
Guida al software Cura – Stampa 3D – Kentstrapper
11
Manuale per l’uso del software CURA DOWNLOAD RICHIESTI Il software può essere scaricato gratuitamente al seguente indirizzo: Versione Windows http://software.ultimaker.com/current/Cura_14.03.exe Versione MAC http://software.ultimaker.com/current/Cura-14.03-MacOS.dmg Altre versioni e aggiornamenti sono disponibili all'indirizzo: http://software.ultimaker.com/ I profili di stampa per il modello Volta sono scaricabili al seguente link: https://www.dropbox.com/s/n7w6gjfzyfhao5w/Profili%20Cura.rar
Transcript of Guida al software Cura – Stampa 3D – Kentstrapper
Manuale per l’uso del software CURA
DOWNLOAD RICHIESTI
Il software può essere scaricato gratuitamente al seguente indirizzo:
Versione Windows
http://software.ultimaker.com/current/Cura_14.03.exe
Versione MAC
http://software.ultimaker.com/current/Cura-14.03-MacOS.dmg
Altre versioni e aggiornamenti sono disponibili all'indirizzo:
http://software.ultimaker.com/
I profili di stampa per il modello Volta sono scaricabili al seguente link:
https://www.dropbox.com/s/n7w6gjfzyfhao5w/Profili%20Cura.rar
PRIMO UTILIZZO
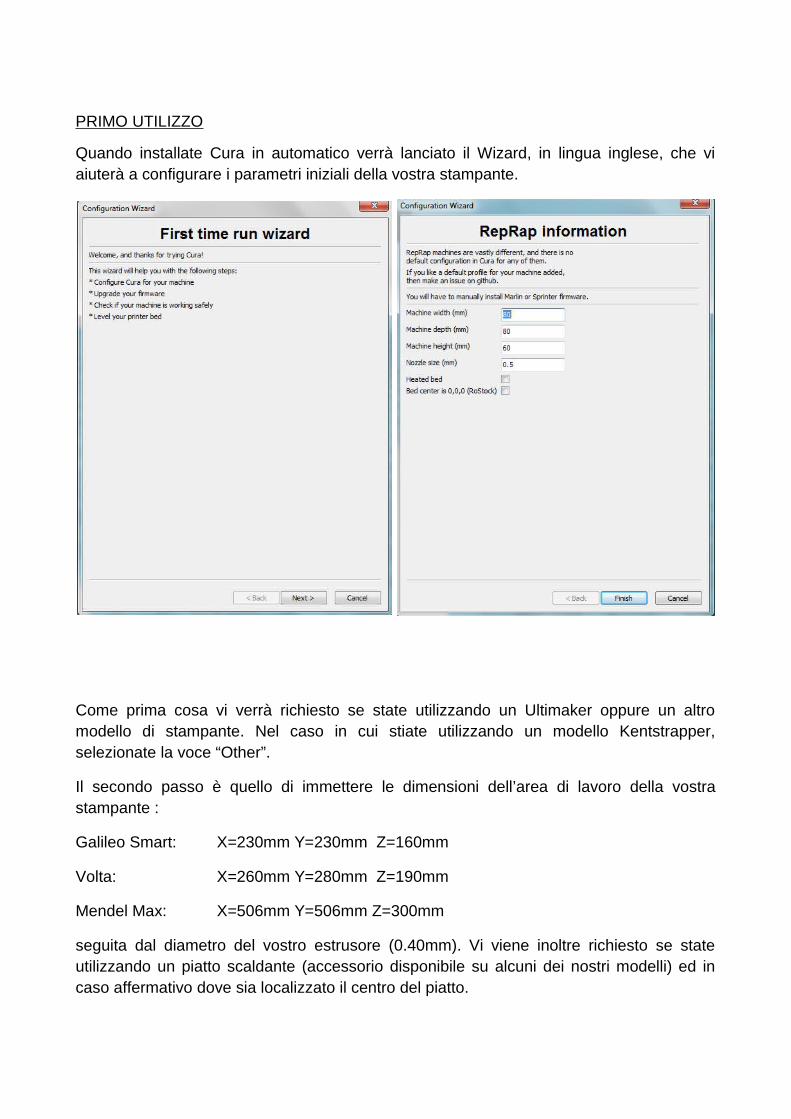
Quando installate Cura in automatico verrà lanciato il Wizard, in lingua inglese, che vi aiuterà a configurare i parametri iniziali della vostra stampante.
Come prima cosa vi verrà richiesto se state utilizzando un Ultimaker oppure un altro modello di stampante. Nel caso in cui stiate utilizzando un modello Kentstrapper, selezionate la voce “Other”.
Il secondo passo è quello di immettere le dimensioni dell’area di lavoro della vostra stampante :
Galileo Smart: X=230mm Y=230mm Z=160mm
Volta: X=260mm Y=280mm Z=190mm
Mendel Max: X=506mm Y=506mm Z=300mm
seguita dal diametro del vostro estrusore (0.40mm). Vi viene inoltre richiesto se state utilizzando un piatto scaldante (accessorio disponibile su alcuni dei nostri modelli) ed in caso affermativo dove sia localizzato il centro del piatto.
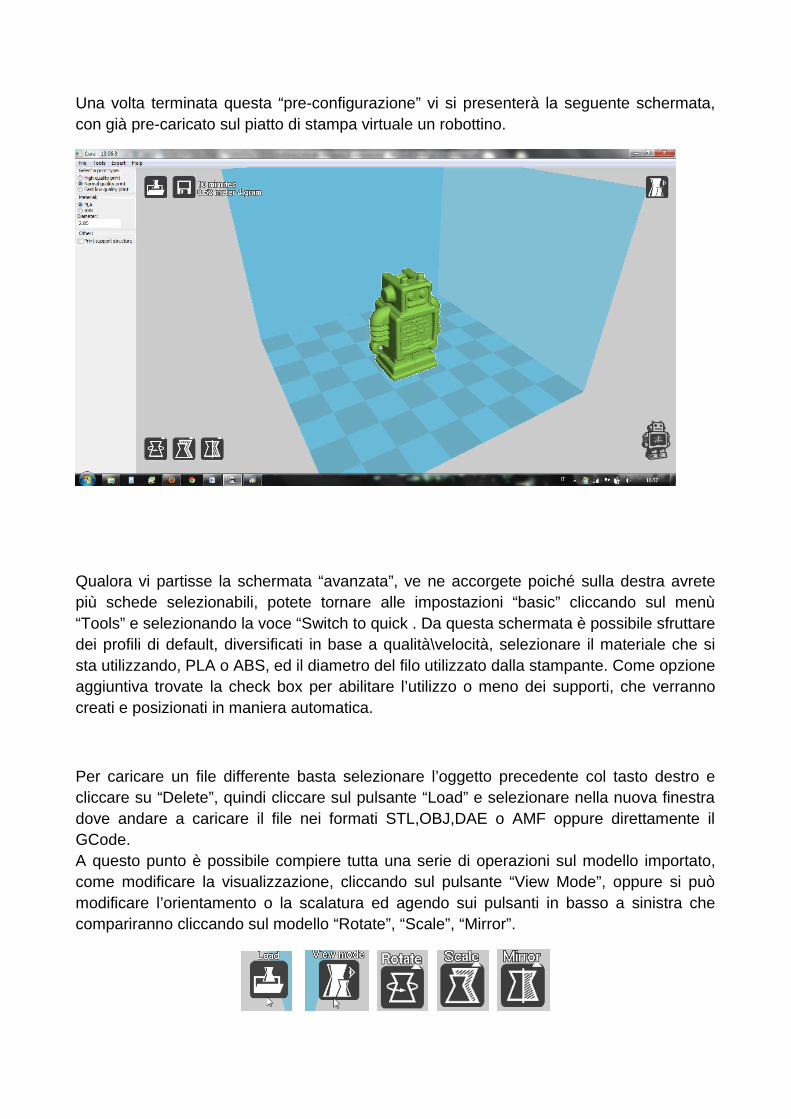
Una volta terminata questa “pre-configurazione” vi si presenterà la seguente schermata, con già pre-caricato sul piatto di stampa virtuale un robottino.
Qualora vi partisse la schermata “avanzata”, ve ne accorgete poiché sulla destra avrete più schede selezionabili, potete tornare alle impostazioni “basic” cliccando sul menù “Tools” e selezionando la voce “Switch to quick . Da questa schermata è possibile sfruttare dei profili di default, diversificati in base a qualità\velocità, selezionare il materiale che si sta utilizzando, PLA o ABS, ed il diametro del filo utilizzato dalla stampante. Come opzione aggiuntiva trovate la check box per abilitare l’utilizzo o meno dei supporti, che verranno creati e posizionati in maniera automatica.
Per caricare un file differente basta selezionare l’oggetto precedente col tasto destro e cliccare su “Delete”, quindi cliccare sul pulsante “Load” e selezionare nella nuova finestra dove andare a caricare il file nei formati STL,OBJ,DAE o AMF oppure direttamente il GCode. A questo punto è possibile compiere tutta una serie di operazioni sul modello importato, come modificare la visualizzazione, cliccando sul pulsante “View Mode”, oppure si può modificare l’orientamento o la scalatura ed agendo sui pulsanti in basso a sinistra che compariranno cliccando sul modello “Rotate”, “Scale”, “Mirror”.

Cliccando e tenendo premuto il tasto destro del mouse e muovendolo si sposta il punto di vista del piano di stampa. Cliccando col tasto destro sul modello invece si accede ad un menù per eliminare il modello oppure replicarlo selezionando la voce “multiply”Cliccando sull’icona di “View Mode” verranno visualizzati tutta una serie di pulsanti:
Partendo da sinistra si ha il pulsante per la visualizzazione normale, il pulsante “Overhang” che colora in rosso le parti con angoli per la realizzazione dei quali viene consigliato l’utilizzo di un supporto, il pulsante “Transparent”, utile per ispezionare internamente il proprio modello, il pulsante “X-ray”che colorerà di blu il vostro modello ad eccezione dei fori e delle eventuali mesh posizionate in maniera scorretta e che verranno colorate di rosso., ed infine il pulsante “Layer” che mostra il processo di preparazione di deposito del filo.
Cliccando sul pulsante “Rotate” compariranno intorno al modello 3 circonferenze, agendo sulle quali è possibile variare l’angolo di posizionamento dell’oggetto rispetto al piano di stampa.Cliccando sul pulsante “Scale” è invece possibile ridimensionare l’oggetto, stabilendo se bloccare il rapporto fra le tre dimensioni, oppure compiere delle deformazioni, rimuovendo il blocco , cliccando sull’icona a forma di lucchetto, e settando di quanto variare la singola dimensione.
UNO STRUMENTO INTERESSANTE (per la versione 13.06.03)
Il software Cura mette a disposizione un “tool” nell’apposito menù , chimato “Super-shaper” che permette in maniera molto veloce di realizzare dei modelli da stampare, che possono essere “personalizzati” operando sulle “leve” presenti nella colonna di sinistra.
In alternativa potete cliccare su “Randomize” per ottenere dei modelli casuali, che potete modificare nuovamente e a vostro piacimento.Una volta scelto o creato il modello che vi interessa, potete facilmente importarlo cliccando sul pulsante “Add to print”.
VISUALIZZAZIONE COMPLETA DEI SETTAGGI
Dal menù “Tools”, selezionando la voce “Switch to full settings” si ha accesso al menù completo dei vari settaggi configurabili per la nostra stampante.
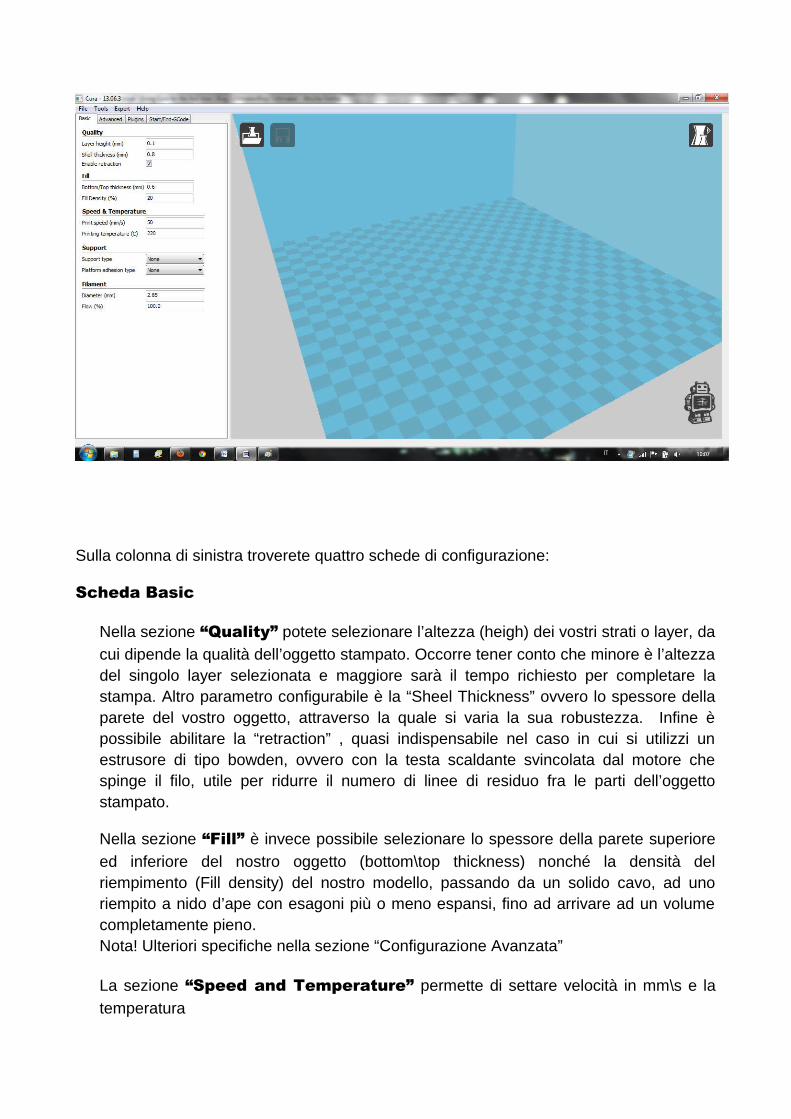
Sulla colonna di sinistra troverete quattro schede di configurazione:
Scheda Basic
Nella sezione “Quality” potete selezionare l’altezza (heigh) dei vostri strati o layer, da
cui dipende la qualità dell’oggetto stampato. Occorre tener conto che minore è l’altezza del singolo layer selezionata e maggiore sarà il tempo richiesto per completare la stampa. Altro parametro configurabile è la “Sheel Thickness” ovvero lo spessore della parete del vostro oggetto, attraverso la quale si varia la sua robustezza. Infine è possibile abilitare la “retraction” , quasi indispensabile nel caso in cui si utilizzi un estrusore di tipo bowden, ovvero con la testa scaldante svincolata dal motore che spinge il filo, utile per ridurre il numero di linee di residuo fra le parti dell’oggetto stampato.
Nella sezione “Fill” è invece possibile selezionare lo spessore della parete superiore
ed inferiore del nostro oggetto (bottom\top thickness) nonché la densità del riempimento (Fill density) del nostro modello, passando da un solido cavo, ad uno riempito a nido d’ape con esagoni più o meno espansi, fino ad arrivare ad un volume completamente pieno. Nota! Ulteriori specifiche nella sezione “Configurazione Avanzata”
La sezione “Speed and Temperature” permette di settare velocità in mm\s e la
temperatura
La sezione “Support” offre la possibilità di selezionare il tipo di supporto da
realizzare,”support Type”, diversificato in base al fatto che debba essere creato solo dove vi siano sottosquadre ed angoli fra oggetto e piano di stampa (Building platform) oppure se si voglia crearne ovunque, anche fra layer diversi del modello (Everywhere). L’altro parametro configurabile è la “Platform adhesion Type” ovvero se vogliamo un semplice contorno di demarcazione del volume occupato dal nostro oggetto (Brim) oppure se vogliamo un piano di appoggio che aiuti il distacco successivo dell’oggetto dal piano di stampa (raft) e aiuti a combattere il fenomeno del warping o deformazione.
Nota! Ulteriori specifiche nella sezione “Configurazione Avanzata”.
Nella sesione “Filament” è possibile settare il diametro del filamento utilizzato dalla
stampante ed il flusso (flow) di materiale depositato o estruso. Solitamente non vi è necessità di modificarli.
Scheda Advance
Nella sezione “Machine” si va a settare il diametro dell’estrusore, già
precedentemente configurato durante il wizard.
La sezione “Retraction” permette di configurare la velocità e la quantità, espressa in
mm, di filamento da “recuperare” mentre si effettua la retrazione spostandosi da un punto opposto all’altro del nostro oggetto.
Nella sezione “Quality” è possibile selezionare lo spessore del primo layer “first layer
thickness” , eliminare il fondo del nostro oggetto per un certo spessore, esperesso in mm, (cut off object bottom) e nel caso in cui il modello supporti un doppio estrusore, specificare la sovrapposizione dei due filamenti.
La sezione “Speed” permette di configurare la velocità di spostamento della testina
(travel), ovvero quando non estrude, quella del primo layer (bottom layer) e quella di riempimento (infill); se settata a zero verrà usata la stessa velocità impiegata per tutte le altre parti della stampa.
Nella sezione “Cool” si trovano i settaggi della ventola, quali il tempo minimo richiesto
per stampare il singolo layer, al di sotto della quale avviare la ventola per garantire un’ adeguata solidificazione dello strato e l’abilitazione all’uso della ventola tramite check box.
IMPORTAZIONE DI UN PROFILO PREDEFINITO
Per importare un profilo con tutti i settaggi già predefiniti, occorre andare nel menù “File” e quindi selezionare la voce “Open profile”. A questo punto, nella nuova finestra che si aprirà, potrete cercare e selezionare il profilo da caricare.
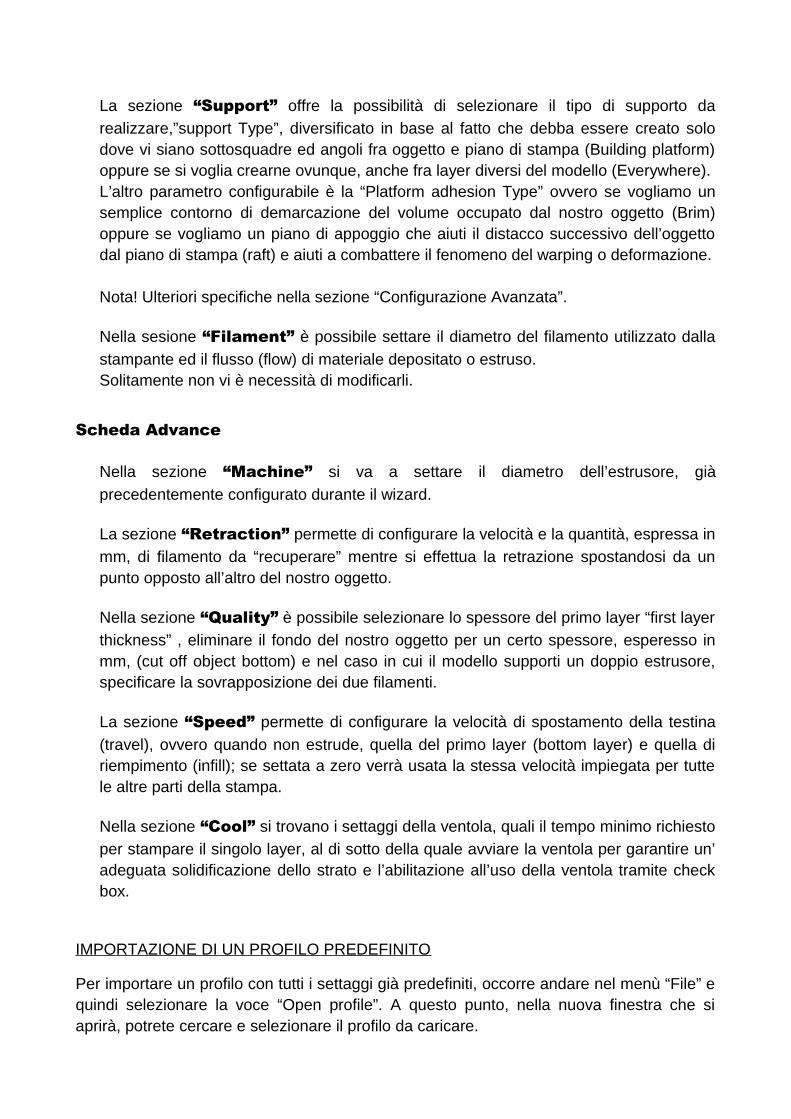
ESPORTAZIONE DEL GCODE OTTENUTO DALLO SLICING DEL MODELLO
Dopo aver caricato il profilo o aver effettuato manualmente il settaggio dei parametri, Cura provvederà ad effettuare in automatico lo slicing del costro modello, indicando nella sezione in alto a sinistra il tempo di stampa previsto.
Per esportare il Gcode, andate nel menù “File”, quindi selezionate la voce “Save Gcode..” e scegliete dove salvare il file attraverso la nuova finestra che verrà aperta.
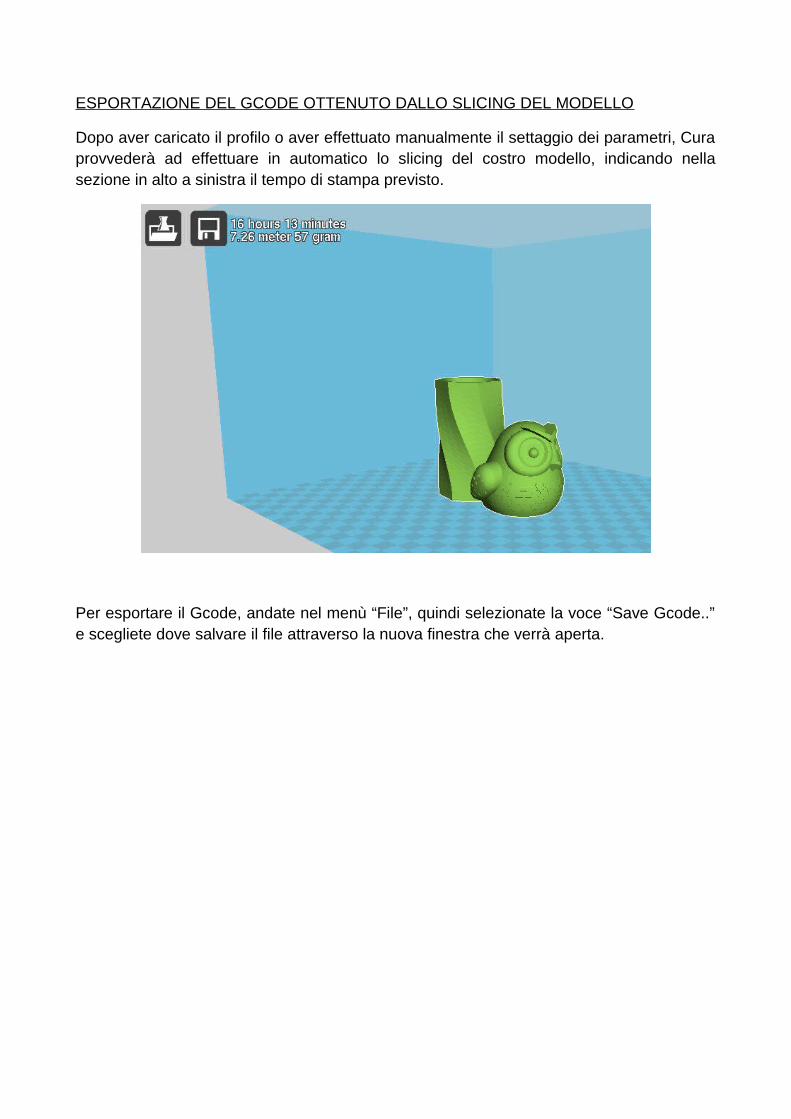
UTILIZZO DEL DOPPIO ESTRUSORE ( solo su alcuni modelli)
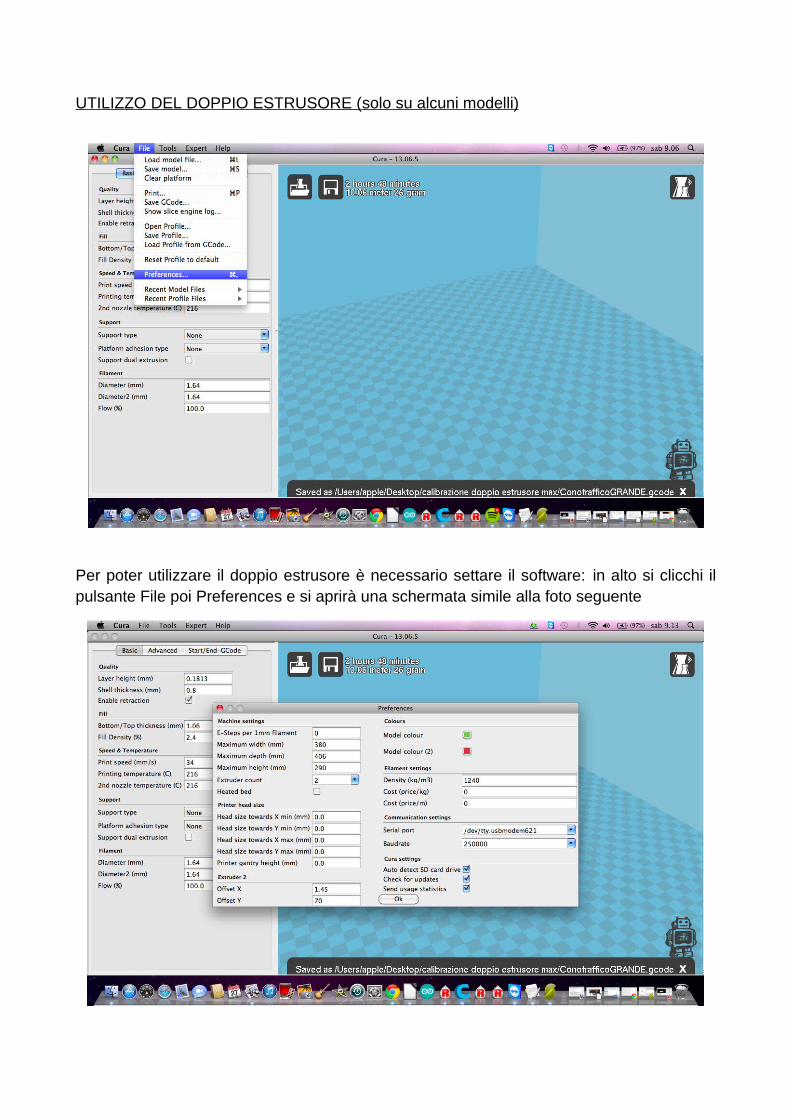
Per poter utilizzare il doppio estrusore è necessario settare il software: in alto si clicchi il pulsante File poi Preferences e si aprirà una schermata simile alla foto seguente
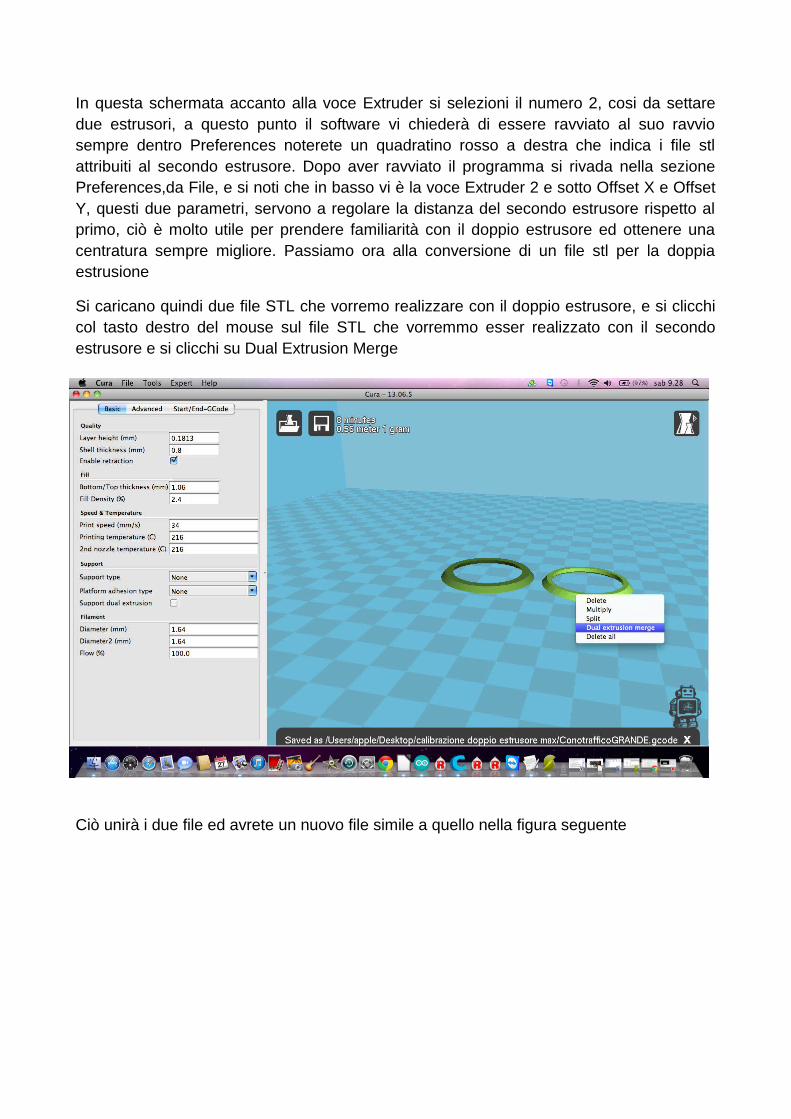
In questa schermata accanto alla voce Extruder si selezioni il numero 2, cosi da settare due estrusori, a questo punto il software vi chiederà di essere ravviato al suo ravvio sempre dentro Preferences noterete un quadratino rosso a destra che indica i file stl attribuiti al secondo estrusore. Dopo aver ravviato il programma si rivada nella sezione Preferences,da File, e si noti che in basso vi è la voce Extruder 2 e sotto Offset X e Offset Y, questi due parametri, servono a regolare la distanza del secondo estrusore rispetto al primo, ciò è molto utile per prendere familiarità con il doppio estrusore ed ottenere una centratura sempre migliore. Passiamo ora alla conversione di un file stl per la doppia estrusione
Si caricano quindi due file STL che vorremo realizzare con il doppio estrusore, e si clicchi col tasto destro del mouse sul file STL che vorremmo esser realizzato con il secondo estrusore e si clicchi su Dual Extrusion Merge
Ciò unirà i due file ed avrete un nuovo file simile a quello nella figura seguente
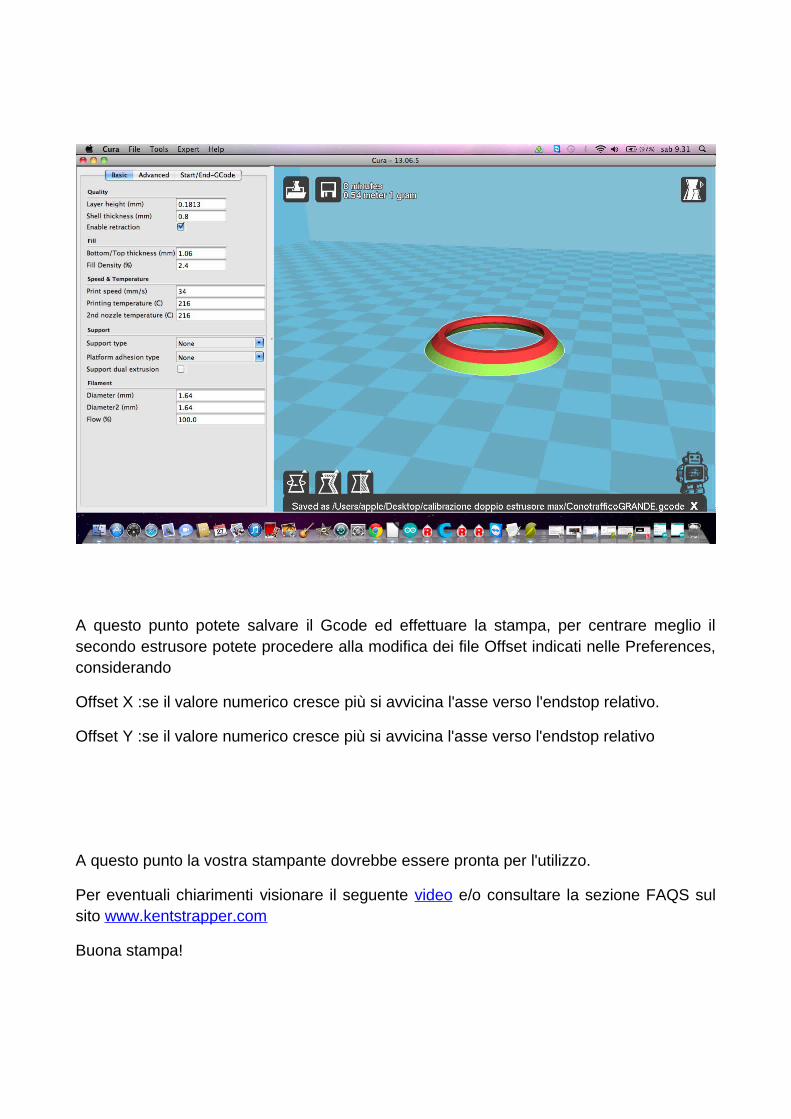
A questo punto potete salvare il Gcode ed effettuare la stampa, per centrare meglio il secondo estrusore potete procedere alla modifica dei file Offset indicati nelle Preferences, considerando
Offset X :se il valore numerico cresce più si avvicina l'asse verso l'endstop relativo.
Offset Y :se il valore numerico cresce più si avvicina l'asse verso l'endstop relativo
A questo punto la vostra stampante dovrebbe essere pronta per l'utilizzo.
Per eventuali chiarimenti visionare il seguente video e/o consultare la sezione FAQS sul sito www.kentstrapper.com
Buona stampa!


















