I difetti delle saldature e loro conseguenze · ben presente il complesso di proprietà di questi...
17
Estratto dalla Rivista LA MECCANICA ITALIANA n. 167 novembre 1982 M. BALBI, W. NICODEMI Dipartimento di Chimica Fisica Applicata Politecnico di MILANO I difetti delle saldature e loro conseguenze 1. INTRODUZIONE La saldatura degli acciai inossidabili è un'operazione che richiede cure particolari, e va affrontata avendo ben presente il complesso di proprietà di questi ma- teriali e le tipiche problematiche metallurgiche che ad essi sono correlate. Dal processo di saldatura possono derivare molteplici tipi di difetti, alcuni immediatamente riscontrabili du- rante le normali operazioni di controllo e collaudo che seguono la saldatura altri che invece vengono messi in luce « a posteriori », dopo che la loro presenza è stata causa di inconvenienti o di disservizio. È' però opportuno precisare che il concetto di « difet- to di saldatura », visto soprattutto in relazione alle conseguenze che esso può comportare, va conside- rato su basi più ampie di quelle strettamente attinenti all'operazione tecnologica che viene eseguita. Pertan- to, l'eventuale cattiva riuscita (immediata o a lungo termine) del manufatto saldato può dipendere da uno o più fattori che dipendono, in via prioritaria: — delle scelte operate nel processo di saldatura; — delle scelte del tipo di materiale; — delle scelte di disegno o progettazione. Il problema della realizzazione di un manufatto deve cioè essere affrontato nella sua globalità, ricordando, come bene è stato messo in luce in un recente con- vegno [1], che « ... in ogni caso l'"idea" dell'oggetto o della parte, per tradursi in realtà concreta, deve pas- sare necessariamente attraverso alla mediazione del materiale o dei materiali che Io "rendono reale" e alle tecnologie ad essi relative... ». Completando la precedente citazione si può quindi affermare che, anche nel caso specifico delle costru- zioni saldate (e indipendentemente dal fatto che si Relazione presentata in occasione della Giornata di studio « La saldatura e gli acciai inossidabili - del 24 novembre 1982. organiz- zata da Asmeccanica e MS, con il patrocinio del Centro INOX. tratti di acciai inossidabili, come nel presente caso, 0 di altri tipi di materiali). « ... è necessario correlare sempre tra loro almeno quattro aggregazioni di elementi: — l"'idea" dell'oggetto in sé completo delle sue fun- zioni; — la conoscenza delle caratteristiche intrinseche e dei limiti di applicabilità del materiale o dei materiali con i quali essa verrà attuata; — la conoscenza delle caratteristiche tecnologiche e delle tecniche di trasformazione mediante le quali il materiale sarà trasformato per assumere l'identità del- l'oggetto della parte; — il costo globale dell'oggetto, che deve essere sem- pre il minore possibile, fatte salve le reali presta- zioni, la durata e la sicurezza d'uso per le quali esso è stato concepito... ». 1 tipi di difetti di saldatura sono abbastanza numerosi: in questa nota non verranno presi in considerazione quelli che, potendosi presentare indifferentemente in diversi materiali, e quindi anche negli acciai inossida- bili, non sono però tipici di questi ultimi. Così non si parlerà, ad esempio, di incisioni marginali o di soffia- ture, o di mancanza di penetrazione (se non, come si vedrà in un esempio a proposito di quest'ultima, quale possibile causa di fenomeni di corrosione) né si discu- terà in generale della genesi delle cricche a caldo o di quelle a freddo, ma si metteranno in luce quegli aspetti particolari, caratteristici dei materiali che qui vengono considerati. 2. CONSIDERAZIONI METALLURGICHE Se la struttura è di notevole importanza per compren- dere in generale i vari aspetti applicativi dei mate- riali metallici, diventa essenziale quando, come nel caso degli acciai inossidabili,.proprio in base alla strut- tura vengono contraddistinti e classificati; e questo perché a variazioni microstrutturali impercettibili pos- sono corrispondere comportamenti sostanzialmente di- versi nella resistenza alla corrosione nei più disparati ambienti.
Transcript of I difetti delle saldature e loro conseguenze · ben presente il complesso di proprietà di questi...
Estratto dalla RivistaLA MECCANICA ITALIANAn. 167 novembre 1982
M. BALBI, W. NICODEMIDipartimento di Chimica Fisica ApplicataPolitecnico di MILANO
I difetti delle saldaturee loro conseguenze
1. INTRODUZIONE
La saldatura degli acciai inossidabili è un'operazioneche richiede cure particolari, e va affrontata avendoben presente il complesso di proprietà di questi ma-teriali e le tipiche problematiche metallurgiche che adessi sono correlate.
Dal processo di saldatura possono derivare molteplicitipi di difetti, alcuni immediatamente riscontrabili du-rante le normali operazioni di controllo e collaudo cheseguono la saldatura altri che invece vengono messiin luce « a posteriori », dopo che la loro presenza èstata causa di inconvenienti o di disservizio.
È' però opportuno precisare che il concetto di « difet-to di saldatura », visto soprattutto in relazione alleconseguenze che esso può comportare, va conside-rato su basi più ampie di quelle strettamente attinentiall'operazione tecnologica che viene eseguita. Pertan-to, l'eventuale cattiva riuscita (immediata o a lungotermine) del manufatto saldato può dipendere da unoo più fattori che dipendono, in via prioritaria:
— delle scelte operate nel processo di saldatura;
— delle scelte del tipo di materiale;
— delle scelte di disegno o progettazione.
Il problema della realizzazione di un manufatto devecioè essere affrontato nella sua globalità, ricordando,come bene è stato messo in luce in un recente con-vegno [ 1 ] , che « ... in ogni caso l'"idea" dell'oggetto odella parte, per tradursi in realtà concreta, deve pas-sare necessariamente attraverso alla mediazione delmateriale o dei materiali che Io "rendono reale" ealle tecnologie ad essi relative... ».
Completando la precedente citazione si può quindiaffermare che, anche nel caso specifico delle costru-zioni saldate (e indipendentemente dal fatto che si
Relazione presentata in occasione della Giornata di studio « Lasaldatura e gli acciai inossidabili - del 24 novembre 1982. organiz-zata da Asmeccanica e MS, con il patrocinio del Centro INOX.
tratti di acciai inossidabili, come nel presente caso,0 di altri tipi di materiali).
« ... è necessario correlare sempre tra loro almenoquattro aggregazioni di elementi:
— l"'idea" dell'oggetto in sé completo delle sue fun-zioni;— la conoscenza delle caratteristiche intrinseche edei limiti di applicabilità del materiale o dei materialicon i quali essa verrà attuata;— la conoscenza delle caratteristiche tecnologiche edelle tecniche di trasformazione mediante le quali ilmateriale sarà trasformato per assumere l'identità del-l'oggetto della parte;— il costo globale dell'oggetto, che deve essere sem-pre il minore possibile, fatte salve le reali presta-zioni, la durata e la sicurezza d'uso per le quali essoè stato concepito... ».
1 tipi di difetti di saldatura sono abbastanza numerosi:in questa nota non verranno presi in considerazionequelli che, potendosi presentare indifferentemente indiversi materiali, e quindi anche negli acciai inossida-bili, non sono però tipici di questi ultimi. Così non siparlerà, ad esempio, di incisioni marginali o di soffia-ture, o di mancanza di penetrazione (se non, come sivedrà in un esempio a proposito di quest'ultima, qualepossibile causa di fenomeni di corrosione) né si discu-terà in generale della genesi delle cricche a caldo odi quelle a freddo, ma si metteranno in luce quegliaspetti particolari, caratteristici dei materiali che quivengono considerati.
2. CONSIDERAZIONI METALLURGICHE
Se la struttura è di notevole importanza per compren-dere in generale i vari aspetti applicativi dei mate-riali metallici, diventa essenziale quando, come nelcaso degli acciai inossidabili,.proprio in base alla strut-tura vengono contraddistinti e classificati; e questoperché a variazioni microstrutturali impercettibili pos-sono corrispondere comportamenti sostanzialmente di-versi nella resistenza alla corrosione nei più disparatiambienti.

E per sottolineare l'importanza dei mutamenti strut-turali che avvengono durante l'operazione di saldaturanel campo degli acciai inossidabili, basta pensare acome l'evolversi di molti tipi, primo fra tutti il piùdiffuso AISI 304, sia stato condizionato dall'esigenzadi eliminare la precipitazione di carburi nella zonatermicamente alterata della saldatura.
Poiché dal punto di vista strutturale notevolmente di-verse sono le problematiche che interessano le variecategorie è opportuno esaminare separatamente leprincipali cercando di sottolineare di volta in volta gliaspetti più caratteristici per i diversi acciai.
2.1. Trasformazioni martensitiche
È opportuno constatare subito che trasformazioni dital genere sono tipiche delle saldature di acciai mar-tensitici, unici tra gli acciai inossidabili che posseg-gono i punti di trasformazione -A) ed A2 (anche se for-mazioni parziali di martensite possono riscontrarsisaldando certi acciai ferritici); nella zona termicamen-te alterata è possibile raggiungere quelle temperaturealle quali la struttura è prevalentemente austenitica equindi nel successivo -affreddamento l'austenite sitrasforma in martensite.
È interessante ricordare che, eseguendo su un acciaioche possiede i punti critici, una saldatura « per fusio-ne >• con metallo d'apporto, vi sono da considerare trezone: la zona di completa fusione, la zona di fusioneparziale (essendo la temperatura compresa tra le lineedel liquidus - punto 1, e del solidus - punto 2 nell'e-sempio riportato in fig. 1), la zona termicamente alte-
1600
„ 1400
1200?-
f 1000
800
600
Hd
0 0.2 ;0.4 0.6 0.8 1.00.35
carbonio (*/•)
Fiq 1 • Andamenti schematici delle temperature massime raggiunte e delledurezze nella zona termicamente alterata in una saldaltura di una lega ferro-_cromo-carbonio, con C = 0, 35%.
rata (ove la temperatura è rimasta inferiore alla tem-peratura del solidus). >
Per lo scopo che interessa, è essenzialmente la terzazona che deve essere presa in considerazione, poichémentre le proprietà della rimanente parte della salda-tura possono essere influenzate ricorrendo all'azionefisico-chimica derivante dalla composizione chimica delmetallo di apporto e dei fondenti, oltre che alla parti-colarità del tipo di processo usato, le proprietà che,terminata la saldatura, si hanno nella terza zona.(infig. 1 è riportato un andamento schematico delle du-rezze) dipendono invece dalla composizione del metal-lo base (oltre che naturalmente dallo stato in cui sitrovava prima della saldatura) e dalla legge dei riscal-damento e del raffreddamento.
Le strutture che si riscontrano nella zona termicamen-te alterata sono infatti quelle prevedibili in base alleconsiderazioni di carattere generale sui trattamentitermici: ad esempio in un acciaio AISI 420 esiste unampio intervallo di temperature comprese tra quelledei punti 2 e 3 (fig. 1) per cui. la struttura del mate-riale è austenitica; è evidente che in funzione dellacomposizione chimica del materiale e quindi dellaposizione delle sue curve anisoterme (fig. 2) nellezone adiacenti la saldatura (dove la struttura diventaaustenitica) ed a seconda delle diverse traiettorie diraffreddamento, si possono ottenere anche strutturebain.itiche o martensitiche.
In quelle zone in cui il materiale viene riscaldato nel-l'intervallo di temperature comprese tra il punto A3e il punto A] come pure in quelle che hanno raggiuntotemperatura inferiori a quelle dell'eutettoide, si pos-sono avere modificazioni di comportamento dovute afenomeni quali l'ingrossamento dei grano, la precipi-tazione dei carburi, ecc. che tra poco saranno esa-minati.
L'indurimento in zona termicamente alterata provo-cato dai ciclo termico, con la formazione di marten-site, dipende soprattutto dal tenore di carbonio delmetallo base; quanto più aumenta la durezza, tantomeno tenace è il materiale, con Je. ben note conse-guenze in termini di suscettibilità alla formazione dicricche, per cui si rendono necessari i trattamenti dipreriscaldo e di post-riscaldo, e il controllo della tem-peratura tra le passate.
Come prima accennato, anche negli acciai inossidabiliferritici si possono avere formazioni di martensite.La maggior parte di essi ha una composizione cheassicura una struttura completamente ferritica a tem-peratura ambiente, ma, a causa delle normali forcelledi composizione chimica ammesse nell'ambito di undeterminato tipo, durante il riscaldamento ad alta tem-peratura ( > 870 °C) si possono formare piccoli quan-titativi di austenite che, nel successivo raffreddamen-

1000
800o
, 500
t 1.00Q.
2 00
TXi-M
———
°oV- '
IK
V-!,\M
;o
• min
\
\
NcV
\512
IO*
\; / /N\-V\
S27
;oJ
1
IO
\
y\
\
N.̂ —'-̂—-
\
Mli;o*
100
930
\
L
•e ?
»000 •ceco
Fìa 2 - Trasf>" inaz 'on ' a n ' s o t e r m e di un acciaio tipo AISI 420.
to, si traslormano in martensite. Questo fatto provocauna diminuzione sia della duttilità che della tenacitàdell'acciaio, per cui dopo la saldatura può essere op-portuno un trattamento di ricottura (a temperatura di780 — 850 "'C), che trasforma la struttura mista com-pletamente in ferrite, e restaura le proprietà mecca-niche e l;i resistenza alla corrosione che possono es-sere stato compromesse per effetto delle tempera-ture raggiunte nel ciclo di saldatura.
Nei casi nei quali non è possibile un trattamento dipost-riscaldo le esigenze di duttilità possono sugge-rire la scalta di quei tipi di acciai ferritici che conten-gono elementi fortemente ferritizzanti (allumino, nio-bio o titanio), che evitano la formazione dell'austeniteal riscaldo, e quindi della martensite al raffredda-mento.Pertanto, -')ia Per 'a possibile formazione di marten-site, sia pni" 'I f a t t 0 c n e hanno una temperatura di tran-sizione cl'rt Puo trovarsi anche al di sopra della tem-peratura ambiente, gli acciai ferritici, essendo sensi-bili alla trattura fragile, richiedono frequentementeun preris<-"ido
C150H-230 °C) che è utile nel prevenirecriccaturr- «furante la saldatura.
2.2. Ingro!ȣ'arnento del grano
Tale fenon ieno come pure la ricristallizzazione, puòmanifestar'' !n maniera differente nei diversi tipi diacciai ino:>;'ic'ablli, secondo le modalità di riscaldamen-to. Tali fpi |Ome" i , negli acciai inossidabili a strutturamonofasii-1''. co'ne gli austenitici e i ferritici, possonoprovocare ^ ia v"riazioni di caratteristiche meccanicheche di re"'storVa alla corrosione in tutti quegli am-bienti in '•"' la|<5 proprietà è collegata anche alle di-
mensioni del grano. Si osserva la ricristallizzazionequando si riscaldano zone che, in seguito a deforma-zioni meccaniche o termiche, presentano distorsionio forti tensioni interne; in quei punti infatti dove esi-stono tensioni particolarmente elevate, in genere aibordi dei grani, allorché si permane per un temposufficiente in un certo intervallo di temperature, comin-ciano a formarsi ed a crescere nuovi grani col risultatodi una diversa organizzazione di grani cristallini.
A temperature più elevate, poiché i grani più grossipossiedono un'energia libera minore rispetto a quellipiù piccoli, questi ultimi tendono a coalescere; il li-vello di temperatura e la durata di permanenza sonofattori determinanti sull'ingrossamento del grano.
Questo fenomeno è particolarmente sensibile negliacciai inossidabili ferritici che, a causa dell'ingrossa-mento del grano che avviene in zona termicamentealterata superando temperature dell'ordine dei 950°C,e per il dendritismo grossolano in zona fusa, dannoluogo a giunti caratterizzati da minore tenacità, rispet-to agli acciai austenitici.
Poiché la formazione di austenite (che, come primadetto, si trasforma successivamente in martensite du-rante il raffreddamento) frena la crescita del granoferritico, la formazione di martensite può essere con-siderata, da questo punto di vista, come fattore po-sitivo, sempre che possa poi essere eseguito il tratta-mento di ricottura per eliminarla. In ogni caso i trat-tamenti di post-riscaldo devono evitare, per gli acciaiferritici, raffreddamenti lenti tra i 565 o i 400 °C per-ché tale intervallo di temperatura causa fragilità; nor-malmente la suscettibilità a questo tipo di infragili-mento, conosciuto come «fragilità a 475 °C », è piùrilevante per i tipi ad alto tenore di cromo, ed aumentaall'aumentare di esso.
2.3. Precipitazione dei carburi
Questo fenomeno, che come è noto ha caratterizzatol'evolversi di tutti gli acciai inossidabili della serie300, essendo la causa della suscettibilità alla corro-sione integranulare (o intercristallina) di.questi acciai,interessa sia gli acciai inossidabili austenitici che fer-ritici.
La corrosione intergranulare (o intercristallina) è unacorrosione con demolizione selettiva del contorno deigrani cristallini, in quanto si verifica in corrisponden-za ai bordi dei grani e nelle loro immediate adiacenzesenza che la matrice venga attaccata. È una formaassai insidiosa di attacco che provoca una diminu-zione della resistenza meccanica e della plasticità del-la lega metallica, con possibilità di formazione di fes-surazioni nei punti sottoposti alle maggiori solle-citazioni.

Cr
e/..
e
}
e.
corpo del grano
]"—
j
9J
1/ \ livello minimo di cromo
J per la pnn'vaziont 12 '/.
-i^J 1! \i
corpo dW grano
•« bordo del grano
Fig. 3 • Andamento del tenore di cromo al bordo di un grano di acciàio inos-sidabile austenitico dopo precipitazione del carburo.
Quando un acciaio inossidabile austenitico viene raf-freddato lentamente oppure è mantenuto per tempiopportuni soprattutto nell'intervallo di temperaturacompreso tra 450 °C e 700 °C, avviene la precipitazio-ne (fig. 3) dei carburi di cromo (Cr, Fé, NihòCé ai bordidei grani, precipitazione che è tanto maggiore quantopiù elevato è il tenore di carbonio dell'acciaio.
Poiché nel carburo il tenore di cromo è in assolutaprevalenza su quello degli altri elementi di lega, sicrea una disomogeneizzazione di cromo nella compo-sizione chimica del grano, nel senso che le zone adia-centi ai carburi ne sono notevolmente impoverite,mentre la matrice rimane praticamente invariata comemostra, in fig. 3, la distribuzione schematica dellaconcentrazione del cromo a partire dal bordo dei gra-no verso l'interno; poiché le zone adiacenti ai bordi deigrandi vengono ad avere un tenore di cromo minoredi quel 12%, che è il limite al disotto del quale l'ac-ciaio si passiva difficilmente, in ambienti opportunil'acciaio andrà soggetto a corrosione intergranulare.
È difficile che un acciaio inossidabile esca dal ciclodi lavorazione in acciaieria sensibilizzato, per cui sipuò ritenere che la sensibilizzazione sia dovuta adoperazioni successive durante l'assemblaggio o la mes-sa in opera, ed in realtà i casi di corrosione intergra-nulare riscontrati più di frequente riguardano acciaiche si sono .sensibilizzati per procedimenti di salda-tura o di taglio termico, per operazioni di deformazioneplastica a caldo (fucinatura, curvatura, ecc.) e per trat-tamenti termici di distensione alle alte temperatureseguiti da lento raffreddamento.
Senza entrare in altri particolari, è opportuno esami-nare le curve tempo-temperatura-corrosione, le più i-donee per spiegare l'insieme di questi fenomeni, emettere in evidenza i tre fattori che agiscono sui gra-
do di sensibilizzazione: temperatura, tempo di perma-nenza e contenuto di carbonio.
A titolo d'esempio sono 'riportati in fig. 4 i risultatidi una serie di prove di corrosione in acido solforico +solfato di rame, condotte su acciai inossidabili 18-8 condifferente contenuto di carbonio. Queste curve (costi-tuite da due rami che si raccordano formando un « na-so » ben pronunciato rivolto verso l'asse delle tem-perature] delimitano la zona all'interno della quale siosserva corrosione intercristallina; si può notare cheesse si spostano a destra al diminuire del tenore dicarbonio conservando grosso modo la forma.
Dei due rami, entrambi discendenti, il superiore rivol-ge la concavità all'asse delle durate di permanenzain temperatura e l'inferiore la convessità; pertanto dalloro esame risulta che per un dato tenore di carbonioe una data permanenza, esiste un campo critico ditemperature nel quale l'acciaio è suscettibile alla cor-rosione.
Si osserva inoltre che, a una data temperatura, esisteanche per la durata della permanenza un campo criticodi suscettibilità alla corrosione intercristallina; per du-rate inferiori al limite minimo, i carburi non hanno iitempo necessario per precipitare, mentre per duratesuperiori al limite massimo, non si osserva più corro-sione intergranulare; ciò è dovuto ai fatto che pertemperature sufficientemente alte il cromo diffondeverso le zone inizialmente impoverite (v. fig. 3), fino aripristinare ii tenore minimo necessario per resisterealla corrosione.
Le condizioni più critiche si hanno in corrispondenzadel « naso » della curva, ove la precipitazione iniziavelocemente; la conoscenza della sua posizione rap-presenta la miglior guida per poter stimare la suscetti-bilità dell'acciaio alla corrosione intercristallina. Sela posizione del « naso » si trova molto a sinistra, so-no sufficienti brevi periodi di riscaldamento per cau-sare la precipitazione di carburi, mentre, ovviamente,l'acciaio sarà sempre meno suscettibile alla corrosione
Fig. 4 - Influenza del tenore di carbonio in un acciaio 18-8. della temperaturae della durata del rinvenimento nella prova di corrosione standard in HjSO< ++ CuSOi.
intercristallina quanto più la posizione di tale « naso »è spostata a destra.
Affinchè si manifesti l'attacco lungo i bordi dei grani,è necessario però che non solo la lega sia sensibilizza-ta ma vi sia anche un ambiente aggressivo specifico;da ricordare tra gli ambienti a carattere più aggressivo:— le soluzioni solforiche (soprattutto in presenza disali rameici e ferrici);— le soluzioni nitriche calde (contenenti dal 50 al100% di acido nitrico);— le miscele solfo-nitriche o fluoro-nitriche.
Oltre che in questi ambienti, la corrosione intergra-nulare è stata osservata anche in acqua di mare, acontatto con petroli o solventi e perfino in presenza disalse e condimenti commestibili.
I mezzi più sicuri e diffusamente usati su scala indu-striale per evitare la corrosione intergranulare degiiacciai inossidabili austenitici sono i tre seguenti.
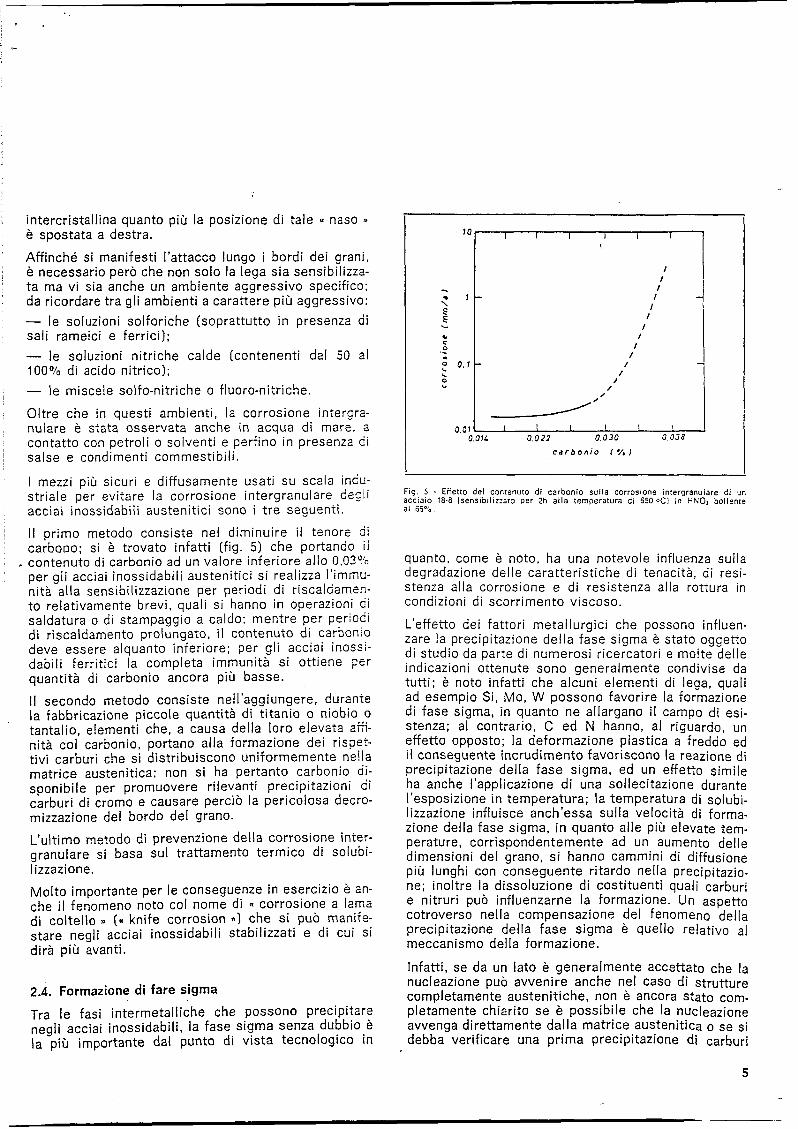
II primo metodo consiste nel diminuire il tenore dicarbono; si è trovato infatti (fig. 5) che portando il
. contenuto di carbonio ad un valore inferiore allo 0,03%per gli acciai inossidabili austenitici si realizza l'immu-nità alla sensibilizzazione per periodi di riscaldamen-to relativamente brevi, quali si hanno in operazioni disaldatura o di stampaggio a caldo; mentre per periodidi riscaldamento prolungato, il contenuto di carboniodeve essere alquanto inferiore; per gli acciai inossi-dabili ferritici la completa immunità si ottiene perquantità di carbonio ancora più basse.
Il secondo metodo consiste nell'aggiungere, durantela fabbricazione piccole quantità di titanio o niobio otantalio, elementi che, a causa della loro elevata affi-nità col carbonio, portano alla formazione dei rispet-tivi carburi che si distribuiscono uniformemente nellamatrice austenitica; non si ha pertanto carbonio di-sponibile per promuovere rilevanti precipitazioni dicarburi di cromo e causare perciò la pericolosa decro-mizzazione del bordo del grano.
L'ultimo metodo di prevenzione della corrosione inter-granulare si basa sul trattamento termico di solubi-lizzazione.Molto importante per le conseguenze in esercizio è an-che il fenomeno noto col nome di « corrosione a lamadi coltello » (« knife corrosion ») che si può manife-stare negli acciai inossidabili stabilizzati e di cui sidirà più avanti.
2.4. Formazione di fare sigma
Tra le fasi intermetalliche che possono precipitarenegli acciai inossidabili, la fase sigma senza dubbio èla più importante dal punto di vista tecnologico in
\e•»—%,eo••
4 .
o<J
;
o.;
0 0/
1
—
i
0.074
1
!0.022
1 1
//
//
/s
s
1 1
0.030
e J r b o n io ('Al
1 1
//
//
//
//
/
1 i
0.033
Fig. 5 - Effetto del contenuto di carbonio sulla corrosione intergranuiare di unacciaio 18-3 (sensibilizzato per 2h alla temperatura di 650 <>C) in HNO3 bollenteal 65%.
quanto, come è noto, ha una notevole influenza sulladegradazione delle caratteristiche di tenacità, di resi-stenza alla corrosione e di resistenza alla rottura incondizioni di scorrimento viscoso.
L'effetto dei fattori metallurgici che possono influen-zare la precipitazione della fase sigma è stato oggettodi studio da parte di numerosi ricercatori e molte delleindicazioni ottenute sono generalmente condivise datutti; è noto infatti che alcuni elementi di lega, qualiad esempio Si, Mo, W possono favorire la formazionedi fase sigma, in quanto ne allargano il campo di esi-stenza; al contrario, C ed N hanno, al riguardo, uneffetto opposto; la deformazione plastica a freddo edil conseguente incrudimento favoriscono la reazione diprecipitazione della fase sigma, ed un effetto simileha anche l'applicazione di una sollecitazione durantel'esposizione in temperatura; la temperatura di solubi-lizzazione influisce anch'essa sulla velocità di forma-zione della fase sigma, in quanto alle più elevate tem-perature, corrispondentemente ad un aumento delledimensioni del grano, si hanno cammini di diffusionepiù lunghi con conseguente ritardo nella precipitazio-ne; inoltre la dissoluzione di costituenti quali carburie nitruri può influenzarne la formazione. Un aspettocotroverso nella compensazione del fenomeno dellaprecipitazione della fase sigma è quello relativo almeccanismo della formazione.
Infatti, se da un lato è generalmente accettato che lanucleazione può avvenire anche nel caso di strutturecompletamente austenitiche, non è ancora stato com-pletamente chiarito se è possibile che la nucleazioneavvenga direttamente dalla matrice austenitica o se sidebba verificare una prima precipitazione di carburi

del tipo M23C6 0 di ferrite. Dal punto di vista sperimen-tale tutti i tipi di nucleazione sopracitati sono statiosservati e da alcuni autori è stata avanzata l'ipotesiche tali sequenze di precipitazione sono tutte possi-bili e che siano le condizioni sperimentali, vale a direla composizione chimica della matrice e la tempera-tura, a favorire l'uno piuttosto che l'altro meccanismodi formazione.
Comunque, senza addentrarci nelle questioni riguar-danti la genesi della fase sigma nelle leghe ternarieFe-Cr-Ni, è importante sottolineare che essa può ori-ginarsi sia da una struttura esclusivamente austeniti-ca, per tenori sufficientemente elevati di Cr ed in pre-senza di elementi che ne favoriscono la separazione,sia soprattutto da una struttura bifasica di austeni-te — ferrite.
Se si esaminano i diagrammi di stato ternari Fe-Cr-Nisi osserva chiaramente come la fase sigma possaformarsi sia dalla fase alfa che dalla fase gamma.
La velocità di formazione del costituente sigma, puòvariare in un intervallo assai esteso, dipendente davari fattori, sopra richiamati (quali la composizione, latemperatura e i precedenti trattamenti termici e mec-canici) cui il materiale è stato sottoposto.
La formazione della fase sigma è estremamente lentaa temperatura inferiore ai 600 =C, tuttavia aumentarapidamente col crescere della temperatura. La velo-cità di formazione e l'entità della fase sigma che vienesuccessivamente formandosi, ovviamente diminuisco-no man mano che ci si avvicina alla temperatura li-mite superiore di esistenza della fase stessa, fino adannullarsi. In linea di massima, comunque, si può direche la fase sigma precipita in un tempo relativamentebreve — dell'ordine di poche ore — da strutture bifa-siche di austenite e ferrite, mentre possono esserenecessari tempi molto lunghi, dell'ordine delle migliaiadi ore, per provocarne la separazione e raggiungere lecondizioni di equilibrio in leghe completamente auste-nitiche.
Per gli acciai inossidabili austenitici al Cr-Ni, sembrainoltre che la massima formazione di tale fase si abbianell'intervallo di temperatura compreso tra 750 e900 °C.
Anche se i cicli di saldatura comportano permanenzetroppo brevi nei campi di formazione della fase sigmaper poterne causare la precipitazione, la saldatura fa-vorisce la sua successiva comparsa nel caso che inesercizio si raggiungano le temperature di precipita-zione, con i conseguenti pericoli di caduta della te-nacità del giunto saldato.
La fig. 6 illustra una struttura, riscontrata su un cam-pione prelevato nella zona di saldatura eseguita conelettrodo in AISI 309, dopo permanenza per 10.000 ore
Fig. 6 • Fase sigma presente in una saldatura (eseguita con elettrodo in AISI3091 dono IO.CO.0h a 320^840 =C (x 530).
a 820^-840 CC; la fase sigma è prevalentemente aghi-forme. ~~
3. CAUSE DI DISSERVIZIO
I disservizi causati da difetti di saldatura sono attri-buibili essenzialmente a due cause: le une di tipomeccanico, che portano alla formazione di cricche,le altre di tipo elettrochimico, che portano a fenomenidi corrosione. Pur non dimenticando l'importanza el'incidenza delle prime, a cui verrà dedicato un brevecenno, è soprattutto sul secondo aspetto che è oppor-tuno soffermare l'attenzione, dato che una delle carat-teristiche principali sulle quali si basa l'impiego degliacciai inossidabili è la loro resistenza alla corrosione,ed è propro in relazione ad essa che si riscontrano imaggiori problemi.
3.1. Criccabilità
La possibile formazione di cricche durante la saldaturadegli acciai inossidabili o in tempi successivi rispettoalla sua esecuzione dipende da diversi fattori metal-lurgici prima visti: nei ferritici è legata soprattuttoalla caduta di tenacità e di duttilità a causa dell'ingros-samento del grano (oltre che alla eventuale presenzadi martensite] oppure aH'infragilimento per fase sig-ma; nei martensitici si tratta sostanzialmente del pro-blema della formazione di « cricche a freddo », comu-ne anche agli acciai da costruzione; per gli austeni-tici, si tratta soprattutto di «. cricche a caldo », pro-blema comune, anch'esso, agii acciai da costruzione,ma assai più grave, per le particolari caratteristiche
fisiche (conduttività termica, dilatazione termica), mi-crostrutturali (dimensioni delle dendriti) e di sensibi-lità alle segregazioni. Proprio quindi in relazione allacriccabilità a caldo, i cordoni di saldatura degli acciaiaustenitici contengono certe percentuali di ferrite,dato che le strutture bifasiche sono assai meno sensi-bili alle condizioni che provocano il fenomeno. Oltrea ciò sono da segnalare anche per gli austenitici (esoprattutto in quelli a struttura mista) possibili pro-blemi da fase sigma.
3.2. Fenomeni di corrosione
I tipi di corrosione che si possono riscontrare negliacciai inossidabili sono abbastanza numerosi ed iprincipali sono:— corrosione sotto sforzo (« stress corrosion >•);— corrosione puntiforme (per vaiolatura, o « pitting »);— corrosione uniforme;— corrosione intergranulare;_— corrosione interstiziale (« crevice corrosion »);— corrosione galvanica.
Oltre a questi se ne hanno altri, quali la corrosionefiliforme, quella per fatica, per sfregamento, ecc.
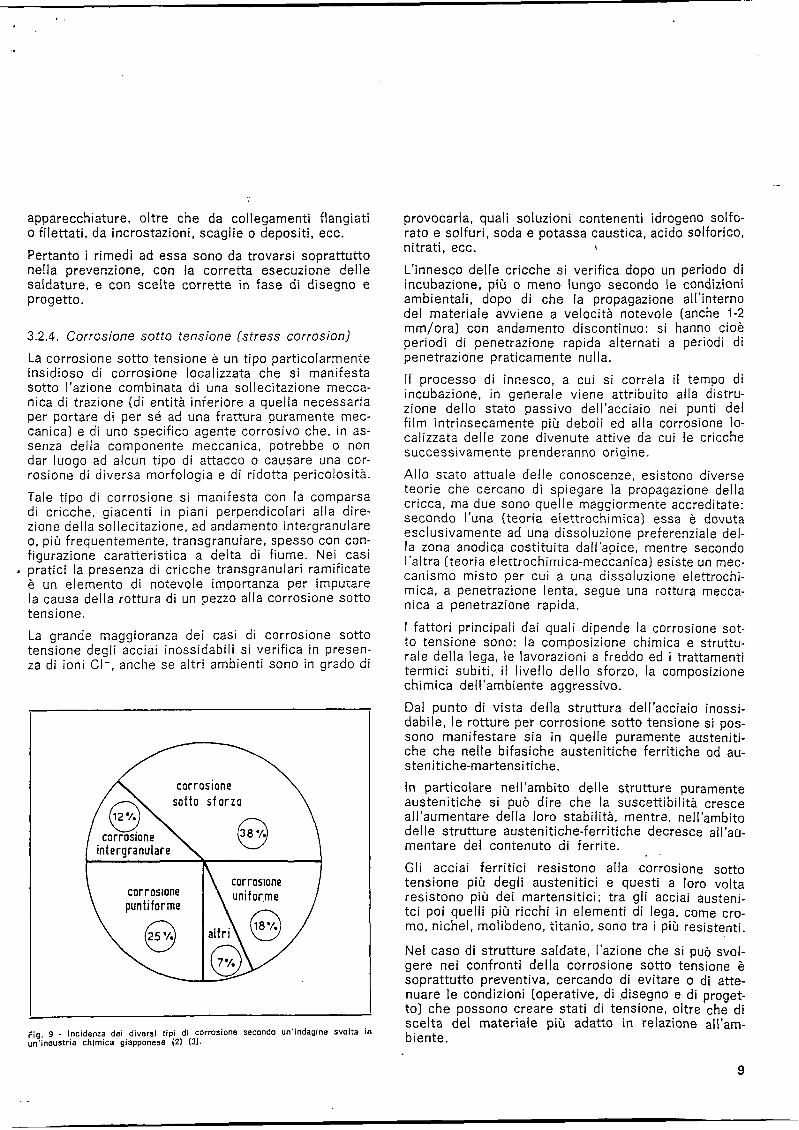
Statistiche sulla frequenza del tipo di corrosione nonsono disponibili, e d'altra parte è assai difficile faredelle valutazioni data la vastità e l'estensione dellecondizioni esistenti nei diversi settori applicativi. Èperò possibile trovare in letteratura alcune indicazioni:a titolo di esempio si riportano in fig. 9 i risultati diun'indagine svolta su un campione abbastanza nume-roso di casi di disservizio per corrosione svolta inun'industria chimica giapponese [2 ] , [3 ] .
Rimanendo nello stretto ambito della saldatura ci silimiterà a ricordare, quali più caratteristici problemi(oltre a quelli, ovvii, di corrosione galvanica per ac-coppiamento di materiali con differente potenzialeelettrochimico, e conseguente sviluppo di aree cato-diche e di aree anodiche):
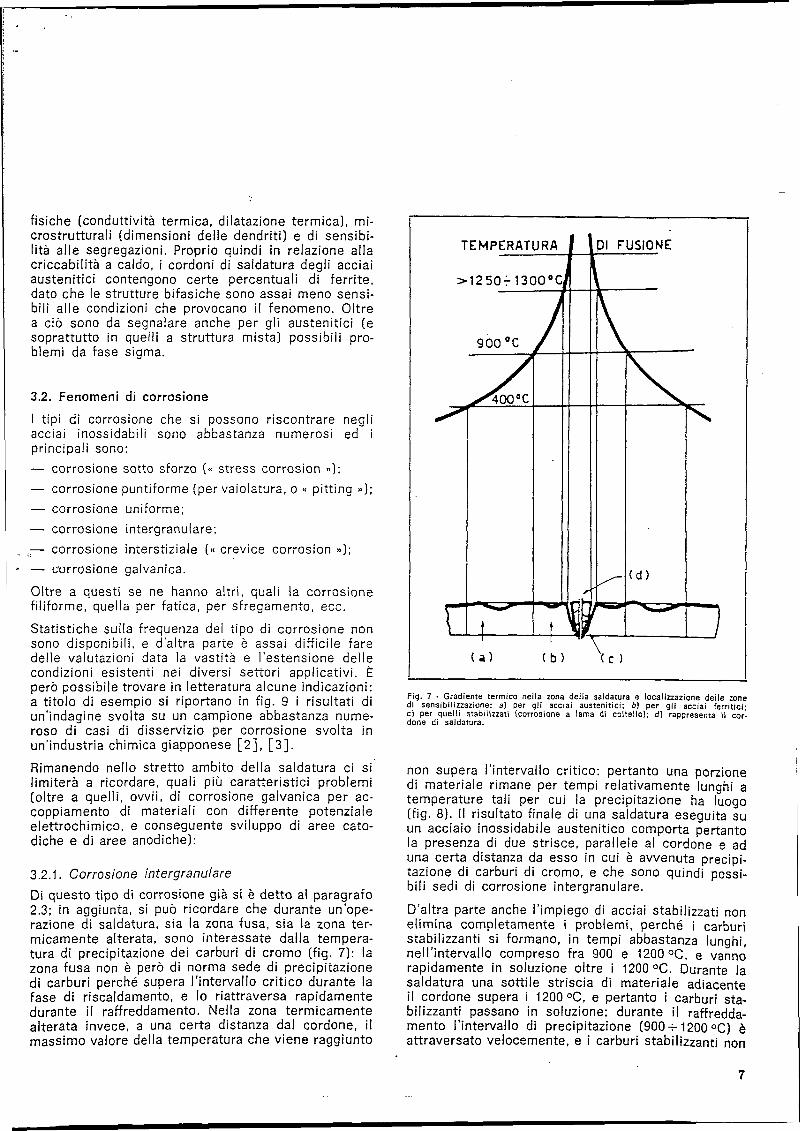
3.2.1. Corrosione intergranulareDi questo tipo di corrosione già si è detto al paragrafo2.3; in aggiunta, si può ricordare che durante un'ope-razione di saldatura, sia la zona fusa, sia la zona ter-micamente alterata, sono interessate dalla tempera-tura di precipitazione dei carburi di cromo (fig. 7): lazona fusa non è però di norma sede di precipitazionedi carburi perché supera l'intervallo critico durante lafase di riscaldamento, e lo riattraversa rapidamentedurante il raffreddamento. Nella zona termicamentealterata invece, a una certa distanza dal cordone, ilmassimo valore della temperatura che viene raggiunto
TEMPERATURA I IPI FUSIONE
f 13OO°CJ
900 °C
400aC
( a ) (b ) (e )
Fig. 7 - Gradiente termico nella zona della saldatura e localizzazione delle zonedi sensibilizzazione: a) per gli acciai austenitici: o) per gli acciai ferritici:e) per quelli stabilizzati (corrosione a lama di coltello); dì rappresenta il cor-done di saldatura.
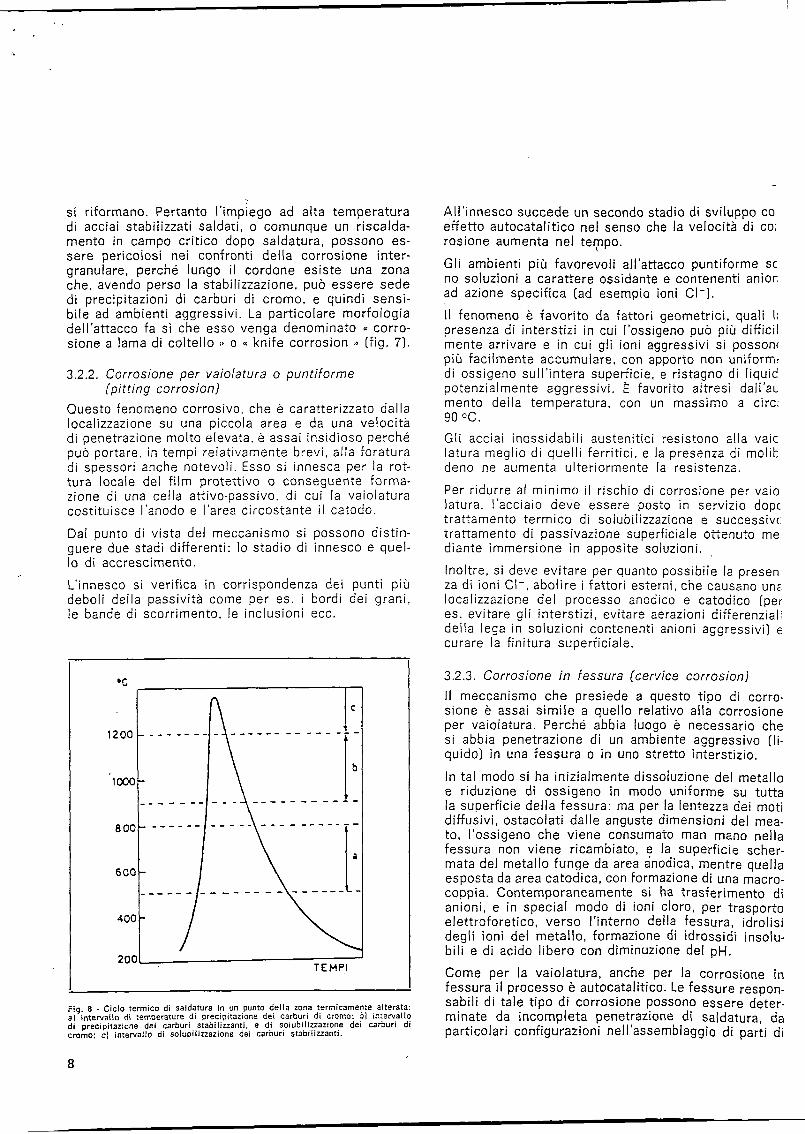
non supera l'intervallo critico: pertanto una porzionedi materiale rimane per tempi relativamente lunghi atemperature tali per cui la precipitazione ha luogo(fig. 8). Il risultato finale di una saldatura eseguita suun acciaio inossidabile austenitico comporta pertantola presenza di due strisce, parallele al cordone e aduna certa distanza da esso in cui è avvenuta precipi-tazione di carburi di cromo, e che sono quindi possi-bili sedi di corrosione intergranulare.
D'altra parte anche l'impiego di acciai stabilizzati nonelimina completamente i problemi, perché j carburistabilizzanti si formano, in tempi abbastanza lunghi,nell'intervallo compreso fra 900 e 1200 °C, e vannorapidamente in soluzione oltre i 1200 °C. Durante lasaldatura una sottile striscia di materiale adiacenteil cordone supera i 1200 °C, e pertanto i carburi sta-bilizzanti passano in soluzione; durante il raffredda-mento l'intervallo di precipitazione (900-M200°C) èattraversato velocemente, e i carburi stabilizzanti non
si riformano. Pertanto l'impiego ad alta temperaturadi acciai stabilizzati saldati, o comunque un riscalda-mento in campo critico dopo saldatura, possono es-sere pericolosi nei confronti della corrosione inter-granulare, perché lungo il cordone esiste una zonache, avendo perso la stabilizzazione, può essere sededi precipitazioni di carburi di cromo, e quindi sensi-bile ad ambienti aggressivi. La particolare morfologiadell'attacco fa sì che esso venga denominato « corro-sione a lama di coltello » o « knife corrosion » (fig. 7).
3.2.2. Corrosione per vaiolatura o puntiforme(pitting corrosion)
Questo fenomeno corrosivo, che è caratterizzato dallalocalizzazione su una piccola area e da una velocitàdi penetrazione molto elevata, è assai insidioso perchépuò portare, in tempi relativamente brevi, alla foraturadi spessori anche notevoli. Esso si innesca per la rot-tura locale del film protettivo o conseguente forma-zione di una cella attivo-passivo, di cui la vaiolaturacostituisce l'anodo e l'area circostante il catodo.
Dal punto di vista del meccanismo si possono distin-guere due stadi differenti: lo stadio di innesco e quel-lo di accrescimento.
L'innesco si verifica in corrispondenza dei punti piùdeboli della passività come per es. i bordi dei grani,le bande di scorrimento, le inclusioni ecc.
Fig. 8 - Ciclo termico di saldatura in un punto della zona termicamente aiterata:3) intervallo di temDerature di precipitazione dei carburi di cromo: sì intervallodi precipitazione dei carburi stabilizzanti, e di solubillzzazione dei carburi dicromo: e) intervallo di solubilizzazione dei carburi stabilizzanti.
All'innesco succede un secondo stadio di sviluppo coeffetto autocatalitico nel senso che la velocità di co;rosione aumenta nel tempo.
Gli ambienti più favorevoli all'attacco puntiforme seno soluzioni a carattere ossidante e contenenti anior.ad azione specifica (ad esempio ioni CI").
Il fenomeno è favorito da fattori geometrici, quali I;presenza di interstizi in cui l'ossigeno può più diffici!mente arrivare e in cui gli ioni aggressivi si possompiù facilmente accumulare, con apporto non uniform?di ossigeno sull'intera superficie, e ristagno di liquicpotenzialmente aggressivi. È favorito altresì dall'ai,mento della temperatura, con un massimo a eira90 °C.
Gli acciai inossidabili austenitici resistono alla vaielatura meglio di quelli ferritici, e la presenza di molibdeno ne aumenta ulteriormente la resistenza.
Per ridurre al minimo il rischio di corrosione per vaiolatura, l'acciaio deve essere posto in servizio dopctrattamento termico di solubilizzazione e successivetrattamento di passivazione superficiale ottenuto mediante immersione in apposite soluzioni.
Inoltre, si deve evitare per quanto possibile la presenza di ioni CI", abolire i fattori esterni, che causano unelocalizzazione del processo anodico e catodico (peres. evitare gli interstizi, evitare aerazioni differenziai;della lega in soluzioni contenenti anioni aggressivi) ecurare la finitura superficiale.
3.2.3. Corrosione in fessura (cervice corrosion)
II meccanismo che presiede a questo tipo di corro-sione è assai simile a quello relativo alla corrosioneper vaiolatura. Perché abbia luogo è necessario chesi abbia penetrazione di un ambiente aggressivo (li-quido) in una fessura o in uno stretto interstizio.
In tal modo si ha inizialmente dissoluzione del metalloe riduzione di ossigeno in modo uniforme su tuttala superficie della fessura: ma per la lentezza dei motidiffusivi, ostacolati dalle anguste dimensioni del mea-to, l'ossigeno che viene consumato man mano nellafessura non viene ricambiato, e la superficie scher-mata del metallo funge da area anodica, mentre quellaesposta da area catodica, con formazione di una macro-coppia. Contemporaneamente si ha trasferimento dianioni, e in special modo di ioni eloro, per trasportoelettroforetico, verso l'interno della fessura, idrolisidegli ioni del metallo, formazione di idrossidi insolu-bili e di acido libero con diminuzione del pH.
Come per la vaiolatura, anche per la corrosione infessura il processo è autocatalitico. Le fessure respon-sabili di tale tipo di corrosione possono essere deter-minate da incompleta penetrazione di saldatura, daparticolari configurazioni nell'assemblaggio di parti di
apparecchiature, oltre che da collegamenti flangiatio filettati, da incrostazioni, scaglie o depositi, ecc.
Pertanto i rimedi ad essa sono da trovarsi soprattuttonella prevenzione, con la corretta esecuzione dellesaldature, e con scelte corrette in fase di disegno eprogetto.
3.2.4. Corrosione sotto tensione (stress corrosioni
La corrosione sotto tensione è un tipo particolarmenteinsidioso di corrosione localizzata che si manifestasotto l'azione combinata di una sollecitazione mecca-nica di trazione (di entità inferiore a quella necessariaper portare di per sé ad una frattura puramente mec-canica) e di uno specifico agente corrosivo che, in as-senza della componente meccanica, potrebbe o nondar luogo ad alcun tipo di attacco o causare una cor-rosione di diversa morfologia e di ridotta pericolosità.
Tale tipo di corrosione si manifesta con la comparsadi cricche, giacenti in piani perpendicolari alla dire-zione della sollecitazione, ad andamento intergranulareo, più frequentemente, transgranulare, spesso con con-figurazione caratteristica a delta di fiume. Nei casipratici la presenza di cricche transgranulari ramificateè un elemento di notevole importanza per imputarela causa della rottura di un pezzo alla corrosione sottotensione.
La grande maggioranza dei casi di corrosione sottotensione degli acciai inossidabili si verifica in presen-za di ioni CI", anche se altri ambienti sono in grado di
Fig. 9 - Incidenza dei diversi tipi di corrosione secondo un'indagine svolta inun'industria chimica giapponese (2) (3).
provocarla, quali soluzioni contenenti idrogeno solfo-rato e solfuri, soda e potassa caustica, acido solforico,nitrati, ecc. >
L'innesco delle cricche si verifica dopo un periodo diincubazione, più o meno lungo secondo le condizioniambientali, dopo di che la propagazione all'internodel materiale avviene a velocità notevole (anche 1-2mm/ora) con andamento discontinuo: si hanno cioèperiodi di penetrazione rapida alternati a periodi dipenetrazione praticamente nulla.
Il processo di innesco, a cui si correla il tempo diincubazione, in generale viene attribuito alla distru-zione dello stato passivo dell'acciaio nei punti delfilm intrinsecamente più deboli ed alla corrosione lo-calizzata delle zone divenute attive da cui le cricchesuccessivamente prenderanno origine.
Allo stato attuale delle conoscenze, esistono diverseteorie che cercano di spiegare la propagazione dellacricca, ma due sono quelle maggiormente accreditate:secondo l'una (teoria elettrochimica) essa è dovutaesclusivamente ad una dissoluzione preferenziale del-la zona anodica costituita dall'apice, mentre secondol'altra (teoria elettrochimica-meccanica) esiste un mec-canismo misto per cui a una dissoluzione elettrochi-mica, a penetrazione lenta, segue una rottura mecca-nica a penetrazione rapida.
I fattori principali dai quali dipende la corrosione sot-to tensione sono: la composizione chimica e struttu-rale della lega, le lavorazioni a freddo ed i trattamentitermici subiti, il livello dello sforzo, la composizionechimica dell'ambiente aggressivo.
Dal punto di vista della struttura dell'acciaio inossi-dabile, le rotture per corrosione sotto tensione si pos-sono manifestare sia in quelle puramente austeniti-che che nelle bifasiche austenitiche ferritiche od au-stenitiche-martensitiche.
In particolare nell'ambito delle strutture puramenteaustenitiche si può dire che la suscettibilità cresceall'aumentare della loro stabilità, mentre, nell'ambitodelle strutture austenitiche-ferritiche decresce all'au-mentare del contenuto di ferrite.
Gli acciai ferritici resistono alla corrosione sottotensione più degli austenitici e questi a loro voltaresistono più dei martensitici; tra gli acciai austeni-tci poi quelli più ricchi in elementi di lega, come cro-mo, nichel, molibdeno, titanio, sono tra i più resistenti.
Nel caso di strutture saldate, l'azione che si può svol-gere nei confronti della corrosione sotto tensione èsoprattutto preventiva, cercando di evitare o di atte-nuare le condizioni (operative, di disegno e di proget-to) che possono creare stati di tensione, oltre che discelta del materiale più adatto in relazione all'am-biente.
4. ESAME DI CASI DI DISSERVIZIO
Per poter accedere con maggiore immediatezza aiproblemi ai quali si è prima fatto cenno, vengono ri-portati alcuni casi di disservizio verificatisi in manu-fatti di acciaio inossidabile realizzati mediante salda-tura.
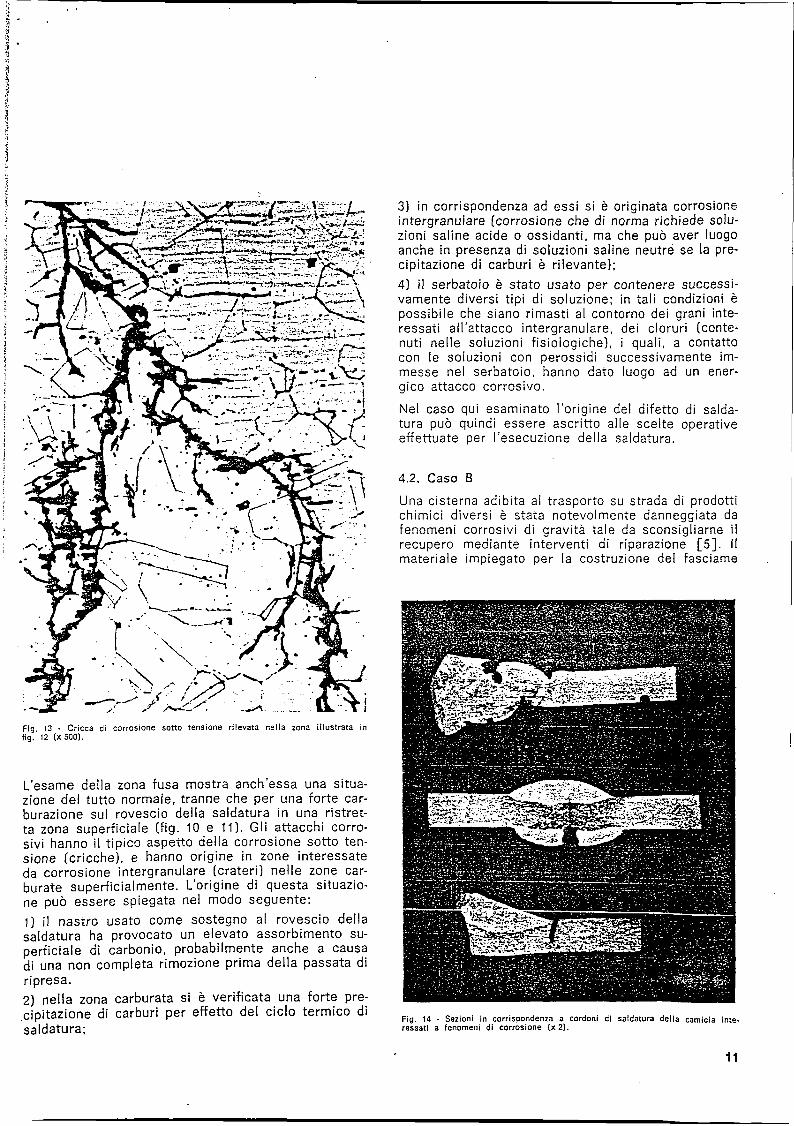
Fig. 10 - Sezione della saldatura: la corrosione è localizzata al bordo dei sortilecordone di ripresa al rovescio (x 25).
4.1. Caso A
Un serbatoio cilindrico a doppia parete, della capa-cità di 2000 litri, destinato a contenere soluzioni sterili(soluzioni fisiologiche saline, soluzioni di acido bori-co, acqua ossigenata, acqua distillata, soluzioni fisiolo-giche oftalmiche, ecc.) ha manifestato gravi attacchicorrosivi con fuoriuscita del liquido, dopo poco più ditre mesi di esercizio, lungo la saldatura circonferen-ziale tra il corpo e il fondo [ 4 ] . Il materiale con cui è
Fenomeno simile nelle sue conseguenze (anche se dinatura del tutto differente] a quello della corrosionesotto tensione, è l'infragilimento per contatto con me-talli liquidi a punto di fusione più basso, quali zincoo rame. Esso si manifesta con la formazione di cric-che anche per valori di sollecitazioni assai limitati,secondo un meccanismo ancora non ben chiarito, mache può essere spiegato con la diminuzione dell'ener-gia superficiale del solido ad opera del liquido (è ne-cessario che il liquido « bagni » la superficie solida),e accesso di atomi del liquido (anche per trasportoin fase di vapore) all'apice della cricca. Lo sviluppodel fenomeno non è dipendente dal tempo (come nelcaso della corrosione sotto tensione) ma si può svilup-pare immediatamente con l'applicazione dello sforzose si è avuta la « bagnatura ». :"."'_. .••£.~:!.A£PÙ
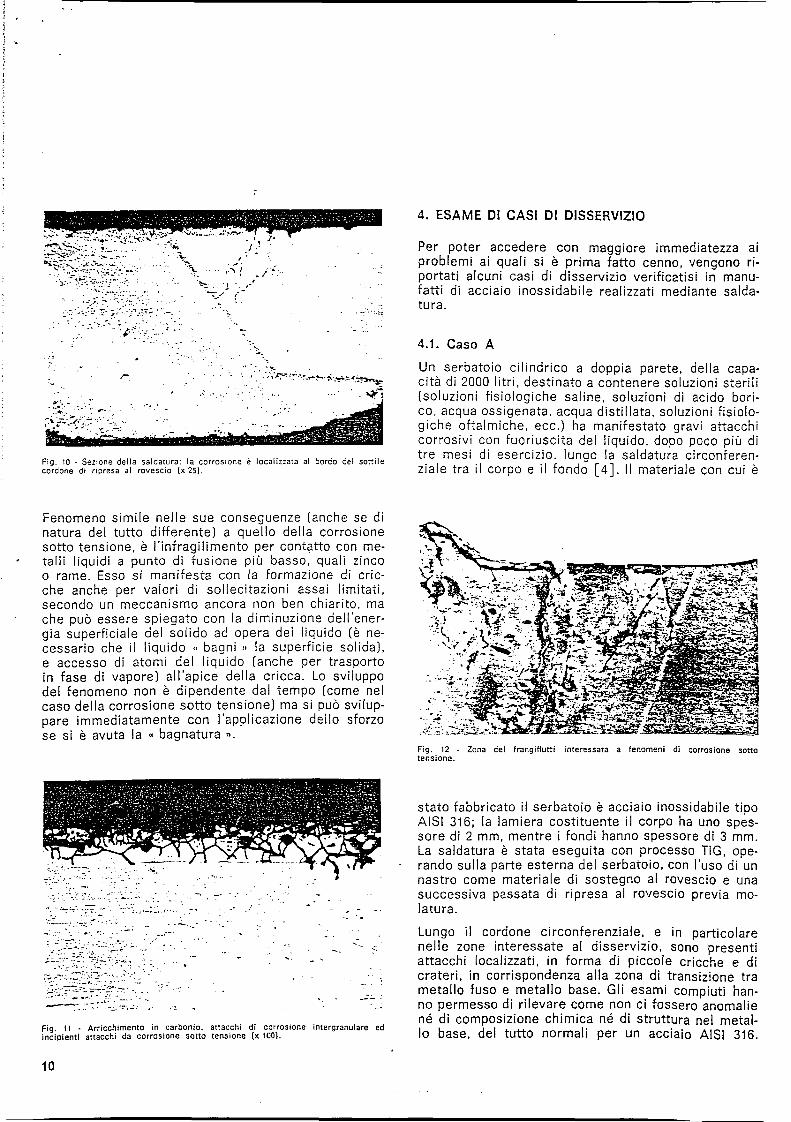
Fig. 12 - Zona del frangiflutti interessata a fenomeni di corrosione sottotensione.
Fig. 11 - Arricchimento in carbonio, attacchi di corrosione intergranuiare edincipienti attacchi da corrosione sotto tensione (x 100).
stato fabbricato il serbatoio è acciaio inossidabile tipoAISI 316; la lamiera costituente il corpo ha uno spes-sore di 2 mm, mentre i fondi hanno spessore di 3 mm.La saldatura è stata eseguita con processo TiG, ope-rando sulla parte esterna del serbatoio, con l'uso di unnastro come materiale di sostegno al rovescio e unasuccessiva passata di ripresa al rovescio previa mo-latura.
Lungo il cordone circonferenziale, e in particolarenelle zone interessate al disservizio, sono presentiattacchi localizzati, in forma di piccole cricche e dicrateri, in corrispondenza alla zona di transizione trametallo fuso e metallo base. Gli esami compiuti han-no permesso di rilevare come non ci fossero anomaliené di composizione chimica né di struttura nel metal-lo base, del tutto normali per un acciaio AISI 316.
10
- . - :• * v ^
Fig. 13 • Cricca di corrosione sorto tensione rilevata nella zona illustrata infig.' 12 (x 500).
L'esame della zona fusa mostra anch'essa una situa-zione del tutto normale, tranne che per una forte car-burazione sul rovescio della saldatura in una ristret-ta zona superficiale (fig. 10 e 11). Gli attacchi corro-sivi hanno il tipico aspetto della corrosione sotto ten-sione (cricche), e hanno origine in zone interessateda corrosione intergranulare (crateri) nelle zone car-burate superficialmente. L'origine di questa situazio-ne può essere spiegata nel modo seguente:
1) il nastro usato come sostegno al rovescio dellasaldatura ha provocato un elevato assorbimento su-perficiale di carbonio, probabilmente anche a causadi una non completa rimozione prima della passata diripresa.2) nella zona carburata si è verificata una forte pre-cipitazione di carburi per effetto del ciclo termico disaldatura;
3) in corrispondenza ad essi si è originata corrosioneintergranulare (corrosione che di norma richiede solu-zioni saline acide o ossidanti, ma che può aver luogoanche in presenza di soluzioni saline neutre se la pre-cipitazione di carburi è rilevante);
4) il serbatoio è stato usato per contenere successi-vamente diversi tipi di soluzione; in tali condizioni èpossibile che siano rimasti al contorno dei grani inte-ressati all'attacco intergranulare, dei cloruri (conte-nuti nelle soluzioni fisioiogiche), i quali, a contattocon le soluzioni con perossidi successivamente im-messe nel serbatoio, hanno dato luogo ad un ener-gico attacco corrosivo.
Nel caso qui esaminato l'origine del difetto di salda-tura può quindi essere ascritto alle scelte operativeeffettuate per l'esecuzione della saldatura.
4.2. Caso B
Una cisterna adibita al trasporto su strada di prodottichimici diversi è stata notevolmente danneggiata dafenomeni corrosivi di gravita tale da sconsigliarne ilrecupero mediante interventi di riparazione [5 ] . Ilmateriale impiegato per la costruzione del fasciame
Fig. 14 - Sezioni in corrispondenza a cordoni di saldatura della camicia inte-ressati a fenomeni di corrosione (x 2).
11

Fig. 15 - Corrosione presente nella zona del cordone di saldatura della camicia.
• « «
Fig. 16 - Corrosione a lama di coltello in zona termicamente alterata dellacamicia.
('ambiente che l'ha generata può essere sia il mono-cloro benzolo che la soda caustica. Alcune criccheappaiono arrotondate, e si .può ritenere che al feno-meno di corrosione sotto tensione si sia sovrappostoun attacco corrosivo acido dovuto all'acido solforico.
— Fasciame: le saldature della camicia della cisternapresentano diversi tipi di corrosione, come si può rile-vare dalle sezioni riportate in fig. 14. In particolaresi hanno fenomeni di corrosione sotto tensione (fig.15) analoghi a quelli riscontrati sul frangiflutti, e dicorrosione a lama di coltello (fig. 16).
I difetti, assai gravi, rilevabili dall'analisi di questocaso, mettono in luce una serie rilevante di errori. Inprimo luogo una scelta non appropriata del materiale:infatti per il trasporto di prodotti di elevata aggressi-vità quali quelli qui considerati, sarebbe stato piùopportuno fare ricorso ad un acciaio tipo AISI 316 L,meglio se nei tipi modificati al rame; in secondo luo-go la disuniformità degli stessi, fatto, questo, che èsempre da evitare tassativamente quando si temonofenomeni corrosivi; in terzo luogo interventi di manu-tenzione eseguiti con scarsa cura, con riparazioni por-tate a termine probabilmente senza conoscere il tipodi materiale base della cisterna, con il rischio di ri-correre a materiali scarsamente compatibili.
Tutti questi aspetti negativi risultano poi esaltati, nelcaso specifico, dalla possibilità che le operazioni dipulizia e di bonifica dopo i singoli trasporti e in oc-casione di trasporti successivi di sostanze diversesiano carenti o non vengano eseguite al meglio.
4.3. Caso C
In un impianto per un processo chimico si sono avuticasi di corrosione su alcuni componenti a contatto
della cisterna è acciaio inossidabile austenitico tipoAISI 321; il frangiflutto è in acciaio tipo AISI 316.
I cordoni di saldatura hanno la composizione chimicadi un acciaio tipo AISI 304; alcune saldature di ripa-razione eseguite dopo un periodo di esercizio denun-ciano invece la composizione tipica di un AISI 316.
I prodotti chimici trasportati sono stati, in periodisuccessivi: monoclorobenzolo, acido solforico, sodacaustica. Le zone della cisterna interessate dagli at-tacchi corrosivi più gravi sono:
— frangiflutto: dal cordone di una saldatura eseguitaper riparare una precedente manifestazione corrosivasi diparte un nuovo attacco notevolmente esteso, ilcui aspetto macroscopico (fig. 12) e microscopio (fig.13), con le tipiche cricche ad andamento ramificato,lo fa classificare come corrosione sotto tensione; Fig. 17 - Sezione del pezzo danneggiato dall'attacco corrosivo: la saldatura cir-
conferenziale mostra scarsa penetrazione.
12
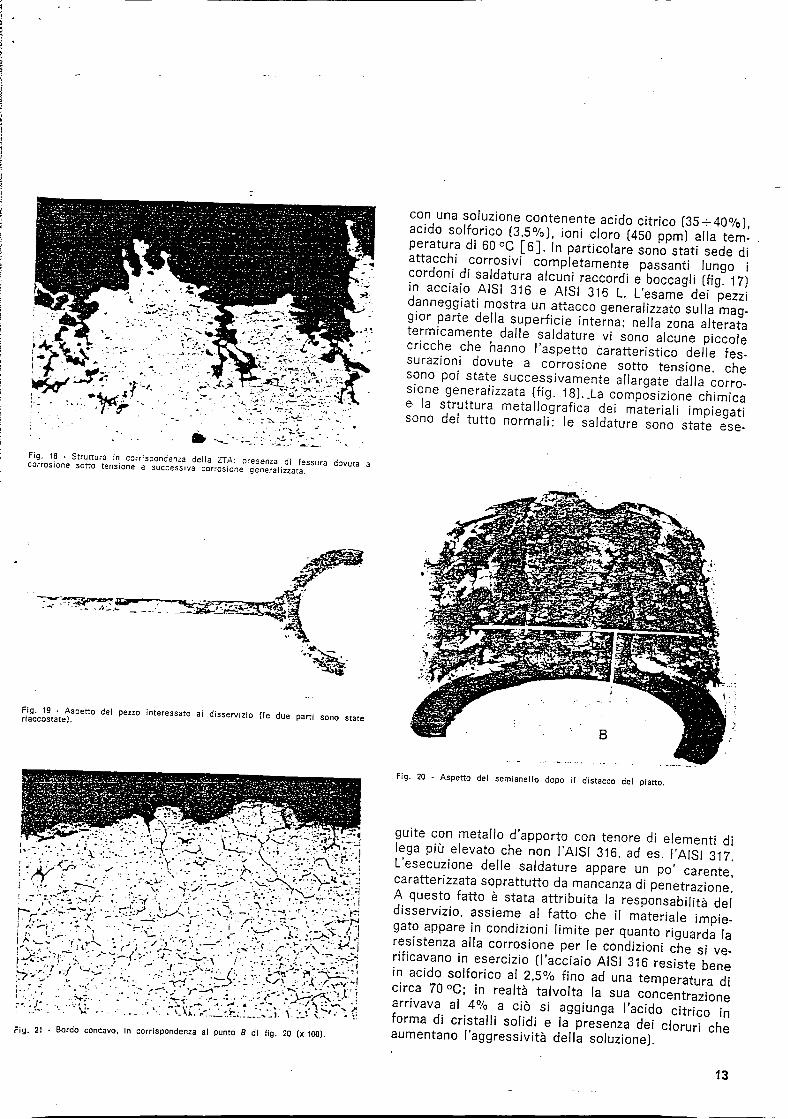
Fig. 18 • Struttura in corrispondenza della 27TA: presenza di fessura dovuta acorrosione sotto tensione e successiva corrosione generalizzata.
Fig. 19 - Aspetto del pezzo interessato ai driaccostate). lisservizio (le due parti sono state
-h;.:_;.v_j;• v. :•_'.: !Fig. 21 - Bordo concavo, in corrispondenza al punto B di fig. 20 (x 100).
con una soluzione contenente acido citrico (35-^40%),acido solforico (3,5%), ioni eloro (450 ppm) alla tem-peratura di 60 °C [ 6 ] . In particolare sono stati sede diattacchi corrosivi completamente passanti lungo icordoni di saldatura alcuni raccordi e boccagli (fig. 17]in acciaio AISI 316 e AISI 316 L. L'esame dei pezzidanneggiati mostra un attacco generalizzato sulla mag-gior parte della superficie interna; nella zona alteratatermicamente dalle saldature vi sono alcune piccolecricche che hanno l'aspetto caratteristico delle fes-surazioni dovute a corrosione sotto tensione, chesono poi state successivamente allargate dalla corro-sione generalizzata (fig. 18)..La composizione chimicae la struttura metallografica dei materiali impiegatisono del tutto normali; le saldature sono state ese-
Fig. 20 - Aspetto del semianello dopo il distacco del piatto.
guite con metallo d'apporto con tenore di elementi dilega più elevato che non l'AISI 316, ad es. l'AISI 317.L'esecuzione delle saldature appare un po' carente,caratterizzata soprattutto da mancanza di penetrazione.A questo fatto è stata attribuita la responsabilità deldisservizio, assieme al fatto che il materiale impie-gato appare in condizioni limite per quanto riguarda laresistenza alla corrosione per le condizioni che si ve-rificavano in esercizio (l'acciaio AISI 316 resiste benein acido solforico al 2,5% fino ad una temperatura dicirca 70 °C; in realtà talvolta la sua concentrazionearrivava al 4% a ciò si aggiunga l'acido citrico informa di cristalli solidi e la presenza dei cloruri cheaumentano l'aggressività della soluzione).
13
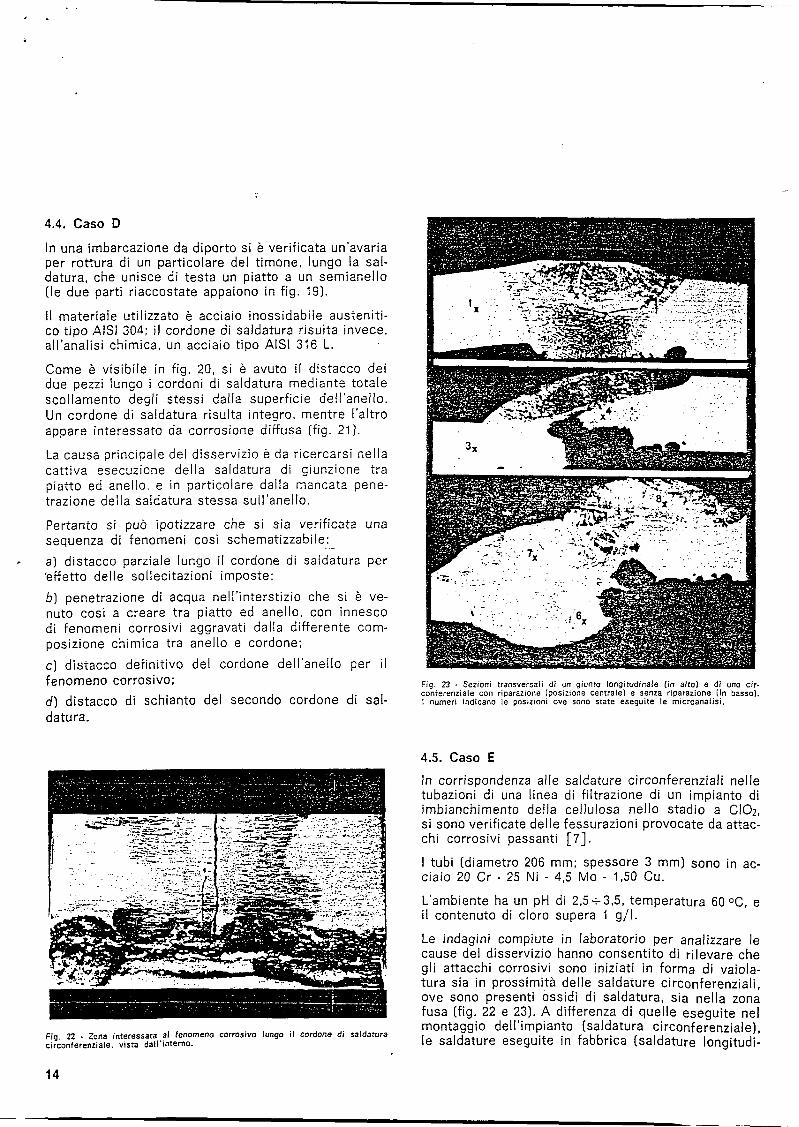
4.4. Caso D
In una imbarcazione da diporto si è verificata un'avariaper rottura di un particolare del timone, lungo la sal-datura, che unisce di testa un piatto a un semianello(le due parti riaccostate appaiono in fig. 19).
Il materiale utilizzato è acciaio inossidabile austeniti-co tipo AiSI 304; ii cordone di saldatura risulta invece,all'analisi chimica, un acciaio tipo AISI 316 L.
Come è visibile in fig. 20, si è avuto il distacco deidue pezzi lungo i cordoni di saldatura mediante totalescollamento degli stessi dalla superficie dell'anello.Un cordone di saldatura risulta integro, mentre l'altroappare interessato da corrosione diffusa (fig. 21).
La causa principale del disservizio è da ricercarsi nellacattiva esecuzione della saldatura di giunzione trapiatto ed anello, e in particolare dalla mancata pene-trazione della saldatura stessa sull'anello.
Pertanto si può ipotizzare che si sia verificata unasequenza di fenomeni così schematizzabile:
a) distacco parziale lungo il cordone di saldatura per'effetto delle sollecitazioni imposte;
ò) penetrazione di acqua nell'interstizio che si è ve-nuto così a creare tra piatto ed anello, con innescodi fenomeni corrosivi aggravati dalla differente com-posizione chimica tra anello e cordone;
e) distacco definitivo del cordone dell'anello per ilfenomeno corrosivo;
d) distacco di schianto del secondo cordone di sal-datura.
Fig. 23 - Sezioni transversali di un giunto longitudinale (in alto) e di uno cir-conferenziale con riparazione (posizione centrale} e senza riparazione (in basso).I numeri indicano le posizioni ove sono state eseguite le microanalisi.
Fig. 22 - Zona interessata al fenomeno corrosivo lungo il cordone di saldaturacirconferenziale, vista dall'interno.
4.5. Caso E
In corrispondenza alle saldature circonferenziali nelletubazioni di una linea di filtrazione di un impianto diimbianchimento della cellulosa nello stadio a CIO2,si sono verificate delle fessurazioni provocate da attac-chi corrosivi passanti [ 7 ] .
I tubi (diametro 206 mm; spessore 3 mm) sono in ac-ciaio 20 Cr - 25 Ni - 4,5 Mo - 1,50 Cu.
L'ambiente ha un pH di 2,5H-3,5, temperatura 60 °C, eil contenuto di eloro supera 1 g/ I .
Le indagini compiute in laboratorio per analizzare lecause del disservizio hanno consentito di rilevare chegli attacchi corrosivi sono iniziati in forma di vaiola-tura sìa in prossimità delle saldature circonferenziali,ove sono presenti ossidi di saldatura, sia nella zonafusa (fig. 22 e 23). A differenza di quelle eseguite nelmontaggio dell'impianto (saldatura circonferenziale),le saldature eseguite in fabbrica (saldature longitudi-
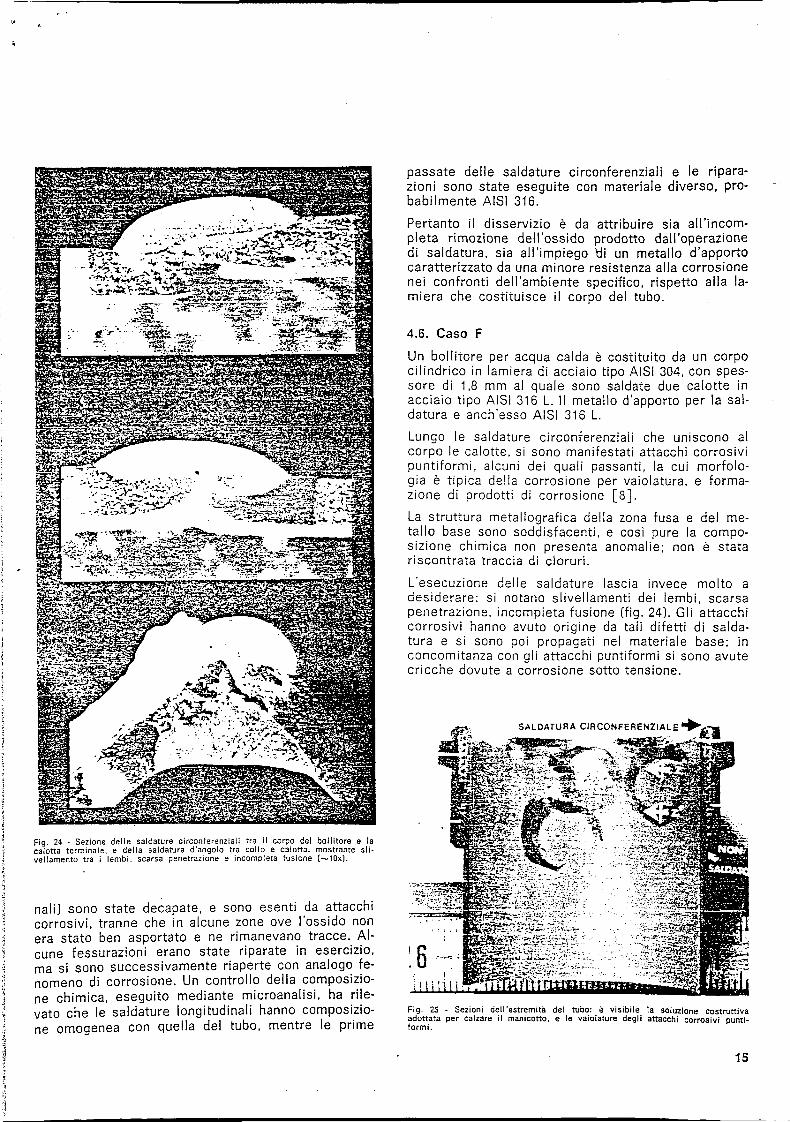
Fig. 24 - Sezione delle saldature circonferenziali tra il corpo del bollitore e lacalotta terminale, e della saldatura d'angolo tra collo e calotta, mostrante sli-vellamento tra i lembi, scarsa penetrazione e incompleta fusione [—lux).
nali) sono state decapate, e sono esenti da attacchicorrosivi, tranne che in alcune zone ove l'ossido nonera stato ben asportato e ne rimanevano tracce. Al-cune fessurazioni erano state riparate in esercizio,ma si sono successivamente riaperte con analogo fe-nomeno di corrosione. Un controllo della composizio-ne chimica, eseguito mediante microanalisi, ha rile-vato che le saldature longitudinali hanno composizio-ne omogenea con quella del tubo, mentre le prime
passate delle saldature circonferenziali e le ripara-zioni sono state eseguite con materiale diverso, pro-babilmente A1SI 316.
Pertanto il disservizio è da attribuire sia all'incom-pleta rimozione dell'ossido prodotto dall'operazionedi saldatura, sia all'impiego tìi un metallo d'apportocaratterizzato da una minore resistenza alla corrosionenei confronti dell'ambiente specifico, rispetto alla la-miera che costituisce il corpo del tubo.
4.6. Caso F
Un bollitore per acqua calda è costituito da un corpocilindrico in lamiera di acciaio tipo AISI 304, con spes-sore di 1,8 mm al quale sono saldate due calotte inacciaio tipo AISI 316 L. Il metallo d'apporto per la sal-datura e anch'esso AISI 316 L. .
Lungo le saldature circonferenziali che uniscono alcorpo le calotte, si sono manifestati attacchi corrosivipuntiformi, alcuni dei quali passanti, la cui morfolo-gia è tipica della corrosione per vaiolatura, e forma-zione di prodotti di corrosione [ 8 ] .
La struttura metallografica della zona fusa e del me-tallo base sono soddisfacenti, e così pure la compo-sizione chimica non presenta anomalie; non è statariscontrata traccia di cloruri.
L'esecuzione delle saldature lascia invece molto adesiderare: si notano slivellamenti dei lembi, scarsapenetrazione, incompleta fusione (fig. 24). Gli attacchicorrosivi hanno avuto origine da tali difetti di salda-tura e si sono poi propagati nel materiale base; inconcomitanza con gli attacchi puntiformi si sono avutecricche dovute a corrosione sotto tensione.
SALDATURA CIRCONFERENZIALE
16-;-Fig. 25 - Sezioni dell'estremità del tubo: è visibile la soluzione costruttivaadottata per calzare il manicotto, e le vaiolature degli attacchi corrosivi punti-formi.
15
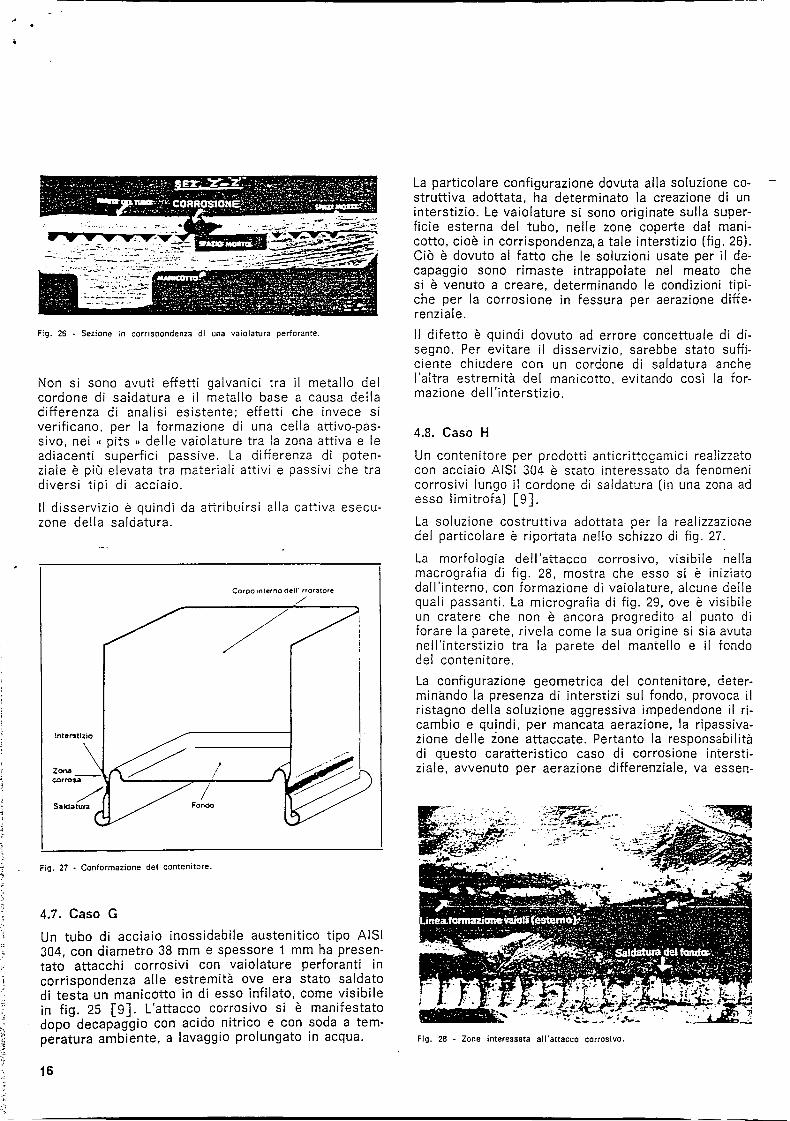
Fig. 26 - Sezione in corrispondenza di una vaiolatura perforante.
Non si sono avuti effetti galvanici tra il metallo delcordone di saldatura e il metallo base a causa delladifferenza di analisi esistente; effetti che invece siverificano, per la formazione di una celia attivo-pas-sivo, nei « pits » delle vaiolature tra la zona attiva e leadiacenti superfici passive. La differenza di poten-ziale è più elevata tra materiali attivi e passivi che tradiversi tipi di acciaio.
Il disservizio è quindi da attribuirsi alla cattiva esecu-zone della saldatura.
Corpo interno dell'irroratore
Saldatura Fonoo
Fig. 27 - Conformazione del contenitore.
4.7. Caso G
Un tubo di acciaio inossidabile austenitico tipo AISI304, con diametro 38 mm e spessore 1 mm ha presen-tato attacchi corrosivi con vaiolature perforanti incorrispondenza alle estremità ove era stato saldatodi testa un manicotto in di esso infilato, come visibilein fig. 25 [ 9 ] . L'attacco corrosivo si è manifestatodopo decapaggio con acido nitrico e con soda a tem-peratura ambiente, a lavaggio prolungato in acqua.
La particolare configurazione dovuta alla soluzione co-struttiva adottata, ha determinato la creazione di uninterstizio. Le vaiolature si sono originate sulla super-ficie esterna del tubo, nelle zone coperte dal mani-cotto, cioè in corrispondenza,a tale interstizio (fig. 26).Ciò è dovuto ai fatto che le soluzioni usate per il de-capaggio sono rimaste intrappolate nel meato chesi è venuto a creare, determinando le condizioni tipi-che per la corrosione in fessura per aerazione diffe-renziale.
Il difetto è quindi dovuto ad errore concettuale di di-segno. Per evitare il disservizio, sarebbe stato suffi-ciente chiudere con un cordone di saldatura anchel'altra estremità del manicotto, evitando così la for-mazione dell'interstizio.
4.8. Caso H
Un contenitore per prodotti anticrittogamici realizzatocon acciaio AISI 304 è stato interessato da fenomenicorrosivi lungo il cordone di saldatura (in una zona adesso limitrofa) [ 9 ] .
La soluzione costruttiva adottata per la realizzazionedel particolare è riportata nello schizzo di fig. 27.
La morfologia dell'attacco corrosivo, visibile nellamacrografia di fig. 28, mostra che esso si è iniziatodall'interno, con formazione di vaiolature, alcune dellequali passanti. La micrografia di fig. 29, ove è visibileun cratere che non è ancora progredito al punto diforare la parete, rivela come la sua origine si sia avutanell'interstizio tra la parete del mantello e il fondodel contenitore.
La configurazione geometrica del contenitore, deter-minando la presenza di interstizi sul fondo, provoca ilristagno della soluzione aggressiva impedendone il ri-cambio e quindi, per mancata aerazione, la ripassiva-zione delle zone attaccate. Pertanto la responsabilitàdi questo caratteristico caso di corrosione intersti-ziale, avvenuto per aerazione differenziale, va essen-
Fig. 28 - Zone interessata all'attacco corrosivo.
16
* talmente attribuita al disegno e alla realizzazione• tecnologica.
4.9. Caso I
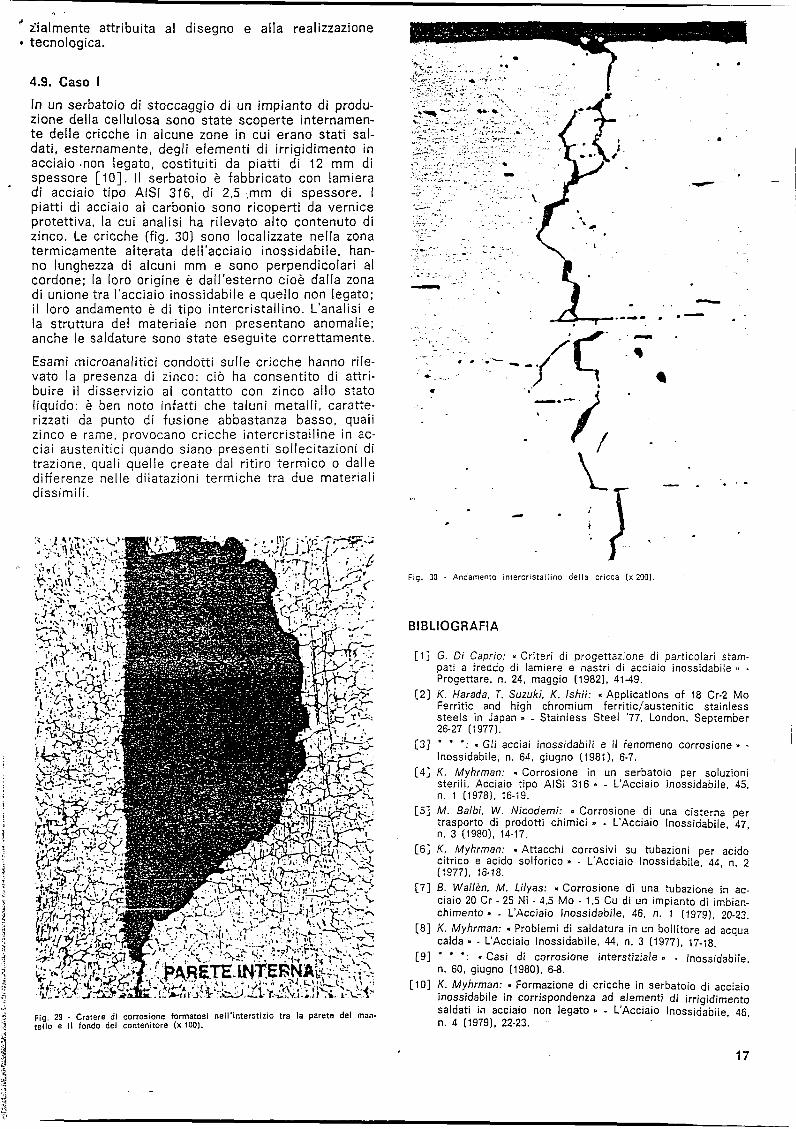
In un serbatoio di stoccaggio di un impianto di produ-zione delia cellulosa sono state scoperte internamen-te delle cricche in alcune zone in cui erano stati sal-dati, esternamente, degli elementi di irrigidimento inacciaio -non legato, costituiti da piatti di 12 mm dispessore [10]. Il serbatoio è fabbricato con lamieradi acciaio tipo AISI 316, di 2,5 .mm di spessore. Ipiatti di acciaio al carbonio sono ricoperti da verniceprotettiva, la cui analisi ha rilevato aito contenuto dizinco. Le cricche (fig. 30) sono localizzate nella zonatermicamente aiterata dell'acciaio inossidabile, han-no lunghezza di alcuni mm e sono perpendicolari alcordone; la loro origine è dall'esterno cioè dalla zonadi unione tra l'acciaio inossidabile e quello non legato;il loro andamento è di tipo intercristallino. L'analisi ela struttura del materiale non presentano anomalie;anche le saldature sono state eseguite correttamente.
Esami microanalitici condotti sulle cricche hanno rile-vato la presenza di zinco: ciò ha consentito di attri-buire il disservizio al contatto con zinco allo statoliquido: è ben noto infatti che taluni metalli, caratte-rizzati da punto di fusione abbastanza basso, qualizinco e rame, provocano cricche intercristalline in ac-ciai austenitici quando siano presenti sollecitazioni ditrazione, quali quelle create dal ritiro termico o dalledifferenze nelle dilatazioni termiche tra due materialidissimili.
V , . " * : " • • • - * — = . - . . - _ ^ . - - '
Fig. 29 - Cratere di corrosione formatosi nell'interstizio tra la parete dei man-tello e il fondo del contenitore (x 100).
Fig. 30 - Andamento intercristallino della cricca (x 2Q0).
BIBLIOGRAFIA
[1] G. Di Caprio: « Criteri di progettazione di particolari stam-pati a freddo di lamiere e nastri di acciaio inossidabile » -Progettare, n. 24, maggio (1982), 41-49.
[2] K. Harada, T. Suzuki, K. Ishii: « Applications of 18 Cr-2 MoFerritic and high chromium ferritic/austenitic stainlesssteels in Japan » - Stainless Steel 77, London, September26-27 (1977).
[3] " * *: « Gli acciai inossidabili e il fenomeno corrosione » -Inossidabile, n. 64, giugno (1981), 6-7.
[4] K. Myhrman: • Corrosione in un serbatoio per soluzionisterili. Acciaio tipo AISI 316 » - L'Acciaio Inossidabile, 45,n. 1 (1978), 16-19.
[5] M. Balbi, W. Nicodemi: « Corrosione di una cisterna pertrasporto di prodotti chimici » - L'Acciaio Inossidabile 47n. 3 (1980), 14-17.
[6] K. Myhrman: « Attacchi corrosivi su tubazioni per acidocitrico e acido solforico » - L'Acciaio Inossidabile 44 n 2(1977), 16-18.
[7] S. Wallèn, M. Lilyas: « Corrosione di una tubazione in ac-ciaio 20 Cr - 25 Ni - 4,5 Mo - 1,5 Cu di un impianto di imbian-chimento » - L'Acciaio Inossidabile, 46, n. 1 (1979), 20-23.
[8] K. Myhrman: « Problemi di saldatura in un bollitore ad acquacalda » - L'Acciaio Inossidabile, 44, n. 3 (1977), 17-18.
[9] * * *: «Casi di corrosione interstiziale» - Inossidabile,n. 60, giugno (1980), 6-8.
[10] K. Myhrman: « Formazione di cricche in serbatoio di acciaioinossidabile in corrispondenza ad elementi di irrigidimentosaldati in acciaio non legato » - L'Acciaio Inossidabile 46n. 4 (1979), 22-23.
17

















![7 Saldature [modalità compatibilità] - DIMAdma.ing.uniroma1.it/users/m_tecspec_c1/8_Tec_di_Saldatura.pdf · Tecnologie specialiTecnologie speciali La saldatura è un ppgrocesso](https://static.fdocumenti.com/doc/165x107/5c45933393f3c34c32340905/7-saldature-modalita-compatibilita-tecnologie-specialitecnologie-speciali.jpg)