BUSTOCOACH EUROPEAN ON-LINE MAGAZINE - Gennaio / Febbraio 2016
Upload
edipap-srlCategory
view
241download
4description

“Carta & Cartiere” - Anno 27 numero 1 - Reg. Tribunale di Milano numero 8 del 13/1/1990
Organo Ufficiale
Gennaio / Febbraio 2016Organo Ufficiale



DIREZIONE, REDAZIONE, AMMINISTRAZIONE, PUBBLICITA’
Via Pordenone, 13 - 20132 Milano (Italy) tel. 02.21711614
e-mail: [email protected]
STAMPA Prontostampa Srl - Verdellino (BG)
Tiratura: 5.500 copieDistribuzione: 5.438 copie
GARANZIA DI RISERVATEZZAIl trattamento dei dati personali che La riguardano viene svolto nell’ambito della banca dati della EDIPAP SRL e nel rispetto di quanto stabilito dalla Legge 196/03 sulla tutela dei dati personali. I suoi dati non saranno comunicati o diffusi a terzi e lei potrà richiederne in qualsiasi momento
-
L’indice inserzionisti è fornito come servizio supplementare dell’editore, che declina ogni responsabilità per errori.
Gennaio / Febbraio 2016 Anno 27 - N° 1 Reg. Tribunale di Milano No 8 del 13/1/1990
DIRETTORE RESPONSABILE: Gianmaria Pfeiffer
e-mail: [email protected]
DIRETTORE EDITORIALE: Mariella Nasi
RESPONSABILE PUBLICITÀ: Laura Lupi
e-mail: [email protected]
REDAZIONE: Fabrizio Vallari
SEGRETARIA DI REDAZIONE: Veronica Rizzi
GRAFICA: Stefania Giuliana
Mensile di informazione tecnica per la produzione e trasformazione della carta e del cartone
Rivista Organo Ufficiale di
SommarioGennaio / Febbraio 2016
NEWS ................................................................................................................................................6TISSUE ...........................................................................................................................................14Il “Made in France” della cartiera MP Hygiène: una strategia vincente! CONVEGNO MIAC TISSUE.....................................................................................................16Fornitori di linee di trasformazione nel TissueTECNOLOGIA .............................................................................................................................28Pulsar: tecnologie per soluzioni di movimentazione di prodottiTECNOLOGIA .............................................................................................................................34TouchMax, il goffratore delle meraviglie completamente automaticoCONVEGNO MIAC ENERGY - ASSOCARTA ...................................................................38In nome dell’efficienza e dell’industriaSICUREZZA / MOVIMENTAZIONE ....................................................................................52I sensori radar segnano il passoAMBIENTE & SOSTENIBILITÀ .......................................................................................... 56Rapporto Ambientale dell’Industria Cartaria 2015

TECNOLOGIA PER IL RECUPERODEGLI SCARTI DI LAVORAZIONE
NEW AERODINAMICAsince 1984
New Aerodinamica s.r.l.Via S. L. in Cavellas, 21 24060 CASAZZA (BG) Italy
Tel. +39 035 810408 Fax +39 035 [email protected] www.newaerodinamica.com
since 1984
La qualità non è mai casuale, è sempre il risultato di uno sforzo intelligente

News
6 Gennaio / Febbraio 2016
Grazie alla professionalità del Customer Service A.Celli Paper anche le due ribobinatrici presso Interstate Paper Industries in Egitto (Gruppo Indevco) ritrovano la performance.
Il rapporto tra la A.Celli Paper e la Divisione Pa-per Making del Gruppo internazionale Indevco
si consolida un successo dopo l’altro. Gli interventi di upgrade sui loro impianti tissue presenti in Nord Africa sono completamente conclusi. Grazie alla competenza tecnica e alle capacità logistiche-or-ganizzative degli uomini A.Celli Paper, dopo quella in Libano, presso Unipak Tissue Mill in ot- tobre, anche le due ribobinatrici in Egitto, presso la cartiera Interstate Paper Industries, aggiornate nel mese di novembre, ritrovano una rinnovata produttività e ottimi livelli di performance.Una squadra del Customer Service A.Celli Paper, in collaborazione con il personale specializzato della cartiera, ha sostituito i due gruppi taglio, aggiornato il drive, il sistema plc e la trasmissione meccanica sulle due differenti ribobinatrici, por-tando a termine l’intervento in soli sei giorni di
fermo macchina per ogni impianto. Si concludono gli ultimi due dei tre interventi sulle macchine del Gruppo Indevco con eccellenti risultati: ancora una volta con il tempo minimo dell’interruzione produttiva, zero complicazioni e nessun ritardo!“L’attenzione nelle procedure, anche al dettaglio, dimostrata dal team A.Celli in cartiera e la dispo-nibilità dell’azienda rispetto alle nostre richieste e necessità, ha reso possibile questo intervento riducendo al minimo l’impatto sul fermo macchina e garantendoci l’incremento delle performance necessario su queste due ribobinatrici. Questo conferma l’ottima scelta verso un partner titolato e stimato in tutto il mondo con il quale consoli-diamo passo dopo passo una relazione importante iniziata diversi anni orsono. Questi eccellenti risul-tati sono per noi fondamentali in quanto abbiamo in progetto altre iniziative volte a incrementare le performance dei nostri impianti produttivi e sapere che non saremo soli è rassicurante”, ha dichiarato il Project Manager di Interstate espri-mendo tutta la sua soddisfazione e confermando la fiducia verso il fornitore.Un ultimo caso di successo a conferma di quanto il reparto Customer Service A.Celli Paper rappre-senti una parte fortemente strategica dell’azienda, che partecipa al conseguimento dell’obiettivo unico di soddisfare tutte le esigenze dei clienti puntando sempre ed esclusivamente all’eccellen-za tecnologica anche se si tratta di ottimizzare linee di produzione esistenti.
A.Celli Paper e Gruppo Indevco: non c’è uno… senza tre!
OMET annuncia la realizzazione della 750a installazione di macchina per il tissue converting a livello globale dalla sua fondazione nel 1963.È il risultato più evidente della continua ricerca di soluzioni innovative di OMET e della fiducia che clienti provenienti da tutto il mondo tributano a un indiscusso leader di mercato nel settore del tissue converting.
Il raggiungimento delle 750 installazioni di macchine per il tissue converting nel mondo
giunge in un momento di grande crescita del Gruppo OMET che, dal 2009, ha costantemente incrementato il fatturato di un 10% costante ogni anno. Le sue macchine per il tissue converting sono presenti nei cinque continenti e sono segno evidente della posizione di OMET tra le aziende leader nella produzione di macchine modulari per tovaglioli, asciugamani e tovagliette. In oltre 50 anni di presenza nel settore tissue, OMET si è rinnovata continuamente per il rag-giungimento di obiettivi sempre più ambiziosi, so- stenuta da valori e persone che ancora oggi rap-presentano il primo motore dell’azienda. La 750a
installazione nel mondo coincide con la presen-tazione della nuova FV.4 Line (macchina per la produzione di tovaglioli a piega aspirata a 4 piste), di una AS Line per la produzione di asciugamani in carta completamente rinnovata, il progetto di digitalizzazione di tutti i prodotti OMET in ottica di miglioramento dei flussi di processo e incremento della sicurezza operativa e l’introduzione di nuove unità modulari, tra cui Chameleon, gruppo per la stampa digitale diretta di dati variabili su tovaglioli. L’espansione a livello mondiale e la continua inno-vazione che da sempre caratterizzano l’approccio dell’azienda al mercato, sono segnali evidenti di una solidità aziendale che si rispecchia in continue nuove sfide.
OMET installa la 750a macchina per il tissue converting nel mondo

EDIPAP Srl - Via Pordenone 13 - 20132 Milano - Italy - tel. +39 02 21711614 - e-mail: [email protected] - website: www.edipap.com
MOSTRA INTERNAZIONALE DELL’INDUSTRIA CARTARIA
Al MIAC, i principali fornitori
dell’Industria Cartaria espongono macchinari,
impianti e attrezzature, pronti a confrontarsi con le
diverse esigenze e problematiche dei tecnici di
cartiera e dei trasformatori.
Il MIAC rappresenta un’occasione unica per il
proprio aggiornamento professionale!
www.miac.info
OTTOBRE 2016 LUCCA | ITALY
12.13.14

News
8 Gennaio / Febbraio 2016
Una recente indagine condotta dall’istituto svedese di ricerca e tecnologia Innventia ha rivelato che, nel percorso dal riempimento al dettaglio, i sacchi di carta subiscono pochissimi danneggiamenti. La maggior parte delle perdite di prodotto sono dovute a un’errata movimentazione presso i siti di vendita al dettaglio e possono essere evitate informando e istruendo il personale responsabile.
In base al lavoro di ricerca svolto da Innventia, che ha seguito il percorso dei sacchi dal punto
di riempimento a quello di vendita, il livello di danneggiamento riscontrato sui sacchi di carta per cemento e altri materiali da costruzione in polvere
non superava l’1-2 percento. “Siamo infatti dell’opinio- ne che meno di un sacco su cento ne sia interessato in questa parte della catena di fornitura”, ha affermato Kennert Johansson, Senior Project Manager e membro del team di ricerca di Inn-ventia. “Considerando le prove raccolte, è un dato
assolutamente realistico”. L’indagine ha preso in con- siderazione i sacchi di ce-mento in carta e in plastica confezionati con tecnologia FFS (Form-Fill-Seal) ana-
lizzando la catena di fornitura al dettaglio per il fai-da-te e per le imprese di costruzione.
Le percentuali di danneggiamento rilevate per i sacchi FFS sono analoghe a quelle dei sacchi di carta. “Questo risultato confuta le recenti affer-mazioni che i sacchi FFS si danneggino meno di quelli di carta”, afferma Stina Blombäck, Senior Adviser presso CEPI Eurokraft ed EUROSAC, le associazioni che hanno commissionato la ricerca. Tra le cause principali di danneggiamento sono comprese un’errata pallettizzazione e strappi e forature causati dalle forche di carrelli elevatori.È emerso che il livello di scarto è molto diverso da negozio a negozio, a indicare che le differenti pro-cedure e pratiche di movimentazione influiscono considerevolmente sui sacchi e che lo scarto può dunque essere prevenuto attraverso la forma-zione. “Lo studio conferma che, grazie alle loro proprietà uniche, i sacchi di carta assicurano una protezione ideale e una conservazione duratura dei prodotti in polvere”, afferma Stina Blombäck. “Ciò nonostante, consideriamo questo risultato una sfida e siamo quindi già al lavoro per cercare e trovare soluzioni e linee guida per l’industria che riducano ulteriormente tutti i danni e le perdite nella catena di fornitura”.
Sacchi di carta: perfetta protezione del prodotto e bassa incidenza di danneggiamenti
I sacchi di carta offrono la massima protezione del prodotto e si danneggiano poco.
International technology Gro- up ANDRITZ has successfully
started up the pulp line delive-red to JSC Arkhangelsk Pulp and Paper Mill (APPM) at the No-vodvinsk mill, Russia. The new line features ANDRITZ green liquor technology for efficient pulp cooking, refining, and wa-shing and produces 1,000 t/day of semi-chemical pulp for the production of corrugated board from birch and aspen. Semi-chemical pulp is produced in a combination of mild chemi-cal treatment and subsequent mechanical treatment in which the fibers are liberated from the wood matrix. This delignification process step is interrupted at an early stage in order to increase the yield and produce stiff fibers – an important quality criterion in the production of corrugated medium. A major advantage of
the ANDRITZ green liquor tech-nology, which is mainly applied for hardwoods and enhances the fiber quality substantially, is the efficient and easy reco-very of cooking chemicals in the adjacent kraft mill. Thus,
no additional process steps are needed for chemical recovery. With this new line, the produ- ction capacity of APPM has doubled, while productions costs and waste water volume have been substantially reduced.
ANDRITZ successfully starts up semi-chemical pulp line with green liquor pulping technology at JSC Arkhangelsk Pulp and Paper Mill, Russia
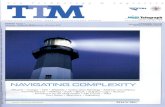
The ANDRITZ semi-chemical pulp line with green liquor technology at Arkhangelsk Pulp and Paper Mill’s Novodvinsk mill, Russia: fiber quality and production capacity significantly increased, production costs and waste water volume substantially reduced.

True pioneers keep pioneering.
Innovation is in our DNA. For over 200 years, Xerium has patented more than 370 innovations that affect you everyday. Today, we have another 50 currently under development to help you with what matters most — results. Innovation doesn’t happen without analysis. With a heritage like ours, analytics are a core competency. We put that competency to work every day helping our customers simulate and analyze machine performance data through our Rezolve simulation technology. The result is machine clothing and roll technology which are specifically engineered for your performance goals using your unique operational parameters.
We are so confident in our approach that we guarantee it, in writing, through our ValueResults program. Imagine the impact on profitability and your operation’s future when you work with a company that can show you what to expect and be accountable for it. You will feel like a kid again, ready to soar.
Challenge us to figure it out. We’re pioneers.
At Xerium, we pioneer innovations that improve
performance and deliver results!
Contact Xerium today to learn how innovation can deliver results for you!
XERIUM.COM
®

News
10 Gennaio / Febbraio 2016
The Italian tissue producer Lucart has successfully started-up its PM4 tissue machine in Porcari (Lucca) after the rebuild committed to Toscotec Spa.
The upgrade includes a modification of the for-ming section and the complete replacement
of the old hood with a new Toscotec MONO Yan-kee Hood fed by natural gas and complete with relevant Air System and Heat Recovery System.The upgrade of the Wire section consists of the replacement of the forming roll and of the main white water saveall, as well as relocation of the headbox and breast roll. PM4 is a Twin wire for-mer with double press configuration for 2,7 m sheet width, dedicated for the white and coloured tissue paper jumbo reels. The aim of the investment is to increase the pro-duction capacity up to 90 tpd and the operating speed of 20% improving the formation quality and reducing the energetic consumptions.
All along concerned with the environment issues, Lucart has recognized in Toscotec the right part-ner for this new project. The hood heating circuit is a mono system cascade type designed considering the future installation of an additional heat exchanger to produce low pressure steam to feed the existing steam box located behind the suction press roll.Thanks to the good cooperation between Tosco-tec and Lucart, the project has been managed in a very short time both for the engineering phase and for the installation at mill site.Today Lucart Group is Europe’s largest producer of MG paper for flexible packaging and is one of the top 10 European manufacturers of paper and tissue products. Furthermore, Lucart is one of the European lea-ding producers of Airlaid products.More than 60 years of experience have allowed Lucart to develop the necessary know-how and technology to create quality products that can satisfy customers’ requirements.The production capacity of Lucart Group is 300,000 tons/year with 10 paper machines and 52 converting lines. The consolidated turnover is around 400 million euro and the number of employees is around 1,200.
Lucart progresses with an investment on its PM4 at Porcari facility
Il Toyota I_Site, l’innovativo sistema per la gestione delle flotte, si è aggiudicato il prestigioso riconoscimento nella categoria Menzioni Speciali, assegnato da Assologistica ed Euromerci.
Con Toyota I_Site, Toyota Material Handling si conferma fiera protagonista del settore e
sempre in prima linea nella proposta di tecnologie all’avanguardia per la gestione delle flotte azie-dali e per massimizzare la sicurezza e l’efficienza
operativa. Il Sistema Toyota I_Site ha dimostrato di fornire una solu-zione di monitoraggio della flotta facilmente accessibile e di compren-sione intuitiva. Utilizzando sistemi telematici montati a bordo macchina, è resa possibile l’analisi del dettaglio delle ore operative, della gestione della batteria, il rilevamento degli urti, oltre al controllo degli accessi.“Toyota I_Site ci permette di ren-dere possibile il raggiungimento degli obiettivi da parte dei nostri
Clienti, a cui Toyota tiene particolarlmente, il miglioramento della sicurezza e la riduzione dei costi, garantendo elevati standard di efficenza e produttività”, ha affermato Davide Santi, After
Sales Manager di Toyota Material Handling Italia.La soluzione va oltre il semplice fleet manage-ment. Toyota I_Site mette infatti nella condizione di poter contare sull’analisi di dati attraverso applicazioni web e definire quindi le opportune strategie per una gestione efficiente ed econo-mica della flotta dei mezzi di movimentazione delle merci. Tangibile il beneficio per il Cliente, che trova un valido supporto nella operatività quotidiana e nella risposta alle più stringenti esigenze: come dimensionare la flotta? Come ridurre i danni causati da uso improprio? Come controllare i costi di gestione? Come garantire l’efficienza e la diponibilità in servizio dei mezzi?Toyota I_Site permette di affrontare con succes-so queste sfide, perchè consente di mettere in atto processi decisionali basati su fatti, in tempi rapidi, per stare al passo con le mutate esigenze operative. Alle base infatti del Toyota I_Site c’è il concetto del “Kaizen”, ossia cambiare per rag-giungere la perfezione, uno dei valori fondanti del Toyota Way.
Davide Santi di Toyota Material Handling Italia, ritira il premio “Il Logistico dell’Anno 2015” (Menzioni Speciali) consegnato da Massimiliano Montalti, Vice Presidente di Assologistica.
Toyota premiata con “Il Logistico dell’Anno 2015”
About Toscotec S.p.A.
Toscotec is a turnkey technology supplier to the global paper industry, offering a complete suite of solutions for the tissue, paper and board manufacture, as well as maintenance services for rolls and cylinders. Based in Lucca, Italy, and with subsidiaries in China and the USA, Toscotec’s tradition of innovation, energy saving and partnership with customers dates back to its foundation in 1948. Since 2013 Toscotec has been the market leader in tissue machines sales.


News
12 Gennaio / Febbraio 2016
Il 19 dicembre scorso A.Celli Paper ha portato a termine con successo l’avviamento presso l’azienda Metalicplas (parte del Gruppo Pehart Tec) della nuova Tissue Machine ad alta velocità con una capacità produttiva di 34.000 tonnellate annue, pari a centodieci (110TD) tonnellate giornaliere.
Il Gruppo Rumeno, a seguito del recente in-gresso di Abris Capital Partners (maggio 2015)
richiedeva un aumento di capacità produttiva im-portante per confermarsi leader nella produzione di prodotti tissue in Romania e sud-est Europa. La nuova visione aziendale mira ad ambiziosi obiet-tivi in questi territori e l’investimento nella nuova tissue machine A.Celli Paper ne è una conferma, assieme all’ampliamento del sito produttivo di Dej oltre a quello di Petresti, un connubio che ga-
rantisce un elevato incremento della capacità produttiva totale del Gruppo (quasi centomila tonnellate l’anno di bobine di carta tissue). Il progetto completo chiavi in mano che comprende la nuova Tissue Machine, con formato al pope di 2.800 mm ed una massima velocità di 1800m/min, include, oltre a tutti gli impianti
ausiliari, anche la nuova cappa con design di ulti-ma generazione A.Celli. A integrare la commessa un impianto di preparazione impasto 100% di pura cellulosa progettato per il trattamento di fibre lunghe e fibre corte, un sistema di movimentazio-ne bobine e una ribobinatrice/taglierina. Una fornitura di eccellenza tecnologica, firma distintiva A.Celli Paper, che fa della sua offerta chiavi in mano la risposta adeguata alle molteplici esigenze del mercato in termini di completezza e flessibilità, unite alla esperienza e alla professio-nalità dell’Azienda italiana, vero e proprio valore aggiunto per i clienti. Lo start-up programmato per la fine del 2015 e completato prima delle festività natalizie si è concluso nei tempi prefissati (il 19 dicembre) e ha permesso alla Metalicplas, di iniziare il nuovo anno nei migliore dei modi. “Il 2015 è stato per Metalicplas e tutto il Gruppo, un anno di rinnovamento contraddistinto da importanti scelte strategiche e grossi investimen-ti. Per crescere abbiamo bisogno di sapere che possiamo fare affidamento su partner di prima qualità e A.Celli Paper si è confermata un fornitore affidabile in grado di forgiare una tecnologia di elevato livello rispondendo a richieste specifiche ed esigenze particolari” ha dichiarato con en-tusiasmo il cliente rumeno raccontando questa esperienza professionale.Abris Capital Partners va a diritto verso il successo grazie anche all’impiego della tecnologia A.Celli Paper, contributo fondamentale ai numero uno della Romania: insieme alla conquista dei mercati del sud-est Europa.
A.Celli Paper: finalizzato con successo lo start-up per il nuovo impianto tissue a Metalicplas (Gruppo Pehart Tec) in Romania
Metalicplas, part of Pehart Grup Companies
Pehart Grup Companies con i suoi tre siti produttivi attivi per la trasformazione di prodotti in carta tissue e il nuovo stabilimento in procinto di partire entro la fine dell’anno – grazie all’ingresso di Abris Capital Parters e ai contributi statali rumeni – è il principale produttore indipendente di carta tissue della Romania. Pehart ha due marchi propri Pufina e Alint e un folto gruppo di clienti retail per i quali produce articoli in tissue a private labels. Attualmente il Gruppo esporta una buona parte della sua produzione nei paesi vicini del centro e sud-est Europa.
Sulzer has been awarded a frame contract for process and medium consistency pumps to the Horizonte 2 project by Fibria Celulose SA, a Brazilian forestry company and the world’s leading eucalyptus pulp producer.
Fibria’s new production line will be built in the Três Lagoas Unit in the state of Mato
Grosso do Sul and it is scheduled for startup in late 2017. Fibria’s new production line with an annual capacity of 1.75 million tons will increase the capacity of Fibria’s existing Três Lagoas mill to 3.05 million tons of pulp per year.Sulzer supplies the manufacturing, testing, packaging, and installation supervision of the centrifugal pumps. The pump package contains Sulzer’s highly efficient AHLSTAR process pumps, MBN multistage pumps and the latest generation of Sulzer MCE medium consistency pumps.Sulzer’s product portfolio covers most of the pro-
cesses in a pulp and paper plant, including water and wastewater applications. The ability to offer complete and high-efficient solutions for overall pumping and mixing needs in the pulp and pa-per industry makes Sulzer a key full-line supplier for every new project in the area. During the construction phase, Fibria’s Horizonte 2 project is expected to create 40,000 direct and indirect jobs. This investment, one of Brazil’s largest export-o-riented private investments, equivalent to US$ 2.2 billion, in the state of Mato Grosso do Sul, will contribute to the country’s balance of trade, create job opportunities, improve the quality of life and foster local, regional and national development.
Sulzer to supply extensive centrifugal pump package to Fibria Celulose in Brazil

TECHNOLOGYINNOVATIONKNOW - HOW
ENVIRONMENT
TECHNICAL SERVICE
QUALITY
TISSUE PAPER BOARD WATER
Our technicians have a wide knowledge of the entire paper processand a deep know-how of the applied chemistry. We work with you to find the best solutions for the quality, productivity and runnability.
OUR GOAL IS YOUR SUCCESS
The specialists
in papermaking chemicals
N.C.R. Biochemical S.p.a.
Tel +39 051.6869611
Fax +39 051.6869617

Da sinistra a destra: Vincent Charpentier, responsabile tecnico e commerciale della KADANT e Christopher Colin, direttore di stabilimento della cartiera MP Hygiène.
14 Gennaio / Febbraio 2016
Tissue
di: Gruppo Kadant
La cartiera MP Hygiène, im-presa familiare indipendente giunta alla 4a generazione, è uno dei principali attori nel set-tore della produzione di carta
asciugamani in Francia. La cartiera realizza, al proprio interno, un ciclo completamente integrato che va dalla produzione di bobine di carta tissue alla relativa trasformazione in prodotti finiti. La sede della cartiera si trova ad Annonay nella regione sud orientale del Rodano-Al-pi. Presieduta da Marc Miribel, la cartiera si è specializzata nella produzione di carta asciugatutto destinata all’uso professio-nale, medicale, nelle applicazioni sanitarie e della trasformazione alimentare. Tutti i
IL “MADE IN FRANCE” DELLA CARTIERA MP HYGIÈNE:UNA STRATEGIA VINCENTE!
Unico produttore francese di carta tissue a poter rivendicare l’origine francese garantita (“Origine France Garantie”), MP Hygiène illustra i risultati ottenuti in termini di morbidezza e spessore della carta grazie all’impiego di lame crespatrici KADANT.
prodotti sono certificati Ecolabel, FSC e PEFC. MP Hygiène è anche l’unico pro-duttore francese di carta tissue in grado di garantire i propri prodotti con il marchio “Origine France Garantie” (origine france-se garantita). “Abbiamo investito 30 milioni di euro all’interno del nostro sito produttivo con lo scopo di produrre 30.000 t/anno di carta Tissue per alimentare le tre unità di trasfor-mazione”, spiega Marc Miribel. “Tutti i nostri prodotti sono a base di fibra vergine al 100%. Siamo orgogliosi di poter offrire ai nostri clienti la garanzia di un prodotto completamente francese”. La macchina tissue tipo Crescent Former fornita da Toscotec, ha una velocità di progetto di 1900m/min e una larghezza utile di 2,8m.“Come fornitore di prodotti di nicchia, il
controllo della qualità rappresenta un punto chiave per il successo dei nostri prodotti. Subito dopo la partenza della continua, grazie all’utilizzo delle lame crespatrici pro-dotte dalla KADANT, siamo stati in grado di aumentare la morbidezza e lo spessore della carta, nonché l’efficienza complessiva della macchina” asserisce Christopher Colin, direttore dello stabilimento.
Approccio personalizzato per prestazioni più elevateLe lame tipo CeraEdge della KADANT uti-lizzate presso lo stabilimento, sono state scelte per soddisfare le esigenze dei clienti finali, variando la tipologia del rivestimento e la geometria del bisello. Per quanto riguarda la produzione di carta igienica, si è scelto di utilizzare la lama tipo CeraEdge S con l’obiettivo di aumentare la morbidezza, mantenendo, al contempo, anche un buon livello di spessore (bulk). Secondo Christopher Colin, l’impiego della lama ha permesso di ottenere, immediata-mente, un foglio più liscio, più morbido e con un buon livello di spessore. In seguito, si è deciso di condurre una prova con una

15Gennaio / Febbraio 2016
lama tipo CeraEdge S che presentava una geometria particolare. Il risultato è stato un aumento dello spessore del 16% a un incremento nella velocità dell’arrotolatore dell’1,5%. Anche se non faceva parte degli obiettivi iniziali, la morbidezza della carta è ugualmente aumentata.Al fine di contenere i costi, un altro obietti-vo dei test effettuati, era quello di ottenere una durata della lama molto lunga a parità di caratteristiche della carta. Per questo motivo, sono state impiegate le lame tipo CeraEdge L le quali hanno permesso di lavorare in continuo per più di 48 ore senza particolari problemi. Inoltre, alcune delle lame provate, hanno raggiun-to, più volte, una durata di 72 ore.
Service completo“Per noi, la relazione di partnership che si è instaurata con KADANT ha avuto un ruolo altrettanto importante, al pari delle lame stesse”, dice Christopher Colin. “Quando si conducono dei test sulla continua, è importante esaminare i miglioramenti ma anche eventuali limiti. Se il fornitore ascolta le nostre necessità,
capisce le nostre esigenze e s’impegna, con il proprio team, a migliorare, noi non possiamo che guadagnarci”. “Essere un’azienda familiare per noi signi-fica lavorare senza barriere gerarchiche. Siamo in grado di implementare rapida-mente idee innovative. Lavoriamo insieme. Ricerchiamo le mi-gliori pratiche disponibili sul mercato per risolvere rapidamente tutti i problemi che si presentano. Questo è il motivo per il quale KADANT si adatta bene a noi. La loro filosofia di lavoro è simile alla nostra”. Vincent Charpentier, responsabile tecnico
e commerciale per la KADANT spiega, “MP igiene è da elogiare per gli sviluppi innovativi che ha apportato nella produ-zione di carta tissue. Essendo vicina ai propri clienti, conosce bene cosa è necessario fare per migliorare i propri prodotti. Il nostro ruolo è quello di aiutare la cartiera nell’ottimizzazione delle caratteristiche della carta per raggiungere gli obiettivi che sembravano impossibili. La vicinanza delle nostre due sedi, assicura anche un servizio di alta qualità: le lame CeraEdge sono infatti realizzate in Savoia, quindi garantite “Made in France”.
Con una larghezza di 2,8m, la continua può raggiungere una velocità di 1900m/min.Le prestazioni della lama crespatrice giocano un ruolo determinante per la qualità della carta e l’efficienza della macchina.
Christopher Colin: “Per noi, la relazione di partnership che si è instaurata con KADANT ha avuto un ruolo altrettanto importante, al pari delle lame stesse”.
Vincent Charpentier: “Le lame tipo CeraEdge sono realizzate in Savoia, nel cuore delle alpi, quindi garantite Made in France.

16 Gennaio / Febbraio 2016
Convegno MIAC Tissue
FORNITORI DI LINEE DI TRASFORMAZIONE NEL TISSUELa seconda Sessione del Convegno MIAC Tissue, organizzato durante la seconda giornata di MIAC 2015, la Mostra Internazionale dell’Industria Cartaria di Lucca e moderato da Bodo Kottwitz della società BKay-Tissue Advice, presenta dati di mercato con le relative previsioni di sviluppo, insieme ai contributi diretti delle aziende leader di settore sui più recenti aggiornamenti a livello tecnologico.
di: Fabrizio Vallari
Con il contributo di ricercatori e consulenti e con le testi-monianze degli operatori leader di settore, la seconda Sessione del Convegno MIAC Tissue fornisce dati di mercato e informazioni dettagliate sui più recenti sviluppi delle linee di trasformazione del tissue a livello
tecnologico, che si concentrano su soluzioni flessibili e su misura in grado di assicurare elevata efficienza e costi di esercizio contenuti. La fase della trasformazione del tissue è ricca di innovazioni in grado di dare ai prodotti maggior valore aggiunto, oltre a offrire moltissime possibilità per cambiare le caratteristiche del prodotto. È la fase del processo produttivo più flessibile, che consente di combinare diverse tecnologie in maniera modulare per ottenere elementi unici e differenzianti rispetto alla concorrenza a livello di prodotto, logistica e packaging. Fattori importanti considerando che uno dei modi per inserire un prodotto sul mercato è di dare agli operatori della distribuzione un’offerta dalle caratteristiche innovative che si sappia distinguere in modo significativo.Impegnati nel dare ai propri clienti una maggiore efficienza produt-tiva e al consumatore finale una carta più bianca, più consistente e che abbia maggior corpo e morbidezza, i fornitori di macchinari e attrezzature per la trasformazione del tissue hanno un ruolo chia-ve nel processo produttivo. Realizzano macchine con prestazioni sempre più avanzate caratterizzate da elevati livelli di efficienza, flessibilità e affidabilità, in grado di raccordarsi alle esigenze sia dei consumatori finali che della distribuzione. Tutto ciò si traduce, per i costruttori di macchine, in una ricerca di innovazioni tecnologiche capaci di soddisfare le continue richieste del mercato.

17Gennaio / Febbraio 2016
L’ANDAMENTO DEL MERCATOBodo Kottwitz, BKay-Tissue Advice
Il mercato del tissue a livello globale è cresciuto costantemente dal 2001 al 2014. A parte il 2009, che non è stato positivo a causa
della crisi mondiale, in tutti gli altri anni la crescita si è attestata intorno a una media di circa un milione di tonnellate per anno. In particolare il 2010 ha segnato una ripresa consistente del mercato mentre negli anni successivi il tasso di crescita si è ridotto, ma in generale i dati hanno evidenziato un trend di aumento medio del 4-5% annuo. Circa un terzo della crescita mondiale negli ultimi 14 anni del mercato del tissue, pari a oltre 12,5 milioni di tonnellate, è da riferirsi ai consumi della Cina, che hanno superato 4 milioni di tonnellate, seguita dai Paesi dell’America Latina che hanno raggiun-to quasi 2 milioni di tonnellate. Le altre principali macroaree (Nord America, Europa occidentale e Giappone) sono invece mercati saturi che mostrano una stabilità dei consumi. Considerando la globalità dei consumi di tissue (circa 33,5 milioni di tonnellate nel 2014 a livello mondiale), la Cina ha superato l’Europa occidentale diventando il secondo mercato mondiale dopo il Nord America. Il Nord America continua a primeggiare e a detenere il 25% dei consumi globali, seguito dalla Cina (19,5%), dall’Europa occiden-tale (19,2%) e dall’America Latina (11%). L’America Latina inoltre ha superato il Giappone e i Paesi del Far East, mentre l’Europa orientale sta lentamente avvicinandosi ai livelli di consumi del Giappone.Ampliando l’orizzonte temporale fino al 2017, la previsione è di una crescita globale del mercato del tissue di circa 4,7 milioni di tonnellate. Il mercato europeo non crescerà più come in passato,
mentre si ritiene che gran parte di questo incremento dei volumi sarà imputabile alla Cina che assorbirà circa il 40% dell’aumento previsto e ai Paesi dell’America Latina. In questo scenario è previsto un aumento della capacità produttiva, soprattutto a opera di Cina, America Latina ed Europa dell’Est, che non incoraggerà ulteriori investimenti nel settore.
Il tissue in EuropaIl tissue in Europa vale complessivamente oltre 8,3 milioni di tonnel-late, dove i mercati principali sono Germania (17% dei consumi), Regno Unito (13%), Francia (10%), Italia (10%) e Penisola Iberica (10%) che insieme superano il 50% del totale mercato europeo. È sempre l’Europa occidentale che detiene il mercato più cospicuo,
Sponsor della Sala Convegni di MIAC 2015 è stata l’azienda VOITH PAPER.
Bodo Kottwitz, BKay-Tissue Advice.

Convegno MIAC Tissue
18 Gennaio / Febbraio 2016
ma l’Europa orientale sta crescendo in modo considerevole. Nel 2000 i Paesi dell’Europa orientale, insieme alla Russia, avevano una quota pari al 12% dei consumi complessivi europei, mentre nel 2014 questo valore è salito al 22%. Per l’Europa occidentale e orientale insieme si prevede un incremen-to nei prossimi cinque anni di circa 700 mila tonnellate. A crescere
maggiormente saranno i consumi di Germania (80 mila tonnellate), Russia (90 mila tonnellate), Polonia (60 mila tonnellate), Regno Unito (62 mila tonnellate) e Italia (58 mila tonnellate). Infine quanto ai progetti che sono stati annunciati, per l’Europa occidentale nel periodo 2016-2018 sono previsti ulteriori aumenti di capacità pro-duttiva pari a circa 450 mila tonnellate.
PRODOTTI HIGH-TECH CON BENEFICI AMBIENTALI E DI IGIENEHugh O’Brian, Director The Tissue Story
Sono molti i motivi per i quali dobbiamo essere orgogliosi dei prodotti che costituiscono il mercato del tissue. Mi occupo
di questo settore da più di 30 anni e abbiamo una storia molto interessante da raccontare, condividendo informazioni che posso-no aggiungere valore al mercato. Informazioni che sono presenti anche sul sito web di Tissue Story, che costituisce una piattaforma di dati e fatti rilevanti a disposizione degli operatori dell’industria del tissue, da condividere non solo con gli addetti ai lavori ma anche con il pubblico. I prodotti tissue hanno dei vantaggi unici dal punto di vista dell’i-giene e sono realizzati con materiali ultra leggeri con una grande tecnologia high-tech dal punto di vista ingegneristico e scientifico di cui spesso non ci si rende conto. L’industria cartaria si basa su una materia prima che proviene in gran parte da foreste soste-nibili; inoltre circa il 40% delle fibre impiegate proviene da fonti riciclate. Non riesco a pensare a nessun altro settore manifatturiero con questi valori di sostenibilità: l’industria delle materie plastiche, della produzione automobilistica e acciaio per esempio si basano su risorse limitate e non rinnovabili.Nella maggior parte dei Paesi del mondo, un giorno senza prodotti tissue sarebbe impensabile. Carta igienica, asciugamani di carta, salviette per il viso e tovaglioli giocano tutti un ruolo importante in
materia di pulizia e comfort. Secondo gli esperti, l’igiene è il fattore numero uno nella salute umana in tutto il mondo. I prodotti tissue funzionano meravigliosamente bene nel promuovere l’igiene e aiutare a prevenire la diffusione della sporcizia e delle malattie. Hans Rosling, Professore di salute globale del Karolinska Institutet di Stoccolma, prestigiosa Università responsabile anche dell’asse-gnazione del premio Nobel per la medicina, ha condotto diversi studi sul colera e ricostruendo il percorso dell’ultima epidemia in Cile per individuarne le cause, ha scoperto che si è diffusa a partire dagli strofinacci da cucina sporchi.Se al loro posto fossero stati usati gli asciugatutto in carta, questa epidemia di colera si sarebbe potuta evitare. Il tissue sembra un
prodotto semplice, ma non è così. La sua fabbricazione ri- chiede una combinazione unica di chimica e ingegneria mecca-nica e fluidodinamica, oltre che fisica di base, con macchinari enormi e molto veloci in grado di eseguire operazioni di stampa e goffratura. Dobbiamo edu-care e formare consumatori, studenti, rappresentanti delle Istituzioni, studiosi, scienziati e ambientalisti affinché possano apprezzare il tissue.Dobbiamo essere ambasciatori di questi messaggi positivi e ri- volgerci alle nuove generazioni spiegando i positivi risvolti am- bientali del nostro business, sottolineando anche l’alto livel-lo tecnologico e i vantaggi per quanto riguarda le problemati-che di salute e igiene.
Hugh O’Brian, Director The Tissue Story.
I Corridoi di MIAC 2015.

la scelta vincente
elevati livelli elevati livelli

Convegno MIAC Tissue
20 Gennaio / Febbraio 2016
CHAMELEON E KOALA BY OMET: UNA RIVOLUZIONE CHIAMATA FLESSIBILITÀAlberto Colombo, Product Manager Omet
Nel giugno 2015 Omet ha presentato in anteprima mondiale 2 nuovi prodotti modulari ad avanzato contenuto tecnologico:
CHAMELEONbyOMETTM, gruppo stampa digitale inkjet a 4 colori senza uso di cliché e KOALAbyOMETTM, sistema rivoluzionario di cambio rapido della goffratura con lamierini magnetici.CHAMELEONbyOMET è il nuovo sistema di stampa dati variabili “direct-print” in cui un computer installato a bordo macchina riceve i file delle grafiche variabili e li elabora secondo precisi parametri stabi-liti dall’operatore. Il nuovo sistema di stampa, interamente sviluppato dal reparto R&D Omet, utilizza testine di ultima generazione, ed è in grado di stampare fino a una risoluzione massima di 600x600dpi e con una velocità massima fino a 200m/1’ in quadricromia e fino a 400m/1’ in monocrome.Il gruppo stampa digitale CHAMELEONbyOMET può stampare qualsiasi tipo di immagine in alta risoluzione da file digitale. Riguardo a ciò che è possibile stampare e ai criteri di personalizzazione del prodotto finale, rappresenta un vero e proprio cambio di prospettiva per i produttori di tovaglioli e tovagliette. Grazie alla possibilità di inserire dati variabili e grafiche diverse per ogni tovagliolo piegato o per gruppi di tovaglioli, il prodotto acquisisce unicità e personali-tà e “parla” una pluralità di linguaggi. Esso si trasforma, secondo gli usi, in un veicolo pubblicitario o in un oggetto di culto. Con CHAMELEONbyOMET si concretizza la possibilità di una stampa on-demand per piccole tirature dove il tissue converter può spendere un argomento di vendita in più nella trattativa: la customizzazione del prodotto tissue stampato. La ricerca della massima flessibilità operativa e modularità delle macchine OMET per il tissue converting, pensate per velocizzare i cambi lavoro e ridurre gli scarti, si sposa perfettamente con il nuovo approccio al mercato inaugurato dal nuovo gruppo digitale. Non solo rende possibile la razionalizzazione dei costi per le piccole tirature e l’azzeramento di tempi e costi per i cambi lavoro, ma è un vero e proprio strumento di marketing che permette di differenziarsi sul mercato con infinite so- luzioni e idee innovative.Parallelamente abbiamo sviluppato un sistema altrettanto flessibile e rivoluzio-nario per la goffratura - KOALAbyOMET - che consiste nel cambio della goffratura attraverso la sostituzione di due lamierini in acciaio incisi al laser, posti su 2 cilindri lisci provvisti di magneti permanenti. L’operatore non deve più movimentare i pesanti cilindri goffratori ogni qualvolta necessario, ma semplicemente applicare agli stessi - che rimangono in posizione fissa in macchina - i lamierini recanti il disegno di incisione prescelto. L’introdu-zione di lamierini abbinati ai cilindri ma-gnetici al posto dei cilindri goffratori rende semplice e meno onerosa dal punto di vista economico una delle operazioni più
gravose del tissue converting e permette di avere goffratori sempre efficienti, prerogativa fondamentale per il corretto funzionamento di una macchina converting per il settore tissue.Attraverso KOALAbyOMET si abbattono i costi delle attrezzatu- re del 90% e, inoltre, si accorciano i tempi di approvvigionamento delle stesse, eliminando il rischio di ricevere cilindri non conformi ed evitando inoltre l’uso di paranchi di sollevamento e costi di stoccaggio per l’attrezzatura di goffratura. Il risparmio ovviamente è anche nei tempi di attrezzaggio e set-up dei goffratori; i lamierini, entrando accoppiati sui cilindri, si “fasano” in modo automatico e sono im-mediatamente operativi. KOALAbyOMET è un gruppo modulare che rende la goffratura una variabile strategica nella gestione delle richieste del cliente grazie agli ampi margini di personalizzazione. Il taglio drastico dei costi di goffratura ne allarga i confini in termini di possibilità di personalizzazione. Diventa fattibile realizzare qualsiasi ti-po di goffratura customizzata, e/o abbinata alla stampa, per mettere in rilievo scritte e immagini a costi minimi e con tempi di realizzazione rapidissimi. Molto interessante, infine, il possibile abbinamento con il gruppo stampa digitale CHAMELEONbyOMET per stampa e goffra-tura personalizzate on-demand. “Make things as simple as possible, but not simpler” è il leitmotiv che ha accompagnato lo sviluppo di questi due nuovi prodotti e tecnologie: pensiamo di esserci riusciti.
Alberto Colombo, Product Manager Omet
Grande interesse da parte del pubblico partecipante al Convegno MIAC Tissue.

Per maggiori informazioni
non esitate a contattare il nostro
servizio tecnico-commerciale
Dall’impianto completo chiavi
in mano ad ogni singola parte
della macchina da carta
Soluzioni personalizzate per la
produzione di tutti i tipi di carta
DE IULIIS C&A S.p.A.
Via XXV Luglio 116
84013 Cava de’ Tirreni (SA) ITALY
Tel. +39 089463844
Fax +39 089344485
www.deiuliis.it
MACCHINE PER CARTIERE
DE IULIIS C.&A.
Casse d’afflusso
Tavole piane
Cilindri formatori
Gruppi presse
Seccherie
Size-press
Arrotolatori ed elettroavvolgitori
Calandre e soft calandre
Sistemi di trasferimento bobine
Ribobinatrici
Tendicompensatori
Regolatela/feltro
Sistemi di passaggio coda
Gruppi rotore per spappolatori

Convegno MIAC Tissue
22 Gennaio / Febbraio 2016
LE SOLUZIONI SU MISURA AIUTANO I TRASFORMATORI AD AUMENTARE I PROFITTIAleksandar Tomovic, CEO 9. Septembar - Tissue Converting
9. Septembar - Tissue Converting è un produttore con sede in Serbia di macchine per convertire la carta. Da più di 30 anni
l’azienda realizza macchine per la produzione di tovaglioli, fazzoletti, avvolgitori e taglierine. Le linee produttive possono includere sezioni di stampa, con la possibilità di impressione perfetta di 6 colori, trasporto automatico, sezione di laminazione, sezioni di goffratura e unità di imballaggio. La grande varietà di modelli può soddisfare tutte le esigenze degli acquirenti fino alle linee produttive comple-tamente automatizzate, monitorate dalla sede di 9.Septembar h 24 per 7/7 giorni via Internet. Le macchine sono installate in più di 40 Paesi nei 5 continenti, dalla Russia all’Africa, Brasile, Stati Uniti e Canada fino alla Nuova Zelanda. Negli ultimi 30 anni, l’azienda ha prodotto più di 200 linee che funzionano con successo in tutto il mondo, grazie all’utilizzo di attrezzature di alta qualità attrezzate con le più recenti tecnologie, alla facilità di funzionamento, ai ridotti interventi di manutenzione, ai prezzi competitivi e a un’eccellente linea 24/7 di servizio ai clienti. Siamo molto orgogliosi dei risultati che abbiamo conseguito, so-prattutto nei tempi più recenti che hanno visto un forte aumento della produzione. Uno dei fattori di questo successo è dovuto alla nostra capacità di comunicazione con il cliente, per cercare di capire di cosa abbiano bisogno prima di suggerire loro le soluzioni più adeguate. Noi lavoriamo con persone che trasformano e fanno converting e la prima cosa è proprio di affiancarli sul campo affinché possano trovare le risposte più adatte alle loro esigenze, in modo che capiscano che lavorando insieme saremo sempre più forti sul
mercato. Per questo è impor-tante visitare i clienti, imparare dalla loro esperienza e adotta- re una comunicazione aperta e franca. Grazie al lavoro in team dobbiamo aiutarci gli uni con gli altri, per poter crescere in-sieme e migliorare il valore delle produzioni. Non basta trovare il modo più efficace, più veloce o più efficiente per realizzare un prodotto, ma occorre capire soprattutto quali sono le reali esigenze dei clienti, per poi arrivare a delle economie di scala necessarie affinché l’applicazione delle nuove tecnologie sia sostenibile anche dal punto di vista finanziario.Un altro fattore di successo riguarda proprio la capacità di creare valore per i clienti. E non mi riferisco solo al prezzo, ma a tutto ciò che attiene ai loro bisogni, realizzando soluzioni personalizzate che permettano di aumentare la redditività. Per poter fare tutto questo dobbiamo innovare e spesso la soluzione migliore risiede nel modo più semplice di fare le cose, cliccando per esempio un pulsante per cambiare in pochissimi secondi la dimensione o il formato dei tova-glioli. Infine l’ultimo fattore critico di successo riguarda l’assistenza post vendita, fondamentale quando si realizzano dei macchinari che dovranno lavorare in piena efficienza per molti anni. Occorre rendere il servizio di assistenza facilmente accessibile ai clienti e ri-solvere eventuali problematiche in modo semplice e in pochi minuti, in modo da abbattere i costi relativi ai fermi di produzione.
AUMENTARE L’EFFICIENZA DEGLI IMPIANTI TISSUE TRAMITE L’INTEGRAZIONE DELLA LOGISTICAStefano Fornasini, EMEA Commercial Director Paper & Hygiene Products Elettric 80
Ancora oggi nel tissue ci sono diverse aree in cui l’automazione può contribuire a far risparmiare risorse finanziarie, a ridur-
re il consumo di suolo, gli sprechi di energia, i danni a prodotti e strutture, aumentando al contempo la sicurezza dell’ambiente di la- voro e contribuendo a uno sviluppo più sostenibile. In un impianto di converting, alcune di queste aree sono: movimentazione delle bo- bine madri e delle materie prime, palettizzazione, fasciatura del prodotto finito, stoccaggio e preparazione delle spedizioni. Un esempio riguarda lo stabilimento Rotocart, in provincia di Padova, in via di installazione fra il 2016 e il 2017, che sarà il primo impianto italiano tissue completamente integrato con sistemi Elettric 80.I risparmi possibili sono immediatamente evidenti: invece dei 75.000 mq. convenzionalmente necessari per convertire 200.000 tonnellate di tissue, Elettric 80 ne ha utilizzati soltanto 45.000 con un risparmio enorme in termini finanziari (costo stimato di un edifi-cio industriale pari a 800-1.000 Euro/mq.). Proprio l’utilizzo di una
superficie minore, ha facilitato Rotocart nell’ottenere il permesso di costruzione dall’Amministrazione Comunale. Questo risparmio è stato poi investito in tecnologia avanzata.Elettric 80 fornirà un sistema logistico integrato composto in totale da 23 LGV di 4 tipologie diverse: 3 LGV Elephant per movimen-tazione delle bobine madri; 4 LGV Quad 4 posti paletta per il trasferimento delle palette piene dai palettizzatori ai fasciatori e dai fasciatori al magazzino; 10 LGV CB30 4 posti paletta per il trasferi-
Aleksandar Tomovic,CEO 9.Septembar Tissue Converting.
Stefano Fornasini, EMEA Commercial Director Paper & Hygiene Products Elettric 80.

[email protected] / www.bonetti.com
One step aheadfor the paper industry
Crespatore BONCREPELama MIZAR
SISTEMI DI CRESPATURALAME CRESPATRICI CERAMICHE

Convegno MIAC Tissue
24 Gennaio / Febbraio 2016
mento di prodotti finiti dal magazzino all’area di preparazione del carico camion e 6 LGV CB12 1 posto paletta per la movimentazione di materie prime, prodotti a bassa rotazione e pallet non conformi.A valle delle 12 linee converting di Rotocart, sono previste 8 isole di palettizzazione Dragon e 3 isole di palettizzazione Condor com-pletate da 4 fasciatori robotizzati Bema. Le bobine madri saranno gestite in modo completamente automatico da 3 LGV Elephant. La loro presa delicata permette di preservare lo spessore di carta, che normalmente un carrello manuale danneggia. Ipotizzando anche solo l’1% di risparmio, si parla di circa 2000 t/anno di carta.I prodotti finiti, su Europallet, provenienti dalla produzione saranno inviati al magazzino ad alta densità SmartStore, mentre i prodotti a bassa rotazione o su palette fuori standard saranno smistati a un magazzino ausiliario. Queste palette non conformi, anche se in percentuale molto bassa, possono costituire un problema, se non si sa dove collocarle. Inoltre, se considerate su base annua, rappresentano comunque un numero rilevante, e creano inciampi: ma i sistemi automatizzati Elettric 80 sono in grado di gestirle.
All’occorrenza l’LGV CB12 preleverà il prodotto necessario e lo trasferirà all’area di picking o di spedizione.La gran parte dell’output di produ-zione sarà portato tramite gli LGV Quad aI magazzino ad alta densità SmartStore. I vantaggi che questo magazzino automatizzato offre so-no molteplici: ottimizza lo spazio in magazzino, stoccando i prodotti con una densità da 3 a 4 volte maggiore rispetto a uno stoccaggio a terra e consente di tracciare il prodotto in maniera totale, nonché di inventa-riare i prodotti con un’accuratezza del 99,9%. Tutti i sistemi Elettric 80 sono guidati e controllati da un uni-co software proprietario chiamato Smart Decision Maker, in grado di interfacciarsi con SAP, JD Edwards, Red Prairie, Oracle e altri.
Grazie al software è possibile centralizzare i sistemi di gestione e controllo, coordinare e supervisionare l’automazione dello stabili-mento e ottimizzare i flussi interni degli LGV.Integrazione significa, in poche parole più sicurezza, minor consu-mo di suolo, minori costi in energia, tracciabilità totale dei prodotti e migliore gestione dei materiali di consumo, nonché aumento delle competenze professionali degli operatori. Non sono benefici attesi, ma reali, perché già ottenuti in altri impianti analoghi pienamente operativi in altri Paesi: il più recente stabilimento con queste carat-teristiche si trova in Svezia.Da molti anni Elettric 80 sviluppa soluzioni totalmente integrate per il tissue, collaborando con clienti in tutto il mondo per risolvere le loro sfide logistiche, aiutandoli a ottimizzare i layout di stabilimento per rendere i flussi di prodotto più efficienti e sicuri, diminuendo i costi operativi e utilizzando più efficacemente le risorse. Questi obiettivi fanno parte integrante della visione Elettric 80. Integrazio-ne e automazione rendono ovunque più sicuri gli stabilimenti tissue e ne migliorano la catena del valore.
LE LINEE CONVERTING AI NOSTRI GIORNIMarco Omeri, R&D Project Manager Fabio Perini
La Fabio Perini continua la serie di presentazioni di macchine innovative che l’ha contraddistinta negli ultimi anni: macchine
e prodotti “Visibly More”, con caratteristiche peculiari e distintive, che le differenziano nel mercato del Tissue e delle linee Converting. Alcuni esempi sono le tecnologie Glue Free o i prodotti Solid+ e soprattutto Constellation, la macchina che ha superato il concetto tradizionale di avvolgimento.La roadmap di innovazione della Fabio Perini ha segnato un al-tro passo importante per il MIAC 2015, cercando di soddisfare i requisiti più importanti per lo sviluppo delle Linee Converting di oggi: sicurezza, efficienza, flessibilità sono drivers fondamentali nello sviluppo di macchinari industriali contemporanei e la Lean
Manufacturing rappresenta un approccio da cui non è possibile prescindere nella definizione di un nuovo processo industriale.
La Sala Convegni del MIAC in occasione del Convegno MIAC Tissue.
Marco Omeri, R&D Project Manager Fabio Perini.


Convegno MIAC Tissue
26 Gennaio / Febbraio 2016
Ricerca tecnico commerciale
Azienda leader nel settore dei prodotti chimici per l’industria della carta, ricerca tecnico commerciale per la zona Nord Est d’Italia. Si richiede co-noscenza tecnica delle applicazioni e un minimo di esperienza nel settore.
Inviare curriculum a: [email protected] | rif. 8.
Annuncio ricerca del personale
Catalyst è il nuovo goffratore che mette insieme questi aspetti ed è in grado di coprire la più ampia gamma di goffrature richieste oggi dal mercato. Infatti permette un rapido cambio di processo da una produzione di carta igienica ad asciugatutto o a un generico prodotto industriale; questo perché può velocemente passare da una goffratura e laminazione di tipo Deco a una DESL (Double Embosser Sincronized Lamination) a una DERL (Double Embosser Randomized Lamination) in qualsiasi ordine si desideri. Questo nuovo goffratore è infatti il primo che permette il cambio auto-matico di entrambi i rulli acciaio; potendo inoltre ospitare fino a 6 rulli, garantisce un numero di combinazioni di goffratura capace di soddisfare anche i più variabili piani di produzione, definendo una flessibilità produttiva fino ad oggi impensabile.Evitando l’utilizzo del carroponte per il cambio rulli, Catalyst mi- gliora notevolmente la sicurezza nelle operazioni di cambio, elimi-nando le attività più rischiose. La procedura di cambio da pannello è estremamente semplice e non richiede nessun particolare training approfondito: il cambio rulli può essere gestito da un singolo ope-ratore di linea.Un ulteriore vantaggio del nuovo goffratore è di poter conservare i rulli non utilizzati all’interno di un magazzino chiuso, in grado quindi di mantenerli puliti durante la normale operatività della linea. Sicurezza, efficienza e flessibilità sono ben espresse in Catalyst
che, abbattendo i tempi di cambio prodotto e processo, garantisce un possibile incre-mento significativo dell’Overall Equipment Effettiveness (OEE).Nella stessa direzione va anche una secon-da novità che la Fabio Perini ha presentato al MIAC, che nasce da un’analisi della planimetria delle attuali linee converting, cercando di sviluppare un concetto nuovo di accessibilità. Le linee converting sono infatti tradizionalmente divise in numerose micro-aree accessibili da singole porte e delimitate da barriere interne che limitano la possibilità di muoversi tra le varie macchine che compongono la linea. Questa tradizio-nale divisione richiede numerosi ingressi e uscite per gli spostamenti da un’area all’al-tra nella normale operatività di gestione e manutenzione delle macchine: Access 2.0, presentato come Concept sulla linea in
Open House per il MIAC, va nella direzione di eliminare queste barriere, definendo un nuovo concetto di accessibilità alla linea.Le numerose barriere sono state eliminate mantenendo solo due aree lato operatore e due aree lato trasmissione. Le barriere elimi-nate sono state sostituite da un sistema di controllo degli accessi e da un sistema di telecamere che limita la funzionalità della macchina in base agli accessi.La possibilità di muoversi internamente tra una macchina e l’altra of- ferta da Access 2.0 implica un passaggio carta più veloce, una migliore accessibilità, una più facile e veloce pulizia e una minor durata delle attività di manutenzione e gestione della linea. La visibilità delle macchine risulta inoltre notevolmente migliorata sia internamente che esternamente; il minor numero di porte infatti permette di utilizzare una superficie vetrata più ampia, utile nelle fasi di Set-Up o di Trouble-Shooting.Concetti di Lean Manufacturing applicati alle linee converting, ri- duzione dei tempi morti per incrementare l’efficienza complessiva del processo: queste le linee guida che hanno portato allo sviluppo di concetti innovativi come Catalyst e Access 2.0, che sono solo due delle novità presentate al MIAC ma che costituiscono le milestones più importanti per questo evento, all’interno della Roadmap di in-novazione della Fabio Perini che continua nello sviluppo di prodotti e processi Visibly More.
I Corridoi di MIAC 2015.

Le pompe peristaltiche Bredel Hose Pumps e Apex di Watson Marlow, rappresentano la soluzione ideale per il pompaggio
in maniera delicata e senza pulsazioni nei settori: alimentare, farmaceutico, cosmetico e chimico. Particolarmente indicate
per lavori gravosi con fl uidi di qualsiasi viscosità, anche se contenenti parti semisolide, con un campo di applicazione che
va da portate di un litro/ora fi no a oltre 10 mc/ora e sino 16 Bar di pressione. Consentono inoltre la pulizia in linea, vantano
un design compatto dal minimo ingombro e una manutenzione semplice.
Watson-Marlow SrlVia Padana Superiore 74/d - 25080 Mazzano (BS) - Tel. 030 6871184 - Fax 030 6871352
[email protected] - www.wmftg.it
Watson-Marlow Pumps Group dispone di sei stabilimenti fra i migliori al mondo, supportati da servizi di vendita
diretta in 23 Paesi e distributori in oltre 50 Paesi. Per informazioni e contatti, visitate il nostro sito web: www.wmftg.it
Ed
ipap
Srl

28 Gennaio / Febbraio 2016
Tecnologia
di: Pulsar Srl
Pulsar produce anche macchi-ne automatiche specializzate per il settore Tissue, che in- cludono macchine per l’ali-mentazione, per il packaging
e per lo smistamento rotoli e pacchi per la carta igienica e asciugamani, macchinari per la lavorazione e packaging di prodotti inter-fogliati e gruppi movimentazione prodotti.In pochi anni, Pulsar ha costruito più di 230 sistemi e diciotto impianti completi per i maggiori produttori “Tissue”. I suoi continui studi sul miglioramento delle linee produttive hanno permesso di creare ideali combinazioni di hardware e software, capa-ci di gestire e ottimizzare intere linee inte-grando macchine con i sistemi di trasporto.Pulsar ha poi sviluppato le sue abilità per fornire layout e soluzioni ingegneristiche per ottimizzare la produzione in termini di performance e spazio occupato. Durante questi processi di sviluppo, Pulsar ha creato sistemi controllati e automatizzati dedicati al settore della trasformazione Tissue che, oltre alla gestione delle linee di trasporto, hanno contribuito ad aumentare l’efficienza generale delle linee di trasformazione.
REDS Harmonizer Software PackageQuesti sistemi, sviluppati all’interno della famiglia di “REDS Harmonizing Systems”,
monitorano e controllano l’operatività di vari macchinari in una linea di trasformazio-ne Tissue, dal rewinder fino al pallettizatore. Queste macchine, fornite a diversi produt-tori, interagiscono tra loro in termini di operazioni base integrate, senza lo scambio di informazioni complesse sullo stato della macchina. Pulsar quindi sviluppa il “Reds Harmonizer System pacchetto software”, che ha l’obiettivo di stabilire le seguenti prestazioni: comunicazione tra macchine all’interno della linea di trasformazione tis-sue; gestione di protocolli-comunicazione differenti fino all’integrazione con un server OPC; organizzazione di aree di memoria
dinamica dove le CPU delle macchine connesse possono leggere i dati delle altre mac-chine e fornire i propri dati al sistema; migliore strategia di ottimizzazione per le differen-ti macchine; abilità di salvare qualsiasi risultato di lavorazio-ne come una ricetta di lavoro,
con ogni ricetta ottimizzata e, diventando nel tempo un attrezzo essenziale per i pro-duttori del settore Tissue per il settaggio delle macchine.
REDS Platinum SystemIn un più recente sviluppo, Pulsar ha inol- tre sviluppato una piattaforma per sistemi SCADA, progettata nello specifico per la misurazione dell’OEE (Overall Equipment Effectiveness) nel settore del Tissue con-verting. L’obiettivo per lo sviluppo di una tale piattaforma è dare ai produttori del Tissue Converting uno strumento dedicato per la misurazione dell’efficienza delle linee
PULSAR: TECNOLOGIE PER SOLUZIONI DI MOVIMENTAZIONE DI PRODOTTIPulsar Srl, fondata nel 1989, ha sede a Castelmaggiore, vicino Bologna, nel cuore della “packaging valley”. Le sue attività principali sono basate sull’ingegneria, produzione e creazione di trasporti e soluzioni per la movimentazione di prodotti.

Dal 1987 il vostro specialista nei sistemi di automazione per cartiera
Oltre 5000 equipaggiamenti elettronici installati nel Mondo
AC and DC Intelligent Drives basati sulla innovativa e flessibile ONE PLATFORM
[(One Board)2+(One AC & DC Drive)+ DCS in drive] =
ONE AC Drive ... non c’è nulla che non possa fare
Condensatori a film per componenti indistruttibili
Processore Tri-Core
Smart Autotuning
Solo tre minuti per rimpiazzarlo
One control board per tutti gli azionamenti
Alimentatore DC/AC (risparmio energetico / basse emissioni)
CC
OOOOOO
because of Paper Automation matters
Sael S.r.l. Via dei Genieri, 31 - 36040 Torri di Quartesolo (VI) - tel. +39 0444 582499 - www.sael.it

Tecnologia
30 Gennaio / Febbraio 2016
produttive, ciò rappresenta un importante fattore verso l’aumento della competitività, come già in uso in altre attività di produ-zione di beni di consumo di massa. Uno dei problemi più significativi del settore del Tissue è la natura di nicchia delle sue attività, con numeri limitati di produttori e fornitori di macchine e servizi. Se le compagnie in questo settore vogliono
implementare l’efficienza delle piattafor-me, devono svilupparle autonomamente, impiegando il supporto di specialisti del set-tore (sviluppatori di sistemi SCADA) per poi applicare piattaforme ottenute da modelli standard per potere in seguito sviluppare gradualmente la struttura di raccolta dati e calcolo delle analisi richieste, ottenendo un prodotto personalizzato, adatto a specifici
bisogni, ma anche limitato a una specifica esperienza interna.Il processo per creare una tale piattaforma, richiede una serie di abilità trasversali e funzionali che sono raramente recuperabili all’interno di software houses che sviluppa-no questo tipo di piattaforme, specialmente per quanto riguarda le specificità e le co-noscenze specifiche del settore del Tissue. In aggiunta a IT e capacità di sviluppare modelli per l’analisi dei dati, gli sviluppatori hanno bisogno di avere le conoscenze circa i processi, l’automazione e le infrastrutture IT. Inoltre, oltre all’identificazione dei dati da monitorare, è necessario essere in grado di identificare anche la disponibilità di questi dati lungo la linea, dove sono, come estrarli e come di conseguenza impostare la piatta-forma di comunicazione.Combinando la sua conoscenza e la sua competenza nei processi di produzione Tissue, nell’automazione e le diverse mac-chine ed equipaggiamento correntemente usate in queste linee, Pulsar ha sviluppato una piattaforma di misurazione dell’OEE dedicata alle linee di trasformazione Tissue, lasciando all’integratore solo semplici adat-tamenti per specifiche applicazioni. Pulsar ha voluto sviluppare una piattaforma per la misurazione dell’OEE per il settore della trasformazione Tissue, in modo tale da rendere disponibile una piattaforma facile da modificare e facile da integrare con le linee e le applicazioni attuali, ma già pronta per la raccolta e l’analisi dei dati disponi-bili indispensabili provenienti dalla linea di converting.Le variabili misurate, sopra le quali le cifre di efficienza sono calcolate, includono: Macchine di base e disponibilità delle linee; Totale produzione a diversi passaggi del flusso (prodotti singoli, pacchi, sacchi/sca-tole, pallet...); Quantificazione degli scarti; Qualità prodotto comparata ai volumi di produzione generali, con identificazione di non conformità e la loro frequenza; Misura dei tempi di inattività e dei tempi di transizione delle macchine, sia quando in produzione regolare, che quando ci so-no inattività e interruzioni del lavoro non pianificate; Analisi di allarmi provenienti da macchine diverse della linea; Tempi non produttivi.Il nuovo software, chiamato “Reds Plati-num System” è stato sviluppato utilizzan-do software Rockwell Automation per lo sviluppo di tutti gli strumenti per gestire e supervisionare le linee di produzione, per la misurazione dell’OEE e la successiva presentazione dei dati.
Spiegazione di OEE.
Videata della pagina principale del Menù.
OEE - pagina Sommario.

s.r.l.Via Adamello, 1 - 20042 Albiate (MI)Tel. 0362 930999 - Fax 0362 934886E-mail: [email protected]: www.perottihoods.it
cappe chiuse
impianti pocketventilation
recuperatoridi calore aria/aria
recuperatoridi calore aria/acqua
per patinatrici
per macchine yankee
camere di combustionecon bruciatore
ventilatori doppiostadio alta pressione
cappe chiuse coibentate
gruppi recupero calore
cappe yankee tissue
essiccatoi patinatrici
camere di combustione con bruciatore

Tecnologia
32 Gennaio / Febbraio 2016
I software Rockwell Automation sono stati scelti per ragioni differenti: l’azienda è un brand leader nel campo dell’automazione industriale; rende utilizzabile un supporto disponibile universalmente; rende dispo-nibile l’integrazione della piattaforma di supervisione con i componenti dell’automa-zione provenienti da Rockwell Automation, senza il bisogno di card di conversione o software di traduzione (il sistema è capace di interrogare hardware di altri fornitori, ma ciò richiede hardware aggiuntivi e software per la traduzione, che fanno aumentare sostanzialmente la complessità e i costi); è disponibile il continuo e graduale proces-so di miglioramento delle funzionalità del software base, mantenendolo aggiornato secondo le evoluzioni tecniche. Il ‘Reds Platinum System’ è strutturato in modo tale da poter considerare i passaggi del processo da controllare, le macchine coinvolte e i parametri che devono essere raccolti e monitorati per il calcolo dell’OEE delle linee.Con questo sviluppo Pulsar ha orientato la propria strategia verso lo sviluppo e forni-tura di “smart machines and tools”, ade-rendo al flusso di trasformazione industriale denominato IIoT (Industrial Internet of Things), preparandosi per la 4a rivoluzione industriale e offrendosi a supporto dei suoi clienti in tale direzione.
Settaggio delle Ricette.
Esempi di Report.
NewsIl percorso creativo è rac-
contato da Shout stesso nella breve introduzione: “La carta è la protagonista di que-sta serie di illustrazioni che ho realizzato per il nuovo ca- lendario Burgo Group. L’ho immaginata diventare vita, prendendo le sembianze di un cigno che nuota nell’ac-qua seguito dai propri piccoli. L’ho immaginata diventare viaggio, piegandosi in una barca, veicolo di sogni e av- venture, dalla quale un bam-bino avvista una balena. L’ho vista diventare arte, arroto-landosi come un messaggio all’interno della bottiglia di un quadro di Morandi. É diventata rifugio, nel quale ripararsi durante le fredde notti del deserto americano. L’ho fatta diventare custode di intime parole in una ”casetta” delle lettere nella quale ciascuno di
noi, almeno una volta nella vita, ha vissuto in trepidan-te attesa. E l’ho immaginata diventare passione, avvol-gendo il mazzo di rose rosse di un innamorato.Vita, viaggio, arte, rifugio, passione: la carta è tutto questo e ancora di più”.Le sei tavole sono realizza- te con tecnica digitale e stampate in copia unica con tecnologia HP Indigo su Prisma UP Silk da 270 g/m2, cartoncino patinato di pura cellulosa certificato FSC® mix credit. Il calendario Burgo Group
2016 è stampato su carta patinata Respecta 100 Satin da 250 g/m2 certificata FSC® recycled credit (interno) e cartoncino SBS di pura cellulosa Prisma UP Silk da 400 g/m2 (cover) certificato FSC® mix credit.
Shout interpreta la carta per il calendario Burgo Group 2016
Vita, viaggio, arte, rifugio, custode e passione, così Shout (aka Alessandro Gottardo) interpreta la carta per il calendario Burgo 2016 e lo fa con lo stile scarno e minimale che contraddistingue la sua produzione, uno stile concettuale che pone l’idea al centro dell’immagine.


34 Gennaio / Febbraio 2016
Tecnologia
di: Gambini Spa
TouchMax presenta alcune innovazioni tecnologiche esclusive che garantiscono una qualità costante della gof-fratura e numerosi vantaggi
operativi durante il cambio prodotto.“TouchMax può essere definita una macchina setting free - spiega il direttore tecnico Paolo Lazzareschi - perché elimina tutte le fasi di regolazione delle macchine tradizionali che spesso risultano molto lun-ghe e richiedono personale specializzato. TouchMax, infatti, consente un cambio di prodotto, per esempio tra carta igienica e carta cucina, in circa 3 minuti e riduce
praticamente a zero il tempo di settaggio successivo grazie a sistemi di controllo completamente automatizzati che rego- lano la flessione dei rulli e il sistema di acco-stamento dei rulli in gomma e del marrying roll”. Il concetto di Perflexion, la combina-zione tra performance e flessibilità che ca-ratterizza le linee complete Gambini, trova compimento anche in TouchMax, che rap- presenta l’apice dello sviluppo di tutti i concetti di efficienza, di pronto all’uso e di intercambiabilità che la Gambini ha portato nel settore tissue nel corso degli anni: fino a 5 prodotti diversi in modo veloce e au-tomatico con una qualità di goffratura co-stante nel tempo e lungo tutto lo sviluppo del log. TouchMax è equipaggiato di serie
con rulli FlexLess, la tecnologia brevettata da Gambini per rulli goffratori gomma e rullo pressore (marrying roll).Il rullo goffratore gomma FlexLess permet-te di ottenere un NIP uniforme su tutta la tavola del rullo al variare della pressione, potendo scegliere la pressione da applicare in funzione delle caratteristiche del prodot-to e al volume della goffratura desiderato. L’applicazione della tecnologia FlexLess al marrying roll inoltre, garantisce una pressio-ne di incollaggio dei veli uniforme su tutta la tavola del rullo anche nel caso di carte di tipo industriale o con disegni di goffratura ad elevata densità di punti dove la pressione
Carlo Berti: sales & Marketing Director di Gambini Spa.
TouchMax, il primo goffratore con 5 rulli sempre a bordo lanciato sul mercato nel 2011 da Gambini S.p.A., continua ad essere il punto di riferimento più alto sul mercato per la flessibilità, la velocità e l’automazione del controllo della fase di settaggio.
TOUCHMAX,IL GOFFRATORE DELLE MERAVIGLIE COMPLETAMENTE AUTOMATICO
TouchMax.

35Gennaio / Febbraio 2016
di incollaggio richiesta è elevata. TouchMax è inoltre fornito con rullo pressore (marrying roll) motorizzato indipendente che riduce al minimo le pressioni di incollaggio dei veli e riduce praticamente a zero l’effetto di ri-goffratura del prodotto (back embossing) tipico della laminazione casuale e sincroniz-zata. I sistemi di controllo di pressione sui rolli goffratori di gomma e sul marrying roll differenziano il sistema di accostamento dei rulli su TouchMax rispetto a quanto avviene nei goffratori tradizionali. Il settaggio da pannello completamente automatico è estremamente preciso e sicuro e comporta numerosi vantaggi che si riflettono nell’ef-ficienza del processo produttivo e nella qualità del prodotto finito:
permette di variare la pressione di gof-fratura e di incollaggio durante il funzio-namento della macchina in maniera sicura ed efficace.
realizza una goffratura costante nel tempo con identica pressione di incollaggio evitando controlli ripetuti di NIP al variare del consumo del rullo.
consente di salvare i valori di settaggio per i vari prodotti e dunque di poter rea-lizzare gli stessi identici prodotti a distanza di tempo semplicemente richiamando una “ricetta” salvata in precedenza per mettere la macchina esattamente nelle medesime condizioni di lavoro anche al variare delle condizioni del rullo di gomma.
si possono effettuare compensazioni sul-la pressione di goffratura per tenere conto dell’effetto della velocità di produzione o delle diverse caratteristiche della bobina (dall’inizio alla fine).
sistema specifico per la rilevazione dei cumuli di carta sul rullo goffratore gomma/acciaio o sul rullo pressore (marrying roll) che evita il danneggiamento dei rulli.L’automazione totale di TouchMax si espli- ca anche nel sistema di controllo di re-golazione della colla con tecnologia bre-vettata AutoLam che permette di variare la quantità della colla erogata sulla carta durante il funzionamento della macchina in maniera sicura ed efficace e di salvare i valori di pressione per i vari prodotti in “ricette” richiamabili successivamente per ripetere la produzione esattamente nelle precedenti condizioni di lavoro. AutoLam inoltre, garantisce una pressione di incol-laggio costante nel tempo senza necessità di controlli manuali. TouchMax è un goffratore pensato anche in ottica di marketing: la sua flessibilità è funzionale alle necessità di diversificazione di prodotto e di alta qualità della goffratura richieste dai mercati di tutto il mondo.“TouchMax è il goffratore ideale per i clienti che vogliono conquistare quote di mercato sia in condizioni di maturità che di evoluzio-ne. La possibilità di realizzare prodotti diver-si con un unico goffratore moltiplica le op-
portunità di differenziare il posizionamento dei prodotti e consente di avere goffrature specifiche per i prodotti brand e Private Label” sottolinea il direttore commerciale Carlo Berti. “Il successo commerciale di TouchMax e la realizzazione del concetto di Perflexion all’interno delle nostre linee di converting - aggiunge Berti - testimonia la capacità di Gambini di andare incontro alle esigenze dei clienti proponendo innovazioni tecnologiche che hanno vantaggi reali sulla flessibilità e la performance in tutte le fasi della produzione e in particolare nel pro-cesso di goffratura che determina il livello di qualità e di innovazione del prodotto finito”. L’evoluzione di TouchMax non si ferma: il goffratore più flessibile e più sicuro sul mercato è adesso disponibile anche nella versione Large per soddisfare qualsiasi esigenza produttiva; una macchi-na rinnovata, ancora più performante, con la stessa flessibilità e qualità di goffratura di TouchMax che consente di produrre log di formato variabile da 2.8 a 3.6. TouchMax e TouchMax.Large sono retro-fittabili su linee esistenti per colmare gap tecnologici e consentire un salto di qualità alle capacità produttive dei clienti con un investimento mirato. TouchMax Gambini è un insuperato esempio di innovazione tecnologica al servizio dei clienti in chiave di ottimizzazione delle performance e di flessibilità produttiva.

TISSUE SERVICE CONVERTING S.r.l.Via Cantore, 126 55100 Lucca - ITALY - Tel.+39 0583 491320 - fax. +39 0583 471194www.tissueservice.it - [email protected]

S.R.L.Designs and Manufactures Industrial and Civil Systems
In collaboration with
Our strengths:
INNOVATION, EFFICIENCY, PERFORMANCE
- Energy Savings
Tecnoimpianti srl.Via pastina n. 9 San Gennaro Capannori Lucca - Italia - Tel.Fax. + 39 0572-427056 www.tecnoimpianti.lu.it - [email protected]

38 Gennaio / Febbraio 2016
Convegno MIAC Energy - Assocarta
di: Fabrizio Vallari
L’industria cartaria utilizza circa 2,5 miliardi di metri cubi di gas e poco più di 7 miliardi di KWh di energia elettrica, di cui il 60% co-
generati. Il processo di fabbricazione della carta richiede significative quantità di ener-gia, sotto forma sia di calore che di elettricità. Considerando che gli approvvigionamen- ti di fonti energetiche rappresentano gene- ralmente per le cartiere la seconda voce di costo, con un’incidenza valutabile nell’ordi-ne del 20% dei costi di produzione, si com-prende perché l’industria cartaria sia an- noverata tra i settori Energy Intensive. In Italia, peraltro, il costo delle fonti energe- tiche è particolarmente elevato, e ciò ha fat- to sì che gli stabilimenti abbiano sempre lavorato per mantenere alti livelli di effi-cienza nell’impiego dell’energia, con un miglioramento dell’efficienza energetica di oltre il 20% per unità di prodotto dal 1995 ad oggi secondo gli studi elaborati da Asso-
Si è svolto durante MIAC 2015, in collaborazione con Assocarta, il Convegno MIAC Energy: incontro-dibattito con aziendeed esperti sulle politiche dell’industria cartaria in materia di efficienza energetica e sull’eccellenza tecnologica del settore, che costituisce un ingranaggio fondamentale nell’ambito del sistema industriale e un attore importante nello sviluppo della green economy.
IN NOMEDELL’EFFICIENZAE DELL’INDUSTRIA
La Sala Convegni del MIAC in occasione del Convegno MIAC Energy - ASSOCARTA.

39Gennaio / Febbraio 2016
carta. La possibilità di impiegare nel proces-so produttivo sia vapore (il settore utilizza quasi 50.600 TJ di vapore ogni anno, per il 95% autoprodotto) che energia elettrica,
ha inoltre favorito, dove le dimensioni lo hanno consentito, l’introduzione di moderni sistemi di cogenerazione, con effetti positivi sul consumo di fonti primarie. “Il cartario è
stato tra i primi settori manifatturieri a uti-lizzare l’energia primaria con alti rendimenti - ha sottolineato il Presidente di Assocarta Paolo Culicchi, intervenuto durante il Con-vegno MIAC Energy. L’industria cartaria, grazie all’impiego combinato nel proprio processo di energia elettrica e termica, ha sempre ottenuto elevati livelli di efficienza energetica, contribuendo fattivamente alla limitazione delle emissioni di gas responsa-bili dell’effetto serra”.Organizzato con la collaborazione di As-socarta durante la seconda giornata della 22ma edizione della Mostra Internazionale dell’Industria Cartaria nello scorso mese di ottobre, il Convegno MIAC Energy ap-profondisce queste tematiche, grazie agli interventi di esperti che affrontano a vario titolo la questione dei costi energetici in cartiera e del quadro normativo in materia di ambiente. Moderato da Maurizio Melis, giornalista di Radio24, il Convegno affronta le politiche dell’industria cartaria in materia di efficienza energetica.
Linee guida sulla diagnosi energetica sviluppate per AssocartaPaolo Peruzzi, Ecol Studio
Con il Decreto Legislativo 102/2014 l’Italia, recependo la Direttiva dell’U-
nione Europea 2012/27/CE, ha previsto un quadro di misure per la promozione e il
miglioramento dell’efficienza energetica che concorrono al conseguimento dell’obiettivo nazionale di risparmio energetico introdu-cendo, fra i vari adempimenti, l’obbligo per le grandi aziende e le imprese a forte consu-mo di energia (energivore), di eseguire entro il 5 dicembre 2015 una diagnosi energetica da ripetere periodicamente. In questo contesto normativo Assocarta ha promosso un progetto associativo avente come obiettivo la redazione di Linee guida per l’esecuzione della diagnosi energetica nel settore cartario e, per le aziende inte-ressate, l’esecuzione della diagnosi stessa. Ecol Studio è stata individuata come sog-getto capofila per sviluppare il progetto con la collaborazione di Econerg, Ergo e Tep Energy Solution. Le aziende e i gruppi cartari che hanno aderito al progetto sono stati 20. Il lavoro svolto si è tradotto in una Linea guida settoriale, costituita da un documento principale e da una serie di strumenti di sup-porto per le aziende. Le Linee guida sono state pubblicate da ENEA sul sito dedicato alle Diagnosi Energetiche (Agenzia Nazio-nale Efficienza Energetica).L’obiettivo è stato di stabilire i requisiti, la metodologia e la reportistica di una dia-gnosi energetica nell’ambito dell’industria cartaria, atta a garantire il rispetto di quanto previsto dal D. Lgs. 102/2014 ed in parti-
colare dell’Allegato 2 allo stesso. Le attività hanno previsto una raccolta dati dalle azien-de aderenti al progetto, la sperimentazione delle Linee guida in aziende “pilota”, il loro completamento con la presentazione delle stesse ad ENEA ed un workshop conclusivo. Secondo l’Allegato 2 al D. Lgs. 102/2014, un Audit Energetico di qualità deve:
basarsi su dati operativi relativi al consu-mo di energia aggiornati, misurati, tracciabili e (per l’energia elettrica) sui profili di carico;
comprendere un esame dettagliato del profilo di consumo energetico di edifici o di gruppi di edifici, di attività o impianti in- dustriali, ivi compreso il trasporto;
ove possibile, contenere un’analisi del costo del ciclo di vita, in modo da poter valutare anche e soprattutto i risparmi eco-nomici di lungo termine;
tracciare un quadro fedele della pre-stazione energetica globale, al fine di in-dividuare quelle che sono le opportunità di miglioramento più significative. L’Audit Energetico deve consentire calcoli dettagliati e convalidati per le misure propo-ste in modo da fornire informazioni chiare sui potenziali risparmi. I dati utilizzati per l’Audit potranno essere conservati per le analisi storiche e per il monitoraggio della prestazione. Oltre a rispettare un requisito normativo cogente, la corretta applicazione delle Linee
Maurizio Melis, giornalista di Radio24.
Il Presidente di Assocarta Paolo Culicchi.

Convegno MIAC Energy - Assocarta
40 Gennaio / Febbraio 2016
guida risultanti dal progetto può portare le aziende cartarie a trasformare un obbligo in opportunità. La diagnosi energetica infatti consente di valutare il livello di conoscenza e capaci-tà gestionale degli aspetti energetici più significativi, quale primo passo per una riduzione dei costi che sono correlati all’uso
e al consumo dell’energia; consente di effet-tuare un approfondimento sistematico delle proprie prestazioni energetiche, effettuando una valutazione tecnica ed economica su tali aspetti per poter definire un piano di miglioramento; può rappresentare il punto di partenza per l’implementazione di un sistema di gestione dell’energia, anche
secondo la norma UNI CEI EN ISO 50001. Per quest’ultimo punto vogliamo sottoline-are l’importanza che può rappresentare lo sviluppo di un sistema di gestione e un sup-porto specialistico in grado di garantire alle imprese di giungere preparate alla scadenza dei prossimi adempimenti (nuova diagnosi o revisione quadriennale).
Fare efficienza in cartiera. Sonoco Alcore Demolli: Cartiera di CiriéMichela Gastaldi, Sonoco Alcore Demolli
Il Gruppo Sonoco è un produttore mon- diale di soluzioni innovative nel Packa-
ging operante nei settori consumer pac- kaging, industrial products, protective so-lutions e display and packaging. Fondata nel 1899, ad Hartsville, S.C., con più di 330 stabilimenti in 34 Paesi, Sonoco produce packaging per un’estesa varietà di settori industriali e per numerosi brand internazio-nali, servendo clienti in 85 nazioni.La Cartiera di Cirié, in Provincia di Torino e presente sul territorio dal XIX secolo, nasce come realtà industriale a conduzione padronale, con le famiglie Olivetti prima e Demolli poi. Tra la fine degli anni ‘80 e l’inizio degli anni ‘90, iniziano ad affacciarsi realtà multina-zionali: prima Ahlstrom, poi Sonoco che ne acquisisce la proprietà nel 2006. La Cartiera di Cirié produce un’ampia gamma di car-toncino per anime e serve clienti in Italia e in Europa. Lo stabilimento è certificato ISO 14001 ed è fra le prime realtà in Italia ad aver conseguito la certificazione energetica ISO 50001. Il contesto in cui la cartiera ha
sviluppato il proprio programma di miglio-ramento dell’efficienza energetica resta de-finito da fattori di natura interna ed esterna. Principale fattore esterno è la peculiarità del mercato energetico italiano, che spinge evidentemente tutte le realtà industriali e in
particolare quelle energivore a migliorare la propria competitività, soffrendo il con-fronto con altri Paesi europei che partono avvantaggiati dal punto di vista dei costi di approvvigionamento dell’energia elettrica. Le spinte all’efficientamento scaturiscono
Paolo Peruzzi, Ecol Studio. Michela Gastaldi, Sonoco Alcore Demolli.
I Corridoi di MIAC 2015.


Convegno MIAC Energy - Assocarta
42 Gennaio / Febbraio 2016
inoltre dal DNA fortemente innovativo che contraddistingue Sonoco, dal confronto con gli altri stabilimenti del gruppo e dall’imple-mentazione di programmi di miglioramento continuo (world class manufacturing).Sulla base di queste considerazioni, la Car- tiera di Cirié ha elaborato e attuato un pro-gramma di miglioramento dell’efficienza energetica che si articola in varie fasi. Il pro-gramma di misure ha rappresentato la prima fase. La misurazione accurata e capillare dei consumi specifici di stabilimento, ha permes-so infatti di individuare le aree di intervento e progettare i possibili risparmi. Significativo è stato l’investimento sui sistemi di misura: misuratori di portata di vapore, temperatura, pressione, strumenti per la misura di potenza attiva, corrente, tensione, sistemi di acquisi-zione ed elaborazione dati e formulazione dei consumi specifici di stabilimento. Effettuata la fotografia del sistema, sono stati progettati gli interventi di migliora-
mento, fra cui: l’installazione di una nuova cappa seccheria ad alta efficienza (riduzione consumo vapore del 25%), installazione im- pianto riuso biogas (riduzione 3% consumo complessivo di gas), conversione del coman-do sezionale da corrente continua a corrente alternata (riduzione 40% consumo energia elettrica macchina continua), installazione di inverter sui motori dei pulper (riduzione 50% consumo energia elettrica prepara-zione impasti), installazione scambiatori di calore sulle fumane (riduzione 10% con-sumo vapore totale), ottimizzazione della raffinazione (riduzione 20% consumo di energia elettrica stabilimento).Il suddetto programma ha permesso allo stabilimento di Cirié - che era al 25° posto tra le 29 cartiere del gruppo nel mondo per costi energetici nel 2011 - di raggiungere nel 2015 il 10° posto e il primo in Europa. I risultati conseguiti sono consolidati da un trend in continuo miglioramento.
Sono stati inoltre ottenuti Certificati Bianchi per gli interventi sulla cappa, il biogas, il co-mando sezionale e la preparazione impasti. Il conseguimento dei Certificati Bianchi ha rappresentato evidentemente uno stimolo allo sviluppo e al consolidamento delle atti-vità di efficientamento energetico.L’opportunità di sperimentare il meccanis- mo ha permesso inoltre di evidenziare po- tenziali problematiche e possibili spunti di miglioramento: fra tutti, l’uniformità dei criteri di valutazione per mantenere equilibri competitivi, la certezza di regole, la chiarez-za normativa, il rispetto delle tempistiche dei procedimenti amministrativi. Infine, in generale, il miglioramento dei canali di comunicazione e di condivisione delle pro-blematiche permetterebbe di valorizzare le peculiarità e specificità del settore, aiutando a trovare l’equilibrio tra obiettivi nazionali e sviluppo di mercato, tra crescita degli operatori e riduzione della spesa pubblica.
Gruppo Lucart. Esperienza di realizzazione di impianto di “cogenerazione sostenibile”
Danilo Calamari, Technology Manager Paper Mill Lucart Group
Il Gruppo Lucart ha sempre avuto l’obiet- tivo di produrre carta di qualità, ascol-
tando le esigenze del mercato e della na-tura. Questi principi hanno continuamente indotto l’azienda a cercare soluzioni per contenere i consumi energetici, investendo su tecnologie innovative che hanno portato alla riduzione dei consumi specifici e ridotto le emissioni di CO e NOx in ambiente. Nel caso specifico, nello stabilimento di Castel-nuovo di Garfagnana, dove viene prodotta carta tissue, era presente un impianto di cogenerazione a ciclo combinato e lì è stata realizzata una modifica di efficientamento, utilizzando i fumi caldi del turbogas diret-tamente in cappa per asciugare la carta. L’impianto di cogenerazione ante intervento era formato da un turbogas T70 della Tur-bomach, con potenza elettrica di 7500 Kw e i fumi inviati a una caldaia a recupero che produceva 16 T/h di vapore a 18 bar. Parte del vapore veniva utilizzata per il processo di asciugatura della carta, tramite il cilindro monolucido e parte veniva inviata a una turbina a vapore a condensazione per pro-durre energia elettrica. Le cappe essiccatrici per riscaldare l’aria di soffiaggio utilizzavano bruciatori a gas metano che consumavano circa 600 sm3/h. Il fabbisogno elettrico
dello stabilimento vedeva, con questa configurazione, un eccesso di produzione di energia elettrica che veniva immessa in rete con una bassa remunerazione. A questo punto, abbiamo iniziato a studiare possibili soluzioni di efficientamento, consi-derando non ottimizzati i carichi energetici dello stabilimento. I risultati degli studi re-alizzati nell’arco di 6 mesi nel 2013, si sono concretizzati progettando di modificare l’impianto di cogenerazione, utilizzando direttamente i fumi del turbogas in cappa e
producendo il fabbisogno di vapore con le fumane di scarico tramite un generatore di vapore a recupero. È stato inoltre installato un recuperatore a valle della caldaia per recuperare energia riscaldando le acque di processo. L’obiettivo del progetto era di mantenere la stessa efficienza e qualità della carta prodotta, spegnendo i bruciatori della cappa e riducendo in modo importante il consumo di gas metano. Le principali pre-occupazioni nel realizzare questo progetto erano una scelta tecnologica innovativa con
Danilo Calamari, Technology Manager Paper Mill Lucart Group.


Convegno MIAC Energy - Assocarta
44 Gennaio / Febbraio 2016
poche esperienze e competenze disponibili e le difficoltà di esercizio e gestione dell’im-pianto. Una volta approvato il progetto, abbiamo dovuto affrontare la necessità di minimizzare i tempi di fermo produzione carta per realizzare l’intervento. La pro-gettazione ha previsto quindi di realizzare le nuove imponenti strutture adiacenti la cogenerazione, istallando gran parte delle strutture e dei macchinari con la cartiera in funzione. Una grande attenzione e il coinvolgimento di tutte le funzioni azien-dali ha portato a studiare le interfacce di conduzione impianto, con soluzioni di facile gestione per gli operatori e con ac-
cessi remoti per minimizzare ogni possibile disagio. Altro aspetto importante è stata la necessità di studiare l’acquisizione delle misure energetiche per il riconoscimento CAR e Certificati Bianchi, visto che questo tipo di impianto non era normato nelle Linee guida. I tempi di realizzazione, dalla fase di studio allo start-up, sono stati di circa 14 mesi e per realizzare l’impianto ci siamo avvalsi della collaborazione della Valmet per il progetto e la fornitura dell’impianto. Altra caratteristica di questa modifica è stata la possibilità di mantenere il vecchio sistema di asciugamento della carta, riscaldando l’aria con i bruciatori e producendo vapore con
una caldaia ausiliaria nel caso di in-disponibilità del turbogas. L’impianto modificato è entrato in funzione a settembre 2014 e sta marciando con successo da più di un anno. L’inve-stimento ha superato i tre milioni di euro e oltre 25.000 ore uomo/lavo-ro. Il fermo impianto produzione, per passare dal vecchio al nuovo sistema, è stato di 11 giorni. La produzione di carta tissue non ha subito varia-zioni né quantitative né qualitative, i bruciatori delle cappe sono stati spenti e il bilancio di energia elettri-ca è rimasto positivo con la rete, in quanto la riduzione di produzione di energia elettrica della turbina a vapo-re è stata compensata dai minori con-sumi dell’impianto di condensazione. È stato ridotto anche il consumo di acqua dovuto all’evaporazione della
torre di raffreddamento. La stima di riduzio-ne delle emissioni di CO pari a 7000 T/anno e di 3.5 T/anno di NOx è stata confermata, così come la riduzione di 3.500.000 di sm3 di metano. Sono stati inoltre raggiunti 7500 Titoli di Efficienza Energetica a seguito della riduzione dei consumi specifici. Oltre a Valmet, per la progettazione e fornitura dell’impianto dobbiamo ringraziare il GSE per la disponibilità e collaborazione a trovare i metodi idonei alle misurazioni delle variabili energetiche, l’ABB per i sistemi di controllo, la EIL per gli impianti elettro strumentali, la STIL per il montaggio meccanico e strutture e la Turbomach per il turbogas.
Il cartario mantiene la propria vocazione produttiva Massimo Medugno, Direttore di Assocarta
Crediamo che per avere una politica industriale nel nostro Paese si debba
fare anche efficienza. In parte è un compito dell’industria e in parte dovrebbe essere nel DNA delle Istituzioni e della Pubblica Amministrazione. L’elevato livello dei costi energetici è dovuto al fatto che abbiamo un sistema di oneri che gravano pesantemente sulla bolletta e in questo scenario l’unica soluzione è quella di fare efficienza. Possiamo farlo però se il sistema ammi-nistrativo ci aiuta con delle regole certe e chiare e con degli obiettivi ben precisi, de-lineati all’interno della strategia energetica nazionale. Il nostro sistema industriale ha sempre puntato all’efficienza energetica, partendo dalla cogenerazione che rappre-
senta una scelta impiantistica ideale in quanto permette di ridurre costi ed emissioni in atmosfera. Purtroppo uno degli interventi del Governo - che sostiene di voler rilanciare l’industria - è stato di tassare l’efficienza energetica e quin-di di andare in una direzione del tutto opposta. Proba-bilmente se non avessimo questa tassazione sull’energia consumata ma non prelevata dalla rete, alcuni investimenti sui macchinari si sarebbero fatti. Senza considerare il tema dell’applicazione delle misure di agevola-zione per le imprese a forte consumo di energia, in attuazione dell’Articolo 39, che di fatto risultano inattuate.
Bisogna riconoscere che, sebbene in assen-za di una politica industriale, anche negli anni di crisi il settore cartario ha mantenuto la propria vocazione produttiva. È vero che dal 2007 ad oggi il settore ha perso circa un milione e mezzo di tonnellate di produ-
Sponsor della Sala Convegni di MIAC 2015 è stata l’azienda VOITH PAPER.
Massimo Medugno, Direttore Generale di Assocarta.

Cuscinetti per l’industria della carta: per velocità più elevate e nastri di dimensioni superioriNSK ha sviluppato cuscinetti appositamente concepiti per l’industria della carta e della cellulosa in grado di sopportare velocità e temperature elevate, umidità e fenomeni di contaminazione. Ad esempio, i cuscinetti radiali orientabili a rulli della serie TL di NSK rappresentano una soluzione affidabile e resistente anche in queste condizioni di esercizio. Il modo migliore per evitare fermi di produzione imprevisti. NSK è uno dei più importanti produttori mondiali di cuscinetti volventi e sistemi lineari. Un marchio di eccellenza dal 1916. Per maggiori informazioni, visitate il sito NSK www.nskeurope.it o telefonateci al numero +39 02 99 519 1
LA PARTNERSHIP SI BASA SULLA FIDUCIA – E LA FIDUCIA SULLA QUALITÀ
NSK Italia S.p.A. · Via Garibaldi, 215 · 20024 Garbagnate Milanese (MI) · Italia · [email protected]

Convegno MIAC Energy - Assocarta
46 Gennaio / Febbraio 2016
zione, ma ciò si è focalizzato soltanto su alcune tipologie di prodotti. La capacità del settore di far fronte alle sfi-de della sostenibilità si è dimostrata inoltre
con il continuo incremento della raccolta e utilizzo di carta da macero. L’Italia rimane il quarto Paese produttore di carta in Europa e per procedere lungo questa direzione oc-
corre avere un sistema di regole e incentivi chiari, con autorizzazioni meno asfissianti che non fanno altro che alimentare la len-tezza amministrativa.
Incentivare l’efficienza energeticaAndrea Andreuzzi, Energy and Building Engineer Confindustria
La promozione del risparmio energetico attraverso il meccanismo dei Certificati
Bianchi (noti anche come Titoli di Efficien-za Energetica) è stata prevista dai Decreti ministeriali del 2004. Il quadro normativo in quest’ambito è stato modificato negli anni con la pubblicazione del Decreto 28 dicembre 2012, che definisce degli obiettivi quantitativi nazionali di risparmio energeti-co - crescenti nel tempo - per le imprese di distribuzione di energia elettrica e gas per gli anni dal 2013 al 2016 e introduce nuo-vi soggetti ammessi alla presentazione di progetti per il rilascio dei Certificati Bianchi. Inoltre lo stesso Decreto ha stabilito il tra-sferimento dall’AEEG al GSE delle attività di gestione, valutazione e certificazione dei risparmi correlati a progetti di efficienza energetica condotti nell’ambito dei Certi-ficati Bianchi. L’Italia è stato il primo Paese al mondo ad aver applicato questo mecca-nismo per l’incentivazione dell’efficienza energetica negli usi finali e il nostro sistema
e la relativa regolazione normativa sono stati og- getto di studi e analisi da parte della Commis- sione Europea e di un nu- mero crescente di Paesi, sia europei che extra-eu- ropei. La Francia nel 2005 ha adottato un meccani-smo simile al nostro ma diverso per ambito di ap- plicazione e regolazione degli scambi, così come il Regno Unito mentre la Spagna ha allo studio l’in- troduzione di un siste-ma analogo a quello italiano. La Germania invece ha deciso di non sviluppare un regime obbligatorio, ma di adottare diffe-renti forme di promozione dell’efficienza energetica. Il fine ultimo dei Certificati Bianchi è l’inno-vazione di processo per promuovere a tutti gli effetti l’efficienza energetica, obbligando dei soggetti a sviluppare degli interventi di efficienza energetica oppure ad acquistare i
titoli da altri soggetti che li hanno sviluppati. Come Confindustria abbiamo chiesto di non appesantire troppo con eccessive verifiche un meccanismo che funziona abbastanza bene e produce dei risultati. Al 2014 sono stati rilasciati da GSE 7,5 mi-lioni di TEE corrispondenti ad un risparmio di energia primaria pari a 2,7 Mtep. Per rendere bancabili i progetti, è necessario avere delle regole chiare e stabili che non ir-
rigidiscano i modelli organizzativi. Diciamo tutti da tempo che occor-re una visione strategica di politica industriale, sia a livello italiano che europeo e che ci deve essere una relazione fra gli obiettivi ambien-tali ed energetici. L’Europa ha voluto essere in prima fila sulle tematiche ambientali, definendo il quadro per le politiche dell’ener-gia e del clima per il periodo 2020-2030; considerando però che Cina e USA hanno obiettivi diversi, così come altri Paesi, evidentemente l’Europa non può farsi carico da sola di una questione così globale. A livello italiano è allo studio del Governo il Green Act, sul quale come Confindustria abbiamo aperto dei tavoli con le Istituzioni e con il Ministero dell’Ambiente per fare in modo che il provvedimento si basi su uno scenario condiviso, abbia veramente una visione strategica e vada a concentrarsi sui problemi esistenti.
Andrea Andreuzzi, Energy and Building Engineer Confindustria.
I Corridoi di MIAC 2015.

L’indirizzo giustoper carrelli elevatori e scaffalature industriali.
La Vostra Filiale di Firenze troverà soluzioni su misura per tutte le domande di logistica interna. Nuovo o Usato. Vendita o Noleggio.Con un Servizio Assistenza affidabile.
Numero Verde 800 368485www.jungheinrich.it

Convegno MIAC Energy - Assocarta
48 Gennaio / Febbraio 2016
Scelte di politica industrialeCesare Pozzi, Docente Luiss - Libera Università Internazionale degli Studi Sociali
In assenza di una politica industriale, senza la comprensione di come funzioni il siste-
ma industriale e senza una vera attenzione all’industria, l’Italia è un Paese che fonda-mentalmente si sta deindustrializzando. Ed è un luogo comune il fatto che serva una politica industriale europea, perché ciò pre-suppone che ci siano delle strategie buone per tutti i Paesi mentre in realtà la politica industriale si esprime nella visione di una singola comunità e si caratterizza per alcune decisioni ben precise che si contrappongo-no a quelle di altre comunità. Di fatto è la scelta di come un Paese intende vivere e del sistema di regole da adottare per raggiun-gere quell’obiettivo. Citando la teoria dei vantaggi comparati dell’economista David Ricardo, la politica industriale di un Paese deve rispecchiare la sua capacità di specializ-zarsi nelle attività che sa fare meglio di altri. E proprio secondo questa teoria, l’Italia si sta posizionando gradualmente nella parte più bassa del ranking mondiale.Il meccanismo dei Certificati Bianchi è un’in-venzione italiana che stabilisce un prezzo
per qualcosa che di fatto non è prezzabi- le, a meno che non lo si riconduca a un si-stema di prezzi ester-ni. Tra l’altro ci do- vremmo chiedere per- ché la Germania ha sviluppato strumenti differenti, che non vanno in questa dire-zione. Probabilmente perchè ha già capito che questo sistema di incentivazione non può funzionare nel lungo periodo. Il costo dell’energia così alto è stato para-dossalmente quell’elemento che ha fornito lo stimolo a seguire un percorso virtuoso di sempre maggiore efficienza energetica. Tuttavia, probabilmente si è persa la capa-cità di comprendere che l’energia serve alle industrie e non può diventare un mercato a sé stante, soprattutto per un Paese ma-nifatturiero come l’Italia. O almeno che lo era, poiché è vero che in termini di recupero di efficienza energetica siamo tra i primi al
mondo, però dal 1999 ad oggi abbiamo per-so il 35% di capacità produttiva dal settore manifatturiero, mentre il mondo intero nello stesso periodo è cresciuto del 60%. L’Italia ha diminuito la propria capacità produttiva e forse dovremmo interrogarci su dove abbiamo sbagliato o se forse è soltanto il destino della deindustrializzazione dei Paesi più avanzati. Rimane il fatto che l’impresa è centrale in un’economia di mercato e va messa in condizioni di lavorare.
La diagnosi energeticaDomenico Santino, Unità Tecnica per l’Efficienza Energetica ENEA
Le diagnosi energetiche previste dall’Ar-ticolo 8 del Decreto Legislativo n. 102 si
applicano a tutto il mondo produttivo, non solo all’industria ma per esempio anche al terziario e al sistema dei trasporti.Calarsi quindi nei vari settori produttivi è stato un impegno gravoso per il quale abbiamo chiesto il contributo delle varie Associazioni di categoria che in molti casi ci hanno risposto positivamente. Assocarta è stata tra le prime Associazioni che si sono impegnate nell’aiutare i propri associati a districarsi tra le norme per avere un punto di riferimento pratico e concreto.Il risultato è stata l’elaborazione delle Linee Guida dove il lavoro di ENEA è stato di fare in modo che tutte le realtà aziendali sentissero l’utilità della diagnosi energetica, oltre a cercare di uniformare la reportistica. Non vogliamo infatti che le migliaia di diagnosi energetiche vadano a finire so-lamente in un grande archivio elettronico,
ma intendiamo invece costruire una grande banca dati strutturata in modo da poter di-sporre - quando ci sarà nel 2019 la seconda
tornata delle diagnosi energetiche - di valori di benchmark più definiti con dei riferimenti numerici sulle medie di mercato per i vari
Cesare Pozzi, Docente Luiss - Libera Università Internazionale degli Studi Sociali.
I Corridoi di MIAC 2015.


Convegno MIAC Energy - Assocarta
50 Gennaio / Febbraio 2016
settori. L’obbligo dell’azienda si chiude a livello normativo con la diagnosi energe-tica; come ENEA chiediamo alle aziende
un’integrazione con delle informazioni aggiuntive per poter analizzare i dati setto- re per settore.
Rafforzare la competitività del settore cartarioPaolo Culicchi, Presidente di Assocarta
La strategia di rilancio dell’industria europea fissa come obiettivo il rag-
giungimento del 20% del PIL dal settore manifatturiero entro il 2020. Un target diffi-cile da raggiungere per l’Italia, considerando che l’industria nazionale è vessata da tutte le parti, a cominciare dai costi energetici che per il nostro settore si attestano in media al 20% dei costi industriali, con punte anche del 45% per alcune tipologie produttive. Il costo della bolletta energetica (elettricità e gas) dell’industria cartaria è superiore a 1,1 miliardi di euro, pari al 17% del valore del fat-turato; escludendo il costo degli oneri CO2, il conto pagato dal settore in termini di oneri di sistema e costi accessori del gas ed energia elettrica arriva a 160 milioni di euro l’anno, circa il 14% del costo totale della bolletta.È proprio sul fronte del costo energetico che
si sta giocando la partita della competitività in Europa. La bolletta per l’energia elettrica in Francia si attesta a 55/60 euro/MWh ed è inferiore a 50 euro/MWh in Germania, contro gli oltre 140 euro/MWh dell’Italia, dove pesano soprattutto gli oneri di sistema: complessivamente la componente A3 dal gennaio 2011 al dicembre 2014 si è quasi triplicata, passando da 16,65 euro/MWh a 49,71 euro/MWh. Sommando i costi accessori si è arrivati alla paradossale situa-zione in cui questi incidono sulla bolletta più del costo dell’energia. Questa situazione è destinata a durare almeno per 20 anni, con una spesa per il Paese di oltre 250 miliardi di euro, pari a circa il 10% del debito pubblico italiano. E di fronte a questo scenario, le iniziative messe in atto dai Governi per ri-durre gli oneri, come l’Articolo 39, non sono ancora pienamente attuate. D’altro canto proprio le industrie energivore hanno visto
riconosciuto il loro status nelle Linee guida comunitarie del luglio 2014. Quindi, nella direzione di rafforzare la competitività del settore cartario, riteniamo prioritario agire su alcuni punti: rivedere l’Art. 24 dando cer- tezze alle scelte di sviluppo industriale; dare una coerente attuazione all’Art. 39 per la parte elettrica e attuare la riduzione degli oneri per la parte gas naturale; garantire l’assegnazione di quote gratuite anche per la produzione elettrica da cogenerazione collegata a impianti industriali in carbon leakage; tenere conto, nella riforma fiscale e in quella delle accise, che l’industria cartaria è riconosciuta energivora a livello europeo e che deve essere trattata alla pari degli altri settori qualificati come tali; e infine tenere conto, nelle revisioni delle normative in ma-teria di rifiuti, dei risultati raggiunti e dell’o-biettivo di garantire la tutela dell’ambiente e lo sviluppo sostenibile.
Domenico Santino, Unità Tecnica per l’Efficienza Energetica ENEA.
Paolo Culicchi, Presidente di Assocarta.
Bonetti S.p.A., leader mondiale nella produzione di lame e sistemi di raschiatura/crespatura per cartiere, ricerca per ampliamento organico della sede di Lainate:
Responsabile vendite Europa
Si richiede età 35-40 anni, background tecnico, provenienza dal settore cartario, ottima conoscenza almeno della lingua inglese, residenza o trasferimento in zona Milano Nord/Ovest.
Inviare curriculum vitae al seguente indirizzo: [email protected]
Annuncio ricerca del personale


52 Gennaio / Febbraio 2016
Sicurezza / Movimentazione
di: Linde Material Handling
Il sistema “Linde Speed Assist” rap- presenta un valido aiuto sia per i conducenti che per i responsabili dei magazzini e della logistica. Grazie auna tecnologia radar efficace indi-
pendentemente dalle condizioni meteo, a tempi di risposta programmabili in base alle distanze e a sensori regolabili, la soluzione di Linde Material Handling (MH) definisce un nuovo standard e aumenta notevolmen-te la sicurezza nell’intralogistica.L’efficienza dei processi di logistica dipen-de dall’affidabilità con cui questi possono essere implementati e ripetuti. Soprattutto all’interno dei magazzini e dei capannoni produttivi, è necessario definire chiaramen-te i limiti di velocità per i carrelli elevatori e per gli altri veicoli industriali. L’ingresso nelle zone interne a velocità troppo elevata può mettere in pericolo gli operatori e richiede frenate improvvise che possono danneg-giare il carico con conseguenti perdite dal punto di vista economico. La velocità di gui-da ideale all’interno dei capannoni dipende sempre dalle condizioni del luogo e viene definita solitamente dal responsabile di magazzino o della logistica che deve anche verificare il rispetto dei limiti di velocità.
Sensori con raggio di azione fino a 24 metriIl nuovo sistema di assistenza Linde Speed Assist offre il vantaggio di un controllo ra- pido, semplice e pratico della velocità. A differenza di altre soluzioni disponibili sul mercato, il sistema non utilizza la tecnologia degli infrarossi, relativamente costosa e co-munque dipendente dalle buone condizioni meteo, ma sensori radar con un raggio di azione compreso tra 1 e 24 m.Questa tecnologia radar non richiede ul-teriori elementi come ad esempio sensori aggiuntivi sugli scaffali; il sensore radar è montato sul tettuccio del carrello ed è allo stesso tempo il trasmettitore e il ricettore
I SENSORI RADAR SEGNANO IL PASSOIl passaggio tra le aree interne ed esterne dei centri di logistica e dei capannoni produttivi rappresenta solitamente una zona critica per la sicurezza. All’esterno, i conducenti dei carrelli elevatori accelerano rapidamente il proprio veicolo per farlo procedere alla velocità massima. Al ritorno, dovrebbero ridurre la velocità per trasportare il carico a destinazione in condizioni di sicurezza, salvaguardando tutti gli operatori presenti nell’area di lavoro.
Il sistema “Linde Speed Assist” rappresenta un valido aiuto sia per i conducenti che per i responsabili dei magazzini e della logistica.

MINGAZZINI s.r.l. Via Egidio Pini, 29/A - 43126 Parma - ITALY - Tel. +39 0521 1880611 - +39 0521 983641 - Fax +39 0521 293547 www.mingazzini.it - email: [email protected]
© w
ww
. cor
rado
frig
nani
.com

Sicurezza / Movimentazione
54 Gennaio / Febbraio 2016
del suo stesso segnale, riflesso dal soffit-to. Il sensore indica al carrello se si trova all’interno di un edificio o all’esterno e, di conseguenza, ne regola la velocità. L’affida-bilità operativa non è pregiudicata neppure da condizioni meteo estreme, ad esempio dal freddo, dal caldo o da piogge intense. La temperatura di lavoro consentita è com-presa tra -40 e + 65°C.
Tempo di risposta flessibile e sensori intelligentiIl tempo di risposta dei sensori Linde Speed Assist è regolabile e può essere impostato su quattro diversi livelli, adattandosi, quindi, facilmente alle condizioni del luogo. Anche
il fatto che la sensibilità dei sensori sia re-golabile contribuisce a rendere più sicuro l’impiego dei carrelli elevatori. Segnali inde-siderati possono essere bloccati su richiesta. Le impostazioni personalizzate fanno sì che il sistema possa rilevare sia piccoli oggetti che sovrastrutture come tubature, tettoie o cime di alberi senza ridurre immediatamente la velocità desiderata. In questo modo gli operatori possono lavorare ad alta velocità e con la massima efficienza in ambienti esterni.
Soluzione retrofit per carrelli a noleggioLinde Speed Assist è una soluzione utile adattabile a flotte esistenti; a richiesta può
anche essere integrata fin dall’inizio su nuo-vi carrelli. Grazie ad un numero limitato di componenti e alla sua facile installazione e rimozione, il sistema di assistenza rappresen-ta un’opzione di sicurezza adatta ai veicoli a noleggio. È composto principalmente da tre elementi: il sensore, un cablaggio con relè e un kit di installazione con un dispositivo di fermo. L’installazione aggiuntiva da parte di un tecnico Linde avviene in pochissimo tempo. Il costruttore offre tre diverse va-rianti di sensori per garantire la conformità alle linee guida specifiche nell’ambito delle telecomunicazioni per i mercati di riferimen-to di Europa, USA, Canada, Brasile, Cina, Australia e Nuova Zelanda.
NewsValmet supplied coated board production line for Metsä Board, part of Metsä Group, has started up at the company’s Husum mill in Sweden. The new machine produces high-quality folding boxboard with an annual capacity of 400,000 tons with a basis weight range of 185 - 350 g/m2.
“During the project Valmet has operated professionally and we are satisfied with
their ability to deliver. We also trust that the new production line will come up to our expecta-tions,” says Ari Kiviranta, SVP, Production and Technology in Metsä Board. “Metsä Board is well known for its high-quality, lightweight folding boxboards, used widely in packaging globally. Thanks to the new production line and our re-cent product development, we are now able to respond to demand better than ever before,” comments Mika Joukio, CEO of Metsä Board.
About Valmet’s deliveryThis new machine with an off-coater process underlines that Valmet has vast know-how and
masters the technique of coated board. Valmet’s delivery included a board machine featuring the latest modular design of headboxes, forming section and press section, as well as a rebuild of the off-machine coater, winder and the roll wrapping line. The wet end area of the machine is based on innovative OptiConcept M frame construction without the need for cantilever beams for fabric changes. “We are very happy about the start-up of this new production line and the overall fluent coo-peration with Metsä Board. With this project we have expanded Valmet’s OptiConcept M family to cover also coated board production. Techno-logies and know-how related to coated board are one of our strategic focus areas in Valmet”, says Sami Anttilainen, Vice President, Technology of Paper Mills, Valmet.
Metsä BoardMetsä Board is a leading European producer of folding boxboards and white linerboards made from fresh forest fibres. Its lightweight paperbo-ards are developed as the perfect fit for consumer goods, retail-ready and food service packaging. The pure fresh forest fibres Metsä Board uses are a renewable resource, traceable to origin in northern forests. The global sales network of Metsä Board sup-ports customers worldwide, including brand owners, converters and merchants. In 2015, the company’s sales totalled EUR 2.0 billion, and it has approximately 2,600 employees.
Valmet supplied folding boxboard production line for Metsä Board Husum mill started up in Sweden
Valmet supplied coated board production line for Metsä Board has successfully started up at the company’s Husum mill in Sweden. The design of the machine is based on Valmet’s modular OptiConcept M production lines.

Il trattamento ideale per il controllo dei depositi in
cartiera.
BLUEMATE è la classe rivoluzionaria di additivi ecologici non ossidanti per il controllo microbiologico e la dispersione delle peci in macchina continua. Ti garantisce elevati standard di pulizia degli impianti a costi contenuti mantenendo anche un eccellente profilo ecologico.
ww
w.c
omim
m.it
Dietro a un ottimo foglio di carta c’è
www.acquafl ex.com
Acquaflex s.r.l Via Milano, 8 - 20017 Rho (MI)Tel.: +39. 02.93163856 - Fax: +39. 02.93508222e-mail: [email protected]












Leggi Carta&Cartiere on-line!
Ogni mese vi portiamo in cartiera!
7Da anni! 2www.cartaecartiere.com
5.000 copie a uscita per essere
sempre aggiornati sul mondo
dell’Industria Cartaria!
Carta & Cartiere è pubblicata da: PartnerOrgano Uffi ciale
Registrati su www.cartaecartiere.com per leggeregratuitamente tutti i numeri della rivista!