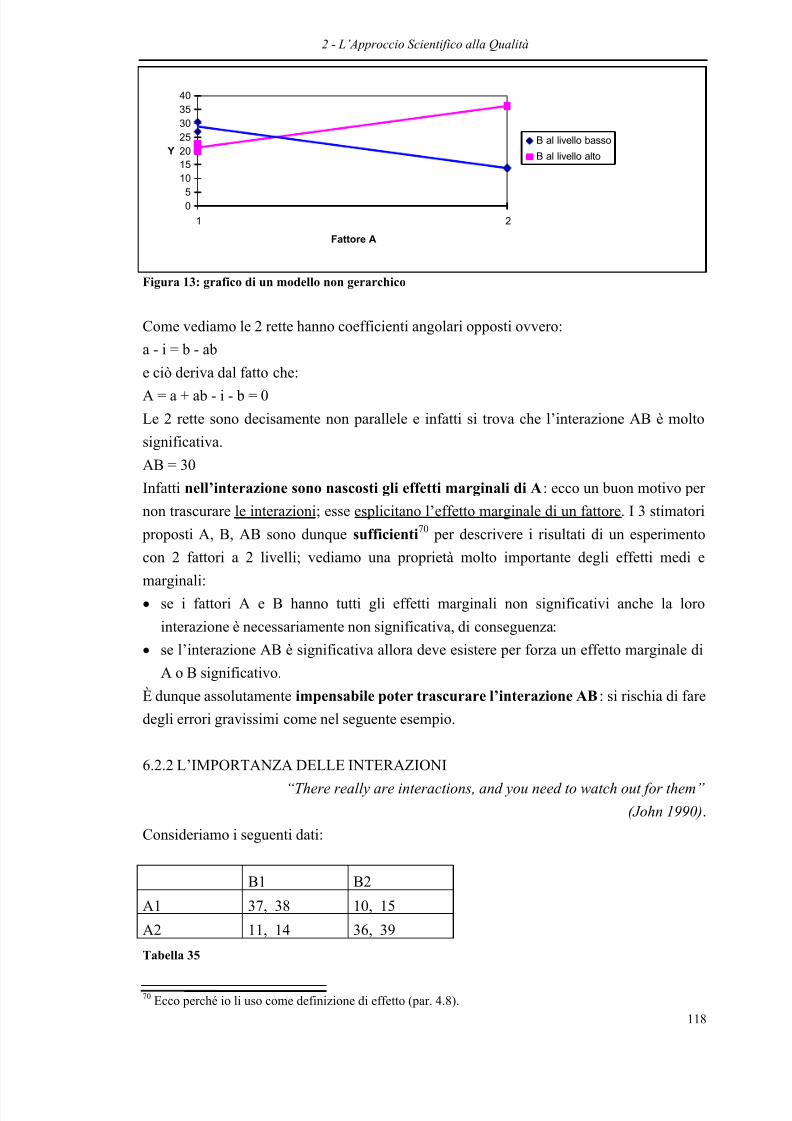
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 123/320
2 - L’Approccio Scientifico alla Qualità
118
0
5
10
15
20
25
30
35
40
1 2
Fattore A
YB al livello basso
B al livello alto
Figura 13: grafico di un modello non gerarchico
Come vediamo le 2 rette hanno coefficienti angolari opposti ovvero:
a - i = b - ab
e ciò deriva dal fatto che:A = a + ab - i - b = 0
Le 2 rette sono decisamente non parallele e infatti si trova che l’interazione AB è molto
significativa.
AB = 30
Infatti nell’interazione sono nascosti gli effetti marginali di A: ecco un buon motivo per
non trascurare le interazioni; esse esplicitano l’effetto marginale di un fattore. I 3 stimatori
proposti A, B, AB sono dunque sufficienti70 per descrivere i risultati di un esperimento
con 2 fattori a 2 livelli; vediamo una proprietà molto importante degli effetti medi e
marginali:
• se i fattori A e B hanno tutti gli effetti marginali non significativi anche la loro
interazione è necessariamente non significativa, di conseguenza:
• se l’interazione AB è significativa allora deve esistere per forza un effetto marginale di
A o B significativo.
È dunque assolutamente impensabile poter trascurare l’interazione AB: si rischia di fare
degli errori gravissimi come nel seguente esempio.
6.2.2 L’IMPORTANZA DELLE INTERAZIONI“There really are interactions, and you need to watch out for them”
(John 1990).
Consideriamo i seguenti dati:
B1 B2
A1 37, 38 10, 15
A2 11, 14 36, 39
Tabella 35
70 Ecco perché io li uso come definizione di effetto (par. 4.8).
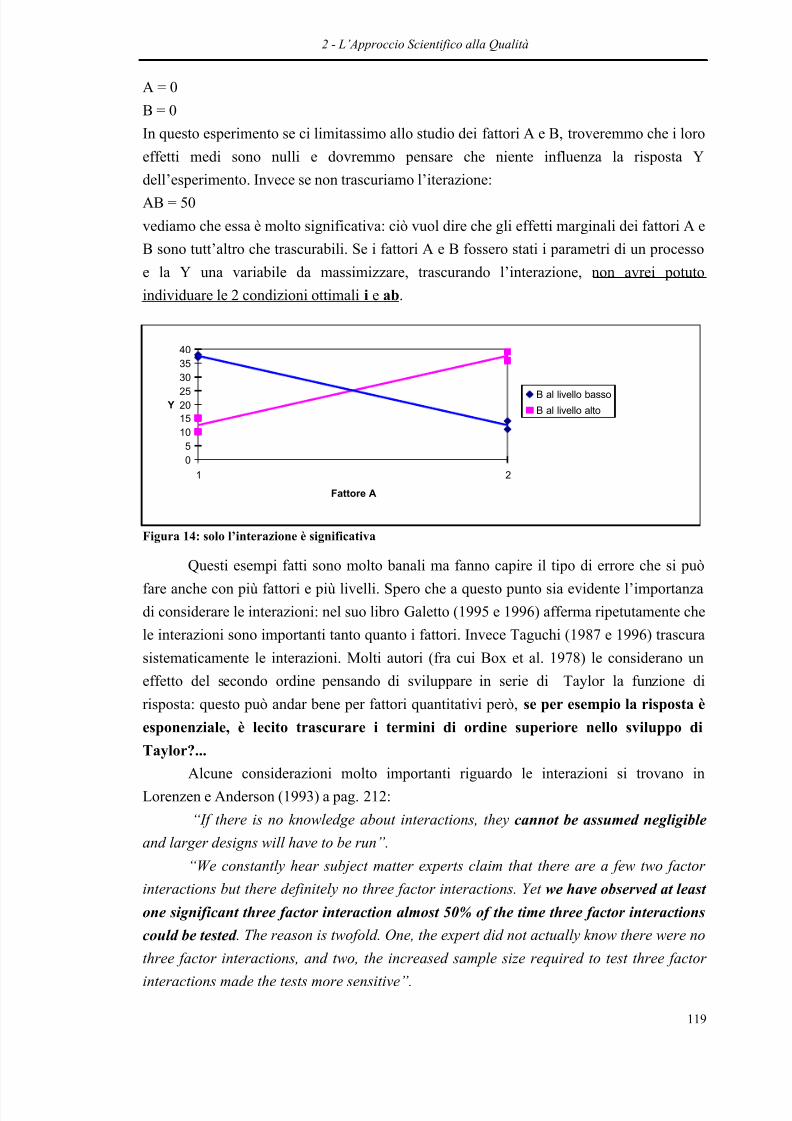
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 124/320
2 - L’Approccio Scientifico alla Qualità
119
A = 0
B = 0
In questo esperimento se ci limitassimo allo studio dei fattori A e B, troveremmo che i loro
effetti medi sono nulli e dovremmo pensare che niente influenza la risposta Y
dell’esperimento. Invece se non trascuriamo l’iterazione:
AB = 50
vediamo che essa è molto significativa: ciò vuol dire che gli effetti marginali dei fattori A e
B sono tutt’altro che trascurabili. Se i fattori A e B fossero stati i parametri di un processo
e la Y una variabile da massimizzare, trascurando l’interazione, non avrei potuto
individuare le 2 condizioni ottimali i e ab.
0
5
10
15
20
2530
35
40
1 2
Fattore A
Y
B al livello basso
B al livello alto
Figura 14: solo l’interazione è significativa
Questi esempi fatti sono molto banali ma fanno capire il tipo di errore che si puòfare anche con più fattori e più livelli. Spero che a questo punto sia evidente l’importanza
di considerare le interazioni: nel suo libro Galetto (1995 e 1996) afferma ripetutamente che
le interazioni sono importanti tanto quanto i fattori. Invece Taguchi (1987 e 1996) trascura
sistematicamente le interazioni. Molti autori (fra cui Box et al. 1978) le considerano un
effetto del secondo ordine pensando di sviluppare in serie di Taylor la funzione di
risposta: questo può andar bene per fattori quantitativi però, se per esempio la risposta è
esponenziale, è lecito trascurare i termini di ordine superiore nello sviluppo di
Taylor?...
Alcune considerazioni molto importanti riguardo le interazioni si trovano in
Lorenzen e Anderson (1993) a pag. 212:
“If there is no knowledge about interactions, they cannot be assumed negligible
and larger designs will have to be run”.
“We constantly hear subject matter experts claim that there are a few two factor
interactions but there definitely no three factor interactions. Yet we have observed at least
one significant three factor interaction almost 50% of the time three factor interactions
could be tested . The reason is twofold. One, the expert did not actually know there were no
three factor interactions, and two, the increased sample size required to test three factor
interactions made the tests more sensitive”.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 125/320
2 - L’Approccio Scientifico alla Qualità
120
“As processes get more complex, more and higher order interactions are going to
exist ... we predict that more and more processes will contain higher order interactions
that need to be properly modeled to be fully understood and optimized”.
Anche Galetto (1995) fa delle considerazioni analoghe e soprattutto afferma che nelle sue
applicazioni ha trovato spesso interazioni del secondo ordine quando la struttura del piano
era tale che esse si potevano esaminare.
6.3 ESEMPIO MACCHINA - OPERATORE
Ora che abbiamo introdotto l’analisi della covarianza e sappiamo intepretare
graficamente gli effetti, possiamo applicare l’ANCOV all’esempio del cap.5. Riportiamo i
dati:
MACCHINA 0 MACCHINA 1
OPERATORE 0 64,67 41,48
OPERATORE 1 39,35 41
Tabella 36
Immaginiamo un grafico in cui Y è funzione solamente dell’operatore: trattiamo
questo fattore come una variabile quantitativa, codificando i suoi livelli con 1 e 2. Il fattore
macchina è dunque una covariate: il suo effetto è esplicitato attraverso l’ordinata
all’origine. Il primo modello da considerare è quello in cui si fittano i dati come se la
macchina non avesse effetto dunque si usa solo un’ordinata all’origine. Il modello è:
Y = A + B*O
che rappresentiamo in forma matriciale:
Y = X * β
dove β contiene i 2 parametri A e B e la matrice X contiene una colonna di 1 e un’altra con
i valori della variabile operatore 1 e 2.
Vediamo i valori numerici:
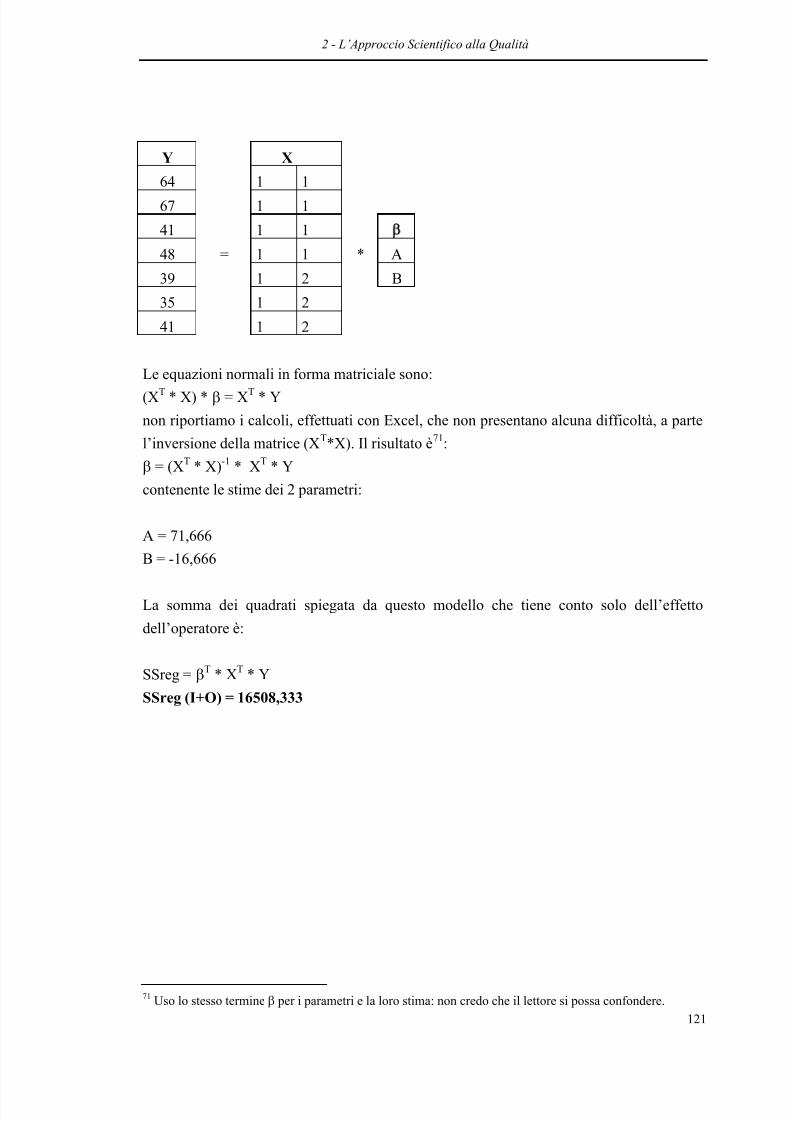
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 126/320
2 - L’Approccio Scientifico alla Qualità
121
Y X
64 1 167 1 1
41 1 1 β
48 = 1 1 * A
39 1 2 B
35 1 2
41 1 2
Le equazioni normali in forma matriciale sono:(XT * X) * β = XT * Y
non riportiamo i calcoli, effettuati con Excel, che non presentano alcuna difficoltà, a parte
l’inversione della matrice (XT*X). Il risultato è71:
β = (XT * X)-1 * XT * Y
contenente le stime dei 2 parametri:
A = 71,666
B = -16,666
La somma dei quadrati spiegata da questo modello che tiene conto solo dell’effetto
dell’operatore è:
SSreg = βT * XT * Y
SSreg (I+O) = 16508,333
71 Uso lo stesso termine β per i parametri e la loro stima: non credo che il lettore si possa confondere.
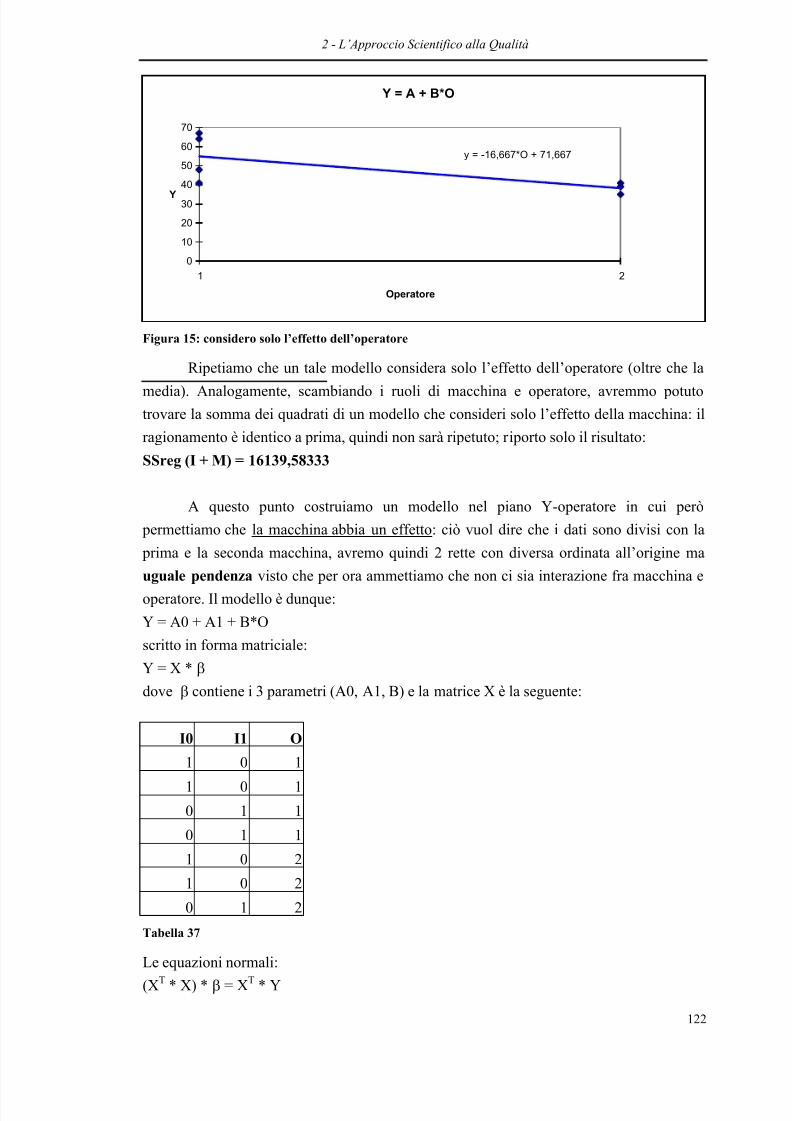
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 127/320
2 - L’Approccio Scientifico alla Qualità
122
Y = A + B*O
y = -16,667*O + 71,667
0
10
20
3040
50
60
70
1 2
Operatore
Y
Figura 15: considero solo l’effetto dell’operatore
Ripetiamo che un tale modello considera solo l’effetto dell’operatore (oltre che la
media). Analogamente, scambiando i ruoli di macchina e operatore, avremmo potuto
trovare la somma dei quadrati di un modello che consideri solo l’effetto della macchina: il
ragionamento è identico a prima, quindi non sarà ripetuto; riporto solo il risultato:
SSreg (I + M) = 16139,58333
A questo punto costruiamo un modello nel piano Y-operatore in cui però
permettiamo che la macchina abbia un effetto: ciò vuol dire che i dati sono divisi con la
prima e la seconda macchina, avremo quindi 2 rette con diversa ordinata all’origine ma
uguale pendenza visto che per ora ammettiamo che non ci sia interazione fra macchina eoperatore. Il modello è dunque:
Y = A0 + A1 + B*O
scritto in forma matriciale:
Y = X * β
dove β contiene i 3 parametri (A0, A1, B) e la matrice X è la seguente:
I0 I1 O
1 0 11 0 1
0 1 1
0 1 1
1 0 2
1 0 2
0 1 2
Tabella 37
Le equazioni normali:
(XT * X) * β = XT * Y
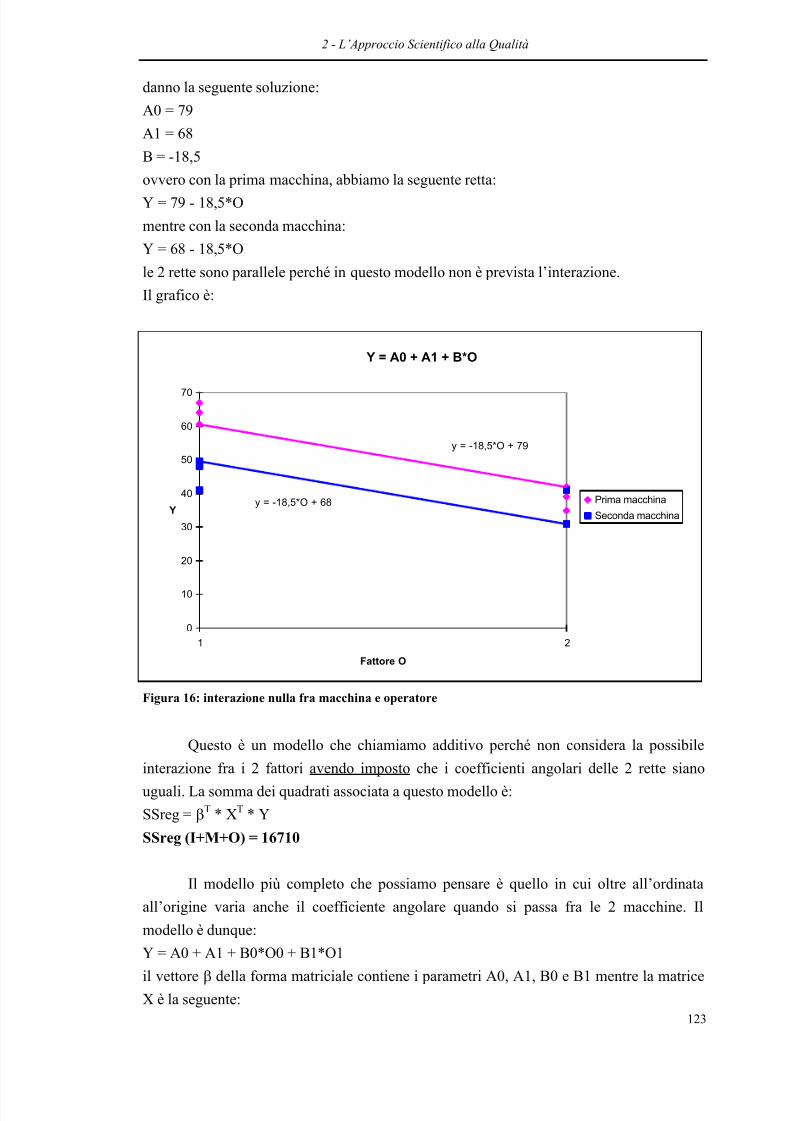
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 128/320
2 - L’Approccio Scientifico alla Qualità
123
danno la seguente soluzione:
A0 = 79
A1 = 68
B = -18,5
ovvero con la prima macchina, abbiamo la seguente retta:
Y = 79 - 18,5*O
mentre con la seconda macchina:
Y = 68 - 18,5*O
le 2 rette sono parallele perché in questo modello non è prevista l’interazione.
Il grafico è:
Y = A0 + A1 + B*O
y = -18,5*O + 79
y = -18,5*O + 68
0
10
20
30
40
50
60
70
1 2
Fattore O
YPrima macchina
Seconda macchina
Figura 16: interazione nulla fra macchina e operatore
Questo è un modello che chiamiamo additivo perché non considera la possibile
interazione fra i 2 fattori avendo imposto che i coefficienti angolari delle 2 rette siano
uguali. La somma dei quadrati associata a questo modello è:
SSreg = βT * XT * Y
SSreg (I+M+O) = 16710
Il modello più completo che possiamo pensare è quello in cui oltre all’ordinata
all’origine varia anche il coefficiente angolare quando si passa fra le 2 macchine. Il
modello è dunque:
Y = A0 + A1 + B0*O0 + B1*O1il vettore β della forma matriciale contiene i parametri A0, A1, B0 e B1 mentre la matrice
X è la seguente:
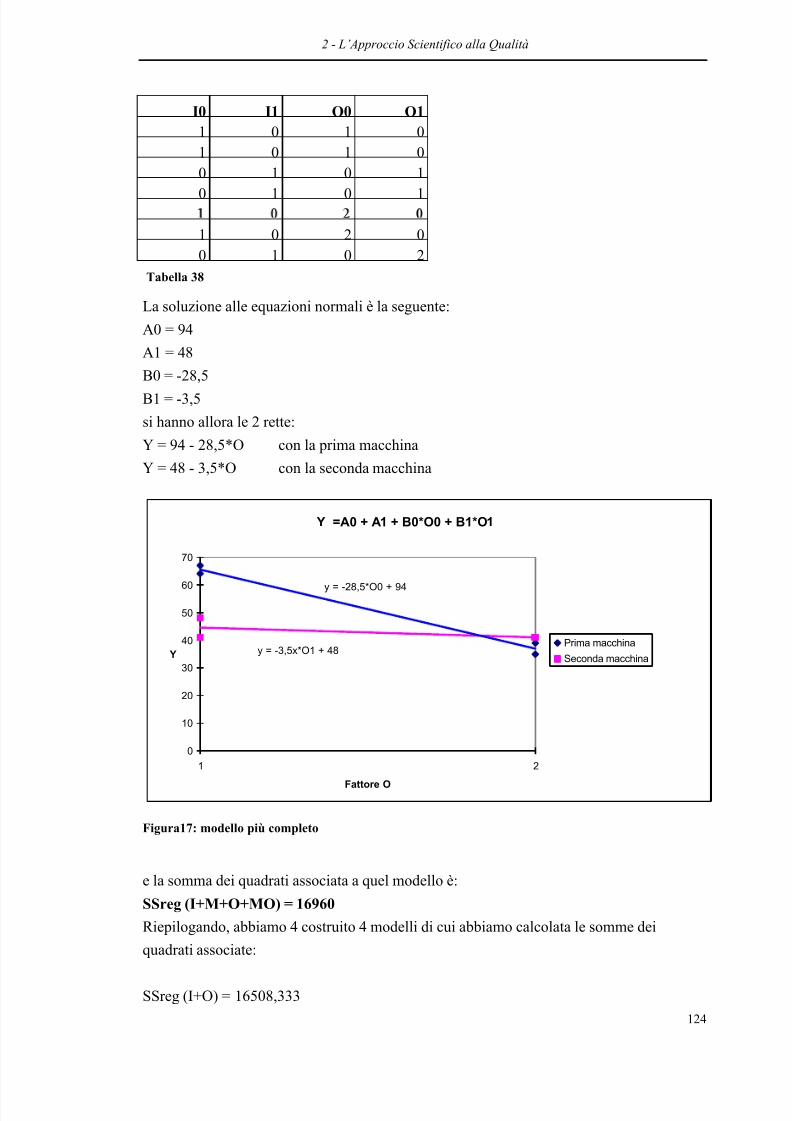
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 129/320
2 - L’Approccio Scientifico alla Qualità
124
I0 I1 O0 O11 0 1 01 0 1 00 1 0 1
0 1 0 1
1 0 2 00 1 0 2
Tabella 38
La soluzione alle equazioni normali è la seguente:
A0 = 94
A1 = 48
B0 = -28,5B1 = -3,5
si hanno allora le 2 rette:
Y = 94 - 28,5*O con la prima macchina
Y = 48 - 3,5*O con la seconda macchina
Y =A0 + A1 + B0*O0 + B1*O1
y = -3,5x*O1 + 48
y = -28,5*O0 + 94
0
10
20
30
40
50
60
70
1 2
Fattore O
YPrima macchina
Seconda macchina
Figura17: modello più completo
e la somma dei quadrati associata a quel modello è:
SSreg (I+M+O+MO) = 16960
Riepilogando, abbiamo 4 costruito 4 modelli di cui abbiamo calcolata le somme dei
quadrati associate:
SSreg (I+O) = 16508,333
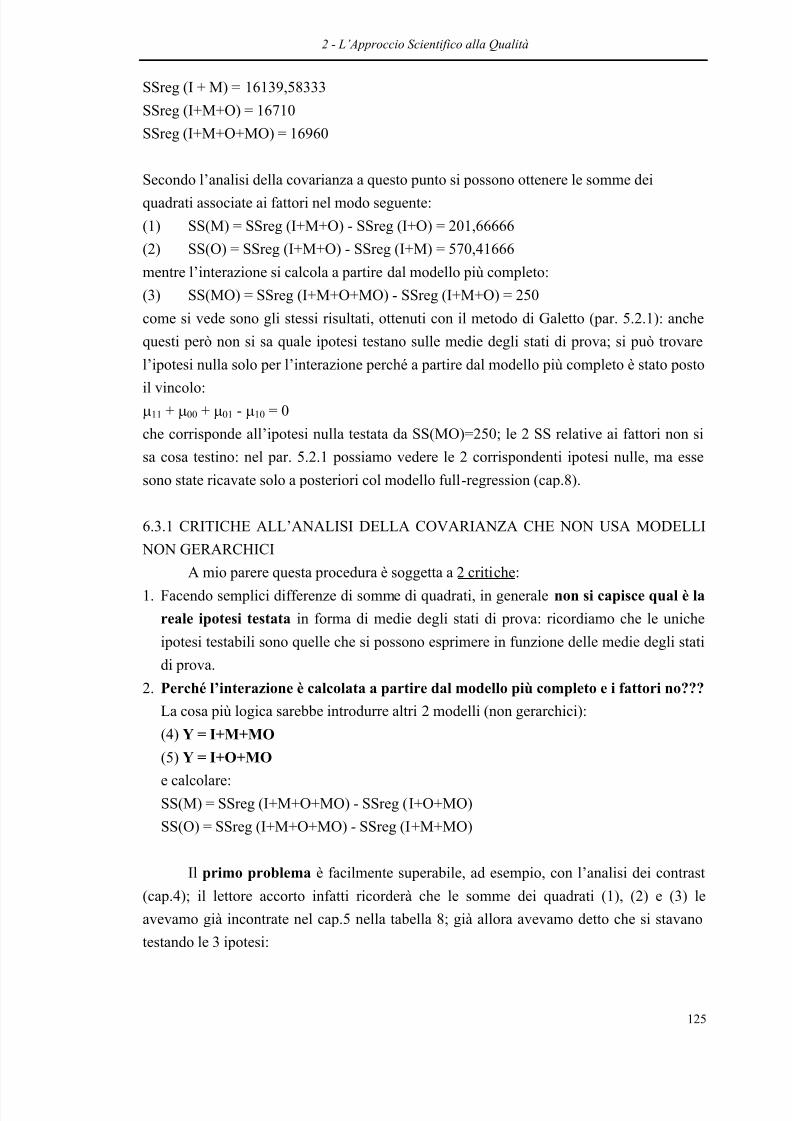
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 130/320
2 - L’Approccio Scientifico alla Qualità
125
SSreg (I + M) = 16139,58333
SSreg (I+M+O) = 16710
SSreg (I+M+O+MO) = 16960
Secondo l’analisi della covarianza a questo punto si possono ottenere le somme dei
quadrati associate ai fattori nel modo seguente:
(1) SS(M) = SSreg (I+M+O) - SSreg (I+O) = 201,66666
(2) SS(O) = SSreg (I+M+O) - SSreg (I+M) = 570,41666
mentre l’interazione si calcola a partire dal modello più completo:
(3) SS(MO) = SSreg (I+M+O+MO) - SSreg (I+M+O) = 250
come si vede sono gli stessi risultati, ottenuti con il metodo di Galetto (par. 5.2.1): anche
questi però non si sa quale ipotesi testano sulle medie degli stati di prova; si può trovare
l’ipotesi nulla solo per l’interazione perché a partire dal modello più completo è stato posto
il vincolo:
µ11 + µ00 + µ01 - µ10 = 0
che corrisponde all’ipotesi nulla testata da SS(MO)=250; le 2 SS relative ai fattori non si
sa cosa testino: nel par. 5.2.1 possiamo vedere le 2 corrispondenti ipotesi nulle, ma esse
sono state ricavate solo a posteriori col modello full-regression (cap.8).
6.3.1 CRITICHE ALL’ANALISI DELLA COVARIANZA CHE NON USA MODELLI
NON GERARCHICI
A mio parere questa procedura è soggetta a 2 critiche:1. Facendo semplici differenze di somme di quadrati, in generale non si capisce qual è la
reale ipotesi testata in forma di medie degli stati di prova: ricordiamo che le uniche
ipotesi testabili sono quelle che si possono esprimere in funzione delle medie degli stati
di prova.
2. Perché l’interazione è calcolata a partire dal modello più completo e i fattori no???
La cosa più logica sarebbe introdurre altri 2 modelli (non gerarchici):
(4) Y = I+M+MO
(5) Y = I+O+MOe calcolare:
SS(M) = SSreg (I+M+O+MO) - SSreg (I+O+MO)
SS(O) = SSreg (I+M+O+MO) - SSreg (I+M+MO)
Il primo problema è facilmente superabile, ad esempio, con l’analisi dei contrast
(cap.4); il lettore accorto infatti ricorderà che le somme dei quadrati (1), (2) e (3) le
avevamo già incontrate nel cap.5 nella tabella 8; già allora avevamo detto che si stavano
testando le 3 ipotesi:
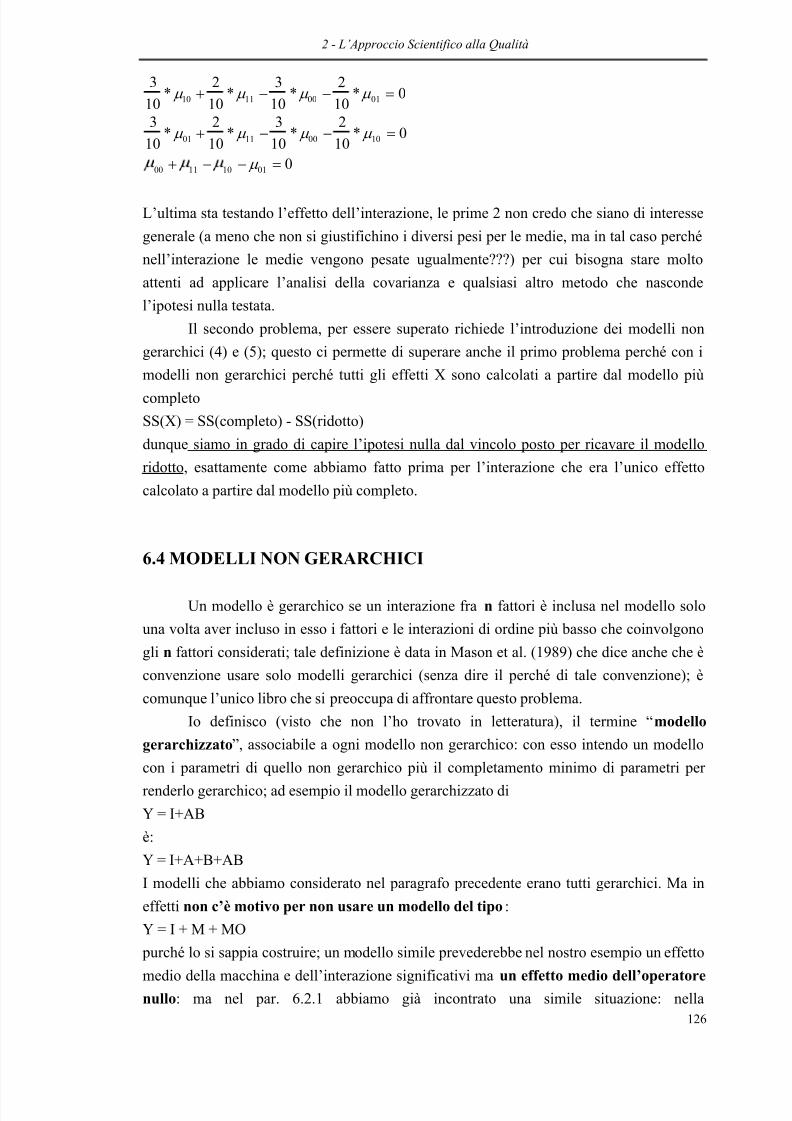
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 131/320
2 - L’Approccio Scientifico alla Qualità
126
3
10
2
10
3
10
2
10010 11 00 01* * * *µ µ µ µ + − − =
3
10
2
10
3
10
2
10001 11 00 10* * * *µ µ µ µ + − − =
µ 00 11 10 01 0+ − − =
L’ultima sta testando l’effetto dell’interazione, le prime 2 non credo che siano di interesse
generale (a meno che non si giustifichino i diversi pesi per le medie, ma in tal caso perché
nell’interazione le medie vengono pesate ugualmente???) per cui bisogna stare molto
attenti ad applicare l’analisi della covarianza e qualsiasi altro metodo che nasconde
l’ipotesi nulla testata.
Il secondo problema, per essere superato richiede l’introduzione dei modelli non
gerarchici (4) e (5); questo ci permette di superare anche il primo problema perché con i
modelli non gerarchici perché tutti gli effetti X sono calcolati a partire dal modello piùcompleto
SS(X) = SS(completo) - SS(ridotto)
dunque siamo in grado di capire l’ipotesi nulla dal vincolo posto per ricavare il modello
ridotto, esattamente come abbiamo fatto prima per l’interazione che era l’unico effetto
calcolato a partire dal modello più completo.
6.4 MODELLI NON GERARCHICI
Un modello è gerarchico se un interazione fra n fattori è inclusa nel modello solo
una volta aver incluso in esso i fattori e le interazioni di ordine più basso che coinvolgono
gli n fattori considerati; tale definizione è data in Mason et al. (1989) che dice anche che è
convenzione usare solo modelli gerarchici (senza dire il perché di tale convenzione); è
comunque l’unico libro che si preoccupa di affrontare questo problema.
Io definisco (visto che non l’ho trovato in letteratura), il termine “modello
gerarchizzato”, associabile a ogni modello non gerarchico: con esso intendo un modello
con i parametri di quello non gerarchico più il completamento minimo di parametri per
renderlo gerarchico; ad esempio il modello gerarchizzato di
Y = I+AB
è:
Y = I+A+B+AB
I modelli che abbiamo considerato nel paragrafo precedente erano tutti gerarchici. Ma in
effetti non c’è motivo per non usare un modello del tipo:
Y = I + M + MO
purché lo si sappia costruire; un modello simile prevederebbe nel nostro esempio un effettomedio della macchina e dell’interazione significativi ma un effetto medio dell’operatore
nullo: ma nel par. 6.2.1 abbiamo già incontrato una simile situazione: nella

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 132/320
2 - L’Approccio Scientifico alla Qualità
127
rappresentazione grafica si hanno 2 rette con coefficienti angolari opposti. Nelder (1974)
afferma che un modello di questo tipo non sono di interesse perché il fattore tolto dal
modello può comunque avere un effetto marginale significativo quindi la SSreg è uguale a
quella del modello completo: ciò è vero sole se si ragiona in termini di modelli
sovraparametrizzati (cap.7).
Comunque nel modello non gerarchico:
Y = I + M + MO
bisogna forzare il fit dei dati con le 2 rette:
Y = A0 + B*O con la prima macchina
Y = A1 - B*O con la seconda macchina
In forma matriciale Y = X * β abbiamo che β contiene i parametri (A0, A1, B), Y è il
solito vettore con le 7 risposte, mentre la matrice X è la seguente:
I0 I1 O
1 0 1
1 0 1
0 1 -1
0 1 -1
1 0 2
1 0 2
0 1 -2
Tabella 39
I dati relativi alla seconda macchina sono cambiati di segno per far sì che le 2 rette
relative alle 2 macchine abbiano coefficiente angolare opposto. La soluzione delle
equazioni normali è:
A0 = 74,8
A1 = 22,4
B = -15,7
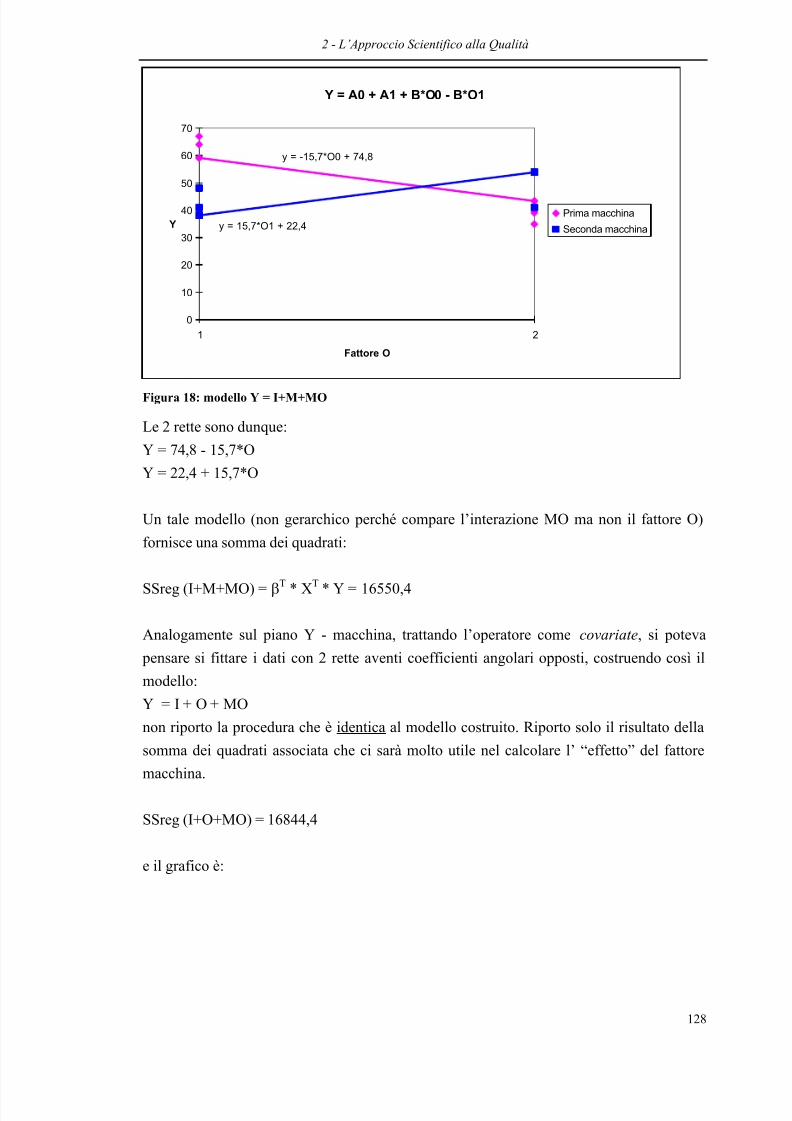
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 133/320
2 - L’Approccio Scientifico alla Qualità
128
Y = A0 + A1 + B*O0 - B*O1
y = -15,7*O0 + 74,8
y = 15,7*O1 + 22,4
0
10
20
30
40
50
60
70
1 2
Fattore O
YPrima macchina
Seconda macchina
Figura 18: modello Y = I+M+MO
Le 2 rette sono dunque:
Y = 74,8 - 15,7*O
Y = 22,4 + 15,7*O
Un tale modello (non gerarchico perché compare l’interazione MO ma non il fattore O)
fornisce una somma dei quadrati:
SSreg (I+M+MO) = βT * XT * Y = 16550,4
Analogamente sul piano Y - macchina, trattando l’operatore come covariate, si poteva
pensare si fittare i dati con 2 rette aventi coefficienti angolari opposti, costruendo così il
modello:
Y = I + O + MO
non riporto la procedura che è identica al modello costruito. Riporto solo il risultato della
somma dei quadrati associata che ci sarà molto utile nel calcolare l’ “effetto” del fattore
macchina.
SSreg (I+O+MO) = 16844,4
e il grafico è:
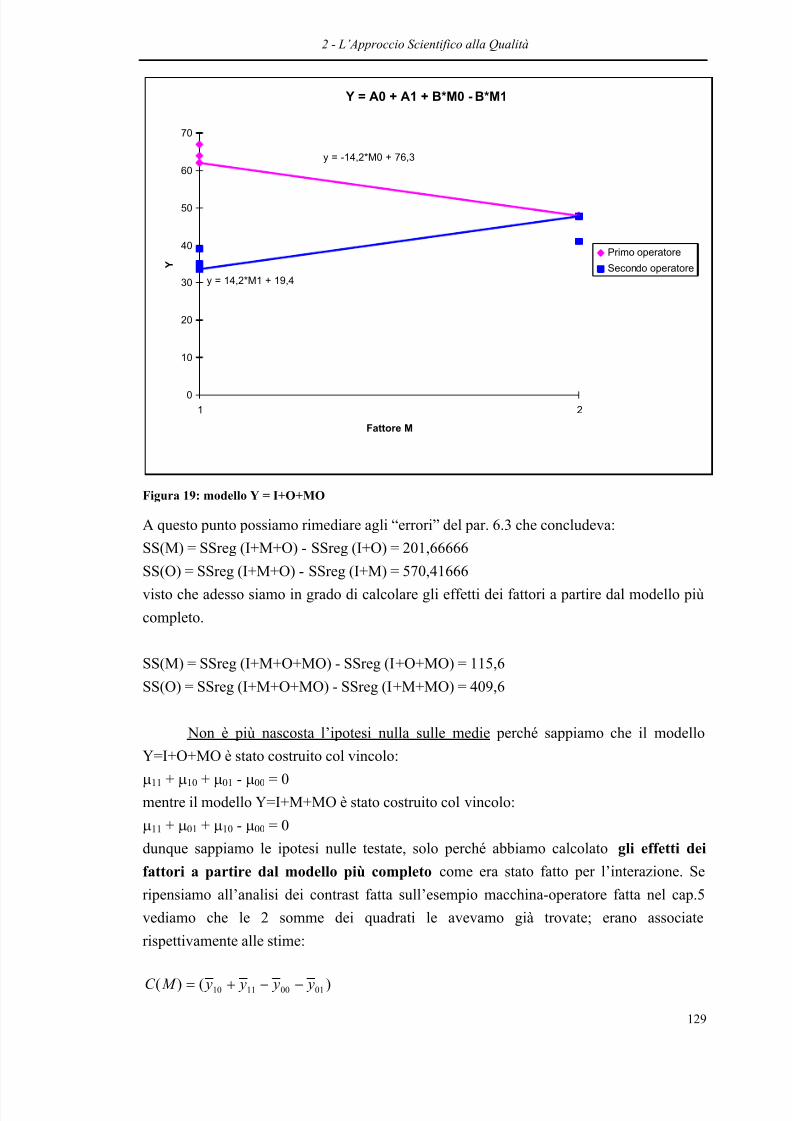
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 134/320
2 - L’Approccio Scientifico alla Qualità
129
Y = A0 + A1 + B*M0 - B*M1
y = -14,2*M0 + 76,3
y = 14,2*M1 + 19,4
0
10
20
30
40
50
60
70
1 2
Fattore M
Y
Primo operatore
Secondo operatore
Figura 19: modello Y = I+O+MO
A questo punto possiamo rimediare agli “errori” del par. 6.3 che concludeva:
SS(M) = SSreg (I+M+O) - SSreg (I+O) = 201,66666
SS(O) = SSreg (I+M+O) - SSreg (I+M) = 570,41666visto che adesso siamo in grado di calcolare gli effetti dei fattori a partire dal modello più
completo.
SS(M) = SSreg (I+M+O+MO) - SSreg (I+O+MO) = 115,6
SS(O) = SSreg (I+M+O+MO) - SSreg (I+M+MO) = 409,6
Non è più nascosta l’ipotesi nulla sulle medie perché sappiamo che il modello
Y=I+O+MO è stato costruito col vincolo:µ11 + µ10 + µ01 - µ00 = 0
mentre il modello Y=I+M+MO è stato costruito col vincolo:
µ11 + µ01 + µ10 - µ00 = 0
dunque sappiamo le ipotesi nulle testate, solo perché abbiamo calcolato gli effetti dei
fattori a partire dal modello più completo come era stato fatto per l’interazione. Se
ripensiamo all’analisi dei contrast fatta sull’esempio macchina-operatore fatta nel cap.5
vediamo che le 2 somme dei quadrati le avevamo già trovate; erano associate
rispettivamente alle stime:
C M y y y y( ) ( )= + − −10 11 00 01

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 135/320
2 - L’Approccio Scientifico alla Qualità
130
C O y y y y( ) ( )= + − −01 11 10 00
Avremmo anche potuto testare le ipotesi del “Questo per questo” o quelle implicite nel
metodo di Galetto, ad esempio per la macchina:
2µ11 + 3µ10 - 2µ01 - 3µ00 = 0
non si avrà più la condizione che le 2 rette abbiano coefficiente angolare opposto ma si
avrà un’altra condizione sui coefficienti angolari delle 2 rette del modello ridotto: il lettore
può provare e vedere che ottiene gli stessi risultati dell’analisi dei contrast perché per una
data ipotesi nulla, si ha sempre la stessa somma dei quadrati , se usiamo un metodo
corretto per trovarla.
Mi pare dunque evidente che l’analisi della covarianza, modificata per tenere conto
dell’esistenza dei modelli non gerarchici, è un metodo corretto anche se più lungo
dell’analisi dei contrast, che quindi è da preferirsi.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 136/320
2 - L’Approccio Scientifico alla Qualità
131
CAPITOLO 7
METODO G: MODELLOSOVRAPARAMETRIZZATO
7.1 METODO G“...analysis of variance and regression.
The relationship between these two apparently dissimilar statistical procedures
is not only a theoretical fact,
but also of considerable practical advantage”
(Schilling 1974)
Il nome “metodo G” è stato dato da Galetto nel 1989 all’uso delle equazioni
normali nell’ANOVA, per contrapporlo ai dilaganti “metodi Taguchi” nell’analisi dei dati
stratificati. La lettera G indica “Gauss-Markov” ovvero il nome del teorema che sancisce
l’ottimalità degli stimatori provenienti dalle equazioni normali. In pratica si tratta di
costruire un modello che colleghi la risposta ai fattori che si vogliono studiare conl’ANOVA e fare la regressione su questo modello, ricavando le somme dei quadrati per
l’ANOVA; nel capitolo precedente sull’analisi della covarianza abbiamo fatto qualcosa di
simile, ma i modelli costruiti erano quelli tipicamente usati nella regressione, con i livelli
delle variabili codificate (allocated codes, secondo Searle 1971).
A quanto riferito da Speed et al.(1978), Yates già nel 1934 usò la regressione per
l’ANOVA: nell’articolo citato il metodo è chiamato “method of fitting constants” ma non
è nient’altro che il metodo G.
Si può pensare di costruire i modelli in vari modi; noi ne vedremo tre:1. Modello sovraparametrizzato (“overparametrized”); in Searle (1971) e Snee (1973) è
denominato come “dummy variable (0, 1)”; per il primo fattore A si introducono i
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 137/320
2 - L’Approccio Scientifico alla Qualità
132
parametri α1, α2, ... α p1, dove p1 è il numero dei livelli del fattore A; per il secondo
fattore i parametri β1, β2,... β p2, dove p2 è il numero di livelli del secondo fattore e così
via; per quanto riguarda l’interazione AB essa è presente con i parametri αβ11, αβ12,...
αβ p1 p2. La variabile xi corrispondente al parametro vale 0 o 1 a seconda che il
parametro sia presente nello stato di prova. Ad esempio con 2 fattori a 2 livelli abbiamo
che il modello è:
(1) yijr = µ + xi * α i + y j * β j + zij * αβ ij + εijr i = 1,2 j=1,2
che in tutti libri è sempre scritto semplicemente come:
(2) yijr = µ + α i + β j + αβ ij + εijr i = 1,2 j=1,2
che in forma ulteriormente abbreviata potrà essere scritto come:
Y = I + A+ B + AB
dalla (1) vediamo che nel modello vi sono 9 parametri; al massimo però si possono
sperimentare 4 stati di prova quindi se pensiamo all’analisi della varianza (par 3.7.2) vi
sono solo 4 gradi di libertà (compreso quello della media) e dunque si possono stimare
solo 4 parametri.
2. Modello “full-regression”, secondo la denominazione di Krishnaiah (1980). Introduce
p-1 parametri per ogni fattore a p livelli; l’interazione fra due fattori a p e q livelli è
presente con (p-1)*(q-1) parametri. Le variabili corrispondenti ai parametri dei fattori
sono codificate opportunamente e quelle delle interazioni sono il prodotto; con 2 livelli
la codifica impiegata è -1 e +1 per i 2 livelli. Con 2 fattori a 2 livelli il modello è:
yijr = Ι∗x0 + Α ∗ x1 + B * x2 + AB * x1x2 + εijr
che in forma abbreviata potrà essere scritto come:
Y = I + A+ B + AB
se vengono sperimentati tutti gli stati si riesce sempre a stimare tutti i parametri; se
alcuni stati di prova non contengono dati siamo davanti a un frazionamento che produce
una distorsione dei parametri che vogliamo stimare (è il problema degli alias). Vedremo
questo modello nel cap.8.
3. Modello “cell-means”, secondo la denominazione di Searle et al.(1981), Jennings et al.(1982), Searle (1987)... È molto semplice in quanto i parametri sono le medie dei vari
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 138/320
2 - L’Approccio Scientifico alla Qualità
133
stati di prova, dunque è ovvio che si possano stimare tutti parametri corrispondenti agli
stati di prova sperimentati.
Yij = µij + εij modello “cell-means”
vedremo questo modello nel cap.8.
Come già detto questi 3 modelli ammettono tutti la forma matriciale:
E(Y) = X * β
le equazioni normali diventano:
(XT*X)* β = XT * Y
A seconda del modello che usiamo, la matrice (XT*X) può essere invertibile o meno. In
particolare il modello sovraparametrizzato dà sempre luogo a una matrice (XT*X) non
invertibile. Il teorema di Gauss-Markov assicura però alcune proprietà che valgono
sempre, qualunque modello si usi, anche se in questo capitolo ci soffermeremo sul
modello sovraparametrizzato.
7.2 TEOREMA DI GAUSS-MARKOV
La gran parte dei risultati presentati in questo paragrafo è presa dal Mood e
Graybill (1963) nel cap.14, a cui consiglio vivamente di riferirsi per la comprensione e
l’utilizzo corretto del modello sovraparametrizzato e in generale delle equazioni normali.
Sia Y un vettore colonna di n variabili casuali tale che:
Y = X * β + e
dove X è una matrice nota (che dipende dal modello usato) di dimensioni n*p, di rango r con r ≤ p, dove r è il numero degli stati di prova. β è un vettore di p parametri incogniti; e
è un vettore colonna di n variabili casuali con valor medio 0 e varianza uguale σ2.
Scriviamo il modello in forma sovraparametrizzata cosicché la matrice X è composta tutta
da 0 e 1, dunque r < p.
Gli elementi di e possono essere variabili casuali normali oppure no; nel primo caso si può
usare il metodo della massima verosimiglianza mentre nel secondo caso si usa il metodo
dei minimi quadrati. In entrambi i casi il sistema di equazioni per ottenere i parametri β è
uguale:
(XT*X)* $ β = XT * Y
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 139/320
2 - L’Approccio Scientifico alla Qualità
134
dove XT * Y è il vettore contenente i totali negli stati di prova aggregati secondo i
parametri.
• se la matrice (XT*X) ammette inversa (modello full-rank ) abbiamo un unico vettore
soluzione:$ β = (XT*X)-1 * XT * Y
• se la matrice (XT*X) non ammette inversa (modello overparametrized, non full-rank
o less than full-rank
), col teorema di Rouchè-Capelli, si dimostra che vi sono infinite
soluzioni alle equazioni normali. Infatti, se il rango di X è r, anche il rango della
matrice (XT*X) sarà r ed è uguale al rango della matrice (XT*X ⎟ XT*Y) perché il
numero di elementi indipendenti in XT*Y è sempre uguale a r.
Qualcuna di queste infinite soluzioni alle equazioni normali dà luogo a degli stimatori
corretti? Consideriamo che ogni soluzione delle equazioni normali deve essere
combinazione lineare delle risposte Y, dunque:$ β = A * Y
dove A è una matrice di dimensioni p*n. Se esistesse uno stimatore corretto di β, dovrebbe
risultare che:
E ( $ β ) = β = E (A * Y) = A * E(Y) = A * X * β
dunque, se esistesse uno stimatore corretto di β, sarebbe verificata la seguente identità:
A * X = I
ma l’uguaglianza sopra non può mai essere verificata col modello sovraparametrizzato
perché la matrice I ha rango p, mentre la matrice A * X, non può avere un rango superiore
a r che è sempre minore di p se il modello è sovraparametrizzato: con questo modello non
esistono degli stimatori corretti dei parametri.
Con dei modelli full-rank, r=p, dunque gli stimatori dei parametri derivanti dalle equazioni
normali sono corretti.
FUNZIONI STIMABILI
Sia λ un vettore riga di p elementi noti; allora il prodotto (λ * β) fornisce unacombinazione lineare dei parametri. (λ * β) è detta una funzione stimabile se esiste una
combinazione lineare delle risposte Y tale che il suo valore atteso sia uguale a ( λ * β). In
formule deve esistere un vettore riga a di n elementi tale che:
E (a * Y) = (λ * β)
Generalizzando, λ1*β, λ2*β,....λk *β, è un set di k funzioni stimabili se, costruita una
matrice con i vettori riga λi, Λ, di dimensione k*p, esiste una matrice A di dimensione k*ntale:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 140/320
2 - L’Approccio Scientifico alla Qualità
135
(1) E (A * Y) = (Λ * β)
TEOREMA 1
• Se pensiamo che Λ sia la nostra X, sostituendo A=I di dimensione n*n, si vede subito
che la (1) è verificata dunque X*β rappresenta un set di n funzioni stimabili: se ci si
pensa, ciò è perfettamente logico visto che X*β non rappresenta altro che il valore
atteso delle variabili casuali le cui determinazioni sono le n osservazioni fatte, il cui
valor medio è certamente stimabile.
• Se pensiamo che Λ sia (XT*X), sostituendo A=XT di dimensione p*n, si vede che la (1)
è verificata dunque (XT*X)* β rappresenta un set di p funzioni stimabili.
FUNZIONI STIMABILI LINEARMENTE INDIPENDENTI
Se λ1*β, λ2*β,....λt*β sono t funzioni stimabili e il rango della matrice Λ, formata
dai λi, è uguale a t, allora λ1*β, λ2*β,....λt*β sono dette funzioni stimabili linearmente
indipendenti.
TEOREMA 2
Poiché (XT*X)* β rappresenta un set di p funzioni stimabili e il rango di (XT*X) è
r<p (nel modello sovraparametrizzato), al massimo ci saranno r funzioni stimabili
linearmente indipendenti dove r è il numero degli stati di prova; dunque ogni funzione
stimabile è una combinazione lineare delle medie degli stati di prova. Abbiamo visto che
tutte le funzioni stimabili sono combinazioni lineari delle medie degli stati di prova,dunque i contrast del cap.4 sono particolari funzioni stimabili ed esistono tanti
contrast indipendenti quanti sono gli stati di prova meno 1 (che riguarda la media è
non è un contrast pur essendo una c.l. delle medie degli stati di prova).
I contrast sono sempre funzioni stimabili mentre non tutte le funzioni stimabili sono dei
contrast: ciò è assolutamente evidente dalle definizioni date.
A questo punto possiamo enunciare il teorema di Gauss-Markov per i modelli scritti in
forma sovraparametrizzata (less than full-rank).
TEOREMA 3
Sia λ*β una funzione stimabile; allora esiste un vettore riga b di p elementi tale
che:
b * XT * X = λ
e b*XT*Y è lo stimatore BLUE (best linear unbiased estimator) di λ*β, ed è lo stimatore
di massima verosimiglianza se le variabili errore e sono normali.
Per i modelli full-rank non c’è il problema delle funzioni stimabili perché tutti
parametri β sono funzioni stimabili e il teorema di Gauss-Markov afferma quindi che glistimatori dei parametri β provenienti dalle equazioni normali sono BLUE.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 141/320
2 - L’Approccio Scientifico alla Qualità
136
TEOREMA 4
Se una funzione λ*β è stimabile, ognuna delle infinite soluzioni alle equazioni
normali fornisce lo stesso valore per λ*β. Prendiamo 2 soluzioni $ β 1 e $ β 2, che
soddisfano le equazioni normali:
(2) (X
T
*X)*
$
β 1 = X
T
* Y(3) (XT*X)* $ β 2 = XT * Y
Ma se λ*β è stimabile, esiste b tale che:
(4) b * XT * X = λ
dunque se moltiplichiamo a destra la (2) e la (3) per il vettore riga b, abbiamo che:
b * (XT*X)* $ β 1 = b * XT * Y
b * (XT*X)* $ β 2 = b * XT * Y
Per la (4) si ha che:
λ *$
β 1 = b * XT
* Yλ * $ β 2 = b * XT * Y
Quindi:
λ * $ β 1 = λ * $ β 2
dunque le 2 soluzioni danno lo stesso valore per la funzione stimabile λ*β. Inoltre:
E (λ * $ β 1) = E (λ * $ β 2) = E (b * XT * Y) = b * XT * E(Y) = b * XT * X * β = λ*β
STIMATORE DELLA VARIANZA DELLA POPOLAZIONE
Abbiamo detto che X*β rappresenta un set di n funzioni stimabili, dunque (Y-X* $ β ), ilvettore dei residui, è anche invariante rispetto alla soluzione che si sceglie. I minimi
quadrati minimizzano la sommatoria dei quadrati dei residui, ovvero in forma matriciale:
SSe = (Y-X* $ β )T*(Y-X* $ β )
Se viene sviluppato si ottiene:
(5) SSe = YT*Y - $ β T*XT*Y
considerando che:
E (YT*Y - $ β T*XT*Y) = n*σ2 - r*σ2 = (n-r)* σ2
Abbiamo dunque ritrovato lo stimatore per la varianza delle risposte Y:
( ) )σ 2 =
−SSe
n r
Dalla (5) si ricava anche l’invarianza della somma dei quadrati associata a un modello
al variare della soluzione:$ β T*XT*Y = YT*Y - SSe
visto che YT*Y è la sommatoria dei quadrati delle risposte, indipendente dalla soluzione
delle equazioni normali; SSe è la sommatoria dei residui e per ciò che abbiamo detto è
pure indipendente dalla soluzione.
TEOREMA 5

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 142/320
2 - L’Approccio Scientifico alla Qualità
137
Date λ1*β, λ2*β,....λk *β sono k funzioni stimabili linearmente indipendenti si può testare
l’ipotesi nulla che esse siano simultaneamente uguali a zero. Si calcola una soluzione
qualsiasi alle equazioni normali:
(XT*X)* $ β = XT * Y
e poi si calcola la somma dei quadrati associata a quel modello:SSreg = $ β T * XT * Y
Poi si sostituiscono nel modello:
E(Y) = X * β
le ipotesi nulle da testare:
H0: λ1*β = λ2*β = λ3*β = ..... = λk *β = 0
ottenendo un modello ridotto:
E(Y) = Z * γ Si calcola una soluzione delle equazioni normali
)γ di quel modello ridotto:
(XT*X)* )γ = XT * Y
e la somma dei quadrati associata ad esso: )γ T * XT * Y
Se le variabili casuali nel vettore e sono distribuite normalmente, la statistica:
u =
( ) ( )
( ) ( )
$ * * $ * *
* $ * *
β γ
β
T T T T
T T T
X Y X Y
k
Y Y X Y
n r
−
−
−
segue una distribuzione F con k e (n-r) gradi di libertà dunque, con un livello di fiducia (1-
α) rifiutiamo l’ipotesi nulla:
H0: λ1*β = λ2*β = λ3*β = ..... = λk *β = 0
se u > F1-α(k, n-r)
Notiamo che tutte le funzioni stimabili per il teorema 1 e 2 possono essere espresse in
funzione delle medie degli stati di prova dunque le uniche ipotesi che si possono testare
sono quelle esprimibili in funzione delle medie degli stati di prova.
7.2.1 OSSERVAZIONI
Il teorema di Gausss-Markov, in pratica afferma che se la matrice (XT*X) è
invertibile (modelli full-rank: full-regression e cell-means), gli stimatori di β provenienti
dalle equazioni normali:
(XT*X)* $ β = XT * Y
sono i migliori nel senso che sono corretti e a varianza minima: si dice che sono stimatori
BLUE; se la matrice (XT*X) non è invertibile (modello sovraparametrizzato), gli stimatoridelle funzioni stimabili provenienti dalle equazioni normali sono stimatori BLUE. Tutto
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 143/320
2 - L’Approccio Scientifico alla Qualità
138
ciò è perfettamente logico: in ogni caso, con r stati di prova stimo correttamente al
massimo r parametri (o loro c.l.) indipendenti.
Nell’ambito delle equazioni normali e il teorema di Gauss-Markov, abbiamo poi
enunciato altri teoremi, presi dal Mood e Graybill (1963): dei 5 teoremi il più importante
è indubbiamente l’ultimo (5) perché indica quali ipotesi si possono testare e come fare.
È un vero peccato che Actis (1995) e Fornasieri (1995), dopo aver enunciato il teorema 5
come sopra, non lo applicano mai come lo hanno esposto: inoltre essi dichiarano che il
teorema 5 è il teorema di Gauss-Markov mentre in Mood e Graybill (1963) e Zyskind
(1969) si riporta che il teorema di Gauss-Markov è quello che dice che gli stimatori
provenienti dalle equazioni normali sono quelli a varianza minima (teorema 3).
Anche Galetto (1995 e 1996) cita moltissimo il teorema di Gauss-Markov, alla base
del metodo G, ma poi non enuncia il teorema 5 come è scritto sul Mood e Graybill (1963)
e non lo applica mai in modo rigoroso. Il teorema richiede che:
1. si parta da un’ipotesi sulle funzioni stimabili linearmente indipendenti,
2. si sostituisca l’ipotesi nulla nel modello più completo, ottenendo un modello ridotto,
3. si risolvano le equazioni normali sul modello ridotto,
4. si calcoli il numeratore della F calcolata per il test, a partire dal modello più
completo, secondo il teorema 5.
Purtroppo spesso non si dichiara la (o le) funzione stimabile che vuole testare, dunque è
ovvio che poi i modelli ridotti non si ottengono dal più completo.Le funzioni stimabili si possono sempre esprimere in funzione delle medie degli
stati di prova quindi l’analisi dei contrast introdotta nel cap.4 è equivalente all’uso del
teorema di Gauss-Markov essendo però molto più veloce; d’altra parte, questa
equivalenza conferisce agli stimatori dei contrast le proprietà di ottimalità, dunque ne
legittima l’analisi.
Notiamo che nell’enunciare il teorema non abbiamo mai invocato l’ortogonalità
statistica ovvero la non correlazione fra gli stimatori di Gauss-Markov: ciò vuol dire che
anche l’analisi dei contrast (fatta ad esempio col metodo di Yates) si può fare in ognisituazione: gli stimatori dei contrast restano BLUE.
Il teorema di Gauss-Markov è quindi un importantissimo risultato teorico ma
nell’applicazione pratica è decisamente conveniente usare l’analisi dei contrast;
tuttavia se si vuole usare a tutti costi il modello sovraparametrizzato invocando il teorema
di Gauss-Markov, bisogna farlo rigorosamente, applicando il teorema 5.
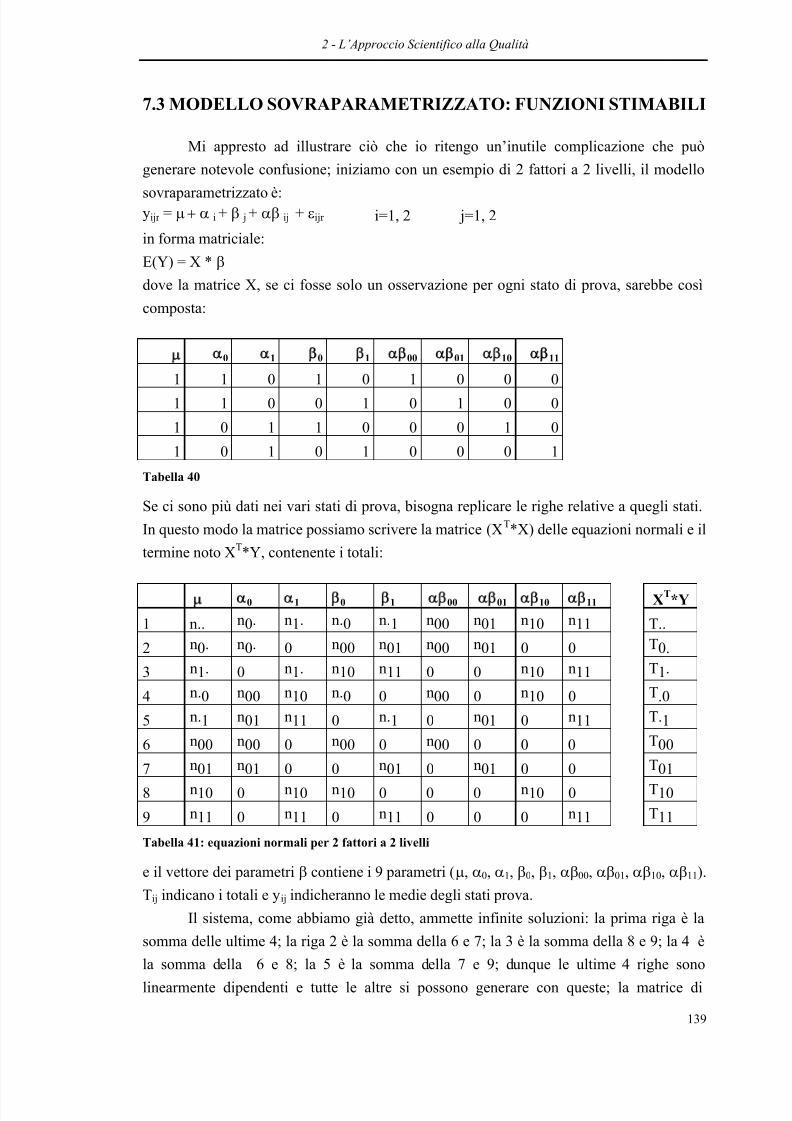
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 144/320
2 - L’Approccio Scientifico alla Qualità
139
7.3 MODELLO SOVRAPARAMETRIZZATO: FUNZIONI STIMABILI
Mi appresto ad illustrare ciò che io ritengo un’inutile complicazione che può
generare notevole confusione; iniziamo con un esempio di 2 fattori a 2 livelli, il modello
sovraparametrizzato è:yijr = µ + α i + β j + αβ ij + εijr i=1, 2 j=1, 2
in forma matriciale:
E(Y) = X * β
dove la matrice X, se ci fosse solo un osservazione per ogni stato di prova, sarebbe così
composta:
µ α0 α1 β0 β1 αβ00 αβ01 αβ10 αβ11
1 1 0 1 0 1 0 0 01 1 0 0 1 0 1 0 0
1 0 1 1 0 0 0 1 0
1 0 1 0 1 0 0 0 1
Tabella 40
Se ci sono più dati nei vari stati di prova, bisogna replicare le righe relative a quegli stati.
In questo modo la matrice possiamo scrivere la matrice (XT*X) delle equazioni normali e il
termine noto XT*Y, contenente i totali:
µ α0 α1 β0 β1 αβ00 αβ01 αβ10 αβ11 XT*Y
1 n.. n0. n1. n.0 n.1 n00 n01 n10 n11 T..
2 n0. n0. 0 n00 n01 n00 n01 0 0 T0.
3 n1. 0 n1. n10 n11 0 0 n10 n11 T1.
4 n.0 n00 n10 n.0 0 n00 0 n10 0 T.0
5 n.1 n01 n11 0 n.1 0 n01 0 n11 T.1
6 n00 n00 0 n00 0 n00 0 0 0 T00
7 n01 n01 0 0 n01 0 n01 0 0 T01
8 n10 0 n10 n10 0 0 0 n10 0 T10
9 n11 0 n11 0 n11 0 0 0 n11 T11
Tabella 41: equazioni normali per 2 fattori a 2 livelli
e il vettore dei parametri β contiene i 9 parametri (µ, α0, α1, β0, β1, αβ00, αβ01, αβ10, αβ11).
Tij indicano i totali e yij indicheranno le medie degli stati prova.
Il sistema, come abbiamo già detto, ammette infinite soluzioni: la prima riga è la
somma delle ultime 4; la riga 2 è la somma della 6 e 7; la 3 è la somma della 8 e 9; la 4 è
la somma della 6 e 8; la 5 è la somma della 7 e 9; dunque le ultime 4 righe sono
linearmente dipendenti e tutte le altre si possono generare con queste; la matrice di

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 145/320
2 - L’Approccio Scientifico alla Qualità
140
dimensione 9 ha dunque rango 4 (ecco perché il modello sovraparametrizzato è chiamato
anche non full-rank o, più precisamente, less than full-rank ), pari al numero degli stati di
prova. In questo caso posso eliminare le prime 5 righe perchè dipendenti dalle ultime 4.
Pongo uguali a zero le variabili corrispondenti alle righe cancellate per cui consideriamo
solo più le ultime 4 righe e colonne; è subito evidente che la soluzione è:
µ = α0 = α1 = β0 = β1 = 0;
αβ00 = T00/n00 = y00
αβ01 = T01/n01 = y01
αβ10 = T10/n10 = y10
αβ11 = T11/n11 = y11
dunque il vettore soluzione72 trasposto βT è (0, 0, 0, 0, 0, y00, y01, y10, y11). Per calcolare la
somma dei quadrati associata a questo modello, bisogna calcolare:
SSreg = βT * XT * Y
Il vettore XT * Y è quello dei totali dunque abbiamo che:
SSreg (I+A+B+AB) = T00*y00 + T01*y01 + T10*y10 + T11*y11
quella scritta sopra è quella che Galetto (1995) chiama “regola del Questo per questo” ovvero il prodotto dei totali per le medie degli stati di prova per trovare la somma dei
quadrati di un modello completo.
Il fatto di aver posto le stime dei parametri uguali a zero, quelli corrispondenti alle
righe linearmente dipendenti, vuol dire prendere una soluzione basica del sistema; ciò è
analogo a quanto viene fatto nel simplesso in ricerca operativa. Ogni volte che troveremo
un sistema con infinite soluzioni prenderemo sempre una soluzione basica perché sono le
più semplici. L’idea di usare le soluzioni basiche, piuttosto ovvia, l’ho trovata anche in
Searle et al. (1981).
7.3.1 FUNZIONI STIMABILI
I teoremi visti prima ci dicono che non esistono degli stimatori corretti per quei 9
parametri; ma c’è da stupirsi? Assolutamente NO: nell’ANOVA si hanno solo 4 gradi di
libertà per i parametri del modello e quindi si possono stimare solo 4 quantità che sono 4
funzioni stimabili linearmente indipendenti; una di esse riguarda la media ovvero la
sommatoria di tutti dati e non ci interessa; le altre 3 potrebbero essere gli effetti (par. 4.8)
dei 2 fattori e della loro interazione:72 È una delle infinite soluzioni che si possono trovare. Ho di nuovo usato la stessa lettera per indicare il parametro e la sua stima puntuale: il lettore non si lasci confondere.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 146/320
2 - L’Approccio Scientifico alla Qualità
141
effetto medio di A µ11 + µ10 - µ01 - µ00
effetto medio di B µ11 + µ01 - µ10 - µ00
effetto di AB µ11 + µ00 - µ01 - µ10
essendo 3 c.l. delle medie sono sicuramente 3 funzioni stimabili; esse sono anche
linearmente indipendenti73 (teorema 2) visto che la matrice:
µ00 µ01 µ10 µ00
-1 -1 1 1
-1 1 -1 1
1 -1 -1 1
.
ha rango 3. Esprimiamo le medie µij in funzione dei 9 parametri del modello:
µ00 = µ + α0 + β0 + αβ00
µ01 = µ + α0 + β1 + αβ01
µ10 = µ + α1 + β0 + αβ10
µ11 = µ + α1 + β1 + αβ11
Ora siamo in grado di esprimere le 3 funzioni stimabili che abbiamo scritto sopra, in
funzione dei parametri del modello:
(1) A = µ11 + µ10 - µ01 - µ00 = 2α1 - 2α0 + αβ11 + αβ10 - αβ01 - αβ00
(2) B = µ11 + µ01 - µ10 - µ00 = 2β1 - 2β0 + αβ11 + αβ10 - αβ01 - αβ00
(3) AB = µ11 + µ00 - µ01 - µ10 = αβ11 + αβ00 - αβ01 - αβ10
Ecco perché il modello sovraparametrizzato può essere fuorviante; introduce dei parametri
in più che ovviamente non si possono stimare e quindi bisogna ricorrere alle funzioni
stimabili che non sono nient’altro che combinazioni lineari delle medie. Pochi (Searle et al.
1981, Speed et al. 1978, Hocking e Speed 1975) esplicitano il fatto che le somme dei
quadrati usualmente impiegate nell’ANOVA con dati bilanciati per stimare l’effetto deifattori testano la (1) e la (2) in termini dei parametri del modello sovraparametrizzato;
coloro che dichiarano di voler usare le funzioni stimabili (fra cui Galetto 1995 e 1996) poi
non specificano quale funzione stimabile stanno testando; forse qualcuno crede che le
somme dei quadrati SS(A) e SS(B) testino:
α1 - α0 = 0
β1 - β0 = 0
e invece le 2 funzioni sopra non sono stimabili; per dimostrarlo partiamo dalla definizione
di funzione stimabile (Mood e Graybilll 1963 pag.363): una funzione dei parametri è
73 E algebricamente ortogonali nello spazio dei contrast.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 147/320
2 - L’Approccio Scientifico alla Qualità
142
stimabile se esiste una combinazione lineare delle risposte Yijr , il cui valore atteso è la
funzione dei parametri.
Ragioniamo solo su α1 - α0, visto che è lo stesso per β1 - β0. Supponiamo di avere N dati
distribuiti secondo le seguenti numerosità degli stati di prova:
A
0 1
B 0 n00 n10
1 n01 n11
N = n00 + n10 + n01 + n11
Dobbiamo chiederci se esiste un vettore K (k 1, k 2, k 3,.... k N) tale che il valore atteso del
prodotto scalare di K per il vettore Y contenete le n osservazioni, è uguale ad α1 - α0.
∃K ∈ℜ N: E (K*Y) = α1 - α0
E k y k y k y k yi ii
n
j j j
n
k k k
n
h hh
n
* * * *001
011
101
111
1 0
00 01 10 11
= = = =∑ ∑ ∑ ∑
⎛
⎝ ⎜
⎞
⎠⎟ +
⎛
⎝ ⎜
⎞
⎠⎟ +
⎛
⎝ ⎜
⎞
⎠⎟ +
⎛
⎝ ⎜
⎞
⎠⎟
⎡
⎣⎢⎢
⎤
⎦⎥⎥
= −α α
k E y k E y k E y k E yi ii
n
j j j
n
k k k
n
h hh
n
* ( ) * ( ) * ( ) * ( )001
011
101
111
1 0
00 01 10 11
= = = =∑ ∑ ∑ ∑
⎛
⎝ ⎜
⎞
⎠⎟ +
⎛
⎝ ⎜
⎞
⎠⎟ +
⎛
⎝ ⎜
⎞
⎠⎟ +
⎛
⎝ ⎜
⎞
⎠⎟
⎡
⎣⎢⎢
⎤
⎦⎥⎥
= −α α
k k k k i
i
n
j
j
n
k
k
n
h
h
n
= = = =
∑ ∑ ∑ ∑⎛
⎝
⎜ ⎞
⎠
⎟ +⎛
⎝
⎜ ⎞
⎠
⎟ +⎛
⎝
⎜ ⎞
⎠
⎟ +⎛
⎝
⎜ ⎞
⎠
⎟⎡
⎣
⎢
⎢
⎤
⎦
⎥
⎥
= −1
00
1
01
1
10
1
11 1 0
00 01 10 11
* * * *µ µ µ µ α α
Se ridefiniamo gli elementi k i nel seguente modo:
k k ii
n
001
00
==∑
k k j j
n
011
01
==
∑
k k k k
n
101
10
= =∑
k k hh
n
111
11
==
∑
si ottiene:
k 00 * µ00 + k 01 * µ01 + k 10 * µ10 + k 11 * µ11 = α1 - α0
Quindi abbiamo dimostrato di nuovo (l’avevamo già fatto col teorema 2) che qualsiasi
funzione stimabile deve essere esprimibile in funzione delle medie degli stati di prova. α1 - α0 lo è? NO, infatti se sviluppiamo le medie in funzione dei parametri del modello
sovraparametrizzato, otteniamo l’identità:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 148/320
2 - L’Approccio Scientifico alla Qualità
143
µ*(k 00 + k 10 + k 01 + k 11) + α0*(k 00 + k 01) + α1*(k 10 + k 11) + β0*(k 00 + k 10) + β1*(k 01 + k 11)
+ αβ00*k 00 + αβ01*k 01 + αβ10*k 10 + αβ11*k 11 = α1 - α0
che dà luogo a un sistema incompatibile nelle incognite k 00, k 01, k 10, k 11. Dunque non si
trova nessun valore di (k 00, k 01, k 10, k 11) che verifichi l’uguaglianza sopra quindi α1 -
α0 non è stimabile. C.V.D.
Lo stesso discorso vale per β1 - β0: non è una funzione stimabile.
Chi non volesse credere alla logica delle dimostrazioni può provare numericamente con dei
dati qualsiasi; si calcoli 2 delle infinite soluzioni delle equazioni normali; esse daranno dei
valori diversi di
α1 - α0 (e anche di β1 - β0)
mentre sappiamo dal teorema 4 che il valore numerico delle funzioni stimabili non cambia
qualunque soluzione si prenda alle equazioni normali.
Anche in Searle (1987) è chiaramente dimostrato in generale (con un numero qualsisaisi di
livelli) che con 2 fattori le funzioni αi - α j e βi - β j sono non stimabili.
In Searle (1987) si riferisce a pag.207 che lo stesso Searle e altri hanno dimostrato nel
1984 che un’ipotesi non testabile ovvero un’ipotesi nulla su una funzione non stimabile
porta a un numeratore della F calcolata identicamente nullo.
7.3.2 ESEMPIO MACCHINA-OPERATORE
Facciamo un esempio per far vedere come andrebbe applicato rigorosamente ilteorema 5, così come è descritto sul Mood e Graybill (1963): nella bibliografia consultata
per la tesi non ho mai visto l’esplicitazione di tale procedura (a parte nel testo citato).
Riportiamo i dati del solito esempio:
MACCHINA 0 MACCHINA 1
OPERATORE 0 64,67 41,48
OPERATORE 1 39,35 41
Tabella 42
Testiamo alcune ipotesi che abbiamo già testato con l’analisi dei contrast; i risultati
dovranno ovviamente venire uguali per il principio F1. La macchina è il fattore A e
l’operatore è il fattore B: ad esempio quello che io definisco effetto medio del fattore
operatore:
O = µ11 + µ01 - µ10 - µ00
O = 2β1 - 2β0 + αβ11 + αβ01 - αβ10 - αβ00 (in termini del modello sovraparametrizzato)
Testare l’effetto dell’operatore sia nullo vuol dunque dire che:
(1) 2β1 - 2β0 + αβ11 + αβ01 - αβ10 - αβ00 = 0
(2) β1 = β0 - (αβ11 + αβ01 - αβ10 - αβ00) / 2
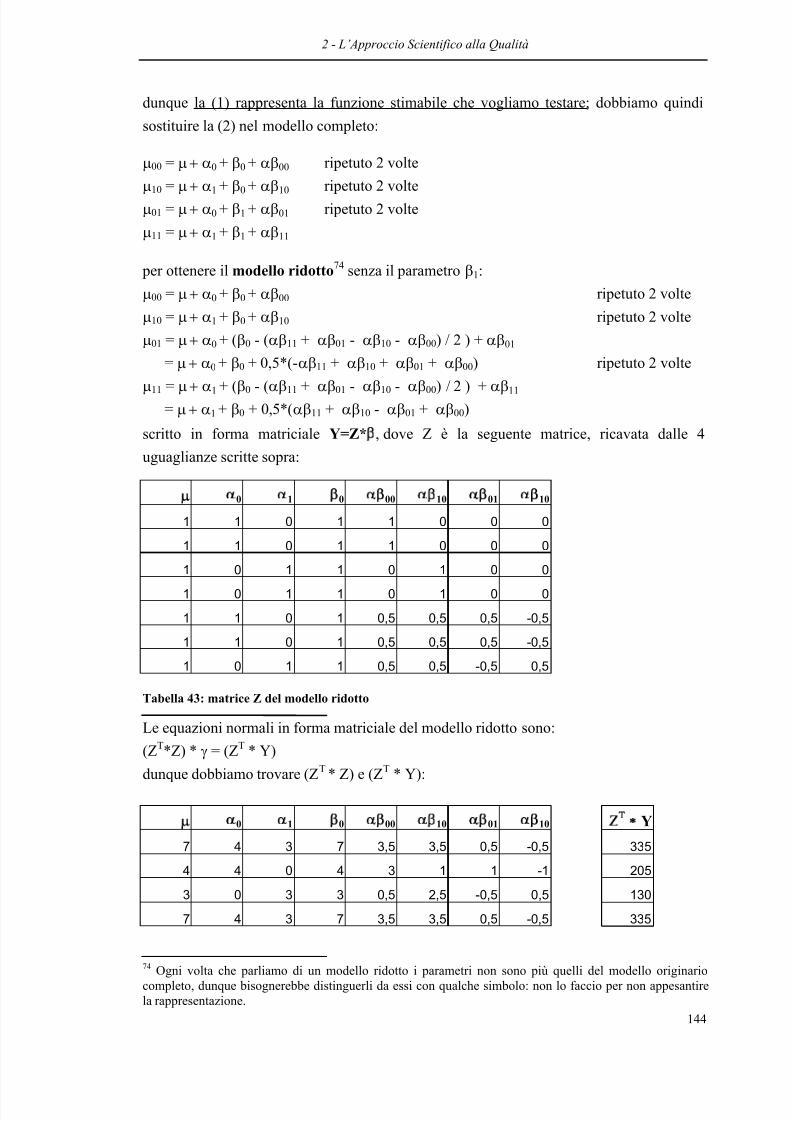
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 149/320
2 - L’Approccio Scientifico alla Qualità
144
dunque la (1) rappresenta la funzione stimabile che vogliamo testare; dobbiamo quindi
sostituire la (2) nel modello completo:
µ00 = µ + α0 + β0 + αβ00 ripetuto 2 volte
µ10 = µ + α1 + β0 + αβ10 ripetuto 2 volte µ01 = µ + α0 + β1 + αβ01 ripetuto 2 volte µ11 = µ + α1 + β1 + αβ11
per ottenere il modello ridotto74 senza il parametro β1:
µ00 = µ + α0 + β0 + αβ00 ripetuto 2 volte µ10 = µ + α1 + β0 + αβ10 ripetuto 2 volte µ01 = µ + α0 + (β0 - (αβ11 + αβ01 - αβ10 - αβ00) / 2 ) + αβ01
= µ + α0 + β0 + 0,5*(-αβ11 + αβ10 + αβ01 + αβ00) ripetuto 2 volte
µ11 = µ + α1 + (β0 - (αβ11 + αβ01 - αβ10 - αβ00) / 2 ) + αβ11
= µ + α1 + β0 + 0,5*(αβ11 + αβ10 - αβ01 + αβ00)
scritto in forma matriciale Y=Z*β, dove Z è la seguente matrice, ricavata dalle 4
uguaglianze scritte sopra:
µ α0 α1 β0 αβ00 αβ10 αβ01 αβ10
1 1 0 1 1 0 0 0
1 1 0 1 1 0 0 0
1 0 1 1 0 1 0 0
1 0 1 1 0 1 0 0
1 1 0 1 0,5 0,5 0,5 -0,5
1 1 0 1 0,5 0,5 0,5 -0,5
1 0 1 1 0,5 0,5 -0,5 0,5
Tabella 43: matrice Z del modello ridotto
Le equazioni normali in forma matriciale del modello ridotto sono:
(ZT*Z) * γ = (ZT * Y)
dunque dobbiamo trovare (ZT * Z) e (ZT * Y):
µ α0 α1 β0 αβ00 αβ10 αβ01 αβ10 ΖΤ ∗ Y
7 4 3 7 3,5 3,5 0,5 -0,5 335
4 4 0 4 3 1 1 -1 205
3 0 3 3 0,5 2,5 -0,5 0,5 130
7 4 3 7 3,5 3,5 0,5 -0,5 335
74 Ogni volta che parliamo di un modello ridotto i parametri non sono più quelli del modello originariocompleto, dunque bisognerebbe distinguerli da essi con qualche simbolo: non lo faccio per non appesantirela rappresentazione.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 150/320
2 - L’Approccio Scientifico alla Qualità
145
3,5 3 0,5 3,5 2,75 0,75 0,25 -0,25 188,5
3,5 1 2,5 3,5 0,75 2,75 0,25 -0,25 146,5
0,5 1 -0,5 0,5 0,25 0,25 0,75 -0,75 16,5
-0,5 -1 0,5 -0,5 -0,25 -0,25 -0,75 0,75 -16,5
Tabella 44: equazioni normali del modello ridotto
La matrice ha dimensione 8, ma il rango è 3 perché la riga 3 si ottiene dalla differenza
delle prime 2; la 4 è uguale alla prima. La 6 è la 4 meno la 5; la 7 è la differenza fra la riga
2 e 5 e la 8 è l’opposto della 7.
Dunque prendiamo le righe 1, 2 e 5 come indipendenti; facciamo entrare in base i
parametri corrispondenti a quelle 3 righe ovvero µ, α0 e αβ00; poniamo le stime degli altri
parametri uguali a zero, ottenendo così una delle ∞5 soluzioni del sistema delle equazioni
normali. Otteniamo così un sistema ridotto, di cui scriviamo la matrice e il termine noto:
µ α0 αβ00 termine noto
7 4 3,5 335
4 4 3 205
3,5 3 2,75 188,5
Tabella 45: sistema ridotto del modello ridotto
La cui soluzione è75:
µ = 38,1α0 = -10,4
αβ00 = 31,4
Allora il vettore soluzione trasposto γT è il seguente: (38.1, -10.4, 0, 0, 31.4, 0, 0, 0) e la
somma dei quadrati associata al modello ridotto Y = I + M + MO (lo scrivo così visto che
ho impostato che l’effetto medio dell’operatore sia nullo) è dunque:
SSreg (I + M + MO)
= γ
T
* Z
T
* Y = (38,1 * 335 - 10,4 * 205 + 31,4 * 188,5) = 16550,4
il valore conferma (principio F1!!!) quello trovato con l’analisi della covarianza nel cap.6.
Per trovare la SSreg del modello completo, come visto prima, si applica la regola del
Questo per questo, ovvero le medie per i totali degli stati di prova:
SSreg (I + M + O + MO) =
βT * XT * Y = (65,5 * 131 + 44,5 * 99 + 37 * 74 + 41*41) = 16960
75 Le stesse lettere indicano sia il parametro che la sua stima: il lettore non si lasci confondere. Anche inseguito userò questa notazione semplificata.
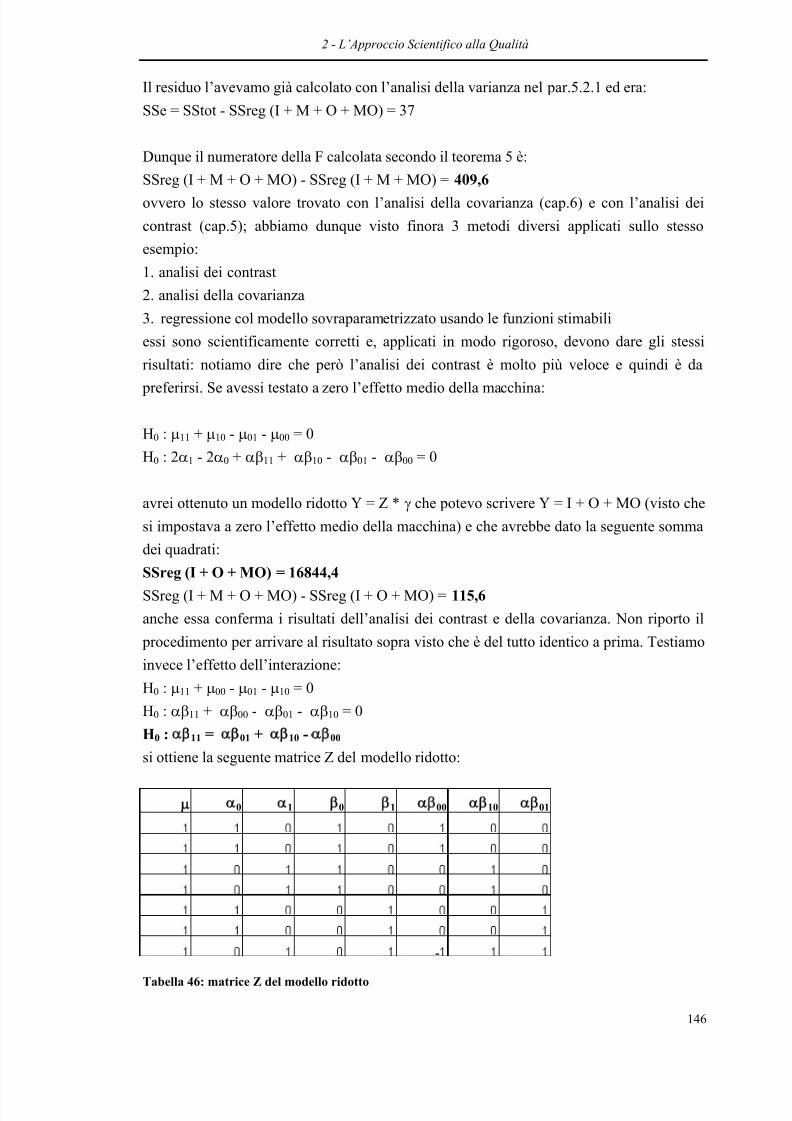
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 151/320
2 - L’Approccio Scientifico alla Qualità
146
Il residuo l’avevamo già calcolato con l’analisi della varianza nel par.5.2.1 ed era:
SSe = SStot - SSreg (I + M + O + MO) = 37
Dunque il numeratore della F calcolata secondo il teorema 5 è:
SSreg (I + M + O + MO) - SSreg (I + M + MO) = 409,6
ovvero lo stesso valore trovato con l’analisi della covarianza (cap.6) e con l’analisi dei
contrast (cap.5); abbiamo dunque visto finora 3 metodi diversi applicati sullo stesso
esempio:
1. analisi dei contrast
2. analisi della covarianza
3. regressione col modello sovraparametrizzato usando le funzioni stimabili
essi sono scientificamente corretti e, applicati in modo rigoroso, devono dare gli stessi
risultati: notiamo dire che però l’analisi dei contrast è molto più veloce e quindi è da
preferirsi. Se avessi testato a zero l’effetto medio della macchina:
H0 : µ11 + µ10 - µ01 - µ00 = 0
H0 : 2α1 - 2α0 + αβ11 + αβ10 - αβ01 - αβ00 = 0
avrei ottenuto un modello ridotto Y = Z * γ che potevo scrivere Y = I + O + MO (visto che
si impostava a zero l’effetto medio della macchina) e che avrebbe dato la seguente somma
dei quadrati:
SSreg (I + O + MO) = 16844,4 SSreg (I + M + O + MO) - SSreg (I + O + MO) = 115,6
anche essa conferma i risultati dell’analisi dei contrast e della covarianza. Non riporto il
procedimento per arrivare al risultato sopra visto che è del tutto identico a prima. Testiamo
invece l’effetto dell’interazione:
H0 : µ11 + µ00 - µ01 - µ10 = 0
H0 : αβ11 + αβ00 - αβ01 - αβ10 = 0
H0 : αβ11 = αβ01 + αβ10 - αβ00
si ottiene la seguente matrice Z del modello ridotto:
µ α0 α1 β0 β1 αβ00 αβ10 αβ01
-
Tabella 46: matrice Z del modello ridotto
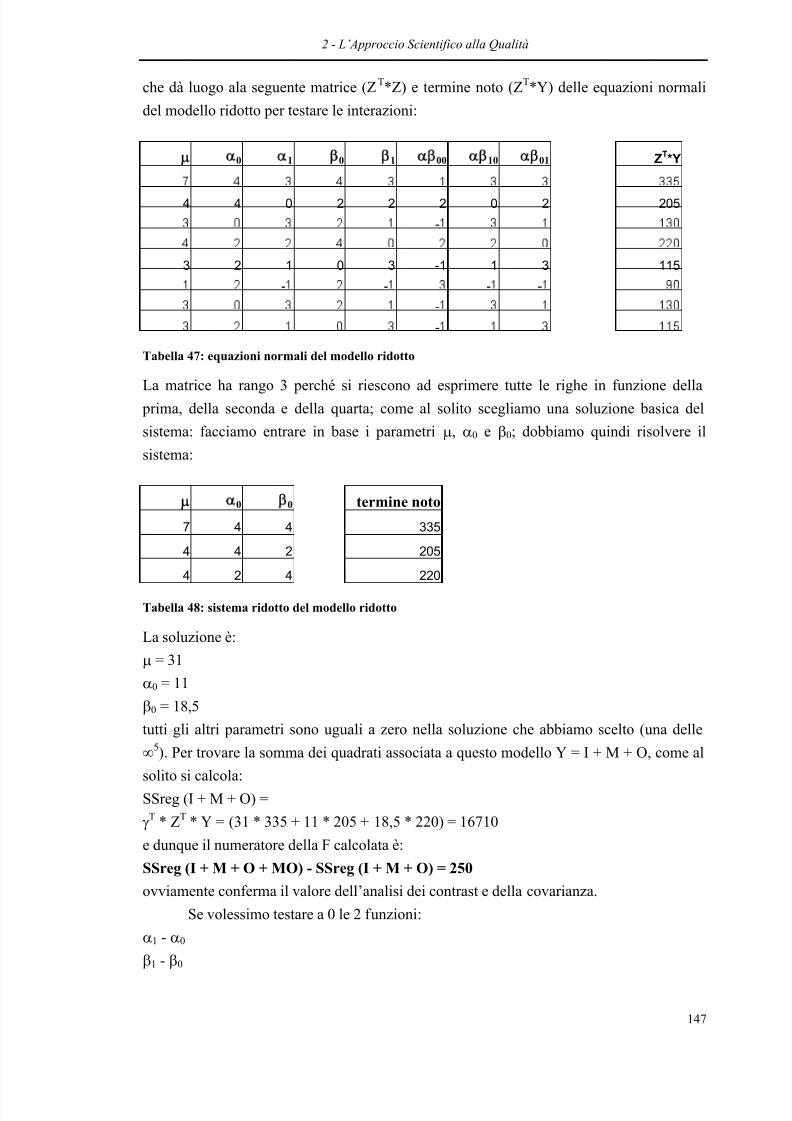
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 152/320
2 - L’Approccio Scientifico alla Qualità
147
che dà luogo ala seguente matrice (ZT*Z) e termine noto (ZT*Y) delle equazioni normali
del modello ridotto per testare le interazioni:
µ α0 α1 β0 β1 αβ00 αβ10 αβ01 ZT*Y
4 4 0 2 2 2 0 2 205
-
3 2 1 0 3 -1 1 3 115
- - - -
-
-
Tabella 47: equazioni normali del modello ridotto
La matrice ha rango 3 perché si riescono ad esprimere tutte le righe in funzione della prima, della seconda e della quarta; come al solito scegliamo una soluzione basica del
sistema: facciamo entrare in base i parametri µ, α0 e β0; dobbiamo quindi risolvere il
sistema:
µ α0 β0 termine noto
7 4 4 335
4 4 2 205
4 2 4 220
Tabella 48: sistema ridotto del modello ridotto
La soluzione è:
µ = 31
α0 = 11
β0 = 18,5
tutti gli altri parametri sono uguali a zero nella soluzione che abbiamo scelto (una delle
∞
5
). Per trovare la somma dei quadrati associata a questo modello Y = I + M + O, come alsolito si calcola:
SSreg (I + M + O) =
γT * ZT * Y = (31 * 335 + 11 * 205 + 18,5 * 220) = 16710
e dunque il numeratore della F calcolata è:
SSreg (I + M + O + MO) - SSreg (I + M + O) = 250
ovviamente conferma il valore dell’analisi dei contrast e della covarianza.
Se volessimo testare a 0 le 2 funzioni:
α1 - α0
β1 - β0
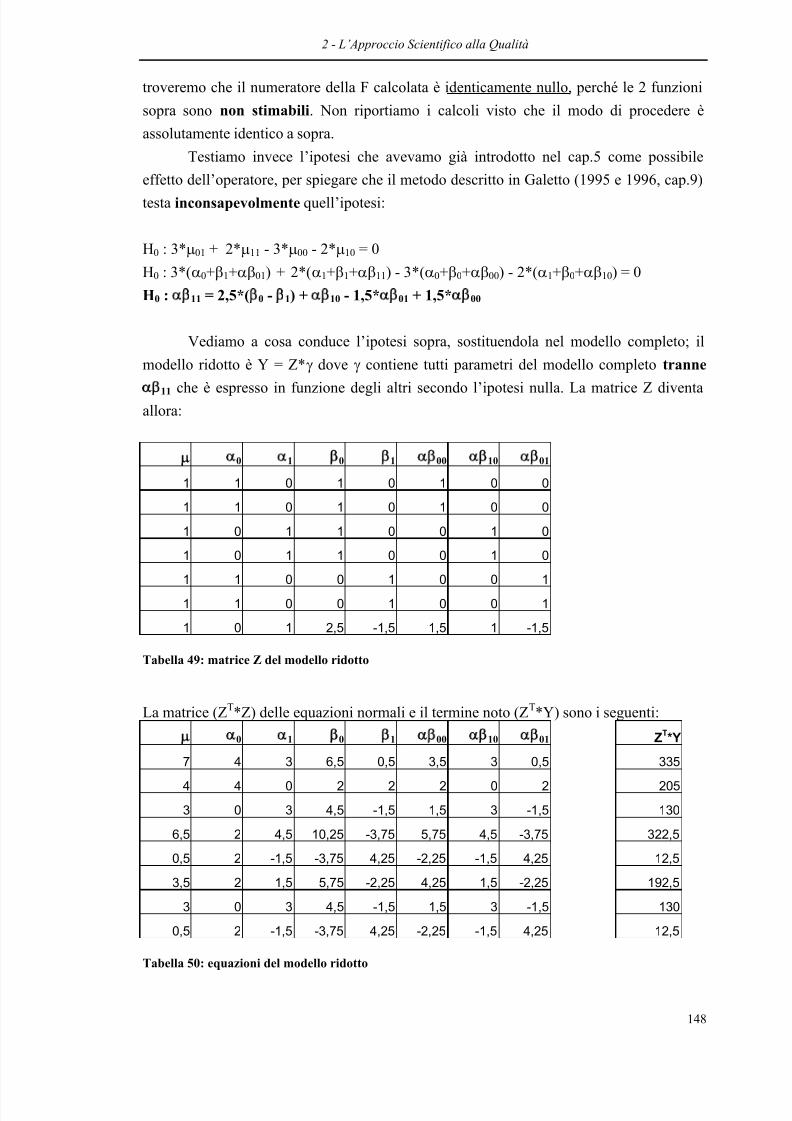
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 153/320
2 - L’Approccio Scientifico alla Qualità
148
troveremo che il numeratore della F calcolata è identicamente nullo, perché le 2 funzioni
sopra sono non stimabili. Non riportiamo i calcoli visto che il modo di procedere è
assolutamente identico a sopra.
Testiamo invece l’ipotesi che avevamo già introdotto nel cap.5 come possibile
effetto dell’operatore, per spiegare che il metodo descritto in Galetto (1995 e 1996, cap.9)
testa inconsapevolmente quell’ipotesi:
H0 : 3*µ01 + 2*µ11 - 3*µ00 - 2*µ10 = 0
H0 : 3*(α0+β1+αβ01) + 2*(α1+β1+αβ11) - 3*(α0+β0+αβ00) - 2*(α1+β0+αβ10) = 0
H0 : αβ11 = 2,5*(β0 - β1) + αβ10 - 1,5*αβ01 + 1,5*αβ00
Vediamo a cosa conduce l’ipotesi sopra, sostituendola nel modello completo; il
modello ridotto è Y = Z*γ dove γ contiene tutti parametri del modello completo tranne
αβ11 che è espresso in funzione degli altri secondo l’ipotesi nulla. La matrice Z diventa
allora:
µ α0 α1 β0 β1 αβ00 αβ10 αβ01
1 1 0 1 0 1 0 0
1 1 0 1 0 1 0 0
1 0 1 1 0 0 1 0
1 0 1 1 0 0 1 0
1 1 0 0 1 0 0 1
1 1 0 0 1 0 0 1
1 0 1 2,5 -1,5 1,5 1 -1,5
Tabella 49: matrice Z del modello ridotto
La matrice (ZT*Z) delle equazioni normali e il termine noto (ZT*Y) sono i seguenti:
µ α0 α1 β0 β1 αβ00 αβ10 αβ01 ZT*Y
7 4 3 6,5 0,5 3,5 3 0,5 335
4 4 0 2 2 2 0 2 205
3 0 3 4,5 -1,5 1,5 3 -1,5 130
6,5 2 4,5 10,25 -3,75 5,75 4,5 -3,75 322,5
0,5 2 -1,5 -3,75 4,25 -2,25 -1,5 4,25 12,5
3,5 2 1,5 5,75 -2,25 4,25 1,5 -2,25 192,5
3 0 3 4,5 -1,5 1,5 3 -1,5 130
0,5 2 -1,5 -3,75 4,25 -2,25 -1,5 4,25 12,5
Tabella 50: equazioni del modello ridotto

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 154/320
2 - L’Approccio Scientifico alla Qualità
149
La matrice ha rango 3 quindi dobbiamo scegliere una soluzione basica: facciamo entrare in
base i parametri µ, α0 e β0: gli altri assumeranno valore uguale a zero; il sistema ridotto è:
µ α0 β0 termine noto
7 4 6,5 3354 4 2 205
6,5 2 10,25 322,5
Tabella 51: sistema ridotto del modello ridotto
La soluzione è:
µ = 28,3333
α0 = 17,916666
β0 = 10
gli altri parametri del vettore γ sono uguali a zero quindi la somma dei quadrati associata aquesto modello ridotto è:
SSreg (.....)76 = γT * ZT * Y =
(28,3333 * 335 + 17,196666 * 205 + 10 * 322,5) = 16389,583333
Il numeratore della F calcolata secondo il teorema 5 è:
SSreg (I + M + O + MO) - SSreg (......) = 16960 - 16389,583333 = 570,416666
conferma (principio F1) il valore trovato con l’analisi dei contrast. Comunque ribadiscoche, secondo me, l’ipotesi testata
H0 : 5*(β1-β0) +3*αβ01 + 2*αβ11 - 3*αβ00 - 2*αβ10 = 0
H0 : 3*µ01 + 2*µ11 - 3*µ00 - 2*µ10 = 0
è di interesse per lo sperimentatore solo se sono giustificati i pesi differenti per le medie;
Galetto probabilmente col suo metodo crede di testare:
H0 : β1-β0 = 0
che invece non è testabile, come ho dimostrato.L’altra ipotesi che si testa col metodo di Galetto riguarda la macchina ed è:
H0 : 5*(α1-α0) +3*αβ10 + 2*αβ11 - 3*αβ00 - 2*αβ01 = 0
H0 : 3*µ10 + 2*µ11 - 3*µ00 - 2*µ01 = 0
non rifaccio l’intero procedimento che è uguale a prima; esso comunque porta a una
somma dei quadrati:
SSreg (....) = 16758,33333
76 È indicato con i puntini perché tale modello non si sa bene quale effetto testi, secondo le mie definizioni(par. 4.8).
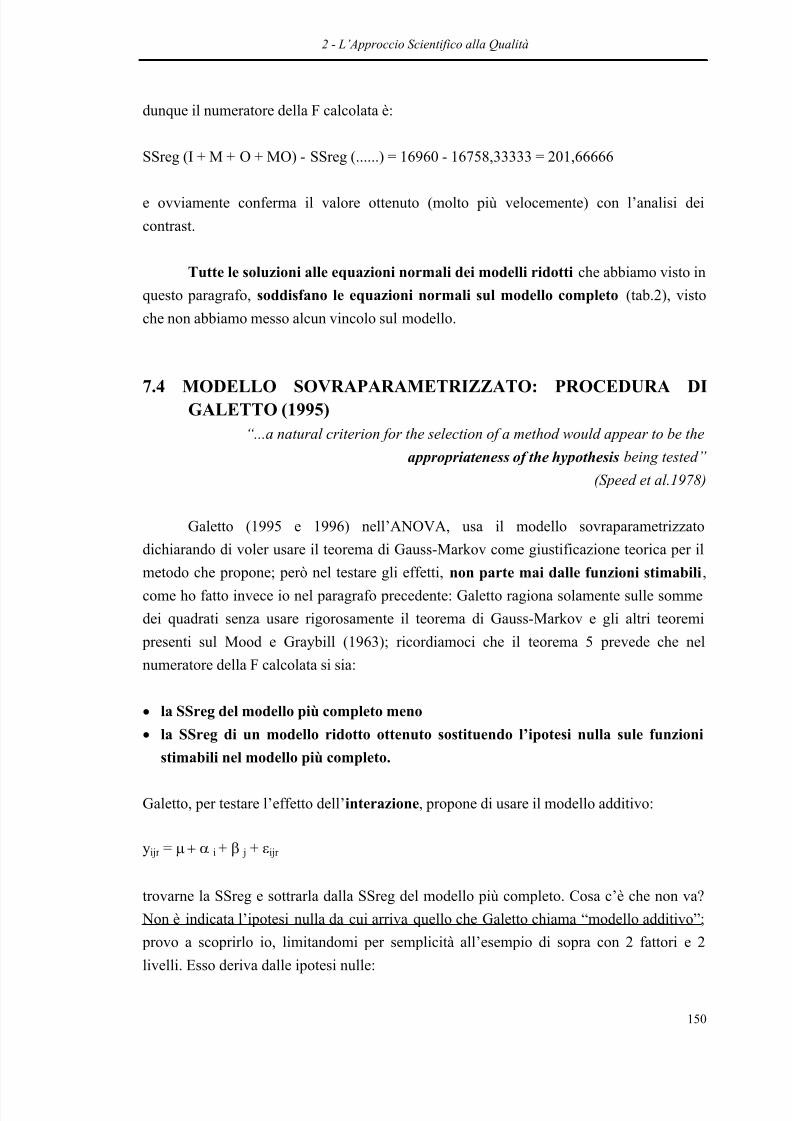
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 155/320
2 - L’Approccio Scientifico alla Qualità
150
dunque il numeratore della F calcolata è:
SSreg (I + M + O + MO) - SSreg (......) = 16960 - 16758,33333 = 201,66666
e ovviamente conferma il valore ottenuto (molto più velocemente) con l’analisi dei
contrast.
Tutte le soluzioni alle equazioni normali dei modelli ridotti che abbiamo visto in
questo paragrafo, soddisfano le equazioni normali sul modello completo (tab.2), visto
che non abbiamo messo alcun vincolo sul modello.
7.4 MODELLO SOVRAPARAMETRIZZATO: PROCEDURA DIGALETTO (1995)
“...a natural criterion for the selection of a method would appear to be the
appropriateness of the hypothesis being tested”
(Speed et al.1978)
Galetto (1995 e 1996) nell’ANOVA, usa il modello sovraparametrizzato
dichiarando di voler usare il teorema di Gauss-Markov come giustificazione teorica per il
metodo che propone; però nel testare gli effetti, non parte mai dalle funzioni stimabili,come ho fatto invece io nel paragrafo precedente: Galetto ragiona solamente sulle somme
dei quadrati senza usare rigorosamente il teorema di Gauss-Markov e gli altri teoremi
presenti sul Mood e Graybill (1963); ricordiamoci che il teorema 5 prevede che nel
numeratore della F calcolata si sia:
• la SSreg del modello più completo meno
• la SSreg di un modello ridotto ottenuto sostituendo l’ipotesi nulla sule funzioni
stimabili nel modello più completo.
Galetto, per testare l’effetto dell’interazione, propone di usare il modello additivo:
yijr = µ + α i + β j + εijr
trovarne la SSreg e sottrarla dalla SSreg del modello più completo. Cosa c’è che non va?
Non è indicata l’ipotesi nulla da cui arriva quello che Galetto chiama “modello additivo”;
provo a scoprirlo io, limitandomi per semplicità all’esempio di sopra con 2 fattori e 2livelli. Esso deriva dalle ipotesi nulle:

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 156/320
2 - L’Approccio Scientifico alla Qualità
151
H01 : αβ00 = k
H02 : αβ10 = k
H03 : αβ01 = k
H04 : αβ11 = k
in cui si introduce un ulteriore parametro, k, che, comparendo in tutti gli stati di prova, può
essere conglobato senza problemi nella media77. L’ipotesi sopra è equivalente alle tre:
H’01 : αβ00 - αβ10 = 0
H’02 : αβ10 - αβ01 = 0
H’03 : αβ01 - αβ11 = 0
che però vanno espresse (se è possibile), in termini di funzioni stimabili, se vogliamo
sfruttare il teorema di Gauss-Markov e il teorema 5; ad esempio possiamo esprimerle
così:
H’’01 : αβ11 + αβ00 - αβ10 - αβ01 = 0 (unendo H’01 e H’03)
H’02 : αβ10 - αβ01 = 0
H’03 : αβ01 - αβ11 = 0
Di queste 3 solo la prima è una funzione stimabile e dà quindi luogo a un’ipotesi testabile.
Le altre 2 sono ipotesi non testabili. Dunque l’ipotesi H0 (implicita nella scrittura delmodello additivo di Galetto), composta di H’’01, H’02, H’03, è parzialmente testabile,
secondo la terminologia di Searle (1987) a pag.297. L’ipotesi H0, sebbene sia diversa da
H’’01 non è distinguibile da essa: questo singolare fatto è dovuto al fatto di non avere
formulato a priori un’ipotesi nulla sulle funzioni stimabili; il risultato è che uno crede di
testare H0 e invece testa H’’01; quest’ultima è già stata testata nel paragrafo precedente: il
modello ridotto da H’’01 dava luogo a una somma dei quadrati:
SSreg = 16710
Per far vedere che H0 (l’ipotesi implicita nella procedura di Galetto) non è distinguibile daH’’01 usiamo il suo modello additivo nell’esempio macchina-operatore; la matrice Z del
modello ridotto da H0: Y = Z * γ è la seguente:
77 Chi non ne fosse convinto provi a scriversi le equazioni normali introducendo il parametro k: vedrà che si può eliminare perché rappresenta una colonna unitaria della matrice Z, esattamente uguale a quella dellamedia. È una situazione analoga a quella di tab.4 del par.7.3.2 dove la colonna di β0 e uguale a quella dellamedia µ e può essere eliminata, senza cambiare la SSreg del modello ridotto.
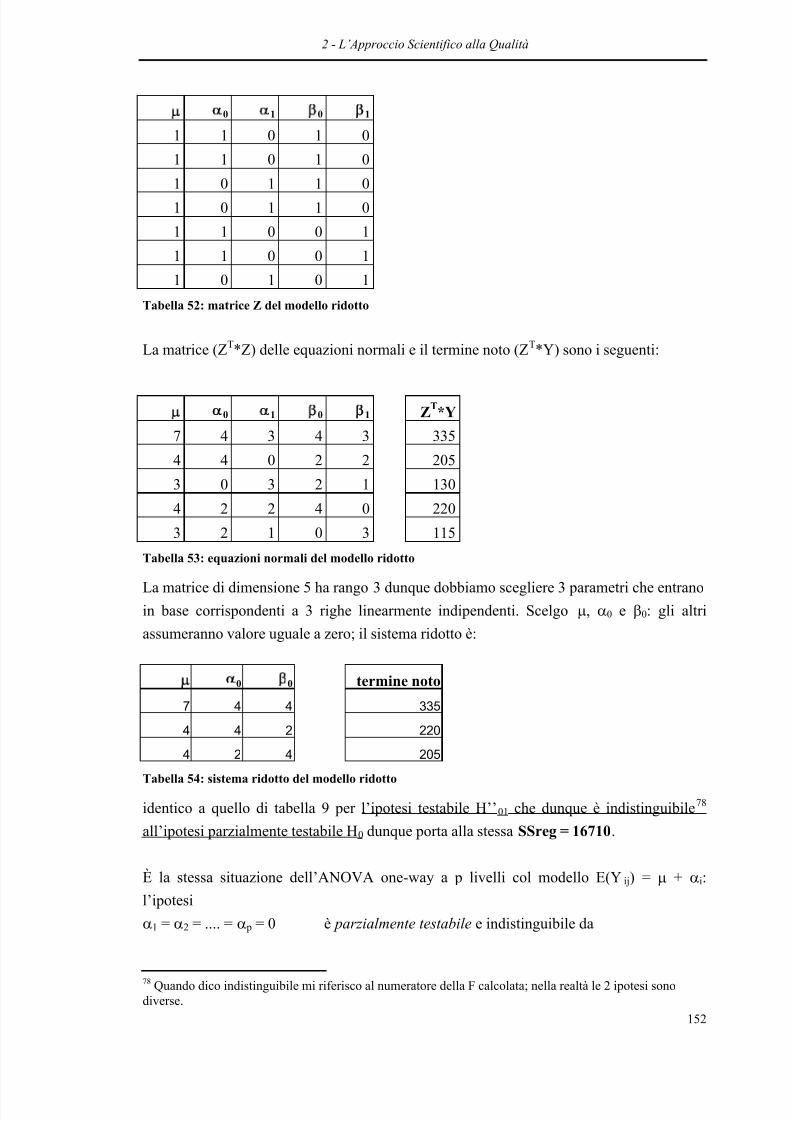
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 157/320
2 - L’Approccio Scientifico alla Qualità
152
µ α0 α1 β0 β1
1 1 0 1 0
1 1 0 1 0
1 0 1 1 01 0 1 1 0
1 1 0 0 1
1 1 0 0 1
1 0 1 0 1
Tabella 52: matrice Z del modello ridotto
La matrice (ZT*Z) delle equazioni normali e il termine noto (ZT*Y) sono i seguenti:
µ α0 α1 β0 β1 ZT*Y
7 4 3 4 3 335
4 4 0 2 2 205
3 0 3 2 1 130
4 2 2 4 0 220
3 2 1 0 3 115
Tabella 53: equazioni normali del modello ridotto
La matrice di dimensione 5 ha rango 3 dunque dobbiamo scegliere 3 parametri che entrano
in base corrispondenti a 3 righe linearmente indipendenti. Scelgo µ, α0 e β0: gli altri
assumeranno valore uguale a zero; il sistema ridotto è:
µ α0 β0 termine noto
7 4 4 335
4 4 2 220
4 2 4 205Tabella 54: sistema ridotto del modello ridotto
identico a quello di tabella 9 per l’ipotesi testabile H’’01 che dunque è indistinguibile78
all’ipotesi parzialmente testabile H0 dunque porta alla stessa SSreg = 16710.
È la stessa situazione dell’ANOVA one-way a p livelli col modello E(Yij) = µ + αi:
l’ipotesi
α1 = α2 = .... = α p = 0 è parzialmente testabile e indistinguibile da
78 Quando dico indistinguibile mi riferisco al numeratore della F calcolata; nella realtà le 2 ipotesi sonodiverse.
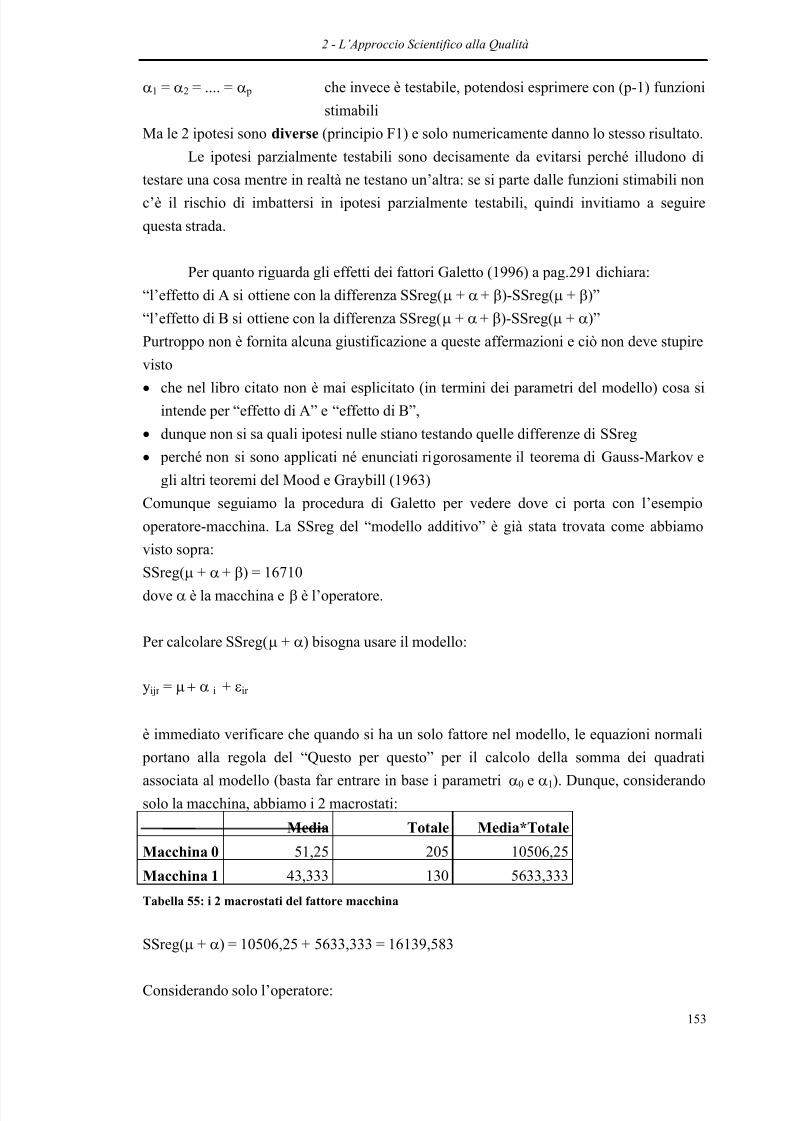
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 158/320
2 - L’Approccio Scientifico alla Qualità
153
α1 = α2 = .... = α p che invece è testabile, potendosi esprimere con (p-1) funzioni
stimabili
Ma le 2 ipotesi sono diverse (principio F1) e solo numericamente danno lo stesso risultato.
Le ipotesi parzialmente testabili sono decisamente da evitarsi perché illudono di
testare una cosa mentre in realtà ne testano un’altra: se si parte dalle funzioni stimabili non
c’è il rischio di imbattersi in ipotesi parzialmente testabili, quindi invitiamo a seguire
questa strada.
Per quanto riguarda gli effetti dei fattori Galetto (1996) a pag.291 dichiara:
“l’effetto di A si ottiene con la differenza SSreg(µ + α + β)-SSreg(µ + β)”
“l’effetto di B si ottiene con la differenza SSreg(µ + α + β)-SSreg(µ + α)”
Purtroppo non è fornita alcuna giustificazione a queste affermazioni e ciò non deve stupire
visto
• che nel libro citato non è mai esplicitato (in termini dei parametri del modello) cosa si
intende per “effetto di A” e “effetto di B”,
• dunque non si sa quali ipotesi nulle stiano testando quelle differenze di SSreg
• perché non si sono applicati né enunciati rigorosamente il teorema di Gauss-Markov e
gli altri teoremi del Mood e Graybill (1963)
Comunque seguiamo la procedura di Galetto per vedere dove ci porta con l’esempio
operatore-macchina. La SSreg del “modello additivo” è già stata trovata come abbiamo
visto sopra:
SSreg(µ + α + β) = 16710dove α è la macchina e β è l’operatore.
Per calcolare SSreg(µ + α) bisogna usare il modello:
yijr = µ + α i + εir
è immediato verificare che quando si ha un solo fattore nel modello, le equazioni normali
portano alla regola del “Questo per questo” per il calcolo della somma dei quadratiassociata al modello (basta far entrare in base i parametri α0 e α1). Dunque, considerando
solo la macchina, abbiamo i 2 macrostati:
Media Totale Media*Totale
Macchina 0 51,25 205 10506,25
Macchina 1 43,333 130 5633,333
Tabella 55: i 2 macrostati del fattore macchina
SSreg(µ + α) = 10506,25 + 5633,333 = 16139,583
Considerando solo l’operatore:
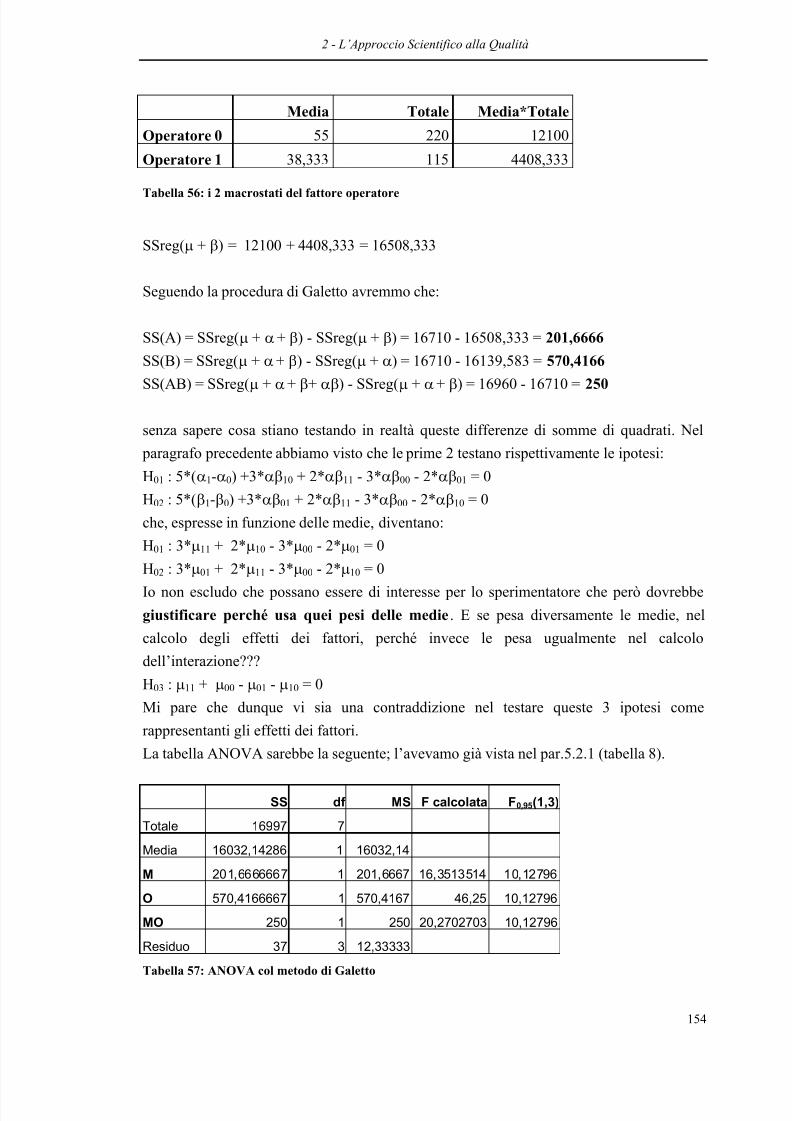
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 159/320
2 - L’Approccio Scientifico alla Qualità
154
Media Totale Media*Totale
Operatore 0 55 220 12100
Operatore 1 38,333 115 4408,333
Tabella 56: i 2 macrostati del fattore operatore
SSreg(µ + β) = 12100 + 4408,333 = 16508,333
Seguendo la procedura di Galetto avremmo che:
SS(A) = SSreg(µ + α + β) - SSreg(µ + β) = 16710 - 16508,333 = 201,6666
SS(B) = SSreg(µ + α + β) - SSreg(µ + α) = 16710 - 16139,583 = 570,4166
SS(AB) = SSreg(µ + α + β+ αβ) - SSreg(µ + α + β) = 16960 - 16710 = 250
senza sapere cosa stiano testando in realtà queste differenze di somme di quadrati. Nel
paragrafo precedente abbiamo visto che le prime 2 testano rispettivamente le ipotesi:
H01 : 5*(α1-α0) +3*αβ10 + 2*αβ11 - 3*αβ00 - 2*αβ01 = 0
H02 : 5*(β1-β0) +3*αβ01 + 2*αβ11 - 3*αβ00 - 2*αβ10 = 0
che, espresse in funzione delle medie, diventano:
H01 : 3*µ11 + 2*µ10 - 3*µ00 - 2*µ01 = 0
H02 : 3*µ01 + 2*µ11 - 3*µ00 - 2*µ10 = 0Io non escludo che possano essere di interesse per lo sperimentatore che però dovrebbe
giustificare perché usa quei pesi delle medie. E se pesa diversamente le medie, nel
calcolo degli effetti dei fattori, perché invece le pesa ugualmente nel calcolo
dell’interazione???
H03 : µ11 + µ00 - µ01 - µ10 = 0
Mi pare che dunque vi sia una contraddizione nel testare queste 3 ipotesi come
rappresentanti gli effetti dei fattori.
La tabella ANOVA sarebbe la seguente; l’avevamo già vista nel par.5.2.1 (tabella 8).
SS df MS F calcolata F0,95(1,3)
Totale 16997 7
Media 16032,14286 1 16032,14
M 201,6666667 1 201,6667 16,3513514 10,12796
O 570,4166667 1 570,4167 46,25 10,12796
MO 250 1 250 20,2702703 10,12796
Residuo 37 3 12,33333Tabella 57: ANOVA col metodo di Galetto

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 160/320
2 - L’Approccio Scientifico alla Qualità
155
Nella procedura di Galetto le SS(A) e SS(B) non sono ottenute sostituendo
un’ipotesi nulla nel modello completo: a posteriori sappiamo che è così, ma a priori chi
ci garantisce che le 2 statistiche:
( ) ( )( ) ( )
( )( )
SSreg +µ α β µ β + − + −
−
SSreg a
SSe N a b
/
/ *
1
( ) ( )( ) ( )
( )( )
SSreg +µ α β µ α + − + −
−
SSreg b
SSe N a b
/
/ *
179
seguano una distribuzione F con 1 e 3 gradi di libertà? Il teorema di Cochran.
7.4.1 TEOREMA DI COCHRAN
Date N variabili Xi che seguono una normale una distribuzione normale con media
µ e varianza σ2, sappiamo che la variabile casuale:
( ) X ii
N
−=∑ µ
σ
1
2
2
segue una distribuzione χ2 con N gradi di libertà. Se si scompongono:
Q = ( ) X ii
N
−=∑ µ
1
2
= Q1 + Q2 + Q3 +.....+ QK
N = N1 + N2 + N3 +.....+ NK
il teorema di Cochran assicura che:
• il rapporto ( Qi / σ2 ) segue una distribuzione χ2 con Ni gradi di libertà.
• le variabili casuali ( Qi / σ2 ) e ( Q j / σ2 ) sono indipendenti, ∀i,j
dunque
• il rapporto di variabili casuali:
( )
( )Q N
Q N
i i
j j
/
/
segue una distribuzione F con Ni e N j gradi di libertà, ∀i,j
Applichiamo tale teorema al nostro esempio con 2 fattori, dove Q è la somma dei quadraticorretta e scriviamo le seguenti identità, una per le somme dei quadrati e l’altra per i gradi
di libertà:
Q = SStot - SSreg(µ) =
[SSreg(µ+α) - SSreg(µ)]80
79 Nel nostro esempio N=7, a=2, b=2.
80 È l’effetto del fattore A calcolato con la regola del Questo per questo; non è sbagliato come affermaGaletto (1996 pag.290): semplicemente sta testando una particolare ipotesi nulla:H0 : µ1. - µ0. Il fatto che essa probabilmente non è di interesse non vuol dire che è sbagliato.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 161/320
2 - L’Approccio Scientifico alla Qualità
156
+ [SSreg(µ+α+β) - SSreg(µ+α)]
+ [SSreg(µ+α+β+αβ) - SSreg(µ+α+β)]
+ [SStot - SSreg(µ+α+β+αβ)]
N -1 = (a-1) + (b-1) + (a-1)*(b-1) + (N-ab)
dove N è il numero totale di osservazioni, a è il numero di livelli del fattore A e b è il
numero di livelli del fattore B. L’ultimo addendo rappresenta SSe dunque il teorema di
Cochran assicura che:
( ) ( )( ) ( )
( )( )
SSreg +µ α β µ α + − + −
−
SSreg b
SSe N a b
/
/ *
1
segue una distribuzione F con (a-1) e (N-a*b) gradi di libertà. Analogamente potevo
mostrare che la statistica:
( ) ( )( ) ( )
( )( )
SSreg +µ α β µ β + − + −
−
SSreg a
SSe N a b
/
/ *
1
segue una distribuzione F con (b-1) e (N-a*b) gradi di libertà. La decomposizione di Q
effettuata sopra dà luogo a un’analisi ortogonale, appropriata solo se il fattore A è più
importante del fattore B, ovvero se esiste un ordine preferenziale dei fattori: non credo che
questa sia una situazione comune nei piani fattoriali.
Il teorema non dice però quale ipotesi nulla si sta testando con queste statistiche. Dunque
con la procedura di Galetto si eseguono dei test corretti. Però:
• non si sa cosa si testa
• i test non sono indipendenti81, perché le SS(.) del numeratore F provengono da contrast
non ortogonali, se le numerosità sono diverse.
7.4.2 METODO DI GALETTO IN LETTERAURA
Comunque Galetto non è l’unico che usa questo metodo. In Speed et al. (1978) si
riferisce al metodo qua esposto come “method of fitting constants” (inventato da Yates nel
1934) oppure come “experimental design” (di Overall e Spiegel 1969); anche in
Krishnaiah (1980) è chiamato “experimental design”.
I testi citati riferiscono che il metodo 2 usato dal programma statistico SAS-76 fa
esattamente l’analisi che farebbe Galetto: tale analisi non è ortogonale se la numerosità
degli stati di prova non è costante come abbiamo visto nell’esempio macchina-operatore.
Il metodo 1 di quel programma richiede un ordine preferenziale di fattori e
interazioni e fa dunque un’analisi sempre ortogonale, conducendo quindi dei test
81 È il problema della non ortogonalità statistica, non è causato dal metodo di Galetto.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 162/320
2 - L’Approccio Scientifico alla Qualità
157
indipendenti. In Speed et al. (1978) si riferisce tale metodo è denominato “A Priori
Ordering” di Overall e Spiegel (1969).
I metodi 3 e 4 di SAS-76 impiegano il modello full-regression che vedremo nel
prossimo capitolo: danno comunque i risultati dell’analisi dei contrast e quindi se gli stati
di prova hanno numerosità diverse, l’analisi non è ortogonale. Il metodo impiegato, in
Speed et al.(1978) è chiamato “Complete Least Squares” di Overall e Spiegel (1969)
oppure “Weighted Squares of Means”, inventato da Yates nel 1934.
Per quanto riguarda l’opportunità o meno di fare un’analisi ortogonale (sempre
possibile) ricordiamo le sagge parole di Speed e Hocking (1978):
“Since the statement of a model and the testing of hypothesis about the parameters
of that model are fundamental concepts in statistical analysis, particularly the analysis of
variance, a natural criterion for the selection of a method would appear to be the
appropriateness of the hypothesis being tested . Other factors such as ease of computation
and orthogonality of quadratic forms cannot be justified if the hypothesis tested have no
meaningful interpretation”.
7.4.3 MODELLI NON GERARCHICI
Riprendiamo il discorso sui modelli non gerarchici (par. 6.4): un modello è
gerarchico se un interazione fra n fattori è inclusa nel modello solo una volta aver incluso
in esso i fattori e le interazioni di ordine più basso che coinvolgono gli n fattori
considerati. Per esempio y =I+A+AB non è gerarchico perché è stata inserita AB senza
che fosse inserito B; non è gerarchico y = I+B+C+AC+BC+AB poiché ci sono AC e ABma non c’è A; non è gerarchico y = I+A+B+C+AB+AC+ABC perché c’è ABC ma non
BC. E’ invece gerarchico y = I+A+B+C+AB+AC+BC+ABC.
Il fatto di poter usare solo modelli gerarchici è un fatto che ha importanti
conseguenze: ad esempio per calcolare l’effetto di A facendo la differenza fra le SS di 2
modelli non potrò usare i modelli più completi ovvero con 3 fattori non potrò scrivere:
SS(A) = SS(I+A+B+C+AB+AC+BC+ABC) - SS(I+B+C+AB+AC+BC+ABC)
perché il secondo non è gerarchico avendo incluso AB, AC, ABC senza aver incluso A.
Ma perché non bisogna usare modelli non gerarchici? A priori non c'è alcun motivo.Il problema è che se scriviamo i modelli sovraparametrizzati come li scrive Galetto82, e su
di essi applichiamo le equazioni normali troviamo che:
SS(I+B+C+AB+AC+BC+ABC) = SS(I+A+B+C+AB+AC+BC+ABC)
per cui SS(A)=0 se vogliamo calcolarlo per differenza dei 2 modelli sopra. Questa è una
situazione generale che vale ogni volta che uso scrivo i modelli nella forma di Galetto:
82 Essi non sono giustificati dal teorema 5 del Mood e Graybill (1963) ma dal teorema di Cochran, comeabbiamo visto.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 163/320
2 - L’Approccio Scientifico alla Qualità
158
La SS di un modello non gerarchico è sempre uguale a quella del modello
gerarchizzato.
Il termine modello gerarchizzato non è presente in letteratura (almeno quella che ho
esaminato): con esso intendo il modello non gerarchico più il completamento minimo di
parametri per renderlo gerarchico; ad esempio il modello gerarchizzato di
Y = I+AB
è Y = I+A+B+AB
Dalla legge che abbiamo esposto sopra sappiamo:
SS (I+AB) = SS (I+A+B+AB)
Dimostriamolo con le equazioni normali; nel par. 7.2 abbiamo visto che:
SSreg (I+A+B+AB) = T00*y00 + T01*y01 + T10*y10 + T11*y11
A questo punto scriviamo le equazioni normali per il modello Y = I+AB:
µ αβ00 αβ01 αβ10 αβ11 ZT*Y
n.. n00 n01 n10 n11 T..n00 n00 0 0 0 T00n01 0 n01 0 0 T01n10 0 0 n10 0 T10n11 0 0 0 n11 T11
Tabella 58: equazioni normali su un modello non gerarchico
La prima riga è la somma delle altre per cui la elimino e pongo µ = 0 (soluzione basica);
come si vede la soluzione è:αβ00 =(T00/n00); αβ01 =(T01/n01); αβ10 =(T10/n10); αβ11 =(T11/n11);
che dà luogo alla stessa SSreg calcolata prima. Abbiamo così mostrato che:
SS (I+AB) = SS (I+A+B+AB)
Analogamente potevamo mostrare che :
SS (I+A+AB) = SS (I+A+B+AB)
oppure
SS (I+B+AB) = SS (I+A+B+AB)
Scrivendo dunque i modelli sovraparametrizzati nella forma di Galetto, non si possono
usare modelli non gerarchici perché danno una somma dei quadrati uguale a quella del
corrispondente modello gerarchizzato83.
Nelder (1974) si era reso conto di questo fatto: infatti nella lettera citata in
bibliografia, aveva scritto all’editore della rivista Journal of the Royal Statistical Society
83 Lascio al lettore il “piacere” di collegare tali eguaglianze al discorso delle ipotesi non testabili e
parzialmente testabili.
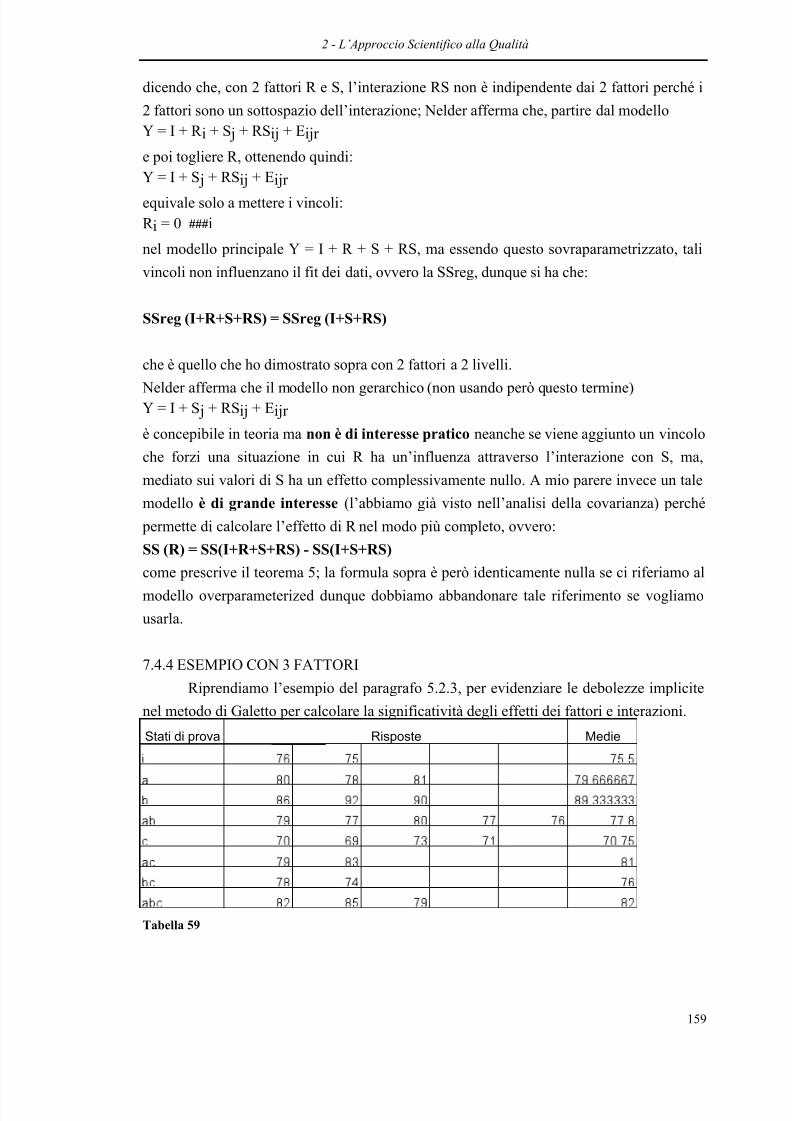
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 164/320
2 - L’Approccio Scientifico alla Qualità
159
dicendo che, con 2 fattori R e S, l’interazione RS non è indipendente dai 2 fattori perché i
2 fattori sono un sottospazio dell’interazione; Nelder afferma che, partire dal modelloY = I + R i + S j + RSij + Eijr
e poi togliere R, ottenendo quindi:Y = I + S j + RSij + Eijr
equivale solo a mettere i vincoli:R i = 0 ###i
nel modello principale Y = I + R + S + RS, ma essendo questo sovraparametrizzato, tali
vincoli non influenzano il fit dei dati, ovvero la SSreg, dunque si ha che:
SSreg (I+R+S+RS) = SSreg (I+S+RS)
che è quello che ho dimostrato sopra con 2 fattori a 2 livelli.
Nelder afferma che il modello non gerarchico (non usando però questo termine)Y = I + S j + RSij + Eijr
è concepibile in teoria ma non è di interesse pratico neanche se viene aggiunto un vincolo
che forzi una situazione in cui R ha un’influenza attraverso l’interazione con S, ma,
mediato sui valori di S ha un effetto complessivamente nullo. A mio parere invece un tale
modello è di grande interesse (l’abbiamo già visto nell’analisi della covarianza) perché
permette di calcolare l’effetto di R nel modo più completo, ovvero:
SS (R) = SS(I+R+S+RS) - SS(I+S+RS)
come prescrive il teorema 5; la formula sopra è però identicamente nulla se ci riferiamo almodello overparameterized dunque dobbiamo abbandonare tale riferimento se vogliamo
usarla.
7.4.4 ESEMPIO CON 3 FATTORI
Riprendiamo l’esempio del paragrafo 5.2.3, per evidenziare le debolezze implicite
nel metodo di Galetto per calcolare la significatività degli effetti dei fattori e interazioni.
Stati di prova Risposte Medie
Tabella 59
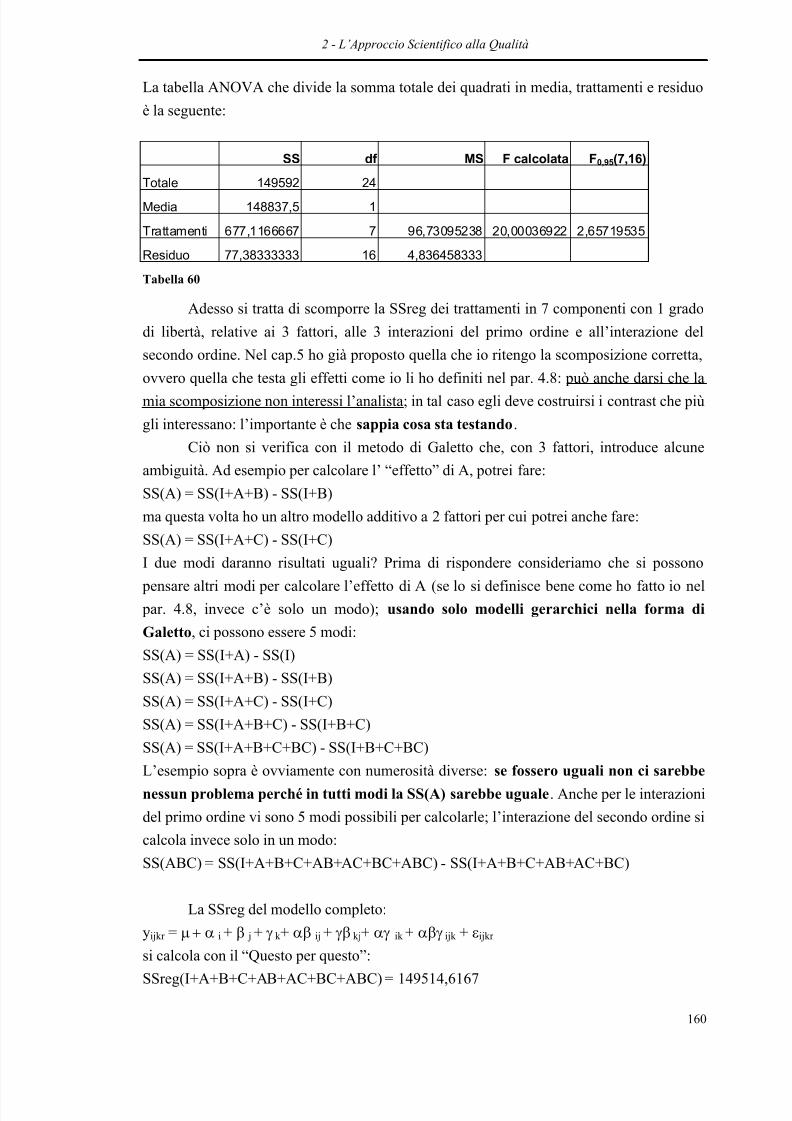
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 165/320
2 - L’Approccio Scientifico alla Qualità
160
La tabella ANOVA che divide la somma totale dei quadrati in media, trattamenti e residuo
è la seguente:
SS df MS F calcolata F0,95(7,16)
Totale 149592 24Media 148837,5 1
Trattamenti 677,1166667 7 96,73095238 20,00036922 2,65719535
Residuo 77,38333333 16 4,836458333
Tabella 60
Adesso si tratta di scomporre la SSreg dei trattamenti in 7 componenti con 1 grado
di libertà, relative ai 3 fattori, alle 3 interazioni del primo ordine e all’interazione del
secondo ordine. Nel cap.5 ho già proposto quella che io ritengo la scomposizione corretta,
ovvero quella che testa gli effetti come io li ho definiti nel par. 4.8: può anche darsi che lamia scomposizione non interessi l’analista; in tal caso egli deve costruirsi i contrast che più
gli interessano: l’importante è che sappia cosa sta testando.
Ciò non si verifica con il metodo di Galetto che, con 3 fattori, introduce alcune
ambiguità. Ad esempio per calcolare l’ “effetto” di A, potrei fare:
SS(A) = SS(I+A+B) - SS(I+B)
ma questa volta ho un altro modello additivo a 2 fattori per cui potrei anche fare:
SS(A) = SS(I+A+C) - SS(I+C)
I due modi daranno risultati uguali? Prima di rispondere consideriamo che si possono pensare altri modi per calcolare l’effetto di A (se lo si definisce bene come ho fatto io nel
par. 4.8, invece c’è solo un modo); usando solo modelli gerarchici nella forma di
Galetto, ci possono essere 5 modi:
SS(A) = SS(I+A) - SS(I)
SS(A) = SS(I+A+B) - SS(I+B)
SS(A) = SS(I+A+C) - SS(I+C)
SS(A) = SS(I+A+B+C) - SS(I+B+C)
SS(A) = SS(I+A+B+C+BC) - SS(I+B+C+BC)
L’esempio sopra è ovviamente con numerosità diverse: se fossero uguali non ci sarebbe
nessun problema perché in tutti modi la SS(A) sarebbe uguale. Anche per le interazioni
del primo ordine vi sono 5 modi possibili per calcolarle; l’interazione del secondo ordine si
calcola invece solo in un modo:
SS(ABC) = SS(I+A+B+C+AB+AC+BC+ABC) - SS(I+A+B+C+AB+AC+BC)
La SSreg del modello completo:
yijkr = µ + α i + β j + γ k + αβ ij + γβ kj+ αγ ik + αβγ ijk + εijkr
si calcola con il “Questo per questo”:SSreg(I+A+B+C+AB+AC+BC+ABC) = 149514,6167
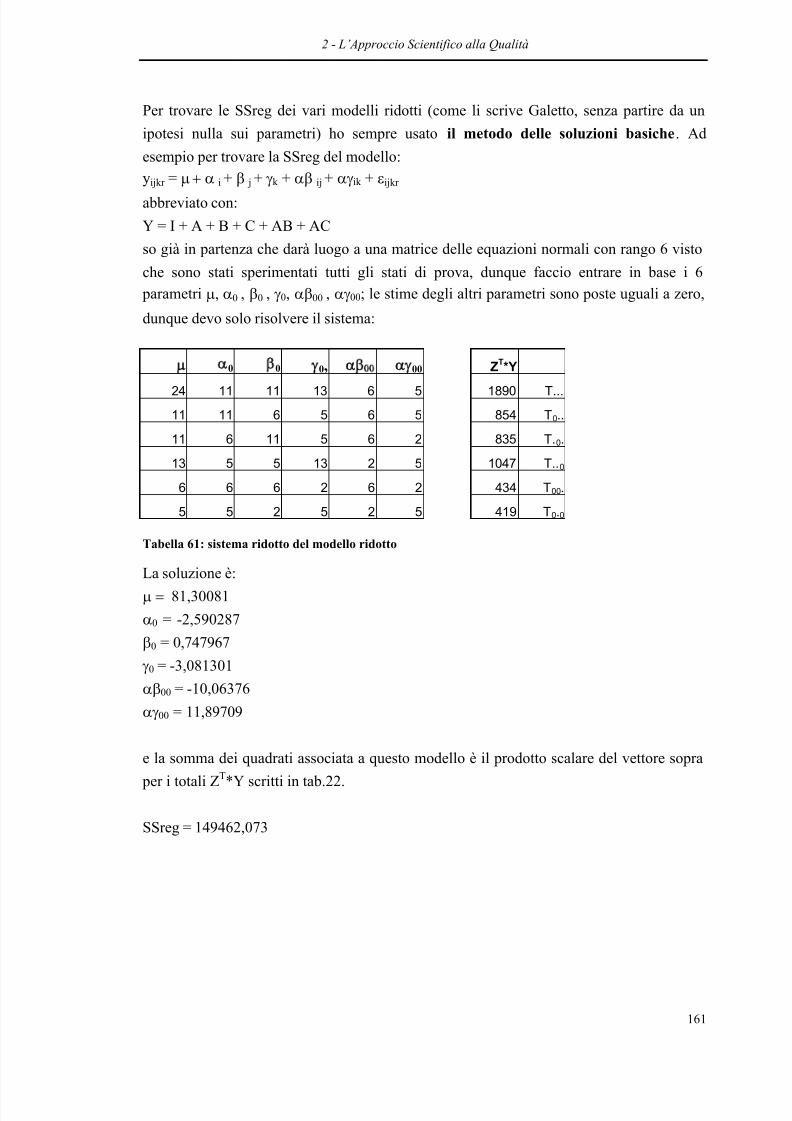
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 166/320
2 - L’Approccio Scientifico alla Qualità
161
Per trovare le SSreg dei vari modelli ridotti (come li scrive Galetto, senza partire da un
ipotesi nulla sui parametri) ho sempre usato il metodo delle soluzioni basiche. Ad
esempio per trovare la SSreg del modello:yijkr = µ + α i + β j + γk + αβ ij + αγik + εijkr
abbreviato con:
Y = I + A + B + C + AB + AC
so già in partenza che darà luogo a una matrice delle equazioni normali con rango 6 visto
che sono stati sperimentati tutti gli stati di prova, dunque faccio entrare in base i 6 parametri µ, α0 , β0 , γ0, αβ00 , αγ00; le stime degli altri parametri sono poste uguali a zero,
dunque devo solo risolvere il sistema:
µ α0 β0 γ0, αβ00 αγ00 ZT*Y
24 11 11 13 6 5 1890 T...
11 11 6 5 6 5 854 T0..
11 6 11 5 6 2 835 T.0.
13 5 5 13 2 5 1047 T..0
6 6 6 2 6 2 434 T00.
5 5 2 5 2 5 419 T0.0
Tabella 61: sistema ridotto del modello ridotto
La soluzione è:µ = 81,30081
α0 = -2,590287
β0 = 0,747967
γ0 = -3,081301
αβ00 = -10,06376
αγ00 = 11,89709
e la somma dei quadrati associata a questo modello è il prodotto scalare del vettore sopra per i totali ZT*Y scritti in tab.22.
SSreg = 149462,073
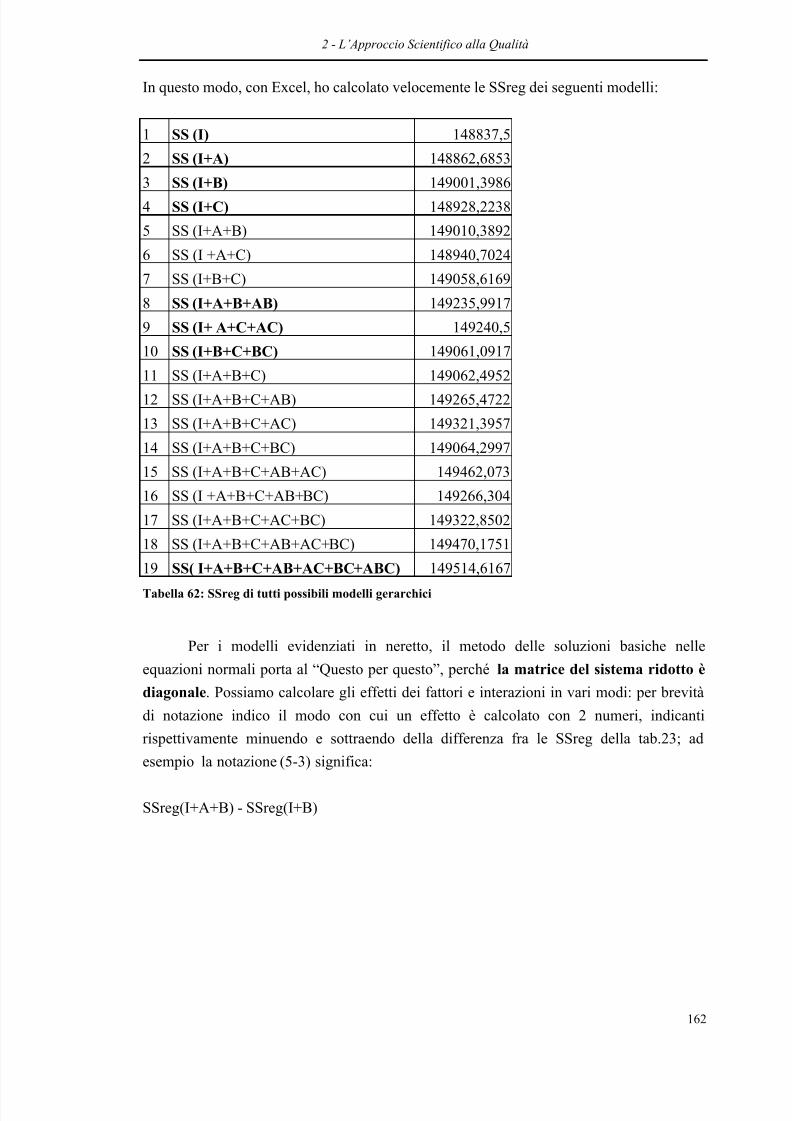
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 167/320
2 - L’Approccio Scientifico alla Qualità
162
In questo modo, con Excel, ho calcolato velocemente le SSreg dei seguenti modelli:
1 SS (I) 148837,5
2 SS (I+A) 148862,6853
3 SS (I+B) 149001,39864 SS (I+C) 148928,2238
5 SS (I+A+B) 149010,3892
6 SS (I +A+C) 148940,7024
7 SS (I+B+C) 149058,6169
8 SS (I+A+B+AB) 149235,9917
9 SS (I+ A+C+AC) 149240,5
10 SS (I+B+C+BC) 149061,0917
11 SS (I+A+B+C) 149062,495212 SS (I+A+B+C+AB) 149265,4722
13 SS (I+A+B+C+AC) 149321,3957
14 SS (I+A+B+C+BC) 149064,2997
15 SS (I+A+B+C+AB+AC) 149462,073
16 SS (I +A+B+C+AB+BC) 149266,304
17 SS (I+A+B+C+AC+BC) 149322,8502
18 SS (I+A+B+C+AB+AC+BC) 149470,1751
19 SS( I+A+B+C+AB+AC+BC+ABC) 149514,6167Tabella 62: SSreg di tutti possibili modelli gerarchici
Per i modelli evidenziati in neretto, il metodo delle soluzioni basiche nelle
equazioni normali porta al “Questo per questo”, perché la matrice del sistema ridotto è
diagonale. Possiamo calcolare gli effetti dei fattori e interazioni in vari modi: per brevità
di notazione indico il modo con cui un effetto è calcolato con 2 numeri, indicanti
rispettivamente minuendo e sottraendo della differenza fra le SSreg della tab.23; ad
esempio la notazione (5-3) significa:
SSreg(I+A+B) - SSreg(I+B)
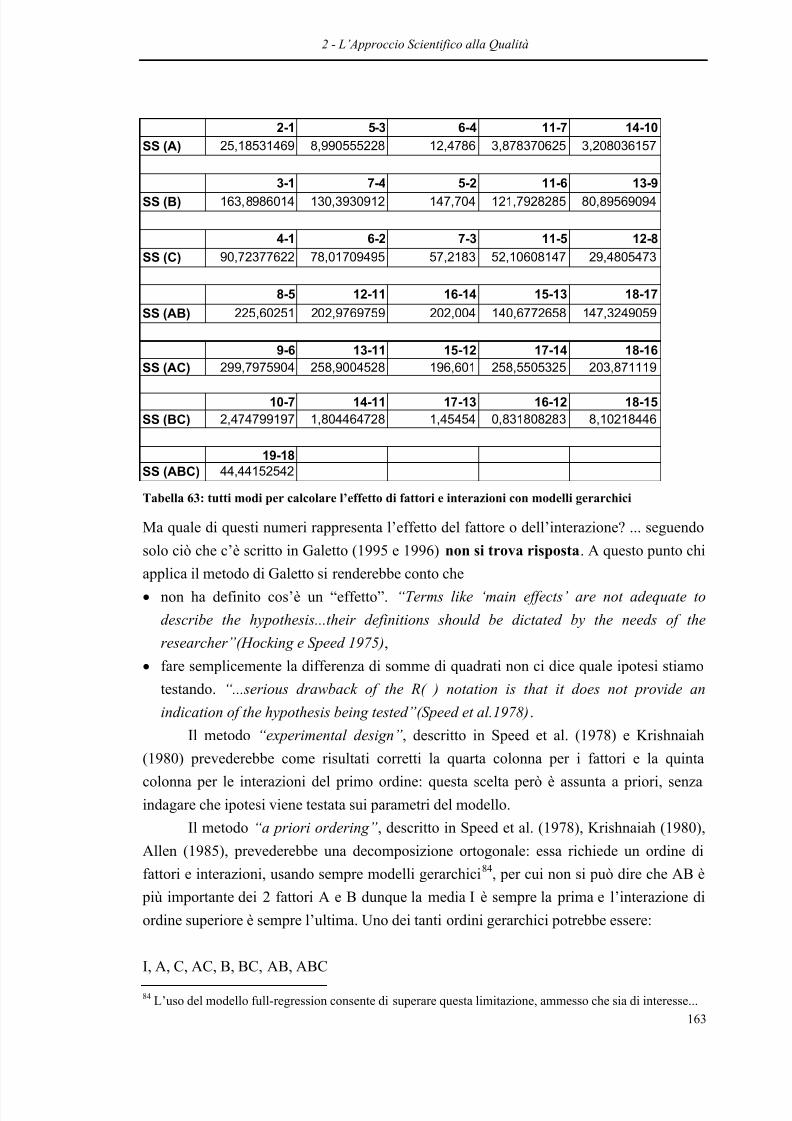
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 168/320
2 - L’Approccio Scientifico alla Qualità
163
2-1 5-3 6-4 11-7 14-10
SS (A) 25,18531469 8,990555228 12,4786 3,878370625 3,208036157
3-1 7-4 5-2 11-6 13-9SS (B) 163,8986014 130,3930912 147,704 121,7928285 80,89569094
4-1 6-2 7-3 11-5 12-8
SS (C) 90,72377622 78,01709495 57,2183 52,10608147 29,4805473
8-5 12-11 16-14 15-13 18-17
SS (AB) 225,60251 202,9769759 202,004 140,6772658 147,3249059
9-6 13-11 15-12 17-14 18-16
SS (AC) 299,7975904 258,9004528 196,601 258,5505325 203,871119
10-7 14-11 17-13 16-12 18-15
SS (BC) 2,474799197 1,804464728 1,45454 0,831808283 8,10218446
19-18
SS (ABC) 44,44152542
Tabella 63: tutti modi per calcolare l’effetto di fattori e interazioni con modelli gerarchici
Ma quale di questi numeri rappresenta l’effetto del fattore o dell’interazione? ... seguendo
solo ciò che c’è scritto in Galetto (1995 e 1996) non si trova risposta. A questo punto chi
applica il metodo di Galetto si renderebbe conto che• non ha definito cos’è un “effetto”. “Terms like ‘main effects’ are not adequate to
describe the hypothesis...their definitions should be dictated by the needs of the
researcher”(Hocking e Speed 1975),
• fare semplicemente la differenza di somme di quadrati non ci dice quale ipotesi stiamo
testando. “...serious drawback of the R( ) notation is that it does not provide an
indication of the hypothesis being tested”(Speed et al.1978).
Il metodo “experimental design”, descritto in Speed et al. (1978) e Krishnaiah
(1980) prevederebbe come risultati corretti la quarta colonna per i fattori e la quintacolonna per le interazioni del primo ordine: questa scelta però è assunta a priori, senza
indagare che ipotesi viene testata sui parametri del modello.
Il metodo “a priori ordering”, descritto in Speed et al. (1978), Krishnaiah (1980),
Allen (1985), prevederebbe una decomposizione ortogonale: essa richiede un ordine di
fattori e interazioni, usando sempre modelli gerarchici84, per cui non si può dire che AB è
più importante dei 2 fattori A e B dunque la media I è sempre la prima e l’interazione di
ordine superiore è sempre l’ultima. Uno dei tanti ordini gerarchici potrebbe essere:
I, A, C, AC, B, BC, AB, ABC
84 L’uso del modello full-regression consente di superare questa limitazione, ammesso che sia di interesse...

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 169/320
2 - L’Approccio Scientifico alla Qualità
164
che richiederebbe l’uso delle somme di quadrati (indicate per brevità dai numeri della
tab.23):
1, (2-1), (6-2), (9-6), (13-9), (17-13), (18-17), (19-18)
La somma di queste SS è ovviamente quella indicata dal numero 19 ovvero:
SSreg(I+A+B+C+AB+AC+BC+ABC) = 149514,6167
dunque l’analisi è ortogonale (ovvero i test F sono indipendenti) per costruzione; ma
cosa si sta testando in termini dei parametri del modello?...
Confrontando con l’analisi dei contrast che avevamo fatto nel par. 5.2.3 vediamo
che solo l’interazione ABC è uguale a ciò che io definisco “effetto” di ABC; non è un
caso: infatti è l’unica calcolata a partire dal modello più completo come richiede il teorema
5 del Mood e Graybill (1963).
Concludiamo il paragrafo dicendo che col modello full-regression (cap.8) si riesce
a capire cosa stiano testando le differenze di somme di quadrati sopra.
7.5 MODELLO SOVRAPARAMETRIZZATO RIPARAMETRIZZATO
Si tratta di un approccio molto usato (Lorenzen et al.1993, Mason et al.1989, Miller
et al.1990, Box et al.1978), studiato da Hocking e Speed (1975), Speed e Hocking(1978),
Searle et al.(1981), Searle(1987); esso consiste nell’uso del modello sovraparametrizzato
con l’aggiunta di un numero di vincoli tale da farlo diventare full-rank: in questo modo
non c’è più il problema delle funzioni stimabili. Ad esempio con 2 fattori conrispettivamente a e b livelli si scrive:
E (yij ) = µ + α i + β j + αβ ij i=1,..., a j=1,..., b
ci sarebbero (1+a+b+a*b) parametri ma solo a*b stati di prova dunque, per riprametrizare
il modello per farlo diventare full-rank bisogna porre (1+a+b) vincoli. Di solito si pongono
quelle che in Searle et al.(1981), Searle(1987) sono chiamate “∑-restrictions”, ovvero:
α ii
a
==∑ 0
1
β j j
b
=∑ =
1
0
αβ iji
a
==∑ 0
1
per j=1,...b
αβ ij j
b
==
∑ 01
per i=1,...(a-1) 85
I nuovi parametri, in numero a*b sono tutti stimabili correttamente, secondo i
teoremi che abbiamo visto nel par. 7.1, perché la matrice delle equazioni normali adesso è
85 Il vincolo per i=a sarebbe dipendente dagli altri quindi non si mette.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 170/320
2 - L’Approccio Scientifico alla Qualità
165
invertibile. Bisogna però stare molto attenti perché adesso questi vincoli valgono sempre
anche quando si usano dei modelli ridotti. Nell’esempio macchina-operatore ci sarebbero i
seguenti vincoli:
α0 + α1 = 0
β0 + β1 = 0
αβ 00 + αβ 01 = 0
αβ 10 + αβ 11 = 0
αβ 01 + αβ 11 = 0
dunque il modello completo riparametrizzato in funzione di soli 4 parametri diventa ad
esempio:
µ00 = µ + α0 + β0 + αβ00
µ10 = µ − α0 + β0 - αβ00
µ01 = µ + α0 - β0 - αβ00
µ11 = µ − α0 - β0 + αβ00
in forma matriciale E(Y) = X*β dove X è:
µ α0 β0 αβ00
1 1 1 11 1 1 1
1 -1 1 -1
1 -1 1 -1
1 1 -1 -1
1 1 -1 -1
1 -1 -1 1
Tabella 64: matrice X del modello completo
Adesso, avendo aggiunto i vincoli, è ovviamente possibile testare ad esempio:
(1) Η0: α0 (= α1 ) = 0
esso testa quello che io definisco effetto (par. 4.8) di A (in questo caso il fattore macchina)
ovvero:
µ11 + µ10 - µ01 - µ00 = 0
2α1 - 2α0 + αβ11 + αβ10 - αβ01 - αβ00 = 0
perché con le “∑-restrictions”, diventa:
-4α0 = 0
che è equivalente all’ipotesi nulla (1). Il modello ridotto dall’ipotesi nulla (1) ha la
seguente matrice Z:
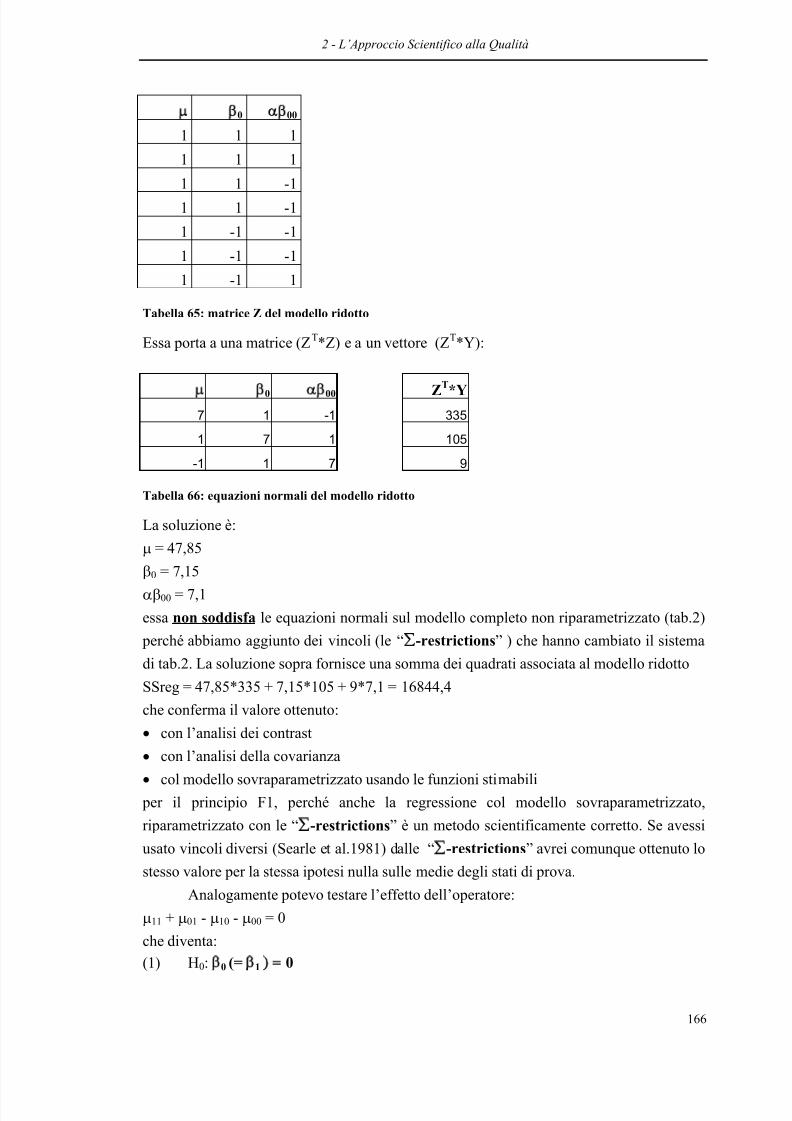
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 171/320
2 - L’Approccio Scientifico alla Qualità
166
µ β0 αβ00
1 1 1
1 1 1
1 1 -11 1 -1
1 -1 -1
1 -1 -1
1 -1 1
Tabella 65: matrice Z del modello ridotto
Essa porta a una matrice (ZT*Z) e a un vettore (ZT*Y):
µ β0 αβ00 ZT*Y
7 1 -1 335
1 7 1 105
-1 1 7 9
Tabella 66: equazioni normali del modello ridotto
La soluzione è:
µ = 47,85
β0 = 7,15αβ00 = 7,1
essa non soddisfa le equazioni normali sul modello completo non riparametrizzato (tab.2)
perché abbiamo aggiunto dei vincoli (le “∑-restrictions” ) che hanno cambiato il sistema
di tab.2. La soluzione sopra fornisce una somma dei quadrati associata al modello ridotto
SSreg = 47,85*335 + 7,15*105 + 9*7,1 = 16844,4
che conferma il valore ottenuto:
• con l’analisi dei contrast
• con l’analisi della covarianza• col modello sovraparametrizzato usando le funzioni stimabili
per il principio F1, perché anche la regressione col modello sovraparametrizzato,
riparametrizzato con le “∑-restrictions” è un metodo scientificamente corretto. Se avessi
usato vincoli diversi (Searle et al.1981) dalle “∑-restrictions” avrei comunque ottenuto lo
stesso valore per la stessa ipotesi nulla sulle medie degli stati di prova.
Analogamente potevo testare l’effetto dell’operatore:
µ11 + µ01 - µ10 - µ00 = 0
che diventa:
(1) Η0: β0 (= β1 ) = 0
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 172/320
2 - L’Approccio Scientifico alla Qualità
167
non riporto i calcoli perché sono identici a quelli per l’effetto della macchina; il risultato
finale è:
SSreg (I+M+MO) = 16550,4
Si possono testare tutte le ipotesi che abbiamo già testato: quella del “Questo per questo”,
quelle del metodo di Galetto,....I risultati sarebbero certamente uguali a quelli già trovati
con altri metodi per il principio F1; dunque conviene usare il metodo più semplice.
Le soluzioni alle equazioni normali dei modelli ridotti visti in questo paragrafo
possono non soddisfare le equazioni normali sul modello completo non
riparametrizzato (tab.2), perché, avendo aggiunto dei vincoli, il sistema di equazioni
normali, è cambiato.
7.6 MODELLO SOVRAPARAMETRIZZATO: GLI ALIAS
Finora non abbiamo mai parlato di piani frazionati, ovvero dove mancano degli
stati di prova. Vedere gli alias col modello sovraparametrizzato è molto complicato e
richiede la perfetta comprensione del concetto di funzione stimabile, altrimenti si rischia di
fare degli errori molto gravi.
Ad esempio in Galetto (1989a), in un piano sperimentale (cap.10) “taguchiano”,l’autore analizza i dati trascurando i fattori di rumore; vi sono 4 fattori a 3 livelli e solo 9
stati di prova, ciascuno con 8 ‘replicazioni’; è ovvio che i parametri del modello hanno
solo 9 gradi di libertà (compresa la media) ovvero posso stimare solo 9 funzioni stimabili.
Galetto invece dice di poter stimare anche tutte le interazioni del primo ordine e dice di
conglobare le altre nel residuo: ciò è assolutamente sbagliato perché le interazioni si sono
mischiate (confounded) con i fattori e in tutto gli alias non possono avere più di 9 gradi di
libertà; gli altri 63 sono del residuo: si può certamente ridurre i g.l. del residuo
introducendo i fattori di rumore ma in questo caso i g.l. guadagnati riguardano il fattore dirumore aggiunto e le loro interazioni. Questo errore forse è provocato proprio dall’uso del
modello sovraparametrizzato che introduce più parametri di quanti se ne possano stimare:
il punto è che in un modello io posso mettere tutti parametri che voglio ma se ho solo k
stati di prova stimo soltanto k parametri (aliased).
Un errore analogo è contenuto in Fornasieri (1995) a pag.139 nell’analisi del caso
Iveco (cap.10), dove ci sono 6 stati di prova e 40 dati in tutto. Anche Fornasieri usa il
modello sovraparametrizzato e attribuisce 8 (!!!) gradi di libertà ai parametri del modello e
32 al residuo. Con 6 stati di prova si possono attribuire solo 6 gradi di libertà aiparametri (aliased) del modello e il residuo ha 34 gradi di libertà.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 173/320
2 - L’Approccio Scientifico alla Qualità
168
Questi 2 errori fanno capire che il modello sovraparametrizzato nei piani ridotti è
fonte di confusione e porta a risultati corretti solo se si usano in modo rigoroso i concetti
esposti nel par.7.1 che si possono ritrovare sul Mood e Graybill (1963). Vediamo come
fare nel piano ridotto del par 4.7:
Stati di prova Y1 Y2 Totali Medie
a 24 26 50 25
b 25 23 48 24
c 29 30 59 29,5
abc 29 27 56 28
Tabella 67
Il modello da usare, se si vogliono vedere gli alias è il seguente:
(1) yijkr = µ + α i + β j + γ k + αβ ij + γβ kj+ αγ ik + αβγ ijk + εijkr
Esso ha una SSreg = (25*50 + 24*48+59*29,5+56*28) = 5710,5 (“Questo per questo”)
Vediamo che la funzione che rappresenta l’effetto (par. 4.8) del fattore A:
µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011 86
non è stimabile perché mancano gli stati di prova (000), (110), (011), (101); se manca
anche un solo stato di prova la funzione che definisce l’effetto medio di A non è più
stimabile. Invece è stimabile la funzione che confonde l’effetto di A e di BC (comedefiniti nel par.4.8):
A*+BC* 87= µ111+µ100-µ001-µ010 = 2α1 - 2α0 + αβ11 + αβ10 - αβ00 - αβ01 + βγ11 + βγ00 - βγ01
- βγ10 + αγ11 + αγ10 - αγ01 - αγ00 + αβγ111 + αβγ100 - αβγ001
- αβγ010
in quanto è esprimibile per mezzo delle medie degli stati di prova. Se nel modello
completo sostituissimo l’ipotesi nulla:
H0 : 2α1 - 2α0 + αβ11 + αβ10 - αβ00 - αβ01 + βγ11 + βγ00 - βγ01 - βγ10 + αγ11 + αγ10 - αγ01 -
αγ00 + αβγ111 + αβγ100 - αβγ001 - αβγ010 = 0
otterremo un modello ridotto che darebbe una SSreg:
86 Non lo scrivo in termini dei parametri dl modello sovraparametrizzato perché è troppo lungo.
87 Metto gli asterischi per far vedere che sono dei parametri per distinguerli dagli stimatori A e BC; nonsempre nella tesi è fatta questa distinzione: in ogni caso si capisce dal contesto se si sta parlando di unostimatore o di un parametro.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 174/320
2 - L’Approccio Scientifico alla Qualità
169
SSreg = 5710,375
Non riporto i calcoli che, pur semplici, richiedono la scrittura di matrici abbastanza grandi.
Comunque la somma dei quadrati associata all’alias A+BC è:
SSreg(completo) - SSreg(ridotto) = 5710,5 - 5710,375 = 0,125
Esso conferma il valore trovato con l’analisi dei contrast (tab.9 del par.4.7). Il mio giudizio
è comunque che le funzioni stimabili e il teorema 5 non possono essere considerati
strumenti operativi perché richiedono troppi calcoli: però rappresentano l’unico modo
di vedere gli alias col modello sovraparametrizzato; con il metodo di Galetto (1995 e 1996)
è impossibile vedere gli alias (anche perché nel suo libro non sono ben definiti); anche con
il modello sovraparametrizzato, riparametrizzato per renderlo full-rank, è difficile spiegare
gli alias e sarebbe, secondo me, un’inutile forzatura. Dunque è meglio usare il modello
full-regression, oggetto del prossimo capitolo.
7.7 CONCLUSIONI
In questo capitolo abbiamo visto che il teorema di Gauss-Markov legittima l’uso
dei contrast perché gli stimatori presentati nel cap.4 sono BLUE; l’analisi dei contrast(ANCON) è indubbiamente la più veloce per ottenere gli effetti dei fattori e interazioni.
L’uso del teorema 5 e delle funzioni stimabili conduce agli stessi risultati
dell’ANCON, ma in modo molto più lungo; già con 3 fattori le dimensioni delle matrici
aumentano in modo spropositato dunque il teorema di Gauss-Markov e gli altri teoremi del
Mood e Graybill vanno usati solo come base teorica per l’ANCON, ma non come
strumento operativo.
Chi vuole usare il modello sovraparametrizzato deve rendersi conto che il numero
dei parametri aumenta esponenzialmente con il numero dei fattori e in modo polinomialecon i livelli quindi diventa sempre più difficile maneggiare i modelli sovraparametrizzati;
per dare un’idea supponiamo che ogni fattore abbia K livelli:
con 2 fattori abbiamo (1+K)2 parametri
con 3 fattori ne abbiamo (1+K)3 parametri
...
con N fattori ne abbiamo (1+K) N.
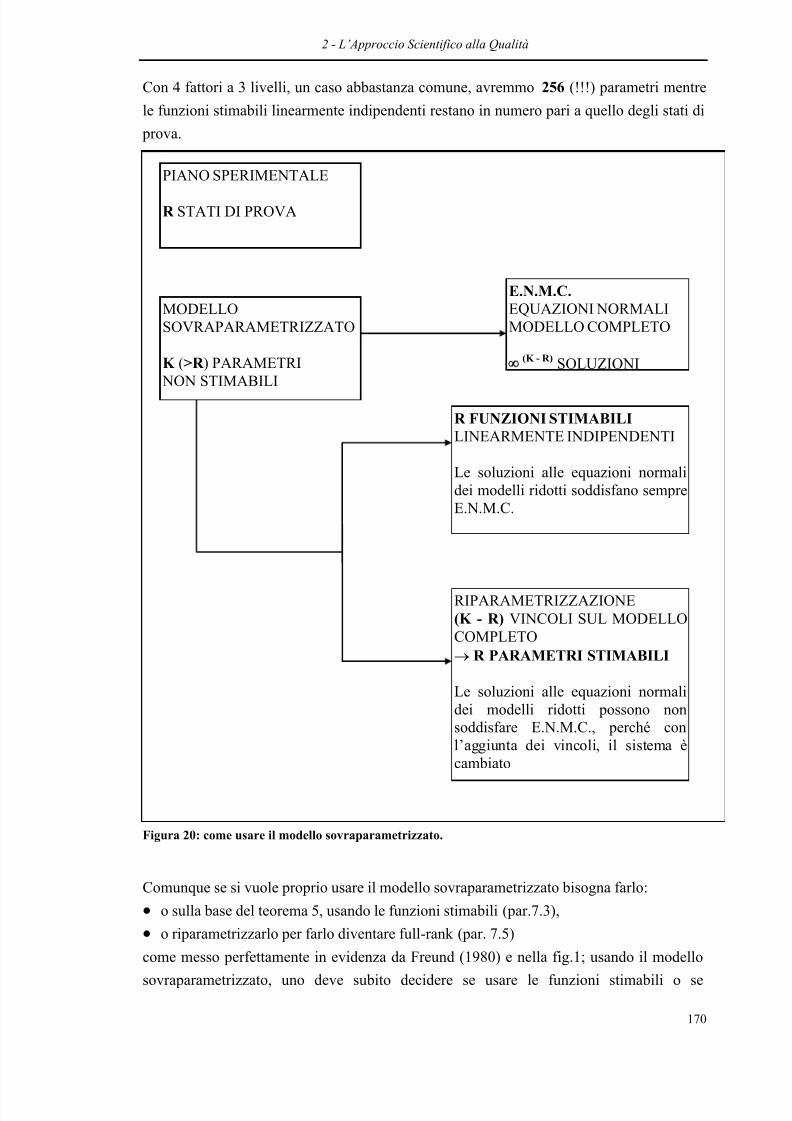
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 175/320
2 - L’Approccio Scientifico alla Qualità
170
Con 4 fattori a 3 livelli, un caso abbastanza comune, avremmo 256 (!!!) parametri mentre
le funzioni stimabili linearmente indipendenti restano in numero pari a quello degli stati di
prova.
Figura 20: come usare il modello sovraparametrizzato.
Comunque se si vuole proprio usare il modello sovraparametrizzato bisogna farlo:
• o sulla base del teorema 5, usando le funzioni stimabili (par.7.3), • o riparametrizzarlo per farlo diventare full-rank (par. 7.5)
come messo perfettamente in evidenza da Freund (1980) e nella fig.1; usando il modellosovraparametrizzato, uno deve subito decidere se usare le funzioni stimabili o se
PIANO SPERIMENTALE
R STATI DI PROVA
MODELLOSOVRAPARAMETRIZZATO K (>R ) PARAMETRI
NON STIMABILI
E.N.M.C. EQUAZIONI NORMALIMODELLO COMPLETO
∞ (K - R) SOLUZIONI
R FUNZIONI STIMABILI LINEARMENTE INDIPENDENTI
Le soluzioni alle equazioni normalidei modelli ridotti soddisfano sempreE.N.M.C.
RIPARAMETRIZZAZIONE(K - R) VINCOLI SUL MODELLOCOMPLETO→ R PARAMETRI STIMABILI
Le soluzioni alle equazioni normalidei modelli ridotti possono nonsoddisfare E.N.M.C., perché conl’aggiunta dei vincoli, il sistema è
cambiato

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 176/320
2 - L’Approccio Scientifico alla Qualità
171
riparametrizzare il modello (quest’ultima è la scelta preferita nei libri di Statistica e DOE):
sono 2 strade distinte e ci portano agli stessi risultati come abbiamo visto; bisogna stare
attenti a non confonderle.
Galetto (1995 e 1996) non impone vincoli al modello dunque dovrebbe seguire la
prima strada però l’autore citato scrive i modelli ridotti senza derivarli dalle ipotesi nulle
(par. 7.4) sulle funzioni stimabili e questa è una procedura molto pericolosa perché alla
fine non si conosce l’ipotesi nulla testata e si rischia di imbattersi nelle indesiderate ipotesi
parzialmente testabili.
È chiaro adesso perché il modello sovraparametrizzato è un’inutile complicazione?
“We do not believe that the overparameterization is, per se, a source of serious difficulty;
it is simply unnecessary...”(Jennings e Ward 1982).
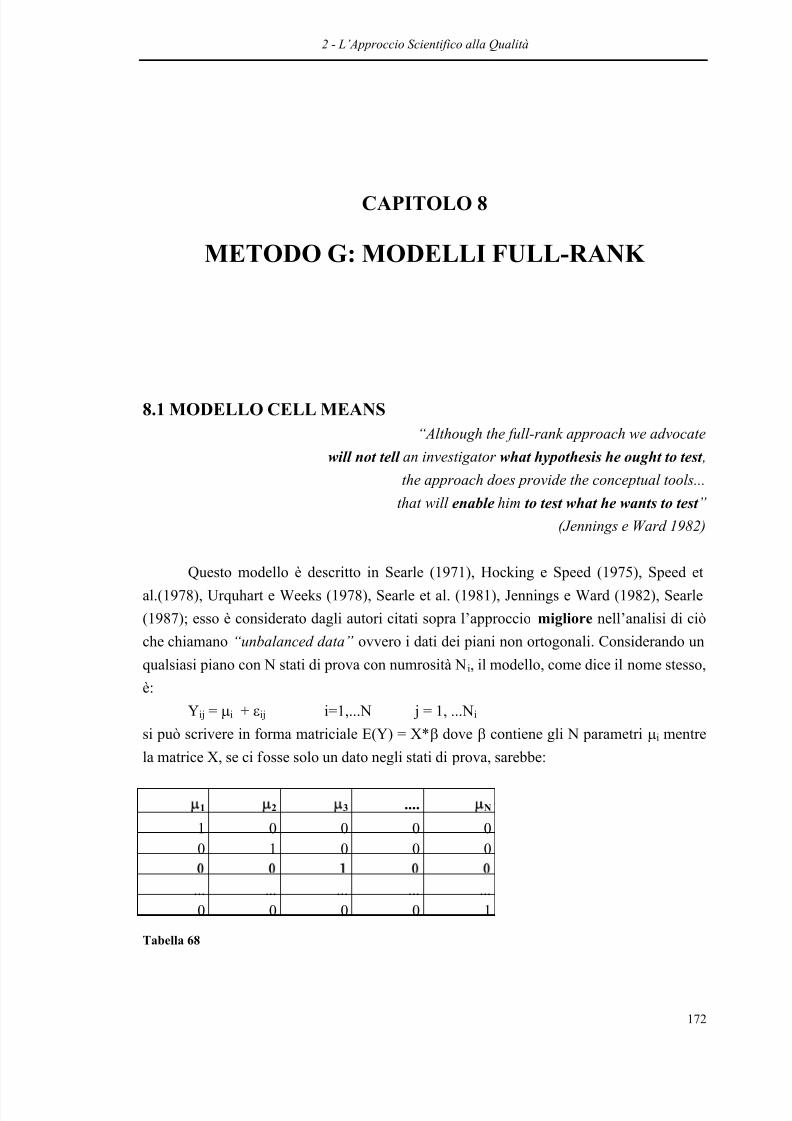
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 177/320
2 - L’Approccio Scientifico alla Qualità
172
CAPITOLO 8
METODO G: MODELLI FULL-RANK
8.1 MODELLO CELL MEANS“Although the full-rank approach we advocate
will not tell an investigator what hypothesis he ought to test ,
the approach does provide the conceptual tools...
that will enable him to test what he wants to test ”
(Jennings e Ward 1982)
Questo modello è descritto in Searle (1971), Hocking e Speed (1975), Speed etal.(1978), Urquhart e Weeks (1978), Searle et al. (1981), Jennings e Ward (1982), Searle
(1987); esso è considerato dagli autori citati sopra l’approccio migliore nell’analisi di ciò
che chiamano “unbalanced data” ovvero i dati dei piani non ortogonali. Considerando un
qualsiasi piano con N stati di prova con numrosità Ni, il modello, come dice il nome stesso,
è:
Yij = µi + εij i=1,...N j = 1, ...Ni
si può scrivere in forma matriciale E(Y) = X*β dove β contiene gli N parametri µi mentre
la matrice X, se ci fosse solo un dato negli stati di prova, sarebbe:
µ1 µ2 µ3 .... µN
1 0 0 0 00 1 0 0 0
... ... ... ... ...0 0 0 0 1
Tabella 68

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 178/320
2 - L’Approccio Scientifico alla Qualità
173
Se nello stato di prova i ci sono Ni replicazioni, bisogna replicare la riga relativa allo stato i
Ni volte; in questo modo la matrice XT*X delle equazioni normali, di dimensione N*N e
diagonale, e il vettore XT*Y sono i seguenti:
µ1 µ
2 µ
3.... µ
NXT*Y
n1 0 0 0 0 T1
0 n2 0 0 0 T2
0 0 n3 0 0 T3
.... ... ... .... ... ...
0 0 0 0 n N T N
Tabella 69: equazioni normali del modello completo
La matrice ha rango N, pari al numero dei parametri quindi, secondo ciò che
abbiamo visto nel capitolo precedente, il modello è full-rank essendo ovviamente
invertibile la matrice XT*X. La soluzione alle equazioni normali del modello completo è
semplicissima:
µ1 = T1/ n1 = y1.
µ2 = T2/ n2 = y2.
....
µ N = T N/ n N = y N.
Si ritrova la regola del “Questo per questo” infatti la SSreg del modello completo è:
SSreg = βT * XT * Y = (y1.* T1 +y2.* T2 + ......+ y N.* T N)
Questo approccio non dice quale ipotesi testare con procedure preconfezionate,
obbliga lo sperimentatore a pensare quale combinazione lineare delle medie degli stati
di prova lo interessa maggiormente. Per testare l’ipotesi nulla su queste combinazionilineari, come al solito si sostituisce l’ipotesi nel modello. Per fissare le idee riprendiamo
l’esempio macchina - operatore:
MACCHINA 0 MACCHINA 1
OPERATORE 0 64,67 41,48
OPERATORE 1 39,35 41
Il vettore β contiene i 4 parametri (µ00, µ10, µ01, µ11) e la matrice X è la seguente:
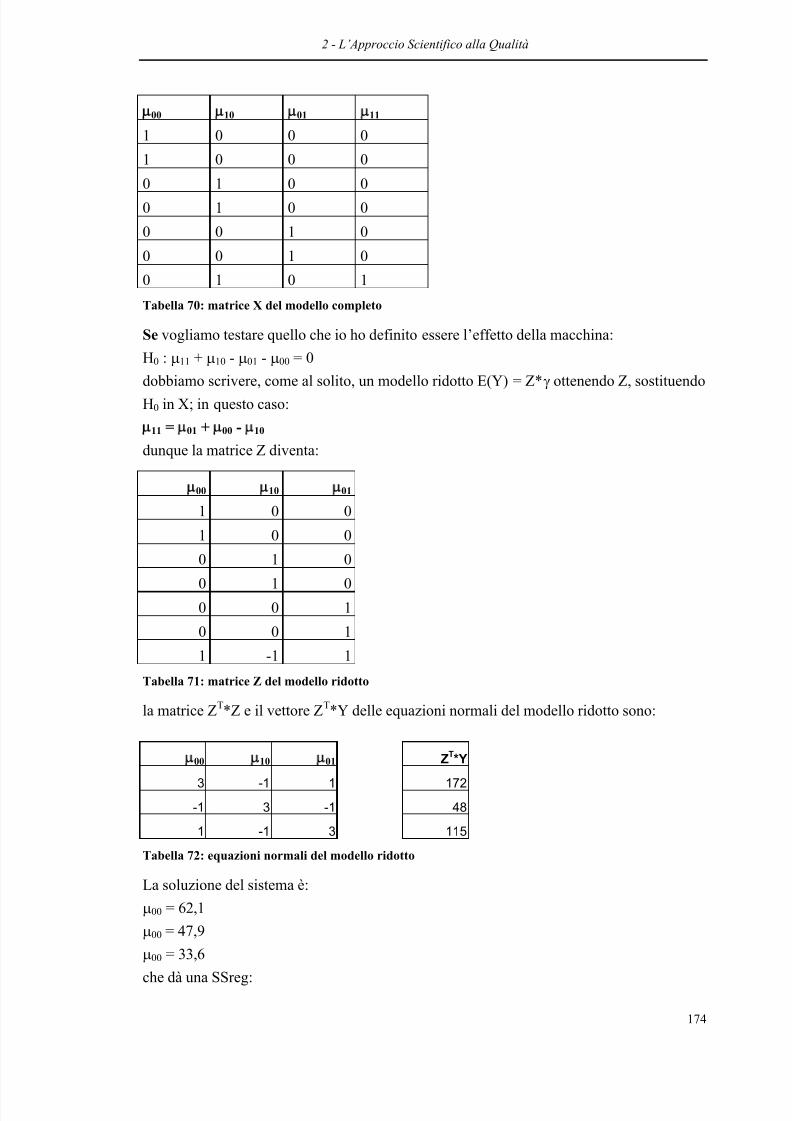
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 179/320
2 - L’Approccio Scientifico alla Qualità
174
µ00 µ10 µ01 µ11
1 0 0 0
1 0 0 0
0 1 0 00 1 0 0
0 0 1 0
0 0 1 0
0 1 0 1
Tabella 70: matrice X del modello completo
Se vogliamo testare quello che io ho definito essere l’effetto della macchina:
H0 : µ11 + µ10 - µ01 - µ00 = 0
dobbiamo scrivere, come al solito, un modello ridotto E(Y) = Z*γ ottenendo Z, sostituendoH0 in X; in questo caso:
µ11 = µ01 + µ00 - µ10
dunque la matrice Z diventa:
µ00 µ10 µ01
1 0 0
1 0 0
0 1 0
0 1 0
0 0 1
0 0 1
1 -1 1
Tabella 71: matrice Z del modello ridotto
la matrice ZT*Z e il vettore ZT*Y delle equazioni normali del modello ridotto sono:
µ00 µ10 µ01 ZT
*Y
3 -1 1 172
-1 3 -1 48
1 -1 3 115
Tabella 72: equazioni normali del modello ridotto
La soluzione del sistema è:
µ00 = 62,1
µ00 = 47,9
µ00 = 33,6che dà una SSreg:
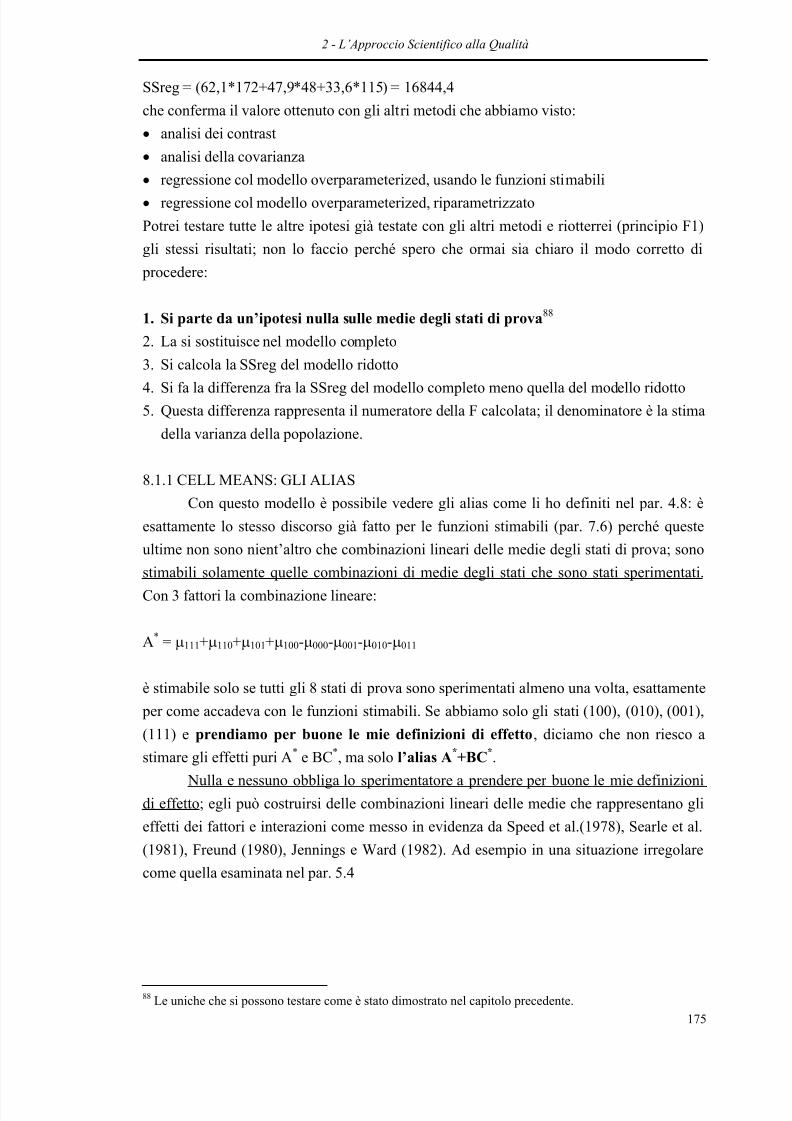
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 180/320
2 - L’Approccio Scientifico alla Qualità
175
SSreg = (62,1*172+47,9*48+33,6*115) = 16844,4
che conferma il valore ottenuto con gli altri metodi che abbiamo visto:
• analisi dei contrast
• analisi della covarianza
• regressione col modello overparameterized, usando le funzioni stimabili
• regressione col modello overparameterized, riparametrizzato
Potrei testare tutte le altre ipotesi già testate con gli altri metodi e riotterrei (principio F1)
gli stessi risultati; non lo faccio perché spero che ormai sia chiaro il modo corretto di
procedere:
1. Si parte da un’ipotesi nulla sulle medie degli stati di prova88
2. La si sostituisce nel modello completo
3. Si calcola la SSreg del modello ridotto
4. Si fa la differenza fra la SSreg del modello completo meno quella del modello ridotto
5. Questa differenza rappresenta il numeratore della F calcolata; il denominatore è la stima
della varianza della popolazione.
8.1.1 CELL MEANS: GLI ALIAS
Con questo modello è possibile vedere gli alias come li ho definiti nel par. 4.8: è
esattamente lo stesso discorso già fatto per le funzioni stimabili (par. 7.6) perché queste
ultime non sono nient’altro che combinazioni lineari delle medie degli stati di prova; sono
stimabili solamente quelle combinazioni di medie degli stati che sono stati sperimentati.Con 3 fattori la combinazione lineare:
A* = µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011
è stimabile solo se tutti gli 8 stati di prova sono sperimentati almeno una volta, esattamente
per come accadeva con le funzioni stimabili. Se abbiamo solo gli stati (100), (010), (001),
(111) e prendiamo per buone le mie definizioni di effetto, diciamo che non riesco a
stimare gli effetti puri A*
e BC*
, ma solo l’alias A*
+BC*
. Nulla e nessuno obbliga lo sperimentatore a prendere per buone le mie definizioni
di effetto; egli può costruirsi delle combinazioni lineari delle medie che rappresentano gli
effetti dei fattori e interazioni come messo in evidenza da Speed et al.(1978), Searle et al.
(1981), Freund (1980), Jennings e Ward (1982). Ad esempio in una situazione irregolare
come quella esaminata nel par. 5.4
88 Le uniche che si possono testare come è stato dimostrato nel capitolo precedente.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 181/320
2 - L’Approccio Scientifico alla Qualità
176
Figura 21: frazione irregolare 3/4 (John)
io assumo a priori (par. 4.8) che:
A* = µ111+µ110+µ101+µ100-µ000-µ001-µ010-µ011
e quindi dico che l’effetto medio di A non è stimabile perché mancano gli stati di prova
(100) e (110), ma sono stimabili gli aliasA* + AC*
A* + C*
ma lo sperimentatore può benissimo fare altre assunzioni e dire ad esempio che:
A* = 2*(µ111+µ101) - (µ000+µ001+µ010+µ011)
e testare questa combinazione lineare. L’importante è che egli sappia ciò che sta
testando e che in un piano come quello di figura 1 può testare al massimo 6 (di cui una
rappresenta la media I) combinazioni lineari indipendenti delle medie degli stati di prova.
L’alias confonde in qualche modo gli effetti ma se non si definiscono gli effetti,
come si fa a sapere quali fattori e interazioni e in che modo sono confusi? Quando si parla
di alias bisogna decidere a priori cosa intendiamo per effetto e alias altrimenti si rischia
di scrivere delle formule senza conoscerne più il significato.
Per il motivo sopra, ovvero la soggettività nel decidere cosa rappresenta l’effetto
dei fattori e interazioni, Freund (1980) scrive: “no universally acceptable or correct
methodology for handling missing cells has been developed”. Io proporrò nel cap.9 quella
che ritengo una soluzione adeguata ovvero l’uso del modello full-regression, unito alle miedefinizioni di effetto e di alias.
i a
ab b
c
bc abc
ac
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 182/320
2 - L’Approccio Scientifico alla Qualità
177
8.2 MODELLO FULL-REGRESSION (FR)
Il nome di tale modello è preso da Krishnaiah (1980); gli autori che usano il
modello FR (senza chiamarlo cosí) sono Snee (1973), Daniel (1976), Hahn et al. (1976 e
1978), Hunter (1985), Khuri e Cornell (1987), John (1990), ovvero tutti coloro che usano il
metodo di Box-Wilson (par. 8.4) per trovare gli alias: tale metodo si applica infatti col
modello full-regression (FR).
Questo modello introduce un numero di parametri sempre uguale a quello degli
stati di prova; in un esempio con 2 fattori A e B a 2 livelli, abbiamo che il modello FR:
(1) yijr = Ι∗x0 + Α ∗ x1 + B * x2 + AB * x1x2 + εijr (col piano completo)
(che in forma abbreviata potrà essere scritto come Y = I + A+ B + AB)
la variabile x0 vale sempre +1 perché è la media; bisogna poi codificare le variabili x1 e x2:
con 2 livelli è universalmente accettata la codifica -1 quando il fattore rappresentato dalla
variabile è al livello basso e +1 quando il livello del fattore è al livello alto; notiamo che -1
e +1 sono i coefficienti dei polinomi ortogonali per 2 livelli quando gli stati di prova sono
equispaziati. I coefficienti delle variabili rappresentano i parametri da stimare e sono gli
effetti dei fattori e interazioni; ad esempio nella (1) il parametro A rappresenta proprio
l’effetto di A.
La (1), se le variabili sono quantitative, può essere vista come un’approssimazionedi una funzione f di 2 variabili x e y, con uno sviluppo di Taylor nell’intorno x0 e y0:
( ) ( )( )
( )( )
( )
( )( )
( )( ) ( )
( )( )
f x y f x y f x y
x x x
f x y
y y y
f x y
x x x
f x y
x y x x y y
f x y
y y y
x y x y
x y x y x y
, ,,
*,
*
*,
*,
* *,
*
, ,
, , ,
= + − + −⎛
⎝ ⎜
⎞
⎠⎟ +
+ − + − − + −⎛
⎝ ⎜
⎞
⎠⎟
0 0 0 0
2
2 0
22
0 0
2
2 0
2
0 0 0 0
0 0 0 0 0 0
1
2
∂
∂
∂
∂
∂
∂
∂
∂ ∂
∂
∂
dove x≡x1 e y≡x2 nel nostro caso siamo nell’intorno dell’origine ovvero:
x0 = 0
y0 = 0
e x e y assumono solo i valori -1 e +1.
Come si vede gli effetti dei fattori A e B possono essere assimilati alle derivate
parziali prime, gli effetti quadratici89 alle derivate seconde, e l’effetto dell’interazione
alla derivata mista. Dallo sviluppo di Taylor vediamo che la variabile interazione x1x2 è
in effetti il prodotto fra x1 e x2 ma ciò non significa che la derivata mista (AB) sia il
prodotto di A e B. Come abbiamo già visto (par. 6.2.2) il “peso”(effetto) dell’interazione89 Nel modello (1) non ci sono perché con 2 livelli si possono testare solo gli effetti lineari.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 183/320
2 - L’Approccio Scientifico alla Qualità
178
può essere alto anche quando i pesi (effetti medi) dei fattori sono bassi. L’effetto
dell’interazione è dunque, per variabili quantitative, di secondo ordine rispetto a quello
(lineare) dei fattori alla stessa stregua degli effetti quadratici che sono secondari rispetto
agli effetti lineari; penso che l’affermazione riportata in Box et al.(1978) a pag.374,
“Ignoring, say, 3-factor interactions corresponds to ignoring terms of third order in the
Taylor expansion”, derivi da un ragionamento simile a quello che ho esposto io adesso.
Nei piani a 2 livelli, oggetto principale della tesi, si trascurano forzatamente le
componenti quadratiche dei fattori quindi uno potrebbe sentirsi legittimato a trascurare
anche le interazioni che sono effetti del secondo ordine; a mio parere farebbe un grosso
sbaglio perché:
• il concetto “effetto del secondo ordine” ha senso solo nell’intorno dello sviluppo di
Taylor: è un concetto puramente puntuale mentre a noi, con i piani fattoriali, interessa
studiare il fenomeno in un certo intervallo,
• se nell’intervallo che ci interessa il fenomeno è esponenziale, non è pensabile trascurare
gli effetti del “secondo ordine” (nemmeno del terzo, del quarto...90)
• nello sviluppo di Taylor, col modello FR con 2 fattori a 2 livelli si ha sempre:
(x-x0) = ±1
(y-y0) = ±1
dunque:
(x-x0)2 = 1
(y-y0)2 = 1(x-x0)* (y-y0) = ±1
il peso degli effetti del “secondo ordine” (quadratici e interazione) è esattamente uguale
a quello degli effetti lineari a parte il fattore (1/2) della formula di Taylor.
I piani fattoriali a 2 livelli hanno già il grosso svantaggio di non poter individuare gli
effetti parabolici. Non ha quindi nessun senso trascurare le interazioni che invece sono
individuabili con tali piani: sarebbe un modo di diminuire volontariamente (e
inspiegabilmente) la potenza dei piani fattoriali a 2 livelli: ciò può produrre elevati costidella disqualità (Galetto 1995).
Il fatto di usare proprio -1 e +1 può derivare dai polinomi ortogonali (e in tal caso
sarebbe limitato a piani bilanciati), ma anche dalla standardizzazione delle variabili
secondo la seguente procedura: supponiamo che un fattore abbia i livelli a e b>a. La media
dei 2 livelli è (a+b)/2 mentre una misura della loro dispersione è (b-a)/2 dunque si può
standardizzare i livelli delle variabili sottraendo la media e dividendo per la dispersione.
Mason et al.(1989) e Khuri e Cornell (1987) raccomandano sempre di standardizzare
perché diminuisce la correlazione fra le stime dei parametri e il termine costante I. Per i 2livelli a e b si ottiene:
90 Potrei pensare di trasformare logaritmicamente i dati per rendere lineare la funzione.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 184/320
2 - L’Approccio Scientifico alla Qualità
179
a
aa b
b a
b
b a b
b a
'
'
=−
+
− = −
=− +
− =
2
2
1
2
2
1
Ovviamente il modello FR ammette, come gli altri, la forma matriciale:
E(Y) = X * β
dove β contiene i parametri “effetti” (I, A, B, AB, C, AC .....), quelli che si stimerebbero
col metodo di Yates e X è proprio la tabella dei segni che abbiamo introdotto nel par. 4.4,
per piani bilanciati, in cui bisognerebbe91 ripetere le righe tante volte quanto è lanumerosità (costante) degli stati di prova; se la numerosità non è più costante si devono
ripetere le righe secondo le numerosità degli stati. Notiamo che il modello FR giustifica
pienamente l’applicazione del metodo inverso di Yates per stimare le medie degli stati di
prova perché non è nient’altro che la moltiplicazione della matrice X per il vettore delle
stime di β.
Per la prima volta scriviamo un modello i cui parametri sono proprio gli effetti
che ci interessano; quindi possiamo sfruttare le proprietà notevoli degli stimatori
provenienti dalle equazioni normali su un modello full-rank:
COV(β) = (XT*X)-1 * σ2
VAR(Y/X0) = X0*(XT*X)-1*X0T
dunque la matrice (XT*X)-1 contiene le varianze e covarianze degli stimatori β, a meno del
fattore σ2: da questa matrice si può calcolare facilmente la matrice di correlazione ovvero
quella contenente i coefficienti di correlazione fra le varie stime: questa matrice sarà molto
utile per misurare la non ortogonalità; abbiamo per ora un criterio semplicissimo per dire
se il piano è ortogonale oppure no: basta vedere se la matrice (XT
*X)-1
è diagonale.Inoltre sappiamo che gli stimatori β sono combinazioni lineari delle variabili
casuali Y e, guardando la matrice ((XT*X)-1 * XT), siamo in grado di sapere i coefficienti
di queste combinazioni lineari (a parte la media le altre stimano tutte dei contrast); in altre
parole siamo in grado di sapere come sono calcolati gli “effetti”:
β = ((XT*X)-1 * XT) * Y
La matrice ((XT*X)-1*XT) contiene i coefficienti dei contrast dunque, per calcolare la
somma dei quadrati associata agli effetti, abbiamo davanti a noi 2 strade equivalenti:
91 In pratica non è necessario se le numerosità degli stati sono uguali perché le equazioni normali sisemplificano.
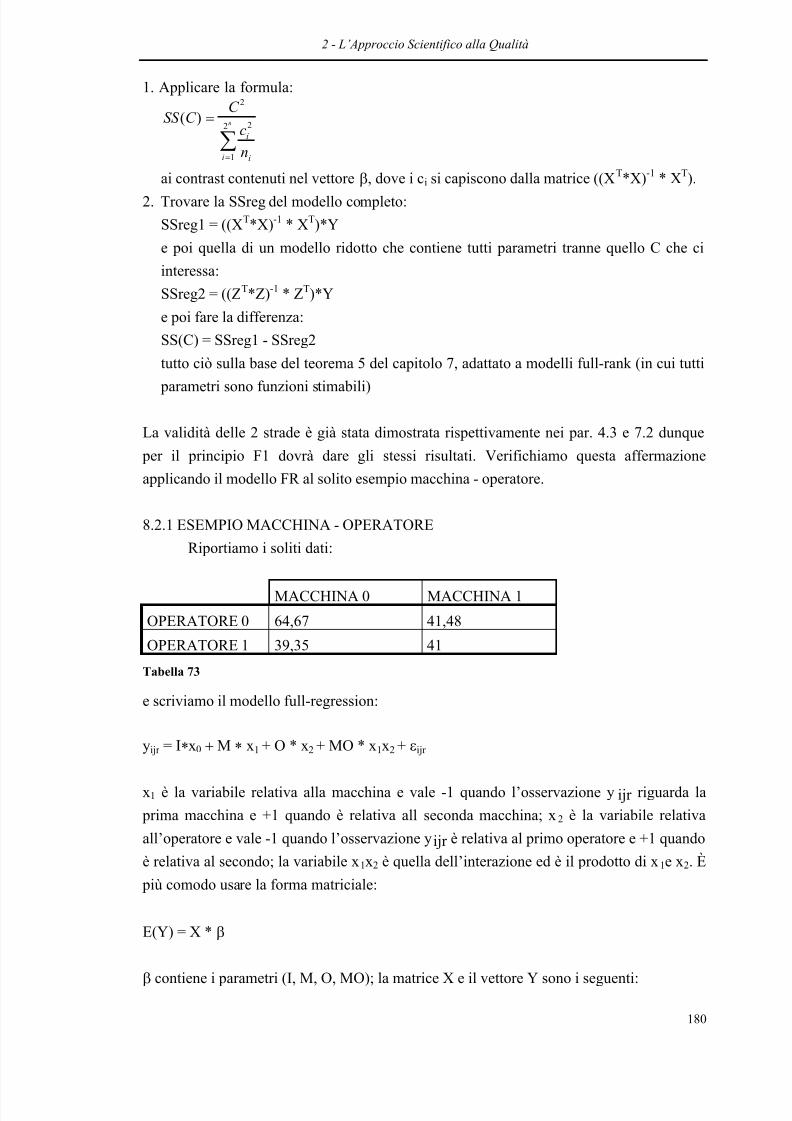
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 185/320
2 - L’Approccio Scientifico alla Qualità
180
1. Applicare la formula:
SS C C
c
n
i
ii
n( ) =
=∑
2
2
1
2
ai contrast contenuti nel vettore β, dove i ci si capiscono dalla matrice ((XT*X)-1 * XT).
2. Trovare la SSreg del modello completo:
SSreg1 = ((XT*X)-1 * XT)*Y
e poi quella di un modello ridotto che contiene tutti parametri tranne quello C che ci
interessa:
SSreg2 = ((ZT*Z)-1 * ZT)*Y
e poi fare la differenza:
SS(C) = SSreg1 - SSreg2
tutto ciò sulla base del teorema 5 del capitolo 7, adattato a modelli full-rank (in cui tutti
parametri sono funzioni stimabili)
La validità delle 2 strade è già stata dimostrata rispettivamente nei par. 4.3 e 7.2 dunque
per il principio F1 dovrà dare gli stessi risultati. Verifichiamo questa affermazione
applicando il modello FR al solito esempio macchina - operatore.
8.2.1 ESEMPIO MACCHINA - OPERATORE
Riportiamo i soliti dati:
MACCHINA 0 MACCHINA 1
OPERATORE 0 64,67 41,48
OPERATORE 1 39,35 41
Tabella 73
e scriviamo il modello full-regression:
yijr = Ι∗x0 + Μ ∗ x1 + O * x2 + MO * x1x2 + εijr
x1 è la variabile relativa alla macchina e vale -1 quando l’osservazione yijr riguarda la
prima macchina e +1 quando è relativa all seconda macchina; x2 è la variabile relativa
all’operatore e vale -1 quando l’osservazione yijr è relativa al primo operatore e +1 quando
è relativa al secondo; la variabile x1x2 è quella dell’interazione ed è il prodotto di x1e x2. È
più comodo usare la forma matriciale:
E(Y) = X * β
β contiene i parametri (I, M, O, MO); la matrice X e il vettore Y sono i seguenti:
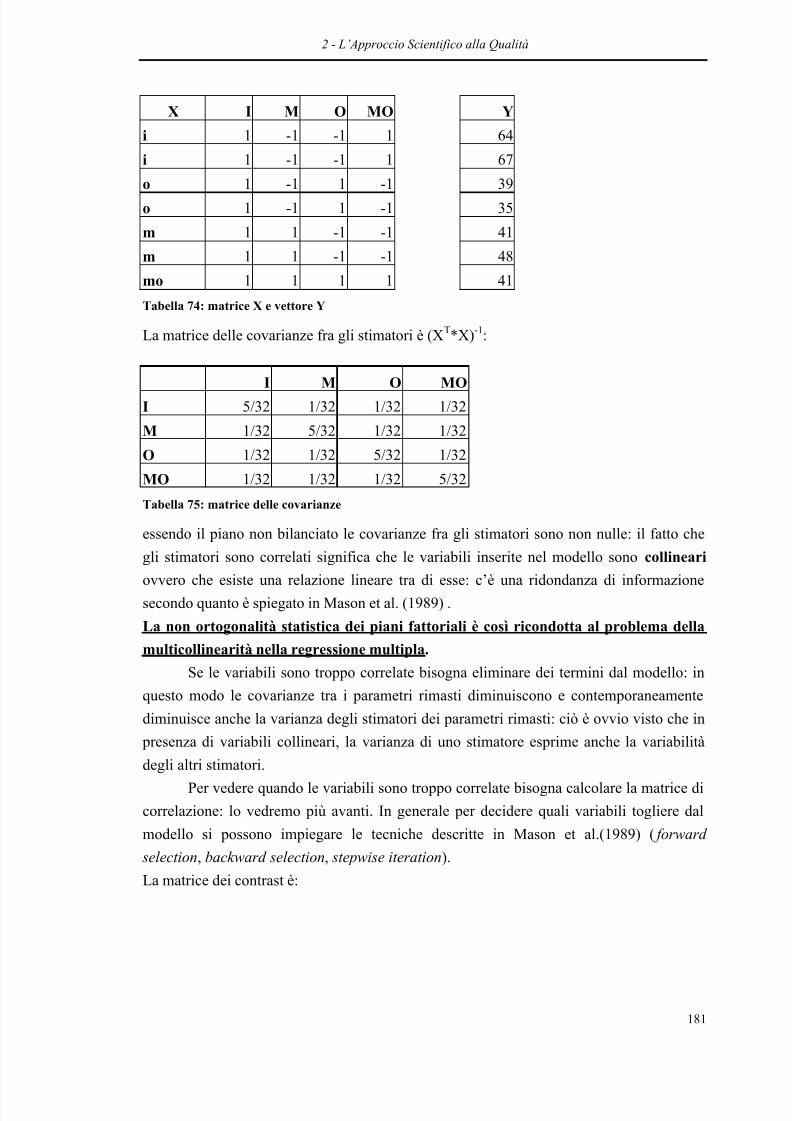
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 186/320
2 - L’Approccio Scientifico alla Qualità
181
X I M O MO Y
i 1 -1 -1 1 64
i 1 -1 -1 1 67
o 1 -1 1 -1 39o 1 -1 1 -1 35
m 1 1 -1 -1 41
m 1 1 -1 -1 48
mo 1 1 1 1 41
Tabella 74: matrice X e vettore Y
La matrice delle covarianze fra gli stimatori è (XT*X)-1:
I M O MOI 5/32 1/32 1/32 1/32
M 1/32 5/32 1/32 1/32
O 1/32 1/32 5/32 1/32
MO 1/32 1/32 1/32 5/32
Tabella 75: matrice delle covarianze
essendo il piano non bilanciato le covarianze fra gli stimatori sono non nulle: il fatto che
gli stimatori sono correlati significa che le variabili inserite nel modello sono collineari
ovvero che esiste una relazione lineare tra di esse: c’è una ridondanza di informazione
secondo quanto è spiegato in Mason et al. (1989) .
La non ortogonalità statistica dei piani fattoriali è così ricondotta al problema della
multicollinearità nella regressione multipla.
Se le variabili sono troppo correlate bisogna eliminare dei termini dal modello: in
questo modo le covarianze tra i parametri rimasti diminuiscono e contemporaneamente
diminuisce anche la varianza degli stimatori dei parametri rimasti: ciò è ovvio visto che in
presenza di variabili collineari, la varianza di uno stimatore esprime anche la variabilità
degli altri stimatori.Per vedere quando le variabili sono troppo correlate bisogna calcolare la matrice di
correlazione: lo vedremo più avanti. In generale per decidere quali variabili togliere dal
modello si possono impiegare le tecniche descritte in Mason et al.(1989) ( forward
selection, backward selection, stepwise iteration).
La matrice dei contrast è:
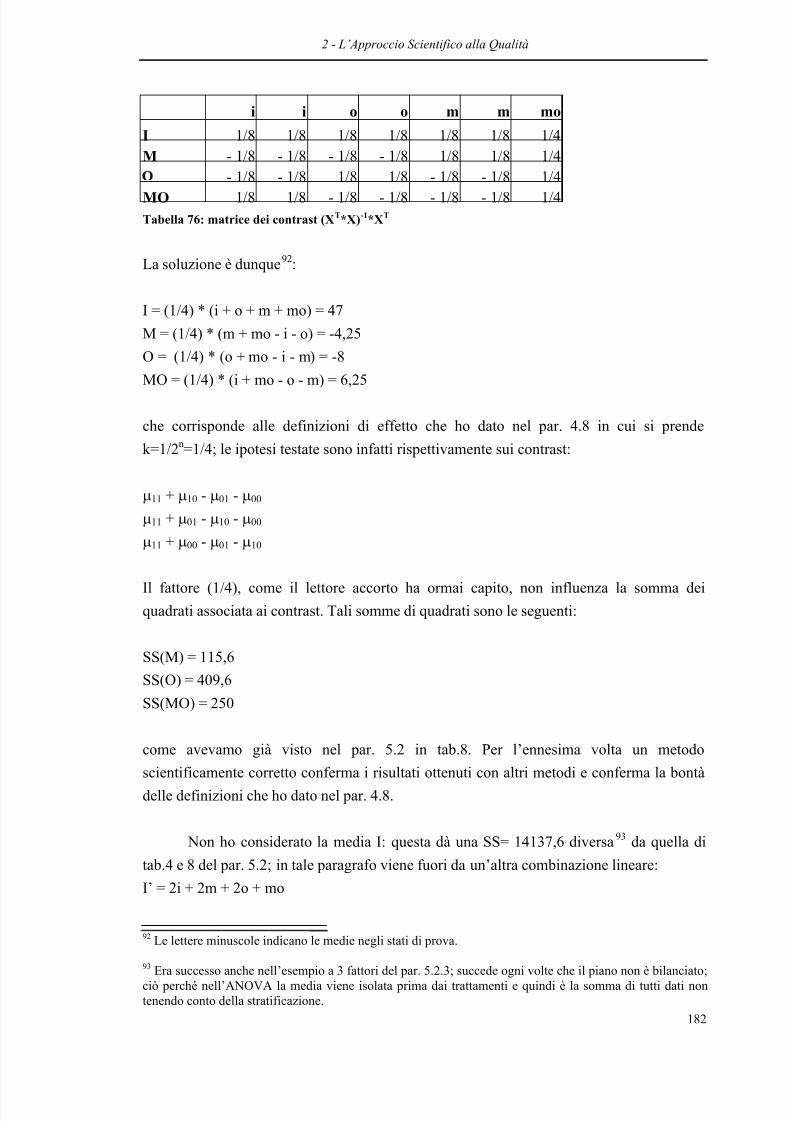
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 187/320
2 - L’Approccio Scientifico alla Qualità
182
i i o o m m mo
I 1/8 1/8 1/8 1/8 1/8 1/8 1/4M - 1/8 - 1/8 - 1/8 - 1/8 1/8 1/8 1/4
- 1/8 - 1/8 1/8 1/8 - 1/8 - 1/8 1/4
MO 1/8 1/8 - 1/8 - 1/8 - 1/8 - 1/8 1/4Tabella 76: matrice dei contrast (XT*X)-1*XT
La soluzione è dunque92:
I = (1/4) * (i + o + m + mo) = 47
M = (1/4) * (m + mo - i - o) = -4,25
O = (1/4) * (o + mo - i - m) = -8
MO = (1/4) * (i + mo - o - m) = 6,25
che corrisponde alle definizioni di effetto che ho dato nel par. 4.8 in cui si prende
k=1/2n=1/4; le ipotesi testate sono infatti rispettivamente sui contrast:
µ11 + µ10 - µ01 - µ00
µ11 + µ01 - µ10 - µ00
µ11 + µ00 - µ01 - µ10
Il fattore (1/4), come il lettore accorto ha ormai capito, non influenza la somma dei
quadrati associata ai contrast. Tali somme di quadrati sono le seguenti:
SS(M) = 115,6
SS(O) = 409,6
SS(MO) = 250
come avevamo già visto nel par. 5.2 in tab.8. Per l’ennesima volta un metodo
scientificamente corretto conferma i risultati ottenuti con altri metodi e conferma la bontà
delle definizioni che ho dato nel par. 4.8.
Non ho considerato la media I: questa dà una SS= 14137,6 diversa93 da quella di
tab.4 e 8 del par. 5.2; in tale paragrafo viene fuori da un’altra combinazione lineare:
I’ = 2i + 2m + 2o + mo
92 Le lettere minuscole indicano le medie negli stati di prova.
93 Era successo anche nell’esempio a 3 fattori del par. 5.2.3; succede ogni volte che il piano non è bilanciato;ciò perché nell’ANOVA la media viene isolata prima dai trattamenti e quindi è la somma di tutti dati nontenendo conto della stratificazione.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 188/320
2 - L’Approccio Scientifico alla Qualità
183
essendo isolata subito rispetto ai trattamenti; la cosa è irrilevante tanto non ci interessa
testare la media .
Abbiamo detto che c’è un’altra strada per calcolare le somme dei quadrati dei 3
effetti. Bisogna usare dei modelli ridotti; ricordiamo che le somme dei quadrati testano
sempre un’ipotesi lineare (sui contrast). In questo caso le 3 ipotesi nulle da testare sono:
H0 : M = 0
H0 : O = 0
H0 : MO = 0
che richiedono dunque i 3 modelli ridotti:
Y = I + O + MO
Y = I + M + MO
Y = I + M + O
La SSreg del modello completo è, come sempre:
SSreg (I+M+O+MO)= βT*XT*Y = (47*335 -4,25*(-75)-8*(-105)+6,25*9) = 16960
non può che confermare il valore già ottenuto con altri tipi di modello nei cap.6 e 7.
8.2.2 MODELLI RIDOTTI
Iniziamo con il modello ridotto non gerarchico:
Y = I + O + MO
La matrice Z è la seguente:
Z I O MO
i 1 -1 1i 1 -1 1o 1 1 -1o 1 1 -1
- -m 1 -1 -1
mo 1 1 1Tabella 77: matrice Z del modello ridotto
La matrice delle equazioni normali (ZT*Z) e il vettore ZT*Y sono i seguenti:
I O MO ZT*Y
7 -1 -1 335
-1 7 -1 -105
-1 -1 7 9
Tabella 78: equazioni normali del modello ridotto
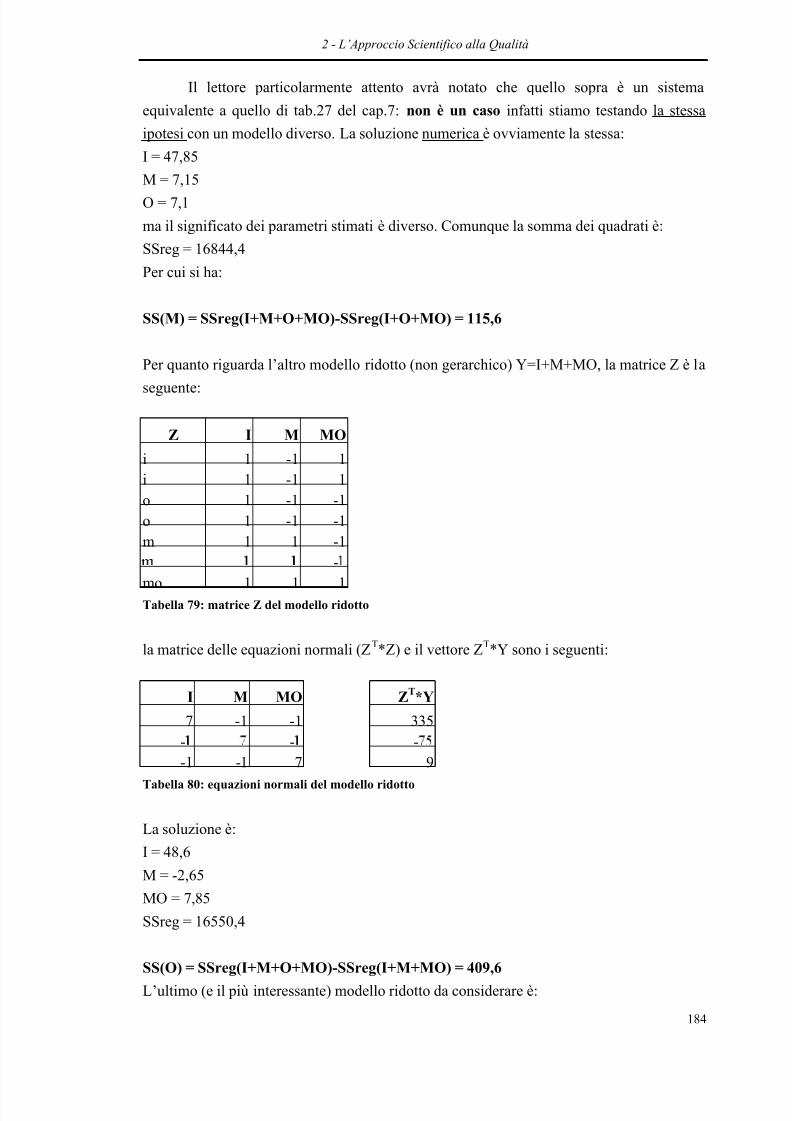
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 189/320
2 - L’Approccio Scientifico alla Qualità
184
Il lettore particolarmente attento avrà notato che quello sopra è un sistema
equivalente a quello di tab.27 del cap.7: non è un caso infatti stiamo testando la stessa
ipotesi con un modello diverso. La soluzione numerica è ovviamente la stessa:
I = 47,85
M = 7,15
O = 7,1
ma il significato dei parametri stimati è diverso. Comunque la somma dei quadrati è:
SSreg = 16844,4
Per cui si ha:
SS(M) = SSreg(I+M+O+MO)-SSreg(I+O+MO) = 115,6
Per quanto riguarda l’altro modello ridotto (non gerarchico) Y=I+M+MO, la matrice Z è la
seguente:
Z I M MO
i 1 -1 1i 1 -1 1o 1 -1 -1o 1 -1 -1m 1 1 -1
-mo 1 1 1Tabella 79: matrice Z del modello ridotto
la matrice delle equazioni normali (ZT*Z) e il vettore ZT*Y sono i seguenti:
I M MO ZT*Y
7 -1 -1 335- - -
-1 -1 7 9Tabella 80: equazioni normali del modello ridotto
La soluzione è:
I = 48,6
M = -2,65
MO = 7,85
SSreg = 16550,4
SS(O) = SSreg(I+M+O+MO)-SSreg(I+M+MO) = 409,6
L’ultimo (e il più interessante) modello ridotto da considerare è:
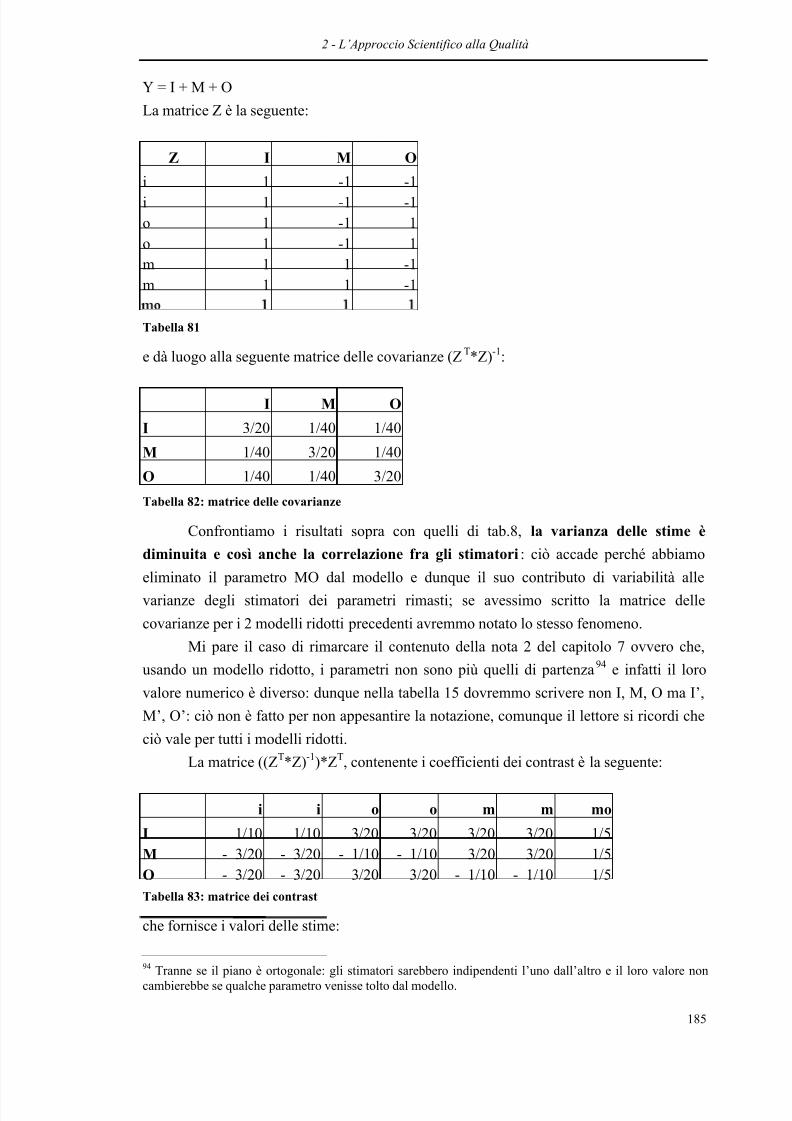
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 190/320
2 - L’Approccio Scientifico alla Qualità
185
Y = I + M + O
La matrice Z è la seguente:
Z I M O
i 1 -1 -1i 1 -1 -1o 1 -1 1o 1 -1 1m 1 1 -1m 1 1 -1
Tabella 81
e dà luogo alla seguente matrice delle covarianze (ZT*Z)-1:
I M O
I 3/20 1/40 1/40
M 1/40 3/20 1/40
O 1/40 1/40 3/20
Tabella 82: matrice delle covarianze
Confrontiamo i risultati sopra con quelli di tab.8, la varianza delle stime è
diminuita e così anche la correlazione fra gli stimatori: ciò accade perché abbiamo
eliminato il parametro MO dal modello e dunque il suo contributo di variabilità allevarianze degli stimatori dei parametri rimasti; se avessimo scritto la matrice delle
covarianze per i 2 modelli ridotti precedenti avremmo notato lo stesso fenomeno.
Mi pare il caso di rimarcare il contenuto della nota 2 del capitolo 7 ovvero che,
usando un modello ridotto, i parametri non sono più quelli di partenza 94 e infatti il loro
valore numerico è diverso: dunque nella tabella 15 dovremmo scrivere non I, M, O ma I’,
M’, O’: ciò non è fatto per non appesantire la notazione, comunque il lettore si ricordi che
ciò vale per tutti i modelli ridotti.
La matrice ((ZT*Z)-1)*ZT, contenente i coefficienti dei contrast è la seguente:
i i o o m m mo
I 1/10 1/10 3/20 3/20 3/20 3/20 1/5M - 3/20 - 3/20 - 1/10 - 1/10 3/20 3/20 1/5O - 3/20 - 3/20 3/20 3/20 - 1/10 - 1/10 1/5Tabella 83: matrice dei contrast
che fornisce i valori delle stime:
94 Tranne se il piano è ortogonale: gli stimatori sarebbero indipendenti l’uno dall’altro e il loro valore noncambierebbe se qualche parametro venisse tolto dal modello.
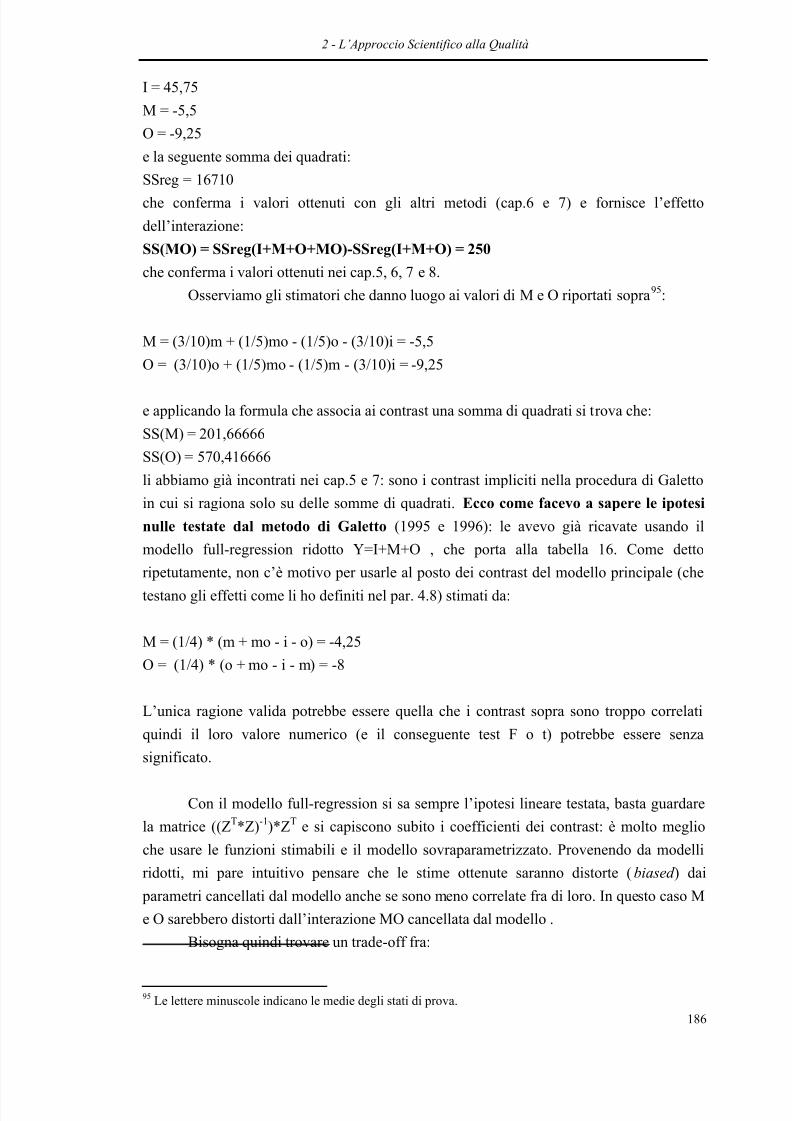
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 191/320
2 - L’Approccio Scientifico alla Qualità
186
I = 45,75
M = -5,5
O = -9,25
e la seguente somma dei quadrati:
SSreg = 16710
che conferma i valori ottenuti con gli altri metodi (cap.6 e 7) e fornisce l’effetto
dell’interazione:
SS(MO) = SSreg(I+M+O+MO)-SSreg(I+M+O) = 250
che conferma i valori ottenuti nei cap.5, 6, 7 e 8.
Osserviamo gli stimatori che danno luogo ai valori di M e O riportati sopra95:
M = (3/10)m + (1/5)mo - (1/5)o - (3/10)i = -5,5
O = (3/10)o + (1/5)mo - (1/5)m - (3/10)i = -9,25
e applicando la formula che associa ai contrast una somma di quadrati si trova che:
SS(M) = 201,66666
SS(O) = 570,416666
li abbiamo già incontrati nei cap.5 e 7: sono i contrast impliciti nella procedura di Galetto
in cui si ragiona solo su delle somme di quadrati. Ecco come facevo a sapere le ipotesi
nulle testate dal metodo di Galetto (1995 e 1996): le avevo già ricavate usando il
modello full-regression ridotto Y=I+M+O , che porta alla tabella 16. Come detto
ripetutamente, non c’è motivo per usarle al posto dei contrast del modello principale (chetestano gli effetti come li ho definiti nel par. 4.8) stimati da:
M = (1/4) * (m + mo - i - o) = -4,25
O = (1/4) * (o + mo - i - m) = -8
L’unica ragione valida potrebbe essere quella che i contrast sopra sono troppo correlati
quindi il loro valore numerico (e il conseguente test F o t) potrebbe essere senza
significato.
Con il modello full-regression si sa sempre l’ipotesi lineare testata, basta guardare
la matrice ((ZT*Z)-1)*ZT e si capiscono subito i coefficienti dei contrast: è molto meglio
che usare le funzioni stimabili e il modello sovraparametrizzato. Provenendo da modelli
ridotti, mi pare intuitivo pensare che le stime ottenute saranno distorte (biased ) dai
parametri cancellati dal modello anche se sono meno correlate fra di loro. In questo caso M
e O sarebbero distorti dall’interazione MO cancellata dal modello .
Bisogna quindi trovare un trade-off fra:
95 Le lettere minuscole indicano le medie degli stati di prova.
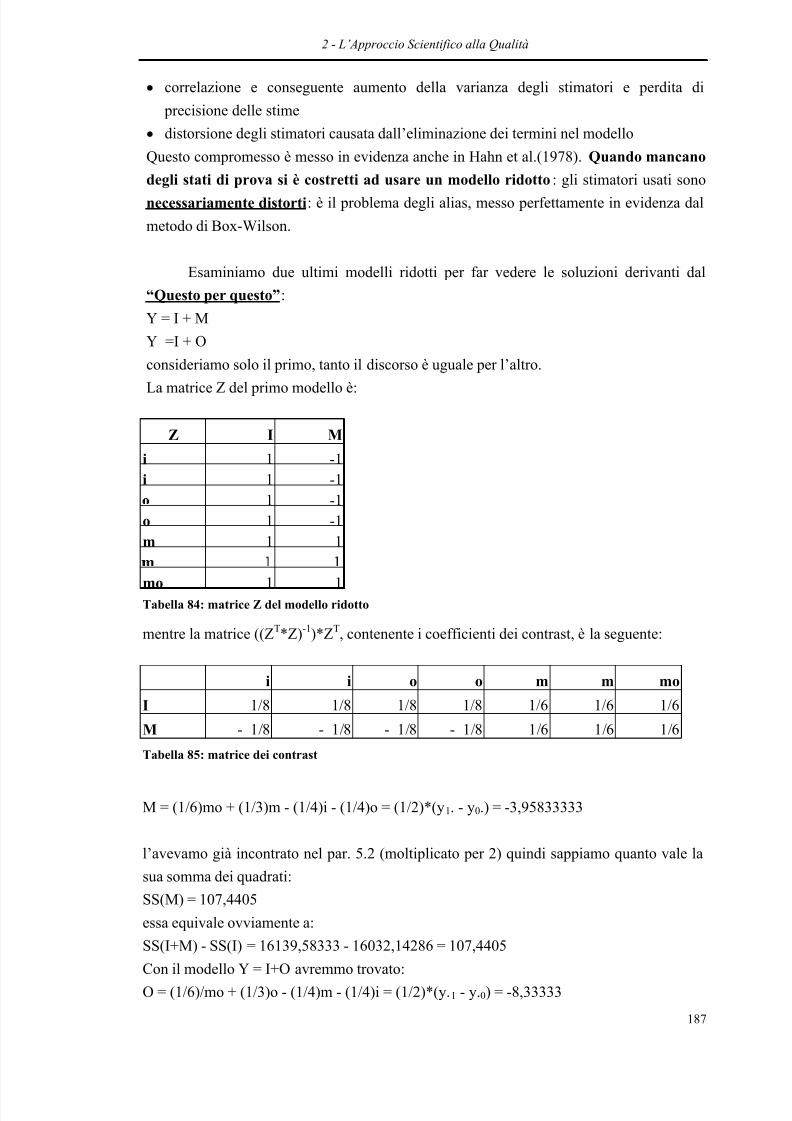
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 192/320
2 - L’Approccio Scientifico alla Qualità
187
• correlazione e conseguente aumento della varianza degli stimatori e perdita di
precisione delle stime
• distorsione degli stimatori causata dall’eliminazione dei termini nel modello
Questo compromesso è messo in evidenza anche in Hahn et al.(1978). Quando mancano
degli stati di prova si è costretti ad usare un modello ridotto: gli stimatori usati sono
necessariamente distorti: è il problema degli alias, messo perfettamente in evidenza dal
metodo di Box-Wilson.
Esaminiamo due ultimi modelli ridotti per far vedere le soluzioni derivanti dal
“Questo per questo”:
Y = I + M
Y =I + O
consideriamo solo il primo, tanto il discorso è uguale per l’altro.
La matrice Z del primo modello è:
Z I M
i 1 -1i 1 -1
1 -1o 1 -1m 1 1
mo 1 1Tabella 84: matrice Z del modello ridotto
mentre la matrice ((ZT*Z)-1)*ZT, contenente i coefficienti dei contrast, è la seguente:
i i o o m m mo
I 1/8 1/8 1/8 1/8 1/6 1/6 1/6
M - 1/8 - 1/8 - 1/8 - 1/8 1/6 1/6 1/6
Tabella 85: matrice dei contrast
M = (1/6)mo + (1/3)m - (1/4)i - (1/4)o = (1/2)*(y1. - y0.) = -3,95833333
l’avevamo già incontrato nel par. 5.2 (moltiplicato per 2) quindi sappiamo quanto vale la
sua somma dei quadrati:
SS(M) = 107,4405
essa equivale ovviamente a:
SS(I+M) - SS(I) = 16139,58333 - 16032,14286 = 107,4405Con il modello Y = I+O avremmo trovato:
O = (1/6)/mo + (1/3)o - (1/4)m - (1/4)i = (1/2)*(y.1 - y.0) = -8,33333
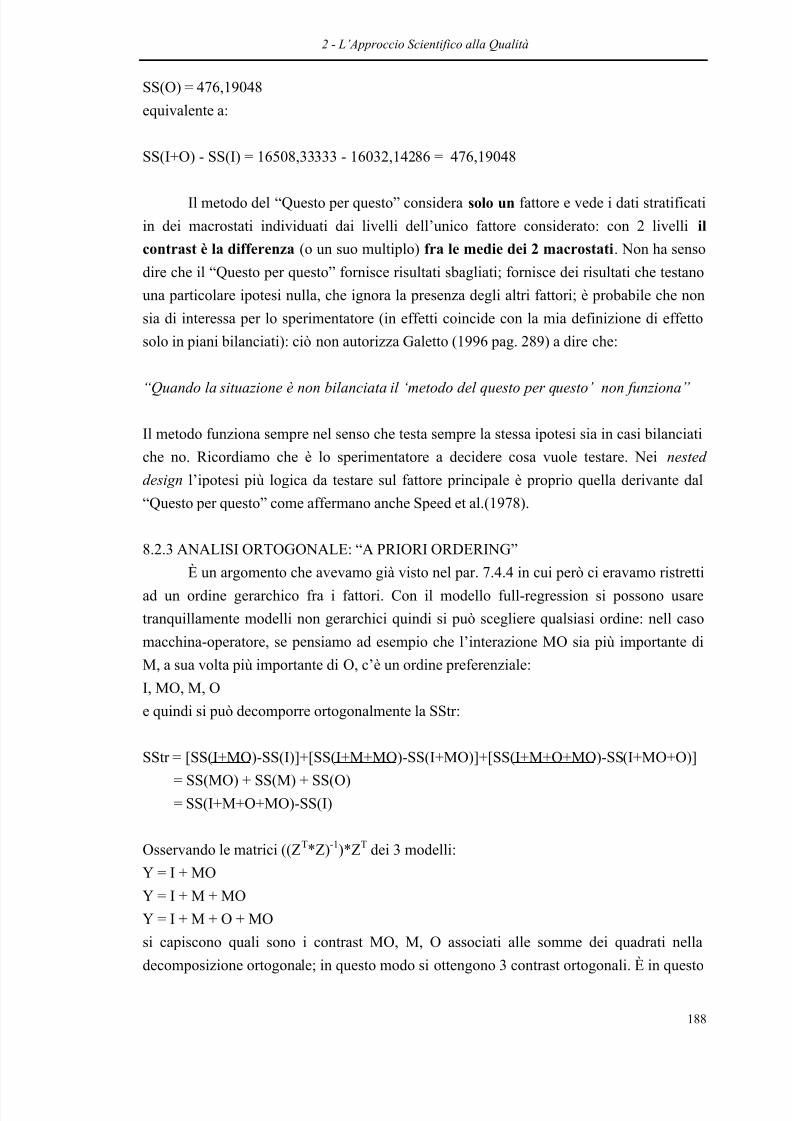
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 193/320
2 - L’Approccio Scientifico alla Qualità
188
SS(O) = 476,19048
equivalente a:
SS(I+O) - SS(I) = 16508,33333 - 16032,14286 = 476,19048
Il metodo del “Questo per questo” considera solo un fattore e vede i dati stratificati
in dei macrostati individuati dai livelli dell’unico fattore considerato: con 2 livelli il
contrast è la differenza (o un suo multiplo) fra le medie dei 2 macrostati. Non ha senso
dire che il “Questo per questo” fornisce risultati sbagliati; fornisce dei risultati che testano
una particolare ipotesi nulla, che ignora la presenza degli altri fattori; è probabile che non
sia di interessa per lo sperimentatore (in effetti coincide con la mia definizione di effetto
solo in piani bilanciati): ciò non autorizza Galetto (1996 pag. 289) a dire che:
“Quando la situazione è non bilanciata il ‘metodo del questo per questo’ non funziona”
Il metodo funziona sempre nel senso che testa sempre la stessa ipotesi sia in casi bilanciati
che no. Ricordiamo che è lo sperimentatore a decidere cosa vuole testare. Nei nested
design l’ipotesi più logica da testare sul fattore principale è proprio quella derivante dal
“Questo per questo” come affermano anche Speed et al.(1978).
8.2.3 ANALISI ORTOGONALE: “A PRIORI ORDERING”
È un argomento che avevamo già visto nel par. 7.4.4 in cui però ci eravamo ristrettiad un ordine gerarchico fra i fattori. Con il modello full-regression si possono usare
tranquillamente modelli non gerarchici quindi si può scegliere qualsiasi ordine: nell caso
macchina-operatore, se pensiamo ad esempio che l’interazione MO sia più importante di
M, a sua volta più importante di O, c’è un ordine preferenziale:
I, MO, M, O
e quindi si può decomporre ortogonalmente la SStr:
SStr = [SS(I+MO)-SS(I)]+[SS(I+M+MO)-SS(I+MO)]+[SS(I+M+O+MO)-SS(I+MO+O)]= SS(MO) + SS(M) + SS(O)
= SS(I+M+O+MO)-SS(I)
Osservando le matrici ((ZT*Z)-1)*ZT dei 3 modelli:
Y = I + MO
Y = I + M + MO
Y = I + M + O + MO
si capiscono quali sono i contrast MO, M, O associati alle somme dei quadrati nelladecomposizione ortogonale; in questo modo si ottengono 3 contrast ortogonali. È in questo
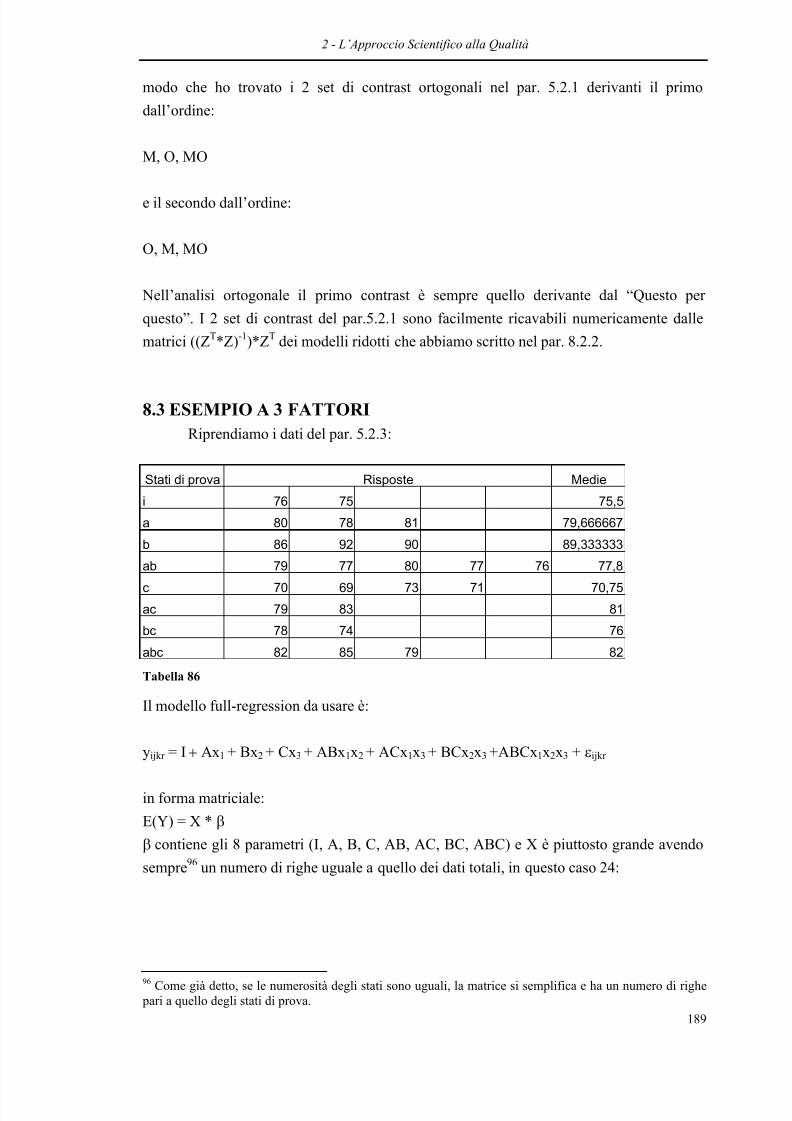
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 194/320
2 - L’Approccio Scientifico alla Qualità
189
modo che ho trovato i 2 set di contrast ortogonali nel par. 5.2.1 derivanti il primo
dall’ordine:
M, O, MO
e il secondo dall’ordine:
O, M, MO
Nell’analisi ortogonale il primo contrast è sempre quello derivante dal “Questo per
questo”. I 2 set di contrast del par.5.2.1 sono facilmente ricavabili numericamente dalle
matrici ((ZT*Z)-1)*ZT dei modelli ridotti che abbiamo scritto nel par. 8.2.2.
8.3 ESEMPIO A 3 FATTORI
Riprendiamo i dati del par. 5.2.3:
Stati di prova Risposte Medie
i 76 75 75,5
a 80 78 81 79,666667
b 86 92 90 89,333333
ab 79 77 80 77 76 77,8c 70 69 73 71 70,75
ac 79 83 81
bc 78 74 76
abc 82 85 79 82
Tabella 86
Il modello full-regression da usare è:
yijkr = Ι + Αx1 + Βx2 + Cx3 + ABx1x2 + ΑCx1x3 + BCx2x3 +ABCx1x2x3 + εijkr
in forma matriciale:
E(Y) = X * β
β contiene gli 8 parametri (I, A, B, C, AB, AC, BC, ABC) e X è piuttosto grande avendo
sempre96 un numero di righe uguale a quello dei dati totali, in questo caso 24:
96 Come già detto, se le numerosità degli stati sono uguali, la matrice si semplifica e ha un numero di righe pari a quello degli stati di prova.
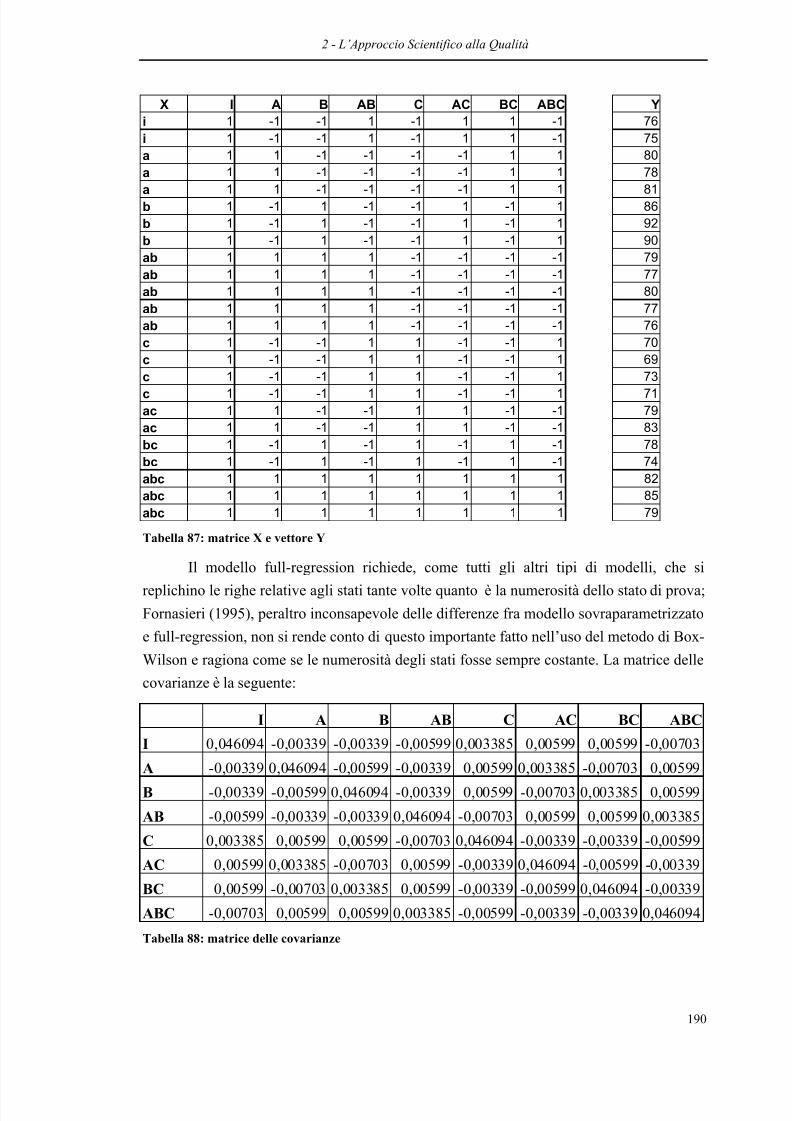
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 195/320
2 - L’Approccio Scientifico alla Qualità
190
X I A B AB C AC BC ABC Y
i 1 -1 -1 1 -1 1 1 -1 76
i 1 -1 -1 1 -1 1 1 -1 75
a 1 1 -1 -1 -1 -1 1 1 80
a 1 1 -1 -1 -1 -1 1 1 78
a 1 1 -1 -1 -1 -1 1 1 81b 1 -1 1 -1 -1 1 -1 1 86
b 1 -1 1 -1 -1 1 -1 1 92
b 1 -1 1 -1 -1 1 -1 1 90
ab 1 1 1 1 -1 -1 -1 -1 79
ab 1 1 1 1 -1 -1 -1 -1 77
ab 1 1 1 1 -1 -1 -1 -1 80
ab 1 1 1 1 -1 -1 -1 -1 77
ab 1 1 1 1 -1 -1 -1 -1 76
c 1 -1 -1 1 1 -1 -1 1 70
c 1 -1 -1 1 1 -1 -1 1 69
c 1 -1 -1 1 1 -1 -1 1 73c 1 -1 -1 1 1 -1 -1 1 71
ac 1 1 -1 -1 1 1 -1 -1 79
ac 1 1 -1 -1 1 1 -1 -1 83
bc 1 -1 1 -1 1 -1 1 -1 78
bc 1 -1 1 -1 1 -1 1 -1 74
abc 1 1 1 1 1 1 1 1 82
abc 1 1 1 1 1 1 1 1 85
abc 1 1 1 1 1 1 1 1 79
Tabella 87: matrice X e vettore Y
Il modello full-regression richiede, come tutti gli altri tipi di modelli, che sireplichino le righe relative agli stati tante volte quanto è la numerosità dello stato di prova;
Fornasieri (1995), peraltro inconsapevole delle differenze fra modello sovraparametrizzato
e full-regression, non si rende conto di questo importante fatto nell’uso del metodo di Box-
Wilson e ragiona come se le numerosità degli stati fosse sempre costante. La matrice delle
covarianze è la seguente:
I A B AB C AC BC ABC
I 0,046094 -0,00339 -0,00339 -0,00599 0,003385 0,00599 0,00599 -0,00703
A -0,00339 0,046094 -0,00599 -0,00339 0,00599 0,003385 -0,00703 0,00599
B -0,00339 -0,00599 0,046094 -0,00339 0,00599 -0,00703 0,003385 0,00599
AB -0,00599 -0,00339 -0,00339 0,046094 -0,00703 0,00599 0,00599 0,003385
C 0,003385 0,00599 0,00599 -0,00703 0,046094 -0,00339 -0,00339 -0,00599
AC 0,00599 0,003385 -0,00703 0,00599 -0,00339 0,046094 -0,00599 -0,00339
BC 0,00599 -0,00703 0,003385 0,00599 -0,00339 -0,00599 0,046094 -0,00339
ABC -0,00703 0,00599 0,00599 0,003385 -0,00599 -0,00339 -0,00339 0,046094
Tabella 88: matrice delle covarianze
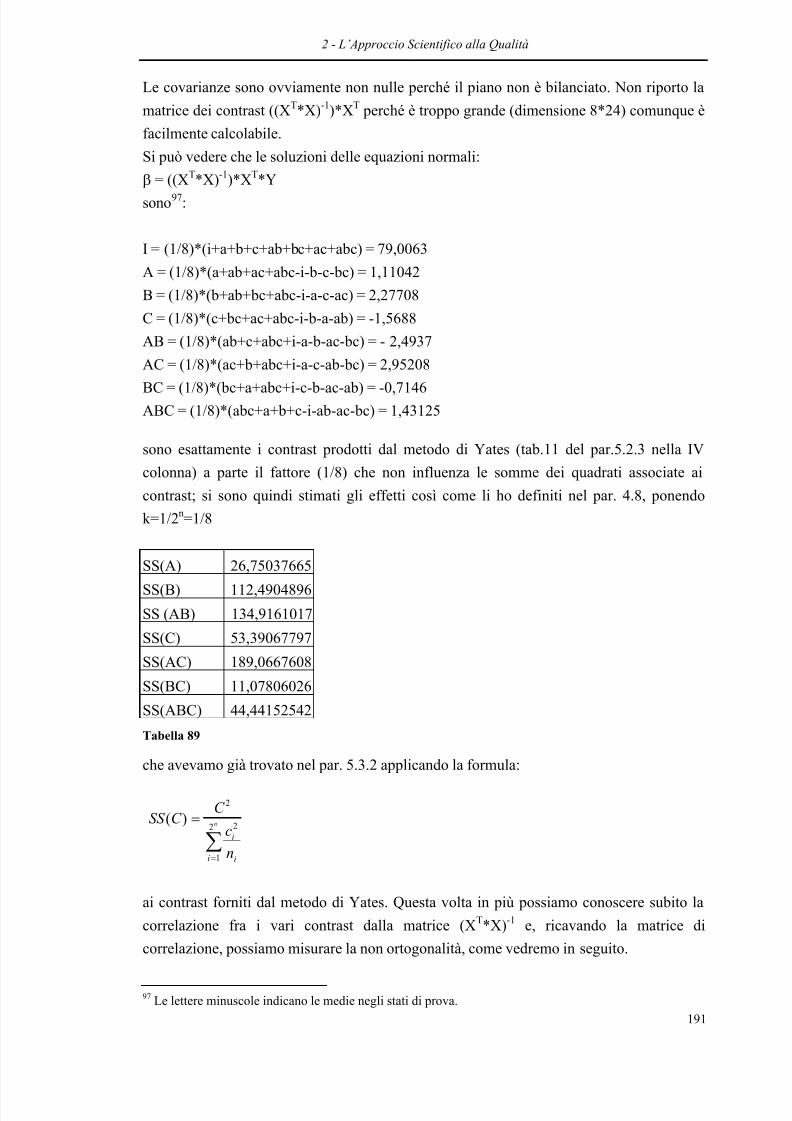
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 196/320
2 - L’Approccio Scientifico alla Qualità
191
Le covarianze sono ovviamente non nulle perché il piano non è bilanciato. Non riporto la
matrice dei contrast ((XT*X)-1)*XT perché è troppo grande (dimensione 8*24) comunque è
facilmente calcolabile.
Si può vedere che le soluzioni delle equazioni normali:
β = ((XT*X)-1)*XT*Y
sono97:
I = (1/8)*(i+a+b+c+ab+bc+ac+abc) = 79,0063
A = (1/8)*(a+ab+ac+abc-i-b-c-bc) = 1,11042
B = (1/8)*(b+ab+bc+abc-i-a-c-ac) = 2,27708
C = (1/8)*(c+bc+ac+abc-i-b-a-ab) = -1,5688
AB = (1/8)*(ab+c+abc+i-a-b-ac-bc) = - 2,4937
AC = (1/8)*(ac+b+abc+i-a-c-ab-bc) = 2,95208
BC = (1/8)*(bc+a+abc+i-c-b-ac-ab) = -0,7146
ABC = (1/8)*(abc+a+b+c-i-ab-ac-bc) = 1,43125
sono esattamente i contrast prodotti dal metodo di Yates (tab.11 del par.5.2.3 nella IV
colonna) a parte il fattore (1/8) che non influenza le somme dei quadrati associate ai
contrast; si sono quindi stimati gli effetti così come li ho definiti nel par. 4.8, ponendo
k=1/2n=1/8
SS(A) 26,75037665SS(B) 112,4904896
SS (AB) 134,9161017
SS(C) 53,39067797
SS(AC) 189,0667608
SS(BC) 11,07806026
SS(ABC) 44,44152542
Tabella 89
che avevamo già trovato nel par. 5.3.2 applicando la formula:
SS C C
c
n
i
ii
n( ) =
=∑
2
2
1
2
ai contrast forniti dal metodo di Yates. Questa volta in più possiamo conoscere subito la
correlazione fra i vari contrast dalla matrice (XT*X)-1 e, ricavando la matrice di
correlazione, possiamo misurare la non ortogonalità, come vedremo in seguito.
97 Le lettere minuscole indicano le medie negli stati di prova.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 197/320
2 - L’Approccio Scientifico alla Qualità
192
I risultati di tabella 22 si possono anche ottenere facendo la differenza fra la SSreg
del modello completo:
SSreg = βT*XT*Y = 149514,61666666
e la SSreg dei modelli ridotti che contengono tutti parametri tranne quello che si vuole
calcolare; ad esempio:
SS(AB) = SSreg(I+A+B+C+AB+AC+BC+ABC) - SSreg(I+A+B+C +AC+BC+ABC)
gli effetti dei fattori e interazioni vengono calcolati a partire dal modello più completo,
come richiede il teorema 5 del cap.7. Ecco perché, a parte l’interazione ABC tutti gli altri
effetti sono diversi da quelli presentati in tabella 24 nel par. 7.4.4.
Le somme di quadrati presentate in quella tabella sono tutte ottenute da modelli ridotti;
usando i corrispondenti modelli full-regression si riesce a capire che cosa si sta testando.
Ad esempio abbiamo le 3 interazioni del primo ordine calcolate, ad esempio, a partire dal
modello Y=I+A+B+C+AB+AC+BC (ultima colonna della tab.24 del cap.7):
(1) SS(AB) = SSreg(I+A+B+C+AB+AC+BC) - SSreg(I+A+B+C +AC+BC) = 147,3249
(2) SS(AC) = SSreg(I+A+B+C+AB+AC+BC) - SSreg(I+A+B+C +AB+BC) = 203,8711
(3) SS(BC) = SSreg(I+A+B+C+AB+AC+BC) - SSreg(I+A+B+C +AC+AB) = 8,1021
Nel cap.7 sono state ricavate con il metodo di Galetto quindi non sappiamo cosa testano.
Usando il modello ridotto Y=I+A+B+C+AB+AC+BC in forma full-regression, calcoliamola stima dei parametri con la solita formula:
γ = ((ZT*Z)-1*ZT)*Y
dalla matrice ((ZT*Z)-1*ZT)98 capiamo che la (1), la (2) e la (3) testano rispettivamente le
seguenti ipotesi nulle:
82*µ111 + 95*µ110 + 82*µ001 + 95*µ000 - 95*µ100 -95*µ010 -82*µ101 -82*µ011 = 095*µ111 + 82*µ101 + 95*µ010 + 82*µ000 - 82*µ100 -82*µ001 -95*µ110 -95*µ011 = 0
95*µ111 + 82*µ011 + 95*µ100 + 82*µ000 - 82*µ010 -82*µ001 -95*µ110 -95*µ101 = 0
questo si può verificare applicando la formula che associa una somma di quadrati al
contrast. un contrast. Le 3 ipotesi sopra sono quelle implicite nell’applicazione del metodo
experimental design (Cap.7), ma chi usa tale metodo sa che si stanno testando le 3 ipotesi
sopra?...Facciamo ancora un esempio di risultato fornito dal metodo experimental design:
la somma dei quadrati associata ad A, calcolata dal modello Y=I+A+B+C (III colonnadella tab.24 del cap.7):
98 Non la scrivo perché è troppo grossa ma penso di avere dato tutti gli elementi per ricavarla.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 198/320
2 - L’Approccio Scientifico alla Qualità
193
SS(A) = SSreg(I+A+B+C) - SSreg(I+B+C) = 3,87837
osservando la matrice ((ZT*Z)-1*ZT) del modello ridotto Y=I+A+B+C, vediamo che si sta
testando il contrast:
1,3295*µ111+1,4772*µ101+1,3295*µ100+1,5625*µ110-1,8920*µ010-1,4772*µ001-µ000-µ011 =
0
si può di nuovo verificare con la formula della somma dei quadrati del contrast.
Scrivendo i modelli ridotti full-regression è quindi possibile trovare tutte le ipotesi
testate dalla tabella 24 del cap.7, come avevamo già anticipato.
8.3.1 QUANTI MODI CI SONO PER CALCOLARE L’EFFETTO DI A?
...e degli altri fattori e interazioni? Soffermiamoci sull’esempio a 3 fattori e
limitiamoci al fattore A visto che il ragionamento è identico per gli altri fattori e
interazioni. Il lettore che ha compreso l’utilizzo del modello full-regression avrà capito che
ad ogni modello ridotto contenente l’effetto A (e la media I), è associato un particolare
contrast rappresentante l’effetto A: per conoscere il contrast è sufficiente osservare la
matrice ((ZT*Z)-1*ZT) del modello ridotto. Non bisogna prendere in considerazione i
modelli che non contengono la media I perché in essi A sarebbe confuso con la media I, e
quindi tali modelli non danno luogo a un contrast per A.
Siamo dunque in grado di rispondere alla domanda:“Quanti contrast possono essere scelti a rappresentare l’effetto di A?”
perché essa è equivalente a:
“Quanti modelli si possono costruire, contenenti il fattore A (e la media I)?”
Proviamo a rispondere enumerando i vari modelli quando essi contengono 2,3....8
parametri; se nel modello ci sono solo 2 parametri, l’unico modello contenente A è:
(1) Y = I+A
Quando i modelli contengono 3 parametri, quanti modelli contenenti A si possono
pensare? Posso aggiungere al modello (1) 1 dei 6 parametri non presenti quindi il numero èequivalente a quello delle combinazioni di 1 elemento su 6, ovvero 6.
Con 4 parametri il numero è uguale alle combinazioni di 2 elementi su 6 e con k parametri
è uguale al numero di combinazioni di (k-2) elementi su 6. Dunque, indicando con
COMB(i,j) il numero di combinazioni di j elementi su i, il numero totale di modelli
contenenti A che si riescono a costruire è:
COMB ii
( , )60
6
=∑ = (1+1)6 = 64
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 199/320
2 - L’Approccio Scientifico alla Qualità
194
a ognuno di questi modelli è associato un contrast che contrappone le medie degli stati di
prova (a, ab, ac, abc) e (i, c, b, bc): la tabella 24 del cap.7 presentava 5 di questi 64 modi
per calcolare l’effetto di A, precisamente quelli che coinvolgono solo modelli gerarchici:
usando anche quelli non gerarchici si arriva a 64 modelli, come dimostrato sopra. Vediamo
da quali modelli derivano i contrast per A più usati in letteratura:
SS(I+A) “Questo per questo”
SS(I+A+B) Metodo di Galetto???
SS(I+A+C) Metodo di Galetto???
SS(I+A+B+C) Experimental design
SS(I+A+B+C+BC) Modo più completo usando solo modelli gerarchici
SS(I+A+B+C+AB+AC+BC+ABC) Full-regression (modo più completo)
Spero che ormai sia chiaro che la mia definizione di effetto (par. 4.8) corrisponde all’uso
dell’ultimo dei modelli elencati sopra, usando k=2n=8.
Quando le numerosità degli stati sono uguali (piano ortogonale), questi 64 contrast
diventano tutti uguali quindi non esiste il problema di definire chiaramente cosa
intendiamo per “effetto di A”.
Quando le numerosità degli stati sono diverse (piano non ortogonale), i 64 contrast
sono, in generale, diversi99 fra di loro e quindi dobbiamo per forza definire cosa è l’”effetto di A”.
Solo dopo che si sono definiti chiaramente gli effetti, si può dire che un contrast va bene e
gli altri no; e comunque quest’ultima affermazione è subordinata alla validità della
definizione di effetto data.
8.4 METODO DI BOX-WILSON (1951)
Tale metodo è l’unico strumento di mia conoscenza che è d’aiuto
nell’identificazione della struttura degli Alias per qualunque tipo di piano; è grazie a
questo metodo che mi è venuta l’idea di associare la struttura degli Alias a un
sottospazio vettoriale di dimensione pari al numero degli stati di prova100; è grazie a
questo metodo che si riesce a trovare una base per quel sottospazio vettoriale. Si può
99Il lettore che conosce l’algebra sa che però al massimo 8 di questi 64 contrast saranno algebricamenteindipendenti.
100 Mostreremo tutto ciò nel capitolo 9.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 200/320
2 - L’Approccio Scientifico alla Qualità
195
applicare solo su modelli full-regression e, sostanzialmente, collega la struttura degli Alias
al ben noto “lack of fit” della regressione.
Tale metodo presuppone:
• l’uso del modello full-regression
• le definizioni di effetto e alias che ho dato nel par. 4.8
Y = X * β + e
E(Y) = X * β dove β = E(b)
Effettuiamo una partizione dei parametri β (e conseguentemente degli stimatori) del
modello in [β1, β2] e conseguentemente della matrice X in [X1, X2] e consideriamo il
modello ridotto che contiene solo i parametri β1 a cui corrispondono gli stimatori b1:
Y = X1* β 1 + e
rispetto a quello più completo che, dopo la partizione, diventa:
Y = X1* β 1 + X2 * β 2 + e
Ci sono situazioni in cui siamo costretti a usare un modello ridotto: quando
mancano degli stati di prova in un piano sperimentale; se ho p stati di prova posso usare
solo p parametri nel modello perché se ne metto di più non aggiungo comunque delle
equazioni normali linearmente indipendenti al modello e quindi ottengo una SS di quel
modello uguale a quella del modello con p parametri101: questo fatto è molto importante, è
ribadito in Actis (1995) a pag.310 ma è purtroppo ignorato da Fornasieri (1995)
nell’analisi del caso Iveco.Continuiamo la spiegazione del metodo Box-Wilson scrivendo le equazioni normali
sul modello ridotto (l’unico che possiamo usare quando mancano stati di prova come
spiegato sopra):
b1 = (X1T * X1)
-1 * X1T * Y
ma qual è il valore atteso degli stimatori dei parametri che crediamo di stimare?
E(b1) = (X1T
* X1)-1
* X1T
* E(Y)
noi sappiamo qual è il valore atteso di Y, esso dipende anche dai parametri β2 attraverso la
matrice X2, ignorati nel modello ridotto (ma essi esistono per il principio F1):
E(Y) = X1* β1 + X2 * β2
per cui abbiamo che il valore atteso degli stimatori b1 è:
E(b1) = (X1T * X1)
-1 * X1T * X1* β1 + (X1
T * X1)-1 * X1
T * X2 * β2
101 Questo deriva dai teoremi del cap.7
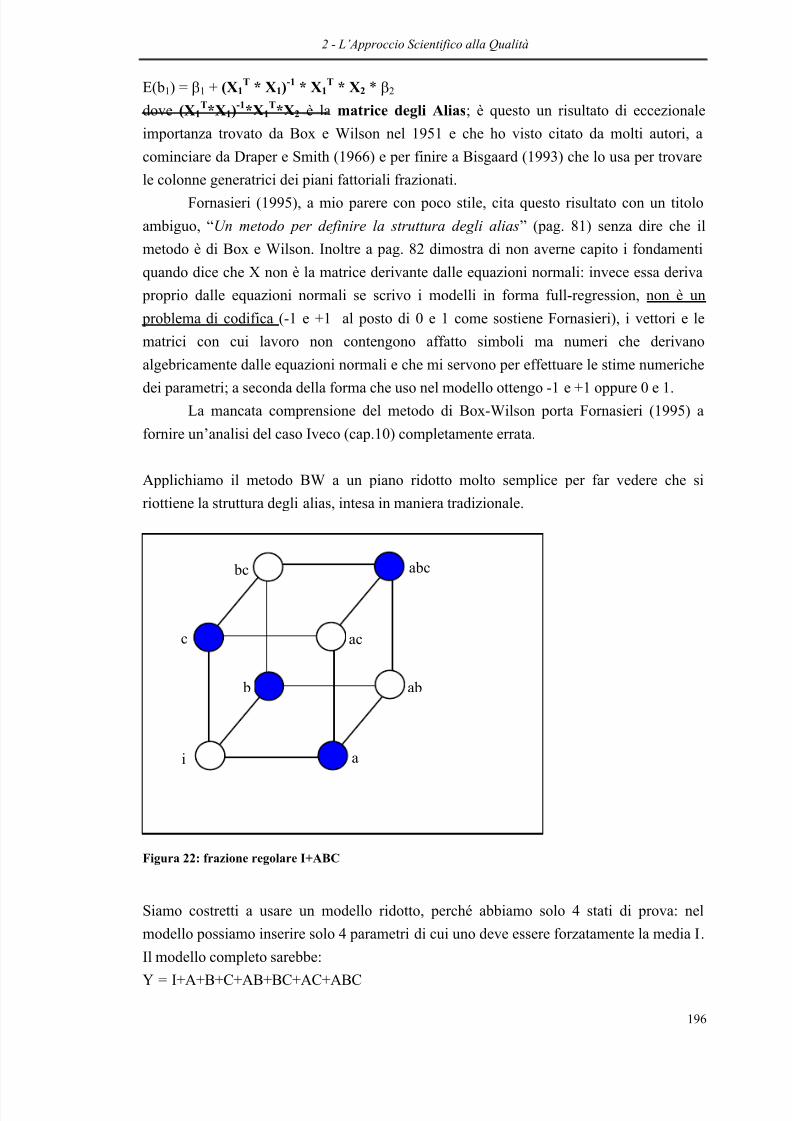
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 201/320
2 - L’Approccio Scientifico alla Qualità
196
E(b1) = β1 + (X1T * X1)
-1 * X1T * X2 * β2
dove (X1T*X1)
-1*X1T*X2 è la matrice degli Alias; è questo un risultato di eccezionale
importanza trovato da Box e Wilson nel 1951 e che ho visto citato da molti autori, a
cominciare da Draper e Smith (1966) e per finire a Bisgaard (1993) che lo usa per trovare
le colonne generatrici dei piani fattoriali frazionati.
Fornasieri (1995), a mio parere con poco stile, cita questo risultato con un titolo
ambiguo, “Un metodo per definire la struttura degli alias” (pag. 81) senza dire che il
metodo è di Box e Wilson. Inoltre a pag. 82 dimostra di non averne capito i fondamenti
quando dice che X non è la matrice derivante dalle equazioni normali: invece essa deriva
proprio dalle equazioni normali se scrivo i modelli in forma full-regression, non è un
problema di codifica (-1 e +1 al posto di 0 e 1 come sostiene Fornasieri), i vettori e le
matrici con cui lavoro non contengono affatto simboli ma numeri che derivano
algebricamente dalle equazioni normali e che mi servono per effettuare le stime numeriche
dei parametri; a seconda della forma che uso nel modello ottengo -1 e +1 oppure 0 e 1.
La mancata comprensione del metodo di Box-Wilson porta Fornasieri (1995) a
fornire un’analisi del caso Iveco (cap.10) completamente errata.
Applichiamo il metodo BW a un piano ridotto molto semplice per far vedere che si
riottiene la struttura degli alias, intesa in maniera tradizionale.
Figura 22: frazione regolare I+ABC
Siamo costretti a usare un modello ridotto, perché abbiamo solo 4 stati di prova: nel
modello possiamo inserire solo 4 parametri di cui uno deve essere forzatamente la media I.
Il modello completo sarebbe:Y = I+A+B+C+AB+BC+AC+ABC
i a
ab b
c
bc abc
ac
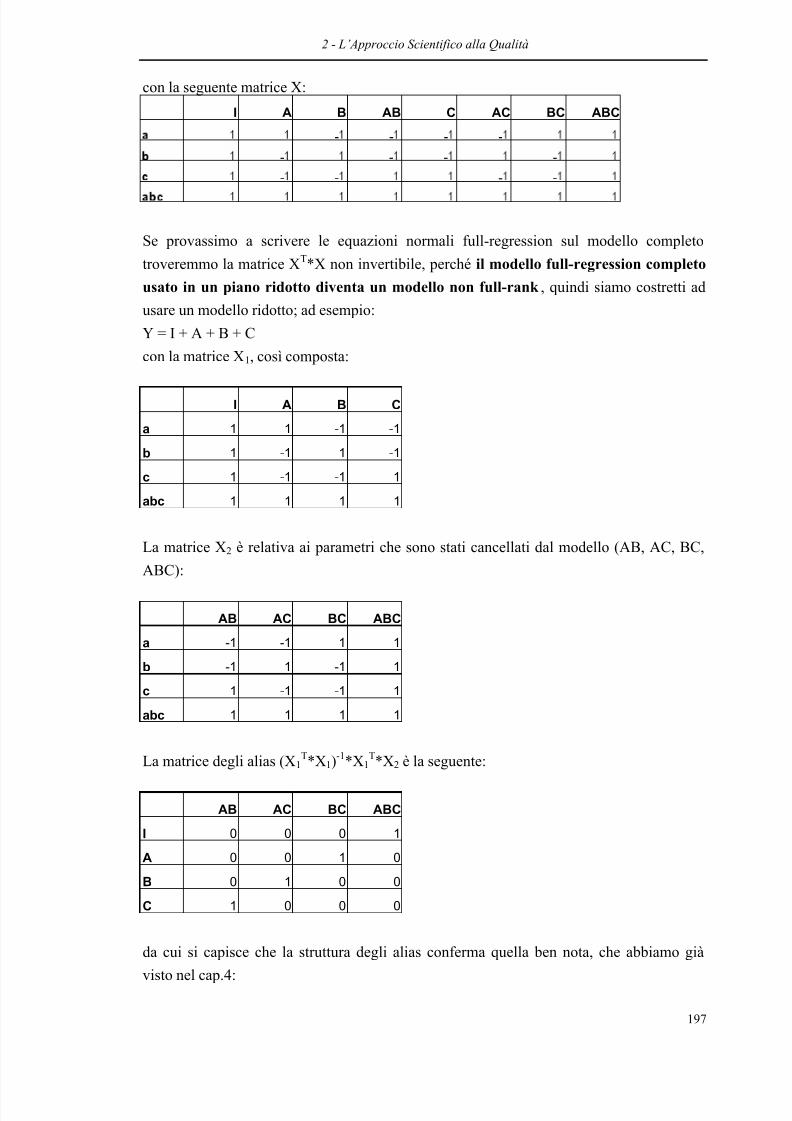
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 202/320
2 - L’Approccio Scientifico alla Qualità
197
con la seguente matrice X:
I A B AB C AC BC ABC
- - - -
- - - -
- - - -
Se provassimo a scrivere le equazioni normali full-regression sul modello completo
troveremmo la matrice XT*X non invertibile, perché il modello full-regression completo
usato in un piano ridotto diventa un modello non full-rank , quindi siamo costretti ad
usare un modello ridotto; ad esempio:
Y = I + A + B + C
con la matrice X1, così composta:
I A B C
a 1 1 -1 -1
b 1 -1 1 -1
c 1 -1 -1 1
abc 1 1 1 1
La matrice X2 è relativa ai parametri che sono stati cancellati dal modello (AB, AC, BC,
ABC):
AB AC BC ABC
a -1 -1 1 1
b -1 1 -1 1
c 1 -1 -1 1
abc 1 1 1 1
La matrice degli alias (X1T*X1)-1*X1T*X2 è la seguente:
AB AC BC ABC
I 0 0 0 1
A 0 0 1 0
B 0 1 0 0
C 1 0 0 0
da cui si capisce che la struttura degli alias conferma quella ben nota, che abbiamo giàvisto nel cap.4:
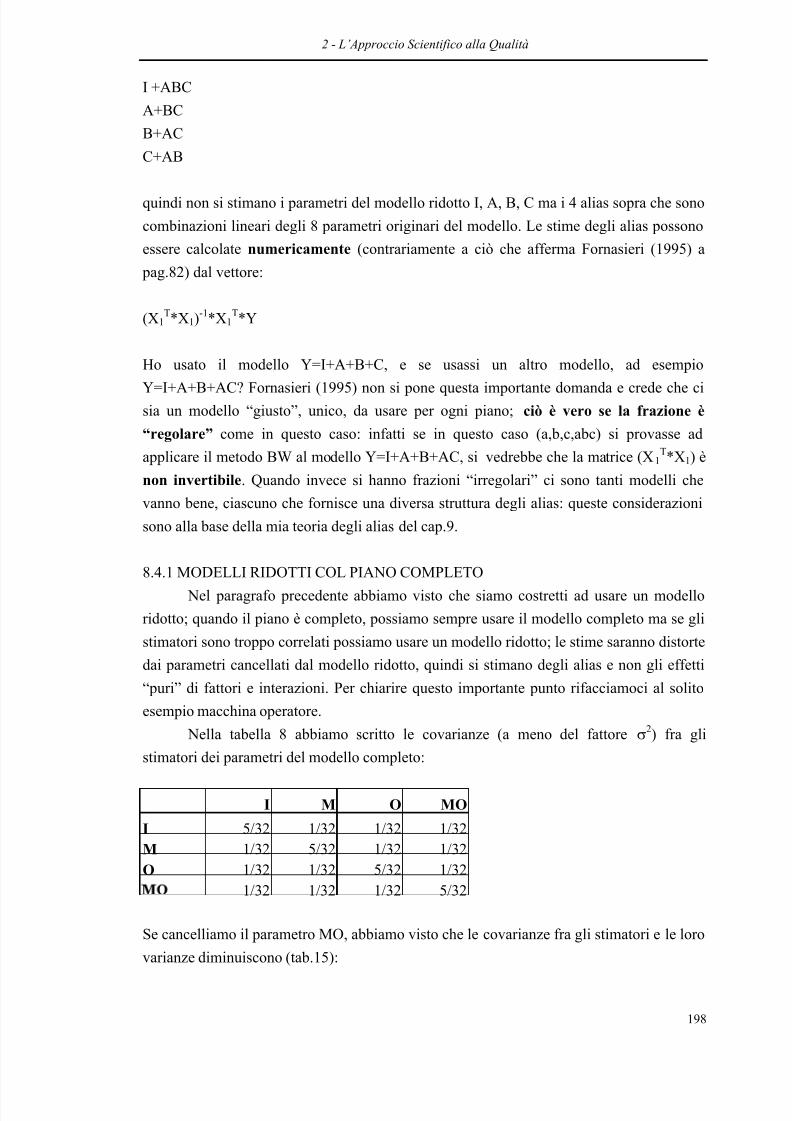
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 203/320
2 - L’Approccio Scientifico alla Qualità
198
I +ABC
A+BC
B+AC
C+AB
quindi non si stimano i parametri del modello ridotto I, A, B, C ma i 4 alias sopra che sono
combinazioni lineari degli 8 parametri originari del modello. Le stime degli alias possono
essere calcolate numericamente (contrariamente a ciò che afferma Fornasieri (1995) a
pag.82) dal vettore:
(X1T*X1)
-1*X1T*Y
Ho usato il modello Y=I+A+B+C, e se usassi un altro modello, ad esempio
Y=I+A+B+AC? Fornasieri (1995) non si pone questa importante domanda e crede che ci
sia un modello “giusto”, unico, da usare per ogni piano; ciò è vero se la frazione è
“regolare” come in questo caso: infatti se in questo caso (a,b,c,abc) si provasse ad
applicare il metodo BW al modello Y=I+A+B+AC, si vedrebbe che la matrice (X1T*X1) è
non invertibile. Quando invece si hanno frazioni “irregolari” ci sono tanti modelli che
vanno bene, ciascuno che fornisce una diversa struttura degli alias: queste considerazioni
sono alla base della mia teoria degli alias del cap.9.
8.4.1 MODELLI RIDOTTI COL PIANO COMPLETO Nel paragrafo precedente abbiamo visto che siamo costretti ad usare un modello
ridotto; quando il piano è completo, possiamo sempre usare il modello completo ma se gli
stimatori sono troppo correlati possiamo usare un modello ridotto; le stime saranno distorte
dai parametri cancellati dal modello ridotto, quindi si stimano degli alias e non gli effetti
“puri” di fattori e interazioni. Per chiarire questo importante punto rifacciamoci al solito
esempio macchina operatore.
Nella tabella 8 abbiamo scritto le covarianze (a meno del fattore σ2) fra gli
stimatori dei parametri del modello completo:
I M O MO
I 5/32 1/32 1/32 1/32M 1/32 5/32 1/32 1/32O 1/32 1/32 5/32 1/32
1/32 1/32 1/32 5/32
Se cancelliamo il parametro MO, abbiamo visto che le covarianze fra gli stimatori e le loro
varianze diminuiscono (tab.15):
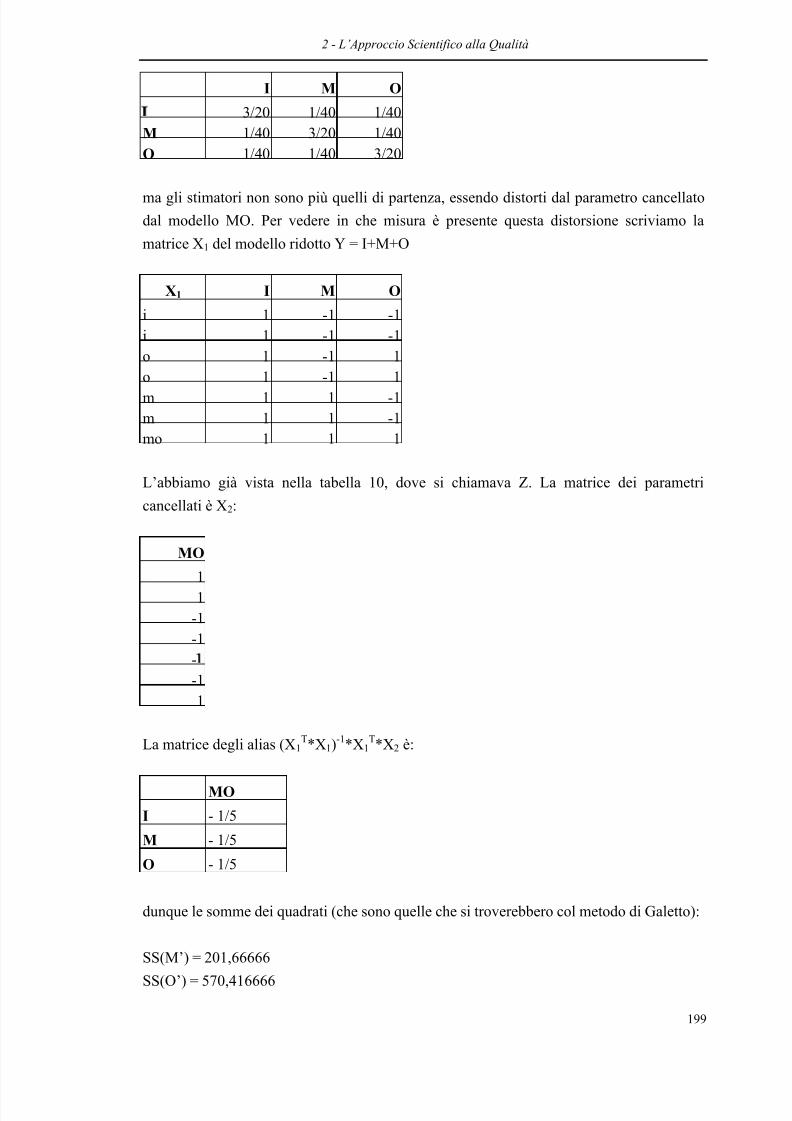
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 204/320
2 - L’Approccio Scientifico alla Qualità
199
I M O
3/20 1/40 1/40M 1/40 3/20 1/40O 1/40 1/40 3/20
ma gli stimatori non sono più quelli di partenza, essendo distorti dal parametro cancellato
dal modello MO. Per vedere in che misura è presente questa distorsione scriviamo la
matrice X1 del modello ridotto Y = I+M+O
X1 I M O
i 1 -1 -1i 1 -1 -1o 1 -1 1
o 1 -1 1m 1 1 -1m 1 1 -1mo 1 1 1
L’abbiamo già vista nella tabella 10, dove si chiamava Z. La matrice dei parametri
cancellati è X2:
MO
11
-1-1--11
La matrice degli alias (X1T*X1)
-1*X1T*X2 è:
MO
I - 1/5
M - 1/5
O - 1/5
dunque le somme dei quadrati (che sono quelle che si troverebbero col metodo di Galetto):
SS(M’) = 201,66666SS(O’) = 570,416666

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 205/320
2 - L’Approccio Scientifico alla Qualità
200
in realtà sono associate non agli effetti “puri” M e O ma ai 2 alias:
M’ = M-(1/5)MO
O’ = O-(1/5)MO
Tutto ciò è valido se si assumono le definizioni di effetto e alias che ho dato nel par. 4.8; il
fatto di usare il metodo di Box-Wilson (BW) presuppone tali definizioni anche se non tutti
se ne rendono conto. Le definizioni che ho dato consentono un uso algebrico degli effetti e
degli alias; verifichiamolo numericamente. Con il modello completo abbiamo trovato nel
par. 8.2.1 che:
M = -4,25
O = = -8
MO = 6,25
mentre con quello ridotto Y=I+M+O
M’= M-(1/5)MO = -5,5
O’= O-(1/5)MO = -9,25
Si vede che i risultati ottenuti sono perfettamente congruenti. Avendo il piano completo
siamo in grado di stimare tutte gli effetti puri e quindi anche delle loro combinazioni
lineari come mostrato sopra. Le somme dei quadrati calcolate con il “Questo per questo”sono:
SS(M’’) = 107,4405
SS(O’’) = 476,1905
sono relative ai 2 alias:
M’’= M - (1/6)O - (1/6)MO
O’’ = O - (1/6)M - (1/6)MO
per verificarlo basta scrivere la matrice degli alias dei 2 modelli ridotti Y=I+M e Y=I+O.Riprendiamo anche l’esempio con 3 fattori per fornire qualche altro dato numerico
sugli alias senza peraltro scrivere le matrici che sarebbero un po’ troppo grandi e che
comunque si possono calcolare facilmente con l’aiuto di un foglio elettronico. Ad esempio
per sapere a quale alias è associata la somma di quadrati:
SS(A’) = SS(I+A)-SS(I) = 25,18531
devo scrivere la matrice degli alias del modello ridotto Y=I+A; posso supporre che la stima
di A sarà distorta da tutti gli altri parametri cancellati dal modello ridotto e infatti si trova
che:
A’ = A+(23/143)B+(10/143)AB-(23/143)C-(10/143)AC+(14/143)BC-(25/143)ABC
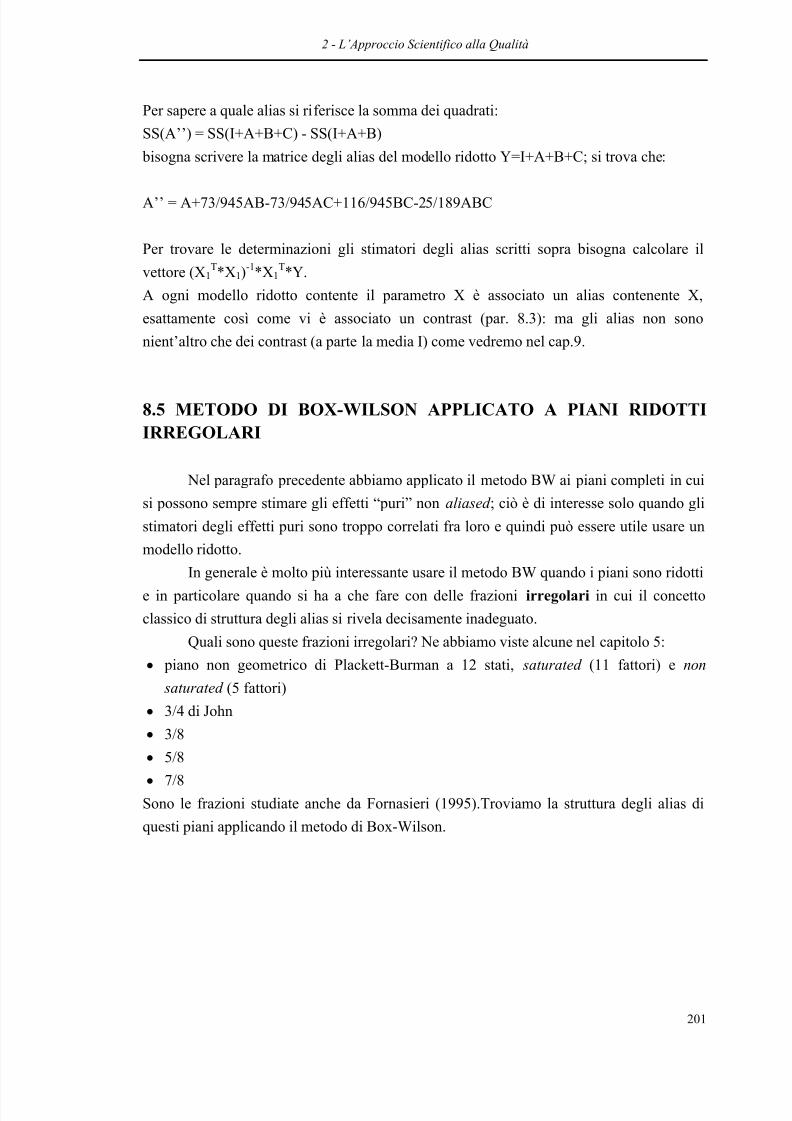
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 206/320
2 - L’Approccio Scientifico alla Qualità
201
Per sapere a quale alias si riferisce la somma dei quadrati:
SS(A’’) = SS(I+A+B+C) - SS(I+A+B)
bisogna scrivere la matrice degli alias del modello ridotto Y=I+A+B+C; si trova che:
A’’ = A+73/945AB-73/945AC+116/945BC-25/189ABC
Per trovare le determinazioni gli stimatori degli alias scritti sopra bisogna calcolare il
vettore (X1T*X1)
-1*X1T*Y.
A ogni modello ridotto contente il parametro X è associato un alias contenente X,
esattamente così come vi è associato un contrast (par. 8.3): ma gli alias non sono
nient’altro che dei contrast (a parte la media I) come vedremo nel cap.9.
8.5 METODO DI BOX-WILSON APPLICATO A PIANI RIDOTTIIRREGOLARI
Nel paragrafo precedente abbiamo applicato il metodo BW ai piani completi in cui
si possono sempre stimare gli effetti “puri” non aliased ; ciò è di interesse solo quando gli
stimatori degli effetti puri sono troppo correlati fra loro e quindi può essere utile usare un
modello ridotto.
In generale è molto più interessante usare il metodo BW quando i piani sono ridottie in particolare quando si ha a che fare con delle frazioni irregolari in cui il concetto
classico di struttura degli alias si rivela decisamente inadeguato.
Quali sono queste frazioni irregolari? Ne abbiamo viste alcune nel capitolo 5:
• piano non geometrico di Plackett-Burman a 12 stati, saturated (11 fattori) e non
saturated (5 fattori)
• 3/4 di John
• 3/8
• 5/8• 7/8
Sono le frazioni studiate anche da Fornasieri (1995).Troviamo la struttura degli alias di
questi piani applicando il metodo di Box-Wilson.
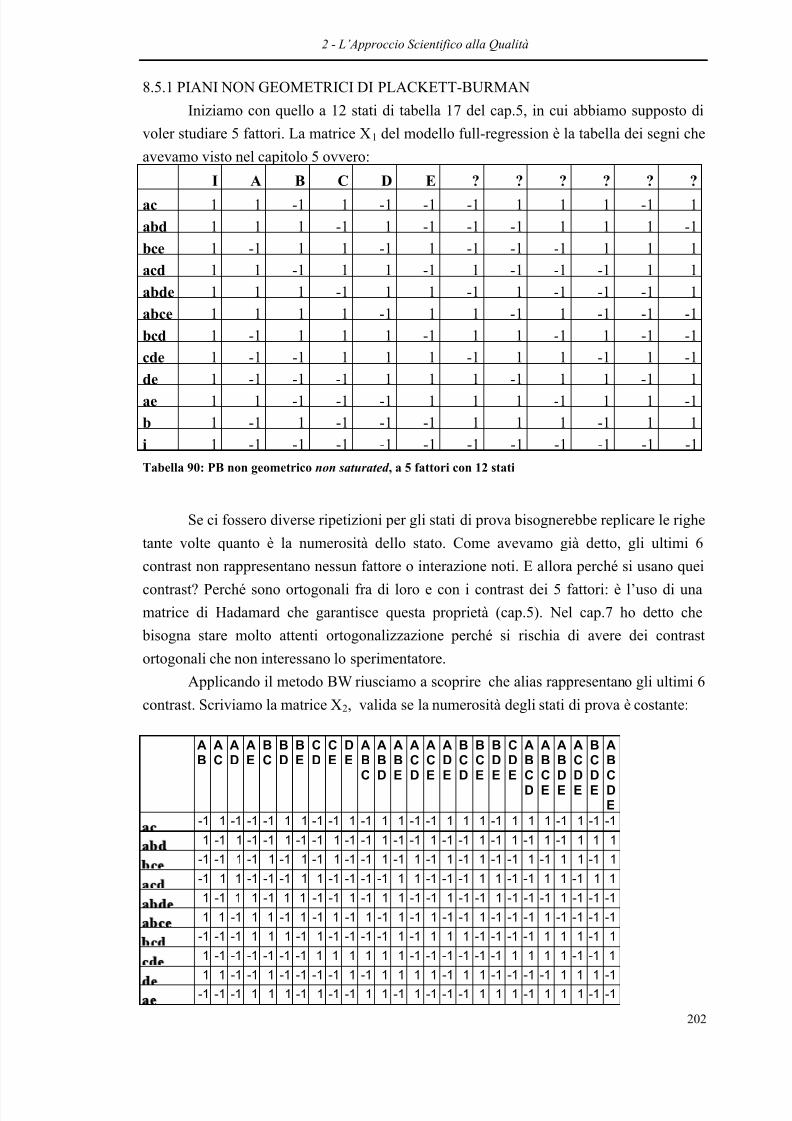
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 207/320
2 - L’Approccio Scientifico alla Qualità
202
8.5.1 PIANI NON GEOMETRICI DI PLACKETT-BURMAN
Iniziamo con quello a 12 stati di tabella 17 del cap.5, in cui abbiamo supposto di
voler studiare 5 fattori. La matrice X1 del modello full-regression è la tabella dei segni che
avevamo visto nel capitolo 5 ovvero:
I A B C D E ? ? ? ? ? ?
ac 1 1 -1 1 -1 -1 -1 1 1 1 -1 1
abd 1 1 1 -1 1 -1 -1 -1 1 1 1 -1
bce 1 -1 1 1 -1 1 -1 -1 -1 1 1 1
acd 1 1 -1 1 1 -1 1 -1 -1 -1 1 1
abde 1 1 1 -1 1 1 -1 1 -1 -1 -1 1
abce 1 1 1 1 -1 1 1 -1 1 -1 -1 -1
bcd 1 -1 1 1 1 -1 1 1 -1 1 -1 -1
cde 1 -1 -1 1 1 1 -1 1 1 -1 1 -1
de 1 -1 -1 -1 1 1 1 -1 1 1 -1 1ae 1 1 -1 -1 -1 1 1 1 -1 1 1 -1
b 1 -1 1 -1 -1 -1 1 1 1 -1 1 1
i 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1
Tabella 90: PB non geometrico non saturated , a 5 fattori con 12 stati
Se ci fossero diverse ripetizioni per gli stati di prova bisognerebbe replicare le righe
tante volte quanto è la numerosità dello stato. Come avevamo già detto, gli ultimi 6
contrast non rappresentano nessun fattore o interazione noti. E allora perché si usano queicontrast? Perché sono ortogonali fra di loro e con i contrast dei 5 fattori: è l’uso di una
matrice di Hadamard che garantisce questa proprietà (cap.5). Nel cap.7 ho detto che
bisogna stare molto attenti ortogonalizzazione perché si rischia di avere dei contrast
ortogonali che non interessano lo sperimentatore.
Applicando il metodo BW riusciamo a scoprire che alias rappresentano gli ultimi 6
contrast. Scriviamo la matrice X2, valida se la numerosità degli stati di prova è costante:
A
B
A
C
A
D
A
E
B
C
B
D
B
E
C
D
C
E
D
E
A
BC
A
BD
A
BE
A
CD
A
CE
A
DE
B
CD
B
CE
B
DE
C
DE
A
BCD
A
BCE
A
BDE
A
CDE
B
CDE
A
BCDE
-1 1 -1 -1 -1 1 1 -1 -1 1 -1 1 1 -1 -1 1 1 1 -1 1 1 1 -1 1 -1 -1
1 -1 1 -1 -1 1 -1 -1 1 -1 -1 1 -1 -1 1 -1 -1 1 -1 1 -1 1 -1 1 1 1
-1 -1 1 -1 1 -1 1 -1 1 -1 -1 1 -1 1 -1 1 -1 1 -1 -1 1 -1 1 1 -1 1
-1 1 1 -1 -1 -1 1 1 -1 -1 -1 -1 1 1 -1 -1 -1 1 1 -1 -1 1 1 -1 1 1
1 -1 1 1 -1 1 1 -1 -1 1 -1 1 1 -1 -1 1 -1 -1 1 -1 -1 -1 1 -1 -1 -1
1 1 -1 1 1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 -1 1 -1 -1 -1 1 -1 -1 -1 -1
-1 -1 -1 1 1 1 -1 1 -1 -1 -1 -1 1 -1 1 1 1 -1 -1 -1 -1 1 1 1 -1 1
1 -1 -1 -1 -1 -1 -1 1 1 1 1 1 1 -1 -1 -1 -1 -1 -1 1 1 1 1 -1 -1 1
1 1 -1 -1 1 -1 -1 -1 -1 1 -1 1 1 1 1 -1 1 1 -1 -1 -1 -1 1 1 1 -1
-1 -1 -1 1 1 1 -1 1 -1 -1 1 1 -1 1 -1 -1 -1 1 1 1 -1 1 1 1 -1 -1
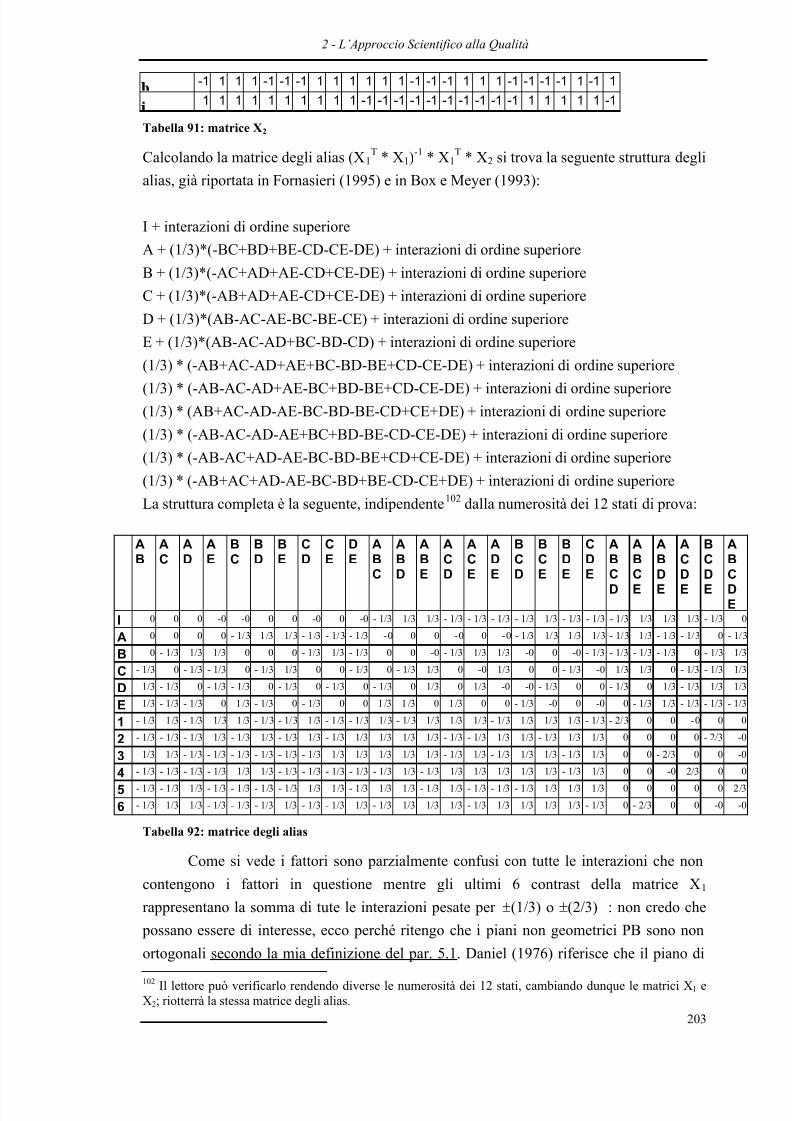
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 208/320
2 - L’Approccio Scientifico alla Qualità
203
-1 1 1 1 -1 -1 -1 1 1 1 1 1 1 -1 -1 -1 1 1 1 -1 -1 -1 -1 1 -1 1
1 1 1 1 1 1 1 1 1 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 1 1 1 1 1 -1
Tabella 91: matrice X2
Calcolando la matrice degli alias (X1T * X1)
-1 * X1T * X2 si trova la seguente struttura degli
alias, già riportata in Fornasieri (1995) e in Box e Meyer (1993):
I + interazioni di ordine superiore
A + (1/3)*(-BC+BD+BE-CD-CE-DE) + interazioni di ordine superiore
B + (1/3)*(-AC+AD+AE-CD+CE-DE) + interazioni di ordine superiore
C + (1/3)*(-AB+AD+AE-CD+CE-DE) + interazioni di ordine superiore
D + (1/3)*(AB-AC-AE-BC-BE-CE) + interazioni di ordine superiore
E + (1/3)*(AB-AC-AD+BC-BD-CD) + interazioni di ordine superiore
(1/3) * (-AB+AC-AD+AE+BC-BD-BE+CD-CE-DE) + interazioni di ordine superiore
(1/3) * (-AB-AC-AD+AE-BC+BD-BE+CD-CE-DE) + interazioni di ordine superiore
(1/3) * (AB+AC-AD-AE-BC-BD-BE-CD+CE+DE) + interazioni di ordine superiore
(1/3) * (-AB-AC-AD-AE+BC+BD-BE-CD-CE-DE) + interazioni di ordine superiore
(1/3) * (-AB-AC+AD-AE-BC-BD-BE+CD+CE-DE) + interazioni di ordine superiore
(1/3) * (-AB+AC+AD-AE-BC-BD+BE-CD-CE+DE) + interazioni di ordine superiore
La struttura completa è la seguente, indipendente102 dalla numerosità dei 12 stati di prova:
AB
AC
AD
AE
BC
BD
BE
CD
CE
DE
AB
C
AB
D
AB
E
AC
D
AC
E
AD
E
BC
D
BC
E
BD
E
CD
E
AB
CD
AB
CE
AB
DE
AC
DE
BC
DE
AB
CDE
I 0 0 0 -0 -0 0 0 -0 0 -0 - 1/3 1/3 1/3 - 1/3 - 1/3 - 1/3 - 1/3 1/3 - 1/3 - 1/3 - 1/3 1/3 1/3 1/3 - 1/3 0
A 0 0 0 0 - 1/3 1/3 1/3 - 1/3 - 1/3 - 1/3 -0 0 0 -0 0 -0 - 1/3 1/3 1/3 1/3 - 1/3 1/3 - 1/3 - 1/3 0 - 1/3
B 0 - 1/3 1/3 1/3 0 0 0 - 1/3 1/3 - 1/3 0 0 -0 - 1/3 1/3 1/3 -0 0 -0 - 1/3 - 1/3 - 1/3 - 1/3 0 - 1/3 1/3
C - 1/3 0 - 1/3 - 1/3 0 - 1/3 1/3 0 0 - 1/3 0 - 1/3 1/3 0 -0 1/3 0 0 - 1/3 -0 1/3 1/3 0 - 1/3 - 1/3 1/3
D 1/3 - 1/3 0 - 1/3 - 1/3 0 - 1/3 0 - 1/3 0 - 1/3 0 1/3 0 1/3 -0 -0 - 1/3 0 0 - 1/3 0 1/3 - 1/3 1/3 1/3
E 1/3 - 1/3 - 1/3 0 1/3 - 1/3 0 - 1/3 0 0 1/3 1/3 0 1 /3 0 0 - 1/3 -0 0 -0 0 - 1/3 1/3 - 1/3 - 1/3 - 1/3
1 - 1/3 1/3 - 1/3 1/3 1/3 - 1/3 - 1/3 1/3 - 1/3 - 1/3 1/3 - 1/3 1/3 1/3 1/3 - 1/3 1/3 1/3 1/3 - 1/3 - 2/3 0 0 -0 0 0
2 - 1/3 - 1/3 - 1/3 1/3 - 1/3 1/3 - 1/3 1/3 - 1/3 1/3 1/3 1/3 1/3 - 1/3 - 1/3 1/3 1/3 - 1/3 1/3 1/3 0 0 0 0 - 2/3 -0
31/3 1/3 - 1/3 - 1/3 - 1/3 - 1/3 - 1/3 - 1/3 1/3 1/3 1/3 1/3 1/3 - 1/3 1/3 - 1/3 1/3 1/3 - 1/3 1/3 0 0 - 2/3 0 0 -0
4 - 1/3 - 1/3 - 1/3 - 1/3 1/3 1/3 - 1/3 - 1/3 - 1/3 - 1/3 - 1/3 1/3 - 1/3 1/3 1/3 1/3 1/3 1/3 - 1/3 1/3 0 0 -0 2/3 0 0
5 - 1/3 - 1/3 1/3 - 1/3 - 1/3 - 1/3 - 1/3 1/3 1/3 - 1/3 1/3 1/3 - 1/3 1/3 - 1/3 - 1/3 - 1/3 1/3 1/3 1/3 0 0 0 0 0 2/3
6 - 1/3 1/3 1/3 - 1/3 - 1/3 - 1/3 1/3 - 1/3 - 1/3 1/3 - 1/3 1/3 1/3 1/3 - 1/3 1/3 1/3 1/3 1/3 - 1/3 0 - 2/3 0 0 -0 -0
Tabella 92: matrice degli alias
Come si vede i fattori sono parzialmente confusi con tutte le interazioni che non
contengono i fattori in questione mentre gli ultimi 6 contrast della matrice X1
rappresentano la somma di tute le interazioni pesate per ±(1/3) o ±(2/3) : non credo che
possano essere di interesse, ecco perché ritengo che i piani non geometrici PB sono non
ortogonali secondo la mia definizione del par. 5.1. Daniel (1976) riferisce che il piano di102 Il lettore può verificarlo rendendo diverse le numerosità dei 12 stati, cambiando dunque le matrici X 1 eX2; riotterrà la stessa matrice degli alias.
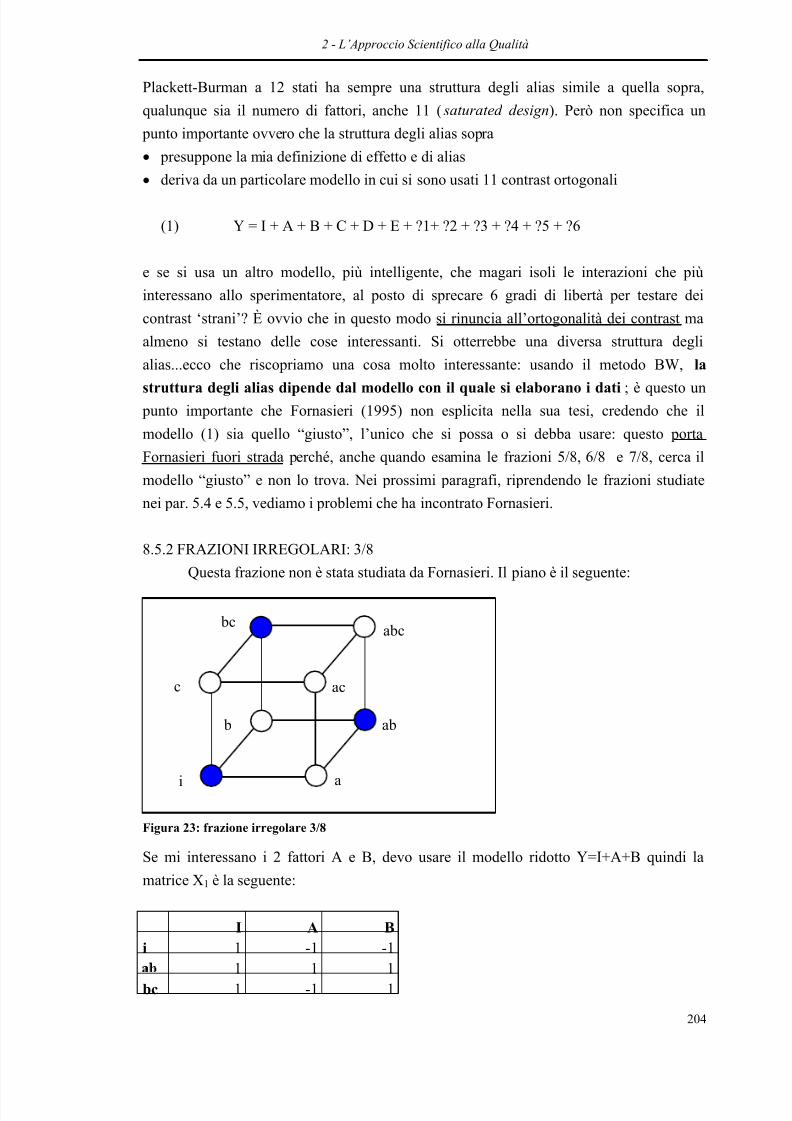
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 209/320
2 - L’Approccio Scientifico alla Qualità
204
Plackett-Burman a 12 stati ha sempre una struttura degli alias simile a quella sopra,
qualunque sia il numero di fattori, anche 11 ( saturated design). Però non specifica un
punto importante ovvero che la struttura degli alias sopra
• presuppone la mia definizione di effetto e di alias
• deriva da un particolare modello in cui si sono usati 11 contrast ortogonali
(1) Y = I + A + B + C + D + E + ?1+ ?2 + ?3 + ?4 + ?5 + ?6
e se si usa un altro modello, più intelligente, che magari isoli le interazioni che più
interessano allo sperimentatore, al posto di sprecare 6 gradi di libertà per testare dei
contrast ‘strani’? È ovvio che in questo modo si rinuncia all’ortogonalità dei contrast ma
almeno si testano delle cose interessanti. Si otterrebbe una diversa struttura degli
alias...ecco che riscopriamo una cosa molto interessante: usando il metodo BW, la
struttura degli alias dipende dal modello con il quale si elaborano i dati ; è questo un
punto importante che Fornasieri (1995) non esplicita nella sua tesi, credendo che il
modello (1) sia quello “giusto”, l’unico che si possa o si debba usare: questo porta
Fornasieri fuori strada perché, anche quando esamina le frazioni 5/8, 6/8 e 7/8, cerca il
modello “giusto” e non lo trova. Nei prossimi paragrafi, riprendendo le frazioni studiate
nei par. 5.4 e 5.5, vediamo i problemi che ha incontrato Fornasieri.
8.5.2 FRAZIONI IRREGOLARI: 3/8
Questa frazione non è stata studiata da Fornasieri. Il piano è il seguente:
Figura 23: frazione irregolare 3/8
Se mi interessano i 2 fattori A e B, devo usare il modello ridotto Y=I+A+B quindi la
matrice X1 è la seguente:
I A B
i 1 -1 -11 1 1
bc 1 -1 1
i a
ab b
c
bc abc
ac
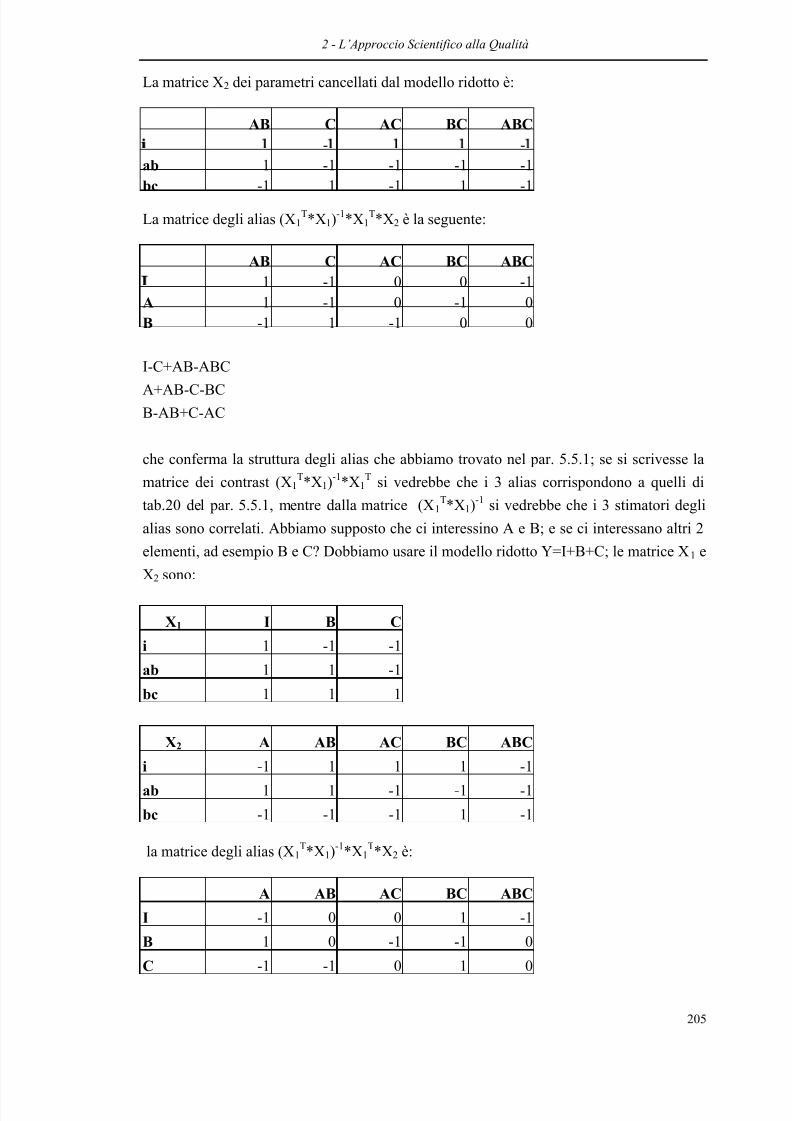
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 210/320
2 - L’Approccio Scientifico alla Qualità
205
La matrice X2 dei parametri cancellati dal modello ridotto è:
AB C AC BC ABC- -
ab 1 -1 -1 -1 -1
bc -1 1 -1 1 -1 La matrice degli alias (X1
T*X1)-1*X1
T*X2 è la seguente:
AB C AC BC ABC1 -1 0 0 -1
A 1 -1 0 -1 0B -1 1 -1 0 0
I-C+AB-ABC
A+AB-C-BC
B-AB+C-AC
che conferma la struttura degli alias che abbiamo trovato nel par. 5.5.1; se si scrivesse la
matrice dei contrast (X1T*X1)
-1*X1T si vedrebbe che i 3 alias corrispondono a quelli di
tab.20 del par. 5.5.1, mentre dalla matrice (X1T*X1)
-1 si vedrebbe che i 3 stimatori degli
alias sono correlati. Abbiamo supposto che ci interessino A e B; e se ci interessano altri 2
elementi, ad esempio B e C? Dobbiamo usare il modello ridotto Y=I+B+C; le matrice X1 e
X2 sono:
X1 I B C
i 1 -1 -1
ab 1 1 -1
bc 1 1 1
X2 A AB AC BC ABC
i -1 1 1 1 -1ab 1 1 -1 -1 -1
bc -1 -1 -1 1 -1
la matrice degli alias (X1T*X1)
-1*X1T*X2 è:
A AB AC BC ABC
I -1 0 0 1 -1
B 1 0 -1 -1 0
C -1 -1 0 1 0
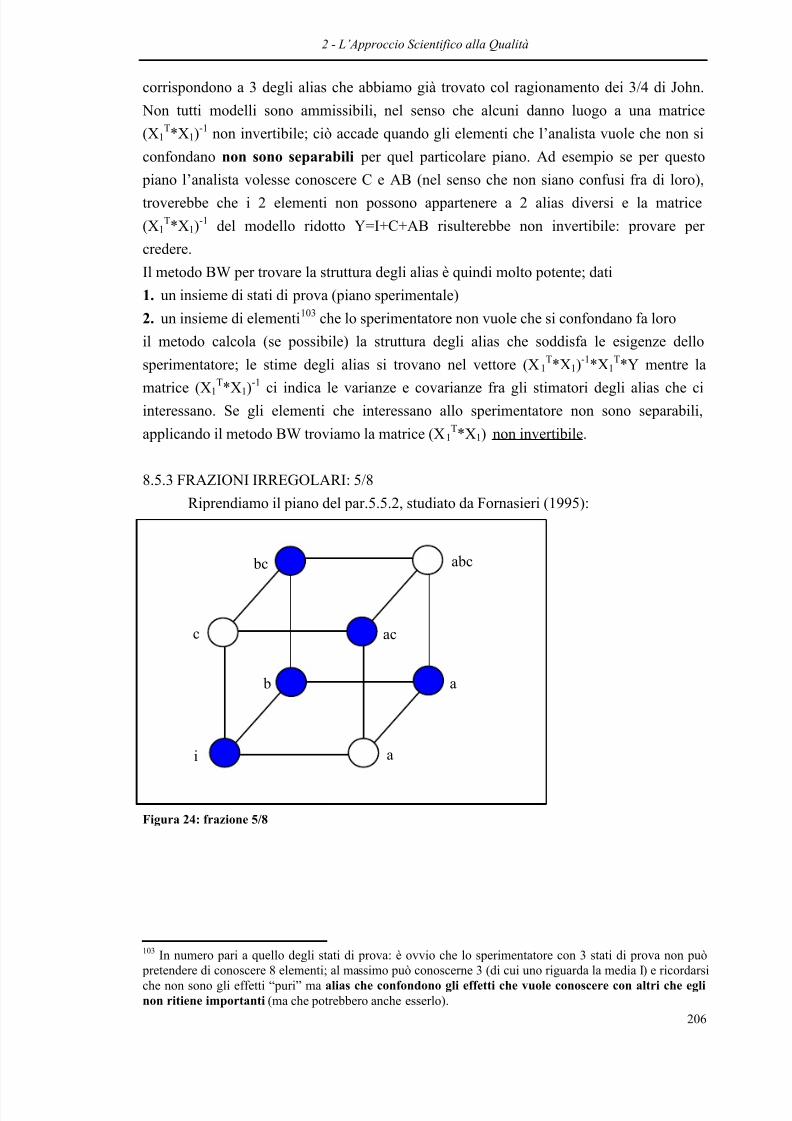
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 211/320
2 - L’Approccio Scientifico alla Qualità
206
corrispondono a 3 degli alias che abbiamo già trovato col ragionamento dei 3/4 di John.
Non tutti modelli sono ammissibili, nel senso che alcuni danno luogo a una matrice
(X1T*X1)
-1 non invertibile; ciò accade quando gli elementi che l’analista vuole che non si
confondano non sono separabili per quel particolare piano. Ad esempio se per questo
piano l’analista volesse conoscere C e AB (nel senso che non siano confusi fra di loro),
troverebbe che i 2 elementi non possono appartenere a 2 alias diversi e la matrice
(X1T*X1)
-1 del modello ridotto Y=I+C+AB risulterebbe non invertibile: provare per
credere.
Il metodo BW per trovare la struttura degli alias è quindi molto potente; dati
1. un insieme di stati di prova (piano sperimentale)
2. un insieme di elementi103 che lo sperimentatore non vuole che si confondano fa loro
il metodo calcola (se possibile) la struttura degli alias che soddisfa le esigenze dello
sperimentatore; le stime degli alias si trovano nel vettore (X1T*X1)
-1*X1T*Y mentre la
matrice (X1T*X1)-1 ci indica le varianze e covarianze fra gli stimatori degli alias che ci
interessano. Se gli elementi che interessano allo sperimentatore non sono separabili,
applicando il metodo BW troviamo la matrice (X1T*X1)
non invertibile.
8.5.3 FRAZIONI IRREGOLARI: 5/8
Riprendiamo il piano del par.5.5.2, studiato da Fornasieri (1995):
Figura 24: frazione 5/8
103 In numero pari a quello degli stati di prova: è ovvio che lo sperimentatore con 3 stati di prova non può pretendere di conoscere 8 elementi; al massimo può conoscerne 3 (di cui uno riguarda la media I) e ricordarsiche non sono gli effetti “puri” ma alias che confondono gli effetti che vuole conoscere con altri che eglinon ritiene importanti (ma che potrebbero anche esserlo).
i a
a b
c
bc abc
ac
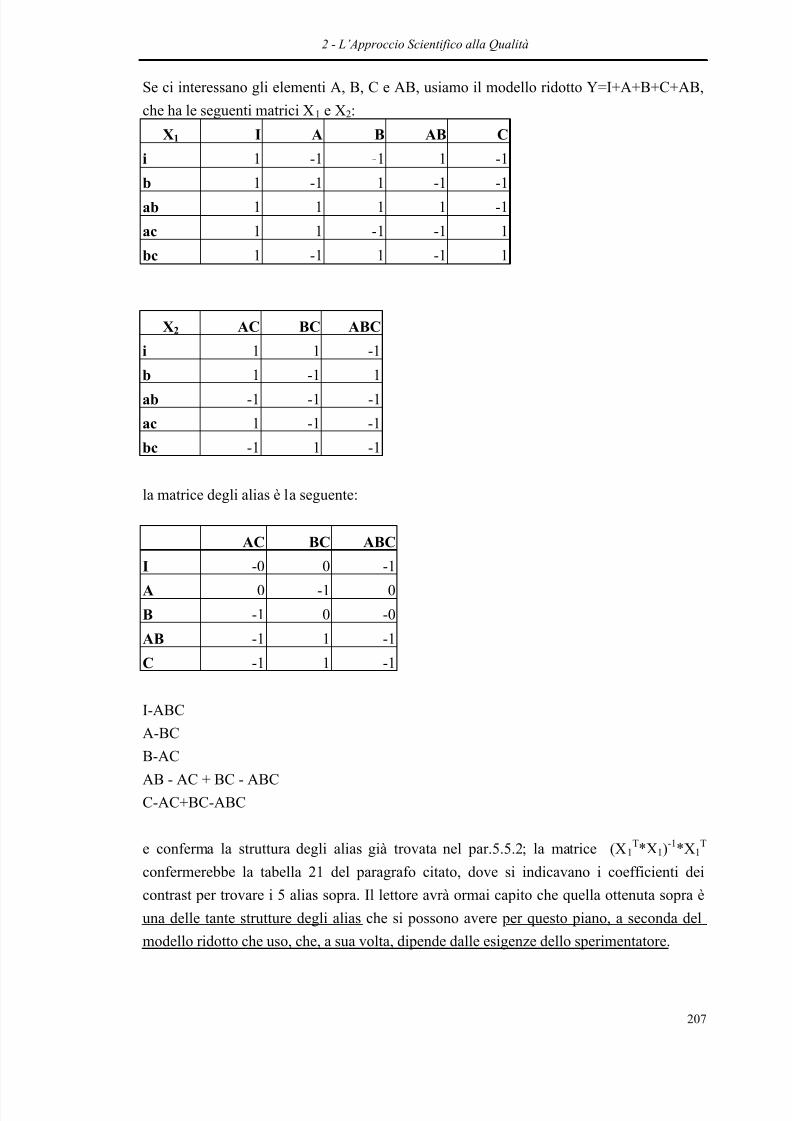
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 212/320
2 - L’Approccio Scientifico alla Qualità
207
Se ci interessano gli elementi A, B, C e AB, usiamo il modello ridotto Y=I+A+B+C+AB,
che ha le seguenti matrici X1 e X2:
X1 I A B AB C
i 1 -1 -1 1 -1
b 1 -1 1 -1 -1ab 1 1 1 1 -1
ac 1 1 -1 -1 1
bc 1 -1 1 -1 1
X2 AC BC ABC
i 1 1 -1
b 1 -1 1ab -1 -1 -1
ac 1 -1 -1
bc -1 1 -1
la matrice degli alias è la seguente:
AC BC ABC
I -0 0 -1A 0 -1 0
B -1 0 -0
AB -1 1 -1
C -1 1 -1
I-ABC
A-BC
B-ACAB - AC + BC - ABC
C-AC+BC-ABC
e conferma la struttura degli alias già trovata nel par.5.5.2; la matrice (X1T*X1)
-1*X1T
confermerebbe la tabella 21 del paragrafo citato, dove si indicavano i coefficienti dei
contrast per trovare i 5 alias sopra. Il lettore avrà ormai capito che quella ottenuta sopra è
una delle tante strutture degli alias che si possono avere per questo piano, a seconda del
modello ridotto che uso, che, a sua volta, dipende dalle esigenze dello sperimentatore.
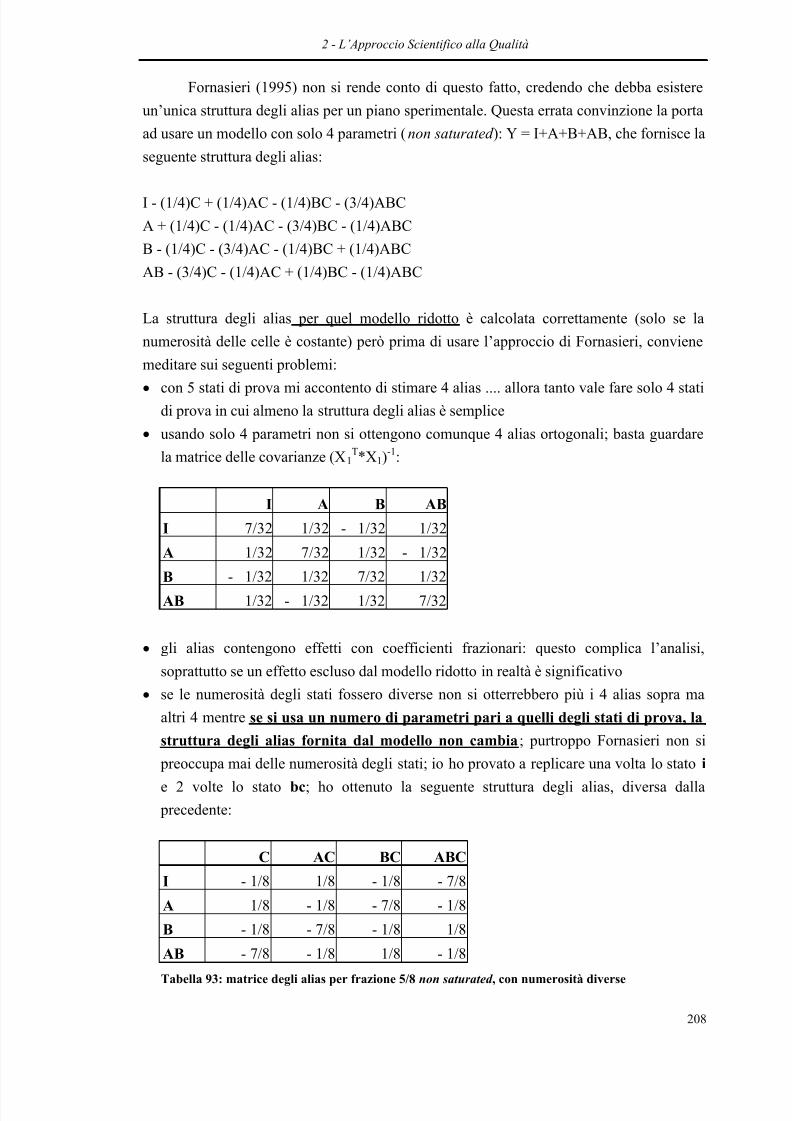
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 213/320
2 - L’Approccio Scientifico alla Qualità
208
Fornasieri (1995) non si rende conto di questo fatto, credendo che debba esistere
un’unica struttura degli alias per un piano sperimentale. Questa errata convinzione la porta
ad usare un modello con solo 4 parametri (non saturated ): Y = I+A+B+AB, che fornisce la
seguente struttura degli alias:
I - (1/4)C + (1/4)AC - (1/4)BC - (3/4)ABC
A + (1/4)C - (1/4)AC - (3/4)BC - (1/4)ABC
B - (1/4)C - (3/4)AC - (1/4)BC + (1/4)ABC
AB - (3/4)C - (1/4)AC + (1/4)BC - (1/4)ABC
La struttura degli alias per quel modello ridotto è calcolata correttamente (solo se la
numerosità delle celle è costante) però prima di usare l’approccio di Fornasieri, conviene
meditare sui seguenti problemi:
• con 5 stati di prova mi accontento di stimare 4 alias .... allora tanto vale fare solo 4 stati
di prova in cui almeno la struttura degli alias è semplice
• usando solo 4 parametri non si ottengono comunque 4 alias ortogonali; basta guardare
la matrice delle covarianze (X1T*X1)
-1:
I A B AB
I 7/32 1/32 - 1/32 1/32
A 1/32 7/32 1/32 - 1/32
B - 1/32 1/32 7/32 1/32
AB 1/32 - 1/32 1/32 7/32
• gli alias contengono effetti con coefficienti frazionari: questo complica l’analisi,
soprattutto se un effetto escluso dal modello ridotto in realtà è significativo
• se le numerosità degli stati fossero diverse non si otterrebbero più i 4 alias sopra ma
altri 4 mentre se si usa un numero di parametri pari a quelli degli stati di prova, la
struttura degli alias fornita dal modello non cambia; purtroppo Fornasieri non si
preoccupa mai delle numerosità degli stati; io ho provato a replicare una volta lo stato i e 2 volte lo stato bc; ho ottenuto la seguente struttura degli alias, diversa dalla
precedente:
C AC BC ABC
I - 1/8 1/8 - 1/8 - 7/8
A 1/8 - 1/8 - 7/8 - 1/8
B - 1/8 - 7/8 - 1/8 1/8
AB - 7/8 - 1/8 1/8 - 1/8Tabella 93: matrice degli alias per frazione 5/8 non saturated , con numerosità diverse
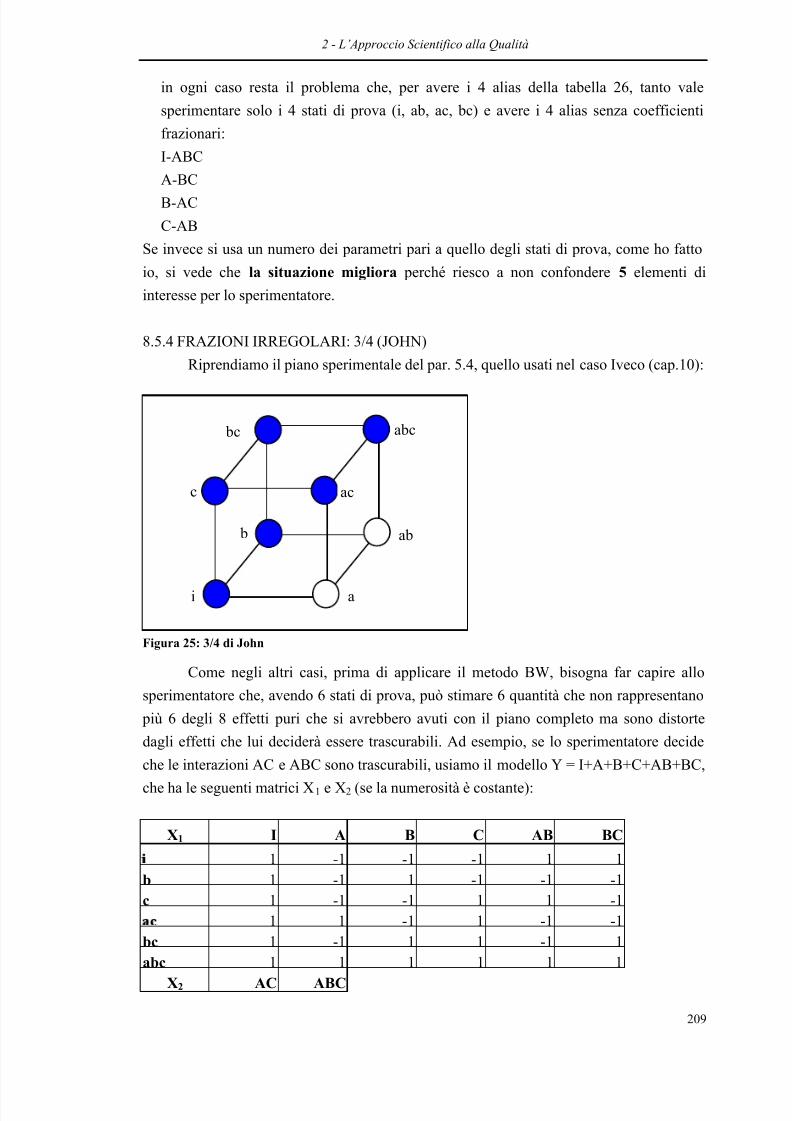
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 214/320
2 - L’Approccio Scientifico alla Qualità
209
in ogni caso resta il problema che, per avere i 4 alias della tabella 26, tanto vale
sperimentare solo i 4 stati di prova (i, ab, ac, bc) e avere i 4 alias senza coefficienti
frazionari:
I-ABC
A-BC
B-AC
C-AB
Se invece si usa un numero dei parametri pari a quello degli stati di prova, come ho fatto
io, si vede che la situazione migliora perché riesco a non confondere 5 elementi di
interesse per lo sperimentatore.
8.5.4 FRAZIONI IRREGOLARI: 3/4 (JOHN)
Riprendiamo il piano sperimentale del par. 5.4, quello usati nel caso Iveco (cap.10):
Figura 25: 3/4 di John
Come negli altri casi, prima di applicare il metodo BW, bisogna far capire allo
sperimentatore che, avendo 6 stati di prova, può stimare 6 quantità che non rappresentano
più 6 degli 8 effetti puri che si avrebbero avuti con il piano completo ma sono distorte
dagli effetti che lui deciderà essere trascurabili. Ad esempio, se lo sperimentatore decide
che le interazioni AC e ABC sono trascurabili, usiamo il modello Y = I+A+B+C+AB+BC,che ha le seguenti matrici X1 e X2 (se la numerosità è costante):
X1 I A B C AB BC
1 -1 -1 -1 1 1b 1 -1 1 -1 -1 -1c 1 -1 -1 1 1 -1
1 1 -1 1 -1 -1bc 1 -1 1 1 -1 1abc 1 1 1 1 1 1
X2 AC ABC
i a
ab b
c
bc abc
ac
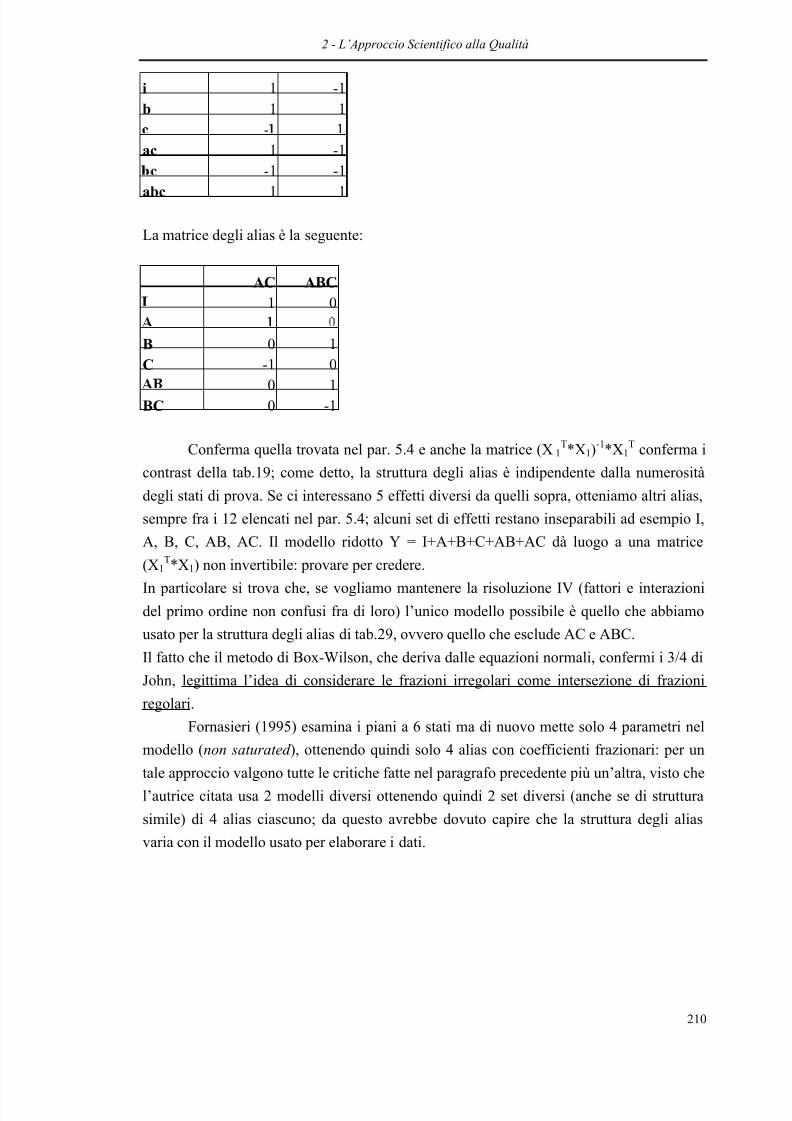
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 215/320
2 - L’Approccio Scientifico alla Qualità
210
i 1 -1b 1 1
-ac 1 -1
-1 -1
abc 1 1
La matrice degli alias è la seguente:
AC ABC1 0
B 0 1C -1 0
0 1BC 0 -1
Conferma quella trovata nel par. 5.4 e anche la matrice (X1T*X1)
-1*X1T conferma i
contrast della tab.19; come detto, la struttura degli alias è indipendente dalla numerosità
degli stati di prova. Se ci interessano 5 effetti diversi da quelli sopra, otteniamo altri alias,
sempre fra i 12 elencati nel par. 5.4; alcuni set di effetti restano inseparabili ad esempio I,
A, B, C, AB, AC. Il modello ridotto Y = I+A+B+C+AB+AC dà luogo a una matrice
(X1
T
*X1) non invertibile: provare per credere.In particolare si trova che, se vogliamo mantenere la risoluzione IV (fattori e interazioni
del primo ordine non confusi fra di loro) l’unico modello possibile è quello che abbiamo
usato per la struttura degli alias di tab.29, ovvero quello che esclude AC e ABC.
Il fatto che il metodo di Box-Wilson, che deriva dalle equazioni normali, confermi i 3/4 di
John, legittima l’idea di considerare le frazioni irregolari come intersezione di frazioni
regolari.
Fornasieri (1995) esamina i piani a 6 stati ma di nuovo mette solo 4 parametri nel
modello (non saturated ), ottenendo quindi solo 4 alias con coefficienti frazionari: per un
tale approccio valgono tutte le critiche fatte nel paragrafo precedente più un’altra, visto che
l’autrice citata usa 2 modelli diversi ottenendo quindi 2 set diversi (anche se di struttura
simile) di 4 alias ciascuno; da questo avrebbe dovuto capire che la struttura degli alias
varia con il modello usato per elaborare i dati.
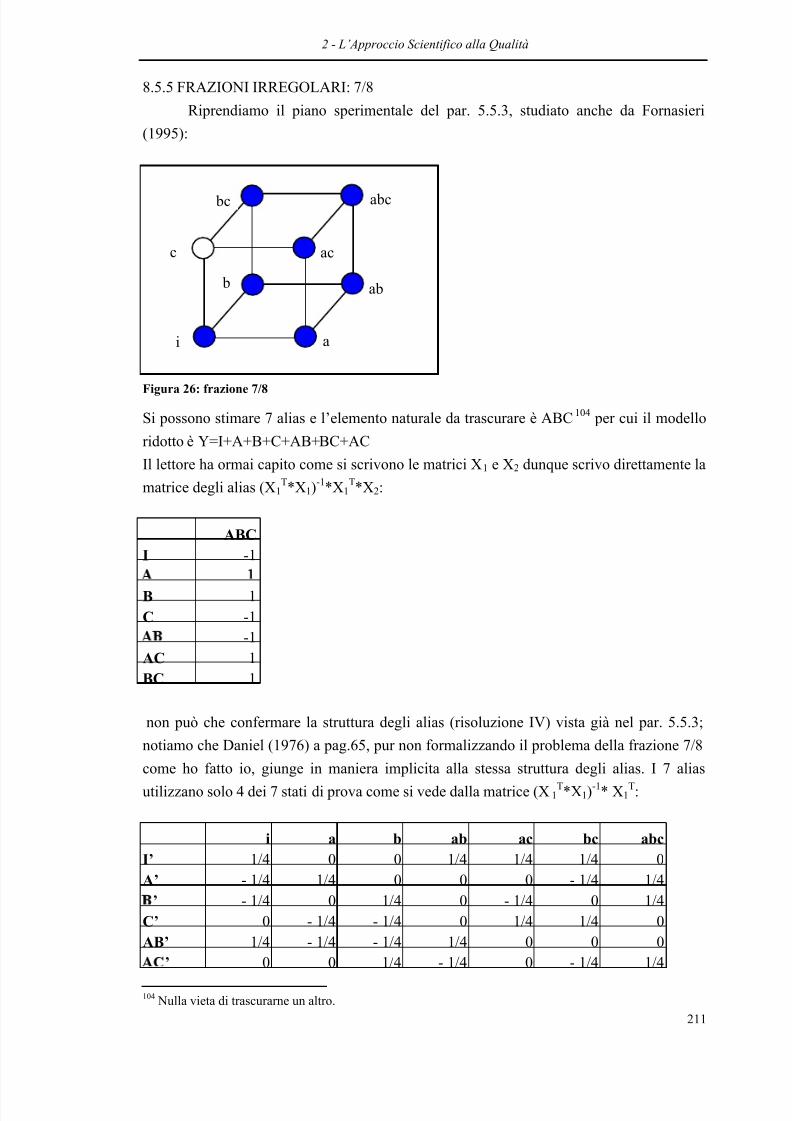
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 216/320
2 - L’Approccio Scientifico alla Qualità
211
8.5.5 FRAZIONI IRREGOLARI: 7/8
Riprendiamo il piano sperimentale del par. 5.5.3, studiato anche da Fornasieri
(1995):
Figura 26: frazione 7/8
Si possono stimare 7 alias e l’elemento naturale da trascurare è ABC104 per cui il modello
ridotto è Y=I+A+B+C+AB+BC+AC
Il lettore ha ormai capito come si scrivono le matrici X1 e X2 dunque scrivo direttamente la
matrice degli alias (X1T*X1)
-1*X1T*X2:
ABCI -1
B 1C -1
-1AC 1BC 1
non può che confermare la struttura degli alias (risoluzione IV) vista già nel par. 5.5.3;
notiamo che Daniel (1976) a pag.65, pur non formalizzando il problema della frazione 7/8
come ho fatto io, giunge in maniera implicita alla stessa struttura degli alias. I 7 alias
utilizzano solo 4 dei 7 stati di prova come si vede dalla matrice (X1T*X1)
-1* X1T:
i a b ab ac bc abcI’ 1/4 0 0 1/4 1/4 1/4 0A’ - 1/4 1/4 0 0 0 - 1/4 1/4
’ - 1/4 0 1/4 0 - 1/4 0 1/4C’ 0 - 1/4 - 1/4 0 1/4 1/4 0
AB’1/4 - 1/4 - 1/4 1/4 0 0 0
’ 0 0 1/4 - 1/4 0 - 1/4 1/4
104 Nulla vieta di trascurarne un altro.
i a
ab b
c
bc abc
ac
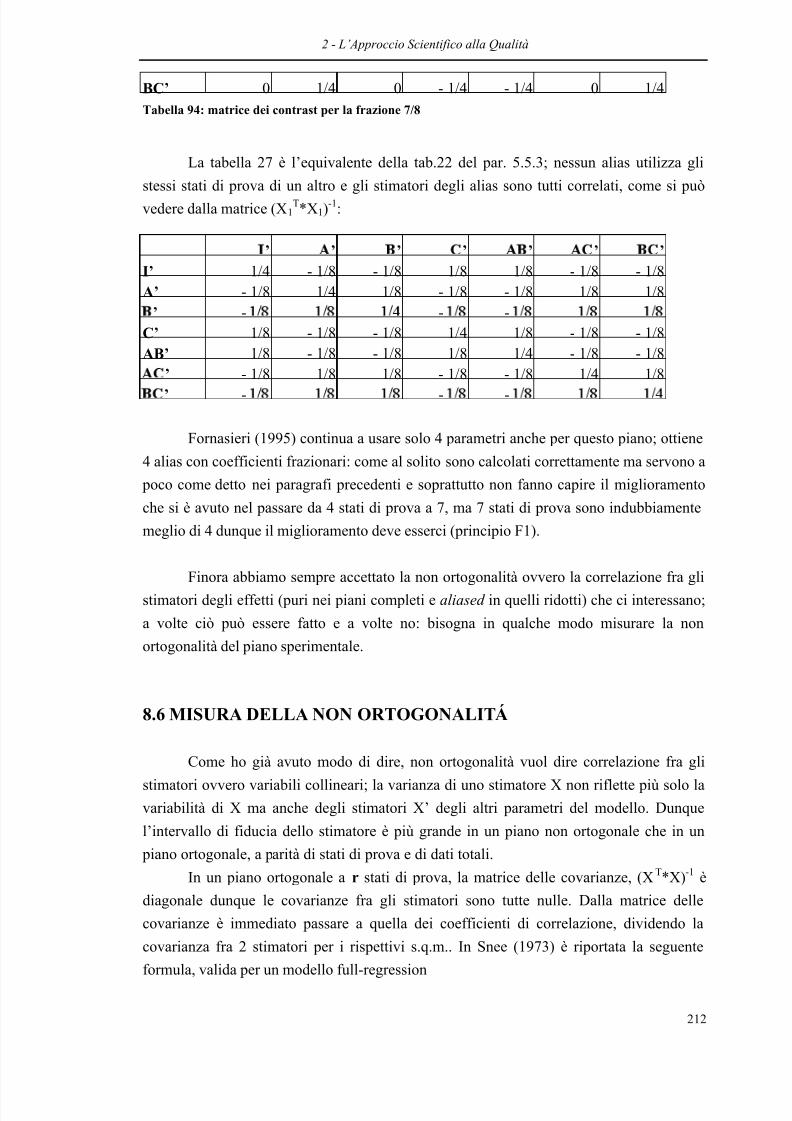
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 217/320
2 - L’Approccio Scientifico alla Qualità
212
BC’ 0 1/4 0 - 1/4 - 1/4 0 1/4Tabella 94: matrice dei contrast per la frazione 7/8
La tabella 27 è l’equivalente della tab.22 del par. 5.5.3; nessun alias utilizza gli
stessi stati di prova di un altro e gli stimatori degli alias sono tutti correlati, come si puòvedere dalla matrice (X1
T*X1)-1:
’ ’ ’ ’ ’ ’ ’I’ 1/4 - 1/8 - 1/8 1/8 1/8 - 1/8 - 1/8A’ - 1/8 1/4 1/8 - 1/8 - 1/8 1/8 1/8
’ - - -C’ 1/8 - 1/8 - 1/8 1/4 1/8 - 1/8 - 1/8AB’ 1/8 - 1/8 - 1/8 1/8 1/4 - 1/8 - 1/8
’ - 1/8 1/8 1/8 - 1/8 - 1/8 1/4 1/8’ - - -
Fornasieri (1995) continua a usare solo 4 parametri anche per questo piano; ottiene
4 alias con coefficienti frazionari: come al solito sono calcolati correttamente ma servono a
poco come detto nei paragrafi precedenti e soprattutto non fanno capire il miglioramento
che si è avuto nel passare da 4 stati di prova a 7, ma 7 stati di prova sono indubbiamente
meglio di 4 dunque il miglioramento deve esserci (principio F1).
Finora abbiamo sempre accettato la non ortogonalità ovvero la correlazione fra glistimatori degli effetti (puri nei piani completi e aliased in quelli ridotti) che ci interessano;
a volte ciò può essere fatto e a volte no: bisogna in qualche modo misurare la non
ortogonalità del piano sperimentale.
8.6 MISURA DELLA NON ORTOGONALITÁ
Come ho già avuto modo di dire, non ortogonalità vuol dire correlazione fra glistimatori ovvero variabili collineari; la varianza di uno stimatore X non riflette più solo la
variabilità di X ma anche degli stimatori X’ degli altri parametri del modello. Dunque
l’intervallo di fiducia dello stimatore è più grande in un piano non ortogonale che in un
piano ortogonale, a parità di stati di prova e di dati totali.
In un piano ortogonale a r stati di prova, la matrice delle covarianze, (XT*X)-1 è
diagonale dunque le covarianze fra gli stimatori sono tutte nulle. Dalla matrice delle
covarianze è immediato passare a quella dei coefficienti di correlazione, dividendo la
covarianza fra 2 stimatori per i rispettivi s.q.m.. In Snee (1973) è riportata la seguenteformula, valida per un modello full-regression

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 218/320
2 - L’Approccio Scientifico alla Qualità
213
E(Y) = β0 + β1*x1 + β2*x2 +.......+βr *xr
VAR(bi) =( ) ( ) ( )
σ σ 2 1
2
2
2 21
*
*
R
x x R x x
ii
ij i
j
i ij i
j
−
−=
− −∑ ∑
dove la sommatoria è estesa a tutti i valori di xi presenti nella matrice X; R ii-1 è l’i-mo
elemento diagonale dell’inversa della matrice di correlazione mentre R i è il coefficiente di
correlazione multipla dello stimatore bi con gli altri stimatori.
Se il piano è ortogonale la matrice di correlazione è ortogonale e dunque R i = 0 e
R ii-1 = 1 ∀i. Man mano che cresce la correlazione di bi con gli altri stimatori, la varianza di
bi aumenta, come abbiamo già detto altre volte: ora siamo in grado di quantificare questo
aumento della varianza dello stimatore, è dato da R ii-1 che Marquardt (1970) chiama
Variance Inflation Factor (VIFi) dello stimatore bi e che è dunque l’i-mo elementodiagonale dell’inversa della matrice di correlazione.
VIFi = R ii-1 = 1 / (1-R i
2)
Il VIF misura direttamente l’aumento della varianza degli stimatori, causato dalla
non ortogonalità. Da ciò che abbiamo detto, quando il piano è ortogonale VIF i = 1 ∀i,
dunque 1 è il limite inferiore per il VIF. Marquardt (1970) afferma che, quando il VIF
supera il valore 10, è meglio cancellare dei parametri dal modello (accettando ladistorsione) o non usare più i minimi quadrati, ma altri metodi. Snee (1973) dice di poter
accettare la non ortogonalità quando il VIF si mantiene al di sotto di 4. In ogni caso
bisogna considerare anche il residuo σ2: se è molto piccolo, si possono accettare anche dei
grandi VIF (fino a 100, Snee 1973); bisogna dunque sempre considerare tutti gli elementi
che determinano l’ampiezza dell’intervallo di fiducia dello stimatore bi. Notiamo che il
VIF, derivando dalla matrice di correlazione, non dipende dalla numerosità dei dati ma
solo dalla struttura del piano sperimentale.
Dalla matrice di correlazione R si possono estrarre altre informazioni
Se il piano è ortogonale,
• det(R) = 1
• tr (R -1) = p
• gli autovalori λi di R sono tutti uguali a 1 e dunque λmin/λmax = 1
dove p è il numero dei parametri del modello.
Con un piano non ortogonale
• det(R)<1
• tr (R -1) > p • gli autovalori di R possono essere molto grandi quindi λmin/λmax < 1; se λmin/λmax << 1
allora la matrice R (e di riflesso anche XT*X) è mal condizionata: possono esserci dei

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 219/320
2 - L’Approccio Scientifico alla Qualità
214
problemi di calcolo numerico delle stime dei parametri che in effetti ho riscontrato
personalmente anche con Excel che lavora con 15 cifre decimali (può capitare che
inverta una matrice non invertibile).
A parte un fattore di scala, gli autovalori di R sono collegati a quelli di (X T*X)-1 e Hoerl e
Kennard (1970) riportano una proprietà che collega il mean squared error degli stimatori
b delle equazioni normali e tali autovalori:
MSE(b) = E[(b-β)T*(b-β)] = tr[(XT*X)-1]σ2 + (b-E(b))T*(b-E(b))
essendo gli stimatori delle equazioni normali BLUE il secondo termine dell’espressione è
nullo.
MSE(b) = tr[(XT*X)-1]σ2
Detti λi gli autovalori della matrice (XT*X)-1, abbiamo che:
MSE(b) = σ2 * λ ii
p
=∑
1
Inoltre si trova che:
VAR[(b-β)T*(b-β)] = 2*σ4* λ ii
p
2
1=
∑
Se il piano è molto non ortogonale λmax >>1 e dunque MSE(b)>>0; ecco perché le stime
ottenute possono esse molto lontane dai parametri reali; la non ortogonalità aumenta media
e varianza della distanza [(b-β)T*(b-β)] fra gli stimatori e i parametri veri.
Cosa si può fare quando la non ortogonalità rende prive di senso le stime ottenute con i
minimi quadrati? Si possono eliminare dei termini dal modello oppure si può usare la ridge
regression. Questo metodo è discusso in gran dettaglio da Hoerl e Kennard (1970) e
Marquardt (1970) e consiste nell’aggiungere una piccola quantità k agli elementi diagonalidella matrice XT*X così che gli stimatori non sono più:
b = (XT*X)-1*XT*Y
ma:
b = ( XT*X + k *I )-1 * XT * Y
essi sono distorti ma k è scelto in modo da rendere la matrice (XT*X + k *I) ben
condizionata, e quindi da stabilizzare la grandezza degli autovalori per ridurre MSE(b). In
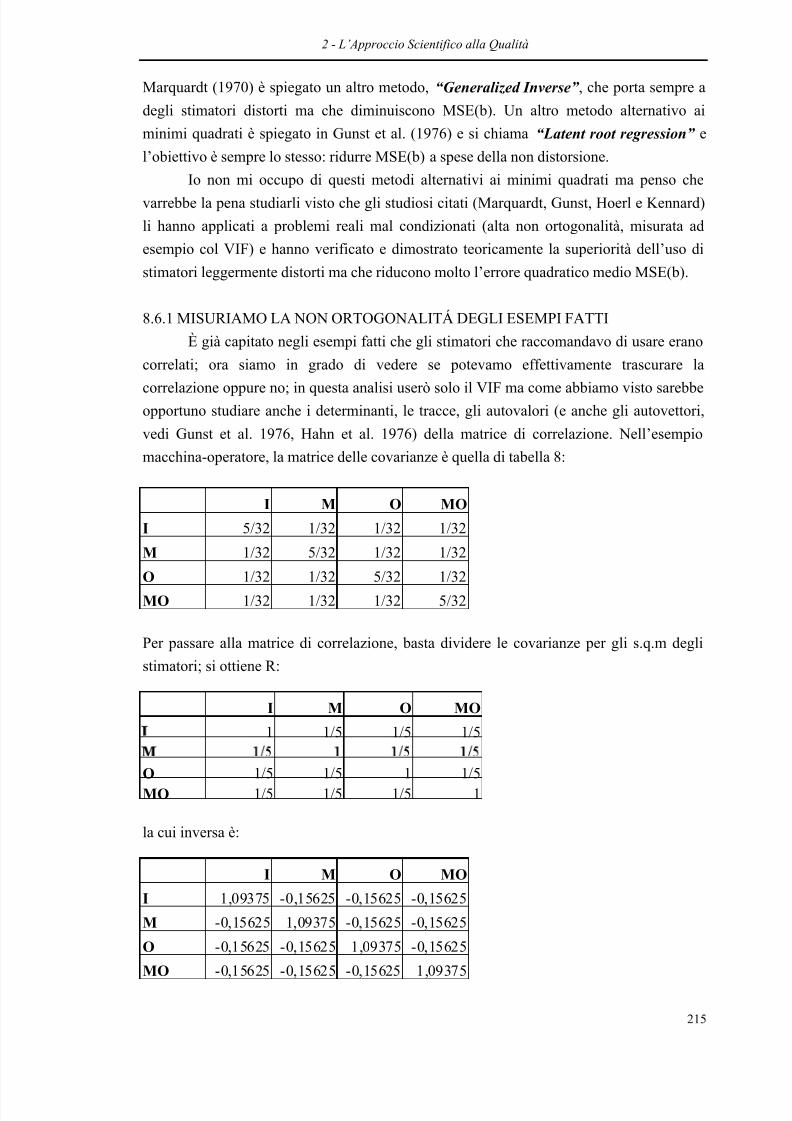
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 220/320
2 - L’Approccio Scientifico alla Qualità
215
Marquardt (1970) è spiegato un altro metodo, “Generalized Inverse” , che porta sempre a
degli stimatori distorti ma che diminuiscono MSE(b). Un altro metodo alternativo ai
minimi quadrati è spiegato in Gunst et al. (1976) e si chiama “Latent root regression” e
l’obiettivo è sempre lo stesso: ridurre MSE(b) a spese della non distorsione.
Io non mi occupo di questi metodi alternativi ai minimi quadrati ma penso che
varrebbe la pena studiarli visto che gli studiosi citati (Marquardt, Gunst, Hoerl e Kennard)
li hanno applicati a problemi reali mal condizionati (alta non ortogonalità, misurata ad
esempio col VIF) e hanno verificato e dimostrato teoricamente la superiorità dell’uso di
stimatori leggermente distorti ma che riducono molto l’errore quadratico medio MSE(b).
8.6.1 MISURIAMO LA NON ORTOGONALITÁ DEGLI ESEMPI FATTI
È già capitato negli esempi fatti che gli stimatori che raccomandavo di usare erano
correlati; ora siamo in grado di vedere se potevamo effettivamente trascurare la
correlazione oppure no; in questa analisi userò solo il VIF ma come abbiamo visto sarebbe
opportuno studiare anche i determinanti, le tracce, gli autovalori (e anche gli autovettori,
vedi Gunst et al. 1976, Hahn et al. 1976) della matrice di correlazione. Nell’esempio
macchina-operatore, la matrice delle covarianze è quella di tabella 8:
I M O MO
I 5/32 1/32 1/32 1/32
M 1/32 5/32 1/32 1/32
O 1/32 1/32 5/32 1/32
MO 1/32 1/32 1/32 5/32
Per passare alla matrice di correlazione, basta dividere le covarianze per gli s.q.m degli
stimatori; si ottiene R:
I M O MO
1 1/5 1/5 1/5
O 1/5 1/5 1 1/5MO 1/5 1/5 1/5 1
la cui inversa è:
I M O MO
I 1,09375 -0,15625 -0,15625 -0,15625
M -0,15625 1,09375 -0,15625 -0,15625
O -0,15625 -0,15625 1,09375 -0,15625MO -0,15625 -0,15625 -0,15625 1,09375
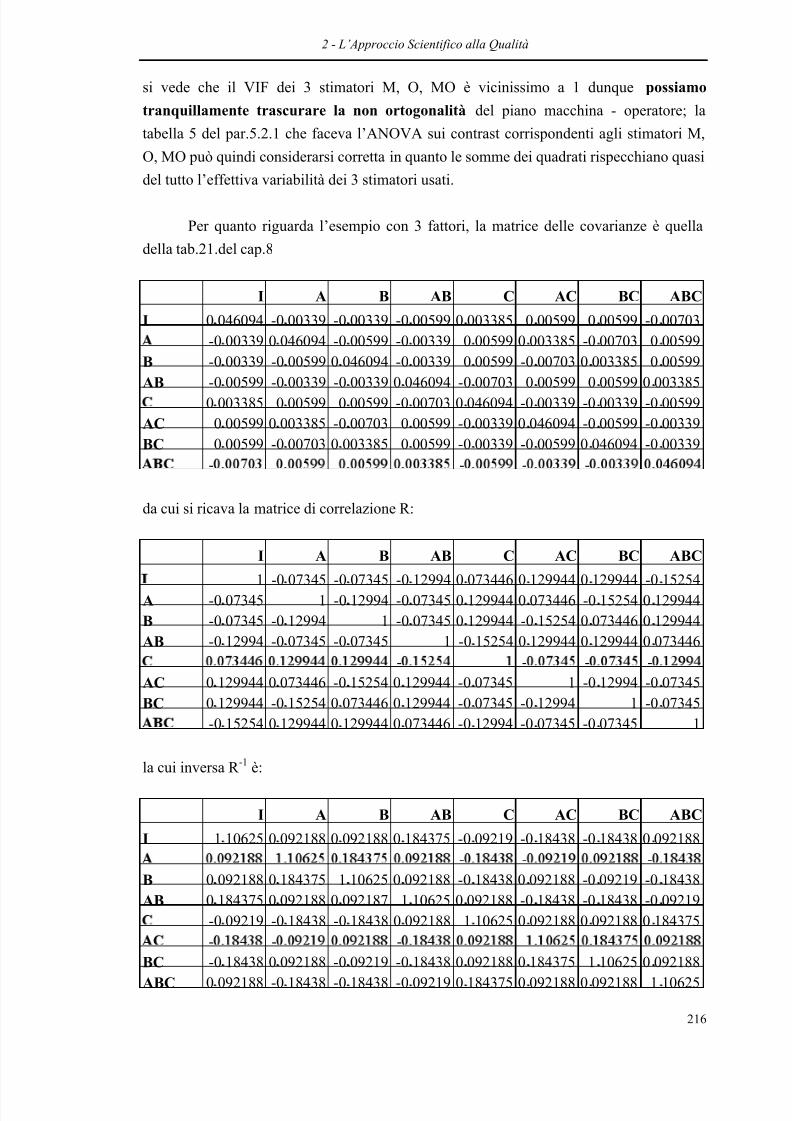
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 221/320
2 - L’Approccio Scientifico alla Qualità
216
si vede che il VIF dei 3 stimatori M, O, MO è vicinissimo a 1 dunque possiamo
tranquillamente trascurare la non ortogonalità del piano macchina - operatore; la
tabella 5 del par.5.2.1 che faceva l’ANOVA sui contrast corrispondenti agli stimatori M,
O, MO può quindi considerarsi corretta in quanto le somme dei quadrati rispecchiano quasi
del tutto l’effettiva variabilità dei 3 stimatori usati.
Per quanto riguarda l’esempio con 3 fattori, la matrice delle covarianze è quella
della tab.21.del cap.8
I A B AB C AC BC ABC
I 0 046094 -0 00339 -0 00339 -0 00599 0 003385 0 00599 0 00599 -0 00703-0 00339 0 046094 -0 00599 -0 00339 0 00599 0 003385 -0 00703 0 00599
B -0 00339 -0 00599 0 046094 -0 00339 0 00599 -0 00703 0 003385 0 00599
AB -0 00599 -0 00339 -0 00339 0 046094 -0 00703 0 00599 0 00599 0 0033850 003385 0 00599 0 00599 -0 00703 0 046094 -0 00339 -0 00339 -0 00599
AC 0 00599 0 003385 -0 00703 0 00599 -0 00339 0 046094 -0 00599 -0 00339BC 0 00599 -0 00703 0 003385 0 00599 -0 00339 -0 00599 0 046094 -0 00339
- - - -
da cui si ricava la matrice di correlazione R:
I A B AB C AC BC ABC
1 -0 07345 -0 07345 -0 12994 0 073446 0 129944 0 129944 -0 15254A -0 07345 1 -0 12994 -0 07345 0 129944 0 073446 -0 15254 0 129944B -0 07345 -0 12994 1 -0 07345 0 129944 -0 15254 0 073446 0 129944AB -0 12994 -0 07345 -0 07345 1 -0 15254 0 129944 0 129944 0 073446
- - - -AC 0 129944 0 073446 -0 15254 0 129944 -0 07345 1 -0 12994 -0 07345BC 0 129944 -0 15254 0 073446 0 129944 -0 07345 -0 12994 1 -0 07345
-0 15254 0 129944 0 129944 0 073446 -0 12994 -0 07345 -0 07345 1
la cui inversa R -1 è:
I A B AB C AC BC ABC
I 1 10625 0 092188 0 092188 0 184375 -0 09219 -0 18438 -0 18438 0 092188- - -
B 0 092188 0 184375 1 10625 0 092188 -0 18438 0 092188 -0 09219 -0 18438AB 0 184375 0 092188 0 092187 1 10625 0 092188 -0 18438 -0 18438 -0 09219
-0 09219 -0 18438 -0 18438 0 092188 1 10625 0 092188 0 092188 0 184375- - -
BC -0 18438 0 092188 -0 09219 -0 18438 0 092188 0 184375 1 10625 0 092188ABC 0 092188 -0 18438 -0 18438 -0 09219 0 184375 0 092188 0 092188 1 10625
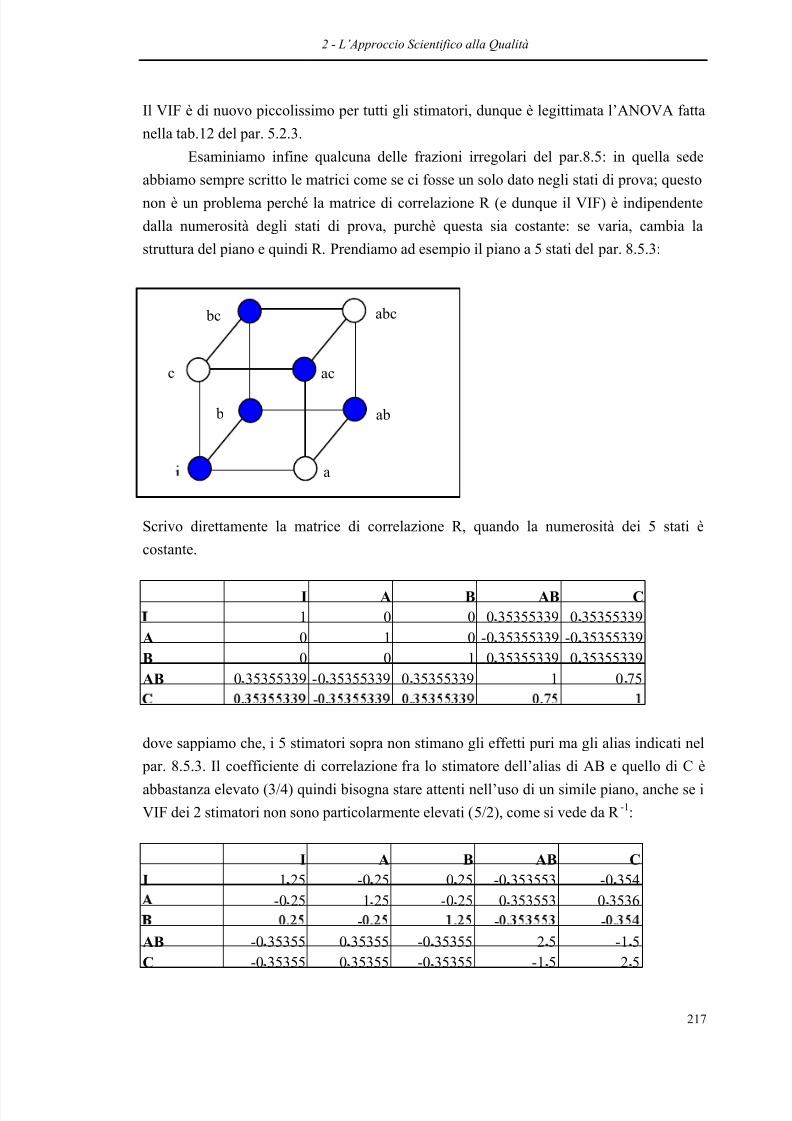
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 222/320
2 - L’Approccio Scientifico alla Qualità
217
Il VIF è di nuovo piccolissimo per tutti gli stimatori, dunque è legittimata l’ANOVA fatta
nella tab.12 del par. 5.2.3.
Esaminiamo infine qualcuna delle frazioni irregolari del par.8.5: in quella sede
abbiamo sempre scritto le matrici come se ci fosse un solo dato negli stati di prova; questo
non è un problema perché la matrice di correlazione R (e dunque il VIF) è indipendente
dalla numerosità degli stati di prova, purchè questa sia costante: se varia, cambia la
struttura del piano e quindi R. Prendiamo ad esempio il piano a 5 stati del par. 8.5.3:
Scrivo direttamente la matrice di correlazione R, quando la numerosità dei 5 stati è
costante.
I A B AB C1 0 0 0 35355339 0 35355339
A 0 1 0 -0 35355339 -0 35355339B 0 0 1 0 35355339 0 35355339AB 0 35355339 -0 35355339 0 35355339 1 0 75
-
dove sappiamo che, i 5 stimatori sopra non stimano gli effetti puri ma gli alias indicati nel
par. 8.5.3. Il coefficiente di correlazione fra lo stimatore dell’alias di AB e quello di C èabbastanza elevato (3/4) quindi bisogna stare attenti nell’uso di un simile piano, anche se i
VIF dei 2 stimatori non sono particolarmente elevati (5/2), come si vede da R -1:
I A B AB CI 1 25 -0 25 0 25 -0 353553 -0 354
-0 25 1 25 -0 25 0 353553 0 3536- - -
AB -0 35355 0 35355 -0 35355 2 5 -1 5C -0 35355 0 35355 -0 35355 -1 5 2 5
ab
abc
a
b
c
bc
ac
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 223/320
2 - L’Approccio Scientifico alla Qualità
218
Per quanto riguarda il piano a 7 stati del par. 8.5.5, si vede che i coefficienti ci correlazione
fra gli stimatori dei 7 alias sono tutti uguali a ±0,5 e i VIF tutti uguali a 1,75 dunque,
seguendo i valori limite indicati da Marquardt (1970) e Snee (1973), anche in questo caso
possiamo trascurare la non ortogonalità. Non scrivo più le matrici di correlazione e
l’inversa: il lettore ha ormai capito come si ricavano, dunque può verificare i valori che ho
dato sopra; può altresì verificare che per il piano a 3 stati (par. 8.5.2), a 6 stati (par.8.5.4), e
il piano di Webb a 6 stati (par. 5.4.1), quando la numerosità è costante, i VIF degli
stimatori degli alias (sono tutti piani ridotti) sono sempre uguali a 1,5 quindi si può
trascurare la non ortogonalità specie se riusciamo a ottenere un residuo molto basso così
da restringere l’intervallo di fiducia per gli stimatori degli alias
8.7 ALTRI METODI DI STIMA
In tutta la tesi, per trovare gli stimatori b di β, ho sempre usato (e userò) il metodo
dei minimi quadrati ovvero la minimizzazione di [(Y-X*b)T*(Y-X*b)], che Searle (1987)
chiama ordinary least squares, OLSE:
OLSE(b) = (XT*X)-1*XT*Y
In Searle (1987) sono riportati altri 3 metodi che elenco; weighted least squares (WLSE) o
generalized least squares, che introduce una matrice W con cui pesare i parametri: siminimizza allora [(Y-X*b)T*W*(Y-X*b)] ottenendo:
WLSE(b) = (XT*W*X)-1*XT*W*Y
Se si abbandona l’ipotesi di varianza costante per tutti gli stati di prova, dobbiamo
introdurre la matrice delle varianze e covarianze delle Y negli stati di prova, VAR(Y) = V;
in questo caso gli stimatori best linear unbiased (BLUE) sono:
BLUE(b) = (XT*V-1*X)-1*XT*V-1*Y
Se inoltre si conosce la distribuzione delle Y, si può usare il metodo maximum likelihood
(MLE); se il vettore stocastico Y segue una normale con media X*β e varianza V:
MLE(b) = (XT*V-1*X)-1*XT*V-1*Y
come si vede è uguale a BLUE(b). È evidente che se in WLSE(b) si pone W=V
-1
,WLSE(b)=BLUE(b). Se si assume la varianza delle Y costante, V=I*σ2, OLSE, MLSE,
BLUE e MLE (con l’ipotesi di normalità) sono uguali. Infine Searle (1987) riporta che il
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 224/320
2 - L’Approccio Scientifico alla Qualità
219
metodo dei minimi quadrati classico (OLSE) e quello BLUE portano agli stessi risultati
quando esiste una matrice Q tale che:
V*X = X*Q (anche se V è singolare)
Quando si usa un modello non full-rank, nelle formule di questo paragrafo, al posto delle
inverse si usano le inverse generalizzate.
8.8 CONCLUSIONI
Il vasto contenuto del capitolo dovrebbe orami aver convinto il lettore della grande
potenze del metodo full-regression in confronto a quello sovraparametrizzato. Il fatto che
la matrice (XT*X) è invertibile è solo uno dei tanti vantaggi; il vettore degli stimatori b
contiene direttamente le stime degli effetti (o degli alias se il modello è ridotto) che ci
interessano; con il metodo di Box-Wilson stabiliamo la distorsione degli stimatori che
abbiamo usato per gli effetti aliased ; dalla matrice (XT*X)-1 indaghiamo la correlazione fra
gli stimatori e misuriamo la non ortogonalità del piano con il VIF: se è troppo elevata
eliminiamo alcuni termini dal modello; dalla matrice (XT*X)-1*XT vediamo qual è il
contrast che stiamo testando, anche quando si usano dei modelli ridotti per diminuire la
non ortogonalità. Il modello full-regression fornisce gli stessi risultati dell’analisi dei
contrast però come detto aggiunge molte più informazioni.
Quali sono le possibili limitazioni di un tale modello?
• presuppone le mie definizioni di effetto e di alias (par.4.8) che ribadisco, in generale
sono le più logiche perché tengono conto di tutta la stratificazione fatta, pesando
ugualmente le medie degli stati di prova. Comunque chi volesse usare altre definizioni
può usare il modello cell-means (equivalente all’analisi dei contrast) e costruirsi dei
contrast che ritiene più idonei a rappresentare effetti e interazioni dei fattori: non può
ovviamente sfruttare i vantaggi computazionali e di informazione del modello FR esposti sopra
• le matrici in gioco aumentano molto di dimensione, all’aumentare del numero dei dati;
se le numerosità sono uguali, si possono usare delle matrici semplificate, altrimenti no;
questa è una caratteristica in comune a tutti tipi di modello; con N fattori a K livelli si
hanno K N parametri e un numero di alias stimabili pari al numero di stati di prova.
• se ci sono più di 2 livelli, entra in gioco il problema della codifica: si possono usare i
coefficienti dei polinomi ortogonali oppure coefficienti che rispecchiamo dei confronti
fra gli stati di prova che ci interessano; nel cap.10, esaminando 2 casi presentati inGaletto (1995 e 1996) e un caso “taguchiano” presentato (più volte) da Byrne e Taguchi

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 225/320
2 - L’Approccio Scientifico alla Qualità
220
(1987) ed esaminato in modo errato da Galetto (1989), vedremo come si può applicare il
modello full-regression e il metodo di Box-Wilson a fattori con più di 2 livelli.
Uno dei vantaggi più grossi è la possibilità di sfruttare il metodo di Box-Wilson per
esaminare la struttura degli alias di qualsiasi piano fattoriale, con qualunque numerosità
degli stati. Nel prossimo capitolo vediamo come questo metodo ci consente di ottenere una
teoria generale per gli alias.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 226/320
2 - L’Approccio Scientifico alla Qualità
221
CAPITOLO 9
UNA NUOVA TEORIASULLA STRUTTURA DEGLI ALIAS
9.1 PERCHÉ UNA NUOVA TEORIA ?
Per 3 motivi principali:
• Perché nei libri che ho consultato io per la tesi, si considera solo la struttura degli aliasdei piani regolari, ortogonali, bilanciati... Pochi libri parlano di piani irregolari: Daniel
(1976) è una delle rare eccezioni: egli applica il metodo di Box-Wilson a piani ridotti
asimmetrici (fattori con diverso numero di livelli), ma non alle frazioni (3/8, 5/8, 7/8) a
2 livelli che ho considerato io nel cap.8; quando parla di queste frazioni fa spesso
l’ipotesi che qualche interazione sia trascurabile e ciò va contro il concetto di struttura
degli alias che deve invece indicare gli elementi confusi senza trascurare nessun effetto.
Per quel che ho letto Daniel non dice mai esplicitamente “La struttura degli alias, per
ogni tipo di piano, è....”. Altri autori, Wheeler (1988) e Diamond (1981), parlano di piani irregolari come quelli non geometrici di Plackett-Burmann o i 3/4 di John, ma
riguardo la struttura degli alias dicono solo che è complicata, senza averne prima dato
una definizione generale....
Finchè ci si limita ai piani regolari, questa mancanza di chiarezza può anche essere
accettata; è lo stesso problema della definizione degli effetti dei fattori e interazioni:
quando il piano è completo e le numerosità degli stati di prova sono costanti, non si
pone il problema di definire l’effetto perché tutte le possibili definizioni portano allo
stesso contrast, ma quando le numerosità sono diverse, bisogna decidere qual è ladefinizione più idonea.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 227/320
2 - L’Approccio Scientifico alla Qualità
222
• La tesi di Fornasieri (1995) è uno dei pochi riferimenti (per quanto ne so io) per le
frazioni irregolari; il lettore ricorderà che nei capitoli precedenti ho spesso criticato
l’approccio di Fornasieri al problema della non ortogonalità; però almeno ha provato a
studiare il problema quindi il suo lavoro deve comunque essere tenuto in
considerazione. E la tesi di Fornasieri pone un problema, già accennato nel cap.8, a cui
bisogna dare risposta:
Partendo dal piano ridotto regolare (I-ABC) e dal conseguente modello:
(1) Y=I+A+B+AB
aggiunge degli stati di prova, arrivando alle frazioni irregolari 5/8, 6/8, 7/8. Il problema
di Fornasieri è che, all’aggiunta di uno stato, non sa quale parametro aggiungere nel
modello (1), perché l’aggiunta di un parametro modifica gli alias ottenuti applicando il
metodo BW al modello (1). Invece è logico che si modifichi perché gli stimatori dei 4
alias sono correlati, basta guardare la matrice (XT*X)-1. Il problema di Fornasieri nasce
principalmente dal fatto di non aver definito chiaramente i concetti base con cui ella
opera: effetto, alias, struttura degli alias.
• Nel capitolo 8 il lettore abituato a ragionare sui piani regolari, può essere rimasto
stupito dal fatto che per uno stesso piano si ottenevano diverse strutture degli alias a
seconda del modello che si usava: questo fatto deve essere giustificato e soprattutto
bisogna capire il rapporto fra le varie strutture degli alias.
I 3 problemi sono correlati fra di loro e vanno comunque risolti. La prima cosa da fare è
definire gli oggetti matematici principali.
9.2 CONTRAST, EFFETTO, ALIAS, STRUTTURA DEGLI ALIAS
I contrast, gli effetti e gli alias sono stati già definiti nel cap.4; non penso che sia
dannoso un richiamo, per puntualizzare alcuni concetti importanti. Per ora mi limito a
piani a 2 livelli (qualitativi o quantitativi) perché per essi ho definito chiaramente cosa
intendo per effetto di un fattore e interazione.
CONTRAST
Un contrast C* è una combinazione lineare delle medie µi nei vari stati di prova,
tale che la somma di tali coefficienti è uguale a zero.
C* = cii
i
n
=∑
1
2
* µ
cii
n
=∑ =
1
2
0
Il contrast, essendo una combinazione lineare di parametri, è egli stesso unparametro caratteristico del fenomeno sotto indagine: a noi interessa scoprire se è
significativamente diverso da zero. La definizione di contrast di Galetto (1995 e 1996) è

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 228/320
2 - L’Approccio Scientifico alla Qualità
223
sbagliata, e così la condizione di ortogonalità e dei contrast e la loro somma dei quadrati,
come spiegato nel par. 4.2. Notiamo che i contrast sono definiti indipendentemente dalle
equazioni normali (metodo G); il teorema di Gauss-Markov introduce le funzioni stimabili
ovvero qualsiasi combinazione lineare delle medie: allora per definizione si ha che ogni
contrast è una funzione stimabile ma non tutte le funzioni stimabili sono contrast. Gli
stimatori C dei contrast C* possono essere espressi in forma di totali e medie degli stati di
prova, o dei singoli dati; usiamo la forma che preferiamo purché stiamo attenti ad avere
uno stimatore corretto.
• Dalla non correlazione fra gli stimatori C deriva la condizione di ortogonalità dei
contrast
• Dall’ipotesi nulla che E(C)=0, deriva la somma dei quadrati associata al contrast
EFFETTO
Il termine effetto può essere riferito alla media I, a un fattore o interazione. L’effetto della
media è, per n fattori a 2 livelli:
I* = k* j j
n
µ =
∑1
2
è evidente che è una funzione stimabile, ma non un contrast.
L’effetto di un fattore è la sommatoria delle medie degli stati in cui il fattore è al livelloalto meno quella delle medie degli stati in cui il fattore è al livello basso.
Ei* = k* b *ij j
j
n
µ =
∑1
2
L’effetto di un interazione fra i fattori 1,2....t rappresentati dagli effetti E1, E2...Et, è:
E k* b *t iji
t
j j
n
*...12
11
2= ⎛
⎝ ⎜ ⎞
⎠⎟
==∏∑ µ
Gli effetti di fattori e interazioni sono dei contrast.
Avrò ripetuto almeno una decina di volte che la costante k, se influenza il valore assoluto
del contrast (della sua stima e della varianza dello stimatore), non modifica la sua somma
dei quadrati e quindi l’analisi di significatività del contrast non cambia.
Nel capitolo precedente abbiamo visto che i parametri β del modello full-regression
sono gli effetti, definiti come sopra, ponendo k=(1/2n
) quindi visto che:• si può usare un k qualsiasi
• la mia teoria sugli alias si basa sull’uso del modello full-regression
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 229/320
2 - L’Approccio Scientifico alla Qualità
224
nel capitolo adotterò sempre k=(1/2n).
Se manca anche solo un stato di prova, gli effetti dei fattori e interazioni non sono più
stimabili. Ciò è assolutamente evidente dalla definizione di effetto.
ALIAS
L’alias è una combinazione lineare degli effetti:
A E i ij j
j
n
* **==
∑α 1
2
All’alias può essere associato un vettore
(αi1, αi2, .... αin)
le cui componenti sono gli αij. Un effetto puro è un alias particolare in cui αij relativo
all’effetto è uguale a 1 e tutti gli altri αij sono nulli: agli effetti sono dunque associati dei
vettori unitari.
Notiamo che per definizione gli alias sono una trasformazione lineare delle
funzioni stimabili.
Nei piani frazionati gli effetti “puri” non sono più stimabili ma lo sono alcune loro
combinazioni lineari, gli alias, come è stato chiarito nel cap.4. Il problema degli alias è
quindi un problema di distorsione, non di correlazione, degli stimatori del modello
full-regression105.
Il concetto di alias come combinazione lineare degli effetti. non è in contrasto conla classe di equivalenza di Galetto (1995 e 1996): semplicemente ne rappresenta
un’evoluzione perché la classe di equivalenza dice che gli effetti sono confusi ma non dice
in che modo ovvero quale funzione lega gli effetti nella classe di equivalenza. Il mio
concetto di alias dice che la funzione che lega gli effetti è lineare e questa affermazione è
stata verificata anche numericamente nel cap.4.
Gli alias sono dei contrast a meno che il coefficiente αij relativo alla media, non sia
diverso da zero; ad esempio l’alias I*+ABC* non è un contrast perché compare la media I*
mentre l’alias A*
+BC*
è un contrast. E’ importante notare che, dato un Alias, trovoimmediatamente il contrast corrispondente, mentre non è vero il contrario: nel solito
esempio a 3 fattori, dato A*-BC*, so che corrisponde al contrast
(1/23) * (µ110 + µ101 +µ011 +µ000) * 2
basta sviluppare gli effetti A* e BC* in contrast; mentre non so a quale alias possa
corrispondere, ad esempio, il contrast:
4µ110 + 5µ100 - 9µ111 + 4µ010 - 6µ000 + 2µ011
105 Questa affermazione è subordinata alle definizioni che ho dato. Nel par. 9.7 spiegherò che gli alias possono anche essere considerati un problema di correlazione, se si cambia la definizione di effetto.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 230/320
2 - L’Approccio Scientifico alla Qualità
225
Dato un piano sperimentale, alcuni alias sono stimabili, altri no; questo ci porta alla
prossima, importantissima, definizione.
STRUTTURA DEGLI ALIAS
La struttura degli alias di un dato piano sperimentale è l’insieme di tutti gli alias
stimabili per quel piano.
Dunque abbandono la definizione classica di struttura degli alias che la vuole composta da
un numero finito di termini; peraltro il concetto classico di struttura degli alias si rivela
inadeguato nello studio di piani irregolari (Plackett-Burman, 3/4 di John, 3/8...), come
abbiamo ampiamente visto nei cap.5 e 8.
La struttura degli alias non è quindi un insieme finito ma infinito. Di che genere?
Lo vediamo nel prossimo paragrafo in cui abbandono la restrizione dei 2 livelli, per fare
una trattazione generale; bisogna però stare attenti alle definizioni di effetto per più livelli:
• se la variabile è quantitativa, uso i coefficienti dei polinomi ortogonali che hanno
l’importante proprietà di rendere le componenti degli effetti algebricamente
ortogonali nello spazio dei contrast106.
• se è qualitativa i coefficienti dei polinomi ortogonali potrebbero non testare dei contrast
interessanti quindi bisogna costruirsi dei contrast appositi; l’uso del modello full-
regresson è in questo caso da verificare.
9.3 TEOREMA FONDAMENTALE DELLA STRUTTURA DEGLIALIAS
Si vogliono studiare n fattori con a1, a2, ...an livelli; si ha quindi un piano di
riferimento completo in cui si vi sono tutti gli stati di prova, il cui numero è k effetti dove
k = a j j
n
=∏
1
Si stimano dunque k effetti.
Gli alias stimabili coincidono con i k effetti. Gli alias sono identificati univocamente dagliαij che formano un vettore di dimensione k; considerando gli alias come vettori abbiamo
che:
i vettori associati alla struttura degli alias del piano di riferimento
formano uno spazio vettoriale dotato di prodotto scalare
di dimensione pari a k.
La base canonica di tale spazio vettoriale è l’insieme dei vettori associati agli effetti,
ordinati secondo l’ordine canonico o di Yates ed è quindi la base canonica diℜk
.
106 Riprenderò questa considerazione nel cap.10.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 231/320
2 - L’Approccio Scientifico alla Qualità
226
Consideriamo ora il piano sperimentale effettivo in cui non è detto che si
sperimentino tutti i k stati di prova: nel piano effettivo si hanno p (≤ k) stati di prova. Se
p=k, il piano effettivo e quello di riferimento coincidono dunque il piano effettivo è
completo. Se p<k abbiamo un piano ridotto e
i vettori associati alla struttura degli alias del piano ridotto
formano un sottospazio vettoriale della struttura degli alias del piano di riferimento
sull’insieme dei numeri reali
di dimensione pari a p
Una base di tale sottospazio si trova con il metodo di Box-Wilson applicato a un modello
con un numero di parametri pari a p.
Modelli diversi danno basi differenti. Nei piani regolari la scelta della base più idonea
(interessante per lo sperimentatore) è evidente; nei piani irregolari dipende dalle esigenze
dello sperimentatore.
La base trovata in questo modo è indipendente dalla numerosità degli stati di prova.
Se i parametri del modello (in numero pari a p) sono reali e non fittizi, come accadeva nei
piani non geometrici di Plackett-Burman (dove, per mantenere l’ortogonalità dei contrast,
ho messo nel modello dei parametri che non rappresentavano nessun fattore o interazione
noti, par. 8.5.1), con 3 fattori ho visto che i coefficienti (ovvero gli elementi dei vettori
base) degli alias ottenuti col metodo BW sono in modulo uguali a 1; ma questa non è
una situazione generale, nemmeno per i piani a 2 livelli, infatti nella frazione nongeometrica 12/32 di Plackett-Burman (par. 9.5) la base presenta dei coefficienti frazionari,
anche maggiori di 1.
9.3.1 DIMOSTRAZIONE
Il teorema 2 del cap.7 dice che esistono tante funzioni stimabili linearmente
indipendenti quanti sono gli stati di prova dunque i vettori associati alle funzioni stimabili
generano uno spazio vettoriale di dimensione pari a p. In generale si dimostra facilmente
che l’insieme degli alias non è nient’altro che un isomorfismo dell’insieme delle funzionistimabili dunque in un piano con p stati di prova, esistono p alias indipendenti e i vettori
associati a quegli alias (struttura degli alias) generano uno spazio vettoriale, ovviamente di
dimensione p.
Dimostriamo l’isomorfismo107 fra funzioni stimabili e alias ovvero che a una
funzione stimabile corrisponde uno e un solo alias.
107 Ricordo che l’isomorfismo indica la corrispondenza biunivoca fra 2 insiemi (in questo caso lo spazio dellefunzioni stimabili e quello degli alias) sui quali è definita un’applicazione lineare (in questo caso abbiamodetto che gli alias, per costruzione, rappresentano una trasformazione lineare delle funzioni stimabili). Per dimostrare l’isomorfismo è quindi sufficiente dimostrare la corrispondenza biunivoca.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 232/320
2 - L’Approccio Scientifico alla Qualità
227
F h hi ii
k * *=
=∑λ µ
1
funzione stimabile
A E i ij j
j
k * **=
=∑α
1
alias
E b j jt t t
k *
*= =∑ µ 1 effetto
dove ho inglobato in b jt la costante moltiplicativa e la produttoria dei coefficienti nel caso
di effetti delle interazioni. Le sommatorie si estendono alla produttoria k del numero dei
livelli dei fattori:
k = a j j
n
=∏
1
Dato un alias, esso corrisponde a una sola funzione stimabile; infatti dato:
A E b b j j
j
k
j jt t t
k
j
k
j jt j
k
t
k
t
* ** * * * *1 11
111
111
= =⎛ ⎝ ⎜
⎞ ⎠⎟ =
⎛
⎝ ⎜
⎞
⎠⎟
= == ==∑ ∑∑ ∑∑α α µ α µ
corrisponde a quell’unica funzione stimabile
F t t t
k * *1 1
1
==∑λ µ
che ha:
λ α 1 11
t j jt j
k
b=⎛
⎝
⎜ ⎞
⎠
⎟=∑
*
Data una funzione stimabile
F t t t
k * *1 1
1
==∑λ µ
essa corrisponde a un solo alias:
A E j j
j
k * **1 1
1
==
∑α
infatti se corrispondesse anche a un altro alias: A E j j
j
k * **2 2
1
==
∑α
avremmo che :
A E b b j j
j
k
j jt t t
k
j
k
j jt j
k
t
k
t
* ** * * * *1 11
111
111
= =⎛ ⎝ ⎜
⎞ ⎠⎟ =
⎛
⎝ ⎜
⎞
⎠⎟
= == ==∑ ∑∑ ∑∑α α µ α µ
A E b b j j
j
k
j jt t t
k
j
k
j jt j
k
t
k
t
* ** * * * *2 21
211
211
= =⎛ ⎝ ⎜
⎞ ⎠⎟ =
⎛
⎝ ⎜
⎞
⎠⎟
= == ==∑ ∑∑ ∑∑α α µ α µ
e poiché devono corrispondere alla stessa funzione stimabile, si ha che:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 233/320
2 - L’Approccio Scientifico alla Qualità
228
λ α α 1 11
21
t j jt j
k
j jt j
k
b b=⎛
⎝ ⎜
⎞
⎠⎟ =
⎛
⎝ ⎜
⎞
⎠⎟
= =∑ ∑* * per t=1,2,...k
Quello sopra rappresenta un sistema di k equazioni indipendenti nelle k incognite
(α1j - α2j), con termine noto il vettore nullo, la cui soluzione è:(α1j - α2j) = 0 α1j = α2j per j=1,2...k
dunque:
A*1 = A*
2
quindi a una funzione stimabile corrisponde uno e un solo alias C.V.D. Dal teorema 2 del
cap.7 segue che in un piano con p stati di prova, vi sono dunque p alias indipendenti.
9.3.2 OSSERVAZIONI
Notiamo che in questo capitolo parliamo di indipendenza vettoriale in senso
algebrico; l’indipendenza (ortogonalità) statistica è invece legata alla correlazione fra gli
stimatori dei contrast, ovvero all’ortogonalità dei contrast; per verificare l’ortogonalità
statistica bisogna per forza ragionare sui contrast: questo non è un problema perché,
applicando il metodo BW, la correlazione fra gli stimatori si vede subito dalla matrice
(X1T*X1)
-1.
Lo spazio vettoriale che ho introdotto è dotato di prodotto scalare, dunque si può
parlare anche di ortogonalità, in senso algebrico, nuovamente da non confondere con
l’ortogonalità statistica; se l’alias A1 è calcolato usando un insieme U degli stati, e l’alias
A2 usa un insieme V, due condizioni sufficienti a rendere A1 e A2 ortogonali
algebricamente, sono:
• U ∩ V ≡ U ≡ V
• U ∩ V ≡ φ
Un esempio del primo caso può essere costituito dai 2 alias A-BC e B-AC; un esempio del
secondo caso sono i 2 alias A+BC e A-BC. Questa proprietà si mantiene ovviamente sui
contrast (particolari funzioni stimabili) dato l’isomorfismo fra alias e funzioni stimabili.
Spero che sia chiaro che l’ortogonalità algebrica degli alias implica quella statistica
(e viceversa) solo se la numerosità degli stati di prova è costante. Se le numerosità sonodiverse, i 2 tipi di ortogonalità non hanno alcun legame di implicazione causale comunque
l’ortogonalità algebrica resta una proprietà importante (par. 10.2).
Lo spazio degli alias che ho introdotto si può considerare una novità (per quel che
ho letto io) anche se non rappresenta altro che una trasformazione del ben noto spazio
vettoriale dei contrast (Fontana 1995); in Fontana (1995) però lo studio si limita ai piani
ortogonali mentre la mia teoria sugli alias serve apposta a spiegare le situazioni non
ortogonali, con l’ausilio del metodo BW, che Fontana non usa. Secondo me, la
trasformazione contrast-alias che ho fatto è utile perché penso che per lo sperimentatore sia più facile ragionare sugli alias che sui contrast.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 234/320
2 - L’Approccio Scientifico alla Qualità
229
In ogni caso penso che il lettore non abbia problemi a passare dal mio spazio degli
alias a quello dei contrast per il quale valgono le stesse nozioni di indipendenza e
ortogonalità algebrica contrapposta all’ortogonalità statistica108.
Il concetto di dimensione dello spazio pari al numero degli stati di prova non
costituisce una novità visto che questo concetto deriva direttamente dal teorema 2 del cap.7
che ho preso da Mood e Graybill (1963) e che rientra comunque nell’ambito del teorema di
Gauss-Markov, noto da anni e anni. Però è un fatto che non viene puntualizzato nella
letteratura DOE, come notano anche Pistone e Wynn (1996), “The dimension of the vector
space....is exactly equal to the number n of distinct points in our case the experimental
design points....This important point does not seem to be stated explicitly in the statistical
literature: in any particular problem we expect to find a maximal of n basis functions...”.
Utilizzando altri concetti, molto più avanzati dei miei dal punto di vista algebrico, Pistone
e Wynn sottolineano il fatto che con p stati di prova si stimano p quantità indipendenti.
Il lavoro dei 2 studiosi citati utilizza dei concetti a me sconosciuti per ho capito
poco del contenuto dell’articolo; da quel che dicono anche loro vogliono studiare piani
irregolari “...algebraic geometry is the right framework for answering questions about
confounding in general or certainly for problems which do not fall into a classical
framework such as he theory of orthogonal fractions.” Dunque sembrerebbe che Pistone e
Wynn abbiano trovato una teoria per studiare i piani non ortogonali in modo
indubbiamente più elegante e formalizzato (anche se molto più complicato) del mio; però
mi sembra che negli esempi che i 2 studiosi fanno, siano trattati solo casi regolari, classici;
inoltre, proprio in un esempio di questi, un piano 26-3 si dice:
“Only one interaction is estimable together with all main effects” . (!!!!!!)
Io invece ho detto e ripetuto che nei piani ridotti, anche se manca solo uno stato di prova,
non si stimano più gli effetti di fattori e interazioni ma solo delle loro combinazioni
lineari, gli alias o le classi di equivalenza (come direbbe Galetto); è evidente che Pistone e
Wynn sono partiti da definizioni di effetto diverse dalle mie.
108 Approfondirò questo discorso nel par. 10.2 in un esempio di ANOVA one-way a 5 livelli.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 235/320
2 - L’Approccio Scientifico alla Qualità
230
9.4 APPLICAZIONI DELLA TEORIA
In un piano completo come quello macchina-operatore, il piano effettivo coincide
con quello di riferimento quindi i 4 effetti puri sono tutti stimabili. Ordinando gli effetti
secondo Yates:
I, M, O, MO
La base associata alla struttura degli alias è:
(1,0,0,0)
(0,1,0,0)
(0,0,1,0)
(0,0,0,1)
Il sottospazio generato da questi 4 vettori associati agli effetti genera l’intero spazio
vettoriale del piano di riferimento. I 4 vettori sono ortogonali algebricamente, ma gli alias
(in questo caso effetti) associati non sono dei contrast ortogonali perché la numerosità
degli stati è diversa: l’ortogonalità algebrica in generale non implica quella statistica; e
quella statistica non implica quella algebrica infatti la base:
(1,-1/7,-1/7,-1/7)
(0,1,-1/6,-1/6)
(0,0,1,-1/5)
(0,0,0,1)
dà luogo ad alias ortogonali statisticamente ma è evidente che i 4 vettori sopra non sono
algebricamente ortogonali. Come ho trovato la base sopra? Con la tecnica di analisiortogonale descritta nel par. 8.2.3, trovando gli alias associati ai vari modelli col metodo
BW: lo lascio come utile esercizio al lettore interessato.
Nel piano ridotto I-ABC, gli effetti del piano di riferimento completo sono:
I, A, B, AB, C, AC, BC, ABC
e una base del piano ridotto è costituita dai vettori:
(1,0,0,0,0,0,0,-1) corrispondente all’alias I-ABC
(0,1,0,0,0,0,-1,0) corrispondente all’alias A-BC(0,0,1,0,0,-1,0,0) corrispondente all’alias B-AC
(0,0,0,1,-1,0,0,0) corrispondente all’alias AB-C
le cui componenti sono scritte riferite alla base dello spazio vettoriale del piano di
riferimento completo 23. Tale base si trova se si applica il metodo BW al modello
Y=I+A+B+AB.
Per questo piano sono dunque stimabili ortogonalmente (in senso algebrico, lo
ripeto) i 4 alias sopra: ogni combinazione lineare dei 4 alias è stimabile; ad esempio è
stimabile l’alias A-BC+(1/4)B-(1/4)AC perché è associato al vettore(0,1,1/4,0,0,-1/4,-1,0)
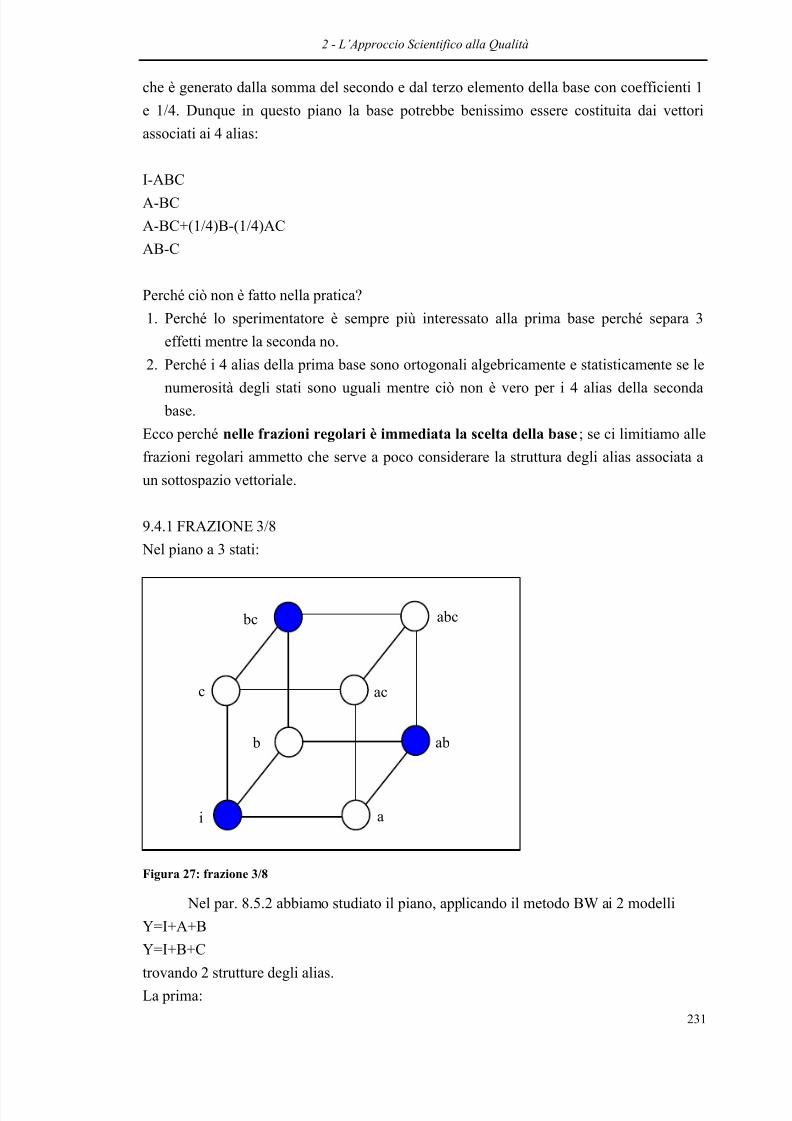
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 236/320
2 - L’Approccio Scientifico alla Qualità
231
che è generato dalla somma del secondo e dal terzo elemento della base con coefficienti 1
e 1/4. Dunque in questo piano la base potrebbe benissimo essere costituita dai vettori
associati ai 4 alias:
I-ABC
A-BC
A-BC+(1/4)B-(1/4)AC
AB-C
Perché ciò non è fatto nella pratica?
1. Perché lo sperimentatore è sempre più interessato alla prima base perché separa 3
effetti mentre la seconda no.
2. Perché i 4 alias della prima base sono ortogonali algebricamente e statisticamente se le
numerosità degli stati sono uguali mentre ciò non è vero per i 4 alias della seconda
base.
Ecco perché nelle frazioni regolari è immediata la scelta della base; se ci limitiamo alle
frazioni regolari ammetto che serve a poco considerare la struttura degli alias associata a
un sottospazio vettoriale.
9.4.1 FRAZIONE 3/8
Nel piano a 3 stati:
Figura 27: frazione 3/8
Nel par. 8.5.2 abbiamo studiato il piano, applicando il metodo BW ai 2 modelli
Y=I+A+B
Y=I+B+Ctrovando 2 strutture degli alias.
La prima:
i a
ab b
c
bc abc
ac

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 237/320
2 - L’Approccio Scientifico alla Qualità
232
I-AC+AB-ABC
A+AB-C-BC
B-AB+C-AC
e la seconda:
I-A+BC-ABC
B+A-AC-BC
C-A-AB+BC
Qualcuno può essere stupito che ci siano 2 strutture degli alias; in realtà se si pensa
alla struttura degli alias come un insieme finito, la struttura degli alias dipende dal modello
dunque ci sono tante strutture quanti i modelli che si possono costruire; ma se si accetta la
mia definizione di sottospazio vettoriale non c’è nessun problema perché le “strutture degli
alias” derivanti dal metodo di BW applicato a modelli diversi, costituiscono solo una base
del sottospazio vettoriale degli alias stimabili. Prendiamo come base la prima:
I-AC+AB-ABC
A+AB-C-BC
B-AB+C-AC
in forma vettoriale, rispetto alla base del piano di riferimento completo 23:
e1 = (1,0,0,1,0,-1,0,-1)e2 = (0,1,0,1,-1,0,-1,0)
e3 = (0,0,1,-1,1,-1,0,0)
La seconda struttura degli alias:
I-A+BC-ABC
B+A-AC-BC
C-A-AB+BC
rappresenta semplicemente un cambio della base:e1’ = e1 - e2
e2’ = e2 + e3
e3’ = - e2
Chi vuole può inventarsi dei dati per i 3 stati di prova e verificare, anche numericamente
col modello full-regression, la dipendenza (esplicitata dal cambio di base sopra) delle
stime dei 2 set di alias.
Allora quale base conviene adottare (e conseguentemente quale set di alias
indipendenti conviene stimare)? Come si era già capito nei cap.5 e 8, dipende dalleesigenze dello sperimentatore e da quali elementi egli non vuole confondere fra di loro (in
questo caso può sceglierne solo 2): “planned confounding...in which important effects
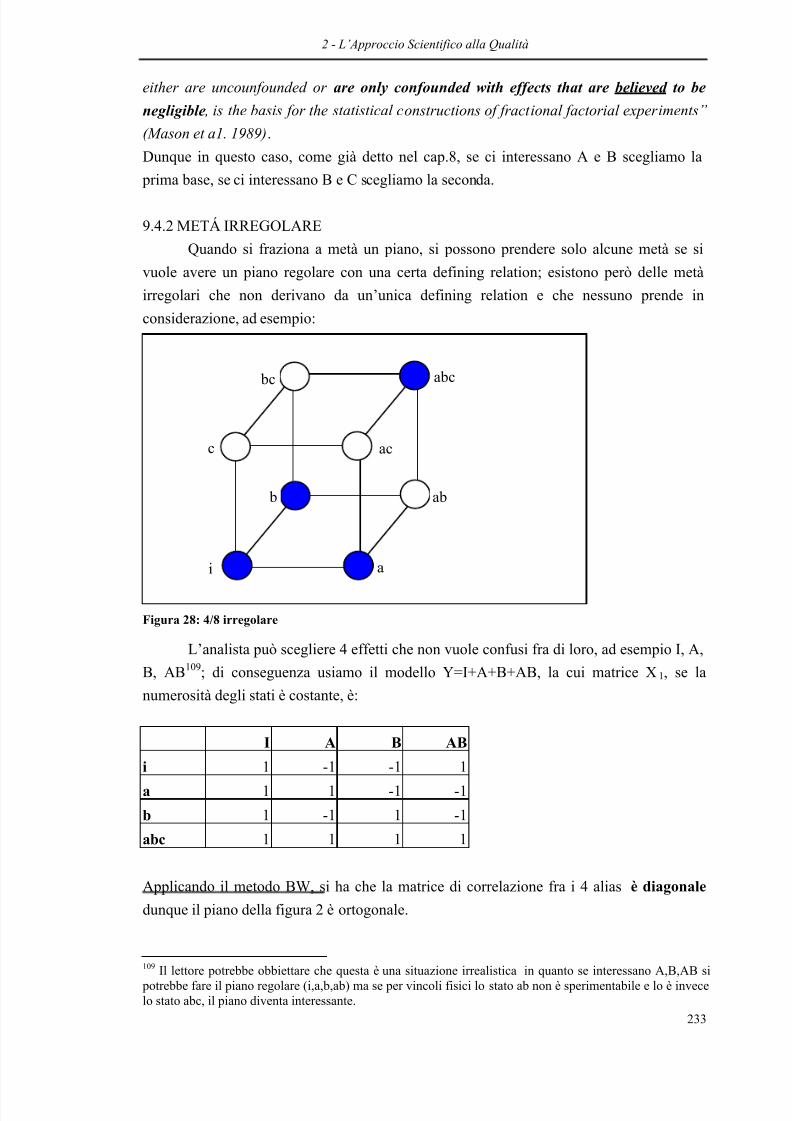
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 238/320
2 - L’Approccio Scientifico alla Qualità
233
either are uncounfounded or are only confounded with effects that are believed to be
negligible , is the basis for the statistical constructions of fractional factorial experiments”
(Mason et a1. 1989).
Dunque in questo caso, come già detto nel cap.8, se ci interessano A e B scegliamo la
prima base, se ci interessano B e C scegliamo la seconda.
9.4.2 METÁ IRREGOLARE
Quando si fraziona a metà un piano, si possono prendere solo alcune metà se si
vuole avere un piano regolare con una certa defining relation; esistono però delle metà
irregolari che non derivano da un’unica defining relation e che nessuno prende in
considerazione, ad esempio:
Figura 28: 4/8 irregolare
L’analista può scegliere 4 effetti che non vuole confusi fra di loro, ad esempio I, A,
B, AB109; di conseguenza usiamo il modello Y=I+A+B+AB, la cui matrice X1, se la
numerosità degli stati è costante, è:
I A B AB
i 1 -1 -1 1
a 1 1 -1 -1
b 1 -1 1 -1
abc 1 1 1 1
Applicando il metodo BW, si ha che la matrice di correlazione fra i 4 alias è diagonale
dunque il piano della figura 2 è ortogonale.
109 Il lettore potrebbe obbiettare che questa è una situazione irrealistica in quanto se interessano A,B,AB si potrebbe fare il piano regolare (i,a,b,ab) ma se per vincoli fisici lo stato ab non è sperimentabile e lo è invecelo stato abc, il piano diventa interessante.
i a
ab b
c
bc abc
ac
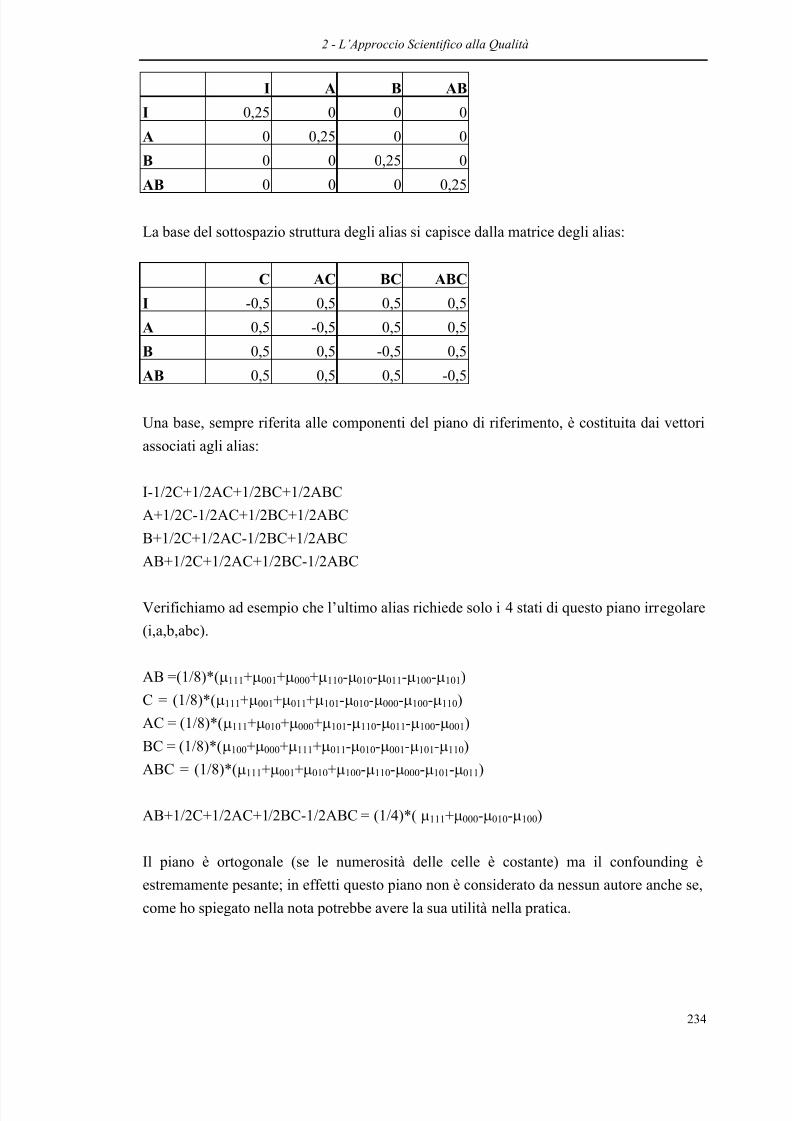
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 239/320
2 - L’Approccio Scientifico alla Qualità
234
I A B AB
I 0,25 0 0 0
A 0 0,25 0 0
B 0 0 0,25 0
AB 0 0 0 0,25
La base del sottospazio struttura degli alias si capisce dalla matrice degli alias:
C AC BC ABC
I -0,5 0,5 0,5 0,5
A 0,5 -0,5 0,5 0,5
B 0,5 0,5 -0,5 0,5
AB 0,5 0,5 0,5 -0,5
Una base, sempre riferita alle componenti del piano di riferimento, è costituita dai vettori
associati agli alias:
I-1/2C+1/2AC+1/2BC+1/2ABC
A+1/2C-1/2AC+1/2BC+1/2ABC
B+1/2C+1/2AC-1/2BC+1/2ABC
AB+1/2C+1/2AC+1/2BC-1/2ABC
Verifichiamo ad esempio che l’ultimo alias richiede solo i 4 stati di questo piano irregolare
(i,a,b,abc).
AB =(1/8)*(µ111+µ001+µ000+µ110-µ010-µ011-µ100-µ101)
C = (1/8)*(µ111+µ001+µ011+µ101-µ010-µ000-µ100-µ110)
AC = (1/8)*(µ111+µ010+µ000+µ101-µ110-µ011-µ100-µ001)
BC = (1/8)*(µ100+µ000+µ111+µ011-µ010-µ001-µ101-µ110)
ABC = (1/8)*(µ111+µ001+µ010+µ100-µ110-µ000-µ101-µ011)
AB+1/2C+1/2AC+1/2BC-1/2ABC = (1/4)*( µ111+µ000-µ010-µ100)
Il piano è ortogonale (se le numerosità delle celle è costante) ma il confounding è
estremamente pesante; in effetti questo piano non è considerato da nessun autore anche se,
come ho spiegato nella nota potrebbe avere la sua utilità nella pratica.
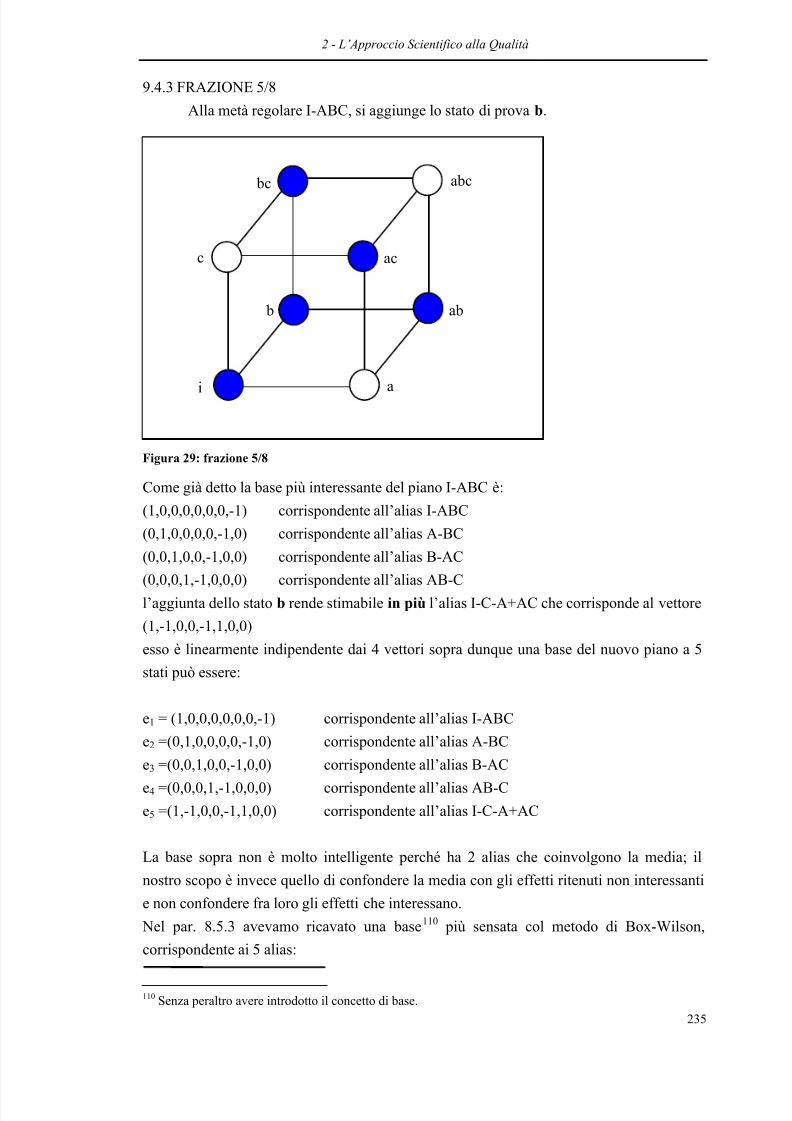
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 240/320
2 - L’Approccio Scientifico alla Qualità
235
9.4.3 FRAZIONE 5/8
Alla metà regolare I-ABC, si aggiunge lo stato di prova b.
Figura 29: frazione 5/8
Come già detto la base più interessante del piano I-ABC è:
(1,0,0,0,0,0,0,-1) corrispondente all’alias I-ABC
(0,1,0,0,0,0,-1,0) corrispondente all’alias A-BC
(0,0,1,0,0,-1,0,0) corrispondente all’alias B-AC
(0,0,0,1,-1,0,0,0) corrispondente all’alias AB-C
l’aggiunta dello stato b rende stimabile in più l’alias I-C-A+AC che corrisponde al vettore
(1,-1,0,0,-1,1,0,0)
esso è linearmente indipendente dai 4 vettori sopra dunque una base del nuovo piano a 5
stati può essere:
e1 = (1,0,0,0,0,0,0,-1) corrispondente all’alias I-ABC
e2 =(0,1,0,0,0,0,-1,0) corrispondente all’alias A-BC
e3 =(0,0,1,0,0,-1,0,0) corrispondente all’alias B-ACe4 =(0,0,0,1,-1,0,0,0) corrispondente all’alias AB-C
e5 =(1,-1,0,0,-1,1,0,0) corrispondente all’alias I-C-A+AC
La base sopra non è molto intelligente perché ha 2 alias che coinvolgono la media; il
nostro scopo è invece quello di confondere la media con gli effetti ritenuti non interessanti
e non confondere fra loro gli effetti che interessano.
Nel par. 8.5.3 avevamo ricavato una base110 più sensata col metodo di Box-Wilson,
corrispondente ai 5 alias:
110 Senza peraltro avere introdotto il concetto di base.
i a
ab b
c
bc abc
ac
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 241/320
2 - L’Approccio Scientifico alla Qualità
236
I-ABC
A-BC
B-AC
AB-AC+ BC-ABC
C-AC+BC-ABC
essa non rappresenta altro che un cambio di base di (e1, e2, e3, e4, e5) e precisamente:
e1’ = e1
e2’ = e2
e3’ = e3
e4’ = e1 + e4 - e2 - e5
e5’ = e1 - e2 - e5
Questa base va bene se, lo ripeto, ci interessano gli elementi A,B,C,AB perché con tale
base questi elementi non sono confusi fra di loro ma solo con gli altri ovvero AC,BC,ABC.
Fornasieri (1995), applicando il metodo BW a un modello con soli 4 parametri, trova
solamente 4 elementi di una base:
(1,0,0,0,-1/4,1/4,-1/4,-3/4)
(0,1,0,0,1/4,-1/4,-3/4,-1/4)
(0,0,1,0,-1/4,-3/4,-1/4,1/4)(0,0,0,1,-3/4,-1/4,1/4,-1/4)
essi rappresentano 4 elementi di una base che ne deve contenere 5 e per di più sono 4
elementi abbastanza complicati. Fornasieri dichiara di non sapere quale parametro
aggiungere al modello:
(1) Y=I+A+B+AB
perché l’aggiunta di un parametro modifica i 4 alias trovati col modello (1); ma chi ha
detto che gli alias non possono cambiare? Il fatto che gli alias cambino è dovuto alla non
ortogonalità dei contrast; basta guardare la matrice (X1T*X1)
-1 del modello ridotto (1):
I A B AB
I 7/32 1/32 - 1/32 1/32
A 1/32 7/32 1/32 - 1/32
B - 1/32 1/32 7/32 1/32AB 1/32 - 1/32 1/32 7/32
La risposta alla domanda di Fornasieri circa quale parametro aggiungere è:
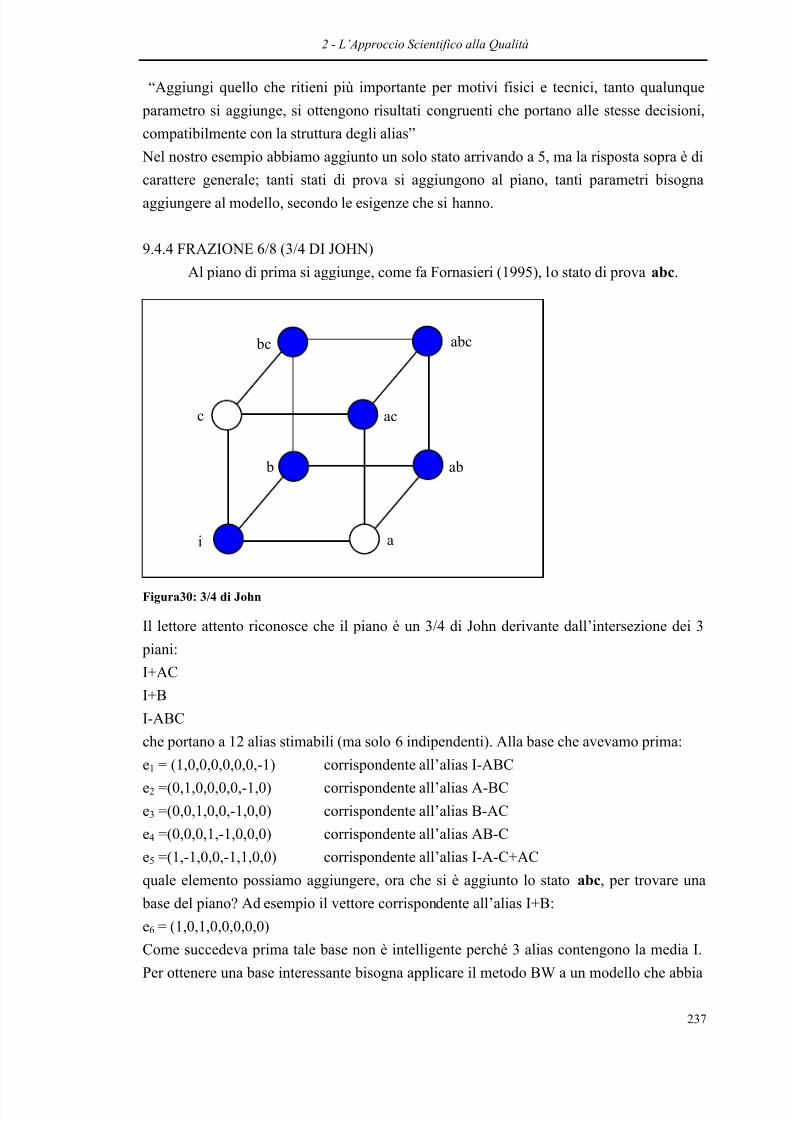
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 242/320
2 - L’Approccio Scientifico alla Qualità
237
“Aggiungi quello che ritieni più importante per motivi fisici e tecnici, tanto qualunque
parametro si aggiunge, si ottengono risultati congruenti che portano alle stesse decisioni,
compatibilmente con la struttura degli alias”
Nel nostro esempio abbiamo aggiunto un solo stato arrivando a 5, ma la risposta sopra è di
carattere generale; tanti stati di prova si aggiungono al piano, tanti parametri bisogna
aggiungere al modello, secondo le esigenze che si hanno.
9.4.4 FRAZIONE 6/8 (3/4 DI JOHN)
Al piano di prima si aggiunge, come fa Fornasieri (1995), lo stato di prova abc.
Figura30: 3/4 di John
Il lettore attento riconosce che il piano è un 3/4 di John derivante dall’intersezione dei 3
piani:
I+AC
I+B
I-ABC
che portano a 12 alias stimabili (ma solo 6 indipendenti). Alla base che avevamo prima:
e1 = (1,0,0,0,0,0,0,-1) corrispondente all’alias I-ABCe2 =(0,1,0,0,0,0,-1,0) corrispondente all’alias A-BC
e3 =(0,0,1,0,0,-1,0,0) corrispondente all’alias B-AC
e4 =(0,0,0,1,-1,0,0,0) corrispondente all’alias AB-C
e5 =(1,-1,0,0,-1,1,0,0) corrispondente all’alias I-A-C+AC
quale elemento possiamo aggiungere, ora che si è aggiunto lo stato abc, per trovare una
base del piano? Ad esempio il vettore corrispondente all’alias I+B:
e6 = (1,0,1,0,0,0,0,0)
Come succedeva prima tale base non è intelligente perché 3 alias contengono la media I.Per ottenere una base interessante bisogna applicare il metodo BW a un modello che abbia
i a
ab b
c
bc abc
ac
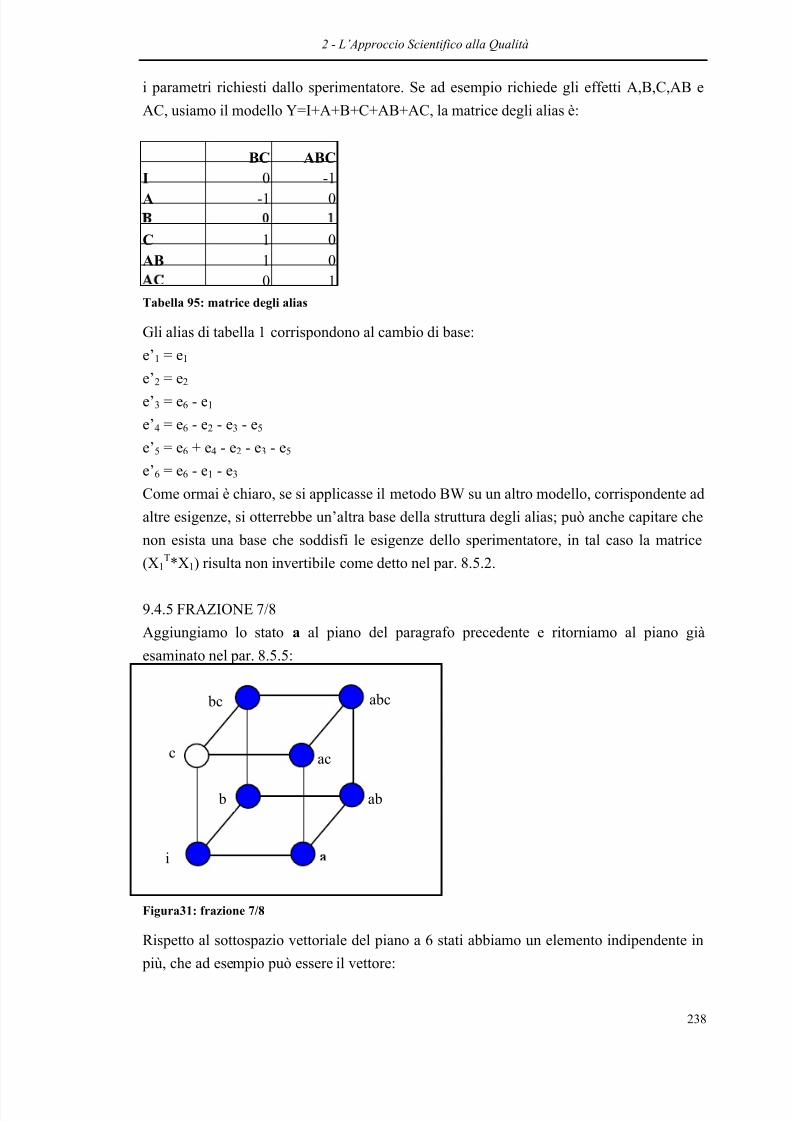
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 243/320
2 - L’Approccio Scientifico alla Qualità
238
i parametri richiesti dallo sperimentatore. Se ad esempio richiede gli effetti A,B,C,AB e
AC, usiamo il modello Y=I+A+B+C+AB+AC, la matrice degli alias è:
BC ABCI 0 -1A -1 0
C 1 0AB 1 0
0 1Tabella 95: matrice degli alias
Gli alias di tabella 1 corrispondono al cambio di base:
e’1 = e1
e’2 = e2 e’3 = e6 - e1
e’4 = e6 - e2 - e3 - e5
e’5 = e6 + e4 - e2 - e3 - e5
e’6 = e6 - e1 - e3
Come ormai è chiaro, se si applicasse il metodo BW su un altro modello, corrispondente ad
altre esigenze, si otterrebbe un’altra base della struttura degli alias; può anche capitare che
non esista una base che soddisfi le esigenze dello sperimentatore, in tal caso la matrice
(X1
T
*X1) risulta non invertibile come detto nel par. 8.5.2.
9.4.5 FRAZIONE 7/8
Aggiungiamo lo stato a al piano del paragrafo precedente e ritorniamo al piano già
esaminato nel par. 8.5.5:
Figura31: frazione 7/8
Rispetto al sottospazio vettoriale del piano a 6 stati abbiamo un elemento indipendente in
più, che ad esempio può essere il vettore:
i
ab b
c
bc abc
ac
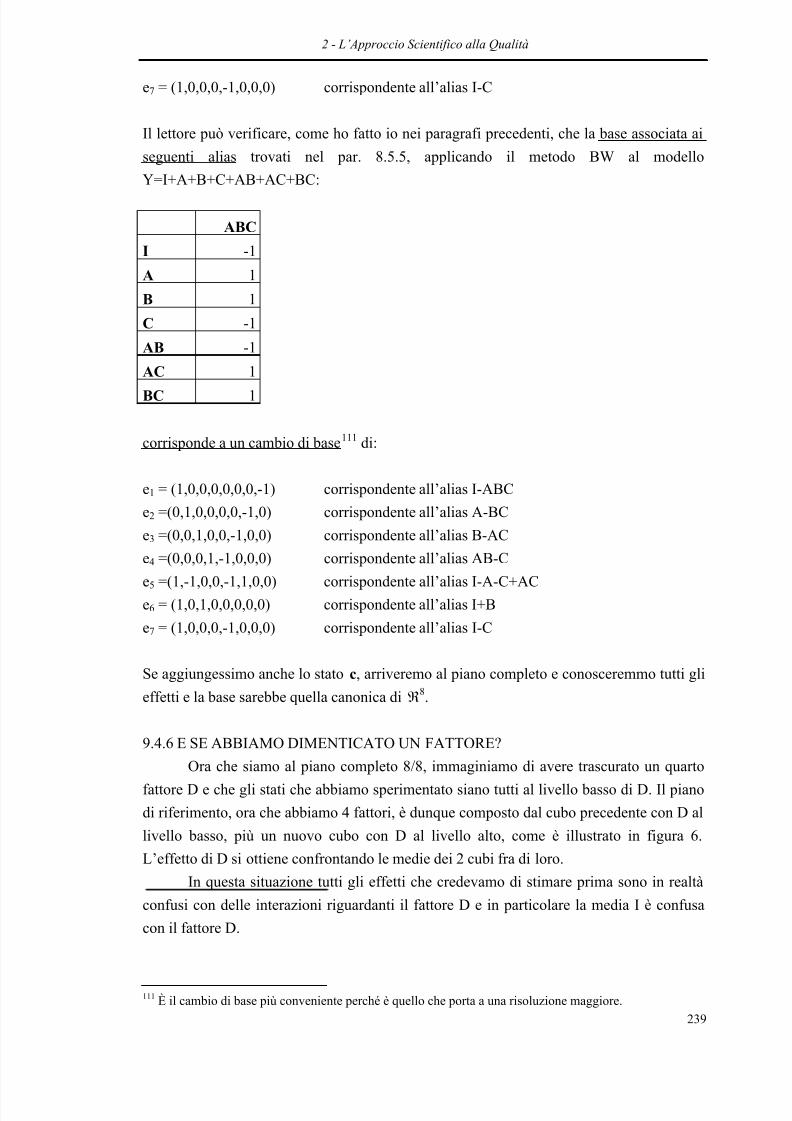
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 244/320
2 - L’Approccio Scientifico alla Qualità
239
e7 = (1,0,0,0,-1,0,0,0) corrispondente all’alias I-C
Il lettore può verificare, come ho fatto io nei paragrafi precedenti, che la base associata ai
seguenti alias trovati nel par. 8.5.5, applicando il metodo BW al modello
Y=I+A+B+C+AB+AC+BC:
ABC
I -1
A 1
B 1
C -1
AB -1
AC1
BC 1
corrisponde a un cambio di base111 di:
e1 = (1,0,0,0,0,0,0,-1) corrispondente all’alias I-ABC
e2 =(0,1,0,0,0,0,-1,0) corrispondente all’alias A-BC
e3 =(0,0,1,0,0,-1,0,0) corrispondente all’alias B-AC
e4 =(0,0,0,1,-1,0,0,0) corrispondente all’alias AB-C
e5 =(1,-1,0,0,-1,1,0,0) corrispondente all’alias I-A-C+AC
e6 = (1,0,1,0,0,0,0,0) corrispondente all’alias I+B
e7 = (1,0,0,0,-1,0,0,0) corrispondente all’alias I-C
Se aggiungessimo anche lo stato c, arriveremo al piano completo e conosceremmo tutti gli
effetti e la base sarebbe quella canonica di ℜ8.
9.4.6 E SE ABBIAMO DIMENTICATO UN FATTORE?
Ora che siamo al piano completo 8/8, immaginiamo di avere trascurato un quartofattore D e che gli stati che abbiamo sperimentato siano tutti al livello basso di D. Il piano
di riferimento, ora che abbiamo 4 fattori, è dunque composto dal cubo precedente con D al
livello basso, più un nuovo cubo con D al livello alto, come è illustrato in figura 6.
L’effetto di D si ottiene confrontando le medie dei 2 cubi fra di loro.
In questa situazione tutti gli effetti che credevamo di stimare prima sono in realtà
confusi con delle interazioni riguardanti il fattore D e in particolare la media I è confusa
con il fattore D.
111 È il cambio di base più conveniente perché è quello che porta a una risoluzione maggiore.
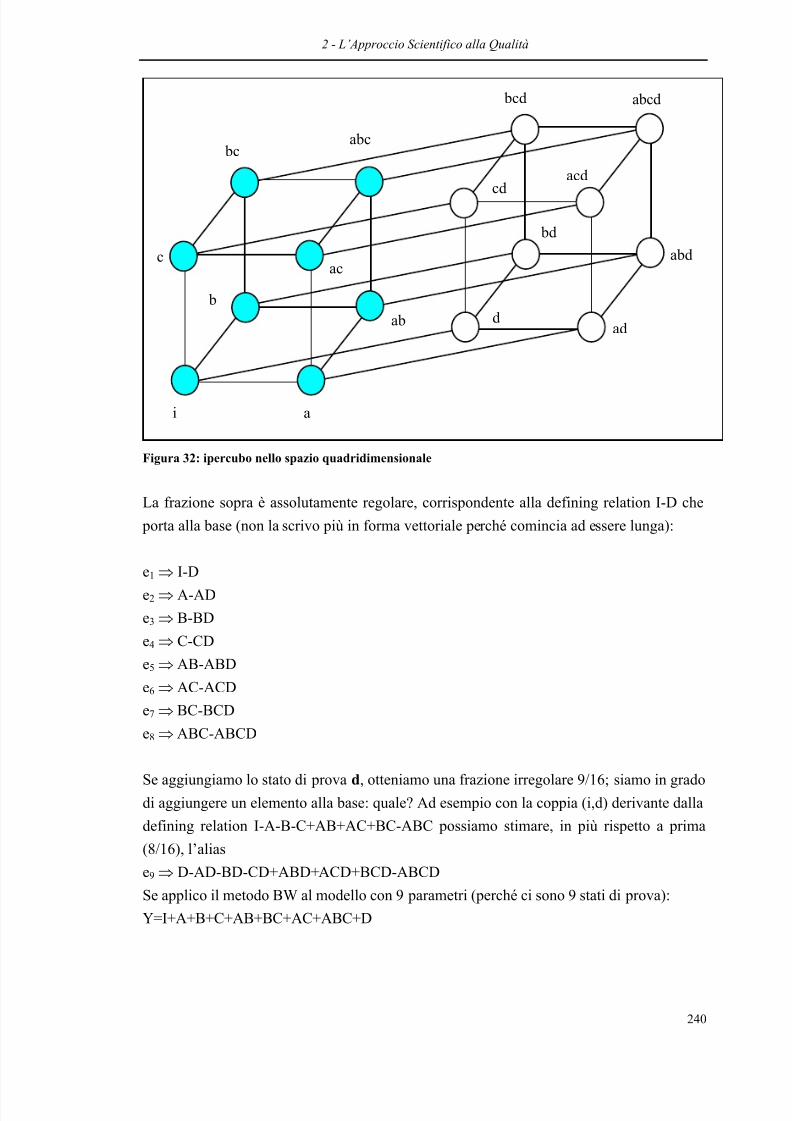
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 245/320
2 - L’Approccio Scientifico alla Qualità
240
Figura 32: ipercubo nello spazio quadridimensionale
La frazione sopra è assolutamente regolare, corrispondente alla defining relation I-D che
porta alla base (non la scrivo più in forma vettoriale perché comincia ad essere lunga):
e1 ⇒ I-De2 ⇒ A-AD
e3 ⇒ B-BD
e4 ⇒ C-CD
e5 ⇒ AB-ABD
e6 ⇒ AC-ACD
e7 ⇒ BC-BCD
e8 ⇒ ABC-ABCD
Se aggiungiamo lo stato di prova d, otteniamo una frazione irregolare 9/16; siamo in grado
di aggiungere un elemento alla base: quale? Ad esempio con la coppia (i,d) derivante dalla
defining relation I-A-B-C+AB+AC+BC-ABC possiamo stimare, in più rispetto a prima
(8/16), l’alias
e9 ⇒ D-AD-BD-CD+ABD+ACD+BCD-ABCD
Se applico il metodo BW al modello con 9 parametri (perché ci sono 9 stati di prova):
Y=I+A+B+C+AB+BC+AC+ABC+D
ab
abc
i a
b
c
bc
acabd
abcd
dad
bd
cd
bcd
acd
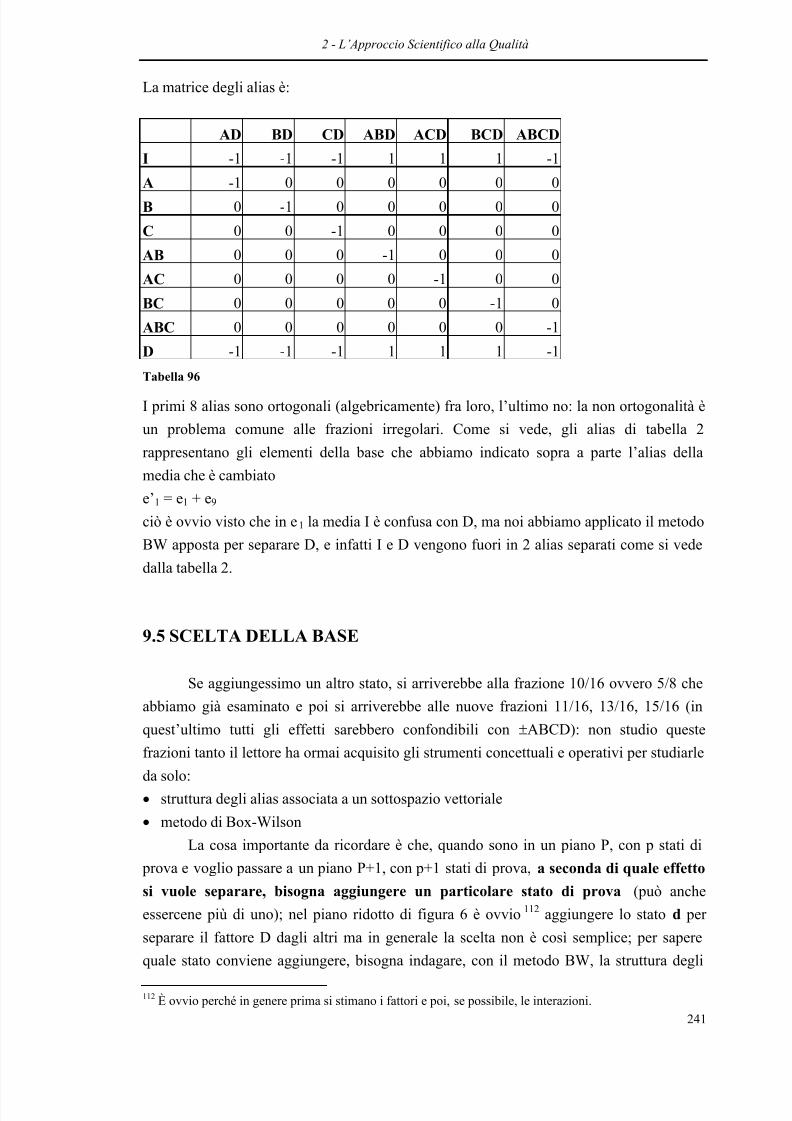
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 246/320
2 - L’Approccio Scientifico alla Qualità
241
La matrice degli alias è:
AD BD CD ABD ACD BCD ABCD
I -1 -1 -1 1 1 1 -1
A -1 0 0 0 0 0 0B 0 -1 0 0 0 0 0
C 0 0 -1 0 0 0 0
AB 0 0 0 -1 0 0 0
AC 0 0 0 0 -1 0 0
BC 0 0 0 0 0 -1 0
ABC 0 0 0 0 0 0 -1
D -1 -1 -1 1 1 1 -1
Tabella 96 I primi 8 alias sono ortogonali (algebricamente) fra loro, l’ultimo no: la non ortogonalità è
un problema comune alle frazioni irregolari. Come si vede, gli alias di tabella 2
rappresentano gli elementi della base che abbiamo indicato sopra a parte l’alias della
media che è cambiato
e’1 = e1 + e9
ciò è ovvio visto che in e1 la media I è confusa con D, ma noi abbiamo applicato il metodo
BW apposta per separare D, e infatti I e D vengono fuori in 2 alias separati come si vede
dalla tabella 2.
9.5 SCELTA DELLA BASE
Se aggiungessimo un altro stato, si arriverebbe alla frazione 10/16 ovvero 5/8 che
abbiamo già esaminato e poi si arriverebbe alle nuove frazioni 11/16, 13/16, 15/16 (in
quest’ultimo tutti gli effetti sarebbero confondibili con ±ABCD): non studio queste
frazioni tanto il lettore ha ormai acquisito gli strumenti concettuali e operativi per studiarleda solo:
• struttura degli alias associata a un sottospazio vettoriale
• metodo di Box-Wilson
La cosa importante da ricordare è che, quando sono in un piano P, con p stati di
prova e voglio passare a un piano P+1, con p+1 stati di prova, a seconda di quale effetto
si vuole separare, bisogna aggiungere un particolare stato di prova (può anche
essercene più di uno); nel piano ridotto di figura 6 è ovvio 112 aggiungere lo stato d per
separare il fattore D dagli altri ma in generale la scelta non è così semplice; per sapere
quale stato conviene aggiungere, bisogna indagare, con il metodo BW, la struttura degli
112 È ovvio perché in genere prima si stimano i fattori e poi, se possibile, le interazioni.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 247/320
2 - L’Approccio Scientifico alla Qualità
242
alias dei possibili piani alternativi P+1 (se si vuole separare un effetto), P+2 (se si vogliono
separare 2 effetti).....e scegliere la base che più si adatta alle esigenze dello sperimentatore,
tenendo anche conto della correlazione fra gli stimatori degli alias e del fatto che certe basi
non ammissibili (matrice X1T*X1 non invertibile).
Dunque nella scelta della base bisogna tenere conto di 2 esigenze contrapposte:
• una base interessante per lo sperimentatore
• una base ortogonale
Ricordo che l’ortogonalità della base implica la non correlazione fra gli stimatori degli
alias se la numerosità degli stati è costante. Quale delle 2 esigenze è primaria? Secondo
me la prima. Ecco perché dico che nei piani non geometrici non saturated di Plackett-
Burman, come quello del par. 8.5.1, ha poco senso la base ortogonale:
I + interazioni di ordine superiore
A + (1/3)*(-BC+BD+BE-CD-CE-DE) + interazioni di ordine superiore
B + (1/3)*(-AC+AD+AE-CD+CE-DE) + interazioni di ordine superiore
C + (1/3)*(-AB+AD+AE-CD+CE-DE) + interazioni di ordine superiore
D + (1/3)*(AB-AC-AE-BC-BE-CE) + interazioni di ordine superiore
E + (1/3)*(AB-AC-AD+BC-BD-CD) + interazioni di ordine superiore
(1/3) * (-AB+AC-AD+AE+BC-BD-BE+CD-CE-DE) + interazioni di ordine superiore
(1/3) * (-AB-AC-AD+AE-BC+BD-BE+CD-CE-DE) + interazioni di ordine superiore(1/3) * (AB+AC-AD-AE-BC-BD-BE-CD+CE+DE) + interazioni di ordine superiore
(1/3) * (-AB-AC-AD-AE+BC+BD-BE-CD-CE-DE) + interazioni di ordine superiore
(1/3) * (-AB-AC+AD-AE-BC-BD-BE+CD+CE-DE) + interazioni di ordine superiore
(1/3) * (-AB+AC+AD-AE-BC-BD+BE-CD-CE+DE) + interazioni di ordine superiore
perché gli ultimi 6 alias sono sprecati visto che non rappresentano niente di interessante;
inoltre tolgono 6 gradi di libertà che potrebbero essere attribuiti più utilmente a 6
interazioni che i tecnici ritengono di interesse.Ad esempio se si applica il metodo BW al modello:
Y=I+A+B+C+D+E+AB+AC+AD+BD+DE
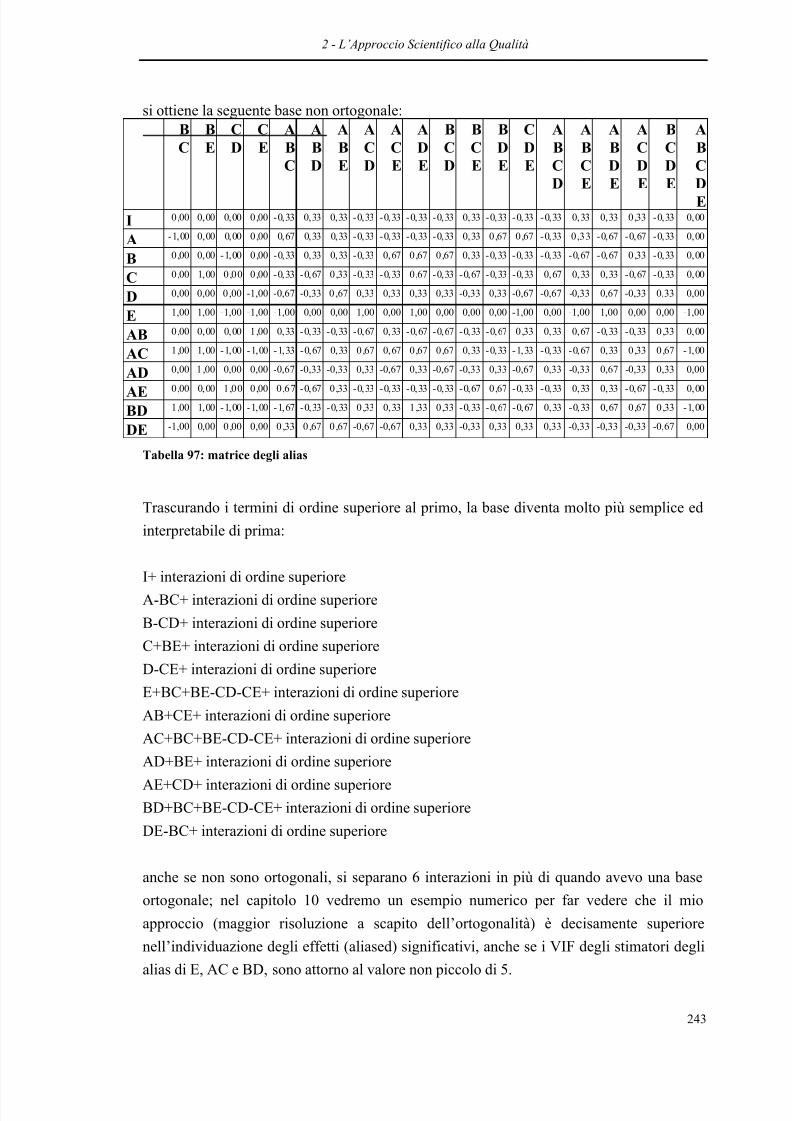
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 248/320
2 - L’Approccio Scientifico alla Qualità
243
si ottiene la seguente base non ortogonale:BC
BE
CD
CE
ABC
ABD
ABE
ACD
ACE
ADE
BCD
BCE
BDE
CDE
ABC
D
ABC
E
ABD
E
ACD
E
BCD
E
ABC
DEI 0,00 0,00 0,00 0,00 -0,33 0,33 0,33 -0,33 -0,33 -0,33 -0,33 0,33 -0,33 -0,33 -0,33 0,33 0,33 0,33 -0,33 0,00
A -1,00 0,00 0,00 0,00 0,67 0,33 0,33 -0,33 -0,33 -0,33 -0,33 0,33 0,67 0,67 -0,33 0,33 -0,67 -0,67 -0,33 0,00
B 0,00 0,00 -1,00 0,00 -0,33 0,33 0,33 -0,33 0,67 0,67 0,67 0,33 -0,33 -0,33 -0,33 -0,67 -0,67 0,33 -0,33 0,00
C 0,00 1,00 0,00 0,00 -0,33 -0,67 0,33 -0,33 -0,33 0,67 -0,33 -0,67 -0,33 -0,33 0,67 0,33 0,33 -0,67 -0,33 0,00
D 0,00 0,00 0,00 -1,00 -0,67 -0,33 0,67 0,33 0,33 0,33 0,33 -0,33 0,33 -0,67 -0,67 -0,33 0,67 -0,33 0,33 0,00
E 1,00 1,00 -1,00 -1,00 -1,00 0 ,00 0 ,00 1,00 0,00 1,00 0,00 0,00 0,00 -1,00 0,00 -1,00 1,00 0,00 0,00 -1,00
AB 0,00 0,00 0,00 1,00 0,33 -0,33 -0,33 -0,67 0,33 -0,67 -0,67 -0,33 -0,67 0,33 0,33 0,67 -0,33 -0,33 0,33 0,00
AC 1,00 1,00 -1,00 -1,00 -1,33 -0,67 0,33 0,67 0,67 0,67 0,67 0,33 -0,33 -1,33 -0,33 -0,67 0,33 0,33 0,67 -1,00
AD0,00 1,00 0,00 0,00 -0,67 -0,33 -0,33 0,33 -0,67 0,33 -0,67 -0,33 0,33 -0,67 0,33 -0,33 0,67 -0,33 0,33 0,00
AE 0,00 0,00 1,00 0,00 0,67 -0,67 0,33 -0,33 -0,33 -0,33 -0,33 -0,67 0,67 -0,33 -0,33 0,33 0,33 -0,67 -0,33 0,00
BD 1,00 1,00 -1,00 -1,00 -1,67 -0,33 -0,33 0,33 0,33 1,33 0,33 -0,33 -0,67 -0,67 0,33 -0,33 0,67 0,67 0,33 -1,00
DE -1,00 0,00 0,00 0,00 0,33 0,67 0,67 -0,67 -0,67 0,33 0,33 -0,33 0,33 0,33 0,33 -0,33 -0,33 -0,33 -0,67 0,00
Tabella 97: matrice degli alias
Trascurando i termini di ordine superiore al primo, la base diventa molto più semplice ed
interpretabile di prima:
I+ interazioni di ordine superioreA-BC+ interazioni di ordine superiore
B-CD+ interazioni di ordine superiore
C+BE+ interazioni di ordine superiore
D-CE+ interazioni di ordine superiore
E+BC+BE-CD-CE+ interazioni di ordine superiore
AB+CE+ interazioni di ordine superiore
AC+BC+BE-CD-CE+ interazioni di ordine superiore
AD+BE+ interazioni di ordine superioreAE+CD+ interazioni di ordine superiore
BD+BC+BE-CD-CE+ interazioni di ordine superiore
DE-BC+ interazioni di ordine superiore
anche se non sono ortogonali, si separano 6 interazioni in più di quando avevo una base
ortogonale; nel capitolo 10 vedremo un esempio numerico per far vedere che il mio
approccio (maggior risoluzione a scapito dell’ortogonalità) è decisamente superiore
nell’individuazione degli effetti (aliased) significativi, anche se i VIF degli stimatori deglialias di E, AC e BD, sono attorno al valore non piccolo di 5.
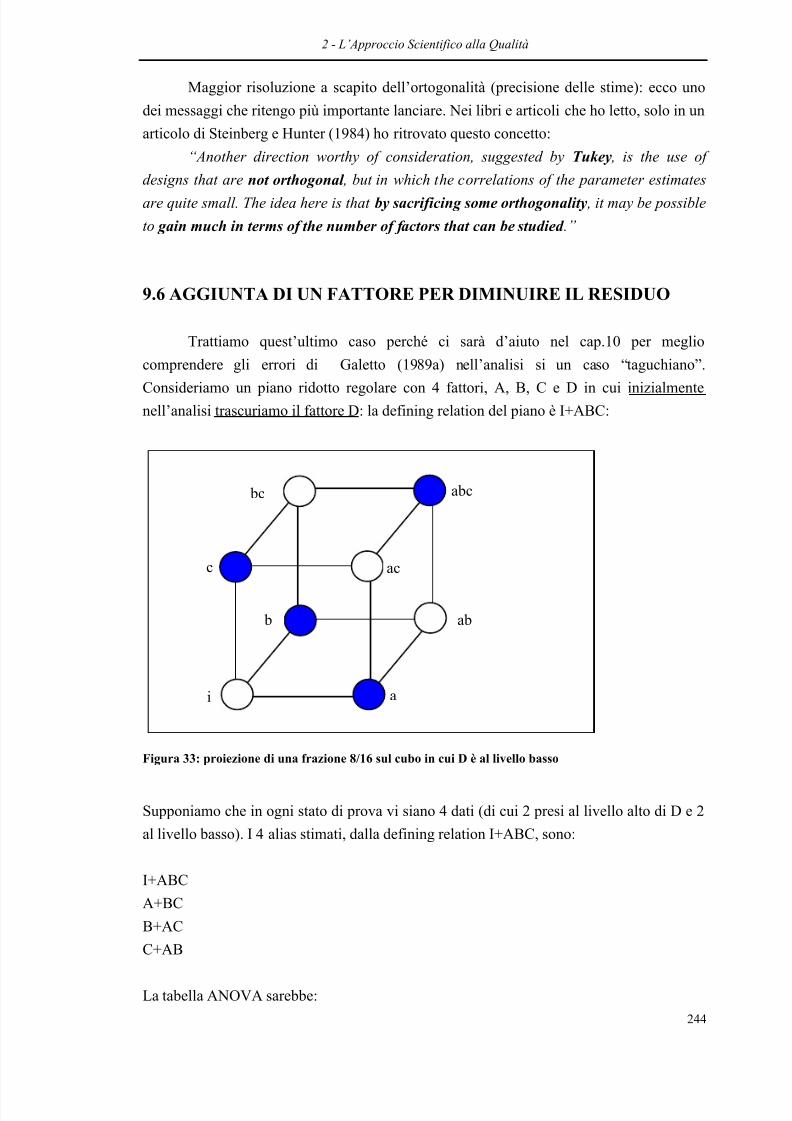
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 249/320
2 - L’Approccio Scientifico alla Qualità
244
Maggior risoluzione a scapito dell’ortogonalità (precisione delle stime): ecco uno
dei messaggi che ritengo più importante lanciare. Nei libri e articoli che ho letto, solo in un
articolo di Steinberg e Hunter (1984) ho ritrovato questo concetto:
“Another direction worthy of consideration, suggested by Tukey , is the use of
designs that are not orthogonal , but in which the correlations of the parameter estimates
are quite small. The idea here is that by sacrificing some orthogonality , it may be possible
to gain much in terms of the number of factors that can be studied .”
9.6 AGGIUNTA DI UN FATTORE PER DIMINUIRE IL RESIDUO
Trattiamo quest’ultimo caso perché ci sarà d’aiuto nel cap.10 per meglio
comprendere gli errori di Galetto (1989a) nell’analisi si un caso “taguchiano”.
Consideriamo un piano ridotto regolare con 4 fattori, A, B, C e D in cui inizialmente
nell’analisi trascuriamo il fattore D: la defining relation del piano è I+ABC:
Figura 33: proiezione di una frazione 8/16 sul cubo in cui D è al livello basso
Supponiamo che in ogni stato di prova vi siano 4 dati (di cui 2 presi al livello alto di D e 2
al livello basso). I 4 alias stimati, dalla defining relation I+ABC, sono:
I+ABC
A+BC
B+AC
C+AB
La tabella ANOVA sarebbe:
i a
ab b
c
bc abc
ac
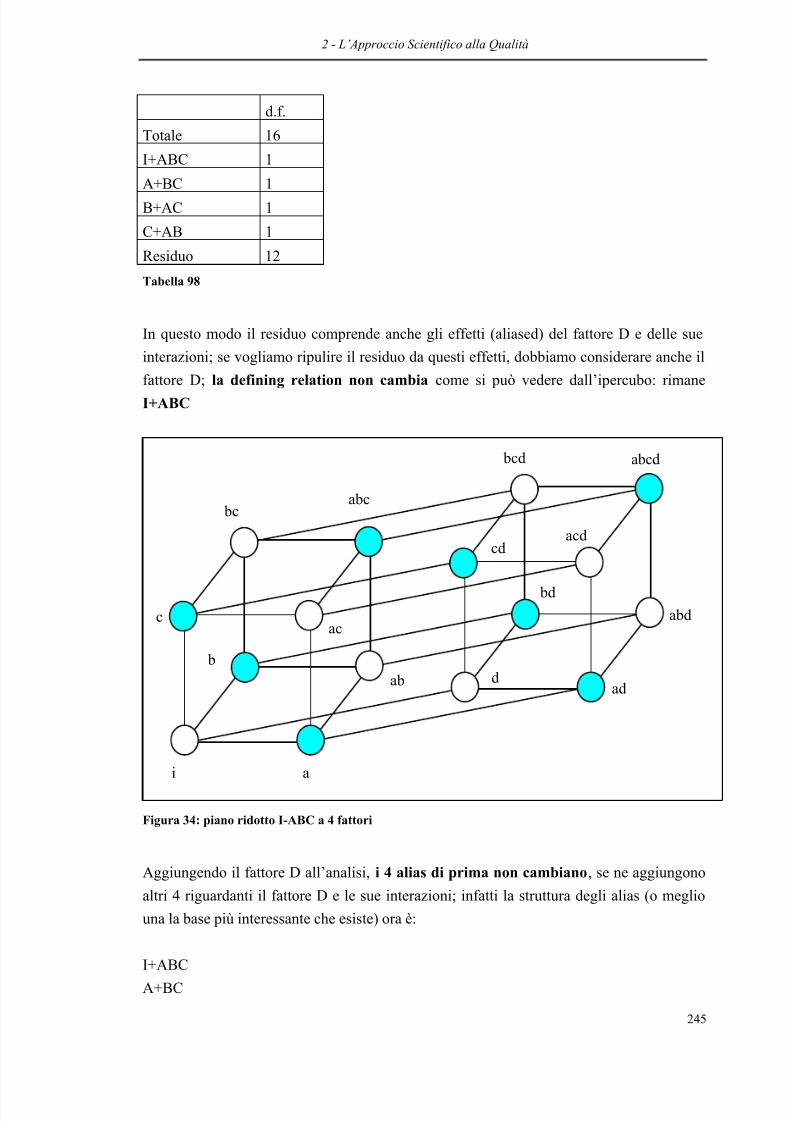
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 250/320
2 - L’Approccio Scientifico alla Qualità
245
d.f.
Totale 16
I+ABC 1
A+BC 1B+AC 1
C+AB 1
Residuo 12
Tabella 98
In questo modo il residuo comprende anche gli effetti (aliased) del fattore D e delle sue
interazioni; se vogliamo ripulire il residuo da questi effetti, dobbiamo considerare anche il
fattore D; la defining relation non cambia come si può vedere dall’ipercubo: rimaneI+ABC
Figura 34: piano ridotto I-ABC a 4 fattori
Aggiungendo il fattore D all’analisi, i 4 alias di prima non cambiano, se ne aggiungono
altri 4 riguardanti il fattore D e le sue interazioni; infatti la struttura degli alias (o meglio
una la base più interessante che esiste) ora è:
I+ABC
A+BC
ab
abc
i a
b
c
bc
acabd
abcd
dad
bd
cd
bcd
acd
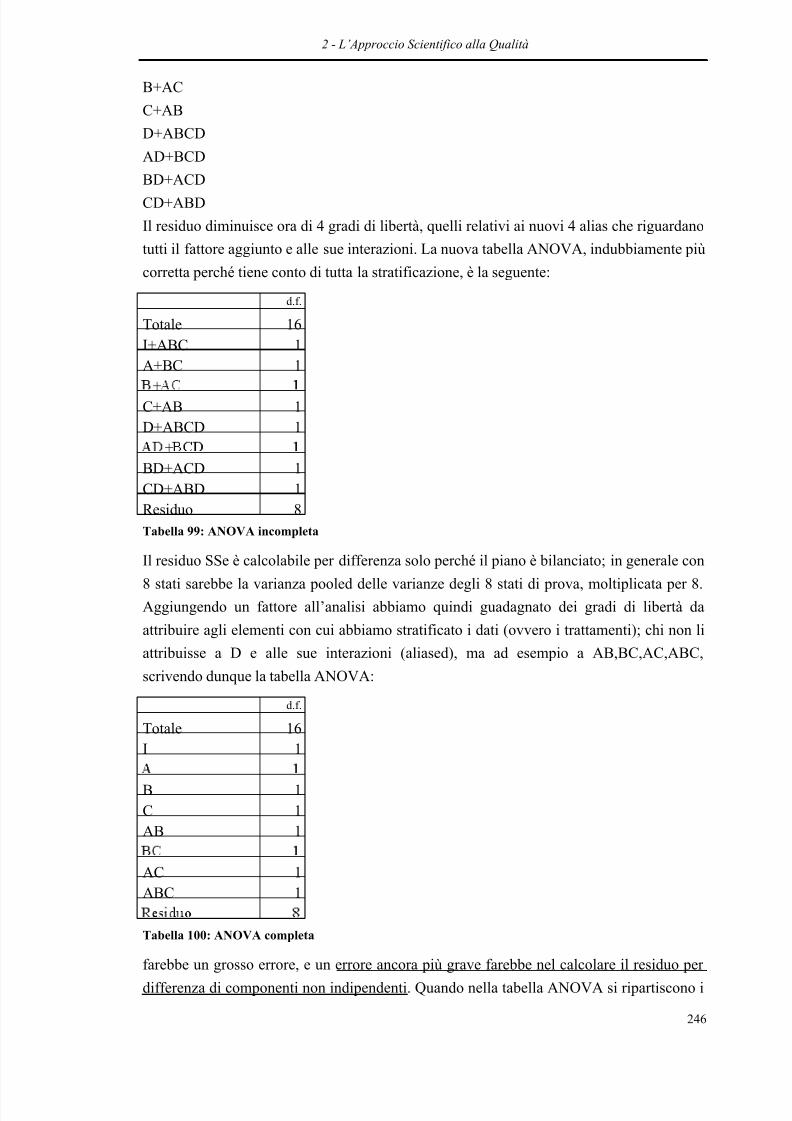
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 251/320
2 - L’Approccio Scientifico alla Qualità
246
B+AC
C+AB
D+ABCD
AD+BCD
BD+ACD
CD+ABD
Il residuo diminuisce ora di 4 gradi di libertà, quelli relativi ai nuovi 4 alias che riguardano
tutti il fattore aggiunto e alle sue interazioni. La nuova tabella ANOVA, indubbiamente più
corretta perché tiene conto di tutta la stratificazione, è la seguente:
d.f.
Totale 16I+ABC 1A+BC 1
+C+AB 1D+ABCD 1
+BD+ACD 1CD+ABD 1Residuo 8Tabella 99: ANOVA incompleta
Il residuo SSe è calcolabile per differenza solo perché il piano è bilanciato; in generale con
8 stati sarebbe la varianza pooled delle varianze degli 8 stati di prova, moltiplicata per 8.
Aggiungendo un fattore all’analisi abbiamo quindi guadagnato dei gradi di libertà da
attribuire agli elementi con cui abbiamo stratificato i dati (ovvero i trattamenti); chi non li
attribuisse a D e alle sue interazioni (aliased), ma ad esempio a AB,BC,AC,ABC,
scrivendo dunque la tabella ANOVA:
d.f.
Totale 16I 1
B 1C 1AB 1
AC 1ABC 1
Tabella 100: ANOVA completa
farebbe un grosso errore, e un errore ancora più grave farebbe nel calcolare il residuo per
differenza di componenti non indipendenti. Quando nella tabella ANOVA si ripartiscono i
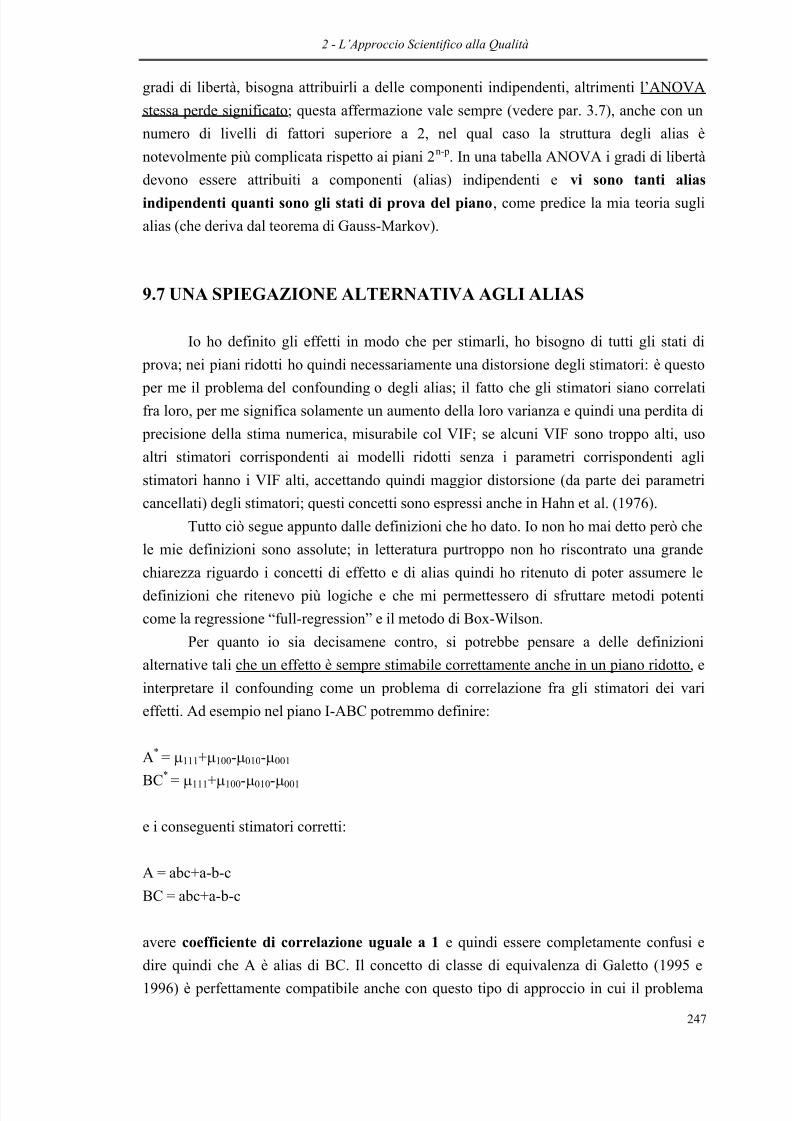
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 252/320
2 - L’Approccio Scientifico alla Qualità
247
gradi di libertà, bisogna attribuirli a delle componenti indipendenti, altrimenti l’ANOVA
stessa perde significato; questa affermazione vale sempre (vedere par. 3.7), anche con un
numero di livelli di fattori superiore a 2, nel qual caso la struttura degli alias è
notevolmente più complicata rispetto ai piani 2n-p. In una tabella ANOVA i gradi di libertà
devono essere attribuiti a componenti (alias) indipendenti e vi sono tanti alias
indipendenti quanti sono gli stati di prova del piano, come predice la mia teoria sugli
alias (che deriva dal teorema di Gauss-Markov).
9.7 UNA SPIEGAZIONE ALTERNATIVA AGLI ALIAS
Io ho definito gli effetti in modo che per stimarli, ho bisogno di tutti gli stati di
prova; nei piani ridotti ho quindi necessariamente una distorsione degli stimatori: è questo
per me il problema del confounding o degli alias; il fatto che gli stimatori siano correlati
fra loro, per me significa solamente un aumento della loro varianza e quindi una perdita di
precisione della stima numerica, misurabile col VIF; se alcuni VIF sono troppo alti, uso
altri stimatori corrispondenti ai modelli ridotti senza i parametri corrispondenti agli
stimatori hanno i VIF alti, accettando quindi maggior distorsione (da parte dei parametri
cancellati) degli stimatori; questi concetti sono espressi anche in Hahn et al. (1976).
Tutto ciò segue appunto dalle definizioni che ho dato. Io non ho mai detto però che
le mie definizioni sono assolute; in letteratura purtroppo non ho riscontrato una grande
chiarezza riguardo i concetti di effetto e di alias quindi ho ritenuto di poter assumere ledefinizioni che ritenevo più logiche e che mi permettessero di sfruttare metodi potenti
come la regressione “full-regression” e il metodo di Box-Wilson.
Per quanto io sia decisamene contro, si potrebbe pensare a delle definizioni
alternative tali che un effetto è sempre stimabile correttamente anche in un piano ridotto, e
interpretare il confounding come un problema di correlazione fra gli stimatori dei vari
effetti. Ad esempio nel piano I-ABC potremmo definire:
A*
= µ111+µ100-µ010-µ001 BC* = µ111+µ100-µ010-µ001
e i conseguenti stimatori corretti:
A = abc+a-b-c
BC = abc+a-b-c
avere coefficiente di correlazione uguale a 1 e quindi essere completamente confusi edire quindi che A è alias di BC. Il concetto di classe di equivalenza di Galetto (1995 e
1996) è perfettamente compatibile anche con questo tipo di approccio in cui il problema
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 253/320
2 - L’Approccio Scientifico alla Qualità
248
degli alias viene ricondotto alla correlazione: in questo caso la notazione A@BC
significherebbe che A è totalmente correlato con BC.
In situazioni irregolari come nella frazione 5/8
Figura 35: frazione 5/8
la definizione degli effetti potrebbe essere la seguente (in forma tabellare):
I A B AB C AC BC ABCµ000 1 -2 -3 3 -2 2 3 -1
µ010 1 -2 2 -2 -2 2 -2 4
µ110 1 3 2 3 -2 -3 -2 -1
µ101 1 3 -3 -2 3 2 -2 -1
µ011 1 -2 2 -2 3 -3 3 -1
Tabella 101: definizioni alternative di effetto
e i conseguenti coefficienti di correlazione fra gli stimatori sarebbero (se la numerosità è
costante):
I A B AB C AC BC ABCI 1 0 0 0 0 0 0 0
0 1 - 1/6 1/6 1/6 - 1/6 - 2/3 - 198/485B 0 - 1/6 1 - 1/6 - 1/6 - 2/3 - 1/6 198/485AB 0 1/6 - 1/6 1 - 2/3 - 1/6 1/6 - 198/485C 0 1/6 - 1/6 - 2/3 1 - 1/6 1/6 - 198/485
- - - - -BC 0 - 2/3 - 1/6 1/6 1/6 - 1/6 1 - 198/485ABC 0 - 198/485 198/485 - 198/485 - 198/485 - 198/485 1Tabella 102: correlazione fra gli stimatori (BLUE) degli effetti proposti
Visto che abbiamo 5 stati solamente 5 effetti sono indipendenti. Se scegliamo ad esempio i
primi 5, avremmo le seguenti “classi di equivalenza”:
i a
ab b
c
bc abc
ac
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 254/320
2 - L’Approccio Scientifico alla Qualità
249
I
A-1/6B+1/6AB+1/6C-1/6AC-2/3BC-198/485ABC
B-1/6A-1/6AB-1/6C-2/3AC-1/6BC+198/485ABC
AB+1/6A-1/6B-2/3C-1/6AC+1/6BC-198/485ABC
C+1/6A-16B-2/3AB-1/6AC+1/6BC+198/485ABC
dove i + e - non rappresentano più segni algebrici ma dei simboli. Se per un piano
scegliamo una base i cui alias sono ortogonali algebricamente e statisticamente, la struttura
degli alias, individuata dai 2 approcci è “uguale” simbolicamente: ricordiamo però che
dietro i simboli vi sono significati differenti.
Io sono molto critico verso l’approccio illustrato in questo paragrafo perché
secondo me non ha senso adattare la definizione di effetto a seconda del piano che si fa,
tuttavia l’ho illustrato per completezza di trattazione; per me gli effetti si stimano solo con
il piano completo e il confounding resta un problema di distorsione e così è anche trattato
il letteratura (Box e Meyer 1993, Barrantine 1996, Bisgaard 1993, Daniel 1976,
Montgomery 1991,.....); in letteratura (quella che ho esaminato) l’idea di vedere gli alias
come fenomeno di correlazione non è presente esplicitamente ma forse implicitamente sì:
infatti quando Pistone e Wynn (1996) dichiarano che in un piano 26-3
“Only one interaction is estimable together with all main effects” .
stanno assumendo delle definizioni di effetto del tipo riportate in questo paragrafo, ovvero
che si adattano a seconda del tipo di frazionamento che si fa.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 255/320
2 - L’Approccio Scientifico alla Qualità
250
CAPITOLO 10
APPLICAZIONI SU DATI REALI
10.1 QUALI METODI USIAMO?
Ricapitoliamo i metodi di analisi che abbiamo visto finora:
• analisi dei contrast (ANCON)
• analisi della covarianza (ANCOV)• regressione
modello sovraparametrizzato con le funzioni stimabili
modello sovraparametrizzato riparametrizzato
modello “cell-means”
modello “full-regression”
Con questi metodi abbiamo visto che è possibile scomporre la SStr 113 in tante componenti
indipendenti quanti sono gli stati di prova (meno 1 che riguarda la media), ciascuna con 1
grado di libertà. I metodi sono tutti corretti e come visto, per una certa ipotesi nulla portanoalla stessa decisione di rifiuto o accettazione. Però esistono dei metodi più efficienti di
altri, in termini computazionali e di informazione.
L’analisi dei contrast, legittimata dal teorema di Gauss-Markov, si può fare
velocemente, con fattori a 2 livelli, col metodo di Yates (se si accettano le mie definizioni
di effetto) ma a questo metodo è senz’altro superiore la regressione “full-regression” che
dà informazioni anche sulla correlazione degli stimatori usati, offrendo la possibilità di
studiare velocemente la non ortogonalità attraverso la matrice di correlazione.
L’analisi della covarianza offre l’utile possibilità di interpretare graficamente i
piani fattoriali quando i livelli dei fattori sono pochi, ma con tanti fattori e livelli diventa
113 Ricordo che essa rappresenta la somma dei quadrati dovuta alla stratificazione dei dati.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 256/320
2 - L’Approccio Scientifico alla Qualità
251
piuttosto onerosa. Il modello sovraparametrizzato è chiaramente meno efficiente di quello
full-regression: inoltre quest’ultimo offre la possibilità di esplicitare agevolmente la
struttura degli alias in ogni situazione. Il modello cell-means è utile quando non si
condividono le mie definizioni di effetto e alias, perché consente di testare le combinazioni
lineari delle medie degli stati di prova, che più si ritengono utili: è equivalente all’analisi
dei contrast.
Nei casi presentati in seguito io applicherò il modello full-regression, e la teoria
sugli alias, per far vedere la grande potenza di questi 2 strumenti nell’interpretazione di
qualunque tipo di piano fattoriale con fattori fissi114. Il capitolo non è solo applicativo ma
contiene anche dei contenuti teorici molto importanti che ho ritenuto di proporre solo
adesso perché si capiscono meglio con dei dati già analizzati da altri.
10.2 ANOVA ONE-WAY FULL-REGRESSION
Per trattare questo argomento ci basiamo su un esempio presentato in Galetto (1995
e 1996) in cui la risposta è lo spazio di frenata sul bagnato di 5 tipi di pneumatici, i primi 2
non radiali e gli altri 3 radiali.
1 2 3 4 5
143 158 146 174 171159 150 142 179 167152 140 129 163 145156 142 139 148 147
165 166Tabella 103
La tabella ANOVA, riportata in Galetto (1995 e 1996) è la seguente:
SS df MS F calcolata F0,95(4,22)
Totale 631775 27
Media 627766,2593 1
Totale corretto 4008,740741 26 154,1823
Trattamenti 1812,607407 4 453,1519 4,53949703 2,81670509
Residuo 2196,133333 22 99,82424
Tabella 104: ANOVA
Vediamo che il tipo di pneumatico influenza significativamente con un CL=0,95, la
risposta, nel senso che la variabilità della risposta per i 5 tipi di pneumatico non può essere
114 Ripeto ciò che avevo già detto nel cap.3; la tesi si limita allo studio di fattori fissi.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 257/320
2 - L’Approccio Scientifico alla Qualità
252
attribuita al caso. Sappiamo che almeno un pneumatico si comporta in modo
significativamente diverso dagli altri e a noi interessa capire quali sono le effettive sorgenti
di variabilità messe in luce solo in modo aggregato dalla SStr. Ecco perché dico che, anche
quando si hanno tanti livelli, conviene sempre dividere la somma dei quadrati del fattore in
tante componenti ciascuna con un grado di libertà. Anche Galetto mette in evidenza questo
importante punto e infatti scompone la SStr in 4 componenti riguardanti 4 contrast
ortogonali e precisamente:
C1* = µ1 - µ2
C2* = µ1 + µ2 -2µ3
C3* = µ4 - µ5
C4* = 2µ1 + 2µ2 + 2µ3 - 3µ4 - 3µ5
I risultati ottenuti applicando la formula:
SS C C
c
n
i
ii
( ) =
=∑
2
1
5
portano alla seguente tabella:
SS df MS F calcolata F0,95(1,22)Trattamenti 1812,607407 4 453,1519
C1 19,6 1 19,6 0,196345091 4,300944
C2 529,2 1 529,2 5,301317467 4,300944
C3 96,33333333 1 96,33333 0,965029446 4,300944
C4 1167,474074 1 1167,474 11,69529611 4,300944
Residuo 2196,133333 22 99,82424
Tabella 105: decomposizione ortogonale di SStr
Vediamo come possiamo riottenere gli stessi risultati col modello full-regression,
per la prima volta applicato ad un fattore con più di 2 livelli:
Y = I + C1*x1 + C2*x2 + C3*x3 + C4*x4
le variabili sono codificate in modo da rappresentare i confronti che ci interessano fra i vari
livelli: essendo la variabile qualitativa, ha poco senso la codifica dei polinomi ortogonali.
Mettiamo invece gli stessi coefficienti dei contrast proposti da Galetto: ad esempio la
variabile x1 assumerà i valori (1,-1,0,0,0), x2 sarà (1,1,-2,0,0)....In forma vettoriale abbiamo la matrice X:
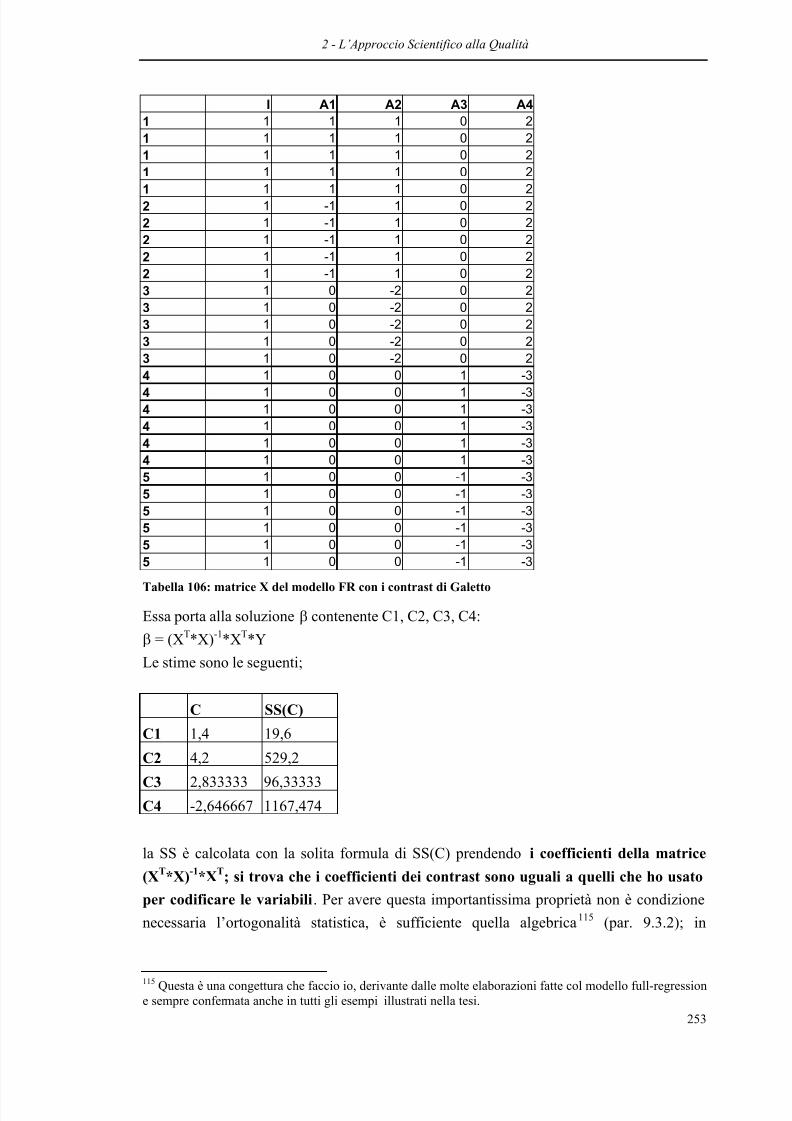
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 258/320
2 - L’Approccio Scientifico alla Qualità
253
I A1 A2 A3 A4
1 1 1 1 0 2
1 1 1 1 0 2
1 1 1 1 0 2
1 1 1 1 0 2
1 1 1 1 0 22 1 -1 1 0 2
2 1 -1 1 0 2
2 1 -1 1 0 2
2 1 -1 1 0 2
2 1 -1 1 0 2
3 1 0 -2 0 2
3 1 0 -2 0 2
3 1 0 -2 0 2
3 1 0 -2 0 2
3 1 0 -2 0 2
4 1 0 0 1 -34 1 0 0 1 -3
4 1 0 0 1 -3
4 1 0 0 1 -3
4 1 0 0 1 -3
4 1 0 0 1 -3
5 1 0 0 -1 -3
5 1 0 0 -1 -3
5 1 0 0 -1 -3
5 1 0 0 -1 -3
5 1 0 0 -1 -3
5 1 0 0 -1 -3
Tabella 106: matrice X del modello FR con i contrast di Galetto
Essa porta alla soluzione β contenente C1, C2, C3, C4:
β = (XT*X)-1*XT*Y
Le stime sono le seguenti;
C SS(C)
C1 1,4 19,6
C2 4,2 529,2C3 2,833333 96,33333
C4 -2,646667 1167,474
la SS è calcolata con la solita formula di SS(C) prendendo i coefficienti della matrice
(XT*X)-1*XT; si trova che i coefficienti dei contrast sono uguali a quelli che ho usato
per codificare le variabili. Per avere questa importantissima proprietà non è condizione
necessaria l’ortogonalità statistica, è sufficiente quella algebrica115 (par. 9.3.2); in
115 Questa è una congettura che faccio io, derivante dalle molte elaborazioni fatte col modello full-regressione sempre confermata anche in tutti gli esempi illustrati nella tesi.
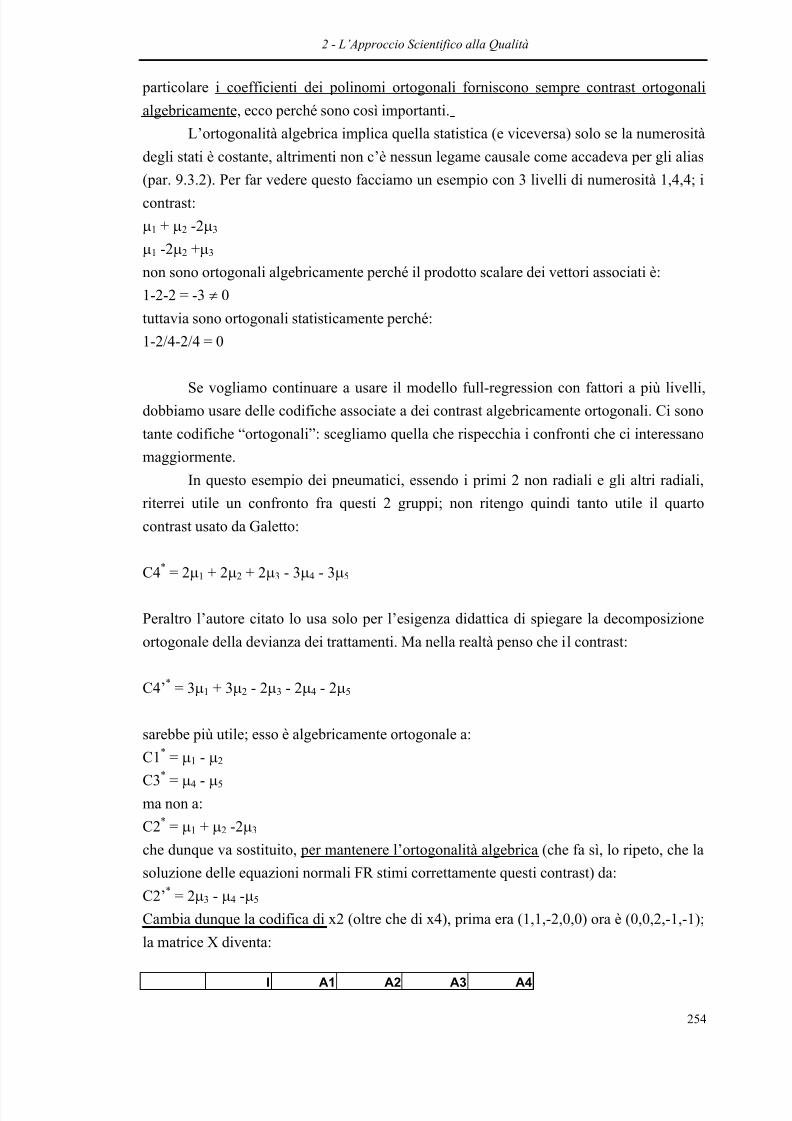
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 259/320
2 - L’Approccio Scientifico alla Qualità
254
particolare i coefficienti dei polinomi ortogonali forniscono sempre contrast ortogonali
algebricamente, ecco perché sono così importanti.
L’ortogonalità algebrica implica quella statistica (e viceversa) solo se la numerosità
degli stati è costante, altrimenti non c’è nessun legame causale come accadeva per gli alias
(par. 9.3.2). Per far vedere questo facciamo un esempio con 3 livelli di numerosità 1,4,4; i
contrast:
µ1 + µ2 -2µ3
µ1 -2µ2 +µ3
non sono ortogonali algebricamente perché il prodotto scalare dei vettori associati è:
1-2-2 = -3 ≠ 0
tuttavia sono ortogonali statisticamente perché:
1-2/4-2/4 = 0
Se vogliamo continuare a usare il modello full-regression con fattori a più livelli,
dobbiamo usare delle codifiche associate a dei contrast algebricamente ortogonali. Ci sono
tante codifiche “ortogonali”: scegliamo quella che rispecchia i confronti che ci interessano
maggiormente.
In questo esempio dei pneumatici, essendo i primi 2 non radiali e gli altri radiali,
riterrei utile un confronto fra questi 2 gruppi; non ritengo quindi tanto utile il quarto
contrast usato da Galetto:
C4* = 2µ1 + 2µ2 + 2µ3 - 3µ4 - 3µ5
Peraltro l’autore citato lo usa solo per l’esigenza didattica di spiegare la decomposizione
ortogonale della devianza dei trattamenti. Ma nella realtà penso che il contrast:
C4’* = 3µ1 + 3µ2 - 2µ3 - 2µ4 - 2µ5
sarebbe più utile; esso è algebricamente ortogonale a:
C1*
= µ1 - µ2 C3* = µ4 - µ5
ma non a:
C2* = µ1 + µ2 -2µ3
che dunque va sostituito, per mantenere l’ortogonalità algebrica (che fa sì, lo ripeto, che la
soluzione delle equazioni normali FR stimi correttamente questi contrast) da:
C2’* = 2µ3 - µ4 -µ5
Cambia dunque la codifica di x2 (oltre che di x4), prima era (1,1,-2,0,0) ora è (0,0,2,-1,-1);
la matrice X diventa:
I A1 A2 A3 A4
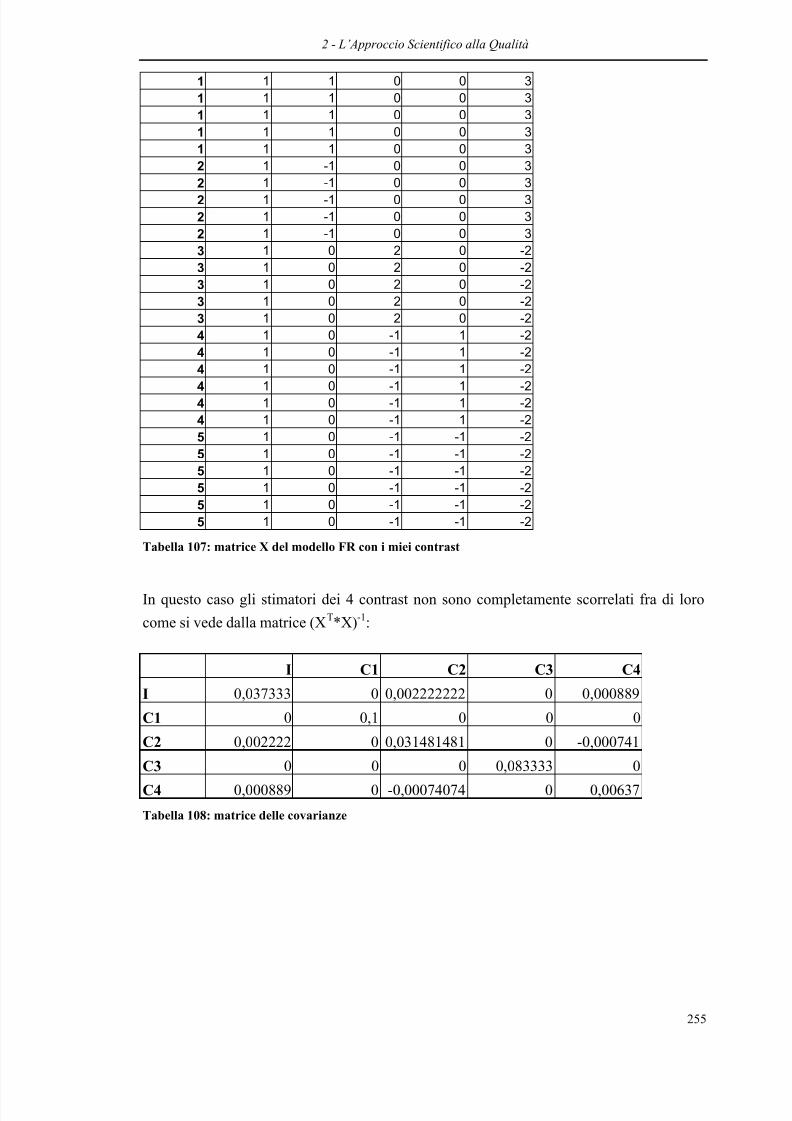
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 260/320
2 - L’Approccio Scientifico alla Qualità
255
1 1 1 0 0 3
1 1 1 0 0 3
1 1 1 0 0 3
1 1 1 0 0 3
1 1 1 0 0 3
2 1 -1 0 0 3
2 1 -1 0 0 32 1 -1 0 0 3
2 1 -1 0 0 3
2 1 -1 0 0 3
3 1 0 2 0 -2
3 1 0 2 0 -2
3 1 0 2 0 -2
3 1 0 2 0 -2
3 1 0 2 0 -2
4 1 0 -1 1 -2
4 1 0 -1 1 -2
4 1 0 -1 1 -2
4 1 0 -1 1 -2
4 1 0 -1 1 -2
4 1 0 -1 1 -2
5 1 0 -1 -1 -2
5 1 0 -1 -1 -2
5 1 0 -1 -1 -2
5 1 0 -1 -1 -2
5 1 0 -1 -1 -2
5 1 0 -1 -1 -2
Tabella 107: matrice X del modello FR con i miei contrast
In questo caso gli stimatori dei 4 contrast non sono completamente scorrelati fra di loro
come si vede dalla matrice (XT*X)-1:
I C1 C2 C3 C4
I 0,037333 0 0,002222222 0 0,000889
C1 0 0,1 0 0 0
C2 0,002222 0 0,031481481 0 -0,000741
C3 0 0 0 0,083333 0C4 0,000889 0 -0,00074074 0 0,00637
Tabella 108: matrice delle covarianze
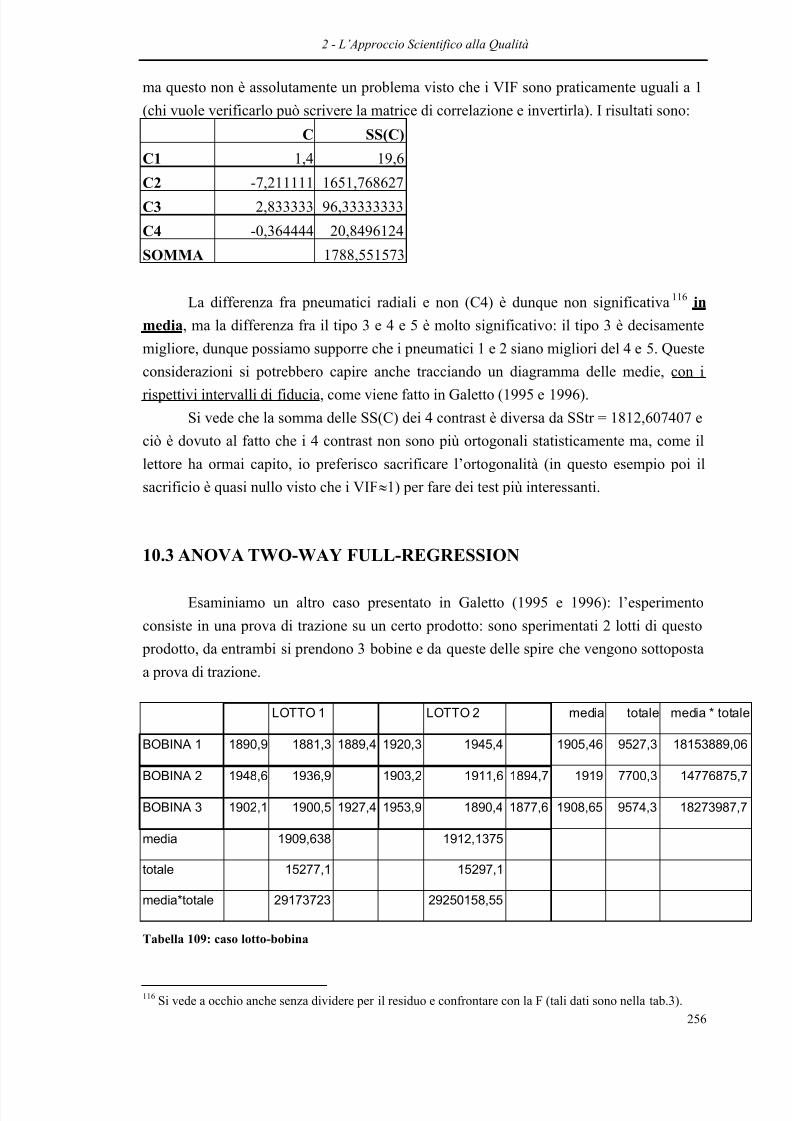
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 261/320
2 - L’Approccio Scientifico alla Qualità
256
ma questo non è assolutamente un problema visto che i VIF sono praticamente uguali a 1
(chi vuole verificarlo può scrivere la matrice di correlazione e invertirla). I risultati sono:
C SS(C)
C1 1,4 19,6
C2 -7,211111 1651,768627C3 2,833333 96,33333333
C4 -0,364444 20,8496124
SOMMA 1788,551573
La differenza fra pneumatici radiali e non (C4) è dunque non significativa116 in
media, ma la differenza fra il tipo 3 e 4 e 5 è molto significativo: il tipo 3 è decisamente
migliore, dunque possiamo supporre che i pneumatici 1 e 2 siano migliori del 4 e 5. Queste
considerazioni si potrebbero capire anche tracciando un diagramma delle medie, con i
rispettivi intervalli di fiducia, come viene fatto in Galetto (1995 e 1996).
Si vede che la somma delle SS(C) dei 4 contrast è diversa da SStr = 1812,607407 e
ciò è dovuto al fatto che i 4 contrast non sono più ortogonali statisticamente ma, come il
lettore ha ormai capito, io preferisco sacrificare l’ortogonalità (in questo esempio poi il
sacrificio è quasi nullo visto che i VIF≈1) per fare dei test più interessanti.
10.3 ANOVA TWO-WAY FULL-REGRESSION
Esaminiamo un altro caso presentato in Galetto (1995 e 1996): l’esperimento
consiste in una prova di trazione su un certo prodotto: sono sperimentati 2 lotti di questo
prodotto, da entrambi si prendono 3 bobine e da queste delle spire che vengono sottoposta
a prova di trazione.
LOTTO 1 LOTTO 2 media totale media * totale
BOBINA 1 1890,9 1881,3 1889,4 1920,3 1945,4 1905,46 9527,3 18153889,06
BOBINA 2 1948,6 1936,9 1903,2 1911,6 1894,7 1919 7700,3 14776875,7
BOBINA 3 1902,1 1900,5 1927,4 1953,9 1890,4 1877,6 1908,65 9574,3 18273987,7
media 1909,638 1912,1375
totale 15277,1 15297,1
media*totale 29173723 29250158,55
Tabella 109: caso lotto-bobina
116 Si vede a occhio anche senza dividere per il residuo e confrontare con la F (tali dati sono nella tab.3).
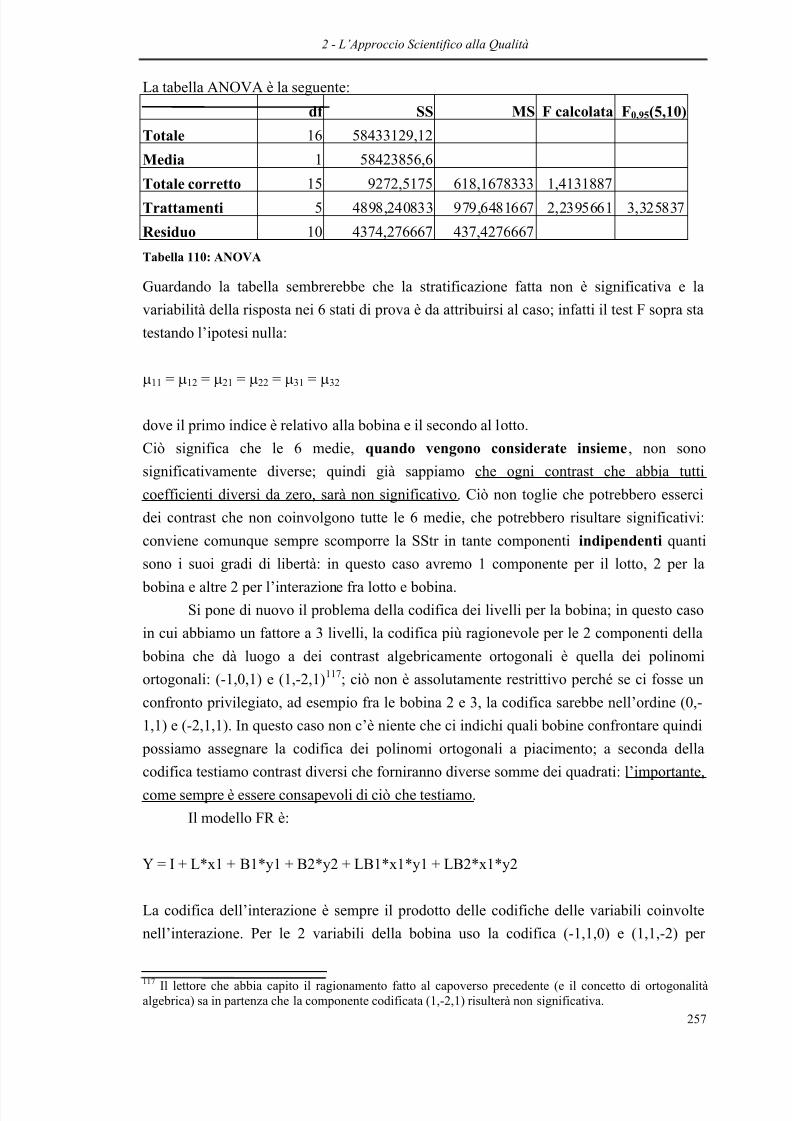
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 262/320
2 - L’Approccio Scientifico alla Qualità
257
La tabella ANOVA è la seguente:
df SS MS F calcolata F0,95(5,10)
Totale 16 58433129,12
Media 1 58423856,6
Totale corretto 15 9272,5175 618,1678333 1,4131887Trattamenti 5 4898,240833 979,6481667 2,2395661 3,325837
Residuo 10 4374,276667 437,4276667
Tabella 110: ANOVA
Guardando la tabella sembrerebbe che la stratificazione fatta non è significativa e la
variabilità della risposta nei 6 stati di prova è da attribuirsi al caso; infatti il test F sopra sta
testando l’ipotesi nulla:
µ11 = µ12 = µ21 = µ22 = µ31 = µ32
dove il primo indice è relativo alla bobina e il secondo al lotto.
Ciò significa che le 6 medie, quando vengono considerate insieme, non sono
significativamente diverse; quindi già sappiamo che ogni contrast che abbia tutti
coefficienti diversi da zero, sarà non significativo. Ciò non toglie che potrebbero esserci
dei contrast che non coinvolgono tutte le 6 medie, che potrebbero risultare significativi:
conviene comunque sempre scomporre la SStr in tante componenti indipendenti quanti
sono i suoi gradi di libertà: in questo caso avremo 1 componente per il lotto, 2 per la bobina e altre 2 per l’interazione fra lotto e bobina.
Si pone di nuovo il problema della codifica dei livelli per la bobina; in questo caso
in cui abbiamo un fattore a 3 livelli, la codifica più ragionevole per le 2 componenti della
bobina che dà luogo a dei contrast algebricamente ortogonali è quella dei polinomi
ortogonali: (-1,0,1) e (1,-2,1)117; ciò non è assolutamente restrittivo perché se ci fosse un
confronto privilegiato, ad esempio fra le bobina 2 e 3, la codifica sarebbe nell’ordine (0,-
1,1) e (-2,1,1). In questo caso non c’è niente che ci indichi quali bobine confrontare quindi
possiamo assegnare la codifica dei polinomi ortogonali a piacimento; a seconda della
codifica testiamo contrast diversi che forniranno diverse somme dei quadrati: l’importante,
come sempre è essere consapevoli di ciò che testiamo.
Il modello FR è:
Y = I + L*x1 + B1*y1 + B2*y2 + LB1*x1*y1 + LB2*x1*y2
La codifica dell’interazione è sempre il prodotto delle codifiche delle variabili coinvolte
nell’interazione. Per le 2 variabili della bobina uso la codifica (-1,1,0) e (1,1,-2) per
117 Il lettore che abbia capito il ragionamento fatto al capoverso precedente (e il concetto di ortogonalitàalgebrica) sa in partenza che la componente codificata (1,-2,1) risulterà non significativa.
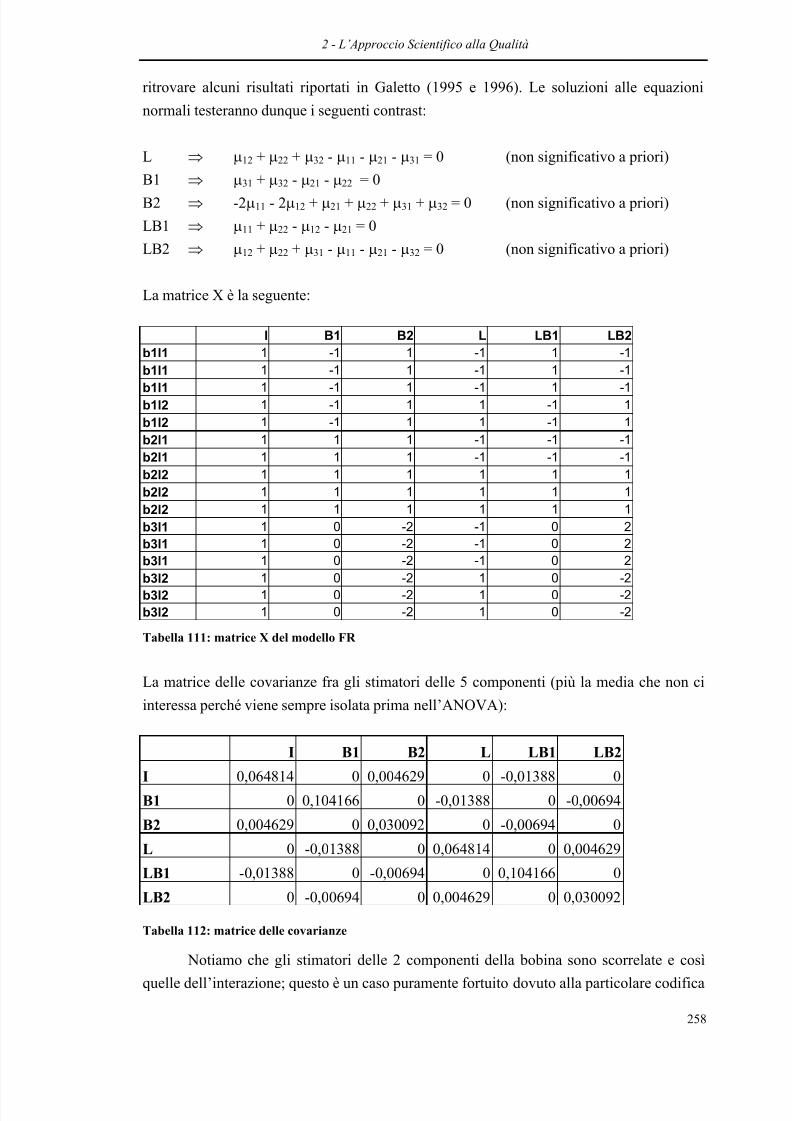
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 263/320
2 - L’Approccio Scientifico alla Qualità
258
ritrovare alcuni risultati riportati in Galetto (1995 e 1996). Le soluzioni alle equazioni
normali testeranno dunque i seguenti contrast:
L ⇒ µ12 + µ22 + µ32 - µ11 - µ21 - µ31 = 0 (non significativo a priori)
B1 ⇒ µ31 + µ32 - µ21 - µ22 = 0
B2 ⇒ -2µ11 - 2µ12 + µ21 + µ22 + µ31 + µ32 = 0 (non significativo a priori)
LB1 ⇒ µ11 + µ22 - µ12 - µ21 = 0
LB2 ⇒ µ12 + µ22 + µ31 - µ11 - µ21 - µ32 = 0 (non significativo a priori)
La matrice X è la seguente:
I B1 B2 L LB1 LB2
b1l1 1 -1 1 -1 1 -1
b1l1 1 -1 1 -1 1 -1
b1l1 1 -1 1 -1 1 -1
b1l2 1 -1 1 1 -1 1
b1l2 1 -1 1 1 -1 1
b2l1 1 1 1 -1 -1 -1
b2l1 1 1 1 -1 -1 -1
b2l2 1 1 1 1 1 1
b2l2 1 1 1 1 1 1
b2l2 1 1 1 1 1 1
b3l1 1 0 -2 -1 0 2
b3l1 1 0 -2 -1 0 2
b3l1 1 0 -2 -1 0 2
b3l2 1 0 -2 1 0 -2
b3l2 1 0 -2 1 0 -2
b3l2 1 0 -2 1 0 -2
Tabella 111: matrice X del modello FR
La matrice delle covarianze fra gli stimatori delle 5 componenti (più la media che non ci
interessa perché viene sempre isolata prima nell’ANOVA):
I B1 B2 L LB1 LB2I 0,064814 0 0,004629 0 -0,01388 0
B1 0 0,104166 0 -0,01388 0 -0,00694
B2 0,004629 0 0,030092 0 -0,00694 0
L 0 -0,01388 0 0,064814 0 0,004629
LB1 -0,01388 0 -0,00694 0 0,104166 0
LB2 0 -0,00694 0 0,004629 0 0,030092
Tabella 112: matrice delle covarianze
Notiamo che gli stimatori delle 2 componenti della bobina sono scorrelate e così
quelle dell’interazione; questo è un caso puramente fortuito dovuto alla particolare codifica
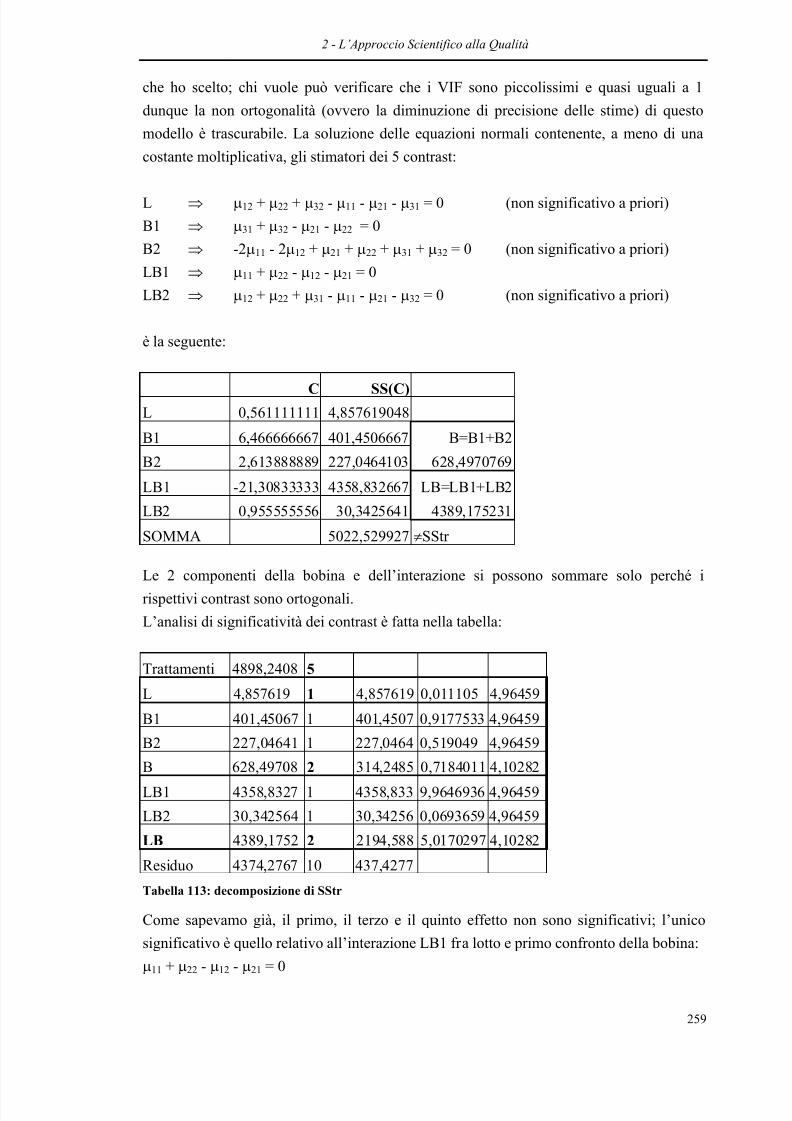
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 264/320
2 - L’Approccio Scientifico alla Qualità
259
che ho scelto; chi vuole può verificare che i VIF sono piccolissimi e quasi uguali a 1
dunque la non ortogonalità (ovvero la diminuzione di precisione delle stime) di questo
modello è trascurabile. La soluzione delle equazioni normali contenente, a meno di una
costante moltiplicativa, gli stimatori dei 5 contrast:
L ⇒ µ12 + µ22 + µ32 - µ11 - µ21 - µ31 = 0 (non significativo a priori)
B1 ⇒ µ31 + µ32 - µ21 - µ22 = 0
B2 ⇒ -2µ11 - 2µ12 + µ21 + µ22 + µ31 + µ32 = 0 (non significativo a priori)
LB1 ⇒ µ11 + µ22 - µ12 - µ21 = 0
LB2 ⇒ µ12 + µ22 + µ31 - µ11 - µ21 - µ32 = 0 (non significativo a priori)
è la seguente:
C SS(C)
L 0,561111111 4,857619048
B1 6,466666667 401,4506667 B=B1+B2
B2 2,613888889 227,0464103 628,4970769
LB1 -21,30833333 4358,832667 LB=LB1+LB2
LB2 0,955555556 30,3425641 4389,175231
SOMMA 5022,529927 ≠SStr
Le 2 componenti della bobina e dell’interazione si possono sommare solo perché irispettivi contrast sono ortogonali.
L’analisi di significatività dei contrast è fatta nella tabella:
Trattamenti 4898,2408 5
L 4,857619 1 4,857619 0,011105 4,96459
B1 401,45067 1 401,4507 0,9177533 4,96459
B2 227,04641 1 227,0464 0,519049 4,96459
B 628,49708 2 314,2485 0,7184011 4,10282
LB1 4358,8327 1 4358,833 9,9646936 4,96459
LB2 30,342564 1 30,34256 0,0693659 4,96459
LB 4389,1752 2 2194,588 5,0170297 4,10282
Residuo 4374,2767 10 437,4277
Tabella 113: decomposizione di SStr
Come sapevamo già, il primo, il terzo e il quinto effetto non sono significativi; l’unico
significativo è quello relativo all’interazione LB1 fra lotto e primo confronto della bobina:µ11 + µ22 - µ12 - µ21 = 0

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 265/320
2 - L’Approccio Scientifico alla Qualità
260
e se si osservano le stime delle medie contrapposte dal contrast si capisce subito perché è
significativo; se si fosse fatta l’ANOVA solo sugli stati 11,12,21,22 i trattamenti sarebbero
risultati significativi: provare per credere. Parlare genericamente di interazione fra lotto e
bobina serve a poco secondo me; mettiamo invece in luce qual è la componente
dell’interazione che genera variabilità come è fatto in tab.11; il modello full-regression
permette tutto ciò in pochissimo tempo.
L’unico risultato uguale a quelli (presentati come risultati corretti) in Galetto (1995
e 1996) è quello dell’interazione; come spiegato nel cap.7, il metodo di Galetto ha il difetto
di non partire da delle ipotesi nulle formalizzate; in questo caso l’ipotesi nulla implicita
nella scrittura del modello additivo di Galetto è:
αβ11 = k
αβ12 = k
αβ21 = k
αβ22 = k
αβ31 = k
αβ33 = k
dove α è la bobina e β è il lotto; l’ipotesi sopra è equivalente a:
αβ11 + αβ22 -αβ12 - αβ21 = 0
αβ12 + αβ22 + αβ31 - αβ11 - αβ21 - αβ32 = 0αβ11 -αβ12 = 0
αβ31 - αβ11 = 0
che è solo parzialmente testabile perché solo le prime 2 sono funzioni stimabili e sono
proprio quelle che ho testato io, ecco perché il risultato dell’interazione è numericamente
uguale.
I risultati dei fattori in Galetto, si possono ritrovare usando un modello full-
regression ridotto in cui non ci sono le componenti dell’interazione:
Y = I + L*x1 + B1*y1 + B2*y2
in forma matriciale Y = X1*β; non riscrivo la matrice Z di questo modello perché è
assolutamente identica a quella di tab.9 senza le ultime 2 colonne LB1 e LB2; queste 2
colonne formano la matrice X2 nella terminologia che ho introdotto circa il metodo di Box-
Wilson; infatti con l’uso di questo modello si creano degli alias perché gli effetti del lotto e
della bobina saranno distorti dall’interazione cancellata dal modello. La matrice (X1
T
*X1)
-1
è la seguente:
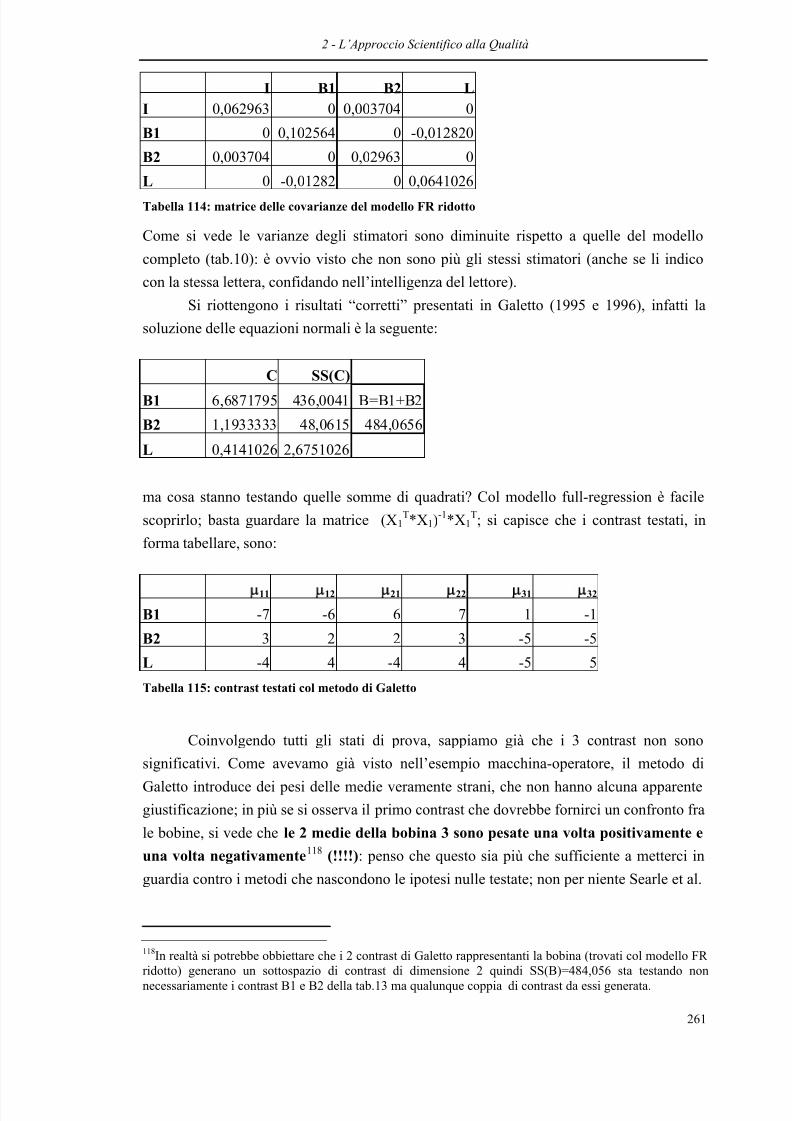
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 266/320
2 - L’Approccio Scientifico alla Qualità
261
I B1 B2 LI 0,062963 0 0,003704 0
B1 0 0,102564 0 -0,012820
B2 0,003704 0 0,02963 0
L 0 -0,01282 0 0,0641026
Tabella 114: matrice delle covarianze del modello FR ridotto
Come si vede le varianze degli stimatori sono diminuite rispetto a quelle del modello
completo (tab.10): è ovvio visto che non sono più gli stessi stimatori (anche se li indico
con la stessa lettera, confidando nell’intelligenza del lettore).
Si riottengono i risultati “corretti” presentati in Galetto (1995 e 1996), infatti la
soluzione delle equazioni normali è la seguente:
C SS(C)B1 6,6871795 436,0041 B=B1+B2
B2 1,1933333 48,0615 484,0656
L 0,4141026 2,6751026
ma cosa stanno testando quelle somme di quadrati? Col modello full-regression è facile
scoprirlo; basta guardare la matrice (X1T*X1)
-1*X1T; si capisce che i contrast testati, in
forma tabellare, sono:
µ11 µ12 µ21 µ22 µ31 µ32
B1 -7 -6 6 7 1 -1
B2 3 2 2 3 -5 -5
L -4 4 -4 4 -5 5
Tabella 115: contrast testati col metodo di Galetto
Coinvolgendo tutti gli stati di prova, sappiamo già che i 3 contrast non sono
significativi. Come avevamo già visto nell’esempio macchina-operatore, il metodo diGaletto introduce dei pesi delle medie veramente strani, che non hanno alcuna apparente
giustificazione; in più se si osserva il primo contrast che dovrebbe fornirci un confronto fra
le bobine, si vede che le 2 medie della bobina 3 sono pesate una volta positivamente e
una volta negativamente118 (!!!!): penso che questo sia più che sufficiente a metterci in
guardia contro i metodi che nascondono le ipotesi nulle testate; non per niente Searle et al.
118In realtà si potrebbe obbiettare che i 2 contrast di Galetto rappresentanti la bobina (trovati col modello FR ridotto) generano un sottospazio di contrast di dimensione 2 quindi SS(B)=484,056 sta testando nonnecessariamente i contrast B1 e B2 della tab.13 ma qualunque coppia di contrast da essi generata.
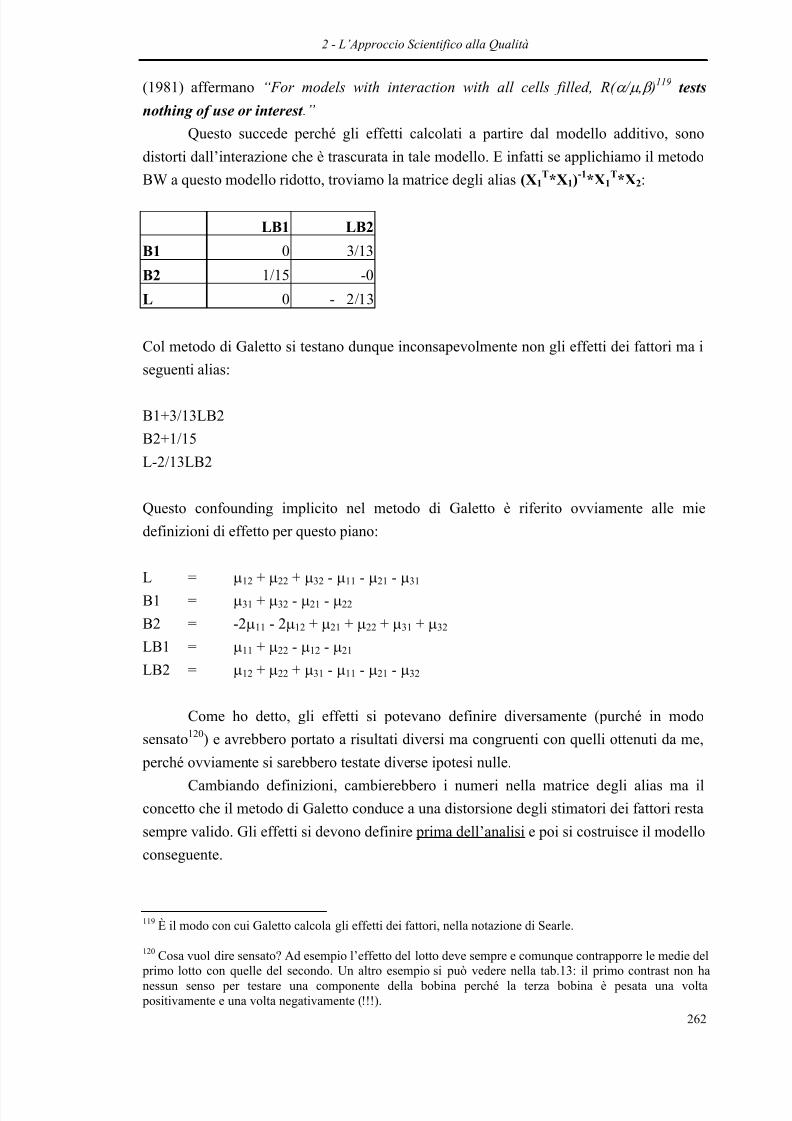
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 267/320
2 - L’Approccio Scientifico alla Qualità
262
(1981) affermano “For models with interaction with all cells filled, R( α / µ , β )119
tests
nothing of use or interest .”
Questo succede perché gli effetti calcolati a partire dal modello additivo, sono
distorti dall’interazione che è trascurata in tale modello. E infatti se applichiamo il metodo
BW a questo modello ridotto, troviamo la matrice degli alias (X1T*X1)
-1*X1T*X2:
LB1 LB2
B1 0 3/13
B2 1/15 -0
L 0 - 2/13
Col metodo di Galetto si testano dunque inconsapevolmente non gli effetti dei fattori ma i
seguenti alias:
B1+3/13LB2
B2+1/15
L-2/13LB2
Questo confounding implicito nel metodo di Galetto è riferito ovviamente alle mie
definizioni di effetto per questo piano:
L = µ12 + µ22 + µ32 - µ11 - µ21 - µ31
B1 = µ31 + µ32 - µ21 - µ22
B2 = -2µ11 - 2µ12 + µ21 + µ22 + µ31 + µ32
LB1 = µ11 + µ22 - µ12 - µ21
LB2 = µ12 + µ22 + µ31 - µ11 - µ21 - µ32
Come ho detto, gli effetti si potevano definire diversamente (purché in modo
sensato120) e avrebbero portato a risultati diversi ma congruenti con quelli ottenuti da me,
perché ovviamente si sarebbero testate diverse ipotesi nulle.Cambiando definizioni, cambierebbero i numeri nella matrice degli alias ma il
concetto che il metodo di Galetto conduce a una distorsione degli stimatori dei fattori resta
sempre valido. Gli effetti si devono definire prima dell’analisi e poi si costruisce il modello
conseguente.
119 È il modo con cui Galetto calcola gli effetti dei fattori, nella notazione di Searle.
120 Cosa vuol dire sensato? Ad esempio l’effetto del lotto deve sempre e comunque contrapporre le medie del primo lotto con quelle del secondo. Un altro esempio si può vedere nella tab.13: il primo contrast non hanessun senso per testare una componente della bobina perché la terza bobina è pesata una volta positivamente e una volta negativamente (!!!).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 268/320
2 - L’Approccio Scientifico alla Qualità
263
Se il lettore prova a scrivere i contrast della tab.13 in termini dei parametri del
modello sovraparametrizzato, otterrebbe delle espressioni lunghe e apparentemente121
prive di senso: chi pensava che
SS(A) = SS(I+A+B) - SS(I+B)
SS(B) = SS(I+A+B) - SS(I+A)
testassero le ipotesi (in realtà non testabili come è stato chiarito nel cap.7):
α1 = α2
α2 = α3
β1 = β2
rimarrebbe molto deluso.
Galetto (11995 e 1996) presenta anche i risultati “sbagliati” ottenuti con il “Questo per
questo”; essi si potrebbero riottenere con i 2 modelli full-regression ridotti:
Y = I + L*x1
Y = I + B1*y1 + B2*y2
Lo lascio come utile esercizio al lettore che scoprirà che i risultati “sbagliati”:
SS(B) = 505,39
SS(L) = 25
testano delle cose più interessanti (secondo me) dei risultati “corretti”:
SS(B) = 484,07
SS(L) = 2,67
In particolare il lettore troverà che:
SS(B) = 505,39testa le 2 ipotesi nulle:
µ2. - µ1.
2µ3.- µ2.-µ1.
Le ipotesi sono, a mio parere, più interessanti di quelle di tab.13, presentando però il solito
inconveniente del “Questo per questo” ovvero di ignorare la presenza degli altri fattori. La
somma dei quadrati dovuta al lotto:SS(L) = 24
testa invece:
µ.2 - µ.1
Questo esempio ha messo in luce la grande potenza del modello full-regression, anche con
fattori a più livelli; nel prossimo esempio introduciamo gli alias.
121 Il primo contrast della tab.15 è assolutamente inadeguato a rappresentare una componente della bobina;gli altri devono giustificare i differenti pesi per le medie.
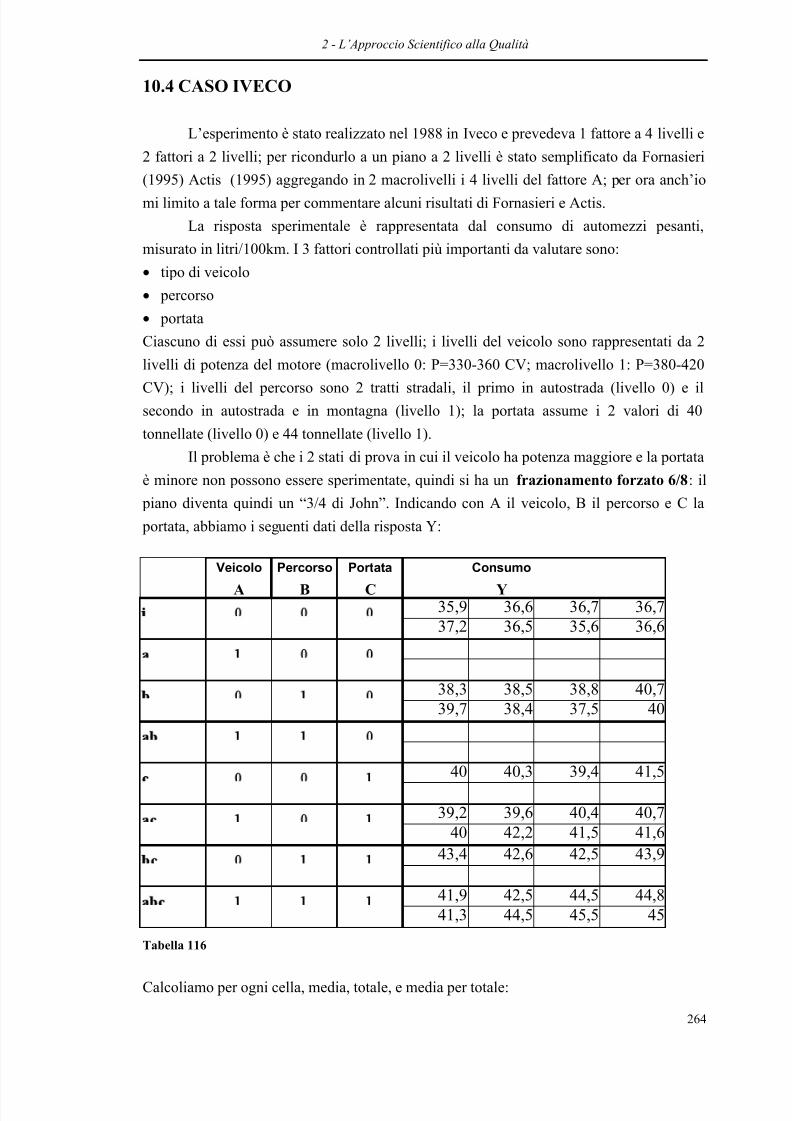
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 269/320
2 - L’Approccio Scientifico alla Qualità
264
10.4 CASO IVECO
L’esperimento è stato realizzato nel 1988 in Iveco e prevedeva 1 fattore a 4 livelli e
2 fattori a 2 livelli; per ricondurlo a un piano a 2 livelli è stato semplificato da Fornasieri
(1995) Actis (1995) aggregando in 2 macrolivelli i 4 livelli del fattore A; per ora anch’io
mi limito a tale forma per commentare alcuni risultati di Fornasieri e Actis.
La risposta sperimentale è rappresentata dal consumo di automezzi pesanti,
misurato in litri/100km. I 3 fattori controllati più importanti da valutare sono:
• tipo di veicolo
• percorso
• portata
Ciascuno di essi può assumere solo 2 livelli; i livelli del veicolo sono rappresentati da 2
livelli di potenza del motore (macrolivello 0: P=330-360 CV; macrolivello 1: P=380-420
CV); i livelli del percorso sono 2 tratti stradali, il primo in autostrada (livello 0) e il
secondo in autostrada e in montagna (livello 1); la portata assume i 2 valori di 40
tonnellate (livello 0) e 44 tonnellate (livello 1).
Il problema è che i 2 stati di prova in cui il veicolo ha potenza maggiore e la portata
è minore non possono essere sperimentate, quindi si ha un frazionamento forzato 6/8: il
piano diventa quindi un “3/4 di John”. Indicando con A il veicolo, B il percorso e C la
portata, abbiamo i seguenti dati della risposta Y:
Veicolo Percorso Portata ConsumoA B C Y
35,9 36,6 36,7 36,737,2 36,5 35,6 36,6
38,3 38,5 38,8 40,739,7 38,4 37,5 40
40 40,3 39,4 41,5
39,2 39,6 40,4 40,740 42,2 41,5 41,6
43,4 42,6 42,5 43,9
41,9 42,5 44,5 44,841,3 44,5 45,5 45
Tabella 116
Calcoliamo per ogni cella, media, totale, e media per totale:
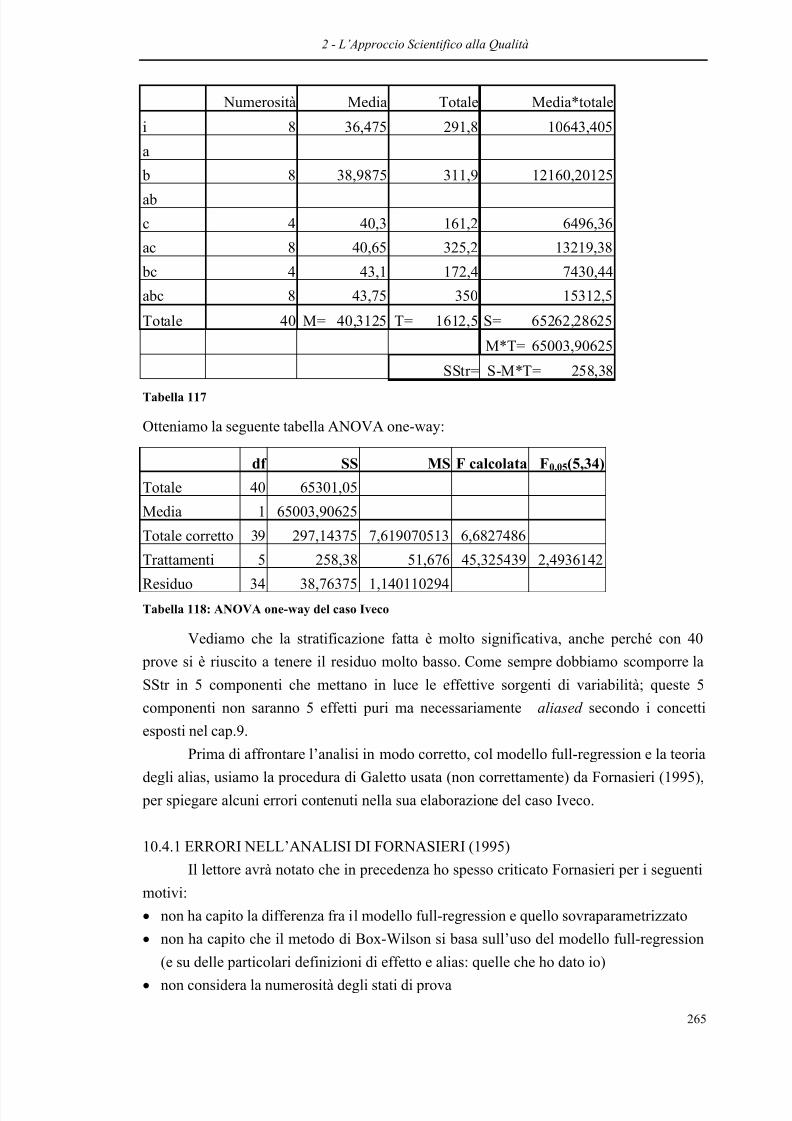
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 270/320
2 - L’Approccio Scientifico alla Qualità
265
Numerosità Media Totale Media*totale
i 8 36,475 291,8 10643,405
a
b 8 38,9875 311,9 12160,20125
ab
c 4 40,3 161,2 6496,36
ac 8 40,65 325,2 13219,38
bc 4 43,1 172,4 7430,44
abc 8 43,75 350 15312,5
Totale 40 M= 40,3125 T= 1612,5 S= 65262,28625
M*T= 65003,90625
SStr= S-M*T= 258,38
Tabella 117
Otteniamo la seguente tabella ANOVA one-way:
df SS MS F calcolata F0,05(5,34)
Totale 40 65301,05
Media 1 65003,90625
Totale corretto 39 297,14375 7,619070513 6,6827486
Trattamenti 5 258,38 51,676 45,325439 2,4936142
Residuo 34 38,76375 1,140110294
Tabella 118: ANOVA one-way del caso Iveco
Vediamo che la stratificazione fatta è molto significativa, anche perché con 40
prove si è riuscito a tenere il residuo molto basso. Come sempre dobbiamo scomporre la
SStr in 5 componenti che mettano in luce le effettive sorgenti di variabilità; queste 5
componenti non saranno 5 effetti puri ma necessariamente aliased secondo i concetti
esposti nel cap.9.
Prima di affrontare l’analisi in modo corretto, col modello full-regression e la teoriadegli alias, usiamo la procedura di Galetto usata (non correttamente) da Fornasieri (1995),
per spiegare alcuni errori contenuti nella sua elaborazione del caso Iveco.
10.4.1 ERRORI NELL’ANALISI DI FORNASIERI (1995)
Il lettore avrà notato che in precedenza ho spesso criticato Fornasieri per i seguenti
motivi:
• non ha capito la differenza fra il modello full-regression e quello sovraparametrizzato
• non ha capito che il metodo di Box-Wilson si basa sull’uso del modello full-regression
(e su delle particolari definizioni di effetto e alias: quelle che ho dato io)
• non considera la numerosità degli stati di prova

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 271/320
2 - L’Approccio Scientifico alla Qualità
266
Inoltre anche con 6 stati di prova, usa dei modelli ridotti con soli 4 parametri ma questo
fatto è meno grave degli altri, perché per metterne 6 avrebbe dovuto intuire la natura di
spazio vettoriale della struttura degli alias. Comunque questi difetti nell’approccio di
Fornasieri, non possono ovviamente condurla a dei risultati corretti anche perché in più:
• commette degli errori di calcolo non trascurabili
• dimostra di non aver capito del tutto le equazioni normali
Giustifichiamo queste affermazioni; intanto calcolo la SSreg di tutti modelli (gerarchici
visto che per ora uso il metodo di Galetto) possibili; in generale ho usato il metodo delle
soluzioni basiche (cap.7): per alcuni modelli (quelli segnati in neretto) la matrice del
sistema ridotto a cui porta tale metodo è diagonale per cui si può usare il “Questo per
questo”.
1 SS (I) 65003,90625
2 SS (I+A) 65098,91042
3 SS (I+B) 65082,5865
4 SS (I+C) 65181,58229
5 SS (I+A+B) 65177,59067
6 SS (I +A+C) 65182,91563
7 SS (I+B+C) 65260,26254
8 SS (I+A+B+AB) 65178,17083
9 SS (I+ A+C+AC) 65182,91563
10 SS (I+B+C+BC) 65260,83292
11 SS (I+A+B+C) 65261,59588
12 SS (I+A+B+C+AB) 65262,17604
13 SS (I+A+B+C+AC) 65261,59588
14 SS (I+A+B+C+BC) 65262,16625
15 SS (I+A+B+C+AB+AC) 65262,17604
16 SS (I +A+B+C+AB+BC) 65262,28625
17 SS (I+A+B+C+AC+BC) 65262,16625
18 SS (I+A+B+C+AB+AC+BC) 65262,28625
19 SS( I+A+B+C+AB+AC+BC+ABC) 65262,28625
Tabella 119: SSreg di tutti possibili modelli gerarchici
Solitamente non si sarebbe potuta applicare la regola del “Questo per questo” ai modelli:
SS (I +A+C)
SS (I +A+B+C+AB+BC)
SS (I+A+B+C+AB+AC+BC)
In questo caso si può perché i modelli sopra sono indistinguibili (in termini di SSreg)rispettivamente da:
SS (I +A+C+AC)
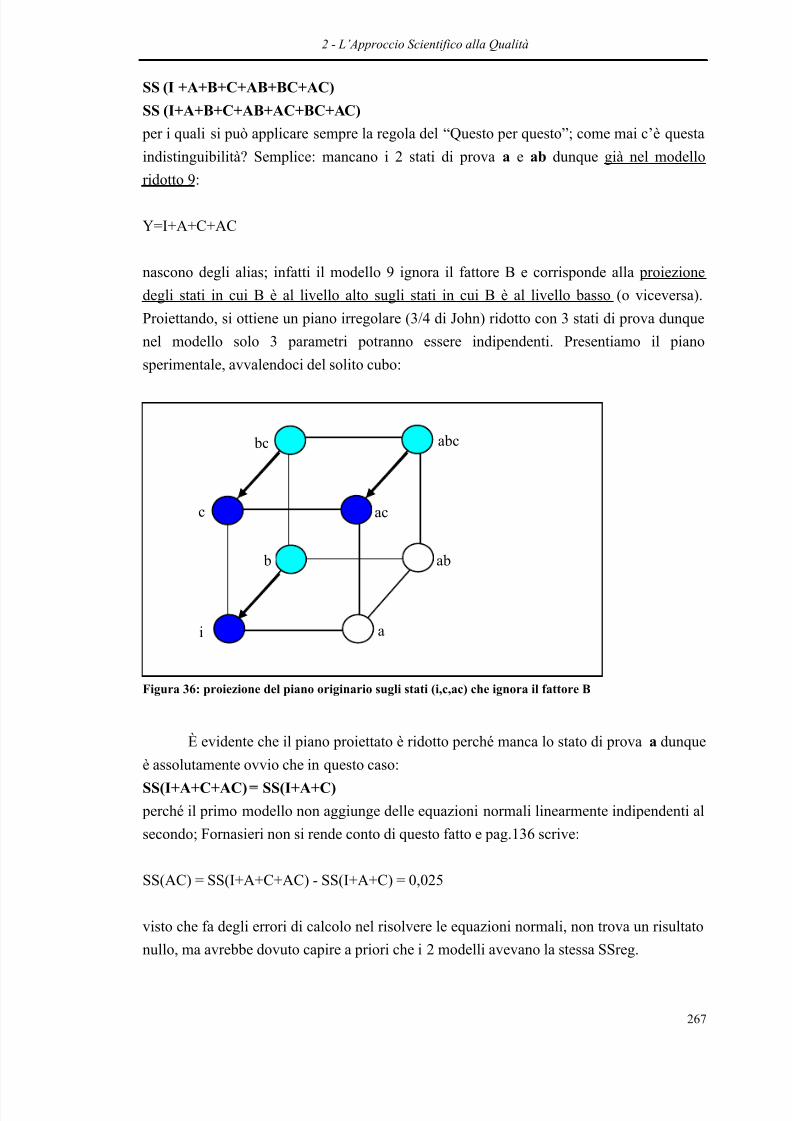
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 272/320
2 - L’Approccio Scientifico alla Qualità
267
SS (I +A+B+C+AB+BC+AC)
SS (I+A+B+C+AB+AC+BC+AC)
per i quali si può applicare sempre la regola del “Questo per questo”; come mai c’è questa
indistinguibilità? Semplice: mancano i 2 stati di prova a e ab dunque già nel modello
ridotto 9:
Y=I+A+C+AC
nascono degli alias; infatti il modello 9 ignora il fattore B e corrisponde alla proiezione
degli stati in cui B è al livello alto sugli stati in cui B è al livello basso (o viceversa).
Proiettando, si ottiene un piano irregolare (3/4 di John) ridotto con 3 stati di prova dunque
nel modello solo 3 parametri potranno essere indipendenti. Presentiamo il piano
sperimentale, avvalendoci del solito cubo:
Figura 36: proiezione del piano originario sugli stati (i,c,ac) che ignora il fattore B
È evidente che il piano proiettato è ridotto perché manca lo stato di prova a dunque
è assolutamente ovvio che in questo caso:SS(I+A+C+AC) ≡ SS(I+A+C)
perché il primo modello non aggiunge delle equazioni normali linearmente indipendenti al
secondo; Fornasieri non si rende conto di questo fatto e pag.136 scrive:
SS(AC) = SS(I+A+C+AC) - SS(I+A+C) = 0,025
visto che fa degli errori di calcolo nel risolvere le equazioni normali, non trova un risultato
nullo, ma avrebbe dovuto capire a priori che i 2 modelli avevano la stessa SSreg.
i a
ab b
c
bc abc
ac
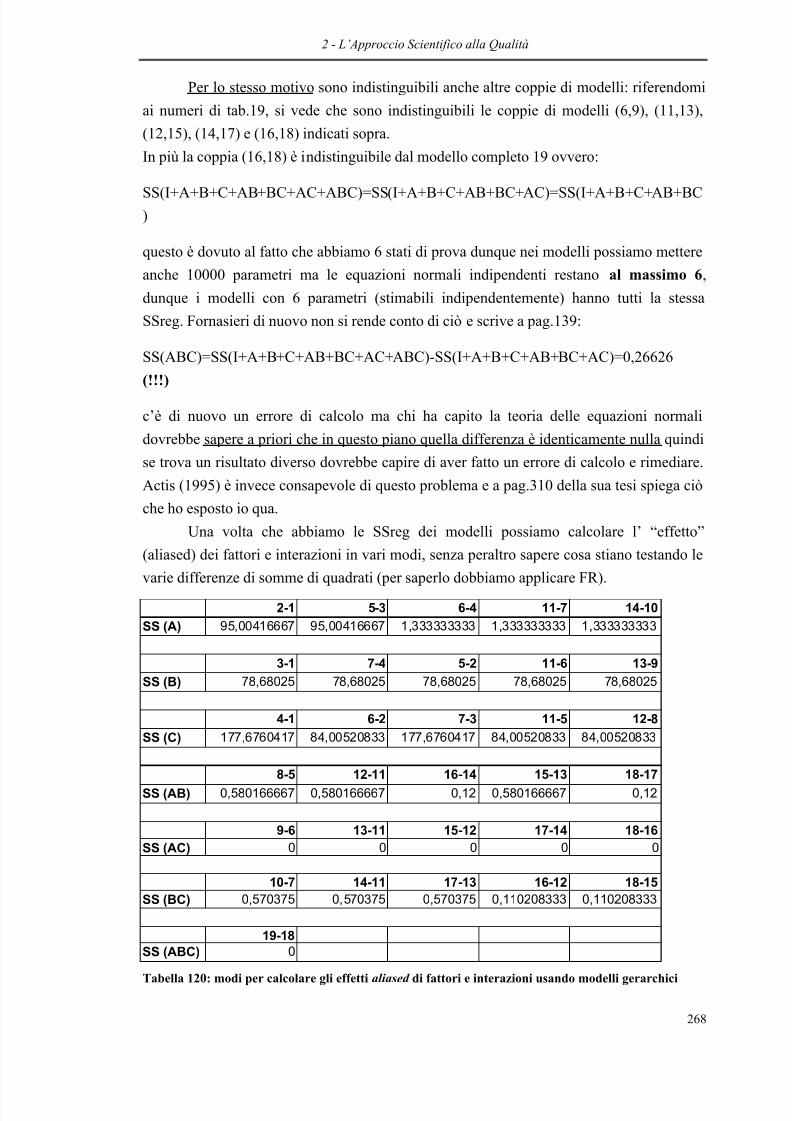
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 273/320
2 - L’Approccio Scientifico alla Qualità
268
Per lo stesso motivo sono indistinguibili anche altre coppie di modelli: riferendomi
ai numeri di tab.19, si vede che sono indistinguibili le coppie di modelli (6,9), (11,13),
(12,15), (14,17) e (16,18) indicati sopra.
In più la coppia (16,18) è indistinguibile dal modello completo 19 ovvero:
SS(I+A+B+C+AB+BC+AC+ABC)=SS(I+A+B+C+AB+BC+AC)=SS(I+A+B+C+AB+BC)
questo è dovuto al fatto che abbiamo 6 stati di prova dunque nei modelli possiamo mettere
anche 10000 parametri ma le equazioni normali indipendenti restano al massimo 6,
dunque i modelli con 6 parametri (stimabili indipendentemente) hanno tutti la stessa
SSreg. Fornasieri di nuovo non si rende conto di ciò e scrive a pag.139:
SS(ABC)=SS(I+A+B+C+AB+BC+AC+ABC)-SS(I+A+B+C+AB+BC+AC)=0,26626
(!!!)
c’è di nuovo un errore di calcolo ma chi ha capito la teoria delle equazioni normali
dovrebbe sapere a priori che in questo piano quella differenza è identicamente nulla quindi
se trova un risultato diverso dovrebbe capire di aver fatto un errore di calcolo e rimediare.
Actis (1995) è invece consapevole di questo problema e a pag.310 della sua tesi spiega ciò
che ho esposto io qua.
Una volta che abbiamo le SSreg dei modelli possiamo calcolare l’ “effetto”
(aliased) dei fattori e interazioni in vari modi, senza peraltro sapere cosa stiano testando le
varie differenze di somme di quadrati (per saperlo dobbiamo applicare FR).
2-1 5-3 6-4 11-7 14-10
SS (A) 95,00416667 95,00416667 1,333333333 1,333333333 1,333333333
3-1 7-4 5-2 11-6 13-9
SS (B) 78,68025 78,68025 78,68025 78,68025 78,68025
4-1 6-2 7-3 11-5 12-8
SS (C) 177,6760417 84,00520833 177,6760417 84,00520833 84,00520833
8-5 12-11 16-14 15-13 18-17
SS (AB) 0,580166667 0,580166667 0,12 0,580166667 0,12
9-6 13-11 15-12 17-14 18-16
SS (AC) 0 0 0 0 0
10-7 14-11 17-13 16-12 18-15
SS (BC) 0,570375 0,570375 0,570375 0,110208333 0,110208333
19-18
SS (ABC) 0
Tabella 120: modi per calcolare gli effetti aliased di fattori e interazioni usando modelli gerarchici
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 274/320
2 - L’Approccio Scientifico alla Qualità
269
La tab.21 è molto interessante perché vediamo che molti risultati degli
“effetti”(aliased) sono uguali: in generale, questo non capita con differenti ripetizioni,
(ricordiamoci della tab. 24 del cap.7 dove tutti i risultati venivano diversi); ciò è dovuto a 2
motivi:
• mancano degli stati di prova, dunque, come già detto, alcuni modelli sono
indistinguibili da altri e dunque sono ridondanti
• alcune proiezioni del piano sperimentale risultano bilanciate o particolari (numerosità
proporzionali): ad esempio se consideriamo i 2 macrostati di B al livello alto e basso,
abbiamo che entrambi i macrostati hanno 20 dati; oppure se consideriamo la proiezione
sui 2 fattori A e B
n i = 12
n a =8
n b =12
n ab =8
vediamo che le numerosità sono proporzionali e lo stesso vale per la proiezione sui
fattori B e C
n i = 8
n b =8
n c =12
n bc =12
non è quindi un caso che l’ “effetto” (aliased) del fattore B sia uguale in qualunque modovenga calcolato (in ogni modo ricordiamoci che non sappiamo cosa stiamo
testando)...Invece l’effetto (aliased) di A passa da 95 a 1,3333 e col modello FR e il
metodo BW vedremo perché. Per ora proseguiamo ad illustrare gli errori di Fornasieri:
l’autrice citata usa il modello:
Y=I+A+B+AB
e vi applica il metodo BW, non replicando le righe delle matrici X1 e X2 : ciò va bene solo
se la numerosità delle celle è costante e in questo esempio non lo è; le “classi di
equivalenza” che Fornasieri calcola:
I+1/2C+1/2BC
A+1/2C+1/2BC
B+1/2AC+1/2ABC
AB+1/2AC+1/2ABC
sono dunque errate122.
122 Gli alias che calcola sono stimabili, nel senso che appartengono al sottospazio vettoriale degli alias diquesto piano, ma non sono associati a quel modello (in questo senso sono errate).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 275/320
2 - L’Approccio Scientifico alla Qualità
270
Col modello FR si vede che gli alias associati a quel modello in realtà sono:
I+1/3C+2/3AC,
A+2/3C+1/3AC
B+1/3BC+2/3ABC
AB+2/3BC+1/3ABC
Ma anche se li avesse calcolate correttamente, avrebbe sbagliato dopo (pag.122)
quando associa gli alias calcolati col metodo BW (full-regression) a delle differenze fra
delle somme di quadrati123 (modello sovraparametrizzato) della tabella 19: come se non
bastasse, Fornasieri fa degli errori di calcolo nel risolvere le equazioni normali
sovraparametrizzate. In realtà i 4 alias sopra vanno associati alle somme di quadrati dei
contrast contenuti nel vettore soluzione delle equazioni normali full-regression sul modello
Y=I+A+B+AB, il che è equivalente a fare:
SS(A) = SS(I+A+B+AB)-SS(I+B+AB)
SS(B) = SS(I+A+B+AB)-SS(I+A+AB)
SS(AB) = SS(I+A+B+AB)-SS(I +A+B)
coi modelli scritti in forma FR.
Un altro errore è che considerando un modello ridotto con 4 parametri, il residuo viene ad
avere 36 gradi di libertà al posto di 34 e quindi in esso vi è una parte dei parametritrascurati nel modello ridotto.
Fornasieri usa poi un altro modello, Y=I+B+C e ripete tutti gli errori illustrati al
capoverso precedente. L’errore più grosso però lo fa quando usa l’ultimo modello a
pag.132:
(1) Y=I+A+B+C+AB+AC+BC+ABC
All’inizio dice “..con 6 stati di prova potremmo stimare la significatività di 6 classi diequivalenza”. Poi però afferma che col modello (1) “possiamo stimare le 8 quantità
presenti nel modello completo”(!!!!!!); invece nel modello (1) solo 6 parametri sono
indipendenti quindi 2 devono essere per forza nulli e gli altri non rappresentano gli effetti
puri ma aliased. Non avendo capito questo, Fornasieri fa gli errori già citati:
SS(AC) = SS(I+A+C+AC) - SS(I+A+C) = 0,025
SS(ABC)=SS(I+A+B+C+AB+BC+AC+ABC)-SS(I+A+B+C+AB+BC+AC)=0,26626
123 L’alias dell’interazione AB+2/3BC+1/3ABC è l’unico che può essere associato alla somma di quadraticalcolata col metodo di Galetto, perché con questo metodo è l’unico effetto calcolato a partire dal modelloY=I+A+B+AB
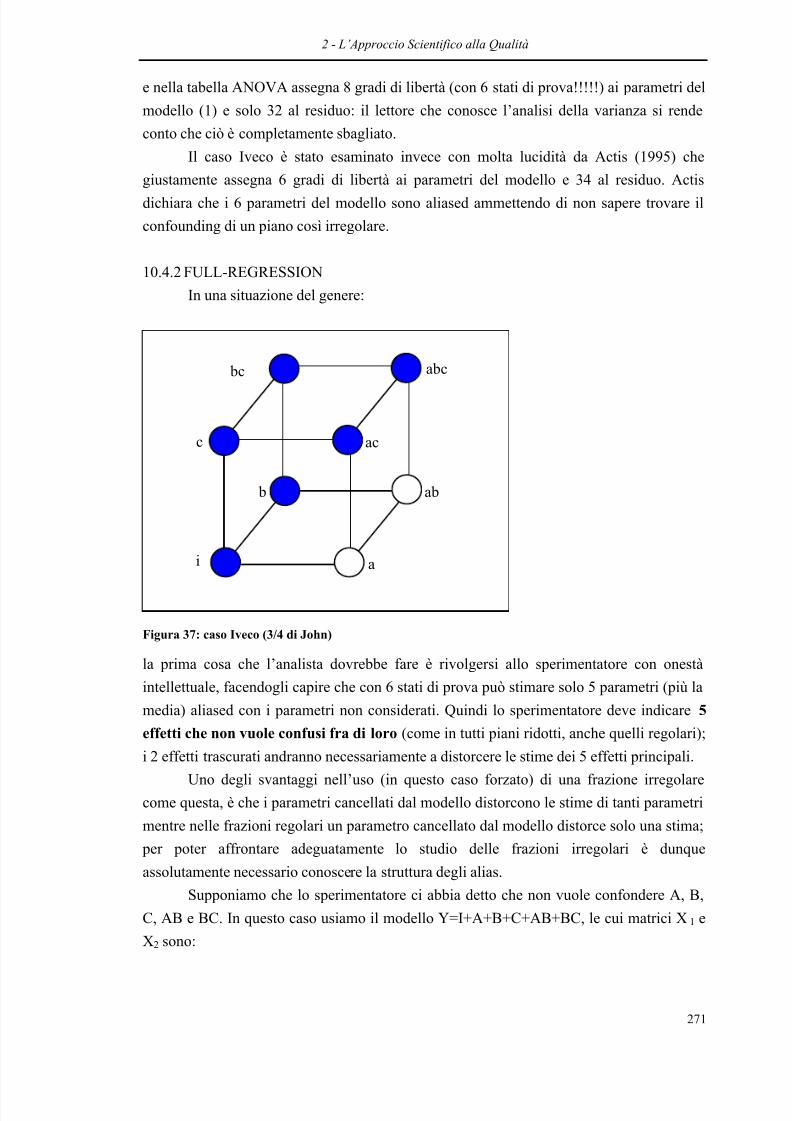
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 276/320
2 - L’Approccio Scientifico alla Qualità
271
e nella tabella ANOVA assegna 8 gradi di libertà (con 6 stati di prova!!!!!) ai parametri del
modello (1) e solo 32 al residuo: il lettore che conosce l’analisi della varianza si rende
conto che ciò è completamente sbagliato.
Il caso Iveco è stato esaminato invece con molta lucidità da Actis (1995) che
giustamente assegna 6 gradi di libertà ai parametri del modello e 34 al residuo. Actis
dichiara che i 6 parametri del modello sono aliased ammettendo di non sapere trovare il
confounding di un piano così irregolare.
10.4.2 FULL-REGRESSION
In una situazione del genere:
Figura 37: caso Iveco (3/4 di John)
la prima cosa che l’analista dovrebbe fare è rivolgersi allo sperimentatore con onestà
intellettuale, facendogli capire che con 6 stati di prova può stimare solo 5 parametri (più la
media) aliased con i parametri non considerati. Quindi lo sperimentatore deve indicare 5
effetti che non vuole confusi fra di loro (come in tutti piani ridotti, anche quelli regolari);
i 2 effetti trascurati andranno necessariamente a distorcere le stime dei 5 effetti principali.Uno degli svantaggi nell’uso (in questo caso forzato) di una frazione irregolare
come questa, è che i parametri cancellati dal modello distorcono le stime di tanti parametri
mentre nelle frazioni regolari un parametro cancellato dal modello distorce solo una stima;
per poter affrontare adeguatamente lo studio delle frazioni irregolari è dunque
assolutamente necessario conoscere la struttura degli alias.
Supponiamo che lo sperimentatore ci abbia detto che non vuole confondere A, B,
C, AB e BC. In questo caso usiamo il modello Y=I+A+B+C+AB+BC, le cui matrici X1 e
X2 sono:
i a
ab b
c
bc abc
ac
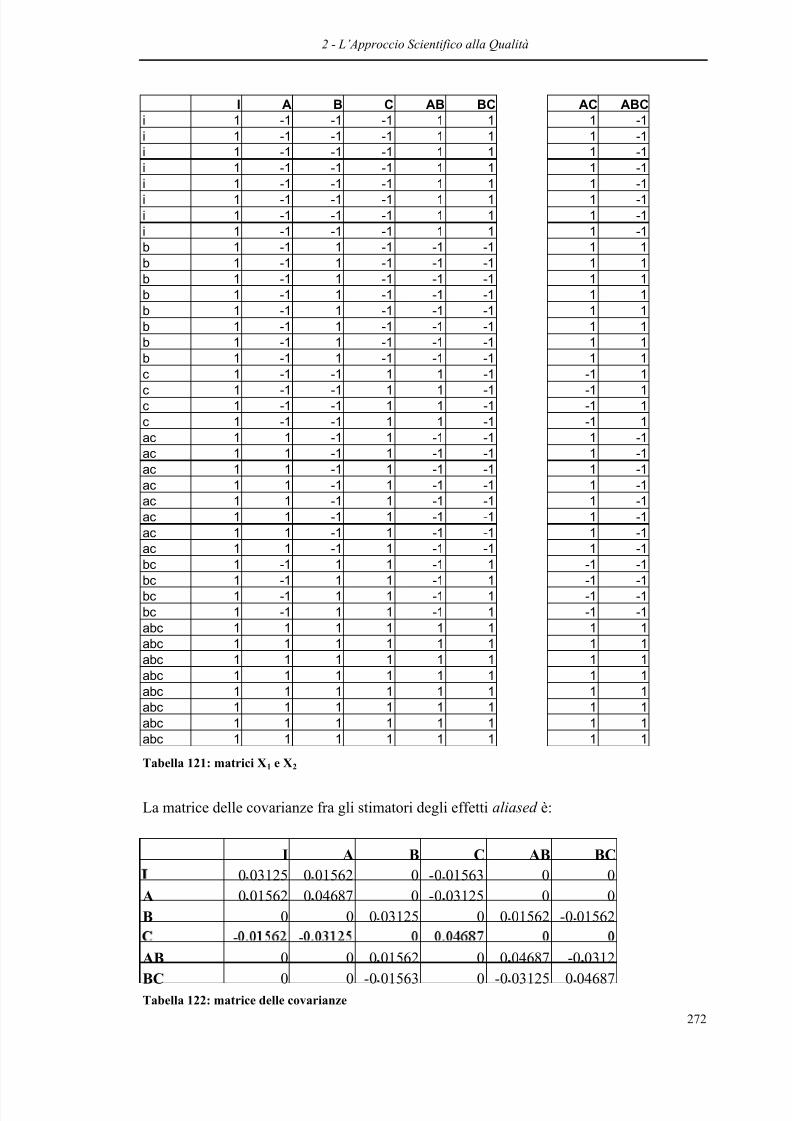
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 277/320
2 - L’Approccio Scientifico alla Qualità
272
I A B C AB BC AC ABC
i 1 -1 -1 -1 1 1 1 -1
i 1 -1 -1 -1 1 1 1 -1
i 1 -1 -1 -1 1 1 1 -1
i 1 -1 -1 -1 1 1 1 -1
i 1 -1 -1 -1 1 1 1 -1i 1 -1 -1 -1 1 1 1 -1
i 1 -1 -1 -1 1 1 1 -1
i 1 -1 -1 -1 1 1 1 -1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
b 1 -1 1 -1 -1 -1 1 1
c 1 -1 -1 1 1 -1 -1 1c 1 -1 -1 1 1 -1 -1 1
c 1 -1 -1 1 1 -1 -1 1
c 1 -1 -1 1 1 -1 -1 1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
ac 1 1 -1 1 -1 -1 1 -1
bc 1 -1 1 1 -1 1 -1 -1bc 1 -1 1 1 -1 1 -1 -1
bc 1 -1 1 1 -1 1 -1 -1
bc 1 -1 1 1 -1 1 -1 -1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
abc 1 1 1 1 1 1 1 1
Tabella 121: matrici X1 e X2
La matrice delle covarianze fra gli stimatori degli effetti aliased è:
I A B C AB BC0 03125 0 01562 0 -0 01563 0 0
A 0 01562 0 04687 0 -0 03125 0 0B 0 0 0 03125 0 0 01562 -0 01562
- -
AB 0 0 0 01562 0 0 04687 -0 0312BC 0 0 -0 01563 0 -0 03125 0 04687Tabella 122: matrice delle covarianze
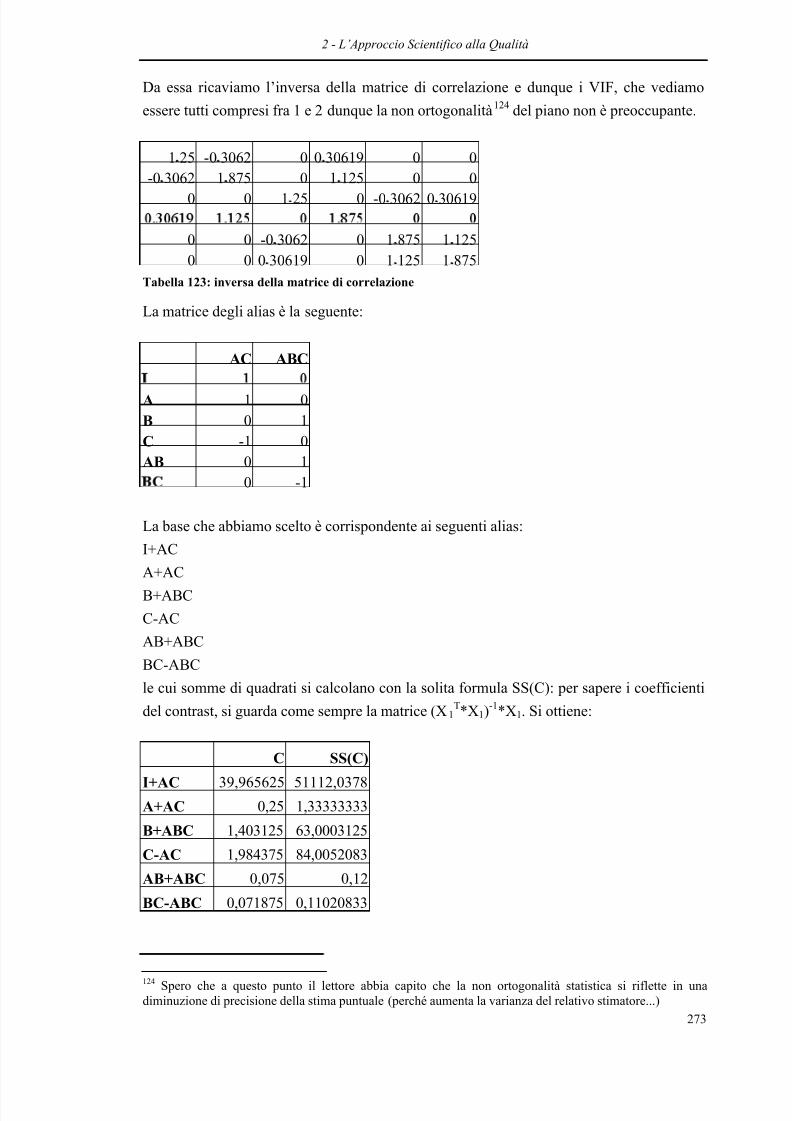
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 278/320
2 - L’Approccio Scientifico alla Qualità
273
Da essa ricaviamo l’inversa della matrice di correlazione e dunque i VIF, che vediamo
essere tutti compresi fra 1 e 2 dunque la non ortogonalità124 del piano non è preoccupante.
1 25 -0 3062 0 0 30619 0 0-0 3062 1 875 0 1 125 0 0
0 0 1 25 0 -0 3062 0 30619
0 0 -0 3062 0 1 875 1 1250 0 0 30619 0 1 125 1 875
Tabella 123: inversa della matrice di correlazione
La matrice degli alias è la seguente:
AC ABC
A 1 0B 0 1C -1 0AB 0 1
0 -1
La base che abbiamo scelto è corrispondente ai seguenti alias:
I+AC
A+ACB+ABC
C-AC
AB+ABC
BC-ABC
le cui somme di quadrati si calcolano con la solita formula SS(C): per sapere i coefficienti
del contrast, si guarda come sempre la matrice (X1T*X1)
-1*X1. Si ottiene:
C SS(C)I+AC 39,965625 51112,0378
A+AC 0,25 1,33333333
B+ABC 1,403125 63,0003125
C-AC 1,984375 84,0052083
AB+ABC 0,075 0,12
BC-ABC 0,071875 0,11020833
124 Spero che a questo punto il lettore abbia capito che la non ortogonalità statistica si riflette in unadiminuzione di precisione della stima puntuale (perché aumenta la varianza del relativo stimatore...)
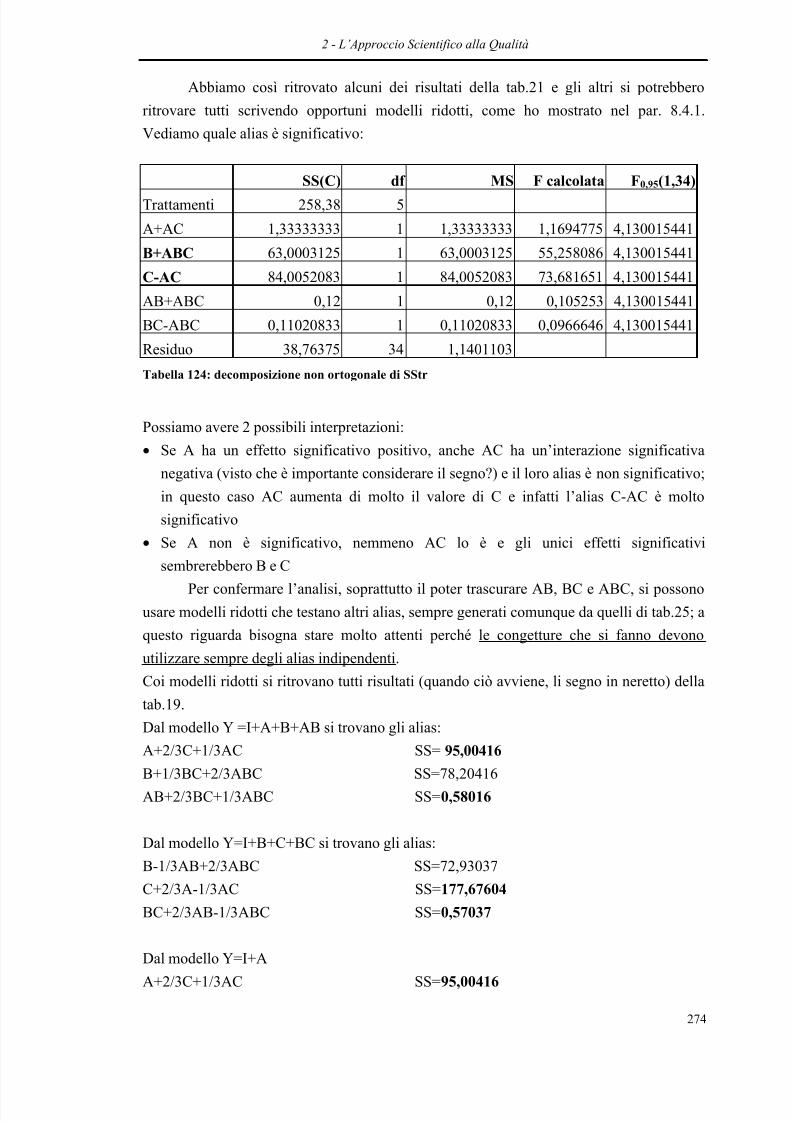
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 279/320
2 - L’Approccio Scientifico alla Qualità
274
Abbiamo così ritrovato alcuni dei risultati della tab.21 e gli altri si potrebbero
ritrovare tutti scrivendo opportuni modelli ridotti, come ho mostrato nel par. 8.4.1.
Vediamo quale alias è significativo:
SS(C) df MS F calcolata F0,95
(1,34)
Trattamenti 258,38 5
A+AC 1,33333333 1 1,33333333 1,1694775 4,130015441
B+ABC 63,0003125 1 63,0003125 55,258086 4,130015441
C-AC 84,0052083 1 84,0052083 73,681651 4,130015441
AB+ABC 0,12 1 0,12 0,105253 4,130015441
BC-ABC 0,11020833 1 0,11020833 0,0966646 4,130015441
Residuo 38,76375 34 1,1401103
Tabella 124: decomposizione non ortogonale di SStr
Possiamo avere 2 possibili interpretazioni:
• Se A ha un effetto significativo positivo, anche AC ha un’interazione significativa
negativa (visto che è importante considerare il segno?) e il loro alias è non significativo;
in questo caso AC aumenta di molto il valore di C e infatti l’alias C-AC è molto
significativo
• Se A non è significativo, nemmeno AC lo è e gli unici effetti significativi
sembrerebbero B e CPer confermare l’analisi, soprattutto il poter trascurare AB, BC e ABC, si possono
usare modelli ridotti che testano altri alias, sempre generati comunque da quelli di tab.25; a
questo riguarda bisogna stare molto attenti perché le congetture che si fanno devono
utilizzare sempre degli alias indipendenti.
Coi modelli ridotti si ritrovano tutti risultati (quando ciò avviene, li segno in neretto) della
tab.19.
Dal modello Y =I+A+B+AB si trovano gli alias:
A+2/3C+1/3AC SS= 95,00416
B+1/3BC+2/3ABC SS=78,20416
AB+2/3BC+1/3ABC SS=0,58016
Dal modello Y=I+B+C+BC si trovano gli alias:
B-1/3AB+2/3ABC SS=72,93037
C+2/3A-1/3AC SS=177,67604
BC+2/3AB-1/3ABC SS=0,57037
Dal modello Y=I+A
A+2/3C+1/3AC SS=95,00416
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 280/320
2 - L’Approccio Scientifico alla Qualità
275
Dal modello Y=I+B:
B+1/5BC-1/5AB+3/5ABC SS=78,68025
Dal modello Y=I+C:
C+2/3A-1/3AC SS=177,667604
In particolare questo ultimo risultato conferma la prima ipotesi ovvero che sia A che AC
siano significativi e infatti con l’aggiunta di A (per 2/3) si passa da
SS(C-AC) = 84,00521 a
SS(C+2/3A-1/3AC)= 177,667604
Questo è confermato anche da:
SS(A+2/3C+1/3AC) = 95,00416
perché sappiamo che A+AC è non significativo, A+1/3AC è già più significativo125 e con
l’aggiunta di 2/3C diventa molto significativo. La mia analisi su tutti gli effetti
(forzatamente qualitativa visto che il piano è ridotto) è dunque la seguente:
La potenza del motore (A), e la portata (C) aumentano significativamente con
CL≈95% il consumo di carburante e così pure il tratto in montagna (B) rispetto alla sola
autostrada; l’interazione fra potenza del motore e portata (AC) lo riduce in modo
significativo: ciò cosa vuol dire? Pensiamo al significato dell’interazione (uso il simbolo
<< per dire significativamente negativo):
AC = µ101 + µ000 +µ111 + µ010 - µ100 - µ001 - µ110 - µ011 << 0
Quindi, visto che si vuole ridurre il consumo, conviene usare un veicolo con
potenza minore quando la portata è minore e potenza maggiore con portata maggiore: è
questa una scoperta che può portare dei notevoli vantaggi economici; le altre interazioni
sembrano esercitare un’azione quasi irrilevante sul consumo.
Visto che l’interazione AC sembra significativa qualcuno potrebbe essere tentato di
applicare il metodo BW su un modello contenente AC: rimarrebbe deluso perchétroverebbe la matrice (X1
T*X1) non invertibile perché, per questo piano, non esiste un
modello che ponga in alias separati i 4 parametri che ritengo essere significativi
(A,B,C,AC); dobbiamo quindi accontentarci dell’analisi fatta con gli altri modelli.
Questo è un caso fortunato in cui con 5 gradi di libertà si riesce a fare un’inferenza
abbastanza convincente (e comunque non rigorosa, perché ci vorrebbero 8 stati di prova)
su 7 effetti; ciò è dovuto anche al fatto che l’analisi dei VIF ci dice di poter trascurare la
non ortogonalità del piano.
125 Nel senso che ha un P-value maggiore.
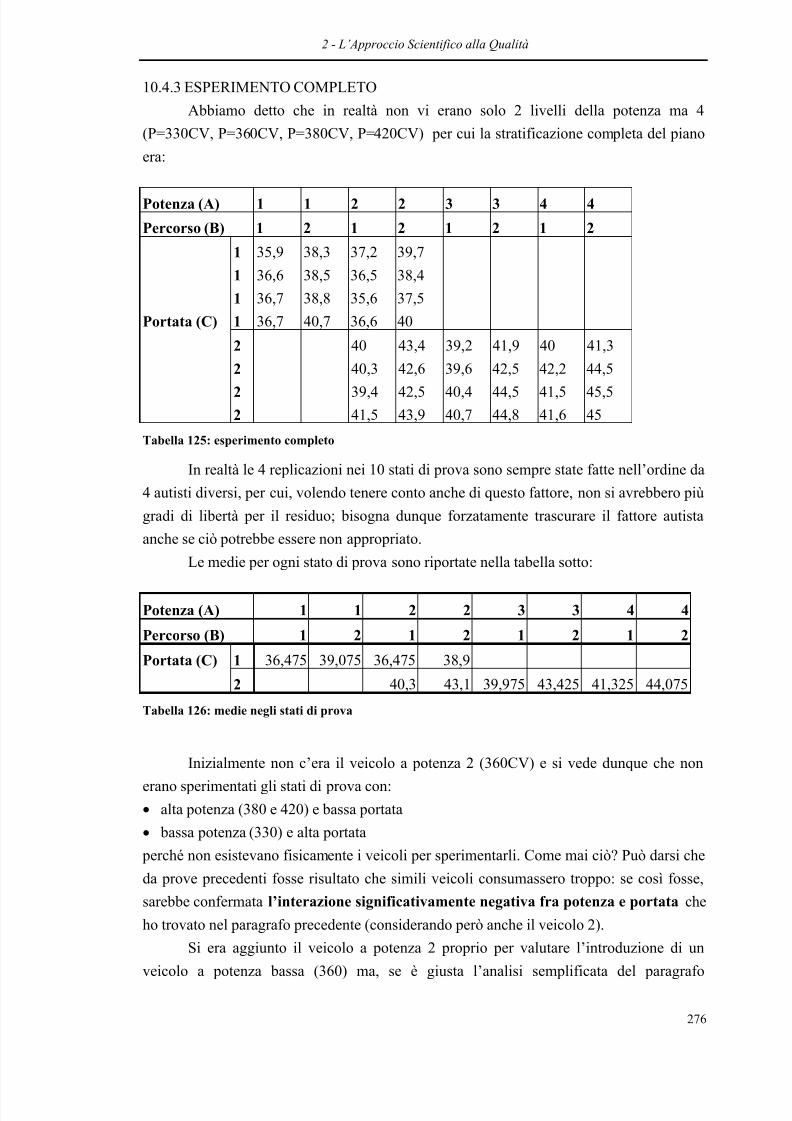
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 281/320
2 - L’Approccio Scientifico alla Qualità
276
10.4.3 ESPERIMENTO COMPLETO
Abbiamo detto che in realtà non vi erano solo 2 livelli della potenza ma 4
(P=330CV, P=360CV, P=380CV, P=420CV) per cui la stratificazione completa del piano
era:
Potenza (A) 1 1 2 2 3 3 4 4
Percorso (B) 1 2 1 2 1 2 1 2
1 35,9 38,3 37,2 39,7
1 36,6 38,5 36,5 38,4
1 36,7 38,8 35,6 37,5
Portata (C) 1 36,7 40,7 36,6 40
2 40 43,4 39,2 41,9 40 41,3
2 40,3 42,6 39,6 42,5 42,2 44,5
2 39,4 42,5 40,4 44,5 41,5 45,5
2 41,5 43,9 40,7 44,8 41,6 45
Tabella 125: esperimento completo
In realtà le 4 replicazioni nei 10 stati di prova sono sempre state fatte nell’ordine da
4 autisti diversi, per cui, volendo tenere conto anche di questo fattore, non si avrebbero più
gradi di libertà per il residuo; bisogna dunque forzatamente trascurare il fattore autista
anche se ciò potrebbe essere non appropriato.
Le medie per ogni stato di prova sono riportate nella tabella sotto:
Potenza (A) 1 1 2 2 3 3 4 4
Percorso (B) 1 2 1 2 1 2 1 2
Portata (C) 1 36,475 39,075 36,475 38,9
2 40,3 43,1 39,975 43,425 41,325 44,075
Tabella 126: medie negli stati di prova
Inizialmente non c’era il veicolo a potenza 2 (360CV) e si vede dunque che nonerano sperimentati gli stati di prova con:
• alta potenza (380 e 420) e bassa portata
• bassa potenza (330) e alta portata
perché non esistevano fisicamente i veicoli per sperimentarli. Come mai ciò? Può darsi che
da prove precedenti fosse risultato che simili veicoli consumassero troppo: se così fosse,
sarebbe confermata l’interazione significativamente negativa fra potenza e portata che
ho trovato nel paragrafo precedente (considerando però anche il veicolo 2).
Si era aggiunto il veicolo a potenza 2 proprio per valutare l’introduzione di unveicolo a potenza bassa (360) ma, se è giusta l’analisi semplificata del paragrafo
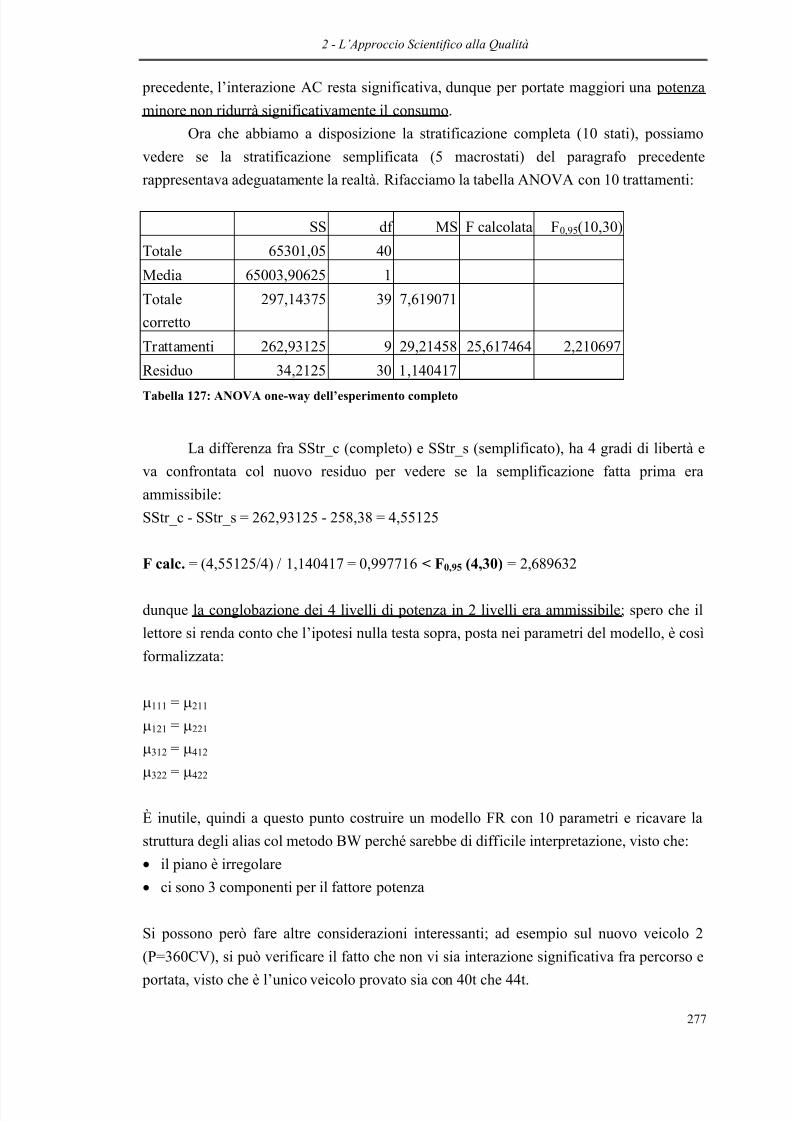
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 282/320
2 - L’Approccio Scientifico alla Qualità
277
precedente, l’interazione AC resta significativa, dunque per portate maggiori una potenza
minore non ridurrà significativamente il consumo.
Ora che abbiamo a disposizione la stratificazione completa (10 stati), possiamo
vedere se la stratificazione semplificata (5 macrostati) del paragrafo precedente
rappresentava adeguatamente la realtà. Rifacciamo la tabella ANOVA con 10 trattamenti:
SS df MS F calcolata F0,95(10,30)
Totale 65301,05 40
Media 65003,90625 1
Totale
corretto
297,14375 39 7,619071
Trattamenti 262,93125 9 29,21458 25,617464 2,210697
Residuo 34,2125 30 1,140417
Tabella 127: ANOVA one-way dell’esperimento completo
La differenza fra SStr_c (completo) e SStr_s (semplificato), ha 4 gradi di libertà e
va confrontata col nuovo residuo per vedere se la semplificazione fatta prima era
ammissibile:
SStr_c - SStr_s = 262,93125 - 258,38 = 4,55125
F calc. = (4,55125/4) / 1,140417 = 0,997716 < F0,95 (4,30) = 2,689632
dunque la conglobazione dei 4 livelli di potenza in 2 livelli era ammissibile; spero che il
lettore si renda conto che l’ipotesi nulla testa sopra, posta nei parametri del modello, è così
formalizzata:
µ111 = µ211
µ121 = µ221
µ312 = µ412
µ322 = µ422
È inutile, quindi a questo punto costruire un modello FR con 10 parametri e ricavare la
struttura degli alias col metodo BW perché sarebbe di difficile interpretazione, visto che:
• il piano è irregolare
• ci sono 3 componenti per il fattore potenza
Si possono però fare altre considerazioni interessanti; ad esempio sul nuovo veicolo 2
(P=360CV), si può verificare il fatto che non vi sia interazione significativa fra percorso e portata, visto che è l’unico veicolo provato sia con 40t che 44t.
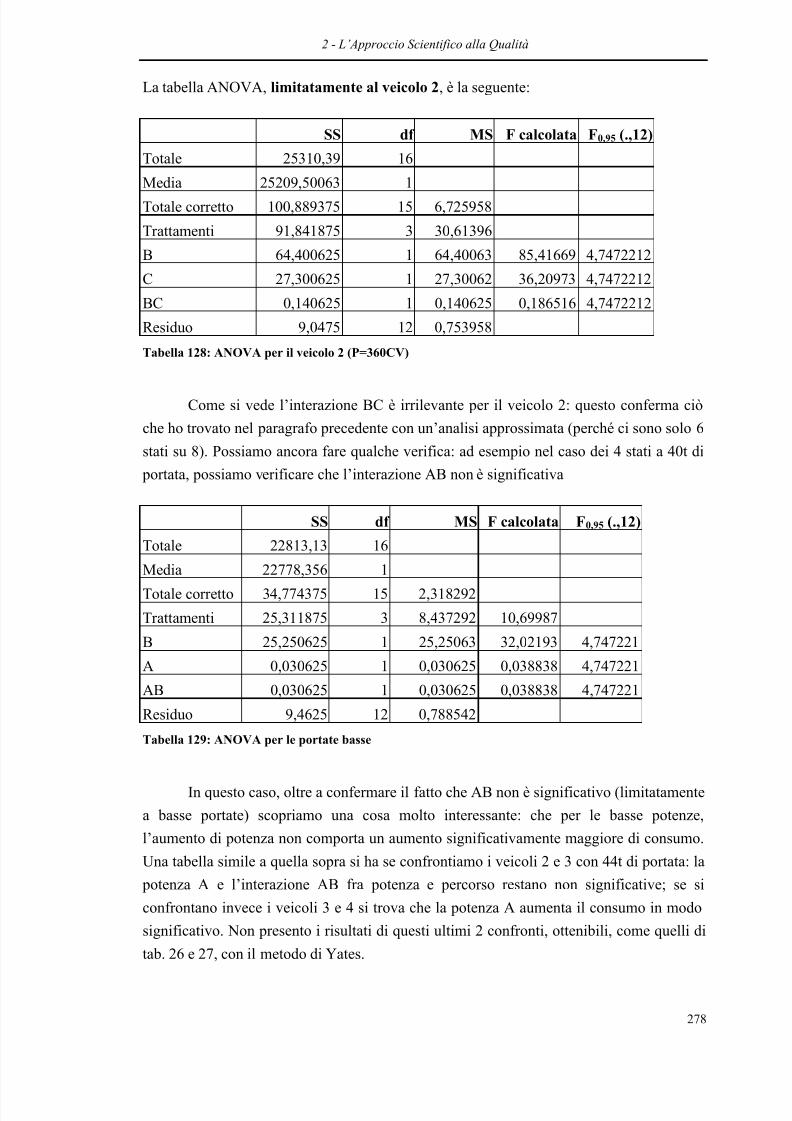
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 283/320
2 - L’Approccio Scientifico alla Qualità
278
La tabella ANOVA, limitatamente al veicolo 2, è la seguente:
SS df MS F calcolata F0,95 (.,12)
Totale 25310,39 16
Media 25209,50063 1Totale corretto 100,889375 15 6,725958
Trattamenti 91,841875 3 30,61396
B 64,400625 1 64,40063 85,41669 4,7472212
C 27,300625 1 27,30062 36,20973 4,7472212
BC 0,140625 1 0,140625 0,186516 4,7472212
Residuo 9,0475 12 0,753958
Tabella 128: ANOVA per il veicolo 2 (P=360CV)
Come si vede l’interazione BC è irrilevante per il veicolo 2: questo conferma ciò
che ho trovato nel paragrafo precedente con un’analisi approssimata (perché ci sono solo 6
stati su 8). Possiamo ancora fare qualche verifica: ad esempio nel caso dei 4 stati a 40t di
portata, possiamo verificare che l’interazione AB non è significativa
SS df MS F calcolata F0,95 (.,12)
Totale 22813,13 16
Media 22778,356 1Totale corretto 34,774375 15 2,318292
Trattamenti 25,311875 3 8,437292 10,69987
B 25,250625 1 25,25063 32,02193 4,747221
A 0,030625 1 0,030625 0,038838 4,747221
AB 0,030625 1 0,030625 0,038838 4,747221
Residuo 9,4625 12 0,788542
Tabella 129: ANOVA per le portate basse
In questo caso, oltre a confermare il fatto che AB non è significativo (limitatamente
a basse portate) scopriamo una cosa molto interessante: che per le basse potenze,
l’aumento di potenza non comporta un aumento significativamente maggiore di consumo.
Una tabella simile a quella sopra si ha se confrontiamo i veicoli 2 e 3 con 44t di portata: la
potenza A e l’interazione AB fra potenza e percorso restano non significative; se si
confrontano invece i veicoli 3 e 4 si trova che la potenza A aumenta il consumo in modo
significativo. Non presento i risultati di questi ultimi 2 confronti, ottenibili, come quelli di
tab. 26 e 27, con il metodo di Yates.
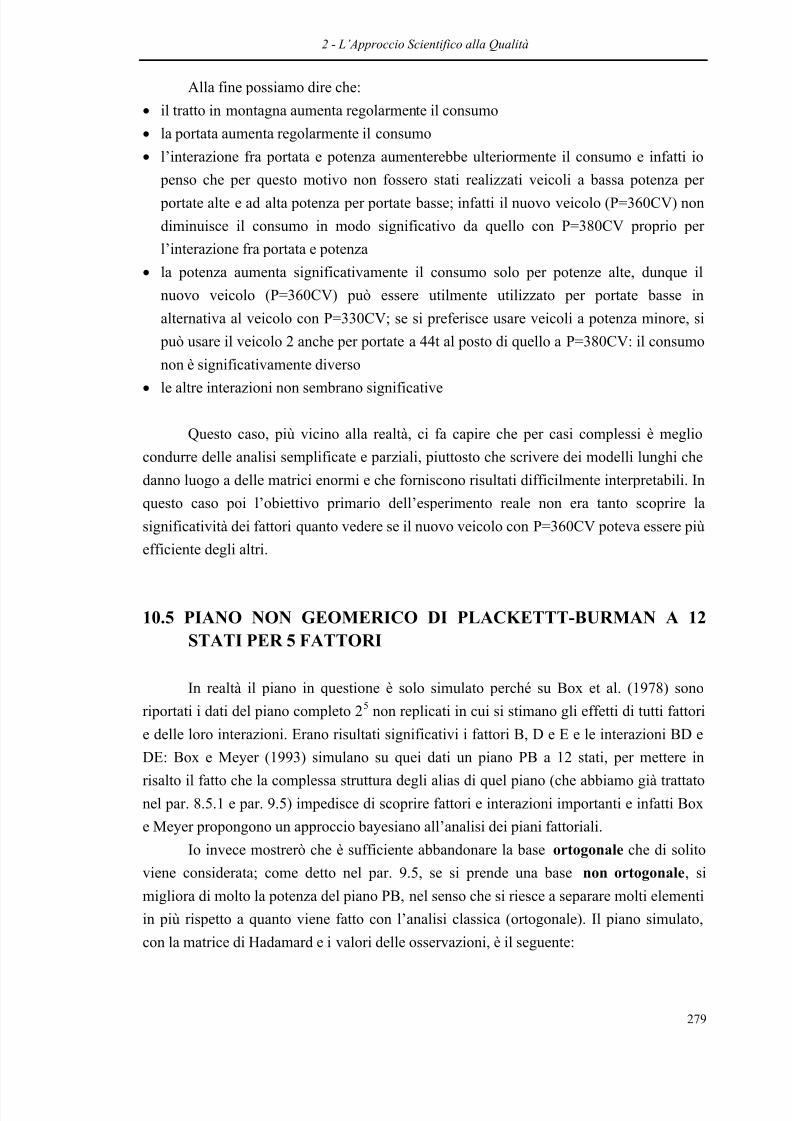
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 284/320
2 - L’Approccio Scientifico alla Qualità
279
Alla fine possiamo dire che:
• il tratto in montagna aumenta regolarmente il consumo
• la portata aumenta regolarmente il consumo
• l’interazione fra portata e potenza aumenterebbe ulteriormente il consumo e infatti io
penso che per questo motivo non fossero stati realizzati veicoli a bassa potenza per
portate alte e ad alta potenza per portate basse; infatti il nuovo veicolo (P=360CV) non
diminuisce il consumo in modo significativo da quello con P=380CV proprio per
l’interazione fra portata e potenza
• la potenza aumenta significativamente il consumo solo per potenze alte, dunque il
nuovo veicolo (P=360CV) può essere utilmente utilizzato per portate basse in
alternativa al veicolo con P=330CV; se si preferisce usare veicoli a potenza minore, si
può usare il veicolo 2 anche per portate a 44t al posto di quello a P=380CV: il consumo
non è significativamente diverso
• le altre interazioni non sembrano significative
Questo caso, più vicino alla realtà, ci fa capire che per casi complessi è meglio
condurre delle analisi semplificate e parziali, piuttosto che scrivere dei modelli lunghi che
danno luogo a delle matrici enormi e che forniscono risultati difficilmente interpretabili. In
questo caso poi l’obiettivo primario dell’esperimento reale non era tanto scoprire la
significatività dei fattori quanto vedere se il nuovo veicolo con P=360CV poteva essere più
efficiente degli altri.
10.5 PIANO NON GEOMERICO DI PLACKETTT-BURMAN A 12STATI PER 5 FATTORI
In realtà il piano in questione è solo simulato perché su Box et al. (1978) sono
riportati i dati del piano completo 25 non replicati in cui si stimano gli effetti di tutti fattori
e delle loro interazioni. Erano risultati significativi i fattori B, D e E e le interazioni BD e
DE: Box e Meyer (1993) simulano su quei dati un piano PB a 12 stati, per mettere inrisalto il fatto che la complessa struttura degli alias di quel piano (che abbiamo già trattato
nel par. 8.5.1 e par. 9.5) impedisce di scoprire fattori e interazioni importanti e infatti Box
e Meyer propongono un approccio bayesiano all’analisi dei piani fattoriali.
Io invece mostrerò che è sufficiente abbandonare la base ortogonale che di solito
viene considerata; come detto nel par. 9.5, se si prende una base non ortogonale, si
migliora di molto la potenza del piano PB, nel senso che si riesce a separare molti elementi
in più rispetto a quanto viene fatto con l’analisi classica (ortogonale). Il piano simulato,
con la matrice di Hadamard e i valori delle osservazioni, è il seguente:
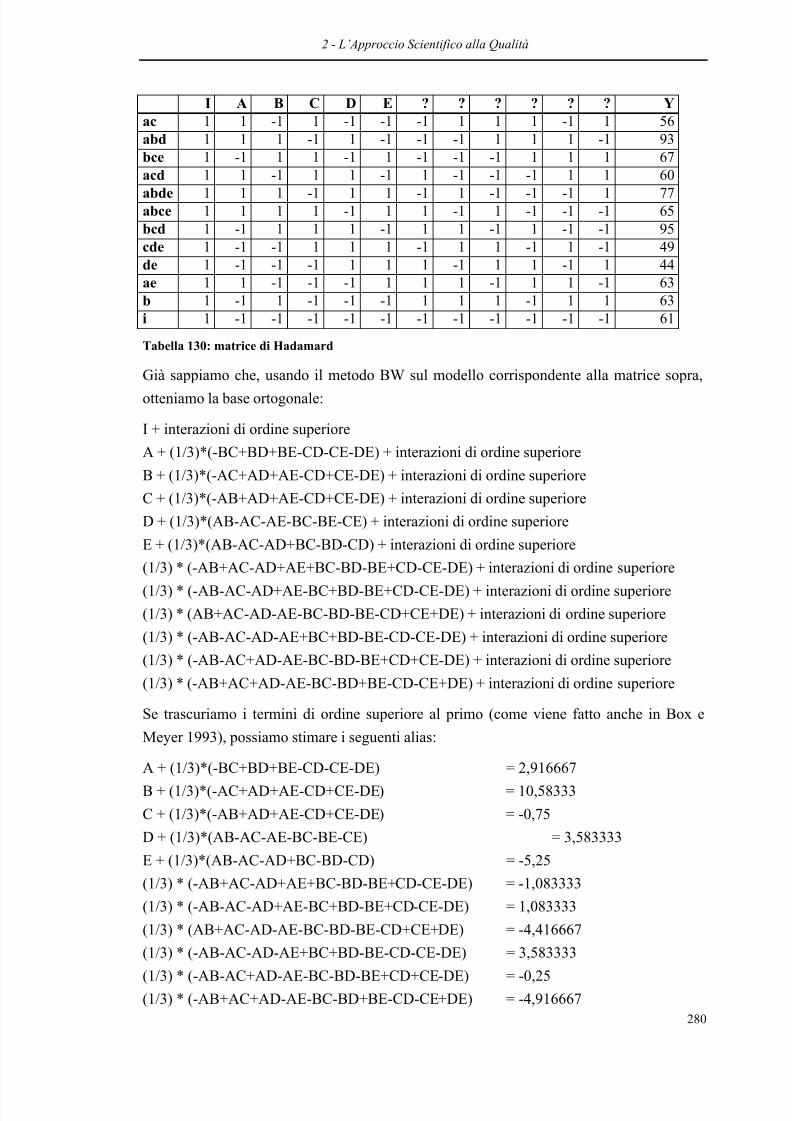
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 285/320
2 - L’Approccio Scientifico alla Qualità
280
I A B C D E ? ? ? ? ? ? Y
ac 1 1 -1 1 -1 -1 -1 1 1 1 -1 1 56abd 1 1 1 -1 1 -1 -1 -1 1 1 1 -1 93bce 1 -1 1 1 -1 1 -1 -1 -1 1 1 1 67acd 1 1 -1 1 1 -1 1 -1 -1 -1 1 1 60
abde 1 1 1 -1 1 1 -1 1 -1 -1 -1 1 77abce 1 1 1 1 -1 1 1 -1 1 -1 -1 -1 65bcd 1 -1 1 1 1 -1 1 1 -1 1 -1 -1 95cde 1 -1 -1 1 1 1 -1 1 1 -1 1 -1 49de 1 -1 -1 -1 1 1 1 -1 1 1 -1 1 44ae 1 1 -1 -1 -1 1 1 1 -1 1 1 -1 63b 1 -1 1 -1 -1 -1 1 1 1 -1 1 1 63i 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 61
Tabella 130: matrice di Hadamard
Già sappiamo che, usando il metodo BW sul modello corrispondente alla matrice sopra,otteniamo la base ortogonale:
I + interazioni di ordine superiore
A + (1/3)*(-BC+BD+BE-CD-CE-DE) + interazioni di ordine superiore
B + (1/3)*(-AC+AD+AE-CD+CE-DE) + interazioni di ordine superiore
C + (1/3)*(-AB+AD+AE-CD+CE-DE) + interazioni di ordine superiore
D + (1/3)*(AB-AC-AE-BC-BE-CE) + interazioni di ordine superiore
E + (1/3)*(AB-AC-AD+BC-BD-CD) + interazioni di ordine superiore
(1/3) * (-AB+AC-AD+AE+BC-BD-BE+CD-CE-DE) + interazioni di ordine superiore(1/3) * (-AB-AC-AD+AE-BC+BD-BE+CD-CE-DE) + interazioni di ordine superiore
(1/3) * (AB+AC-AD-AE-BC-BD-BE-CD+CE+DE) + interazioni di ordine superiore
(1/3) * (-AB-AC-AD-AE+BC+BD-BE-CD-CE-DE) + interazioni di ordine superiore
(1/3) * (-AB-AC+AD-AE-BC-BD-BE+CD+CE-DE) + interazioni di ordine superiore
(1/3) * (-AB+AC+AD-AE-BC-BD+BE-CD-CE+DE) + interazioni di ordine superiore
Se trascuriamo i termini di ordine superiore al primo (come viene fatto anche in Box e
Meyer 1993), possiamo stimare i seguenti alias:
A + (1/3)*(-BC+BD+BE-CD-CE-DE) = 2,916667
B + (1/3)*(-AC+AD+AE-CD+CE-DE) = 10,58333
C + (1/3)*(-AB+AD+AE-CD+CE-DE) = -0,75
D + (1/3)*(AB-AC-AE-BC-BE-CE) = 3,583333
E + (1/3)*(AB-AC-AD+BC-BD-CD) = -5,25
(1/3) * (-AB+AC-AD+AE+BC-BD-BE+CD-CE-DE) = -1,083333
(1/3) * (-AB-AC-AD+AE-BC+BD-BE+CD-CE-DE) = 1,083333
(1/3) * (AB+AC-AD-AE-BC-BD-BE-CD+CE+DE) = -4,416667
(1/3) * (-AB-AC-AD-AE+BC+BD-BE-CD-CE-DE) = 3,583333(1/3) * (-AB-AC+AD-AE-BC-BD-BE+CD+CE-DE) = -0,25
(1/3) * (-AB+AC+AD-AE-BC-BD+BE-CD-CE+DE) = -4,916667
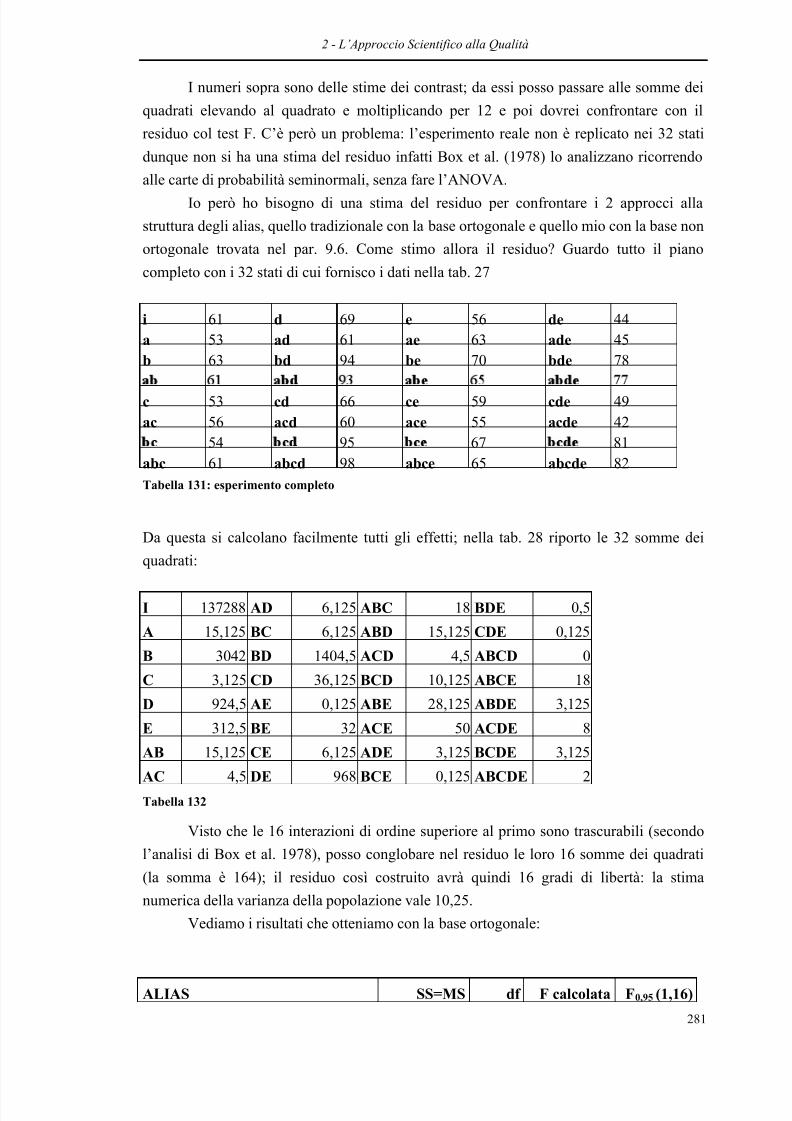
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 286/320
2 - L’Approccio Scientifico alla Qualità
281
I numeri sopra sono delle stime dei contrast; da essi posso passare alle somme dei
quadrati elevando al quadrato e moltiplicando per 12 e poi dovrei confrontare con il
residuo col test F. C’è però un problema: l’esperimento reale non è replicato nei 32 stati
dunque non si ha una stima del residuo infatti Box et al. (1978) lo analizzano ricorrendo
alle carte di probabilità seminormali, senza fare l’ANOVA.
Io però ho bisogno di una stima del residuo per confrontare i 2 approcci alla
struttura degli alias, quello tradizionale con la base ortogonale e quello mio con la base non
ortogonale trovata nel par. 9.6. Come stimo allora il residuo? Guardo tutto il piano
completo con i 32 stati di cui fornisco i dati nella tab. 27
i 61 d 69 e 56 de 44a 53 ad 61 ae 63 ade 45b 63 bd 94 be 70 bde 78
c 53 cd 66 ce 59 cde 49ac 56 acd 60 ace 55 acde 42
54 95 67 81abc 61 abcd 98 abce 65 abcde 82Tabella 131: esperimento completo
Da questa si calcolano facilmente tutti gli effetti; nella tab. 28 riporto le 32 somme dei
quadrati:
I 137288 AD 6,125 ABC 18 BDE 0,5
A 15,125 BC 6,125 ABD 15,125 CDE 0,125
B 3042 BD 1404,5 ACD 4,5 ABCD 0
C 3,125 CD 36,125 BCD 10,125 ABCE 18
D 924,5 AE 0,125 ABE 28,125 ABDE 3,125
E 312,5 BE 32 ACE 50 ACDE 8
AB 15,125 CE 6,125 ADE 3,125 BCDE 3,125AC 4,5 DE 968 BCE 0,125 ABCDE 2
Tabella 132
Visto che le 16 interazioni di ordine superiore al primo sono trascurabili (secondo
l’analisi di Box et al. 1978), posso conglobare nel residuo le loro 16 somme dei quadrati
(la somma è 164); il residuo così costruito avrà quindi 16 gradi di libertà: la stima
numerica della varianza della popolazione vale 10,25.
Vediamo i risultati che otteniamo con la base ortogonale:
ALIAS SS=MS df F calcolata F0,95 (1,16)
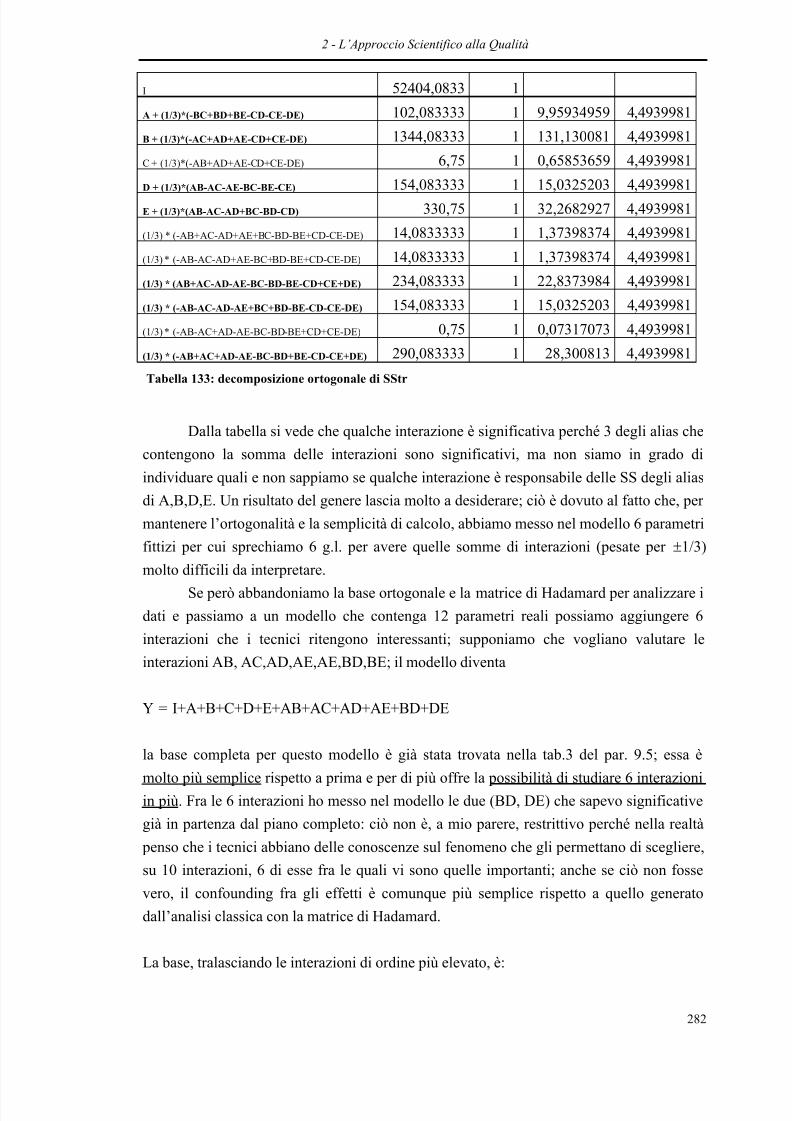
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 287/320
2 - L’Approccio Scientifico alla Qualità
282
I 52404,0833 1
A + (1/3)*(-BC+BD+BE-CD-CE-DE) 102,083333 1 9,95934959 4,4939981
B + (1/3)*(-AC+AD+AE-CD+CE-DE) 1344,08333 1 131,130081 4,4939981
C + (1/3)*(-AB+AD+AE-CD+CE-DE) 6,75 1 0,65853659 4,4939981
D + (1/3)*(AB-AC-AE-BC-BE-CE) 154,083333 1 15,0325203 4,4939981E + (1/3)*(AB-AC-AD+BC-BD-CD) 330,75 1 32,2682927 4,4939981
(1/3) * (-AB+AC-AD+AE+BC-BD-BE+CD-CE-DE) 14,0833333 1 1,37398374 4,4939981
(1/3) * (-AB-AC-AD+AE-BC+BD-BE+CD-CE-DE) 14,0833333 1 1,37398374 4,4939981
(1/3) * (AB+AC-AD-AE-BC-BD-BE-CD+CE+DE) 234,083333 1 22,8373984 4,4939981
(1/3) * (-AB-AC-AD-AE+BC+BD-BE-CD-CE-DE) 154,083333 1 15,0325203 4,4939981
(1/3) * (-AB-AC+AD-AE-BC-BD-BE+CD+CE-DE) 0,75 1 0,07317073 4,4939981
(1/3) * (-AB+AC+AD-AE-BC-BD+BE-CD-CE+DE) 290,083333 1 28,300813 4,4939981
Tabella 133: decomposizione ortogonale di SStr
Dalla tabella si vede che qualche interazione è significativa perché 3 degli alias che
contengono la somma delle interazioni sono significativi, ma non siamo in grado di
individuare quali e non sappiamo se qualche interazione è responsabile delle SS degli alias
di A,B,D,E. Un risultato del genere lascia molto a desiderare; ciò è dovuto al fatto che, per
mantenere l’ortogonalità e la semplicità di calcolo, abbiamo messo nel modello 6 parametri
fittizi per cui sprechiamo 6 g.l. per avere quelle somme di interazioni (pesate per ±1/3)
molto difficili da interpretare.Se però abbandoniamo la base ortogonale e la matrice di Hadamard per analizzare i
dati e passiamo a un modello che contenga 12 parametri reali possiamo aggiungere 6
interazioni che i tecnici ritengono interessanti; supponiamo che vogliano valutare le
interazioni AB, AC,AD,AE,AE,BD,BE; il modello diventa
Y = I+A+B+C+D+E+AB+AC+AD+AE+BD+DE
la base completa per questo modello è già stata trovata nella tab.3 del par. 9.5; essa èmolto più semplice rispetto a prima e per di più offre la possibilità di studiare 6 interazioni
in più. Fra le 6 interazioni ho messo nel modello le due (BD, DE) che sapevo significative
già in partenza dal piano completo: ciò non è, a mio parere, restrittivo perché nella realtà
penso che i tecnici abbiano delle conoscenze sul fenomeno che gli permettano di scegliere,
su 10 interazioni, 6 di esse fra le quali vi sono quelle importanti; anche se ciò non fosse
vero, il confounding fra gli effetti è comunque più semplice rispetto a quello generato
dall’analisi classica con la matrice di Hadamard.
La base, tralasciando le interazioni di ordine più elevato, è:
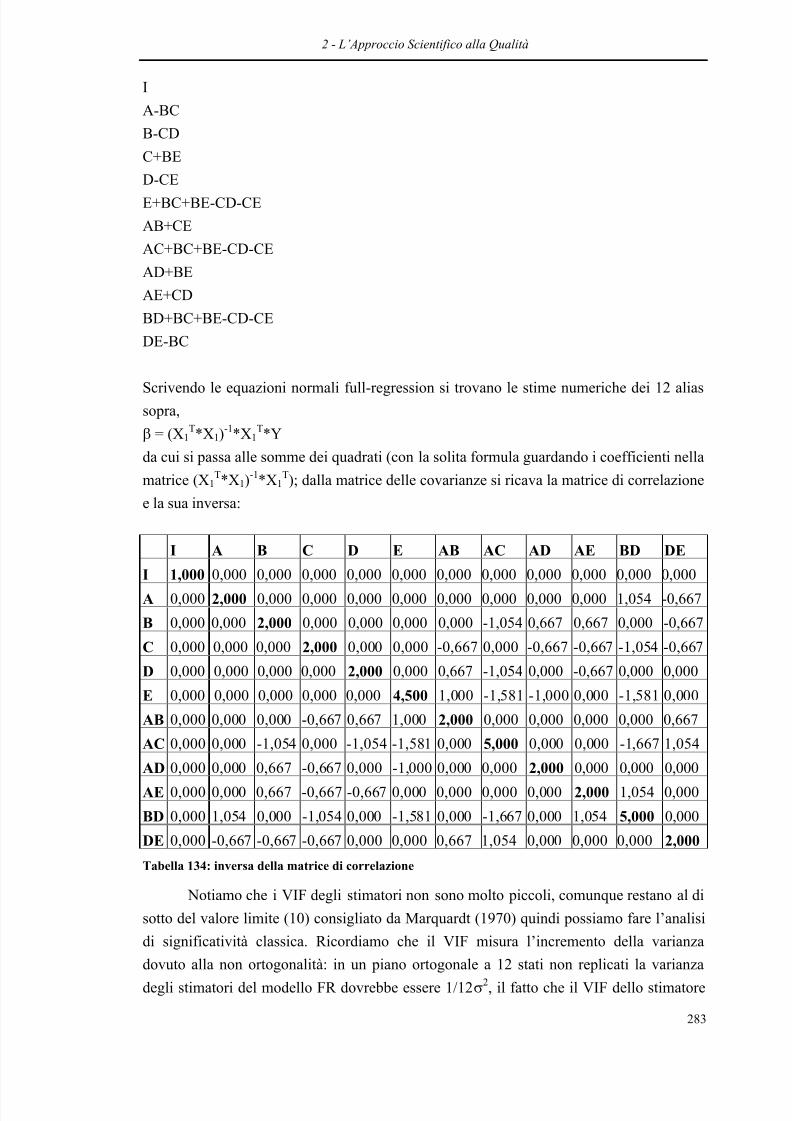
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 288/320
2 - L’Approccio Scientifico alla Qualità
283
I
A-BC
B-CD
C+BE
D-CE
E+BC+BE-CD-CE
AB+CE
AC+BC+BE-CD-CE
AD+BE
AE+CD
BD+BC+BE-CD-CE
DE-BC
Scrivendo le equazioni normali full-regression si trovano le stime numeriche dei 12 alias
sopra,
β = (X1T*X1)
-1*X1T*Y
da cui si passa alle somme dei quadrati (con la solita formula guardando i coefficienti nella
matrice (X1T*X1)
-1*X1T); dalla matrice delle covarianze si ricava la matrice di correlazione
e la sua inversa:
I A B C D E AB AC AD AE BD DE
I 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000A 0,000 2,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,054 -0,667
B 0,000 0,000 2,000 0,000 0,000 0,000 0,000 -1,054 0,667 0,667 0,000 -0,667
C 0,000 0,000 0,000 2,000 0,000 0,000 -0,667 0,000 -0,667 -0,667 -1,054 -0,667
D 0,000 0,000 0,000 0,000 2,000 0,000 0,667 -1,054 0,000 -0,667 0,000 0,000
E 0,000 0,000 0,000 0,000 0,000 4,500 1,000 -1,581 -1,000 0,000 -1,581 0,000
AB 0,000 0,000 0,000 -0,667 0,667 1,000 2,000 0,000 0,000 0,000 0,000 0,667
AC 0,000 0,000 -1,054 0,000 -1,054 -1,581 0,000 5,000 0,000 0,000 -1,667 1,054
AD 0,000 0,000 0,667 -0,667 0,000 -1,000 0,000 0,000 2,000 0,000 0,000 0,000
AE 0,000 0,000 0,667 -0,667 -0,667 0,000 0,000 0,000 0,000 2,000 1,054 0,000
BD 0,000 1,054 0,000 -1,054 0,000 -1,581 0,000 -1,667 0,000 1,054 5,000 0,000
DE 0,000 -0,667 -0,667 -0,667 0,000 0,000 0,667 1,054 0,000 0,000 0,000 2,000
Tabella 134: inversa della matrice di correlazione
Notiamo che i VIF degli stimatori non sono molto piccoli, comunque restano al di
sotto del valore limite (10) consigliato da Marquardt (1970) quindi possiamo fare l’analisi
di significatività classica. Ricordiamo che il VIF misura l’incremento della varianza
dovuto alla non ortogonalità: in un piano ortogonale a 12 stati non replicati la varianza
degli stimatori del modello FR dovrebbe essere 1/12σ2, il fatto che il VIF dello stimatore
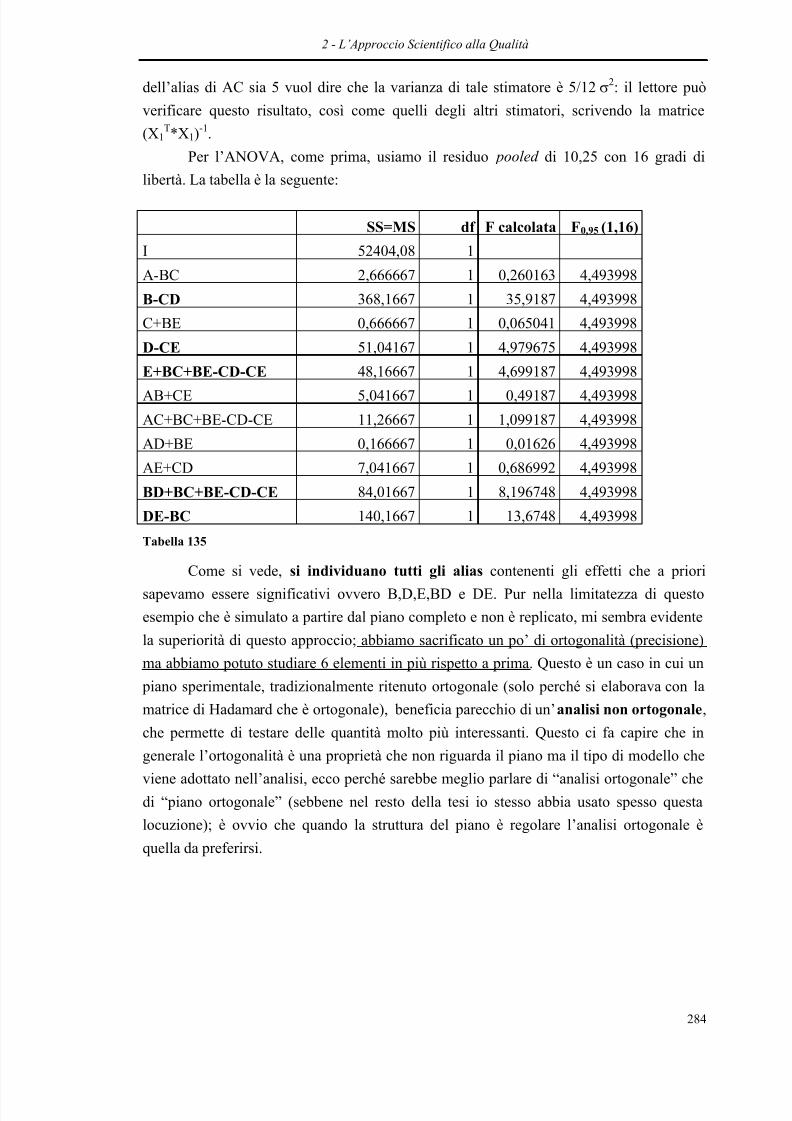
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 289/320
2 - L’Approccio Scientifico alla Qualità
284
dell’alias di AC sia 5 vuol dire che la varianza di tale stimatore è 5/12σ2: il lettore può
verificare questo risultato, così come quelli degli altri stimatori, scrivendo la matrice
(X1T*X1)
-1.
Per l’ANOVA, come prima, usiamo il residuo pooled di 10,25 con 16 gradi di
libertà. La tabella è la seguente:
SS=MS df F calcolata F0,95 (1,16)
I 52404,08 1
A-BC 2,666667 1 0,260163 4,493998
B-CD 368,1667 1 35,9187 4,493998
C+BE 0,666667 1 0,065041 4,493998
D-CE 51,04167 1 4,979675 4,493998
E+BC+BE-CD-CE 48,16667 1 4,699187 4,493998
AB+CE 5,041667 1 0,49187 4,493998
AC+BC+BE-CD-CE 11,26667 1 1,099187 4,493998
AD+BE 0,166667 1 0,01626 4,493998
AE+CD 7,041667 1 0,686992 4,493998
BD+BC+BE-CD-CE 84,01667 1 8,196748 4,493998
DE-BC 140,1667 1 13,6748 4,493998
Tabella 135
Come si vede, si individuano tutti gli alias contenenti gli effetti che a priorisapevamo essere significativi ovvero B,D,E,BD e DE. Pur nella limitatezza di questo
esempio che è simulato a partire dal piano completo e non è replicato, mi sembra evidente
la superiorità di questo approccio; abbiamo sacrificato un po’ di ortogonalità (precisione)
ma abbiamo potuto studiare 6 elementi in più rispetto a prima. Questo è un caso in cui un
piano sperimentale, tradizionalmente ritenuto ortogonale (solo perché si elaborava con la
matrice di Hadamard che è ortogonale), beneficia parecchio di un’analisi non ortogonale,
che permette di testare delle quantità molto più interessanti. Questo ci fa capire che in
generale l’ortogonalità è una proprietà che non riguarda il piano ma il tipo di modello cheviene adottato nell’analisi, ecco perché sarebbe meglio parlare di “analisi ortogonale” che
di “piano ortogonale” (sebbene nel resto della tesi io stesso abbia usato spesso questa
locuzione); è ovvio che quando la struttura del piano è regolare l’analisi ortogonale è
quella da preferirsi.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 290/320
2 - L’Approccio Scientifico alla Qualità
285
10.6 PIANO SPERIMENTALE CON 4 FATTORI DI CONTROLLO A 3LIVELLI E 3 FATTORI DI RUMORE A 2 LIVELLI
Questo caso, analizzato da Byrne e S.Taguchi, è stato pubblicato su Quality
Progress nel 1987 ma a quanto riferisce Galetto (1989a) era già stato presentato nel 1984 a
un convegno sui metodi Taguchi e nel 1986 alla conferenza ASQC; questo è un segnomolto chiaro della martellante pubblicità riguardo i metodi Taguchi: la stessa relazione è
stat ripubblicata 3 volte in 4 anni.
Lasciamo da parte per ora l’analisi secondo le “tecniche taguchiane”; lo scopo di
questo paragrafo è usare i concetti del cap.8 e 9 per evidenziare alcuni errori condotti da
Galetto (1989a) nell’analisi del caso di Byrne e Taguchi. Vi sono 4 fattori di controllo a 3
livelli e 3 fattori di rumore a 2 livelli; Taguchi introduce i fattori di rumore non perché gli
interessi valutarne l’effetto sulla risposta ma per vedere la variabilità che essi inducono
nelle varie combinazioni dei fattori di controllo per scegliere la combinazione chemassimizza la risposta e, nel contempo, minimizza la variabilità. Per ogni combinazione
dei fattori di controllo viene quindi sperimentata una combinazione dei fattori di rumore; si
hanno quindi 2 matrici dell’esperimento: l’inner array che contiene le combinazioni dei
fattori di controllo e l’outer array che contiene quelle dei fattori di rumore: le 2 matrici
sono frazionate indipendentemente. In questo caso l’inner array ha dimensione 3*3 (2
tagli), e l’outer array ha dimensione 2*2*2 (nessun taglio): il piano sperimentale risultante
è quello della cosiddetta product array con 72 stati di prova, contrapposta alla combined
array che non distingue fra fattori di controllo e di rumore. Si ottiene una tabella comequella sotto in cui sulle righe vengono poste le combinazioni dei fattori di controllo (CF) e
sulle colonne quelle dei fattori di rumore (NF):
1 2 3 4 5 6 7 8123456789
Tabella 136: product array, combinazioni dei CF sulle righe e quelle dei NF sulle colonne
Per analizzare il piano abbiamo 2 strade davanti a noi:
• trascurare i fattori di rumore: avremmo quindi un piano ridotto 34-2 in cui i 9 stati
sperimentali vengono replicati 8 volte; in questo caso il residuo avrebbe 63 gradi di
libertà
• non trascurare i fattori di rumore: si ha un piano ridotto 23*34-2 con 72 stati
sperimentali senza replicazioni per cui il residuo avrebbe 0 gradi di libertà; in questocaso però si possono trascurare le interazioni di ordine più elevato ed attribuirne i gradi
di libertà al residuo.
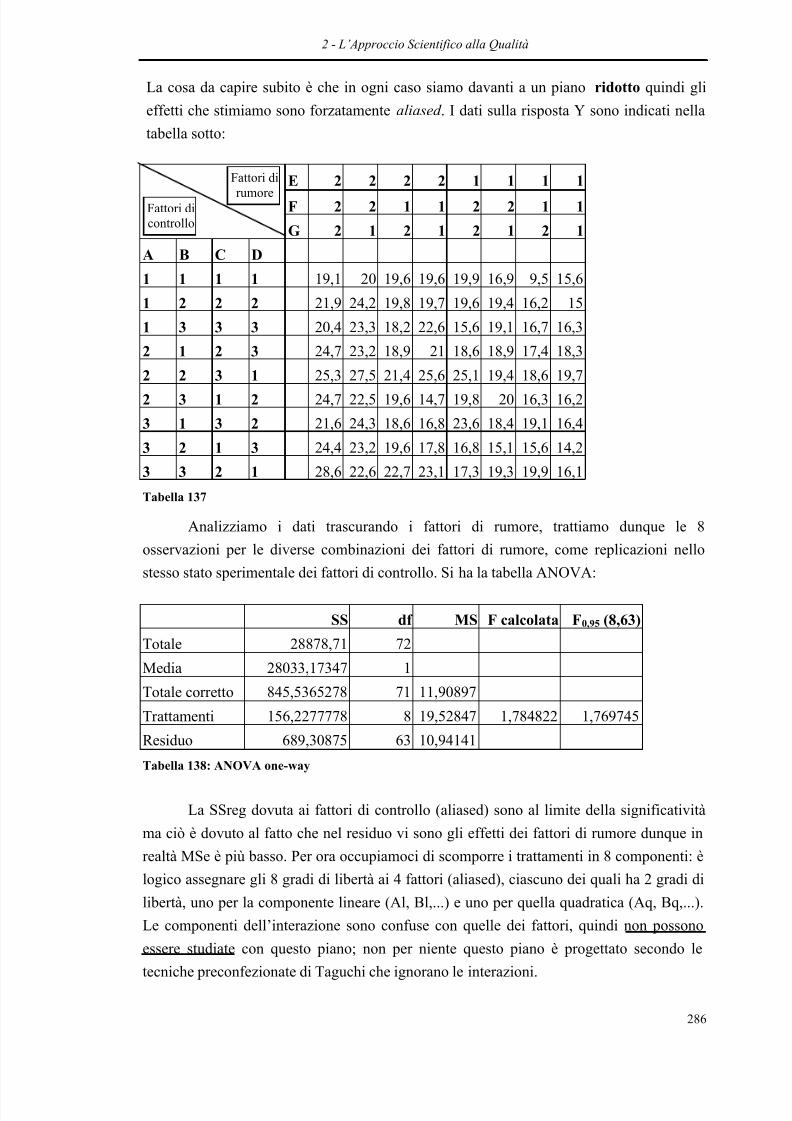
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 291/320
2 - L’Approccio Scientifico alla Qualità
286
La cosa da capire subito è che in ogni caso siamo davanti a un piano ridotto quindi gli
effetti che stimiamo sono forzatamente aliased . I dati sulla risposta Y sono indicati nella
tabella sotto:
E 2 2 2 2 1 1 1 1
F 2 2 1 1 2 2 1 1
G 2 1 2 1 2 1 2 1
A B C D
1 1 1 1 19,1 20 19,6 19,6 19,9 16,9 9,5 15,6
1 2 2 2 21,9 24,2 19,8 19,7 19,6 19,4 16,2 15
1 3 3 3 20,4 23,3 18,2 22,6 15,6 19,1 16,7 16,3
2 1 2 3 24,7 23,2 18,9 21 18,6 18,9 17,4 18,3
2 2 3 1 25,3 27,5 21,4 25,6 25,1 19,4 18,6 19,72 3 1 2 24,7 22,5 19,6 14,7 19,8 20 16,3 16,2
3 1 3 2 21,6 24,3 18,6 16,8 23,6 18,4 19,1 16,4
3 2 1 3 24,4 23,2 19,6 17,8 16,8 15,1 15,6 14,2
3 3 2 1 28,6 22,6 22,7 23,1 17,3 19,3 19,9 16,1
Tabella 137
Analizziamo i dati trascurando i fattori di rumore, trattiamo dunque le 8
osservazioni per le diverse combinazioni dei fattori di rumore, come replicazioni nello
stesso stato sperimentale dei fattori di controllo. Si ha la tabella ANOVA:
SS df MS F calcolata F0,95 (8,63)
Totale 28878,71 72
Media 28033,17347 1
Totale corretto 845,5365278 71 11,90897
Trattamenti 156,2277778 8 19,52847 1,784822 1,769745
Residuo 689,30875 63 10,94141
Tabella 138: ANOVA one-way
La SSreg dovuta ai fattori di controllo (aliased) sono al limite della significatività
ma ciò è dovuto al fatto che nel residuo vi sono gli effetti dei fattori di rumore dunque in
realtà MSe è più basso. Per ora occupiamoci di scomporre i trattamenti in 8 componenti: è
logico assegnare gli 8 gradi di libertà ai 4 fattori (aliased), ciascuno dei quali ha 2 gradi di
libertà, uno per la componente lineare (Al, Bl,...) e uno per quella quadratica (Aq, Bq,...).
Le componenti dell’interazione sono confuse con quelle dei fattori, quindi non possono
essere studiate con questo piano; non per niente questo piano è progettato secondo letecniche preconfezionate di Taguchi che ignorano le interazioni.
Fattori di
rumoreFattori dicontrollo
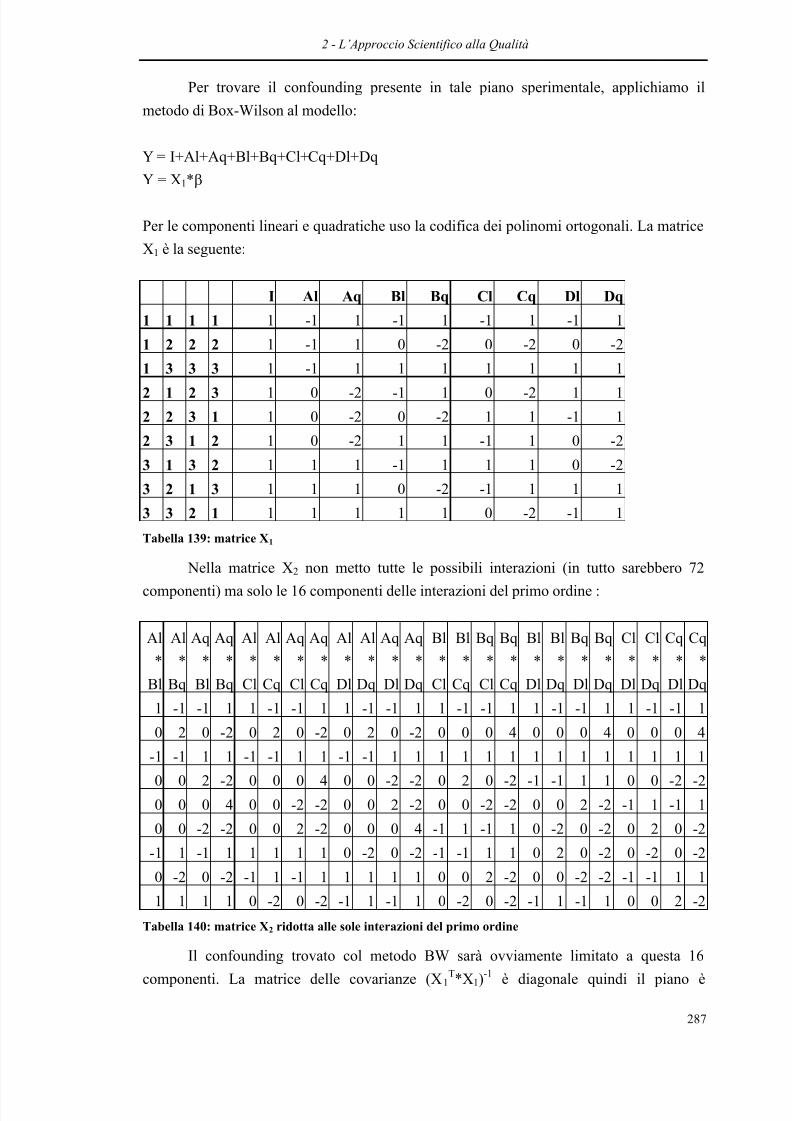
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 292/320
2 - L’Approccio Scientifico alla Qualità
287
Per trovare il confounding presente in tale piano sperimentale, applichiamo il
metodo di Box-Wilson al modello:
Y = I+Al+Aq+Bl+Bq+Cl+Cq+Dl+Dq
Y = X1*β
Per le componenti lineari e quadratiche uso la codifica dei polinomi ortogonali. La matrice
X1 è la seguente:
I Al Aq Bl Bq Cl Cq Dl Dq
1 1 1 1 1 -1 1 -1 1 -1 1 -1 1
1 2 2 2 1 -1 1 0 -2 0 -2 0 -2
1 3 3 3 1 -1 1 1 1 1 1 1 1
2 1 2 3 1 0 -2 -1 1 0 -2 1 1
2 2 3 1 1 0 -2 0 -2 1 1 -1 1
2 3 1 2 1 0 -2 1 1 -1 1 0 -2
3 1 3 2 1 1 1 -1 1 1 1 0 -2
3 2 1 3 1 1 1 0 -2 -1 1 1 1
3 3 2 1 1 1 1 1 1 0 -2 -1 1
Tabella 139: matrice X1
Nella matrice X2 non metto tutte le possibili interazioni (in tutto sarebbero 72componenti) ma solo le 16 componenti delle interazioni del primo ordine :
Al
*
Bl
Al
*
Bq
Aq
*
Bl
Aq
*
Bq
Al
*
Cl
Al
*
Cq
Aq
*
Cl
Aq
*
Cq
Al
*
Dl
Al
*
Dq
Aq
*
Dl
Aq
*
Dq
Bl
*
Cl
Bl
*
Cq
Bq
*
Cl
Bq
*
Cq
Bl
*
Dl
Bl
*
Dq
Bq
*
Dl
Bq
*
Dq
Cl
*
Dl
Cl
*
Dq
Cq
*
Dl
Cq
*
Dq
1 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 -1 -1 1 1 -1 -1 1
0 2 0 -2 0 2 0 -2 0 2 0 -2 0 0 0 4 0 0 0 4 0 0 0 4
-1 -1 1 1 -1 -1 1 1 -1 -1 1 1 1 1 1 1 1 1 1 1 1 1 1 10 0 2 -2 0 0 0 4 0 0 -2 -2 0 2 0 -2 -1 -1 1 1 0 0 -2 -2
0 0 0 4 0 0 -2 -2 0 0 2 -2 0 0 -2 -2 0 0 2 -2 -1 1 -1 1
0 0 -2 -2 0 0 2 -2 0 0 0 4 -1 1 -1 1 0 -2 0 -2 0 2 0 -2
-1 1 -1 1 1 1 1 1 0 -2 0 -2 -1 -1 1 1 0 2 0 -2 0 -2 0 -2
0 -2 0 -2 -1 1 -1 1 1 1 1 1 0 0 2 -2 0 0 -2 -2 -1 -1 1 1
1 1 1 1 0 -2 0 -2 -1 1 -1 1 0 -2 0 -2 -1 1 -1 1 0 0 2 -2
Tabella 140: matrice X2 ridotta alle sole interazioni del primo ordine
Il confounding trovato col metodo BW sarà ovviamente limitato a questa 16componenti. La matrice delle covarianze (X1
T*X1)-1 è diagonale quindi il piano è
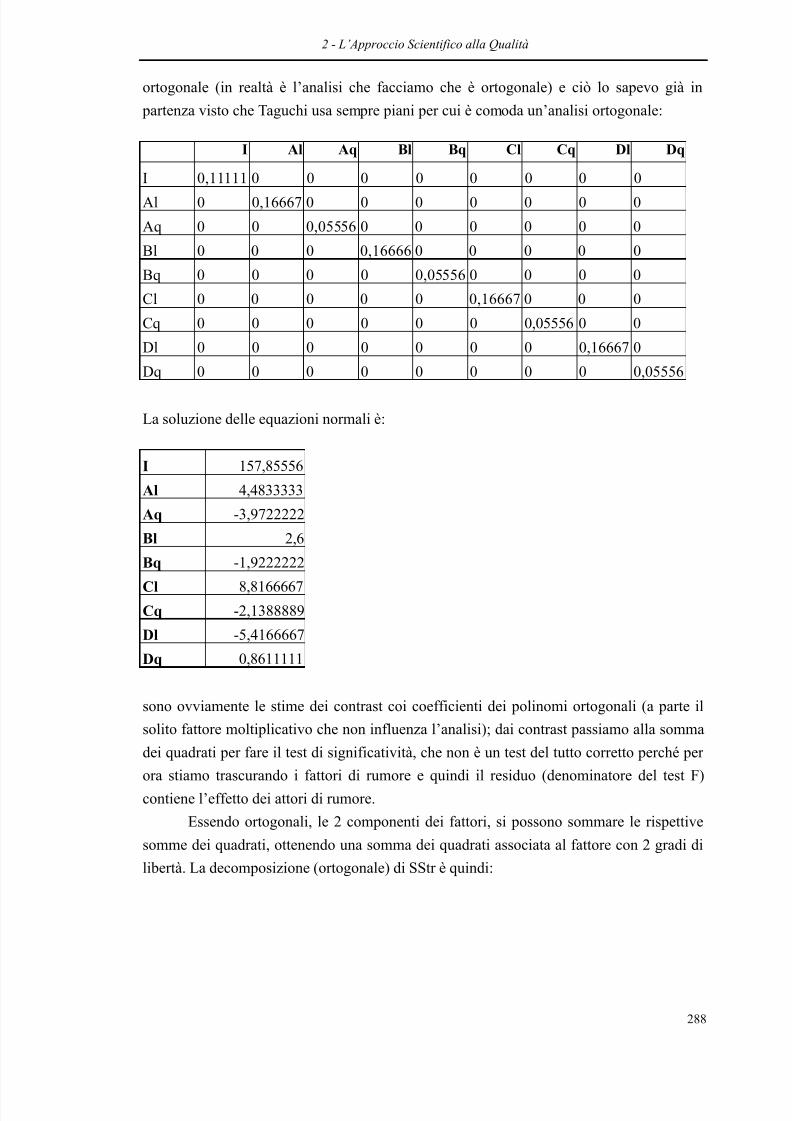
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 293/320
2 - L’Approccio Scientifico alla Qualità
288
ortogonale (in realtà è l’analisi che facciamo che è ortogonale) e ciò lo sapevo già in
partenza visto che Taguchi usa sempre piani per cui è comoda un’analisi ortogonale:
I Al Aq Bl Bq Cl Cq Dl Dq
I 0,11111 0 0 0 0 0 0 0 0
Al 0 0,16667 0 0 0 0 0 0 0
Aq 0 0 0,05556 0 0 0 0 0 0
Bl 0 0 0 0,16666 0 0 0 0 0
Bq 0 0 0 0 0,05556 0 0 0 0
Cl 0 0 0 0 0 0,16667 0 0 0
Cq 0 0 0 0 0 0 0,05556 0 0
Dl 0 0 0 0 0 0 0 0,16667 0
Dq 0 0 0 0 0 0 0 0 0,05556
La soluzione delle equazioni normali è:
I 157,85556
Al 4,4833333
Aq -3,9722222
Bl 2,6
Bq -1,9222222Cl 8,8166667
Cq -2,1388889
Dl -5,4166667
Dq 0,8611111
sono ovviamente le stime dei contrast coi coefficienti dei polinomi ortogonali (a parte il
solito fattore moltiplicativo che non influenza l’analisi); dai contrast passiamo alla somma
dei quadrati per fare il test di significatività, che non è un test del tutto corretto perché per ora stiamo trascurando i fattori di rumore e quindi il residuo (denominatore del test F)
contiene l’effetto dei attori di rumore.
Essendo ortogonali, le 2 componenti dei fattori, si possono sommare le rispettive
somme dei quadrati, ottenendo una somma dei quadrati associata al fattore con 2 gradi di
libertà. La decomposizione (ortogonale) di SStr è quindi:
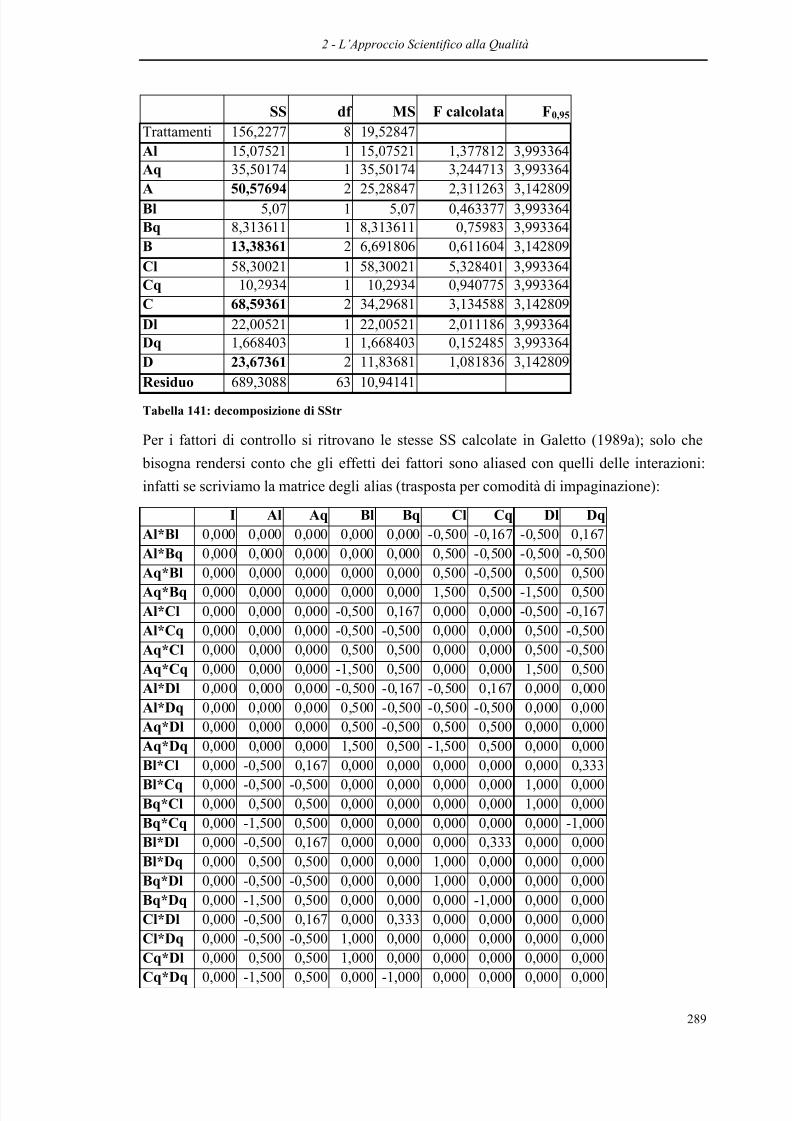
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 294/320
2 - L’Approccio Scientifico alla Qualità
289
SS df MS F calcolata F0,95
Trattamenti 156,2277 8 19,52847Al 15,07521 1 15,07521 1,377812 3,993364Aq 35,50174 1 35,50174 3,244713 3,993364
A 50,57694 2 25,28847 2,311263 3,142809Bl 5,07 1 5,07 0,463377 3,993364Bq 8,313611 1 8,313611 0,75983 3,993364B 13,38361 2 6,691806 0,611604 3,142809Cl 58,30021 1 58,30021 5,328401 3,993364Cq 10,2934 1 10,2934 0,940775 3,993364C 68,59361 2 34,29681 3,134588 3,142809Dl 22,00521 1 22,00521 2,011186 3,993364Dq 1,668403 1 1,668403 0,152485 3,993364D 23,67361 2 11,83681 1,081836 3,142809
Residuo 689,3088 63 10,94141
Tabella 141: decomposizione di SStr
Per i fattori di controllo si ritrovano le stesse SS calcolate in Galetto (1989a); solo che
bisogna rendersi conto che gli effetti dei fattori sono aliased con quelli delle interazioni:
infatti se scriviamo la matrice degli alias (trasposta per comodità di impaginazione):
I Al Aq Bl Bq Cl Cq Dl DqAl*Bl 0,000 0,000 0,000 0,000 0,000 -0,500 -0,167 -0,500 0,167Al*Bq 0,000 0,000 0,000 0,000 0,000 0,500 -0,500 -0,500 -0,500
Aq*Bl 0,000 0,000 0,000 0,000 0,000 0,500 -0,500 0,500 0,500Aq*Bq 0,000 0,000 0,000 0,000 0,000 1,500 0,500 -1,500 0,500Al*Cl 0,000 0,000 0,000 -0,500 0,167 0,000 0,000 -0,500 -0,167Al*Cq 0,000 0,000 0,000 -0,500 -0,500 0,000 0,000 0,500 -0,500Aq*Cl 0,000 0,000 0,000 0,500 0,500 0,000 0,000 0,500 -0,500Aq*Cq 0,000 0,000 0,000 -1,500 0,500 0,000 0,000 1,500 0,500Al*Dl 0,000 0,000 0,000 -0,500 -0,167 -0,500 0,167 0,000 0,000Al*Dq 0,000 0,000 0,000 0,500 -0,500 -0,500 -0,500 0,000 0,000Aq*Dl 0,000 0,000 0,000 0,500 -0,500 0,500 0,500 0,000 0,000Aq*Dq 0,000 0,000 0,000 1,500 0,500 -1,500 0,500 0,000 0,000
Bl*Cl 0,000 -0,500 0,167 0,000 0,000 0,000 0,000 0,000 0,333Bl*Cq 0,000 -0,500 -0,500 0,000 0,000 0,000 0,000 1,000 0,000Bq*Cl 0,000 0,500 0,500 0,000 0,000 0,000 0,000 1,000 0,000Bq*Cq 0,000 -1,500 0,500 0,000 0,000 0,000 0,000 0,000 -1,000Bl*Dl 0,000 -0,500 0,167 0,000 0,000 0,000 0,333 0,000 0,000Bl*Dq 0,000 0,500 0,500 0,000 0,000 1,000 0,000 0,000 0,000Bq*Dl 0,000 -0,500 -0,500 0,000 0,000 1,000 0,000 0,000 0,000Bq*Dq 0,000 -1,500 0,500 0,000 0,000 0,000 -1,000 0,000 0,000Cl*Dl 0,000 -0,500 0,167 0,000 0,333 0,000 0,000 0,000 0,000Cl*Dq 0,000 -0,500 -0,500 1,000 0,000 0,000 0,000 0,000 0,000Cq*Dl 0,000 0,500 0,500 1,000 0,000 0,000 0,000 0,000 0,000Cq*Dq 0,000 -1,500 0,500 0,000 -1,000 0,000 0,000 0,000 0,000
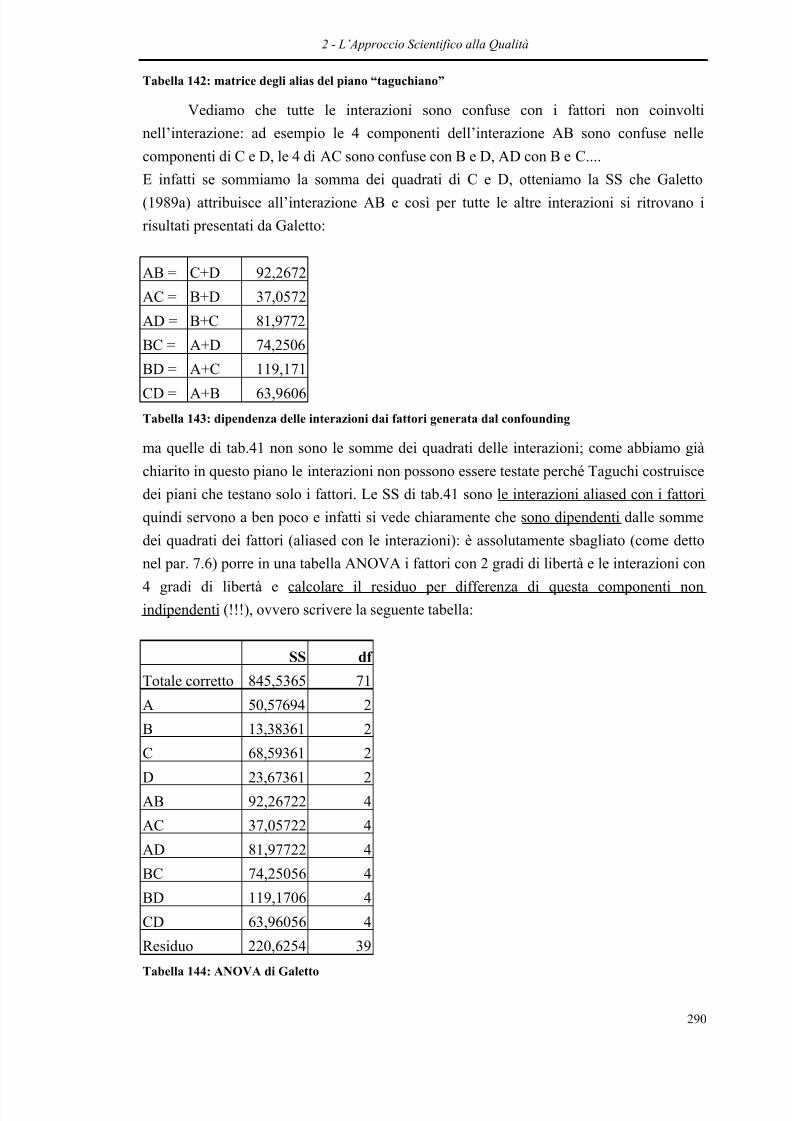
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 295/320
2 - L’Approccio Scientifico alla Qualità
290
Tabella 142: matrice degli alias del piano “taguchiano”
Vediamo che tutte le interazioni sono confuse con i fattori non coinvolti
nell’interazione: ad esempio le 4 componenti dell’interazione AB sono confuse nelle
componenti di C e D, le 4 di AC sono confuse con B e D, AD con B e C....
E infatti se sommiamo la somma dei quadrati di C e D, otteniamo la SS che Galetto
(1989a) attribuisce all’interazione AB e così per tutte le altre interazioni si ritrovano i
risultati presentati da Galetto:
AB = C+D 92,2672
AC = B+D 37,0572
AD = B+C 81,9772
BC = A+D 74,2506
BD = A+C 119,171
CD = A+B 63,9606
Tabella 143: dipendenza delle interazioni dai fattori generata dal confounding
ma quelle di tab.41 non sono le somme dei quadrati delle interazioni; come abbiamo già
chiarito in questo piano le interazioni non possono essere testate perché Taguchi costruisce
dei piani che testano solo i fattori. Le SS di tab.41 sono le interazioni aliased con i fattori
quindi servono a ben poco e infatti si vede chiaramente che sono dipendenti dalle somme
dei quadrati dei fattori (aliased con le interazioni): è assolutamente sbagliato (come detto
nel par. 7.6) porre in una tabella ANOVA i fattori con 2 gradi di libertà e le interazioni con4 gradi di libertà e calcolare il residuo per differenza di questa componenti non
indipendenti (!!!), ovvero scrivere la seguente tabella:
SS df
Totale corretto 845,5365 71
A 50,57694 2
B 13,38361 2
C 68,59361 2D 23,67361 2
AB 92,26722 4
AC 37,05722 4
AD 81,97722 4
BC 74,25056 4
BD 119,1706 4
CD 63,96056 4
Residuo 220,6254 39Tabella 144: ANOVA di Galetto
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 296/320
2 - L’Approccio Scientifico alla Qualità
291
È invece possibile diminuire i gradi libertà del residuo introducendo i fattori di
rumore; se introduciamo il fattore E, ciò equivale a sdoppiare (par.9.6) i 9 stati
sperimentali, arrivando quindi a 18 e diminuendo contemporaneamente i gradi di libertà
del residuo da 63 a 54. Si aggiungono 9 gradi di libertà ma questi non possono essere
attribuiti alle interazioni AB,AC,AD,BC,BD,CD perché queste restano confuse con i
fattori A,B,C,D; come chiarito nel par. 9.6, aggiungendo un fattore all’analisi, gli alias non
cambiano; i nuovi 9 gradi di libertà vanno dunque attribuiti a E e alle sue interazioni con i
fattori di controllo per un totale di 9 componenti (aliased con quelle trascurate).
Se si aggiungesse un altro fattore di rumore (F), si passerebbe da 18 a 36 stati di
prova e i 18 gradi di libertà in più riguarderebbero le componenti di F e le sue interazioni;
il residuo passerebbe a 36 gradi di libertà e dovrebbe tenere conto della variabilità (2
“replicazioni”) all’interno dei nuovi 36 stati di prova.
Se infatti aggiungiamo anche l’ultimo fattore di rumore (G) abbiamo 72 stati di
prova distinti non replicati e il residuo ha zero gradi di libertà per cui bisogna attribuire ad
esso le interazioni di ordine elevato che coinvolgono i 3 fattori di rumore.
È evidente che questa è una situazione molto insoddisfacente per gli obbiettivi della
sperimentazione classica perché il piano non permette di testare le interazioni fra i fattori
più importanti (quelli di controllo) e si sprecano tantissimi gradi di libertà per analizzare
delle interazioni poco interessanti; ma Taguchi, come detto nel cap.3, si propone degli
obiettivi diversi (senza peraltro raggiungerli, cap.11): trovare la combinazione dei fattori di
controllo che massimizza la risposta e nel contempo minimizzi la variabilità all’internodegli stati, dovuta ai fattori di rumore, che non possono essere controllati nelle normali
condizioni di uso e di esercizio. Per raggiungere un obiettivo del genere bisognerebbe fare
molte prova in più ecco perché Taguchi è costretto a trascurare le interazioni fra i fattori di
controllo.
Ecco perché sono abbastanza critico, in generale, verso un’analisi classica ex-post
dei risultati di un piano progettato secondo criteri “taguchiani” in cui è impossibile rilevare
l’effetto delle interazioni. Il confronto fra metodologia classica e quella di Taguchi va
fatto già dalla costruzione del piano sperimentale, a parità di stati sperimentali126
; in questocaso con la metodologia classica sarebbe convenuto considerare tutti 7 fattori allo stesso
modo (non distinguendo fra controllo e rumore) e progettare le prove in modo che fossero
testabili le 6 interazioni AB,AC,AD,BC,CD.
126 In realtà, più che sul numero delle prove, bisognerebbe ragionare sul costo di esse perché alcuni fattori possono essere variati più facilmente (economicamente) di altri: questo però dipende da problema a problema.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 297/320
2 - L’Approccio Scientifico alla Qualità
292
CAPITOLO 11
TAGUCHI: NOVITÁ O BLUFF?
11.1 POPOLARITÁ DI TAGUCHI“..it worries me when I hear of hundreds of engineers being taught
what I believe are sometimes inappropriate , unnecessarily complicated ,
and inefficient statistical methods”
(Box 1988)
Nel cap.3 abbiamo visto che la Statistica applicata alla sperimentazione aveva fatto
passi da gigante già agli inizi del secolo e ben prima degli anni ’50 in Occidente si erano
sviluppati i concetti fondamentali dell’experimental design; però il suo uso è rimasto
confinato a pochi grandi centri di ricerca e ha sempre stentato ad imporsi come pratica
corrente nell’industria occidentale. Non è un caso che Deming, grande sostenitore della
Statistica nell’industria e nei servizi, sia dovuto andare in Giappone a propagandare le sue
idee perché in Occidente non era ascoltato; dagli anni ’50 i giapponesi capiscono (grazie a
Deming) l’importanza della Statistica e l’ingegnere giapponese Genichi Taguchi inizia aelaborare i suoi metodi di pianificazione degli esperimenti; nell’anno 1953 Taguchi
compie il “tile experiment”, citato da tutte le pubblicazioni “taguchiane” come il
momento in cui si capisce che è più economico rendere il processo insensibile alle
variazioni ambientali che controllare queste sorgenti di variabilità: è questa l’idea alla base
del robust design.
Incredibilmente Taguchi sviluppa i suoi lavori sul DOE, trascurando quasi del tutto
la ricerca statistica fatta in Occidente, infatti nel suo libro System of Experimental Design
(1987), su una quarantina di riferimenti bibliografici, solo una dozzina riguarda autorioccidentali e tutti nell’arco temporale 1944-1957). Taguchi, ingegnere elettronico, ritiene
di poter estendere i concetti propri delle telecomunicazioni alla pianificazione e analisi
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 298/320
2 - L’Approccio Scientifico alla Qualità
293
degli esperimenti e così nasce il famigerato signal-to-noise ratio per l’analisi dei risultati
dell’esperimento.
In Occidente, fra gli anni ’70 e ’80 si diffonde il mito della Qualità giapponese e,
come riportato in Steinberg e Hunter (1984), nascono delle leggende come quella che i
giapponesi, grazie a Taguchi, riescono ad eseguire esperimenti con 100 fattori (!!!).
Taguchi viene quindi invitato da grosse aziende americane negli Stati Uniti a tenere delle
conferenze sui suoi metodi; all’inizio le sue idee suscitano molto scetticismo proprio
perché ignorano ciò che è la base della sperimentazione scientifica occidentale ma Taguchi
riesce a catturare l’interesse delle persone che contano nelle grosse aziende come la
AT&T, la Ford, la ITT e la Xerox; in aggiunta a questo, potenti organizzazioni come l’
American Supplier Institute (ASI) danno una grande promozione all’applicazione delle sue
idee nell’industria. Galetto (1995) riferisce che i metodi Taguchi sono stati presentati127 in
Europa nel 1986 a Stoccolma durante il congresso EOQC.
La pubblicità data a questi metodi è stata quindi martellante (il caso del par. 10.6,
fatto pubblicare dall’ASI 3 volte in 4 anni è un esempio lampante): è seguita un’incredibile
diffusione dei metodi Taguchi, anche a causa del rinnovato interesse per la Qualità come
mezzo strategico di competizione per le aziende. La diffusione dei metodi Taguchi ha
sortito 2 effetti, il primo positivo e il secondo negativo:
• molti ingegneri che prima sapevano poco o niente di DOE hanno iniziato a conoscere
l’importanza della pianificazione e analisi degli esperimenti, in particolar modo nei
problemi della Qualità
• proprio perché hanno sentito parlare del DOE per la prima volta nell’ambito dellametodologia di Taguchi, essi credono che Taguchi abbia inventato l’experimental
design; la maggior parte degli ingegneri rimane quindi ignorante128 circa la Statistica
sperimentale sviluppata in Occidente: la teoria dei piani fattoriali, il planned
confounding, i 3 principi di Fisher, le equazioni normali, il concetto di significatività di
un fattore, l’importanza delle interazioni....
“American engineers are learning about designed experiments...many of them are hearing
about these things for the first time in the framework of the Taguchi methodology.Unfortunately, some of the more zealous disciples of Taguchi get overhead and proclaim
that all the ideas of multifactor experimentation are Japanese, and were invented by
Taguchi himself...”(John 1990).
Come mai allora la Statistica classica ha stentato ad imporsi nell’industria, mentre i metodi
Taguchi in pochi anni hanno conquistato il mercato? Dai documenti che ho letto, credo di
poter individuare 3 motivi fondamentali:
127 L’autore citato peraltro non afferma che è stata la prima volta che i metodi Taguchi sono ‘sbarcati’ inEuropa quindi non escludo che si siano diffusi prima del 1986.
128 La maggior parte degli utilizzatori dei metodi Taguchi rimangono ignoranti della Statistica classica, nonTaguchi che, credo, abbia una certa competenza statistica.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 299/320
2 - L’Approccio Scientifico alla Qualità
294
1. Il preconcetto che le “cose giapponesi” siano migliori delle “cose occidentali”
2. La travolgente pubblicità di cui hanno goduto i metodi Taguchi
3. La metodologia di Taguchi non richiede allo sperimentatore di pensare all’esperimento
e di conoscere la Statistica
Infatti per la pianificazione, Taguchi mette a disposizione un catalogo con le “sue”
orthogonal array o lattices, per vari numeri di fattori e livelli; per l’analisi, ha inventato un
SN ratio con cui elaborare (???) i dati per diversi tipi di problemi (esistono più di 80 SN).
Il tutto senza spiegare perché: le formula proposte spesso non hanno giustificazione
statistica; non a caso Senturia (1989), uno dei reviewer della rivista Technometrics,
suggerisce “check your mathematical rigor at the door” , prima di leggere i libri di
Taguchi.
Scopo dichiarato delle metodologie di Taguchi è trovare la combinazione dei livelli
dei fattori che ottimizza la loss function (che combina media e varianza della risposta), non
avanzare nella conoscenza del fenomeno secondo l’approccio scientifico di Box di cui ho
parlato nel cap.3. In Nair (1992), Shin Taguchi afferma che il ruolo dell’ingegnere non è
“discover the causal relationships and to understand the mechanics of how things
happen”; lo scopo dell’ingegnere deve essere quello di “achieve robust function ... to
satisfy the consumer”: tale filosofia è in chiaro contrasto con l’approccio scientifico
occidentale della sperimentazione.
11.2 QUALITY ENGINEERING: SYSTEM, PARAMETER,TOLERANCE DESIGN
“...everyone can judge...whether
the recent fascination with Taguchi methods
is a panicked reaction by people looking for a miracle cure”
(Bisgaard 1989)
L’insieme delle tecniche statistiche per raggiungere la Qualità è chiamato da
Taguchi, Quality Engineering; esso si compone di 3 fasi da applicare sia al progetto del
prodotto che a quello del processo di produzione.
SD: System design. È la fase di sviluppo del prodotto e processo in cui è
fondamentale la capacità tecnologica e di innovazione degli ingegneri: bisogna scegliere
materiali, parti e componenti; il prodotto deve avere le caratteristiche richieste dal mercato
con la minima variabilità verso un certo target.
PD: Parameter design. Si identificano i parametri più importanti e bisogna trovarela loro combinazione ottimale, che consente di raggiungere il target specificato nella prima
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 300/320
2 - L’Approccio Scientifico alla Qualità
295
fase con la minima variabilità verso fattori di “rumore”, che si incontrano nelle condizioni
di produzione (PD di processo) e di uso del prodotto (PD di prodotto).
TD: Tolerance design. Se la riduzione della variabilità attuata col PD non è ancora
sufficiente per raggiungere il target di mercato, allora bisogna usare dei componenti e
macchinari di Qualità migliore; come dicono Byrne e Shin Taguchi (1987), “Tolerance
design typically means spending money”.
Queste 3 fasi rappresentano l’ “off-line quality control” (cap.3), ovvero il momento
in cui si dovrebbe “costruire” la Qualità nel prodotto e nel processo produttivo; una volta
che la produzione entra a regime, ci sono le tecniche “on-line quality control”, ovvero le
carte di controllo, i diagrammi di causa-effetto, i diagrammi di Pareto...
Come si vede non c’è nulla di fondamentalmente nuovo nella filosofia di Taguchi;
egli ripropone i concetti di riduzione della variabilità introdotti da Shewart negli anni ’20.
La “novità” più grossa è costituita dal parameter design, che è quello che io ho chiamato
robust design nel cap.3: si vuole cercare la miglior combinazione dei livelli per cui la
risposta operi su un certo valore (target) con una dispersione minima.
È però assurdo credere che Taguchi abbia inventato il robust design; come dice
Box (in Nair 1992) “ Like most good ideas, designing for robustness has a considerable
history”: già Gosset e Fisher avevano studiato all’inizio del secolo il problema della
“robustezza”; l’industria dolciaria ha sempre usato il robust design per rendere le ricette
delle torte in scatola insensibili a variazioni dovute alla persona che legge le istruzioni.
Lorenzen sostiene (in Nair 1992) che negli anni ’40 si cercava di rendere i prodotti agricoli
insensibili alle variazioni del tempo e alle condizioni del suolo (fattori di rumore) in modoche assicurassero il massimo raccolto (target) sfruttando l’interazione fra questi 2 fattori di
rumore e i prodotti agricoli (fattore di controllo).
È dunque evidente che Taguchi non ha inventato il robust design, tuttavia ha
l’innegabile merito di avere applicato questi principi alla sperimentazione industriale e di
averli propagandati in tutto il mondo. I punti più importanti evidenziati da Taguchi sono i
seguenti:
• analizzare la varianza oltre che la media della risposta per ogni combinazione dei fattori
di controllo,• minimizzare la variabilità rispetto ai fattori di rumore,
• minimizzare la sensibilità del prodotto alle variazioni trasmesse dai suoi componenti
Purtroppo “these very important engineering ideas are however accompanied by proposed
statistical procedures that are often unnecessarily complicated and inefficient , and
sometimes naive” (Box, in Kacker 1985)

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 301/320
2 - L’Approccio Scientifico alla Qualità
296
11.3 LOSS FUNCTION
Spesso si sente dire che Taguchi ha inventato la loss-function e che questa
costituisce la base matematica per le formule di Taguchi. In realtà le cose non stanno
proprio così.
La loss-function è un concetto per niente nuovo, visto che costituisce la base della
teoria delle equazioni normali, fondata da Gauss nel 1796; la loss-function è inoltre
correntemente impiegata nella teoria statistica delle decisioni, come testimonia un testo
classico di Statistica, il Mood-Graybill (1963). Taguchi ha iniziato a usare la loss-function
per esprimere i costi dovuti alla variabilità di una caratteristica Y (v.c.), il cui target è T; la
loss-function è L(Y) e le assunzioni fatte su di essa sono:
• positiva per tutte le determinazioni y di Y
• uguale a zero per y=T; L(T) = 0
• ha un minimo per y=T; L’(T) = 0
Se sviluppiamo L(y) in serie di Taylor nell’intorno di y=T, abbiamo che:
( ) ( ) L y L T L T y T L T
y T ( ) ( ) ' ( ) *' ' ( )
*≈ + − + −2
2
con le assunzioni fatte diventa:
( ) ( ) L y L T
y T k y T ( )' ' ( )
* *≈ − = −22 2
Ecco perché, anche se L(y) può essere più complessa, viene di solito usata una loss-
function quadratica: essa fornisce sempre una buona approssimazione se si opera vicino al
target.
L(y) = K*(y-T)2
K è la costante che lega i costi alla variabilità rispetto al target. L(Y) è una funzione
stocastica quindi a noi interessa il suo valore atteso, in funzione del valore atteso E(Y) =
µ e della sua varianza VAR (Y) = σY2.
R = E(L(Y)) = K * (Y - T)2 = k*[E(Y) - 2* E(Y) * T + E(T2)]
R = K*[E(Y2) - 2 * µ * T + T2] = K* [VAR(Y) + ( µ − T)2] = K* [ σY2 + ( µ − T)2]
La sperimentazione classica è un caso particolare di minimizzazione del valore atteso della
loss-function in cui si fa l’ipotesi di omoschedasticità ovvero σY2 = cost, e si considerasolo la media delle risposte. La minimizzazione della loss-function, tenendo conto della
media e della dispersione, è quindi un obiettivo più ambizioso e quindi, per il principio F1,
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 302/320
2 - L’Approccio Scientifico alla Qualità
297
si capisce che richiederà un numero più elevato di prove, rispetto al DOE classico che
considera solo la media: invece i “taguchiani” dicono che minimizzano la loss-function e
risparmiano molte prove: la contraddizione è evidente.
Sia µ che σ2 dipendono dai fattori di controllo ovvero i parametri di cui si vuole
trovare la combinazione ottimale per minimizzare R. Se si vuole minimizzare R,
innanzitutto bisogna trovarne uno stimatore corretto: Wheeler (1988), col metodo dei
momenti ha trovato lo stimatore:
MSD = s2 + (y. - T)2
dove s è lo scarto quadratico medio campionario di Y e y. è la media campionaria di Y, per
una particolare combinazione dei fattori di controllo (trattamento). Per ogni trattamento
possiamo dunque stimare il valore della loss-function.
A qualcuno potrebbe venire in mente di fare l’ANOVA, considerano come
funziona di risposta la loss-function. Sarebbe una buona idea? Io sono d’accordo con
Wheeler (1988) che dice di no, perché i fattori che influenzano significativamente la media
potrebbero avere un effetto contrario a quelli che influenzano la varianza, e così non si
capirebbe quali sono i fattori importanti. “..it is rarely a good idea to use composite
response variables..” (Wheeler 1988); è molto meglio analizzare separatamente media e
varianza dei trattamenti con 2 ANOVA:
• la prima su y. come risposta
• la seconda su s2 o meglio129 su log (s2), come risposta; il lettore si rende conto che inquesto caso non si ha nessuna replicazione, dunque per capire i fattori che influenzano
log (s2) bisogna o decidere a priori su quali effetti fare il “pooling” per stimare il
residuo di log (s2) oppure usare tecniche grafiche come le carte di probabilità
seminormali di Daniel (1976) o usare la distribuzione maxF, presentata in Wheeler
(1988): sono tutte tecniche che io non conosco a fondo quindi non le esporrò.
C’è ancora un altro problema da considerare di cui parla Levi (1991), ovvero la
scarsa precisione in generale delle stime di dispersione; Levi (1991) afferma che per stimare la dispersione con CL=90% in modo che l’intervallo di fiducia abbia ampiezza pari
allo scarto quadratico medio, ci vogliono 12 replicazioni130. Dunque la stima congiunta
della media e di una misura di dispersione risulta estremamente costosa in termini di prove
da effettuare, anche accontentandosi di precisioni molto modeste. E' per questo motivo che
i fondatori della statistica sperimentale hanno sempre propugnato con molta cautela l'uso di
129Wheeler sostiene che usare il logaritmo si s2 è una procedura efficiente nota dal 1937 (Bartlett).Consideriamo però che se Y segue una normale, s2 non è più normale quindi non so se abbia senso fareun’ANOVA standard su s2.
130 Purtroppo non sono riuscito a capire come Levi abbia trovato questo numero; io ho trovato 9 al posto di12, usando la distribuzione χ2: rimane comunque un numero elevato.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 303/320
2 - L’Approccio Scientifico alla Qualità
298
stime di dispersione: tali stime costano moltissimo in termini di prove se si vuole seguire
un approccio scientifico131; inoltre consideriamo che per la grande maggioranza delle
applicazioni è sufficiente valutare l’effetto dei fattori e interazioni sulla media e non sulla
dispersione della risposta (Levi 1991).
Finora abbiamo visto come andrebbe condotto scientificamente il ragionamento
sulla loss-function. Ora vediamo come invece ragiona Taguchi.
11.4 OUTER E INNER ARRAY“The cross of inner and outer arrays often leads
to a prohibitive number of observations”
(Sacks e Welch, in Nair 1992)
Taguchi divide i fattori in 2 categorie principali: fattori di controllo (CF) e fattori di
rumore (NF); i primi rappresentano i parametri del sistema per i quali bisogna scegliere il
livello ottimale; i secondi sono quei fattori non controllabili nelle normali condizioni
operative (di uso o di produzione) ma che possono essere controllati nell’esperimento: essi
rappresentano delle sorgenti di variabilità rispetto alle quali si vuole raggiungere una certa
robustness selezionando opportunamente i livelli dei CF: è lo scopo del robust design che,
come visto è lo scopo della fase di parameter design nel Quality Engineering di Taguchi. Nel par. 10.6 abbiamo visto che un tipico piano di Taguchi è dato dal prodotto delle
combinazioni sperimentali dell’inner array (in cui vengono variati i fattori di controllo) edell’outer array (in cui vengono variati i fattori di rumore). Si hanno dunque 2 piani, uno
per i CF, l’altro per i NF e vengono frazionati indipendentemente; la matrice del piano
risultante è detta product o crossed array, di dimensione pari al numero di combinazioni
dei CF e quello di combinazioni CF. In questo tipo di approccio “taguchiano” vi sono 3
difetti:
• non viene studiato l’effetto dei fattori di rumore sulla risposta Y ma solo l’effetto dei
fattori di controllo
• il numero di prove è sempre decisamente alto quindi per cercare di contenerlo si ècostretti a fare l’ipotesi che non ci siano interazioni fra i fattori di controllo
• non si può stimare l’errore sperimentale perché il residuo non ha nessun grado di
libertà, a meno che non si replichino le singole combinazioni di CF e NF; Taguchi
propone quindi di fare il pooling di alcuni effetti con MS più basso, una procedura che
può portare a forti distorsioni nella stima del residuo
Per rimediare ad essi, sarebbe meglio considerare tutti fattori alla stessa stregua in
un unica matrice (combined array); in questo modo si valuta l’effetto dei fattori di rumore
sulla risposta Y e, chiedendo ai tecnici quali sono le interazioni che essi ritengono piùinteressanti, si riesce a mantenere il numero delle prove entro limiti accettabili.
131Ovvero se non si vogliono fare assunzioni assolutamente arbitrarie come quelle di Taguchi.

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 304/320
2 - L’Approccio Scientifico alla Qualità
299
In questo modo si può anche replicare le osservazioni nei vari stati sperimentali,
ottenendo quindi una stima del residuo; con la product array di Taguchi non si ha nessuna
replicazione perché le ‘ripetizioni’ nei vari trattamenti sono fatte secondo condizioni
prestabilite dei fattori di rumore, sono ben lungi dall’essere indipendenti: non c’è mai
nessun grado di libertà per il residuo e dunque bisogna sempre fare il “pooling” di qualche
effetto. L’errore sperimentale non è l’effetto dei fattori di rumore: forse i “taguchiani”
non se ne rendono conto.
Nel prossimo paragrafo vediamo come Taguchi analizza i risultati che vengono
fuori dalle inner e outer array.
11.5 SIGNAL TO NOISE“Although it is attractive to some that the use of a standard
SN ratio avoids the necessity of thinking about their experiment,
avoidance of thought , as usual, does not pay in the long run
(Nelder, in Nair 1992)
Rifacendosi alla terminologia delle comunicazioni, Taguchi ha proposto il signal to
noise come una misura di dispersione delle osservazioni per una data combinazione dei
livelli dei CF. Taguchi ha inventato più di 80 SN, a seconda dei vari problemi che si
possono incontrare. Le 3 formule più usate sono comunque:
• the larger the better
SN y
n L
ii
n
= −
⎛
⎝ ⎜
⎞
⎠⎟
⎛
⎝
⎜⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟⎟
=∑
10
1
10
1
2
*log
• the smaller the better
SN
y
nS
ii
n
= −
⎛
⎝
⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟
=∑
10 10
2
1*log
• on target
SN y
sT
Y
=⎛
⎝
⎜ ⎞
⎠
⎟10 10
2
2*log
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 305/320
2 - L’Approccio Scientifico alla Qualità
300
dove n è il numero dei trattamenti, y e s2Y sono la media e la varianza campionaria dei
trattamenti. Le 3 formule sopra sono quelle degli stimatori delle corrispondenti funzioni
dei parametri SN*.
Dunque Taguchi esegue l’ANOVA132 sui signal to noise per vedere quali sono i
fattori di controllo che influenzano significativamente SN: visto che fa il test F, fa
l’assunzione implicita che le sue statistiche SN seguano la distribuzione normale; i fattori
di controllo che non influenzano significativamente SN ma influiscono sulla media
vengono denominati fattori di aggiustamento; in letteratura i fattori di aggiustamento
sono a volte confusi con i fattori di segnale ( signal factors): questi sono invece dei fattori
che regolano il target nei più difficili problemi di parameter design dinamico; in questo
capitolo (e nella maggior parte della letteratura) è trattato solo il parameter design statico
in cui il target T è fisso e non vi sono dunque fattori di segnale.
La procedura “taguchiana” di ottimizzazione avviene in 2 passi:
1. Scegliere la combinazione dei livelli dei fattori di controllo che influiscono su SN in
modo da massimizzare SN
2. Scegliere i livelli dei fattori di aggiustamento che portano la media della risposta più
vicina al target
Come riferito in Leon et al. (1987), Taguchi non esplicita il collegamento fra questa
procedura di ottimizzazione in 2 stati e la minimizzazione della loss-function: nel
paragrafo successivo vedremo che, solo sotto delle assunzioni abbastanza restrittive la
procedura di Taguchi conduce alla minimizzazione della loss-function. Per ora
concentriamoci sui signal to noise.
11.5.1 ON TARGET
Questo SN si trova in letteratura in 2 diverse forme del tutto equivalenti:
SN y
sT
Y
=⎛
⎝ ⎜
⎞
⎠⎟10 10
2
2*log
SN y
s nT
Y
= −⎛
⎝
⎜ ⎞
⎠
⎟101
10
2
2*log
Visto che sono equivalenti per quanto riguarda la minimizzazione della loss-function,
consideriamo il primo, che è più semplice; vediamo che l’argomento del logaritmo è lo
stimatore del reciproco del coefficiente di variazione al quadrato
γ σ
µ =
stimato da:
132 A volte (Byrne e S.Taguchi 1986) si cerca di capire la significatività semplicemente dai grafici marginalidelle medie del tipo che io ho usato nel cap.6; Taguchi li chiama marginal means, e usa la regola pick the
winner ovvero scegli il livello che dà SN più alto: inutile dire che tale regola trascura le interazioni comeevidenziato in Montgomery (1991).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 306/320
2 - L’Approccio Scientifico alla Qualità
301
$γ = s
y
che è usato quando si vuole definire la dispersione in modo adimensionato. γ gode di una
proprietà notevole, quando si opera la trasformazione Z=ln Y:
γ
σ
µ
σ 22
2
2
1= = −e Z
la relazione sopra è riportata in Box (1988) che dice che è esatta quando Z è normale e
approssimata in altri casi. Abbiamo dunque:
ln (1+γ2) = σ2lnY
che, approssimata in serie di Taylor, diventa la ben nota relazione:
γ = σY / µ = σ lnY
dunque, analizzare il signal to noise on target di Taguchi equivale ad analizzare il
logaritmo della varianza della variabile trasformata Z=lnY;
SNT* = -20 * log(σY /µ) = -k * ln (σlnY /µ)
ciò può essere utile se la trasformazione logaritmica serve a stabilizzare la varianza o a
verificare l’ipotesi di normalità.
Box (1988) afferma che un conto è trovare delle relazioni matematiche sui
parametri della popolazione, un conto è stimare tali parametri; nel caso di sopra, s2
lnY è unastatistica sufficiente per σ2
lnY ma qualunque funzione di $γ = s
y(come SNT di Taguchi) è
necessariamente meno efficiente133.
11.5.2 THE LARGER THE BETTER
Nei casi in cui si vuole massimizzare la risposta Y, Taguchi propone la statistica:
SN y
n L
ii
n
= −
⎛
⎝ ⎜
⎞
⎠⎟
⎛
⎝
⎜⎜⎜⎜⎜
⎞
⎠
⎟⎟⎟⎟⎟
=
∑10
1
10 1
2
*log
come tutti i signal to noise, è una misura che confonde la posizione e la dispersione dei
dati. Box (1988) ha fatto delle simulazioni misurando l’efficienza di SNL con la numerosità
campionaria che garantirebbe lo stessa potenza (complementare a 1 dell’errore di seconda
specie) della media campionaria, diviso la numerosità effettiva dei dati. Box ha trovato per
2 valori di σ l’efficienza di SNL come misura di posizione è 58% e 70%: in altre parole,
usare SNL al posto della media campionaria come misura di posizione, equivale a buttare
133Purtroppo non sono in grado di giustificare l’affermazione di Box..
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 307/320
2 - L’Approccio Scientifico alla Qualità
302
via dal 30% al 42% dei dati: ricordiamo che i dati costano parecchi soldi alle aziende e non
usarli al meglio provoca i costi della disqualità.
Tutto questo vale quando sono verificate le ipotesi classiche dell’ANOVA senza
trasformare la Y; se fosse necessaria la trasformazione Z=1/Y, SNL potrebbe essere più
efficiente della media campionaria ma Taguchi non giustifica l’uso di SNL con la necessità
di trasformare i dati. Montgomery riporta che i risultati di altre simulazioni (Schnidt e
Boudot) hanno mostrato che SNL è completamente inefficiente nell’identificare la
dispersione.
11.5.3 THE SMALLER THE BETTER
Quando si vuole minimizzare la risposta, Taguchi usa la statistica:
SN
y
nS
ii
n
= −
⎛
⎝
⎜⎜
⎜⎜
⎞
⎠
⎟⎟
⎟⎟
=∑
10 10
2
1
*log
anch’essa confonde posizione e dispersione, infatti può essere scritta in funzione della
media e varianza campionaria.
SN yn
n sS = − +
−⎛ ⎝ ⎜
⎞ ⎠⎟10
110
2 2* log *
L’uso di SNS al posto della media campionaria come misura di posizione, corrisponde a
sprecare il 30% dei dati, secondo la simulazione di Box (1988). Montgomery (1991)
riporta che delle simulazioni hanno mostrato la completa inefficienza di SNS nel misurarela dispersione.
Anche le simulazioni numeriche di Galetto (1995) Actis (1995) e Stephens (1994 e
1996), svolte sia in condizioni di omogeneità della varianza che di non omogeneità,
confermano la perdita di potenza dei 3 signal to noise nell’individuazione della posizione
delle caratteristiche studiate: non può essere altrimenti visto che i signal to noise
confondono posizione e dispersione dei dati. È il problema che abbiamo già accennato
nella stima della loss-function per i vari trattamenti: visto che ci interessa sia la posizioneche la dispersione dei dati, qualsiasi funzione che combina le 2 caratteristiche è inefficiente
perché in essa possono elidersi gli effetti dei fattori significativi.
Se proprio si vuole esaminare anche la dispersione (ricordiamo che la sua stima è
molto più imprecisa della media), conviene farlo separatamente dalla media.“I agree ... that the variance s2 as well as y is important. So let’s look at s
2... and not
just at some hard-to-understand mixture of s2
e y2” (Box 1988).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 308/320
2 - L’Approccio Scientifico alla Qualità
303
11.6 MIN LOSS FUNCTION = MAX SIGNAL TO NOISE?
Abbiamo visto che Taguchi dice di voler minimizzare una loss-function, poi però
nelle applicazioni che ho letto io si massimizza sempre il signal to noise. In Wheeler è
elencata una serie di esempi in cui la massimizzazione del SN non coincide affatto con la
minimizzazione della loss-function. Leon et al. (1987) hanno dimostrato che solo in un
caso molto particolare le 2 cose coincidono.
Dividiamo l’insieme dei fattori in 3 insiemi:
d: fattori di controllo che influenzano la dispersione e la media
a: fattori di aggiustamento, non influenzano la dispersione ma la media
N: fattori di rumore, non influenzano la media
Assumiamo un modello moltiplicativo per la funzione di risposta che collega la media al
disturbo casuale, abbiamo che:
Y = µ (d, a) * ε (N, d)
E(Y) = µ(d, a)
E(ε (N, d)) = 1
VAR(ε) = σ2(d)
Notiamo che il modello rispecchia le assunzioni “taguchiane” che i fattori di
rumore non abbiano influenza sulla media e l’esistenza dei fattori di aggiustamento.
Assumiamo la loss function quadratica in cui per semplicità supponiamo K = 1:L = K * (Y - T)2 = (Y - T)2
Vogliamo trovare la combinazione (d, a) che minimizza il valore atteso della loss-function
R = σ2Y(d) + (µ(a,d) − T)2 = R (a,d)
Possiamo seguire una procedura di ottimizzazione a 2 stadi:
1. Trovare d* che minimizza P(d) = mina R(d, a) ovvero il luogo dei punti di minimo su a per ogni d, ammesso che esista.
2. Trovare a* che minimizza R(d*, a).
P(d) è quella che in Leon et al.(1987) viene definita come PERformance Meassure
Indipendent of Adjustment (PERMIA) in quanto è un indicatore, legato alla dispersione di
Y, indipendente dai fattori di aggiustamento a, che rappresenta il luogo dei punti di R (in
cui R è minimo rispetto ai fattori a) in funzione di d.
Possiamo trovare P(d) una volta che conosciamo R, dunque dobbiamo anche
conoscere il modello che lega la risposta Y alla media e al disturbo casuale; noi abbiamosupposto che tale modello sia moltiplicativo dunque possiamo trovare VAR (Y):

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 309/320
2 - L’Approccio Scientifico alla Qualità
304
( ) ( )( )VAR Y f Y Y E Y dY ( ) *= −−∞
+∞
∫ 2
ma poichè sappiamo che:
E(Y) = µ(d, a)E(ε (N, d)) = 1
VAR(ε) = σ2 (d)
e sappiamo che la parte aleatoria di Y sta solo in ε (N, d) possiamo considerare la densità
di ε e non quella di Y; dunque:
( ) ( )VAR Y f d ( ) * * *= − =−∞
+∞
∫ ε µ ε µ ε µ σ 2 2 2
Allora il valore atteso della funzione di perdita, per le ipoteesi che abbiamo fatto, è:
R(d,a) = µ2(d, a) * σ2(d) + (µ(d, a) - T)2
Troviamo il luogo dei punti di minimo su a di R(d, a):
( )( ) ( )[ ]{ }
∂
∂
∂µ
∂ µ σ
R d a
a
d a
ad a d T
( , )*
,* , *= + −2 1 2
Ponendo uguale a zero tale derivata abbiamo che:
( )( )( )
µ σ
d a d T d
, ( )* =+1 2
Sostituendo in R troviamo la nostra P(d) ovvero, ripeto, il luogo dei punti di minimo
(rispetto ad a) di R in funzione di d.
( ) ( )( )
( )( ) P d R d a
T d
d a
= =+
min ,*2 2
21
σ
σ
Quindi qualunque trasformazione monotona di P(d) può essere usata per la procedura di
ottimizzazione a 2 stadi. E il rapporto signal-to-noise on target SNT di Taguchi, per le
ipotesi fatte, rappresenta proprio una trasformazione monotona decrescente della P(d)
trovata:
SN = 10 * log10 ( E2(Y) / VAR(Y) )
Ricordando che:
E(Y) =µ
VAR(Y) = (µ ∗ σ)2

5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 310/320
2 - L’Approccio Scientifico alla Qualità
305
SN = - 10 * log10
σ2
è decrescente con P(d) dunque assumendo:
1. una loss function quadratica
2. un modello moltiplicativo
3. l'esistenza di fattori di aggiustamento
4. i fattori di rumore non influenzano la media della risposta
il signal-to-noise di Taguchi rappresenta una PERMIA e può dunque essere usato nella
procedura di ottimizzazione in 2 passi:
1. Trovare la combinazione di fattori d* che massimizza il rapporto SN,
2. Trovare la combinazione dei fattori di aggiustamento a* tale che
( )( )( )
µ σ
d a d T
d
* *
*, ( ) =
+1 2
In realtà Taguchi al secondo passo vuole la combinazione di a tale che µ(d, a) = T;
ciò può essere giustificato se poniamo il vincolo µ(d, a) = T nel problema di
ottimizzazione.
Leon, Shoemaker e Kacker (1987) hanno quindi fornito una base teorica alle
procedure sperimentali di Taguchi, ma sotto assunzioni abbastanza restrittive, come
ricordano gli stessi autori che sottolineano il fatto che, se il modello non è moltiplicativo ilSN può condurre molto lontani dall'ottimo: “...blanket use of the SN ratio in static
problems, as Taguchi and Phadke seem to have advocated, could lead to far from optimal
design-parameter settings”.
In particolare se il modello è additivo (che probabilmente è più comune di quello
moltiplicativo) è facile vedere, ripercorrendo il ragionamento di prima, che:
P(d) = σ2(d)
e che il rapporto SNT:
SNT = 10 * log10 ( µ2(d, a) / σ2(d))
non è più indipendente dai fattori di aggiustamento a. I 3 autori si mostrano molto critici
verso le procedure preconfezionate di Taguchi, sostenendo la superiorità dell'approccio dei
λ -plots di Box per i problemi di parameter design.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 311/320
2 - L’Approccio Scientifico alla Qualità
306
11.7 TAGUCHI E LE INTERAZIONI“Taguchi’s main motivation for ignoring interactions between control factors
appears to be economy of experimental effort
rather than any assurance that it is safe to do so.
Economy measures are forced by the inefficiency of his
crossed array experimental design”.
(Sacks e Welch, in Nair 1992)
Nel par. 11.4 ho spiegato come costruisce i suoi piani sperimentali, con le outer e
inner array; pensiamo a una situazione comune che potremmo incontrare: 4 fattori di
controllo a 2 livelli e 3 fattori di rumore a 2 livelli. Se si volesse fare il piano completo ci
vorrebbero 24*23 = 128 diverse combinazioni sperimentali; visto che egli deve frazionare
indipendentemente l’outer e la inner array, non può applicare le tecniche di planned
confounding in cui si riesce a non confondere gli effetti che sono ritenuti importanti.
Dato che l’outer array non può essere frazionata più di tanto (al massimo un taglio
se no non si può studiare la variabilità indotta dal “rumore”) bisogna frazionare
drasticamente l’outer array: alla fine si possono stimare solo i fattori (aliased, ma Taguchi,
pur sapendolo, non lo mette in evidenza) se non si vuole avere un numero proibitivo di
condizioni sperimentali. In questa situazione bisogna per forza inventarsi qualche motivo
per togliere di mezzo le interazioni.
Quindi Taguchi non è un incompetente che crede che le interazioni e gli alias non
esistano, come viene a volte dipinto; è semplicemente costretto a trascurarle per il modocon cui pianifica gli esperimenti di robust design. Chi dice che Taguchi nega l’esistenza
delle interazioni può leggere il suo libro (1987) a pag.171 dove dice: “...for various
reasons additivity fails; that is, interaction exist ”. Taguchi è altresì perfettamente
consapevole dei problemi legati al confounding “When only the main effects are estimated
using orthogonal arrays, these effects may be confounded by many interactions” . Però
evita di parlare troppo di alias perché altrimenti i suoi fans entusiasti inizierebbero a
preoccuparsi e a capire che è un po’ difficile conoscere tanto facendo poche prove.
Taguchi alla fine dei sui esperimenti propone il confirmation experiment per verificare se i risultati previsti con la combinazione ottima trovata trascurando le
interazioni sono confermati da una (!!!) prova134. Se le previsioni non sono confermate
allora vuol dire che c’era qualche interazione forte ma non avendo esplicitato la struttura
degli alias, non si può assolutamente sapere qual è; ecco perché Taguchi è costretto a dire
“when there is interaction, it is because insufficient research has been done on the
characteristic values”. Taguchi pensa infatti che esista sempre una variabile legata alla
caratteristica della Qualità che possiede la proprietà di monotonicità (additività ovvero
134 E se la conferma avviene per caso? Il confirmation experiment è molto criticato in letteratura (ad esempioWheeler 1988).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 312/320
2 - L’Approccio Scientifico alla Qualità
307
assenza di interazioni). Questo può essere vero o falso: ammettiamo che sia vero. Mi
vengono in mente due domande:
• Bisogna rifare l’esperimento e sostenere i relativi costi (della disqualità) fino a che non
si trova la variabile che presenta assenza di interazioni?
• Se uno è interessato in una certa caratteristica Y della Qualità e deve usare un’altra
variabile Y’, come fa a sapere se le conclusioni fatte su Y’ rimangono valide per Y?
Tutte queste complicazioni solo perché a priori non si vogliono studiare le interazioni.
Forse è meglio pensarci 2 volte prima di abbandonare le solide tecniche statistiche
occidentali...
Taguchi vuole dunque minimizzare le interazioni e per far questo suggerisce di:
1. Scegliere variabili di risposta monotoniche e continue: per individuarle bisogna pensare
a qual è il meccanismo attraverso il quale avviene un trasferimento di energia (Phadke e
S.Taguchi in Nair 1992)
2. Scegliere i livelli dei fattori in modo da attenuare le interazioni
Il motivo principale che Taguchi adduce nel voler minimizzare le interazioni è il seguente
(Taguchi 1987, pag.149): se in laboratorio si trovano forti interazioni vuol dire che la
variabile di risposta Y tende ad essere influenzata dalle interazioni e quindi se si trovasse
l’ottimo tenendo conto delle interazioni, questo ottimo non sarebbe più tale nelle
condizioni di produzione e di utilizzo (downstream conditions) perché i fattori controllati
in la laboratorio interagirebbero con i fattori “ambientali” modificando così la condizione
ottimale.Questo motivo non mi sembra del tutto irragionevole se l’obiettivo
dell’esperimento è estendere i risultati trovati in laboratorio su larga scala. Però resta il
problema che se a me interessa una certa caratteristica Y, se la devo sostituire con Y’
dovrei conoscere la relazione matematica fra Y e Y’. Inoltre anche se in laboratorio
analizzo una caratteristica monotonica, chi mi dice che nelle condizioni di utilizzo tale
caratteristica resta monotonica? Purtroppo negli articoli non ho mai visto delle discussioni
su questo punto fondamentale che Taguchi richiama sempre, ovvero la “reproducibility of
design optimization ... from laboratory to manufacturing and eventually to the field”(Taguchi 1996).
Taguchi che è una persona competente, può avere i suoi motivi, giusti, sbagliati o
di comodo, per minimizzare le interazioni negli esperimenti, ma almeno sa che esistono; il
problema è che, trascurandole, induce i suoi seguaci a credere che le interazioni non
esistano. “Some rabid disciples also go so far to deny the existence of interactions,
arguing that they do not exist in the real world. Such blind partisanship by zealots is
regrettable.”(John 1990).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 313/320
2 - L’Approccio Scientifico alla Qualità
308
11.7.1 3 TIPI DI INTERAZIONE
Consideriamo che ci sono 3 tipi di interazione:
1. fra fattori di controllo (C*C),
2. fra fattori di rumore (N*N),
3. fra fattori di controllo e rumore (C*N),
Le ultime (C*N) sono assolutamente necessarie nel parameter design affinchè
esistano dei livelli dei fattori di controllo per cui la risposta è meno sensibile ai fattori di
rumore: anche Phadke e S.Taguchi lo dicono chiaramente (“interactions C*N are used to
reduce variability”) nella panel discussion sul parameter design organizzata da Nair su
Technometrics nel 1992. Le interazioni N*N non servono per la “robustezza” e quindi
possono essere considerate nell’errore sperimentale; e le interazioni C*C ? Il commento di
Phadke in Nair (1992), a mio parere, sfiora il ridicolo; all’inizio Phadke la mette sul
filosofico:
“Taguchi’s robust design method addresses the problem of interaction among control
factors in a way that is philosophically different from the classical approach to
experimental design. Presence of large C*C interactions is considered highly undesirable
for several reasons”.
Poi si mette a spiegare perché vuole minimizzare le interazioni C*C ma le ragioni che
adduce hanno ben poco di filosofico essendo invece dettate dal tentativo di ridurre i costi
dell’esperimento. Ecco cosa dice:
“... presence of interactions implies that a much large number of experiments would be
needed to study the same number of control factors”. Come a dire: non studiamo leinterazioni se no dovremmo fare molte prove in più.
“...the presence of of large C*C interaction makes it difficult to divide the task of
designing a complex product ... This is highly undesirable for shortening the development
interval and for improving R&D productivity”. Ovvero: non studiamo le interazioni se no
è molto più difficile progettare un prodotto complesso e si allungano i tempi di sviluppo.
I motivi per tralasciare le interazioni addotti da Phadke sono quindi essenzialmente
di carattere economico e commerciale: esse non hanno niente a che vedere con la filosofia
o col pensiero scientifico. Questa è anche la ragione per cui molti manager della Qualitàsono entusiasti dei metodi Taguchi: fanno crede di risparmiare prove, accorciare i tempi di
sviluppo del prodotto, inoltre forniscono piani e metodi di analisi preconfezionati ‘buoni’
per ogni situazione: essi soddisfano molto il cliente (azienda che li usa) che crede di
risparmiare soldi e l’utente (manager della Qualità) che non deve pensare troppo ma
soddisfano le loro esigenze ? No perché l’azienda e la sua funzione Qualità hanno
bisogno di metodi scientifici che riescano a stimare adeguatamente la realtà: un qualsiasi
metodo che trascura le interazioni solo per ragioni di comodo non è tale.
La cosa più ridicola è che quando la risposta è effettivamente monotonica, ad
esempio con 2 fattori di controllo X1 e X2 e un fattore di rumore Z:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 314/320
2 - L’Approccio Scientifico alla Qualità
309
Y = X1 + X2 + Z
sono proprio i signal to noise ad introdurre le interazioni fra X1 e X2.
Lorenzen in Nair (1992) fa notare che i “taguchiani” stessi affermano l’importanza
delle interazioni fra i fattori di controllo CF e quelli di rumore NF mentre trascurano quelle
fra fattori di controllo; ma la differenza fra i CF e NF non ha alcun significato fisico,
dipende solo dal fatto che un fattore possa essere controllato facilmente o no: allora sarà
‘avvertire’ i fattori di non interagire fra di loro quando in un esperimento taguchiano siano
stati definiti control factors, mentre essi potranno interagire quando uno sia stato definito
control factor e l’altro noise factor.....non è assurdo tutto ciò?.....
“Do C*C interaction exist?” (Phadke in Nair 1992) : alla sconcertante domanda di
Phadke si può rispondere esaurientemente con un racconto di Lorenzen (in Nair 1992):
“...an engineer modeled expensive computer runs following a course offered by ASI ....I
heard this presentation and talked him into running a higher resolution design requiring
the same number of runs. The best point from this model also confirmed, with a 30%
improvement !
End of claim and an engineer who now believes in interactions”
11.8 CONCLUSIONI
“I believe that Taguchi’s engineering ideas are important...
but it would be foolish to learn the details of
many of the statistical methods that he has proposed”
(Box in Kacker 1985)
Taguchi propone altri metodi che ha inventato come l’accumulation analyisis o la
minute l’accumulation analyisis che Wu, in Nair (1992), giudica “unnecessarily
complicated and often invalid”. I linear graphs per costruire le matrici ortogonali, ma
come dice Box (in Nair 1992), già per 16 combinazioni sperimentali, “the graphs arecomplicated and even in their author’s hands can produce designs that are demonstrably
inferior”
I “beta coefficients” rappresentano un altra invenzione “taguchiana”, destinata
secondo l’ingegnere giapponese (1987, pag.560) a sostituire la teoria dei test d’ipotesi di
Neymann-Pearson: “Whether Taguchi’s prophesy will be fulfilled, we will have to wait
and see”(Bisgaard 1989).
Dagli articoli che ho letto mi pare che la comunità statistica mondiale (Box,
Bisgaard, Nelder, Lucas, Hunter J.S., John P.W.M., Lorenzen, Myers, Montogomery,Wheeler, Nair, Miller, Shoemaker, Stephens, Wu C.F.......), pur riconoscendo i contributi
di Taguchi:
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 315/320
2 - L’Approccio Scientifico alla Qualità
310
• propaganda dell’importanza della sperimentazione
• uso del DOE per rendere prodotti e processi “robusti” alle condizioni ambientali
critica decisamente i metodi statistici con cui Taguchi supporta le sue idee: gli statistici
hanno dimostrato l’inefficienza e gli errori concettuali dei metodi Taguchi e una parte di
questi errori è stata presentata in questo capitolo.
D’altronde lo stesso Taguchi (1987, pag120) dichiara che per promuovere
l’efficienza nell’attività di ricerca, bisogna valutare i metodi con cui si intende raggiungere
gli obiettivi: ebbene i suoi metodi sono stati valutati...
Eppure molti utilizzatori (che probabilmente si sono avvicinati solo recentemente al
DOE) dei metodi Taguchi continuano a dire “they work” e pubblicano dei casi in cui il
parameter design ha fatto risparmiare un sacco di soldi; ammettiamo che essi siano in
buona fede: il merito non è dei metodi Taguchi ma è “merito proprio dell’attività
sperimentale, che è quello di evidenziare comunque determinati meccanismi di causalità
e/o di associazione di effetti”(Levi 1991). Non dimentichiamo infatti che nell’industria si
sono sempre usati gli inefficienti piani OFAT (un fattore alla volta): solo il fatto di usare i
piani fattoriali, anche se nel modo “taguchiano” inefficiente, produce risultati migliori dei
piani OFAT. “...the factorial design is so powerful that even when it is used inefficiently, it
will work better than almost anything else.”(Montogmery 1991).
Chiudo il capitolo con i commenti molto significativi di 2 studiosi italiani di DOE,
che hanno studiato i metodi Taguchi da quando sono apparsi sulla scena, rendendosi subito
conto degli enormi rischi connessi a un loro cieco utilizzo:
“Non può che rammaricare il fatto che l’autore abbia scelto di ignorare, o di
utilizzare malamente, quanto noto grazie ad un’intensa e fruttuosa attività di ricerca
svolta in Occidente”( Levi 1991).
“...la critica più pesante va rivolta senz’altro all’approccio metodologico: i metodi
Taguchi non si fondano su alcuna base scientifica; sovente, infatti, nei libri non viene
fornita alcuna giustificazione di quello che viene detto o fatto...” ( Galetto 1995).
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 316/320
2 - L’Approccio Scientifico alla Qualità
311
BIBLIOGRAFIA
ACTIS E. (1995), DOE: Analisi comparativa di piani frazionati, Tesi di laurea,
Politecnico di Torino.
ADDELMAN S. (1972), “Recent Developments in the Design of Factorial Experiments”,
Journal of the American Statistical Association, 67, 103-111.
ALLEN L.E. (1985), Multiple regression and the analysis of covariance, Freeman & Co.,
New York.
BARRANTINE L.B. (1996), “Illustration of confounding in Plackett-Burman Designs”,
Quality Engineering , 9, 11-20.
BISGAARD S. (1989), “Review of Taguchi”, Technometrics, 31, 257-260.
BISGAARD S. (1993), “A Method for Identifying Defining Contrasts for 2k-p
Experiments”, Journal of Quality Technology, 25, 28-35.
BOX G.E.P. (1966), “Use and Abuse of Regression”, Technometrics, 10.
BOX G.E.P. (1976), “Science and Statistics”, Journal of the American Statistical
Association, 71, 791-799.
BOX G.E.P. (1984), “The importance of Practice in the Development of Statistics”,
Technometrics, 26, 1-8.
BOX G.E.P. (1988), “Signal to Noise Ratios, Performance Criteria, and Transformations”,
Technometrics, 30, 1-17.
BOX G.E.P., HUNTER W.G, HUNTER J.S. (1978), Statistics for experimenters, J. Wiley,
New York. BOX G.E.P., MEYER R.D. (1993), “Finding the Active Factors in Fractional Screening
Experiments”, Journal of Quality Technology, 25, 94-105.
BYRNE D.M., TAGUCHI S. (1987), “The Taguchi approach to Parameter Design”,
Quality Progress, 20, 19-26.
CROSBY P.B. (1986), La Qualità è facile, Mc Graw-Hill, New York.
DANIEL C. (1976), Applications of Statistics to Industrial Experimentation, J. Wiley,
New York
DE RISI P. (1996), Progettare in Qualità, Il Sole 24 Ore, Milano. DEMING W.E. (1986), Out of the crisis, MIT CAES, Cambridge.
DIAMOND W.J. (1981), Practical Experimental Designs, Wadsworth, Belmont.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 317/320
2 - L’Approccio Scientifico alla Qualità
312
DRAPER N.R., SMITH H. (1966), Applied Regression Analysis, J. Wiley, New York.
ERTO P. (1995), La Qualità Totale in cui credo, Tessere, Napoli.
FEIGENBAUM A.V. (1991), Total Quality Control , III edizione revisionata, Mc Graw-
Hill, New York.
FONTANA R. (1995), Teoria e algoritmi per la generazione di piani fattoriali frazionari,
Tesi di dottorato, Politecnico di Torino.
FORNASIERI S. (1995), DOE: Piani di prova frazionati non ortogonali. Considerazioni
teoriche e pratiche, Tesi di laurea, Politecnico di Torino.
FREUND R.A. (1974), “Contrast Analysis of Experiments”, Journal of Quality
Technology, 6, 2-21.
FREUND R.J. (1980), “The Case of Missing Cell”, The American Statistician, 34, 94-98.
GALETTO F. (1981), Affidabilità, vol.1, CLEUP, Padova.
GALETTO F. (1982), Affidabilità, vol.2, CLEUP, Padova.
GALETTO F. (1987), “Quality and Reliability: the Iveco way”, The International
Management Development Review.
GALETTO F. (1988), “Quality and Reliability, a must for the industry. Basic ideas for the
development cycle”, ISATA, Monte Carlo.
GALETTO F. (1989a), “Qualità dei metodi: il metodo G è meglio dei metodi Taguchi”,
ATA, 42, 202-209.
GALETTO F. (1989b), “Elementi strategici per la qualità”, ATA, 42, 415-425.
GALETTO F. (1989c), “Quality of Methods for Quality is Important”, EOQC Conference,
Vienna.GALETTO F. (1995), Qualità: alcuni Metodi Statistici da Manager , I edizione CUSL,
Torino.
GALETTO F. (1996), Qualità: alcuni Metodi Statistici da Manager , II edizione, CUSL,
Torino.
GALGANO A. (1990), La Qualità Totale, Il Sole 24 Ore, Milano.
GUNST R.F., MASON R.L., WEBSTER J.T. (1976), “A Comparison of Least Squares
and Latent Root Regression Estimators”, Technometrics, 18, 75-83.
HAHN G.J. (1977), “Some Things Engineers Should Know About Experimental Design”, Journal of Quality Technology, 9, 13-20.
HAHN G.J. (1984), “Experimental design in the complex World”, Technometrics, 26, 19-
31.
HAHN G.J., MEEKER W.Q., FEDER P.I. (1976), “The Evaluation and Comparison of
Experimental Designs for Fitting Regression Relationships” , Journal of Quality
Technology, 8, 140-157.
HAHN G.J., MEEKER W.Q., FEDER P.I. (1978a), “Evaluating the Effect of Incorrect
Specification of a Regression Model, part 1”, Journal of Quality Technology, 10, 61-72.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 318/320
2 - L’Approccio Scientifico alla Qualità
313
HAHN G.J., MEEKER W.Q., FEDER P.I. (1978b), “Evaluating the Effect of Incorrect
Specification of a Regression Model, part 2”, Journal of Quality Technology, 10, 93-
98.
HAMADA M., WU C.F.J. (1992), “Analysis of Designed Experiments with Complex
Aliasing”, Journal of Quality Technology, 24, 130-137.
HOCKING R.R., SPEED F.M. (1975), “A Full Rank Analysis of Some Linear Model
Problems”, Journal of the American Statistical Association, 70, 706-712.
HOERL A.E., KENNARD R.W. (1970), “Ridge Regression: Biased Estimation for
Nonortogonal Problems”, Technometrics, 12, 55-67.
HUNTER J.S. (1985), “Statistical Design Applied to Product Design” , Journal of Quality
Technology, 17, 210-221.
HUNTER J.S. (1988), “Design and Analysis of experiments”, Section 26 del Juran’s
Quality Control Handbook , Mc Graw-Hill, New York.
JENNINGS E., WARD J.H. (1982), “Hypothesis Identification in the case of the Missing
Cell”, The American Statistician, 36, 25-27.
JOHN P.W.M. (1966), “Augmenting 2n-1 designs”, Technometrics, 10, 291-300.
JOHN P.W.M. (1969), “Some non-orthogonal fractions of 2n designs”, Journal of the
Royal Statistical Society, B, 31, 270-275.
JOHN P.W.M. (1979), “Missing points in 2n and 2n-k Factorial Designs”, Technometrics,
21, 225-228.
JOHN P.W.M. (1990), Statistical methods in Engineering and Quality Assurance, J.
Wiley, New York JURAN J.M. (1988), Juran’s Quality Control Handbook , Mc Graw-Hill, New York.
JURAN J.M. (1995), “A History of Managing for Quality”, Quality progress, 28, 125-129.
KACKER R.N. (1985), “Off-line Quality Control, Parameter Design, and the Taguchi
Method” , Journal of Quality Technology, 17, 176-190 (con commento di BOX
G.E.P.).
KHURI A.I., CORNELL J.A. (1987), Response Surface Methodology, M. Dekker, New
York.
KRISHNAIAH P.R. (1980), Analysis of Variance, North Holland Publishing Company,Amsterdam.
LEON R.V., SHOEMAKER A.C., KACKER R.N. (1987), “Performance Measures
Indipendent of Adjustment”, Technometrics, 29, 253-265.
LEVI R. (1991), “Piani sperimentali e metodi Taguchi: luci e ombre”, ATA, 44, 777-781.
LIN D.K.J., DRAPER N.R. (1992), “Projection Properties of Plackett and Burman
Designs”, Technometrics, 34, 423-428.
LITTLE R.J.A. (1982), “Direct Standardization: A Tool for Teaching Linear Models for
Unbalanced Data”, The American Statistician, 36, 38-43.LORENZEN T.J., ANDERSON V.L. (1993), Design of experiments: a no-name approach,
M. Dekker, New York.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 319/320
2 - L’Approccio Scientifico alla Qualità
314
MARGOLIN B.H. (1969), “Resolution IV Fractional Factorial Designs”, Journal of the
Royal Statistical Society, B, 31, 514-523.
MARGOLIN B.H. (1972), “Non orthogonal Main-effect Designs for Asymmetrical
Factorial Experiments”, Journal of the Royal Statistical Society, B, 34, 431-440.
MARQUARDT D.W. (1970), “Generalized Inverses, Ridge Regression, Biased Linear
Estimation and nonlinear Estimation”, Technometrics, 12, 591-612.
MASON R.L, GUNST R.F., HESS J.L. (1989), Statistical Design & Analysis of
experiments, J. Wiley, New York.
MATTANA G.U. (1994), Qualità, Affidabilità, Certificazione, F. Angeli, Milano.
MILLER I., FREUND J.E., JOHNSON R.A. (1990), Probability and Statistics for
Engineers, Prentice Hall, Englewood Cliffs.
MILLER A., WU C.F.J. (1996), “Commentary on Taguchi Parameter Design with
Dynamic Characteristics”, Quality and Reliability Engineering International , 12, 74-
77.
MONTGOMERY D.C. (1991), Design and Analysis of Experiments, Wiley, New York.
MOOD A.M., GRAYBILL F.A. (1963), Introduction to the Theory of Statistics, Mc Graw-
Hill, New York.
NAIR V.N. (1992), “Taguchi Parameter Design: A Panel Discussion”, Technometrics, 34,
127-161.
NELDER J.A. (1974), Letter to editor, Journal of the Royal Statistical Society, C, 23, 232.
NGUYEN N.K. (1996), “A Note on the Construction of Near-Orthogonal Arrays With
Mixed Levels and Economic Run Size”, Technometrics, 38, 279-283. NOGUCHI J. (1995), “The legacy of W. Edwards Deming”, Quality Progress, 28, 35-37.
PISTONE G., WYNN H.P. (1995), “Generalized confounding with Grobner bases”,
Biometrika, 73.
PLACKETT R.L., BURMAN J.P. (1946), “The Design of Optimum Multifactorial
Experiments”, Biometrika, 33, 305-325.
RASMUSEN E. (1993), Teoria dei giochi e informazione, Hoepli, Milano.
RUELLE D. (1992), Caso e caos, Bollati Borlinghieri, Torino.
SCHEFFE H. (1959), The Analysis of Variance, Wiley, New York.SCHILLING E.G. (1974), “The Relationship of Analysis of Variance to Regression. Part
II: Unbalanced Designs”, Journal of Quality Technology, 6, 146-153.
SEARLE S.R. (1971), Linear models, Wiley, New York.
SEARLE S.R. (1987), Linear models for unbalanced data, Wiley, New York.
SEARLE S.R., SPEED F.M., HENDERSON H.V. (1981), “Some Computational and
Model Equivalencies in Analyses of Variance of Unequal-Subclass-Number Data”,
The American Statistician, 35, 16-33.
SENTURIA J. (1989), “Review of Taguchi”, Technometrics, 31, 256-257.SHEWART W.A. (1931), Economic Control of Quality of Manufactured Products, D. Van
Nostrand Company, New York.
5/8/2018 I METODI PER LA QUALITÁ IL D.O.E. - slidepdf.com
http://slidepdf.com/reader/full/i-metodi-per-la-qualita-il-doe 320/320
2 - L’Approccio Scientifico alla Qualità
SNEE R.D. (1973), “Some Aspects of Nonorthogonal Datya Analysis. Part I: Developing
Prediction Equations”, Journal of Quality Technology, 5, 67-79.
SNEE R.D. (1973), “Some Aspects of Nonorthogonal Datya Analysis. Part II: Comparison
of Means”, Journal of Quality Technology, 5, 109-122.
SPEED F.M., HOCKING R.R., HACNEY O.P. (1978), “Methods of Analysis of Linear
Models with Unbalanced Data”, Journal of the American Statistical Association, 73,
105-112.
STEINBERG D.M., HUNTER W.G. (1984), “Experimental Design: Review and
Comment”, Technometrics, 26, 71-97.
STEPHENS M.P. (1994), “A Comparison of Robustness of Taguchi’s Methods with
Classical ANOVA Under Conditions of Homogeneous Variances”, Quality
Engineering , 7, 147-167.
STEPHENS M.P. (1996), “Effects of Heterogeneity of Variance on the Analysis of
Designed Experiments: A Comparison of Robustness of Classical ANOVA with the
use of S/N Ratios”, Quality Engineering , 8, 411-417.
TAGUCHI G. (1987), System of Experimental Design, Unipub Kraus, White Plains.
TAGUCHI G. (1996), “The role of DOE for Robust Engineering: a commentary”, Quality
and Reliability Engineering International , 12, 73-74.
URQUHART N.S., WEEKS D.L. (1978), “Linear Models in Messy Data: Some Problems
and Alternatives”, Biometrics, 34, 696-705.
VICARIO G. (1993), “Fondamenti teorici del DOE”, Tutorial DEINDE, Torino.
WANG J.C. (1993), Sense and nonsense in statistical inference, M. Dekker, New York.WEBB S.R. (1971), “Small incomplete factorial designs for two and three level factors”,
Technometrics, 13, 243-256.
WHEELER D.J. (1988), Understanding Industrial Experimentation, Statistical Process
Control Inc., Knoxville.
WHEELER D.J., CHAMBERS D.S. (1990), Understanding Statistical Process Control ,
Addison-Wesley, Workingham.
ZYSKIND G., MARTIN F.B. (1969), “On best linear estimation and a general Gauss-
Markov theorem in linear models with arbitrary nonnegative covariance structure”,SIAM Journal of Applied Mathematics, 17, 1190-1202.