Guida a slic3r - Ivan Bortolin World · A cura di Lorenzo Cantini di Kent’s Strapper e di Ivan...
33
Guida a Slic3r A cura di Lorenzo Cantini di Kent’s Strapper e di Ivan Bortolin 10/08/2012
Transcript of Guida a slic3r - Ivan Bortolin World · A cura di Lorenzo Cantini di Kent’s Strapper e di Ivan...
Guida a Slic3r
A cura di Lorenzo Cantini di Kent’s Strapper e di Ivan Bortolin
10/08/2012

2
Indice
Preambolo i
1 Installazione e primo avvio 11.1 Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Primo avvio e wizard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2 Schermata principale 52.1 I menu File, Window e Help . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.2 Le sezioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72.3 I pulsati per il caricamento e l’esportazione . . . . . . . . . . . . . . . . . . . . . . . 72.4 I pulsanti per le modifiche ai file . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82.5 I menu per caricare le configurazioni . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3 Print Settings 93.1 Salvataggio e caricamento impostazioni . . . . . . . . . . . . . . . . . . . . . . . . . 93.2 Layers and perimeter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.3 Infill . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.4 Speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133.5 Skirt and brim . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143.6 Support material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163.7 Note . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173.8 Output options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183.9 Multiple Extruders . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 183.10 Advanced . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
4 Filament Settings 214.1 Salvataggio e caricamento impostazioni . . . . . . . . . . . . . . . . . . . . . . . . . 214.2 Filament . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 214.3 Cooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5 Print Settings 235.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.2 Retraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245.3 Custom G-Code . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 255.4 Extruder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6 Link utili 27
3
4 INDICE
Preambolo
Premessa
Questo documento si presenta come una guida all’utilizzo del Software Slic3r, software di slicingper le stampanti 3d RepRap e derivate.
Il software e stato ideato e realizzato da Alessandro Ranellucci, a cui vanno i nostri piu sinceriringraziamenti; altro ringraziamento e per RichRap la cui guida e stata utilizzata come spunto ecome base.
Questo documento e stato realizzato da Lorenzo Cantini di Kent’s Strapper e da Ivan Bortolin;qualora doveste riscontrare errori nella guida vi chiediamo cortesemente di segnalarcelo alla [email protected] o [email protected]
Gli autori non sono responsabili di eventuali errori o inesattezze e di danni a cose o personecausati dall’utilizzo della presente.
Introduzione
Slic3r e il software con cui Alessamdro Ranellucci ha dato il suo contributo allo sviluppo dellastampa 3D. E un progetto avviato come esperimento, ma che in pochi mesi ha avuto un inaspettatosuccesso, fino a diventare il punto di riferimento per l’intero settore a livello internazionale.
Intorno al progetto si e creata spontaneamente una community di centinaia di persone attive emigliaia di utenti; e stato attivato un forum dedicato nel sito ufficiale del progetto RepRap, ed enato un canale chat con 80 utenti in media. Slic3r e segnalato nel blog ufficiale RepRap, ed e usatoda tutti i principali membri della community, dalla nota universita di Bath alle aziende produttricidi stampanti e kit. Slic3r detiene ad oggi il record per la stampa a piu alta risoluzione(10 micron).
Cosa fa Slic3r esattamente? Il lavoro di Slic3r e quello di trasformare un modello 3D (quindi unfile che rappresenta l’oggetto da stampare) in una serie di istruzioni che guidano la stampante e leconsentono, attraverso i suoi motori e il suo estrusore, di depositare un “layer” (uno strato) dopol’altro. Nel software sono presenti numerosi algoritmi matematici che lavorano sulla geometria delmodello e scelgono i percorsi ottimali per estrudere il materiale che andra a comporre i singoli strati:perimetri, riempimento alveolare per risparmiare materiale a parita di resistenza strutturale, ponti,pareti oblique, “impalcature” provvisorie per sostenere le parti aggettanti (sporgenti). Inoltredecide la quantita di materiale da estrudere, controlla le temperature, le ventole e i tempi diraffreddamento 1
Slic3r e il “cuore software” della stampa 3D ed e Made in Italy.
1http://makerblog.it/post/18788200901/cose-slic3r
i

ii PREAMBOLO
Nella versione che andremo ad anallizzare, la 0.9.0, sono state aggiunte tantissime novita qualiuna migliore gestione dei multi estrusori, la possibilita d’importare file in formato OBJ e e AMFe di esportare in SVG.
Capitolo 1
Installazione e primo avvio
1.1 Installazione
Il software e disponibile sia per Linux, Windows e MacOs.Per l’installazione consiglio di seguire le guide presenti sul sito del progetto rispettivamente:
� Linux1
� Windows
� MacOs
1.2 Primo avvio e wizard
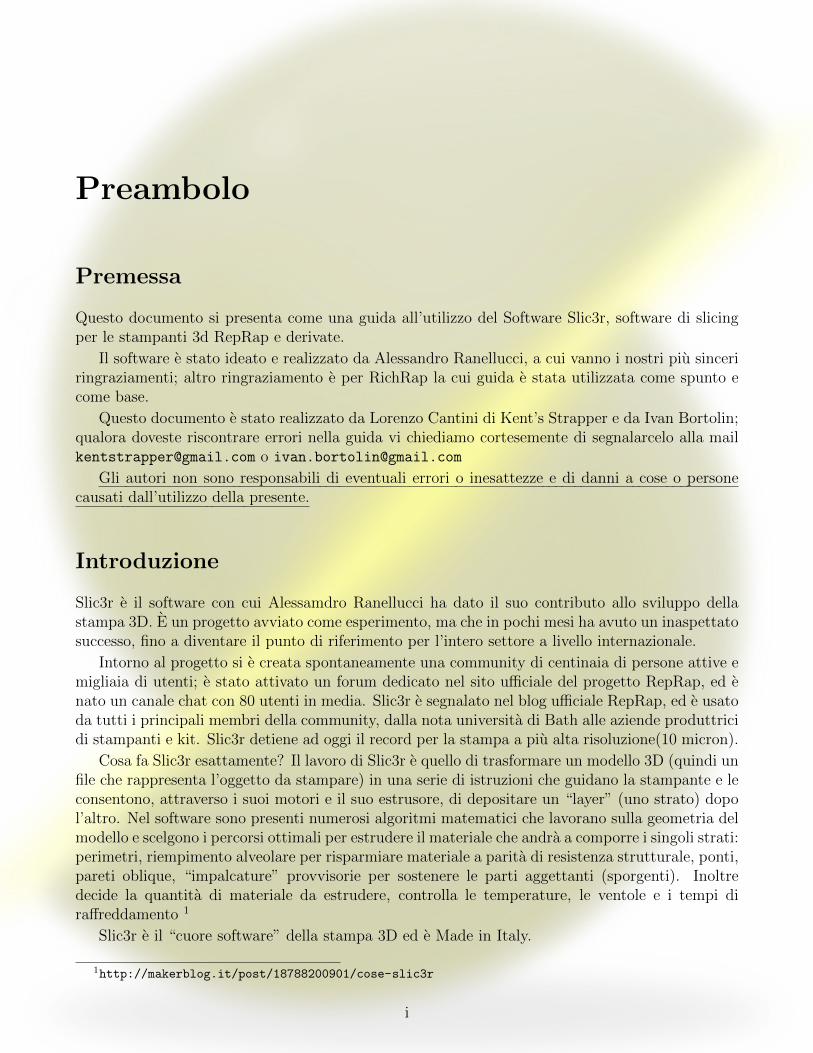
Quando avviamo per la prima volta il programma, abbiamo la possibilita di seguire un piccolowizard per inserire le impostazioni di base per un buon G-Code.
Ovviamente questi settaggi sono presenti anche nelle varie sezioni che vedremo nei capitolisuccessivi.
Ora vediamo passo a passo cosa ci richiede questa prima taratura.
1Per versioni di ubuntu antecedenti alla 12.04 potrebbero esserci problemi di dipendenze; consigliamo diconsultare questa guida
1
2 CAPITOLO 1. INSTALLAZIONE E PRIMO AVVIO
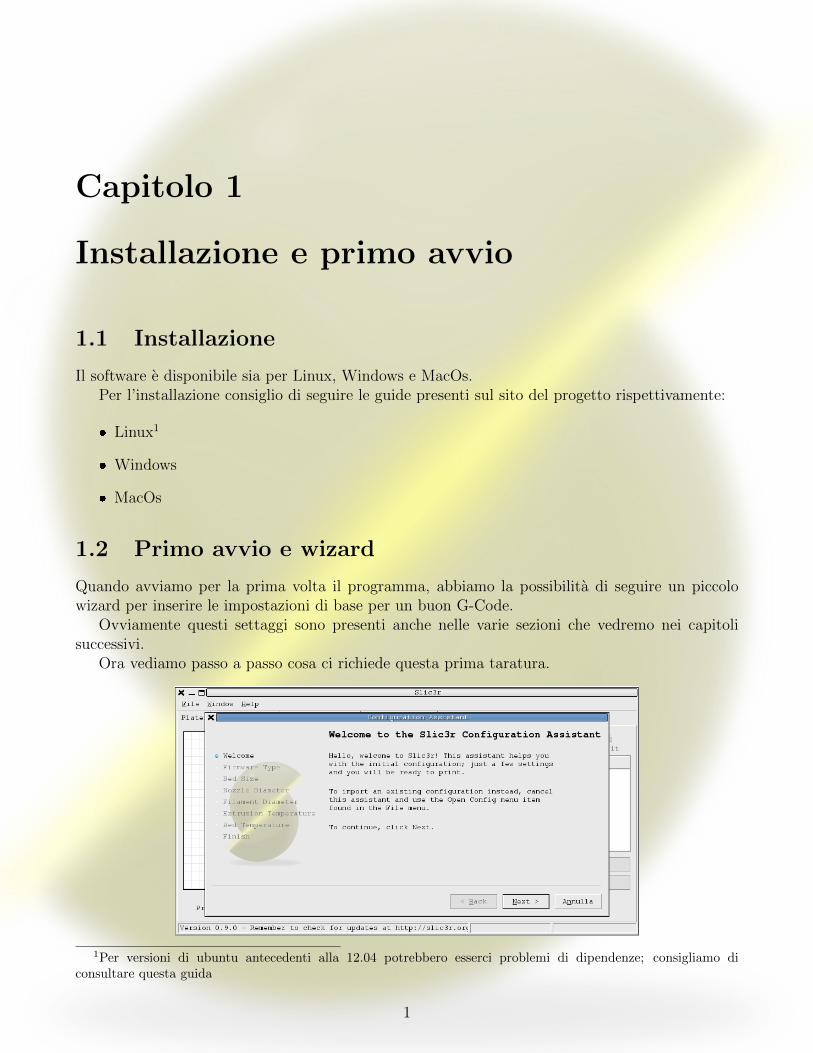
Questa e la schermata di benvenuto al Wizard a cui segue quella per impostare il tipo di Firmwareche abbiamo caricato sulla nostra scheda elettronica
Dal menu a tendina selezioniamo semplicemente quello appropriato e poi facciamo Next
In questa scheda dobbiamo inserire le dimensioni del piatto di stampa in mm.
1.2. PRIMO AVVIO E WIZARD 3
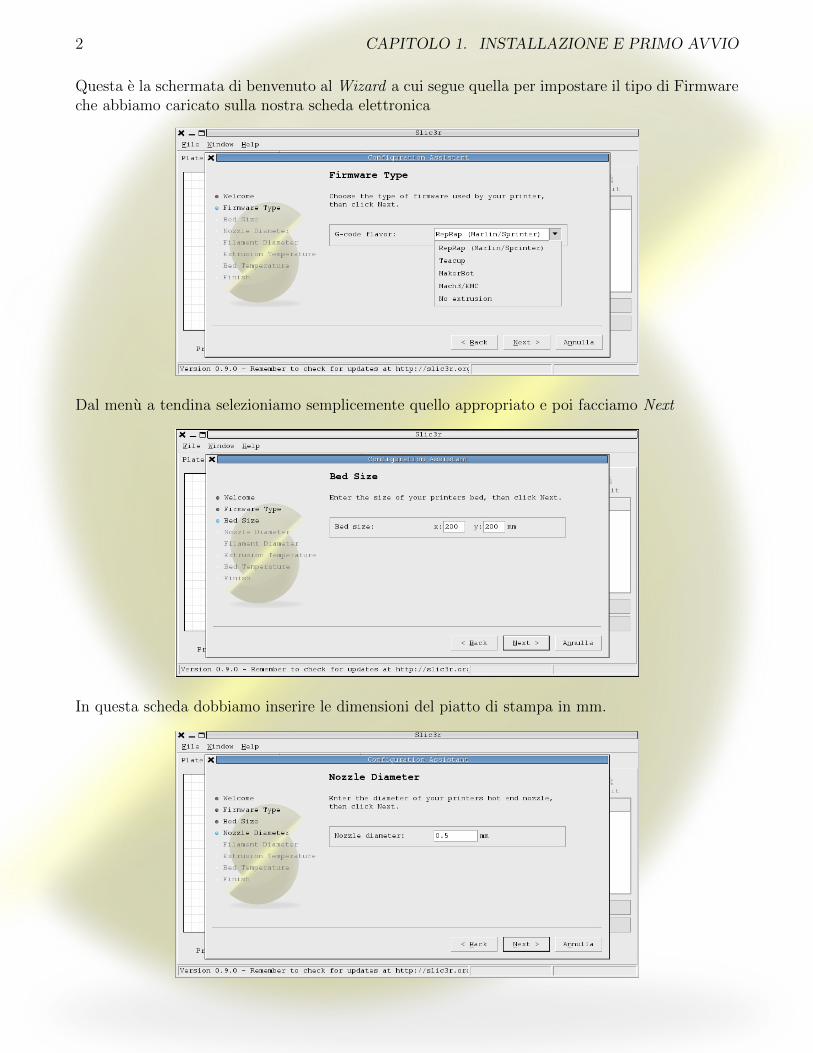
Qui il diametro del nostro iniettore montato sul HotEnd
Il diametro del filo utilizzato
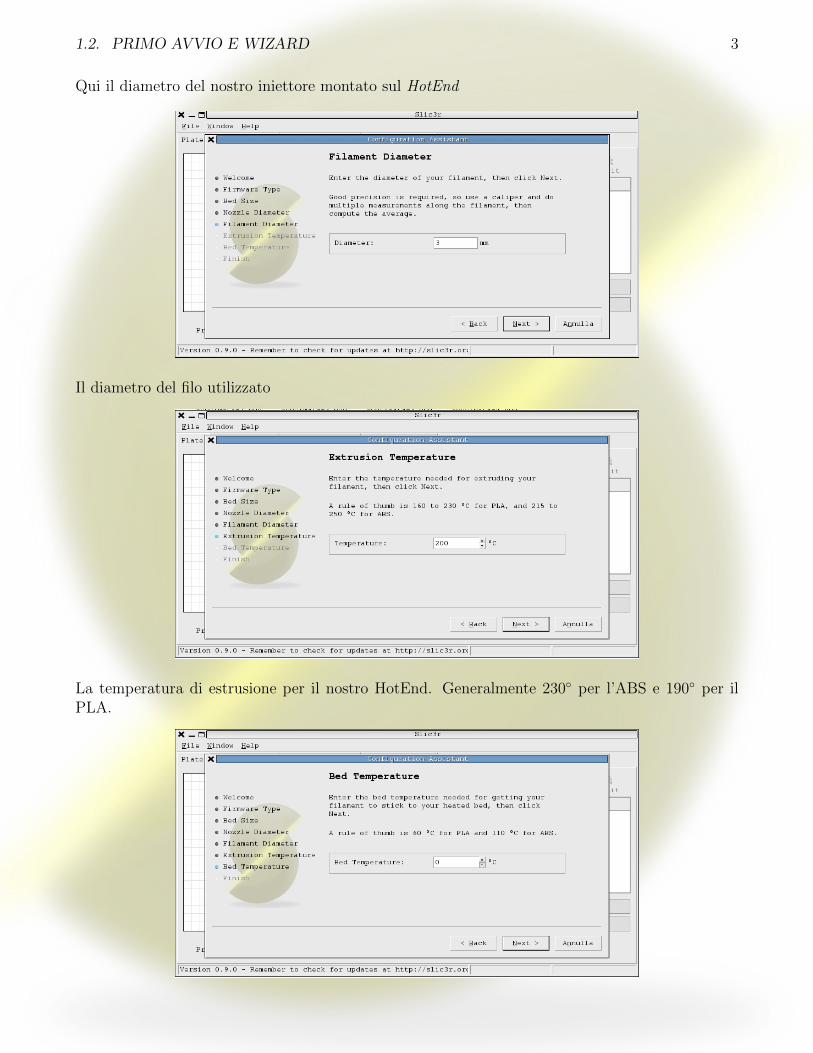
La temperatura di estrusione per il nostro HotEnd. Generalmente 230◦ per l’ABS e 190◦ per ilPLA.
4 CAPITOLO 1. INSTALLAZIONE E PRIMO AVVIO
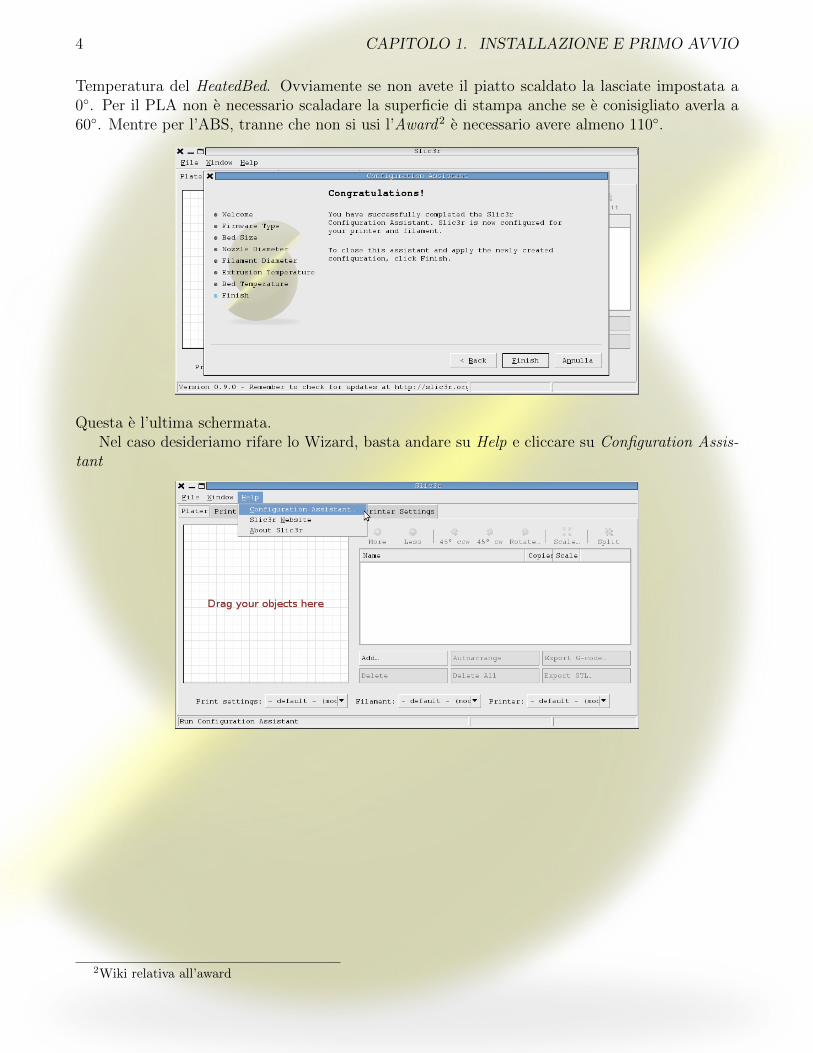
Temperatura del HeatedBed. Ovviamente se non avete il piatto scaldato la lasciate impostata a0◦. Per il PLA non e necessario scaladare la superficie di stampa anche se e conisigliato averla a60◦. Mentre per l’ABS, tranne che non si usi l’Award2 e necessario avere almeno 110◦.
Questa e l’ultima schermata.Nel caso desideriamo rifare lo Wizard, basta andare su Help e cliccare su Configuration Assis-
tant
2Wiki relativa all’award
Capitolo 2
Schermata principale
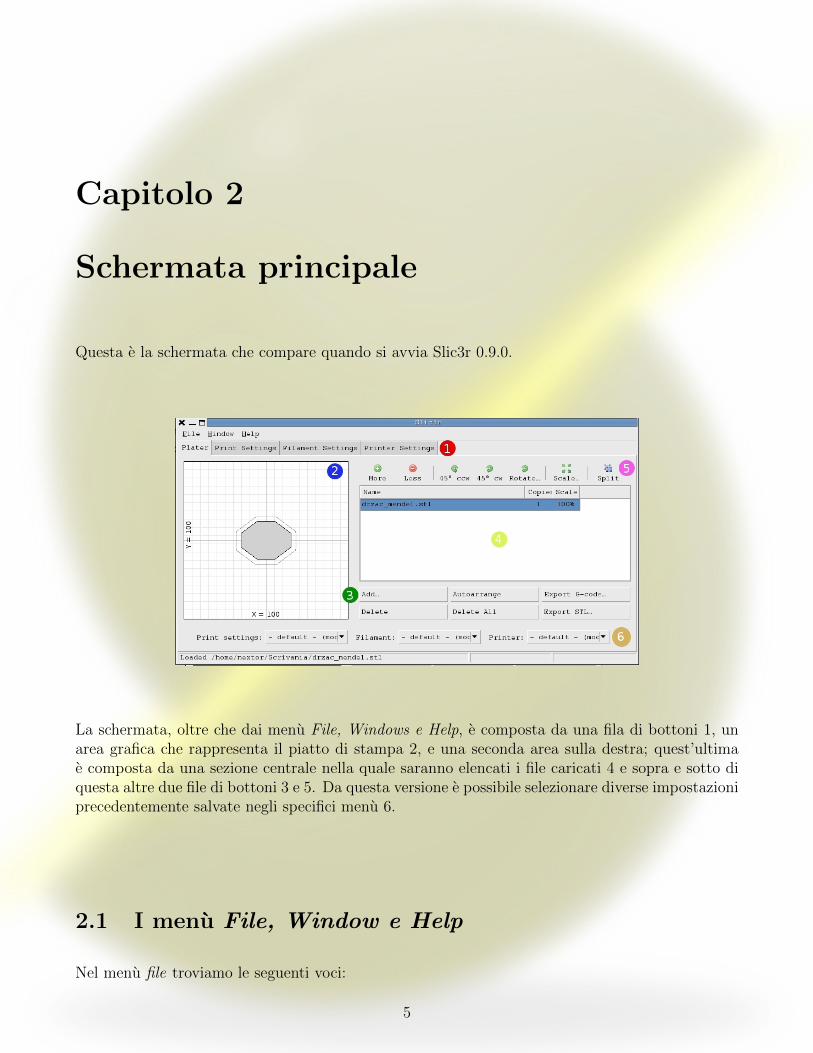
Questa e la schermata che compare quando si avvia Slic3r 0.9.0.
La schermata, oltre che dai menu File, Windows e Help, e composta da una fila di bottoni 1, unarea grafica che rappresenta il piatto di stampa 2, e una seconda area sulla destra; quest’ultimae composta da una sezione centrale nella quale saranno elencati i file caricati 4 e sopra e sotto diquesta altre due file di bottoni 3 e 5. Da questa versione e possibile selezionare diverse impostazioniprecedentemente salvate negli specifici menu 6.
2.1 I menu File, Window e Help
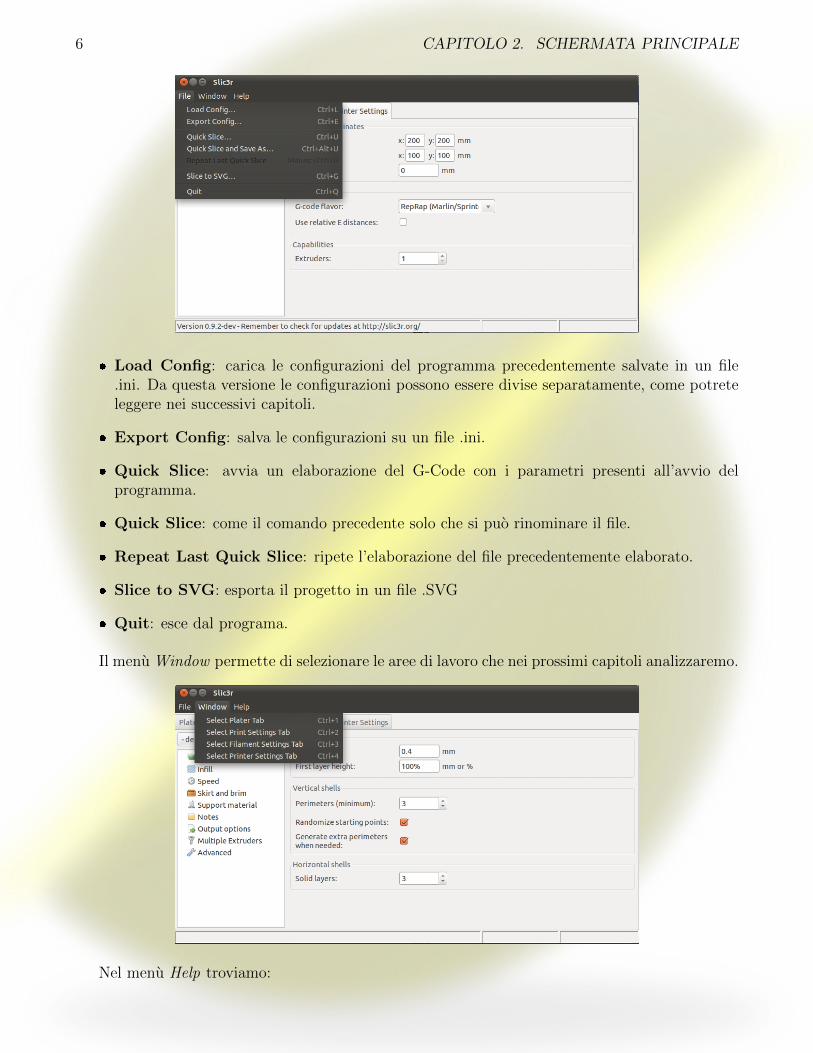
Nel menu file troviamo le seguenti voci:
5
6 CAPITOLO 2. SCHERMATA PRINCIPALE
� Load Config: carica le configurazioni del programma precedentemente salvate in un file.ini. Da questa versione le configurazioni possono essere divise separatamente, come potreteleggere nei successivi capitoli.
� Export Config: salva le configurazioni su un file .ini.
� Quick Slice: avvia un elaborazione del G-Code con i parametri presenti all’avvio delprogramma.
� Quick Slice: come il comando precedente solo che si puo rinominare il file.
� Repeat Last Quick Slice: ripete l’elaborazione del file precedentemente elaborato.
� Slice to SVG: esporta il progetto in un file .SVG
� Quit: esce dal programa.
Il menu Window permette di selezionare le aree di lavoro che nei prossimi capitoli analizzaremo.
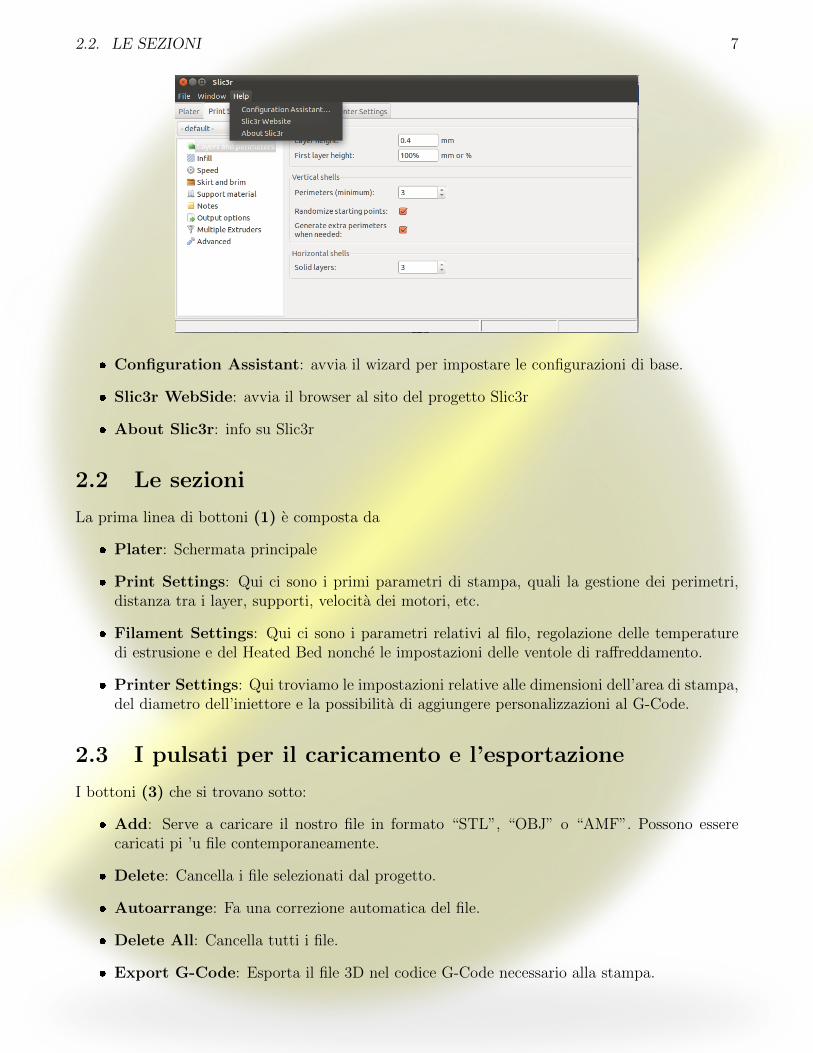
Nel menu Help troviamo:
2.2. LE SEZIONI 7
� Configuration Assistant: avvia il wizard per impostare le configurazioni di base.
� Slic3r WebSide: avvia il browser al sito del progetto Slic3r
� About Slic3r: info su Slic3r
2.2 Le sezioni
La prima linea di bottoni (1) e composta da
� Plater: Schermata principale
� Print Settings: Qui ci sono i primi parametri di stampa, quali la gestione dei perimetri,distanza tra i layer, supporti, velocita dei motori, etc.
� Filament Settings: Qui ci sono i parametri relativi al filo, regolazione delle temperaturedi estrusione e del Heated Bed nonche le impostazioni delle ventole di raffreddamento.
� Printer Settings: Qui troviamo le impostazioni relative alle dimensioni dell’area di stampa,del diametro dell’iniettore e la possibilita di aggiungere personalizzazioni al G-Code.
2.3 I pulsati per il caricamento e l’esportazione
I bottoni (3) che si trovano sotto:
� Add: Serve a caricare il nostro file in formato “STL”, “OBJ” o “AMF”. Possono esserecaricati pi ’u file contemporaneamente.
� Delete: Cancella i file selezionati dal progetto.
� Autoarrange: Fa una correzione automatica del file.
� Delete All: Cancella tutti i file.
� Export G-Code: Esporta il file 3D nel codice G-Code necessario alla stampa.
8 CAPITOLO 2. SCHERMATA PRINCIPALE
� Export STL: Esporta il progetto in un file “STL”. Utile nel caso si siano fatte delle modifichequali aggiungere piu file
2.4 I pulsanti per le modifiche ai file
I bottoni (5) che si trovano sopra la tabella si attivano non appena viene caricato un file conl’apposito bottone “Add” descritto precedentemente:
� More: Aggiunge una copia dello stesso file al progetto. L’aggiunta viene visualizzatanell’area di stampa.
� Less: Elimina una copia del file dal progetto.
� 45◦ ccw (senso antiorario): Gira il disegno di 45◦ in senso antiorario.
� 45◦ cw (senso orario): Gira il disegno di 45◦ in senso antiorario
� Rotate: Gira il disegno di un valore che va definito nella finestra che si apre premendo ilpulsante.
� Scale: Scala il disegno di un valore che va definito nella finestra che si apre premendo ilpulsante.
� Split: Suddivide il disegno in parti distinte. E necessario che il file sia composto da piuparti.
2.5 I menu per caricare le configurazioni
Con i nuovi menu a tendina (6) e possibile caricare dei settaggi preimpostati (default) o person-alizzati e salvati relativamente a:
� Printing Settings
� Filament Settings
� Printer Settings
Capitolo 3
Print Settings
3.1 Salvataggio e caricamento impostazioni
Come accennavamo nella pagina precedente, ora e possibile caricare delle configurazioni prece-dentemente salvate. Questo accorgimento e molto utile perche permette di create una serie dicombinazioni che velocizzano il settaggio del software ed evitano errori dovute a dimenticanze.
Inoltre ora tali impostazioni possono essere o salvate di default oppure agevolemente caricate,mentre prima l’operazione era piu lunga.
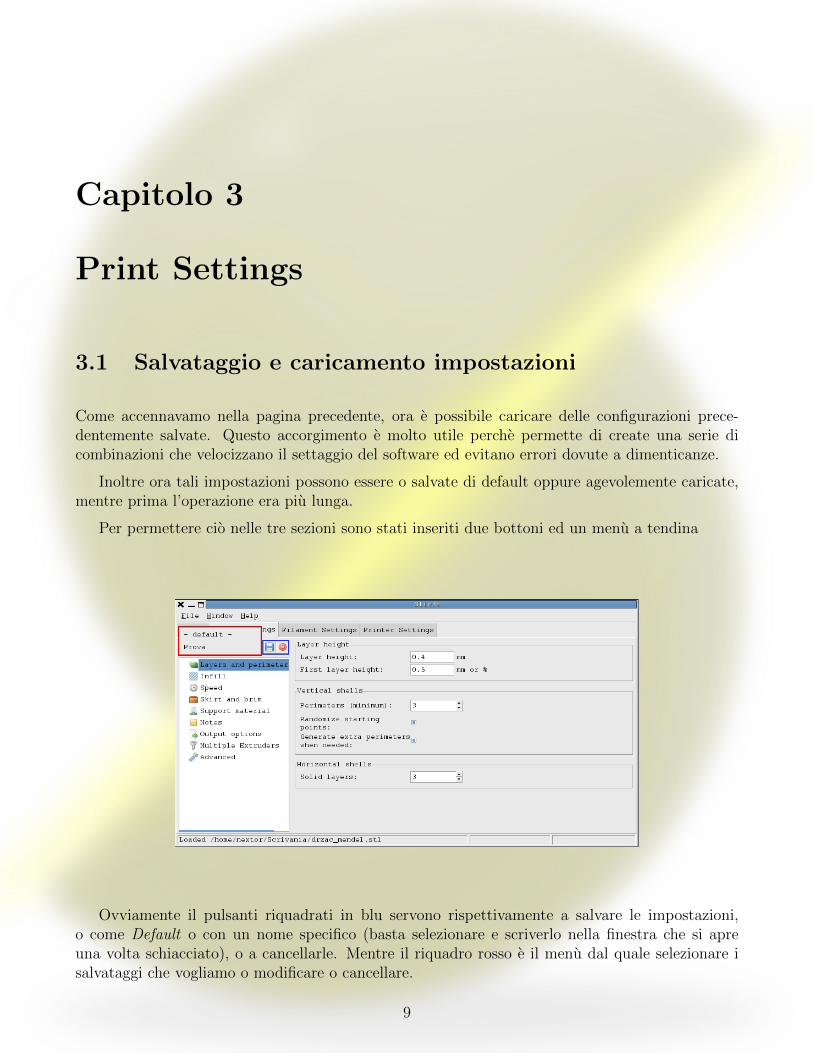
Per permettere cio nelle tre sezioni sono stati inseriti due bottoni ed un menu a tendina
Ovviamente il pulsanti riquadrati in blu servono rispettivamente a salvare le impostazioni,o come Default o con un nome specifico (basta selezionare e scriverlo nella finestra che si apreuna volta schiacciato), o a cancellarle. Mentre il riquadro rosso e il menu dal quale selezionare isalvataggi che vogliamo o modificare o cancellare.
9
10 CAPITOLO 3. PRINT SETTINGS
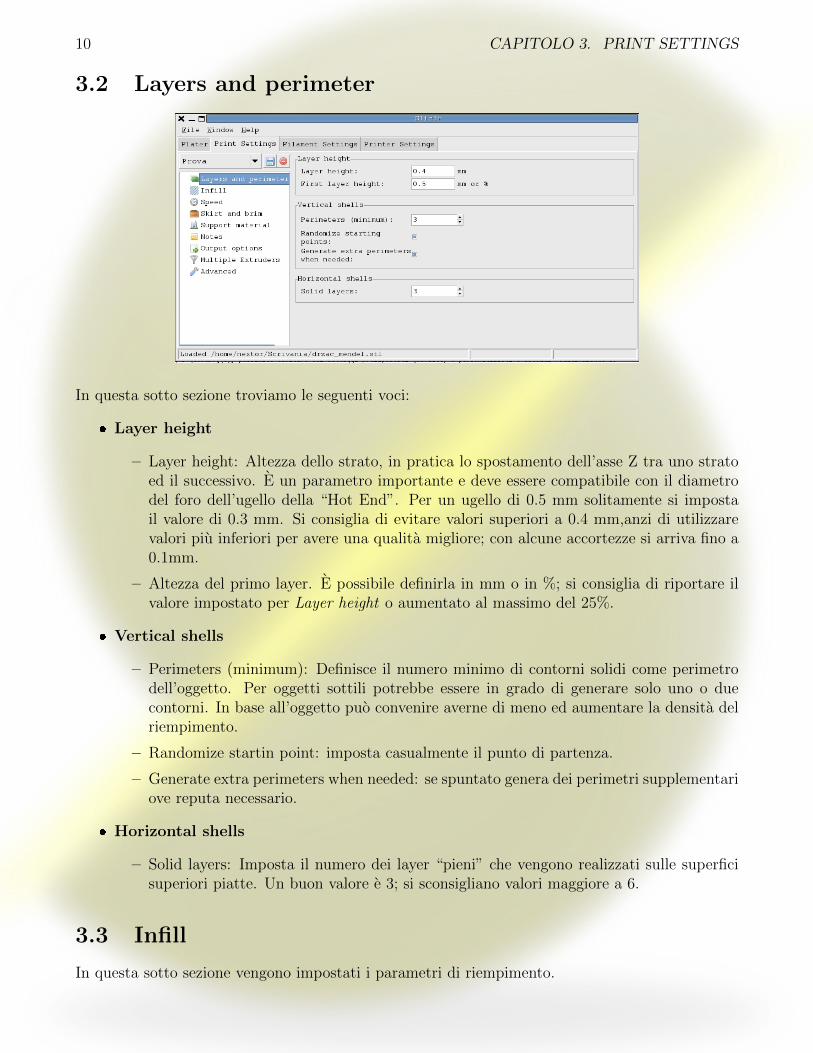
3.2 Layers and perimeter
In questa sotto sezione troviamo le seguenti voci:
� Layer height
– Layer height: Altezza dello strato, in pratica lo spostamento dell’asse Z tra uno stratoed il successivo. E un parametro importante e deve essere compatibile con il diametrodel foro dell’ugello della “Hot End”. Per un ugello di 0.5 mm solitamente si impostail valore di 0.3 mm. Si consiglia di evitare valori superiori a 0.4 mm,anzi di utilizzarevalori piu inferiori per avere una qualita migliore; con alcune accortezze si arriva fino a0.1mm.
– Altezza del primo layer. E possibile definirla in mm o in %; si consiglia di riportare ilvalore impostato per Layer height o aumentato al massimo del 25%.
� Vertical shells
– Perimeters (minimum): Definisce il numero minimo di contorni solidi come perimetrodell’oggetto. Per oggetti sottili potrebbe essere in grado di generare solo uno o duecontorni. In base all’oggetto puo convenire averne di meno ed aumentare la densita delriempimento.
– Randomize startin point: imposta casualmente il punto di partenza.
– Generate extra perimeters when needed: se spuntato genera dei perimetri supplementariove reputa necessario.
� Horizontal shells
– Solid layers: Imposta il numero dei layer “pieni” che vengono realizzati sulle superficisuperiori piatte. Un buon valore e 3; si sconsigliano valori maggiore a 6.
3.3 Infill
In questa sotto sezione vengono impostati i parametri di riempimento.
3.3. INFILL 11
Ci sono le seguenti voci:
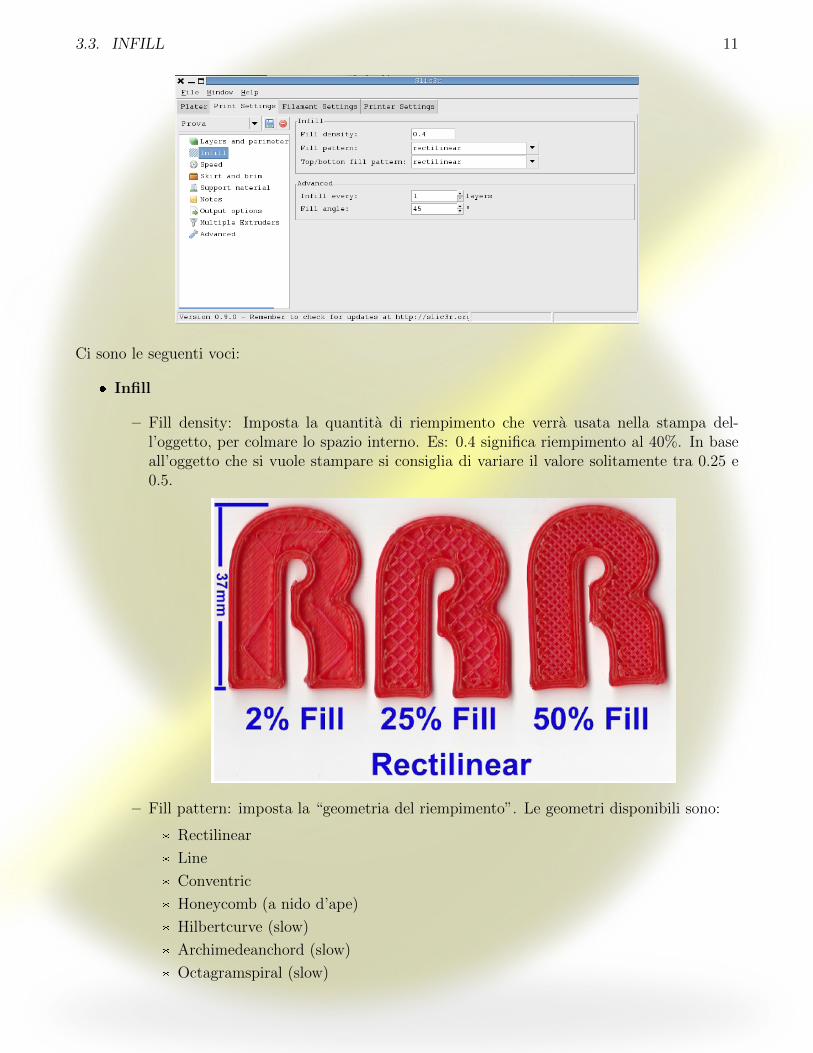
� Infill
– Fill density: Imposta la quantita di riempimento che verra usata nella stampa del-l’oggetto, per colmare lo spazio interno. Es: 0.4 significa riempimento al 40%. In baseall’oggetto che si vuole stampare si consiglia di variare il valore solitamente tra 0.25 e0.5.
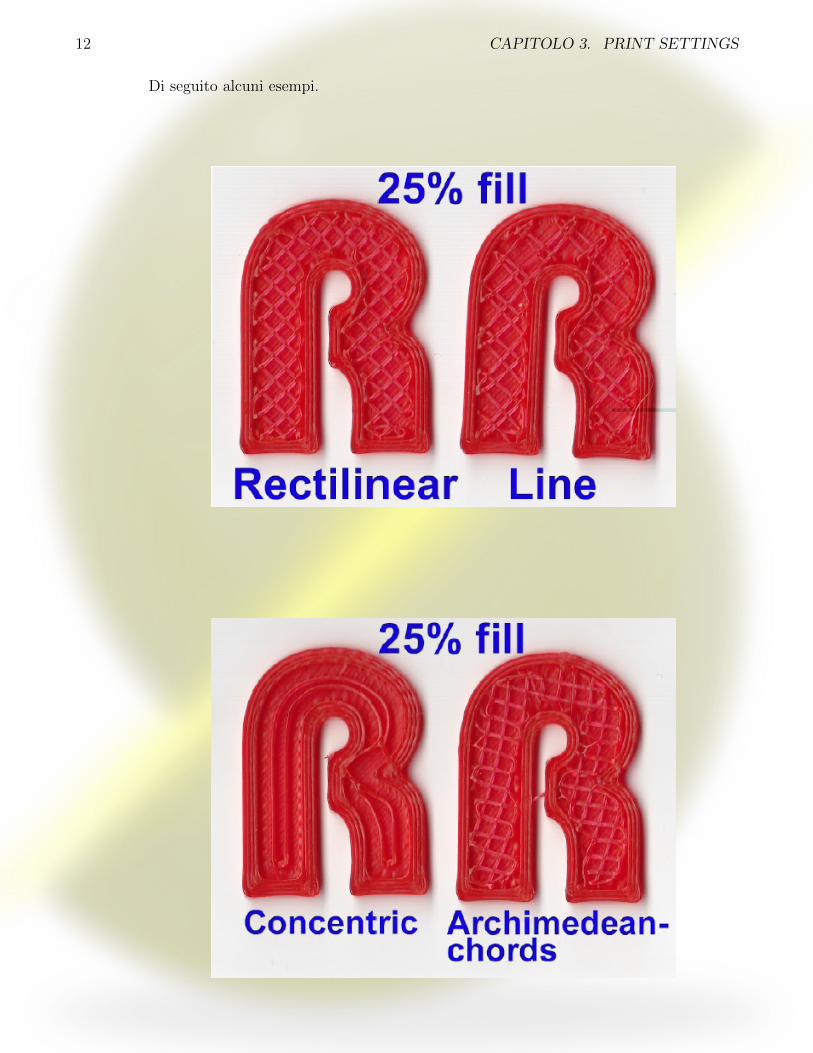
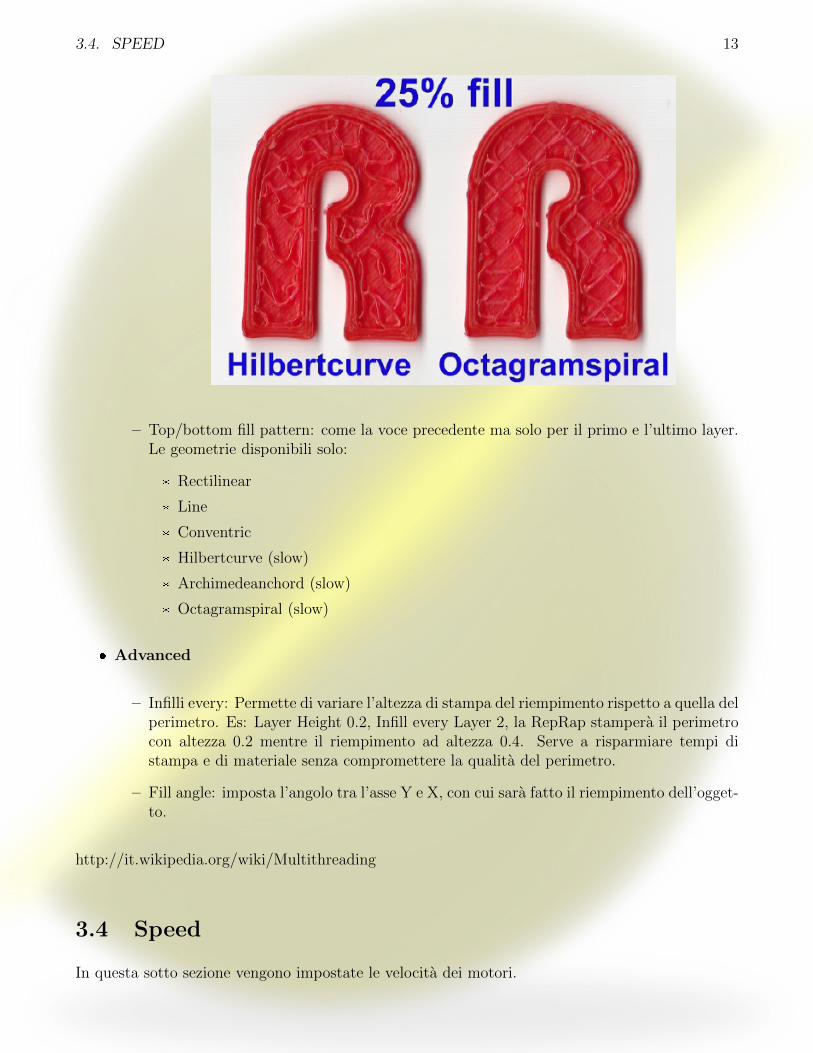
– Fill pattern: imposta la “geometria del riempimento”. Le geometri disponibili sono:
* Rectilinear
* Line
* Conventric
* Honeycomb (a nido d’ape)
* Hilbertcurve (slow)
* Archimedeanchord (slow)
* Octagramspiral (slow)
12 CAPITOLO 3. PRINT SETTINGS
Di seguito alcuni esempi.
3.4. SPEED 13
– Top/bottom fill pattern: come la voce precedente ma solo per il primo e l’ultimo layer.Le geometrie disponibili solo:
* Rectilinear
* Line
* Conventric
* Hilbertcurve (slow)
* Archimedeanchord (slow)
* Octagramspiral (slow)
� Advanced
– Infilli every: Permette di variare l’altezza di stampa del riempimento rispetto a quella delperimetro. Es: Layer Height 0.2, Infill every Layer 2, la RepRap stampera il perimetrocon altezza 0.2 mentre il riempimento ad altezza 0.4. Serve a risparmiare tempi distampa e di materiale senza compromettere la qualita del perimetro.
– Fill angle: imposta l’angolo tra l’asse Y e X, con cui sara fatto il riempimento dell’ogget-to.
http://it.wikipedia.org/wiki/Multithreading
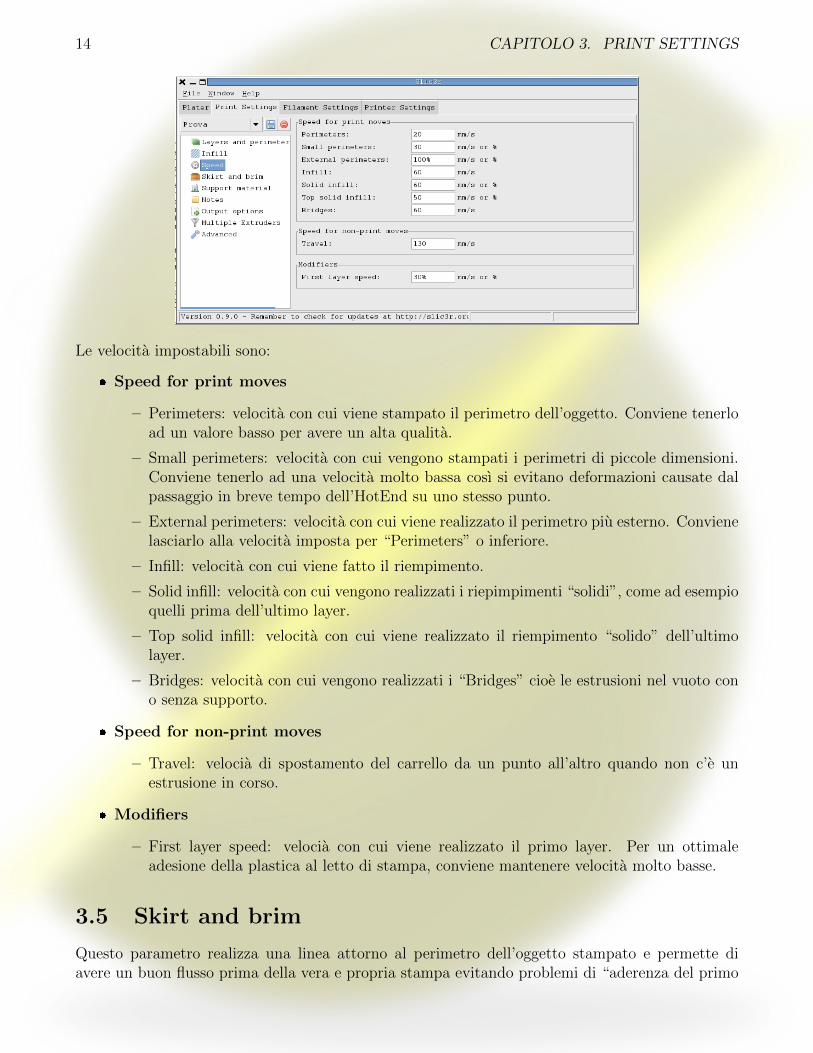
3.4 Speed
In questa sotto sezione vengono impostate le velocita dei motori.
14 CAPITOLO 3. PRINT SETTINGS
Le velocita impostabili sono:
� Speed for print moves
– Perimeters: velocita con cui viene stampato il perimetro dell’oggetto. Conviene tenerload un valore basso per avere un alta qualita.
– Small perimeters: velocita con cui vengono stampati i perimetri di piccole dimensioni.Conviene tenerlo ad una velocita molto bassa cosı si evitano deformazioni causate dalpassaggio in breve tempo dell’HotEnd su uno stesso punto.
– External perimeters: velocita con cui viene realizzato il perimetro piu esterno. Convienelasciarlo alla velocita imposta per “Perimeters” o inferiore.
– Infill: velocita con cui viene fatto il riempimento.
– Solid infill: velocita con cui vengono realizzati i riepimpimenti “solidi”, come ad esempioquelli prima dell’ultimo layer.
– Top solid infill: velocita con cui viene realizzato il riempimento “solido” dell’ultimolayer.
– Bridges: velocita con cui vengono realizzati i “Bridges” cioe le estrusioni nel vuoto cono senza supporto.
� Speed for non-print moves
– Travel: velocia di spostamento del carrello da un punto all’altro quando non c’e unestrusione in corso.
� Modifiers
– First layer speed: velocia con cui viene realizzato il primo layer. Per un ottimaleadesione della plastica al letto di stampa, conviene mantenere velocita molto basse.
3.5 Skirt and brim
Questo parametro realizza una linea attorno al perimetro dell’oggetto stampato e permette diavere un buon flusso prima della vera e propria stampa evitando problemi di “aderenza del primo
3.5. SKIRT AND BRIM 15
strato”. Cio permette di capire anche se l’estrusore e regolato ad un altezza idonea rispetto alpiatto. Inoltre e stato aggiunto il Brim che realizza un aumento del perimetro del primo layer inmodo da aumentare la superficie di adesione ed evitare deformazioni. Ha la stessa funzione del“Raft” in Skeinforge.
I parametri sono:
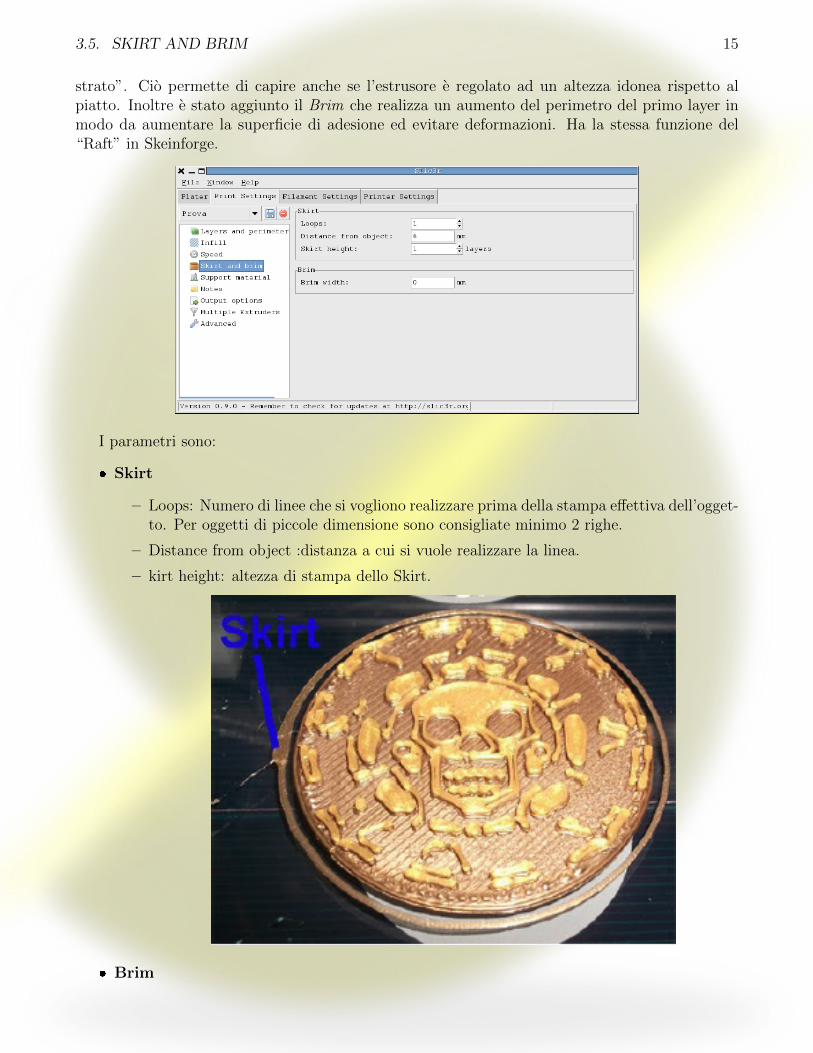
� Skirt
– Loops: Numero di linee che si vogliono realizzare prima della stampa effettiva dell’ogget-to. Per oggetti di piccole dimensione sono consigliate minimo 2 righe.
– Distance from object :distanza a cui si vuole realizzare la linea.
– kirt height: altezza di stampa dello Skirt.
� Brim
16 CAPITOLO 3. PRINT SETTINGS
– Brim width: imposta la dimensione del Brim. E consigliato impostare sempre a 3quando si stampa con ABS ed a 6 per oggetti di grandi dimensioni perimetrali.
3.6 Support material
In questa sezione si puo abilitare la generazione dei supporti e la loro configurazione. Conl’abilitazione si creera un layer che andra a sostenere le zone poste a sottosquadro.
� Generate support material: spuntando la casella si abilita la generazione dei supporti.
3.7. NOTE 17
� Overhang threshold: identifica l’angolo del sottosquadro sul quale porre il supporto.
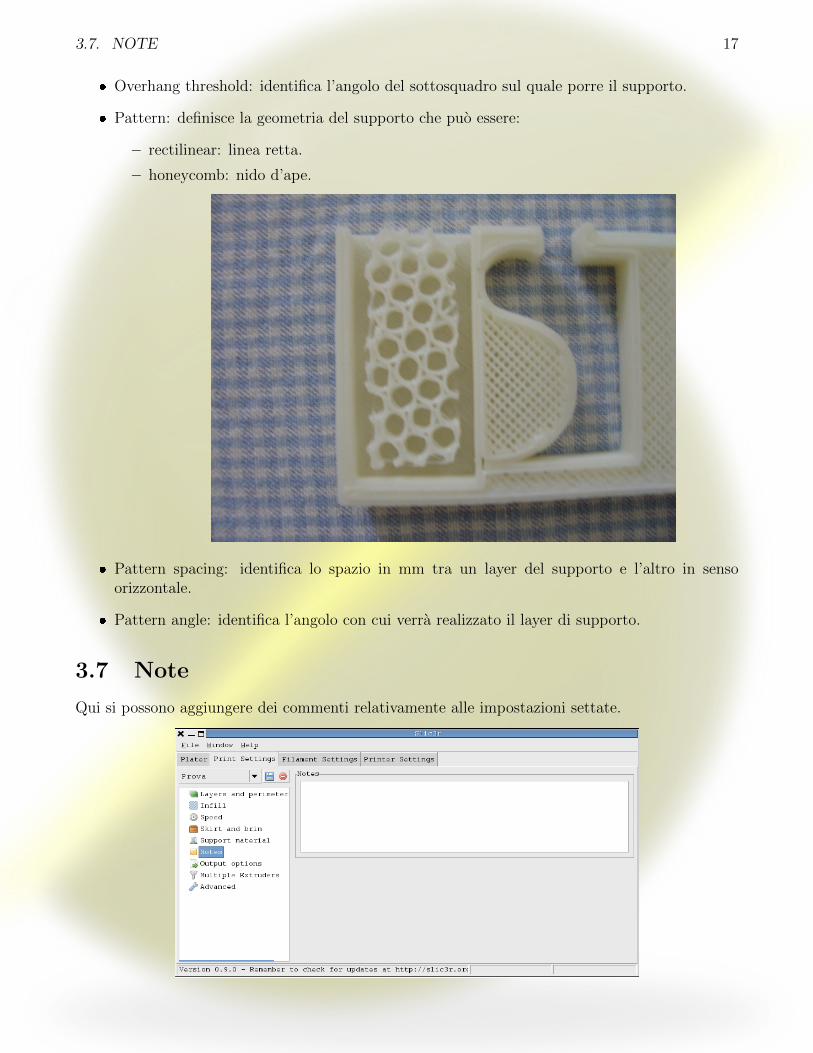
� Pattern: definisce la geometria del supporto che puo essere:
– rectilinear: linea retta.
– honeycomb: nido d’ape.
� Pattern spacing: identifica lo spazio in mm tra un layer del supporto e l’altro in sensoorizzontale.
� Pattern angle: identifica l’angolo con cui verra realizzato il layer di supporto.
3.7 Note
Qui si possono aggiungere dei commenti relativamente alle impostazioni settate.
18 CAPITOLO 3. PRINT SETTINGS
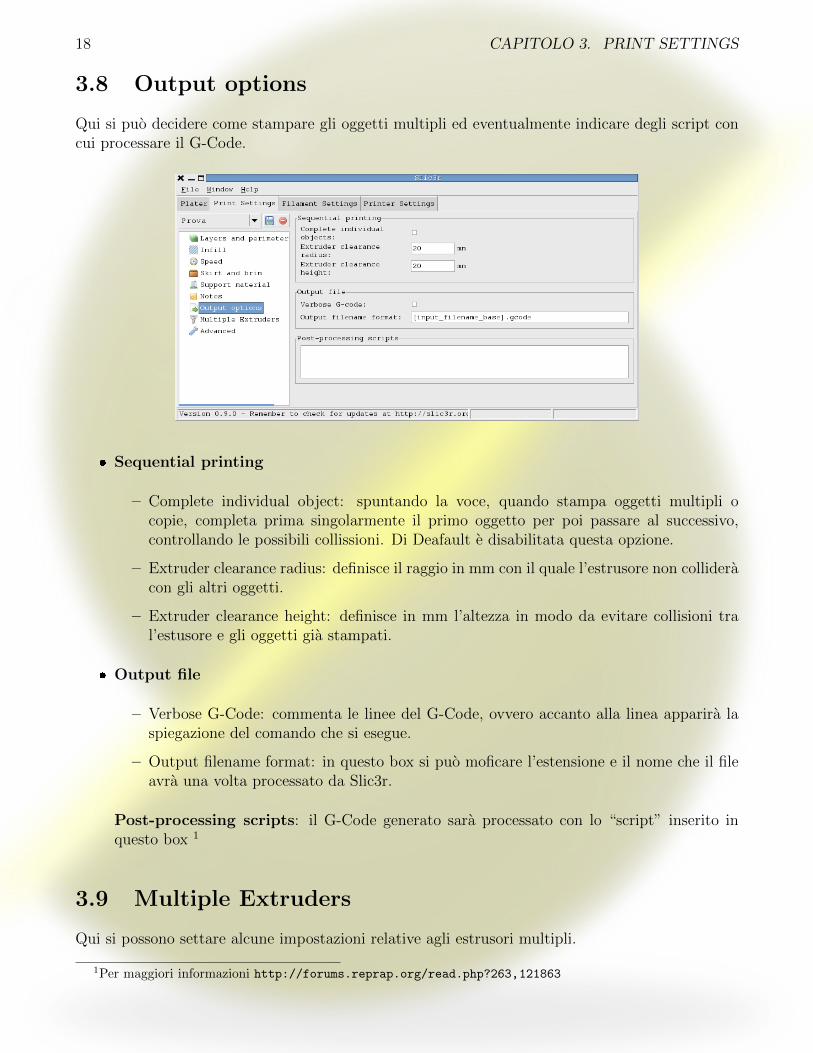
3.8 Output options
Qui si puo decidere come stampare gli oggetti multipli ed eventualmente indicare degli script concui processare il G-Code.
� Sequential printing
– Complete individual object: spuntando la voce, quando stampa oggetti multipli ocopie, completa prima singolarmente il primo oggetto per poi passare al successivo,controllando le possibili collissioni. Di Deafault e disabilitata questa opzione.
– Extruder clearance radius: definisce il raggio in mm con il quale l’estrusore non collideracon gli altri oggetti.
– Extruder clearance height: definisce in mm l’altezza in modo da evitare collisioni tral’estusore e gli oggetti gia stampati.
� Output file
– Verbose G-Code: commenta le linee del G-Code, ovvero accanto alla linea apparira laspiegazione del comando che si esegue.
– Output filename format: in questo box si puo moficare l’estensione e il nome che il fileavra una volta processato da Slic3r.
Post-processing scripts: il G-Code generato sara processato con lo “script” inserito inquesto box 1
3.9 Multiple Extruders
Qui si possono settare alcune impostazioni relative agli estrusori multipli.
1Per maggiori informazioni http://forums.reprap.org/read.php?263,121863
3.10. ADVANCED 19
� Perimeter extruder: selezione l’estrusore col quale fare i perimetri.
� Infill extruder: selezione l’estruosore con quale fare i riepimpimenti.
� Support material extruder: selezione l’estrusore col quale fare i support.
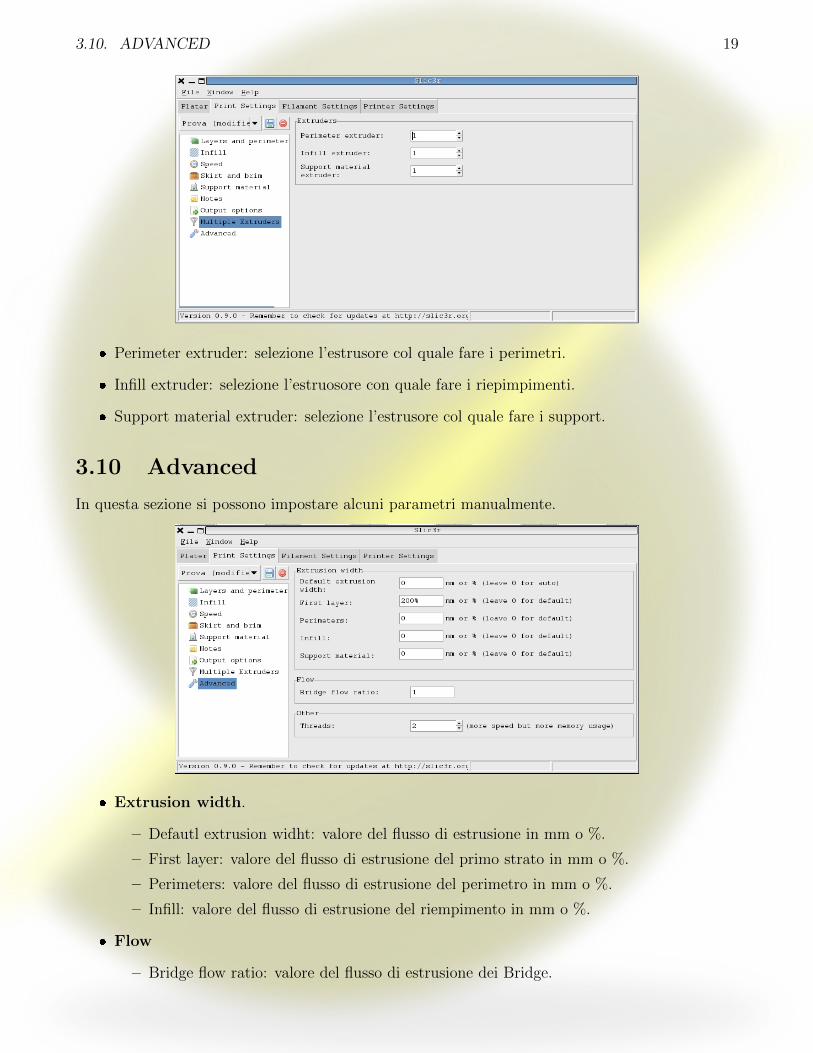
3.10 Advanced
In questa sezione si possono impostare alcuni parametri manualmente.
� Extrusion width.
– Defautl extrusion widht: valore del flusso di estrusione in mm o %.
– First layer: valore del flusso di estrusione del primo strato in mm o %.
– Perimeters: valore del flusso di estrusione del perimetro in mm o %.
– Infill: valore del flusso di estrusione del riempimento in mm o %.
� Flow
– Bridge flow ratio: valore del flusso di estrusione dei Bridge.
20 CAPITOLO 3. PRINT SETTINGS
� Other
– Threads: imposta il livello di parallelizzazione nella generazione del G-Code. Aumen-tando il valore dovrebbe scendere il tempo di processamento a discapito dell’utilizzo dimemoria. Se non si hanno computer particolarmente potenti si consiglia di lasciare ilvalore di Default 2.
2wikipedia
Capitolo 4
Filament Settings
In questa sezione troviamo tutte le impostazione relative alla dimensione del filamento, dell’iniet-tore e la gestione delle temperature e del raffreddamento.
4.1 Salvataggio e caricamento impostazioni
Come per Printing Setting anche queste impostazioni possono essere personalizzate e salvate.
4.2 Filament
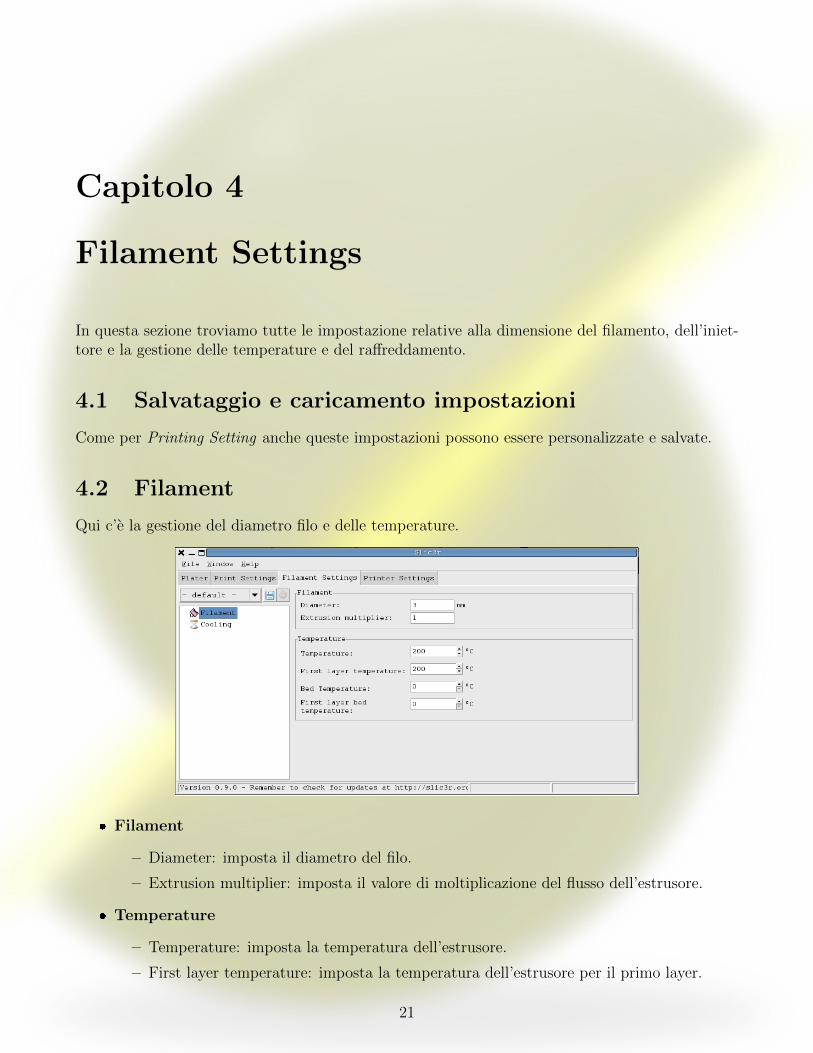
Qui c’e la gestione del diametro filo e delle temperature.
� Filament
– Diameter: imposta il diametro del filo.
– Extrusion multiplier: imposta il valore di moltiplicazione del flusso dell’estrusore.
� Temperature
– Temperature: imposta la temperatura dell’estrusore.
– First layer temperature: imposta la temperatura dell’estrusore per il primo layer.
21
22 CAPITOLO 4. FILAMENT SETTINGS
– Bed Temperature: imposta la temperatura delHeatedBed o “piatto di stampa”.
– First layer bed temperature: imposta la temperatura del piatto di stampa per il primolayer
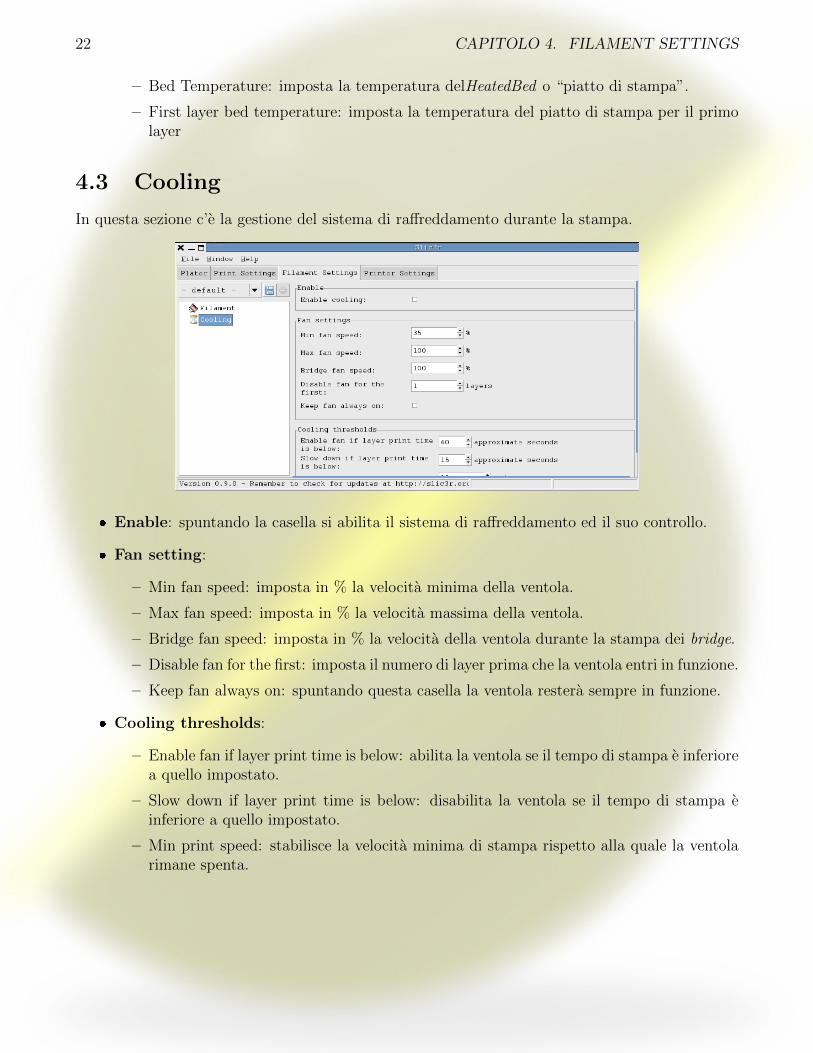
4.3 Cooling
In questa sezione c’e la gestione del sistema di raffreddamento durante la stampa.
� Enable: spuntando la casella si abilita il sistema di raffreddamento ed il suo controllo.
� Fan setting:
– Min fan speed: imposta in % la velocita minima della ventola.
– Max fan speed: imposta in % la velocita massima della ventola.
– Bridge fan speed: imposta in % la velocita della ventola durante la stampa dei bridge.
– Disable fan for the first: imposta il numero di layer prima che la ventola entri in funzione.
– Keep fan always on: spuntando questa casella la ventola restera sempre in funzione.
� Cooling thresholds:
– Enable fan if layer print time is below: abilita la ventola se il tempo di stampa e inferiorea quello impostato.
– Slow down if layer print time is below: disabilita la ventola se il tempo di stampa einferiore a quello impostato.
– Min print speed: stabilisce la velocita minima di stampa rispetto alla quale la ventolarimane spenta.
Capitolo 5
Print Settings
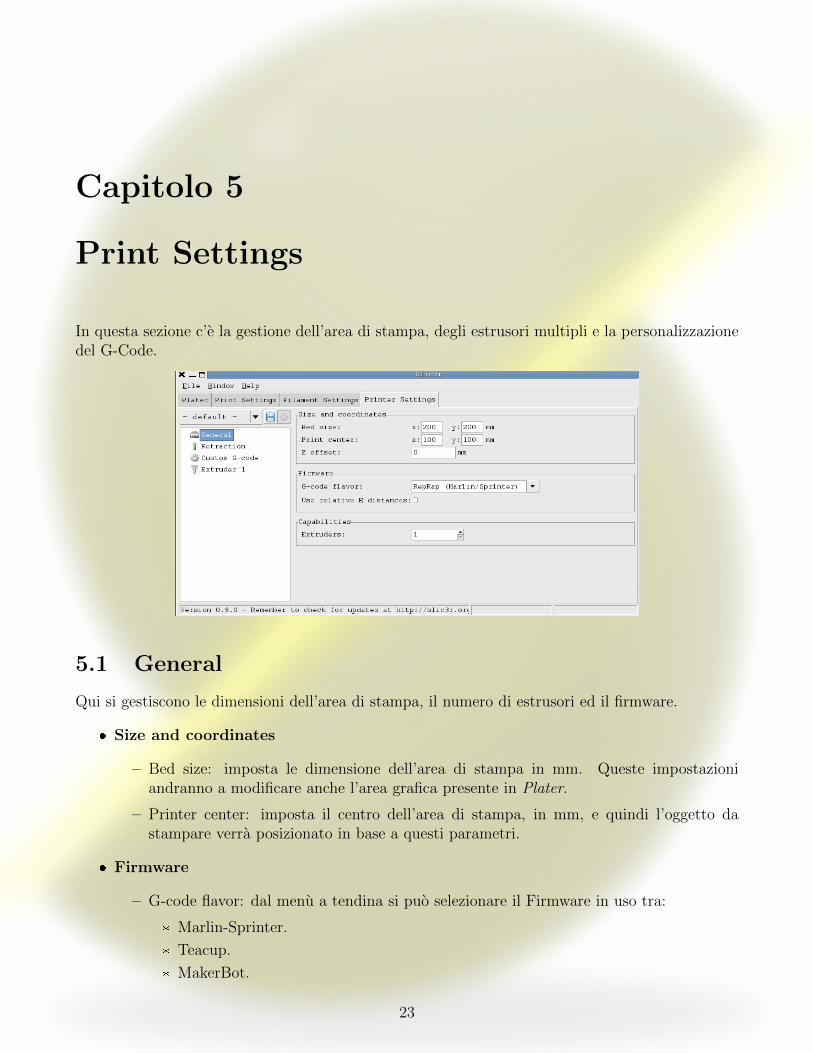
In questa sezione c’e la gestione dell’area di stampa, degli estrusori multipli e la personalizzazionedel G-Code.
5.1 General
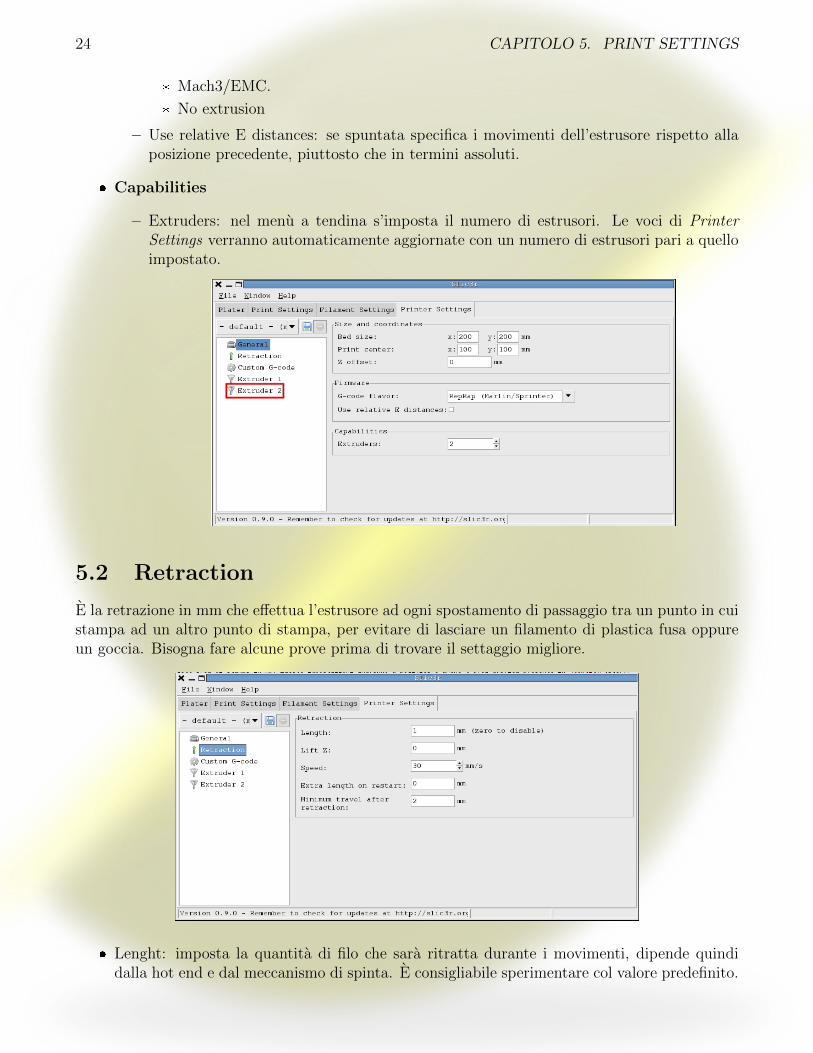
Qui si gestiscono le dimensioni dell’area di stampa, il numero di estrusori ed il firmware.
� Size and coordinates
– Bed size: imposta le dimensione dell’area di stampa in mm. Queste impostazioniandranno a modificare anche l’area grafica presente in Plater.
– Printer center: imposta il centro dell’area di stampa, in mm, e quindi l’oggetto dastampare verra posizionato in base a questi parametri.
� Firmware
– G-code flavor: dal menu a tendina si puo selezionare il Firmware in uso tra:
* Marlin-Sprinter.
* Teacup.
* MakerBot.
23
24 CAPITOLO 5. PRINT SETTINGS
* Mach3/EMC.
* No extrusion
– Use relative E distances: se spuntata specifica i movimenti dell’estrusore rispetto allaposizione precedente, piuttosto che in termini assoluti.
� Capabilities
– Extruders: nel menu a tendina s’imposta il numero di estrusori. Le voci di PrinterSettings verranno automaticamente aggiornate con un numero di estrusori pari a quelloimpostato.
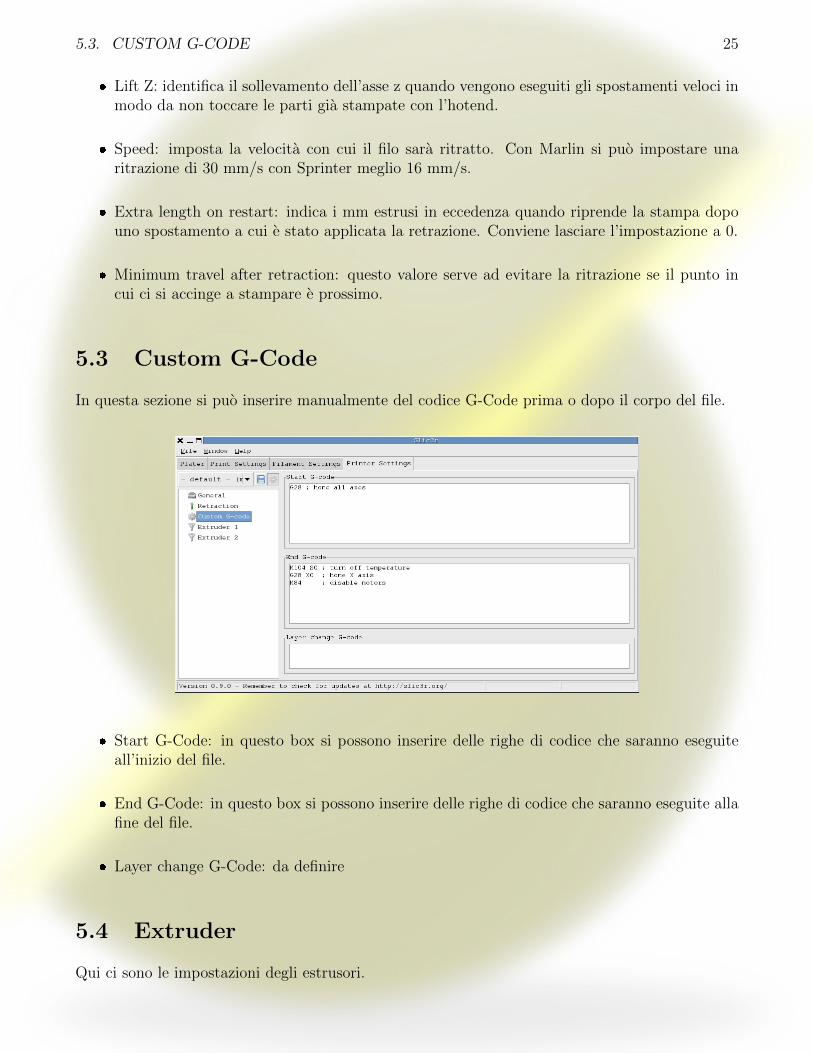
5.2 Retraction
E la retrazione in mm che effettua l’estrusore ad ogni spostamento di passaggio tra un punto in cuistampa ad un altro punto di stampa, per evitare di lasciare un filamento di plastica fusa oppureun goccia. Bisogna fare alcune prove prima di trovare il settaggio migliore.
� Lenght: imposta la quantita di filo che sara ritratta durante i movimenti, dipende quindidalla hot end e dal meccanismo di spinta. E consigliabile sperimentare col valore predefinito.
5.3. CUSTOM G-CODE 25
� Lift Z: identifica il sollevamento dell’asse z quando vengono eseguiti gli spostamenti veloci inmodo da non toccare le parti gia stampate con l’hotend.
� Speed: imposta la velocita con cui il filo sara ritratto. Con Marlin si puo impostare unaritrazione di 30 mm/s con Sprinter meglio 16 mm/s.
� Extra length on restart: indica i mm estrusi in eccedenza quando riprende la stampa dopouno spostamento a cui e stato applicata la retrazione. Conviene lasciare l’impostazione a 0.
� Minimum travel after retraction: questo valore serve ad evitare la ritrazione se il punto incui ci si accinge a stampare e prossimo.
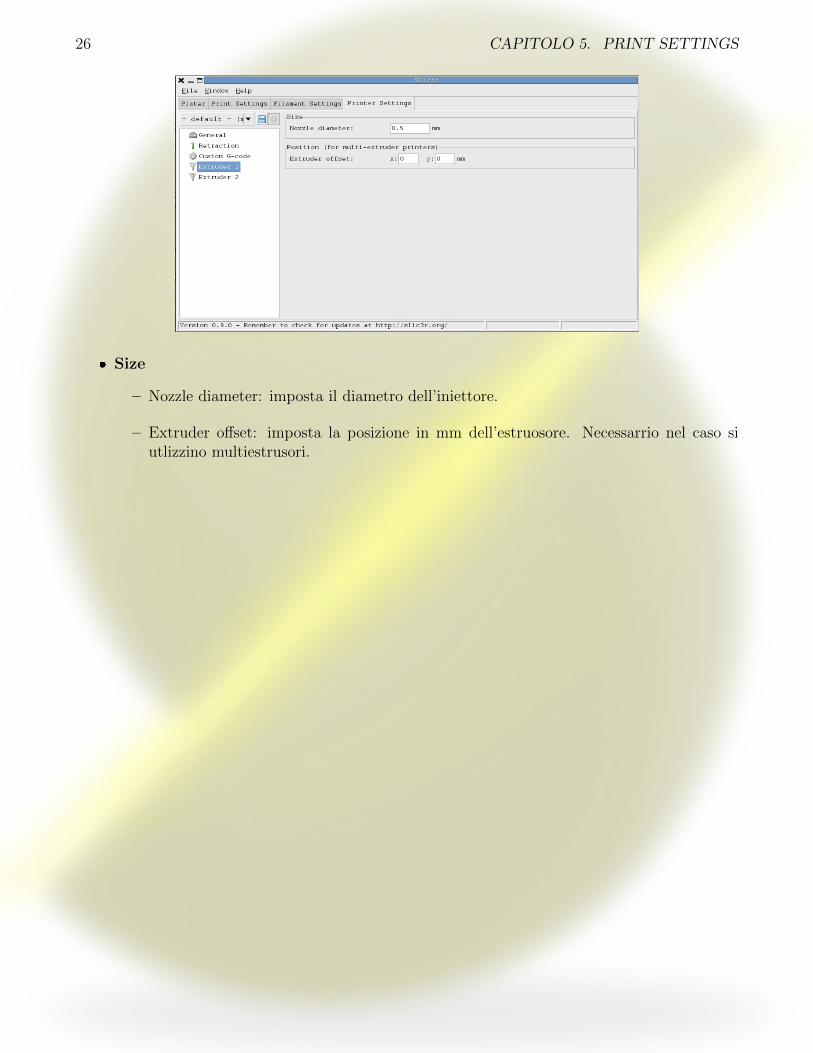
5.3 Custom G-Code
In questa sezione si puo inserire manualmente del codice G-Code prima o dopo il corpo del file.
� Start G-Code: in questo box si possono inserire delle righe di codice che saranno eseguiteall’inizio del file.
� End G-Code: in questo box si possono inserire delle righe di codice che saranno eseguite allafine del file.
� Layer change G-Code: da definire
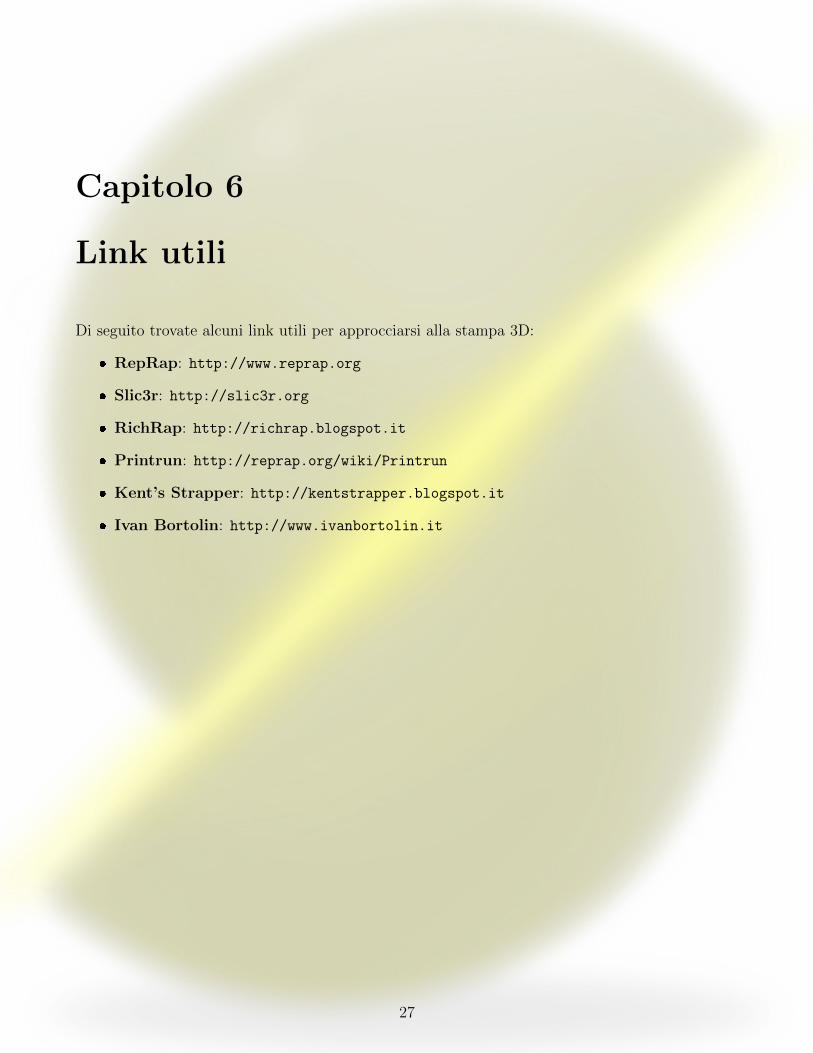
5.4 Extruder
Qui ci sono le impostazioni degli estrusori.
26 CAPITOLO 5. PRINT SETTINGS
� Size
– Nozzle diameter: imposta il diametro dell’iniettore.
– Extruder offset: imposta la posizione in mm dell’estruosore. Necessarrio nel caso siutlizzino multiestrusori.
Capitolo 6
Link utili
Di seguito trovate alcuni link utili per approcciarsi alla stampa 3D:
� RepRap: http://www.reprap.org
� Slic3r: http://slic3r.org
� RichRap: http://richrap.blogspot.it
� Printrun: http://reprap.org/wiki/Printrun
� Kent’s Strapper: http://kentstrapper.blogspot.it
� Ivan Bortolin: http://www.ivanbortolin.it
27