FILI ANIMATI IN ACCIAIO INOSSIDABILE E A BASE NICHEL PER … · 2020-02-05 · Conforme a API RP582...
40
voestalpine Böhler Welding www.voestalpine.com/welding Lasting Connections FILI ANIMATI IN ACCIAIO INOSSIDABILE E A BASE NICHEL PER LA SALDATURA DEI MATERIALI ALTO LEGATI
Transcript of FILI ANIMATI IN ACCIAIO INOSSIDABILE E A BASE NICHEL PER … · 2020-02-05 · Conforme a API RP582...

voestalpine Böhler Weldingwww.voestalpine.com/welding
Lasting Connections
FILI ANIMATI IN ACCIAIO INOSSIDABILE E A BASE NICHEL PER LA SALDATURA DEI MATERIALI ALTO LEGATI

2
BÖHLER WELDING
Lasting Connections In quanto pioniere dei materiali di consumo per la saldatura, Böhler Welding offre in tutto il mondo una gamma esclusiva di prodotti per la saldatura di giunzione. Più di 2.000 prodotti vengono adattati costantemente alle specifiche attuali dell'industria e ai requisiti dei clienti, certificati da istituti stimati e quindi approvati per le applicazioni più difficili nel campo delle saldature. In qualità di partner affidabile per i clienti, il motto "lasting connections" rappresenta la filosofia del brand sia in relazione alle saldature che ai rapporti personali.
I nostri clienti beneficiano di un partner con » la massima esperienza nella saldatura di giunzione e che fornisce il miglior supporto applicativo disponibile al mondo » specializzato e leader nelle soluzioni alle problematiche locali e globali » concentrato sulle necessità e sui successi dei clienti » presente in tutto il mondo con stabilimenti, uffici e distributori
Saldatura ad arco con filo animato flux-cored – il sistema flessibile e produttivo per la giunzione dell'acciaio inossidabileI fili animati flux cored Böhler Welding costituiscono un'alternativa produttiva e versatile per la saldatura dell'acciaio inossidabile rispetto alle tecniche SMAW / MMA con elettrodi rivestiti o GMAW / MIG con fili pieni. La gamma comprende tipologie per tutte le posizioni con solidificazione rapida della scoria che consente di usufruire di tassi di deposito superiori e tipologie per posizione piana con solidificazione lenta della scoria ottimizzata per saldature piane e frontali PA (1G/1F), PB (2F) a velocità di avanzamento elevata. Sono in grado di superare in prestazioni qualsiasi altro procedimento di saldatura ad arco manuale per acciaio inossidabile in termini di produttività della saldatura e sono caratterizzati da saldabilità straordinaria ed eccezionale qualità della saldatura stessa. Il sistema a scoria rutilica permette di ottenere una forma del cordone eccellente, mentre la scoria è facilmente rimovibile. La tabella sotto riportata riassume i vantaggi per gli utenti che utilizzano i fili animati flux cored Böhler Welding.
Caratteristiche del prodotto Benefici per l'utente
Produttività superiore rispetto a SMAW / MMA e GMAW / MIG Sensibile riduzione dei costi di saldaturaLavorazioni più rapide
Utilizzo di generatori di corrente convenzionali privi di impulsi Impostazione dei parametri semplice e che consente di risparmiare tempoUn investimento di capitale inferiore nei generatori di corrente
Utilizzo di gas di protezione misti standard o di CO2 pura Riduzione dei costi del gas di protezione
Operazione spray arc semplice per il saldatore Rischio ridotto di difetti nelle saldatureCosti di riparazione inferiori
Penetrazione della saldatura e fusione laterale affidabili Rischio ridotto di difetti nelle saldatureCosti di riparazione inferiori
Aspetto della saldatura eccezionale Costi e tempi dedicati alla pulizia post-saldatura ridotti
Saldatura produttiva di passate di fondo di alta qualità su materiale ceramico
Costi di saldatura ridottiCosti di riparazione inferiori

3
4
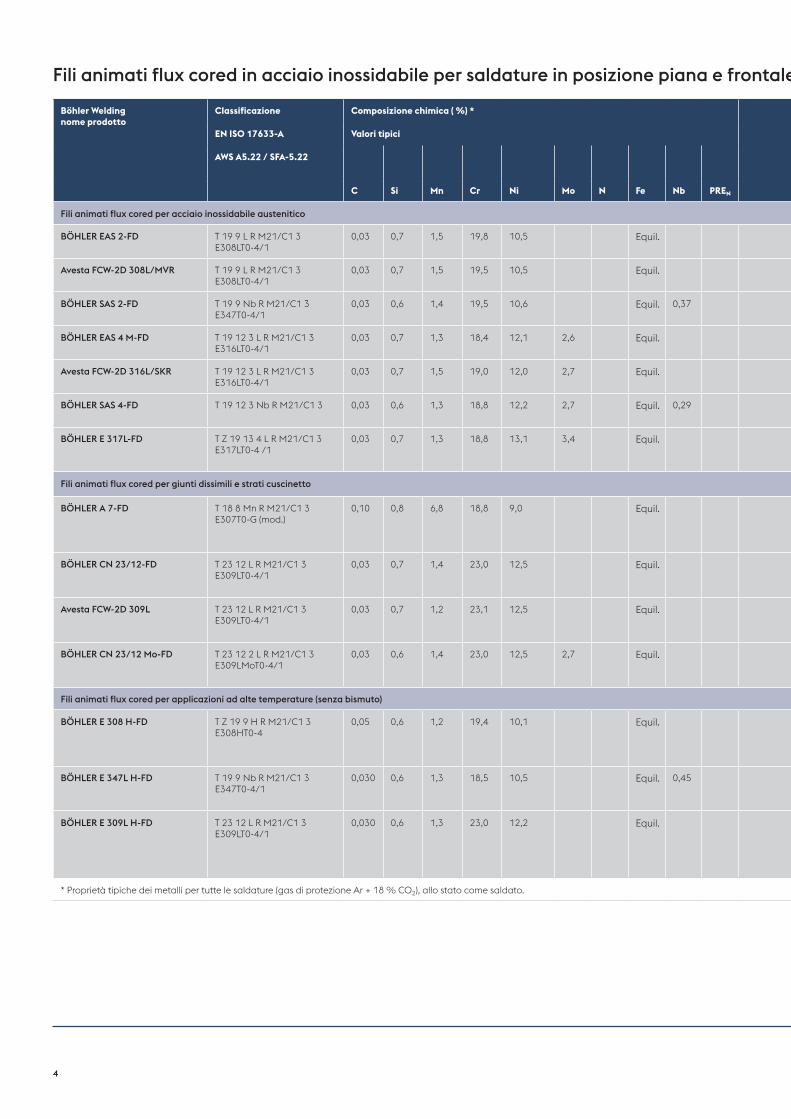
Fili animati flux cored in acciaio inossidabile per saldature in posizione piana e frontale
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per acciaio inossidabile austenitico
BÖHLER EAS 2-FD T 19 9 L R M21/C1 3E308LT0-4/1
0,03 0,7 1,5 19,8 10,5 Equil. 360 530 40 35 a -196 1,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 3–10 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, DB, DNV GL, CE
Avesta FCW-2D 308L/MVR T 19 9 L R M21/C1 3E308LT0-4/1
0,03 0,7 1,5 19,5 10,5 Equil. 380 540 39 37 a -120 1,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 3–10 FN. Adatto a temperature di servizio da -196 °C a 350 °C, anche con CO2 al 100 %.
TÜV, ABS, CWB, DB, CE
BÖHLER SAS 2-FD T 19 9 Nb R M21/C1 3E347T0-4/1
0,03 0,6 1,4 19,5 10,6 Equil. 0,37 420 585 40 32 a -196 1,21,6
AISI 347, 304, 321, 304L, 304LN, AISI 302. Ferrite 5–13 FN. Adatto a temperature di servizio da -196 °C a 400 °C.
TÜV, CE
BÖHLER EAS 4 M-FD T 19 12 3 L R M21/C1 3E316LT0-4/1
0,03 0,7 1,3 18,4 12,1 2,6 Equil. 410 560 34 35 a -120 1,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 3–10 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, DB, DNV GL, LR, CE
Avesta FCW-2D 316L/SKR T 19 12 3 L R M21/C1 3E316LT0-4/1
0,03 0,7 1,5 19,0 12,0 2,7 Equil. 390 560 39 35 a -120 1,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 4–12 FN. Adatto a temperature di servizio da -120 °C a 400 °C, anche con CO2 al 100 %.
TÜV, ABS, CWB, DNV GL, CE
BÖHLER SAS 4-FD T 19 12 3 Nb R M21/C1 3 0,03 0,6 1,3 18,8 12,2 2,7 Equil. 0,29 430 570 35 44 a -100 1,21,6
AISI 316Cb, 316Ti, 316, 316L. Ferrite 5–13 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
–
BÖHLER E 317L-FD T Z 19 13 4 L R M21/C1 3E317LT0-4 /1
0,03 0,7 1,3 18,8 13,1 3,4 Equil. 420 570 32 45 a -60 1,2 Acciai inossidabili austenitici CrNiMo(N) con contenuto più elevato di Mo o placcatura resistente alla corrosione sull'acciaio dolce. AISI 317L, 317LN, 316L, 316LN. Ferrite 3–8 FN. Adatto a temperature di servizio da -60 °C a 300 °C.
–
Fili animati flux cored per giunti dissimili e strati cuscinetto
BÖHLER A 7-FD T 18 8 Mn R M21/C1 3E307T0-G (mod.)
0,10 0,8 6,8 18,8 9,0 Equil. 385 605 33 35 a -60Durezza 200 HB
1,21,6
Tenace e resistente alle crepe. Con la lavorazione a freddo si indurisce fino a 400 HB. Rivestimento della superficie delle lame di turbine; strati cuscinetto e intermedi precedenti alla stellitatura. Giunti dissimili, acciai 14 % Mn, acciai 13–17 % Cr, ecc. Ferrite 2–4 FN. Adatto a temperature di servizio da -60 °C a 650 °C.
TÜV, CE
BÖHLER CN 23/12-FD T 23 12 L R M21/C1 3 E309LT0-4/1
0,03 0,7 1,4 23,0 12,5 Equil. 400 540 33 45 a -60 1,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 14–22 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, DB, DNV GL, LR, CE, RINA, BV, CE
Avesta FCW-2D 309L T 23 12 L R M21/C1 3 E309LT0-4/1
0,03 0,7 1,2 23,1 12,5 Equil. 390 560 35 45 a -60 1,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 14–22 FN. Per temperature di servizio da -60 °C a 300 °C, anche con CO2 al 100 %.
TÜV, DB, CWB, ABS, DNV GL, LR, RINA, BV, CE
BÖHLER CN 23/12 Mo-FD T 23 12 2 L R M21/C1 3 E309LMoT0-4/1
0,03 0,6 1,4 23,0 12,5 2,7 Equil. 520 700 28 36 a -60 1,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi(Mo) e acciai non legati e bassolegati. Anche per rivestimenti contenenti Mo (strati cuscinetto). Ferrite 27–42 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, DB, ABS, DNV GL, LR, RINA, CWB, CE
Fili animati flux cored per applicazioni ad alte temperature (senza bismuto)
BÖHLER E 308 H-FD T Z 19 9 H R M21/C1 3 E308HT0-4
0,05 0,6 1,2 19,4 10,1 Equil. 370 570 45 85 a temperatura ambiente
1,21,6
AISI 304H, 321H, 347H, 304. Acciai austenitici CrNi resistenti al creep per temperature di servizio elevate. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 3–8 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
TÜV, CE
BÖHLER E 347L H-FD T 19 9 Nb R M21/C1 3E347T0-4/1
0,030 0,6 1,3 18,5 10,5 Equil. 0,45 420 580 35 37 a -196 1,2 AISI 321, 321H, 347, 347H. Acciai austenitici CrNi resistenti al creep. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 5–9 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
–
BÖHLER E 309L H-FD T 23 12 L R M21/C1 3E309LT0-4/1
0,030 0,6 1,3 23,0 12,2 Equil. 390 530 45 50 a -60 1,2 Giunti dissimili di acciai Cr e CrNi altolegati con acciai non legati o bassolegati. Rivestimento (strato cuscinetto) di acciai non legati e bassolegati. Adatto a temperature di servizio fino a -60 °C. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 12–18 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.

5
Fili animati flux cored in acciaio inossidabile per saldature in posizione piana e frontale
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per acciaio inossidabile austenitico
BÖHLER EAS 2-FD T 19 9 L R M21/C1 3E308LT0-4/1
0,03 0,7 1,5 19,8 10,5 Equil. 360 530 40 35 a -196 1,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 3–10 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, DB, DNV GL, CE
Avesta FCW-2D 308L/MVR T 19 9 L R M21/C1 3E308LT0-4/1
0,03 0,7 1,5 19,5 10,5 Equil. 380 540 39 37 a -120 1,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 3–10 FN. Adatto a temperature di servizio da -196 °C a 350 °C, anche con CO2 al 100 %.
TÜV, ABS, CWB, DB, CE
BÖHLER SAS 2-FD T 19 9 Nb R M21/C1 3E347T0-4/1
0,03 0,6 1,4 19,5 10,6 Equil. 0,37 420 585 40 32 a -196 1,21,6
AISI 347, 304, 321, 304L, 304LN, AISI 302. Ferrite 5–13 FN. Adatto a temperature di servizio da -196 °C a 400 °C.
TÜV, CE
BÖHLER EAS 4 M-FD T 19 12 3 L R M21/C1 3E316LT0-4/1
0,03 0,7 1,3 18,4 12,1 2,6 Equil. 410 560 34 35 a -120 1,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 3–10 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, DB, DNV GL, LR, CE
Avesta FCW-2D 316L/SKR T 19 12 3 L R M21/C1 3E316LT0-4/1
0,03 0,7 1,5 19,0 12,0 2,7 Equil. 390 560 39 35 a -120 1,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 4–12 FN. Adatto a temperature di servizio da -120 °C a 400 °C, anche con CO2 al 100 %.
TÜV, ABS, CWB, DNV GL, CE
BÖHLER SAS 4-FD T 19 12 3 Nb R M21/C1 3 0,03 0,6 1,3 18,8 12,2 2,7 Equil. 0,29 430 570 35 44 a -100 1,21,6
AISI 316Cb, 316Ti, 316, 316L. Ferrite 5–13 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
–
BÖHLER E 317L-FD T Z 19 13 4 L R M21/C1 3E317LT0-4 /1
0,03 0,7 1,3 18,8 13,1 3,4 Equil. 420 570 32 45 a -60 1,2 Acciai inossidabili austenitici CrNiMo(N) con contenuto più elevato di Mo o placcatura resistente alla corrosione sull'acciaio dolce. AISI 317L, 317LN, 316L, 316LN. Ferrite 3–8 FN. Adatto a temperature di servizio da -60 °C a 300 °C.
–
Fili animati flux cored per giunti dissimili e strati cuscinetto
BÖHLER A 7-FD T 18 8 Mn R M21/C1 3E307T0-G (mod.)
0,10 0,8 6,8 18,8 9,0 Equil. 385 605 33 35 a -60Durezza 200 HB
1,21,6
Tenace e resistente alle crepe. Con la lavorazione a freddo si indurisce fino a 400 HB. Rivestimento della superficie delle lame di turbine; strati cuscinetto e intermedi precedenti alla stellitatura. Giunti dissimili, acciai 14 % Mn, acciai 13–17 % Cr, ecc. Ferrite 2–4 FN. Adatto a temperature di servizio da -60 °C a 650 °C.
TÜV, CE
BÖHLER CN 23/12-FD T 23 12 L R M21/C1 3 E309LT0-4/1
0,03 0,7 1,4 23,0 12,5 Equil. 400 540 33 45 a -60 1,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 14–22 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, DB, DNV GL, LR, CE, RINA, BV, CE
Avesta FCW-2D 309L T 23 12 L R M21/C1 3 E309LT0-4/1
0,03 0,7 1,2 23,1 12,5 Equil. 390 560 35 45 a -60 1,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 14–22 FN. Per temperature di servizio da -60 °C a 300 °C, anche con CO2 al 100 %.
TÜV, DB, CWB, ABS, DNV GL, LR, RINA, BV, CE
BÖHLER CN 23/12 Mo-FD T 23 12 2 L R M21/C1 3 E309LMoT0-4/1
0,03 0,6 1,4 23,0 12,5 2,7 Equil. 520 700 28 36 a -60 1,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi(Mo) e acciai non legati e bassolegati. Anche per rivestimenti contenenti Mo (strati cuscinetto). Ferrite 27–42 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, DB, ABS, DNV GL, LR, RINA, CWB, CE
Fili animati flux cored per applicazioni ad alte temperature (senza bismuto)
BÖHLER E 308 H-FD T Z 19 9 H R M21/C1 3 E308HT0-4
0,05 0,6 1,2 19,4 10,1 Equil. 370 570 45 85 a temperatura ambiente
1,21,6
AISI 304H, 321H, 347H, 304. Acciai austenitici CrNi resistenti al creep per temperature di servizio elevate. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 3–8 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
TÜV, CE
BÖHLER E 347L H-FD T 19 9 Nb R M21/C1 3E347T0-4/1
0,030 0,6 1,3 18,5 10,5 Equil. 0,45 420 580 35 37 a -196 1,2 AISI 321, 321H, 347, 347H. Acciai austenitici CrNi resistenti al creep. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 5–9 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
–
BÖHLER E 309L H-FD T 23 12 L R M21/C1 3E309LT0-4/1
0,030 0,6 1,3 23,0 12,2 Equil. 390 530 45 50 a -60 1,2 Giunti dissimili di acciai Cr e CrNi altolegati con acciai non legati o bassolegati. Rivestimento (strato cuscinetto) di acciai non legati e bassolegati. Adatto a temperature di servizio fino a -60 °C. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 12–18 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.
6
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per acciaio inossidabile duplex
Avesta FCW-2D LDX 2101 T 23 7 N L R M21/C1 3E2307T0-4/1
0,025 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 570 760 28 41 a -60 1,2 Progettato per saldare l'acciaio inossidabile lean duplex LDX 2101®, UNS S32101, S32001, EN 1.4162 e leghe simili. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 27–34 FN. Adatto a temperature di servizio da -60 °C a 250 °C.
TÜV, ABS, CE
Avesta FCW-2D 2304 T 23 7 N L R M21/C1 3E2307T0-4/1
0,025 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 570 760 28 41 a -60 1,2 Progettato principalmente per saldare l'acciaio inossidabile lean duplex 2304, UNS S32304, EN 1.4362 e leghe simili. Sovralegato con nichel per favorire la formazione di austenite nel metallo di saldatura. Ferrite 27–34 FN. Adatto a temperature di servizio da -60 °C a 250 °C.
TÜV, CE
BÖHLER CN 22/9 N-FD T 22 9 3 N L R M21/C1 3E2209T0-4/1
0,027 0,7 0,9 22,9 9,2 3,2 0,13 Equil. > 35 620 800 27 45 a -30 1,2 UNS S31803, UNS S32205 e leghe simili. Conforme ai requisiti dei test di corrosione secondo ASTM A262, ASTM A923-C e ASTM G48-A (24 h) fino a 22 °C allo stato come saldato e fino a 30 °C allo stato di ricottura di solubilizzazione. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 39–47 FN. Adatto a temperature di servizio da -40 °C a 250 °C.
TÜV, DNV GL, LR, RINA, BV, CE, DB
Avesta FCW-2D 2205 T 22 9 3 N L R M21/C1 3E2209T0-4/1
0,027 0,7 0,9 22,9 9,2 3,2 0,13 Equil. > 35 620 800 27 45 a -30 1,21,6
UNS S31803, UNS S32205, 1.4462 e leghe simili. Conforme ai requisiti dei test di corrosione secondo ASTM A923 metodo C e ASTM G48 metodi A, B ed E (22 °C); ASTM G36 e NACE TM 0177 metodo A. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 39–47 FN. Adatto a temperature di servizio da -40 °C a 250 °C.
TÜV, BV, CWB, ABS, DNV GL, LR, RINA, DB, CE
Fili animati flux cored per leghe a base di nichel
BÖHLER NIBAS 70/20-FD EN ISO 12153: T Ni 6082 R M21 3
AWS A5.34 / SFA-5.34: ENiCr3T0/-4
0,03 0,40 3,2 19,5 Equilibrio ≤ 2,0 2,5 385 650 39 120 a -196 1,21,6
Lega 600, 600 L, 800 / 800H. Filo a base di nichel per la saldatura di leghe a base di nichel, acciai criogenici e resistenti al calore; giunti dissimili e strati cuscinetto. Adatto alla produzione di recipienti in pressione nel range di temperatura di servizio che va da -196 °C a 550 °C, altrimenti resistente all'ossidazione a caldo fino a 1200 °C in un'atmosfera priva di S.
TÜV, CE
BÖHLER NIBAS 70/20 Mn-FD EN ISO 12153:T Ni 6083 R M21 3 AWS A5.34 / SFA-5.34: ENiCr3T0-4 (mod.)
0,03 0,3 5,5 19,7 Equilibrio ≤ 2,0 2,4 380 640 41 115 a -196 1,2 Lega 600, 600 L, 800 / 800H. Filo a base di nichel per la saldatura di leghe a base di nichel, acciai criogenici e resistenti al calore; giunti dissimili e strati cuscinetto. Contenuto più elevato di Mn per una maggiore resistenza alla fessurazione da solidificazione. Adatto alla produzione di recipienti in pressione nel range di temperatura di servizio che va da -196 °C a 550 °C.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.
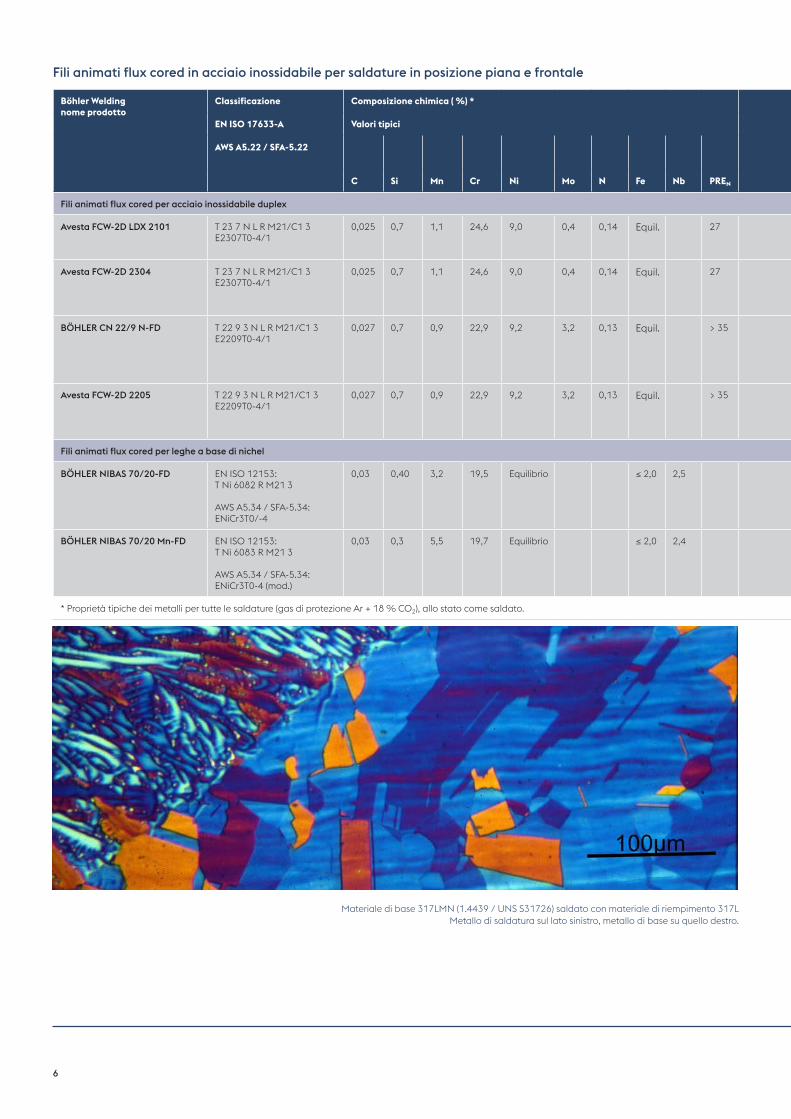
Fili animati flux cored in acciaio inossidabile per saldature in posizione piana e frontale
Materiale di base 317LMN (1.4439 / UNS S31726) saldato con materiale di riempimento 317LMetallo di saldatura sul lato sinistro, metallo di base su quello destro.

7
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per acciaio inossidabile duplex
Avesta FCW-2D LDX 2101 T 23 7 N L R M21/C1 3E2307T0-4/1
0,025 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 570 760 28 41 a -60 1,2 Progettato per saldare l'acciaio inossidabile lean duplex LDX 2101®, UNS S32101, S32001, EN 1.4162 e leghe simili. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 27–34 FN. Adatto a temperature di servizio da -60 °C a 250 °C.
TÜV, ABS, CE
Avesta FCW-2D 2304 T 23 7 N L R M21/C1 3E2307T0-4/1
0,025 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 570 760 28 41 a -60 1,2 Progettato principalmente per saldare l'acciaio inossidabile lean duplex 2304, UNS S32304, EN 1.4362 e leghe simili. Sovralegato con nichel per favorire la formazione di austenite nel metallo di saldatura. Ferrite 27–34 FN. Adatto a temperature di servizio da -60 °C a 250 °C.
TÜV, CE
BÖHLER CN 22/9 N-FD T 22 9 3 N L R M21/C1 3E2209T0-4/1
0,027 0,7 0,9 22,9 9,2 3,2 0,13 Equil. > 35 620 800 27 45 a -30 1,2 UNS S31803, UNS S32205 e leghe simili. Conforme ai requisiti dei test di corrosione secondo ASTM A262, ASTM A923-C e ASTM G48-A (24 h) fino a 22 °C allo stato come saldato e fino a 30 °C allo stato di ricottura di solubilizzazione. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 39–47 FN. Adatto a temperature di servizio da -40 °C a 250 °C.
TÜV, DNV GL, LR, RINA, BV, CE, DB
Avesta FCW-2D 2205 T 22 9 3 N L R M21/C1 3E2209T0-4/1
0,027 0,7 0,9 22,9 9,2 3,2 0,13 Equil. > 35 620 800 27 45 a -30 1,21,6
UNS S31803, UNS S32205, 1.4462 e leghe simili. Conforme ai requisiti dei test di corrosione secondo ASTM A923 metodo C e ASTM G48 metodi A, B ed E (22 °C); ASTM G36 e NACE TM 0177 metodo A. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 39–47 FN. Adatto a temperature di servizio da -40 °C a 250 °C.
TÜV, BV, CWB, ABS, DNV GL, LR, RINA, DB, CE
Fili animati flux cored per leghe a base di nichel
BÖHLER NIBAS 70/20-FD EN ISO 12153: T Ni 6082 R M21 3
AWS A5.34 / SFA-5.34: ENiCr3T0/-4
0,03 0,40 3,2 19,5 Equilibrio ≤ 2,0 2,5 385 650 39 120 a -196 1,21,6
Lega 600, 600 L, 800 / 800H. Filo a base di nichel per la saldatura di leghe a base di nichel, acciai criogenici e resistenti al calore; giunti dissimili e strati cuscinetto. Adatto alla produzione di recipienti in pressione nel range di temperatura di servizio che va da -196 °C a 550 °C, altrimenti resistente all'ossidazione a caldo fino a 1200 °C in un'atmosfera priva di S.
TÜV, CE
BÖHLER NIBAS 70/20 Mn-FD EN ISO 12153:T Ni 6083 R M21 3 AWS A5.34 / SFA-5.34: ENiCr3T0-4 (mod.)
0,03 0,3 5,5 19,7 Equilibrio ≤ 2,0 2,4 380 640 41 115 a -196 1,2 Lega 600, 600 L, 800 / 800H. Filo a base di nichel per la saldatura di leghe a base di nichel, acciai criogenici e resistenti al calore; giunti dissimili e strati cuscinetto. Contenuto più elevato di Mn per una maggiore resistenza alla fessurazione da solidificazione. Adatto alla produzione di recipienti in pressione nel range di temperatura di servizio che va da -196 °C a 550 °C.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.

8
Fili animati flux cored in acciaio inossidabile Fili per saldature in tutte le posizioni
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per acciaio inossidabile austenitico
BÖHLER EAS 2 PW-FD T 19 9 L P M21/C1 1E308LT1-4/1
0,03 0,7 1,5 19,8 10,5 Equil. 380 535 39 38 a -196 0,91,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, DB, DNV GL, CE
Avesta FCW 308L/MVR-PW T 19 9 L P M21/C1 1E308LT1-4/1
0,03 0,7 1,5 19,8 10,5 Equil. 380 535 39 38 a -196 0,91,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, ABS, CWB, DB, CE
BÖHLER EAS 2 PW-FD (LF) T 19 9 L P M21/C1 1E308LT1-4/1
Conforme anche a AWS A5.22E308LT1-4/1J
0,03 0,6 1,4 19,3 10,9 Equil. 390 550 40 42 a -196 1,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Buona tenacità. Espansione laterale a -196 °C ≥ 0,38 mm (15 mil). Ferrite 3–6 FN. Adatto ad applicazioni LNG. Temperature di servizio da -196 °C a 350 °C.
–
Avesta FCW 308L/MVR Cryo T 19 9 L P M21/C1 1E308LT1-4/1
Conforme anche a AWS A5.22E308LT1-4/1J
0,03 0,6 1,4 19,3 10,9 Equil. 390 550 40 42 a -196 1,2 AISI 304L, 304, 321, 347, 304LN, 302. Resistenza all'impatto elevata come previsto per le applicazioni LNG. Ferrite controllata 3–6 FN. Adatto a temperature di servizio da -196 °C a 350 °C. Espansione laterale a -196 °C ≥ 0,38 mm.
–
BÖHLER SAS 2 PW-FD T 19 9 Nb P M21/C1 1E347T1-4/1
0,03 0,7 1,4 19,0 10,4 Equil. 0,35 420 590 35 40 a -120 1,2 AISI 347, 304, 321, 304L, 304LN, 302. Ferrite 5–13 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, CE
BÖHLER EAS 4 PW-FD T 19 12 3 L P M21/C1 1E316LT1-4/1
0,03 0,7 1,5 19,0 12,0 2,7 Equil. 430 560 34 40 a -120 0,91,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 4–12 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, DB, LR, DNV GL, CE
BÖHLER EAS 4 PW-FD (LF) T Z 19 12 3 L P M21/C1 1E316LT1-4/1
Conforme anche a AWS A5.22E316LT1-4/1J
0,03 0,7 1,4 18,1 12,5 2,1 Equil. 400 550 36 35 a -196 1,2 AISI 316L, 316Ti, 316Cb. In particolare per una buona resistenza criogenica ed espansione laterale fino a -196 °C come previsto per le applicazioni LNG. Ferrite 3–6 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, RINA, CE
Avesta FCW 316L/SKR-PW T 19 12 3 L P M21/C1 1E316LT1-4/1
0,03 0,7 1,5 19,0 12,0 2,7 Equil. 430 560 34 40 a -120 0,91,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 4–12 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, ABS, CWB, DB, DNV GL, CE
BÖHLER SAS 4 PW-FD T 19 12 3 Nb P M21/C1 1 0,03 0,6 1,3 18,8 12,2 2,7 Equil. 0,46 480 665 32 40 a -100 1,2 AISI 316Cb, 316Ti, 316L, 316. Stabilizzato con niobio. Ferrite 5–13 FN Adatto a temperature di servizio da -120 °C a 400 °C.
–
BÖHLER E 317L PW-FD T Z19 13 4 L P M21/C1 1E317LT1-4/1
0,03 0,7 1,3 18,8 13,1 3,4 Equil. 430 560 36 50 a -60 1,2 AISI 317L, 317LN, 317LMN, 316L, 316LN. Acciai inossidabili austenitici CrNiMo(N) con contenuto più elevato di Mo o placcatura resistente alla corrosione sugli acciai dolci. Ferrite 3–8 FN. Adatto a temperature di servizio da -60 °C a 300 °C.
BV, CE
Fili animati flux cored per giunti dissimili e strati cuscinetto
BÖHLER A 7 PW-FD T 18 8 Mn P M21/C1 2E307T1-G (mod.)
0,1 0,8 6,8 18,8 9,0 Equil. 420 630 39 35 a -100Durezza 200 HB
1,2 Tenace e resistente alle crepe. Con la lavorazione a freddo si indurisce fino a 400 HB. Rivestimento della superficie delle lame di turbine; strati cuscinetto e intermedi precedenti alla stellitatura. Giunti dissimili, acciai 14 % Mn, acciai 13–17 % Cr, ecc. Ferrite 2–4 FN. Temperature di servizio da -100 °C a 650 °C.
TÜV, CE
BÖHLER CN 23/12 PW-FD T 23 12 L P M21/C1 1E309LT1-4/1
0,03 0,7 1,4 23,0 12,5 Equil. 420 540 36 50 a -60 0,91,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 23–36 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, DB, LR, DNV GL, BV, RINA, CE
Avesta FCW 309L-PW T 23 12 L P M21/C1 1 E309LT1-4/1
0,03 0,7 1,4 23,0 12,5 Equil. 420 540 36 50 a -60 0,91,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 14–22 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, ABS, CWB, DB, DNV GL, CE
BÖHLER CN 23/12 Mo PW-FD T 23 12 2 L P M21/C1 1E309LMoT1-4/1
0,03 0,7 1,4 23,0 12,5 2,7 Equil. 540 705 28 44 a -60 0,91,2
Giunti dissimili fra acciai altolegati Cr e CrNi(Mo) e acciai non legati e bassolegati. Anche per Mo contenente un rivestimento di saldatura. Ferrite 15–23 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, BV, LR, CWB, DNV GL, CE
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.

9
Fili animati flux cored in acciaio inossidabile Fili per saldature in tutte le posizioni
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per acciaio inossidabile austenitico
BÖHLER EAS 2 PW-FD T 19 9 L P M21/C1 1E308LT1-4/1
0,03 0,7 1,5 19,8 10,5 Equil. 380 535 39 38 a -196 0,91,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, DB, DNV GL, CE
Avesta FCW 308L/MVR-PW T 19 9 L P M21/C1 1E308LT1-4/1
0,03 0,7 1,5 19,8 10,5 Equil. 380 535 39 38 a -196 0,91,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, ABS, CWB, DB, CE
BÖHLER EAS 2 PW-FD (LF) T 19 9 L P M21/C1 1E308LT1-4/1
Conforme anche a AWS A5.22E308LT1-4/1J
0,03 0,6 1,4 19,3 10,9 Equil. 390 550 40 42 a -196 1,21,6
AISI 304L, 304, 321, 347, 304LN, 302. Buona tenacità. Espansione laterale a -196 °C ≥ 0,38 mm (15 mil). Ferrite 3–6 FN. Adatto ad applicazioni LNG. Temperature di servizio da -196 °C a 350 °C.
–
Avesta FCW 308L/MVR Cryo T 19 9 L P M21/C1 1E308LT1-4/1
Conforme anche a AWS A5.22E308LT1-4/1J
0,03 0,6 1,4 19,3 10,9 Equil. 390 550 40 42 a -196 1,2 AISI 304L, 304, 321, 347, 304LN, 302. Resistenza all'impatto elevata come previsto per le applicazioni LNG. Ferrite controllata 3–6 FN. Adatto a temperature di servizio da -196 °C a 350 °C. Espansione laterale a -196 °C ≥ 0,38 mm.
–
BÖHLER SAS 2 PW-FD T 19 9 Nb P M21/C1 1E347T1-4/1
0,03 0,7 1,4 19,0 10,4 Equil. 0,35 420 590 35 40 a -120 1,2 AISI 347, 304, 321, 304L, 304LN, 302. Ferrite 5–13 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, CE
BÖHLER EAS 4 PW-FD T 19 12 3 L P M21/C1 1E316LT1-4/1
0,03 0,7 1,5 19,0 12,0 2,7 Equil. 430 560 34 40 a -120 0,91,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 4–12 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, DB, LR, DNV GL, CE
BÖHLER EAS 4 PW-FD (LF) T Z 19 12 3 L P M21/C1 1E316LT1-4/1
Conforme anche a AWS A5.22E316LT1-4/1J
0,03 0,7 1,4 18,1 12,5 2,1 Equil. 400 550 36 35 a -196 1,2 AISI 316L, 316Ti, 316Cb. In particolare per una buona resistenza criogenica ed espansione laterale fino a -196 °C come previsto per le applicazioni LNG. Ferrite 3–6 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, RINA, CE
Avesta FCW 316L/SKR-PW T 19 12 3 L P M21/C1 1E316LT1-4/1
0,03 0,7 1,5 19,0 12,0 2,7 Equil. 430 560 34 40 a -120 0,91,21,6
AISI 316L, 316, 316Ti, 316Cb, 316LN. Ferrite 4–12 FN. Adatto a temperature di servizio da -120 °C a 400 °C.
TÜV, ABS, CWB, DB, DNV GL, CE
BÖHLER SAS 4 PW-FD T 19 12 3 Nb P M21/C1 1 0,03 0,6 1,3 18,8 12,2 2,7 Equil. 0,46 480 665 32 40 a -100 1,2 AISI 316Cb, 316Ti, 316L, 316. Stabilizzato con niobio. Ferrite 5–13 FN Adatto a temperature di servizio da -120 °C a 400 °C.
–
BÖHLER E 317L PW-FD T Z19 13 4 L P M21/C1 1E317LT1-4/1
0,03 0,7 1,3 18,8 13,1 3,4 Equil. 430 560 36 50 a -60 1,2 AISI 317L, 317LN, 317LMN, 316L, 316LN. Acciai inossidabili austenitici CrNiMo(N) con contenuto più elevato di Mo o placcatura resistente alla corrosione sugli acciai dolci. Ferrite 3–8 FN. Adatto a temperature di servizio da -60 °C a 300 °C.
BV, CE
Fili animati flux cored per giunti dissimili e strati cuscinetto
BÖHLER A 7 PW-FD T 18 8 Mn P M21/C1 2E307T1-G (mod.)
0,1 0,8 6,8 18,8 9,0 Equil. 420 630 39 35 a -100Durezza 200 HB
1,2 Tenace e resistente alle crepe. Con la lavorazione a freddo si indurisce fino a 400 HB. Rivestimento della superficie delle lame di turbine; strati cuscinetto e intermedi precedenti alla stellitatura. Giunti dissimili, acciai 14 % Mn, acciai 13–17 % Cr, ecc. Ferrite 2–4 FN. Temperature di servizio da -100 °C a 650 °C.
TÜV, CE
BÖHLER CN 23/12 PW-FD T 23 12 L P M21/C1 1E309LT1-4/1
0,03 0,7 1,4 23,0 12,5 Equil. 420 540 36 50 a -60 0,91,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 23–36 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, DB, LR, DNV GL, BV, RINA, CE
Avesta FCW 309L-PW T 23 12 L P M21/C1 1 E309LT1-4/1
0,03 0,7 1,4 23,0 12,5 Equil. 420 540 36 50 a -60 0,91,21,6
Giunti dissimili fra acciai altolegati Cr e CrNi e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 14–22 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, ABS, CWB, DB, DNV GL, CE
BÖHLER CN 23/12 Mo PW-FD T 23 12 2 L P M21/C1 1E309LMoT1-4/1
0,03 0,7 1,4 23,0 12,5 2,7 Equil. 540 705 28 44 a -60 0,91,2
Giunti dissimili fra acciai altolegati Cr e CrNi(Mo) e acciai non legati e bassolegati. Anche per Mo contenente un rivestimento di saldatura. Ferrite 15–23 FN. Per temperature di servizio da -60 °C a 300 °C.
TÜV, BV, LR, CWB, DNV GL, CE
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.

10
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per applicazioni ad alte temperature (senza bismuto)
BÖHLER E 308 H PW-FD T Z 19 9 H P M21/C1 1 E308HT1-4/1
0,05 0,6 1,2 19,4 10,1 Equil. 370 560 45 90 a +20 1,2 AISI 304H, 321H, 347H, 304. Acciai CrNi austenitici resistenti al creep per temperature di servizio elevate. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 3–8 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
TÜV, CE
BÖHLER E 347 H PW-FD T 19 9 Nb P M21/C1 1E347HT1-4/1
0,045 0,6 1,3 18,5 10,5 Equil. 0,45 370 560 45 38 a -196 1,2 AISI 321, 321H, 347, 347H. Acciai CrNi austenitici resistenti al creep per temperature di servizio elevate. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 4–8 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura. Conforme anche a AWS A5.22 E347T1/4/1.
–
BÖHLER E 309L H PW-FD T 23 12 L P M21/C1 1E309LT1-4/1
0,035 0,7 1,3 23,0 12,5 Equil. 390 530 35 60 a -60 1,2 Giunti dissimili per acciai Cr e CrNi altolegati con acciai non legati o bassolegati, come ad esempio rivestimenti (strato cuscinetto) su acciai non legati e bassolegati. Adatto a temperature di servizio fino a -60 °C. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 10–23 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
–
Fili animati flux cored per acciaio inossidabile duplex
Avesta FCW LDX 2101-PW T 23 7 N L P M21/C1 1E2307T1-4/1
0,03 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 580 750 31 54 a -30 1,2 Acciaio inossidabile lean duplex LDX 2101®, UNS S32101, S32001 e leghe similari. PREN ≥ 27. Sovralegato con nichel per favorire la formazione di austenite. Ferrite ≥ 30 FN. Adatto a temperature di servizio da -50 °C a 250 °C.
ABS, CE
Avesta FCW 2304-PW T 23 7 N L P M21/C1 1E2307T1-4/1
0,03 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 580 750 31 54 a -30 1,2 Progettato per saldare l'acciaio inossidabile lean duplex 2304, UNS S32304, EN 1.4362 e leghe simili. PREN ≥ 27. Sovralegato con nichel per favorire la formazione di austenite. Ferrite ≥ 30 FN. Adatto a temperature di servizio da -50 °C a 250 °C.
–
Avesta FCW 2205-PW T 22 9 3 N L P M21/C1 1E2209T1-4/1
0,029 0,7 1,0 23,0 9,1 3,2 0,13 Equil. > 35 600 800 27 45 a -40 1,21,6
UNS S31803, UNS S32205, S32304, S32101. Conforme ai requisiti dei test di corrosione come da ASTM G48 (25 °C). Sovralegato con nichel per favorire la formazione di austenite. PREN > 35. Ferrite 35–41 FN. Adatto a temperature di servizio da -50 °C a 250 °C.
TÜV, BV, ABS, CWB, DNV GL, LR, RINA, CE
BÖHLER CN 22/9 PW-FD T 22 9 3 N L P M21/C1 1E2209T1-4/1
0,029 0,7 1,0 23,0 9,1 3,2 0,13 Equil. > 35 600 800 27 45 a -40 1,2 UNS S31803, UNS S32205, UNS S32304, S32101; conforme ai requisiti del test di corrosione secondo ASTM G48 a 25 °C e ASTM A923 metodo C a 22 °C. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 35 - 41 FN. Adatto a temperature di servizio da -46 °C a 250 °C.
TÜV, DNV GL, LR, RINA, BV, CE
Avesta FCW LDX 2404-PW T Z 25 9 4 N L P M21/C1 2E2594T1-G
0,03 0,7 1,5 25,1 8,80 2,2 0,19 Equil. 36 630 830 30 46 a -40 1,2 Progettato per saldare l'acciaio inossidabile lean duplex LDX 2404®, EN 1.4662, UNS S82441. PREN ≥ 35. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 45–65 FN. Adatto a temperature di servizio da -40 °C a 250 °C.
–
Avesta FCW 2507/P100-PW T 25 9 4 N L P M21/C1 2E2594T1-4/1
0,03 0,7 0,9 25,3 9,8 3,7 0,23 Equil. > 41 690 890 27 38 a -40 1,2 Acciaio inossidabile superduplex 25 % Cr e fusioni come UNS S32570 e UNS S32760. PREN ≥ 41. Può essere utilizzato per giunti fra gradi superduplex e acciai inossidabili austenitici o acciai al carbonio. Ferrite 45–55 FN. La temperatura operativa va da -40 °C a 220 °C.
–
Avesta FCW 2507/P100-PW NOR T 25 9 4 N L P M21/C1 2E2594T1-4/1
0,03 0,7 0,9 25,3 9,8 3,7 0,23 Equil. > 41 640 880 28 41 a -50 1,2 Acciaio inossidabile superduplex 25 % Cr e fusioni come UNS S32570 e UNS S32760. Sviluppato per soddisfare le severe specifiche NORSOK M-601 e standard analoghi. Ferrite 40–45 FN. La temperatura operativa va da -50 °C a 220 °C.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.
Fili animati flux cored in acciaio inossidabile Fili per saldature in tutte le posizioni

11
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per applicazioni ad alte temperature (senza bismuto)
BÖHLER E 308 H PW-FD T Z 19 9 H P M21/C1 1 E308HT1-4/1
0,05 0,6 1,2 19,4 10,1 Equil. 370 560 45 90 a +20 1,2 AISI 304H, 321H, 347H, 304. Acciai CrNi austenitici resistenti al creep per temperature di servizio elevate. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 3–8 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
TÜV, CE
BÖHLER E 347 H PW-FD T 19 9 Nb P M21/C1 1E347HT1-4/1
0,045 0,6 1,3 18,5 10,5 Equil. 0,45 370 560 45 38 a -196 1,2 AISI 321, 321H, 347, 347H. Acciai CrNi austenitici resistenti al creep per temperature di servizio elevate. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 4–8 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura. Conforme anche a AWS A5.22 E347T1/4/1.
–
BÖHLER E 309L H PW-FD T 23 12 L P M21/C1 1E309LT1-4/1
0,035 0,7 1,3 23,0 12,5 Equil. 390 530 35 60 a -60 1,2 Giunti dissimili per acciai Cr e CrNi altolegati con acciai non legati o bassolegati, come ad esempio rivestimenti (strato cuscinetto) su acciai non legati e bassolegati. Adatto a temperature di servizio fino a -60 °C. Privo di bismuto (Bi ≤ 10 ppm). Ferrite 10–23 FN. Conforme a API RP582 e AWS A5.22 per temperature di servizio elevate o trattamento termico post-saldatura.
–
Fili animati flux cored per acciaio inossidabile duplex
Avesta FCW LDX 2101-PW T 23 7 N L P M21/C1 1E2307T1-4/1
0,03 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 580 750 31 54 a -30 1,2 Acciaio inossidabile lean duplex LDX 2101®, UNS S32101, S32001 e leghe similari. PREN ≥ 27. Sovralegato con nichel per favorire la formazione di austenite. Ferrite ≥ 30 FN. Adatto a temperature di servizio da -50 °C a 250 °C.
ABS, CE
Avesta FCW 2304-PW T 23 7 N L P M21/C1 1E2307T1-4/1
0,03 0,7 1,1 24,6 9,0 0,4 0,14 Equil. 27 580 750 31 54 a -30 1,2 Progettato per saldare l'acciaio inossidabile lean duplex 2304, UNS S32304, EN 1.4362 e leghe simili. PREN ≥ 27. Sovralegato con nichel per favorire la formazione di austenite. Ferrite ≥ 30 FN. Adatto a temperature di servizio da -50 °C a 250 °C.
–
Avesta FCW 2205-PW T 22 9 3 N L P M21/C1 1E2209T1-4/1
0,029 0,7 1,0 23,0 9,1 3,2 0,13 Equil. > 35 600 800 27 45 a -40 1,21,6
UNS S31803, UNS S32205, S32304, S32101. Conforme ai requisiti dei test di corrosione come da ASTM G48 (25 °C). Sovralegato con nichel per favorire la formazione di austenite. PREN > 35. Ferrite 35–41 FN. Adatto a temperature di servizio da -50 °C a 250 °C.
TÜV, BV, ABS, CWB, DNV GL, LR, RINA, CE
BÖHLER CN 22/9 PW-FD T 22 9 3 N L P M21/C1 1E2209T1-4/1
0,029 0,7 1,0 23,0 9,1 3,2 0,13 Equil. > 35 600 800 27 45 a -40 1,2 UNS S31803, UNS S32205, UNS S32304, S32101; conforme ai requisiti del test di corrosione secondo ASTM G48 a 25 °C e ASTM A923 metodo C a 22 °C. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 35 - 41 FN. Adatto a temperature di servizio da -46 °C a 250 °C.
TÜV, DNV GL, LR, RINA, BV, CE
Avesta FCW LDX 2404-PW T Z 25 9 4 N L P M21/C1 2E2594T1-G
0,03 0,7 1,5 25,1 8,80 2,2 0,19 Equil. 36 630 830 30 46 a -40 1,2 Progettato per saldare l'acciaio inossidabile lean duplex LDX 2404®, EN 1.4662, UNS S82441. PREN ≥ 35. Sovralegato con nichel per favorire la formazione di austenite. Ferrite 45–65 FN. Adatto a temperature di servizio da -40 °C a 250 °C.
–
Avesta FCW 2507/P100-PW T 25 9 4 N L P M21/C1 2E2594T1-4/1
0,03 0,7 0,9 25,3 9,8 3,7 0,23 Equil. > 41 690 890 27 38 a -40 1,2 Acciaio inossidabile superduplex 25 % Cr e fusioni come UNS S32570 e UNS S32760. PREN ≥ 41. Può essere utilizzato per giunti fra gradi superduplex e acciai inossidabili austenitici o acciai al carbonio. Ferrite 45–55 FN. La temperatura operativa va da -40 °C a 220 °C.
–
Avesta FCW 2507/P100-PW NOR T 25 9 4 N L P M21/C1 2E2594T1-4/1
0,03 0,7 0,9 25,3 9,8 3,7 0,23 Equil. > 41 640 880 28 41 a -50 1,2 Acciaio inossidabile superduplex 25 % Cr e fusioni come UNS S32570 e UNS S32760. Sviluppato per soddisfare le severe specifiche NORSOK M-601 e standard analoghi. Ferrite 40–45 FN. La temperatura operativa va da -50 °C a 220 °C.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.

12
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per leghe a base di nichel
BÖHLER NIBAS 625 PW-FD EN ISO 12153: T Ni 6625 P M21 2
AWS A5.34 / SFA-5.34: ENiCrMo3T1/-4
0,05 0,4 0,4 21,0 Equilibrio 8,5 < 1.0 3,3 460 740 40 80 a -196 1,2 Lega 600, 600L, 625, 800 / 800H, 825, UNS, N07080, N0810, N08367, N08926, S31254. Per leghe a base di nichel contenenti quantità elevate di Mo e giunti dissimili; acciai 9 % Ni e acciai resistenti al creep e al calore per applicazioni criogeniche (ad es. LNG). Adatto a temperature di servizio da -196 °C. Resistenza all'ossidazione a caldo fino a 1100 °C in un'atmosfera priva di S.
TÜV, CE
Fili animati flux cored per acciaio inossidabile martensitico morbido
BÖHLER CN 13/4 PW-FD T 13 4 P M21/C1 1 (H5)E410NiMoT1-4/1 (H4)
0,023 0,7 0,9 12,0 5,0 0,5 Equil. 790** 920 17 40 a -50 1,21,6
Saldature per la produzione e riparazione di componenti di idroturbine in acciaio 13Cr-4Ni martensitico morbido (UNS S41500). Resistenza all'impatto molto buona dopo trattamento termico. Contenuto di idrogeno diffusibile ultra basso di 1–3 ml / 100 g.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.
Fili animati flux cored in acciaio inossidabile Fili per saldature in tutte le posizioni

13
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili animati flux cored per leghe a base di nichel
BÖHLER NIBAS 625 PW-FD EN ISO 12153: T Ni 6625 P M21 2
AWS A5.34 / SFA-5.34: ENiCrMo3T1/-4
0,05 0,4 0,4 21,0 Equilibrio 8,5 < 1.0 3,3 460 740 40 80 a -196 1,2 Lega 600, 600L, 625, 800 / 800H, 825, UNS, N07080, N0810, N08367, N08926, S31254. Per leghe a base di nichel contenenti quantità elevate di Mo e giunti dissimili; acciai 9 % Ni e acciai resistenti al creep e al calore per applicazioni criogeniche (ad es. LNG). Adatto a temperature di servizio da -196 °C. Resistenza all'ossidazione a caldo fino a 1100 °C in un'atmosfera priva di S.
TÜV, CE
Fili animati flux cored per acciaio inossidabile martensitico morbido
BÖHLER CN 13/4 PW-FD T 13 4 P M21/C1 1 (H5)E410NiMoT1-4/1 (H4)
0,023 0,7 0,9 12,0 5,0 0,5 Equil. 790** 920 17 40 a -50 1,21,6
Saldature per la produzione e riparazione di componenti di idroturbine in acciaio 13Cr-4Ni martensitico morbido (UNS S41500). Resistenza all'impatto molto buona dopo trattamento termico. Contenuto di idrogeno diffusibile ultra basso di 1–3 ml / 100 g.
–
* Proprietà tipiche dei metalli per tutte le saldature (gas di protezione Ar + 18 % CO2), allo stato come saldato.
Böhler weldCare mette a disposizione un'ampia gamma di sostanze di decapaggio e passivazione dell'acciaio inossidabile. Il decapaggio è il metodo tecnicamente più valido per realizzare una superficie in acciaio inossidabile superiore e ottenere la migliore resistenza alla corrosione.
** PWHT (trattamento termico dopo saldatura): 580 °C / 8 h *** PWHT (trattamento termico dopo saldatura): 580 °C / 12 h
14
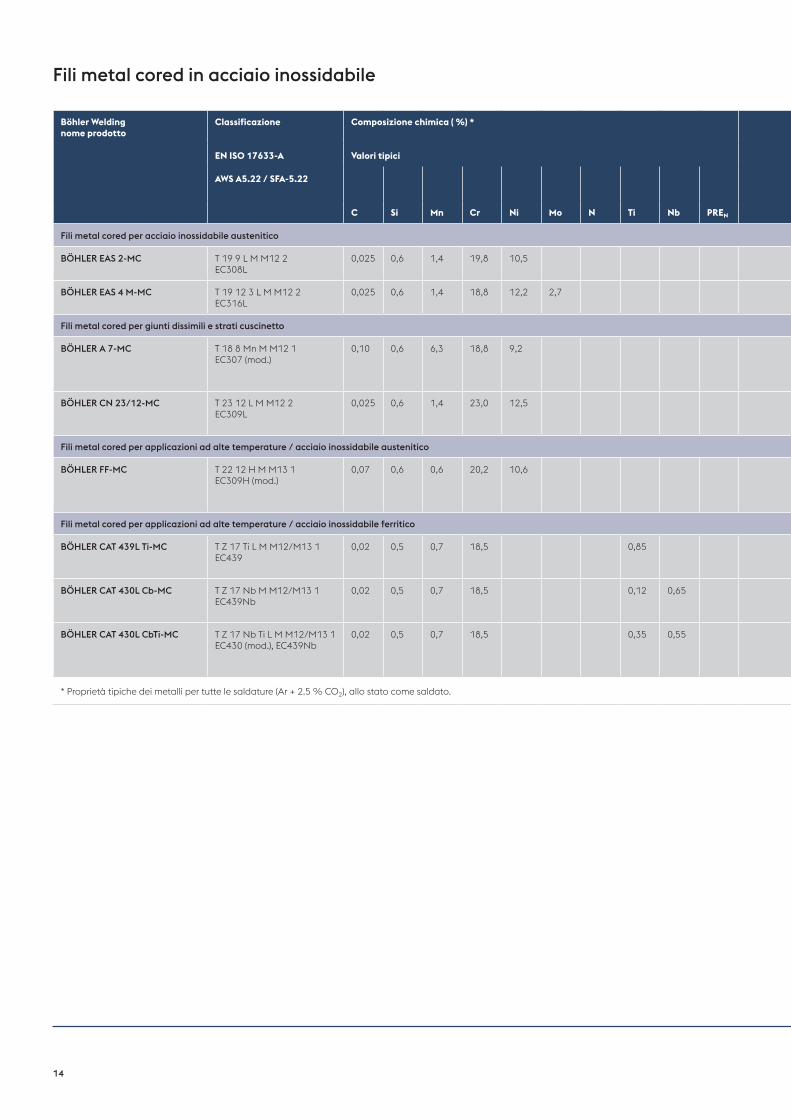
Fili metal cored in acciaio inossidabile
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Ti Nb PREN MPa MPa % J a °C mm
Fili metal cored per acciaio inossidabile austenitico
BÖHLER EAS 2-MC T 19 9 L M M12 2EC308L
0,025 0,6 1,4 19,8 10,5 420 560 36 40 a -196 1,2 AISI 304, 304L, 321, 347, 304LN. Acciai austenitici CrNi stabilizzati o non stabilizzati. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, CWB,CE
BÖHLER EAS 4 M-MC T 19 12 3 L M M12 2EC316L
0,025 0,6 1,4 18,8 12,2 2,7 420 560 34 38 a -120 1,2 AISI 316L, 316Ti, 316Cb. Acciai austenitici CrNi(Mo) stabilizzati o non stabilizzati. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 400 °C.
TÜV, CWB,CE
Fili metal cored per giunti dissimili e strati cuscinetto
BÖHLER A 7-MC T 18 8 Mn M M12 1EC307 (mod.)
0,10 0,6 6,3 18,8 9,2 408 608 40 40 a -60 1,21,6
Tenace e resistente alle crepe. Rivestimento della superficie delle lame di turbine; strati cuscinetto e intermedi Giunti dissimili; acciai 14 % Mn, acciai 13–17 % Cr, ecc. Ferrite 2–4 FN. Temperature di servizio da -90 °C fino a 650 °C. Resistente all'ossidazione a caldo fino a 850 °C.
TÜV,DB, CE
BÖHLER CN 23/12-MC T 23 12 L M M12 2EC309L
0,025 0,6 1,4 23,0 12,5 400 550 32 51 a -120 1,2 Giunti dissimili fra acciai Cr e CrNi altolegati e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 13–22 FN. Per temperature di servizio da -120 °C fino a 300 °C.
CWB, CE
Fili metal cored per applicazioni ad alte temperature / acciaio inossidabile austenitico
BÖHLER FF-MC T 22 12 H M M13 1EC309H (mod.)
0,07 0,6 0,6 20,2 10,6 380 560 55 74 a temperatura ambiente
1,2 Acciaio inox ferritico (1.4713, 1.4724, 1.4742, 1.4740) e acciaio inox austenitico (AISI 305; 1.4828, 1.4833 and 1.4826). Ferrite 5–10 FN. Per la saldatura robotizzata di impianti di scarico. Più resistente alla criccabilità a caldo di quanto possibile utilizzando i fili pieni. Resistente all'ossidazione a caldo fino a 1000 °C.
–
Fili metal cored per applicazioni ad alte temperature / acciaio inossidabile ferritico
BÖHLER CAT 439L Ti-MC T Z 17 Ti L M M12/M13 1EC439
0,02 0,5 0,7 18,5 0,85 Durezza 180 HB
1,2 Acciaio inox ferritico AISI 430, 439; UNS S43000, S43035. Per la saldatura robotizzata di impianti di scarico. Stabilizzato (Ti). A basso contenuto di carbonio. Resistente all'ossidazione a caldo fino a 850 °C
–
BÖHLER CAT 430L Cb-MC T Z 17 Nb M M12/M13 1EC439Nb
0,02 0,5 0,7 18,5 0,12 0,65 Durezza 180 HB
1,2 Acciaio inox ferritico AISI 430; UNS S43000. Per la saldatura robotizzata di impianti di scarico. Stabilizzato. A basso contenuto di carbonio. Resistente all'ossidazione a caldo fino a 900 °C.
–
BÖHLER CAT 430L CbTi-MC T Z 17 Nb Ti L M M12/M13 1EC430 (mod.), EC439Nb
0,02 0,5 0,7 18,5 0,35 0,55 Durezza 180 HB
1,2 Acciaio inox ferritico AISI 430, 441; UNS S43000, S43940. Per la saldatura robotizzata di impianti di scarico. Doppia stabilizzazione (Nb + Ti). Basso tenore di carbonio con tendenza ridotta all'ingrossamento del grano. Resistente all'ossidazione a caldo fino a 900 °C.
–
* Proprietà tipiche dei metalli per tutte le saldature (Ar + 2.5 % CO2), allo stato come saldato.

15
Fili metal cored in acciaio inossidabile
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Ti Nb PREN MPa MPa % J a °C mm
Fili metal cored per acciaio inossidabile austenitico
BÖHLER EAS 2-MC T 19 9 L M M12 2EC308L
0,025 0,6 1,4 19,8 10,5 420 560 36 40 a -196 1,2 AISI 304, 304L, 321, 347, 304LN. Acciai austenitici CrNi stabilizzati o non stabilizzati. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 350 °C.
TÜV, CWB,CE
BÖHLER EAS 4 M-MC T 19 12 3 L M M12 2EC316L
0,025 0,6 1,4 18,8 12,2 2,7 420 560 34 38 a -120 1,2 AISI 316L, 316Ti, 316Cb. Acciai austenitici CrNi(Mo) stabilizzati o non stabilizzati. Ferrite 4–12 FN. Adatto a temperature di servizio da -196 °C a 400 °C.
TÜV, CWB,CE
Fili metal cored per giunti dissimili e strati cuscinetto
BÖHLER A 7-MC T 18 8 Mn M M12 1EC307 (mod.)
0,10 0,6 6,3 18,8 9,2 408 608 40 40 a -60 1,21,6
Tenace e resistente alle crepe. Rivestimento della superficie delle lame di turbine; strati cuscinetto e intermedi Giunti dissimili; acciai 14 % Mn, acciai 13–17 % Cr, ecc. Ferrite 2–4 FN. Temperature di servizio da -90 °C fino a 650 °C. Resistente all'ossidazione a caldo fino a 850 °C.
TÜV,DB, CE
BÖHLER CN 23/12-MC T 23 12 L M M12 2EC309L
0,025 0,6 1,4 23,0 12,5 400 550 32 51 a -120 1,2 Giunti dissimili fra acciai Cr e CrNi altolegati e acciai non legati e bassolegati. Anche per saldature di rivestimento (strati cuscinetto). Ferrite 13–22 FN. Per temperature di servizio da -120 °C fino a 300 °C.
CWB, CE
Fili metal cored per applicazioni ad alte temperature / acciaio inossidabile austenitico
BÖHLER FF-MC T 22 12 H M M13 1EC309H (mod.)
0,07 0,6 0,6 20,2 10,6 380 560 55 74 a temperatura ambiente
1,2 Acciaio inox ferritico (1.4713, 1.4724, 1.4742, 1.4740) e acciaio inox austenitico (AISI 305; 1.4828, 1.4833 and 1.4826). Ferrite 5–10 FN. Per la saldatura robotizzata di impianti di scarico. Più resistente alla criccabilità a caldo di quanto possibile utilizzando i fili pieni. Resistente all'ossidazione a caldo fino a 1000 °C.
–
Fili metal cored per applicazioni ad alte temperature / acciaio inossidabile ferritico
BÖHLER CAT 439L Ti-MC T Z 17 Ti L M M12/M13 1EC439
0,02 0,5 0,7 18,5 0,85 Durezza 180 HB
1,2 Acciaio inox ferritico AISI 430, 439; UNS S43000, S43035. Per la saldatura robotizzata di impianti di scarico. Stabilizzato (Ti). A basso contenuto di carbonio. Resistente all'ossidazione a caldo fino a 850 °C
–
BÖHLER CAT 430L Cb-MC T Z 17 Nb M M12/M13 1EC439Nb
0,02 0,5 0,7 18,5 0,12 0,65 Durezza 180 HB
1,2 Acciaio inox ferritico AISI 430; UNS S43000. Per la saldatura robotizzata di impianti di scarico. Stabilizzato. A basso contenuto di carbonio. Resistente all'ossidazione a caldo fino a 900 °C.
–
BÖHLER CAT 430L CbTi-MC T Z 17 Nb Ti L M M12/M13 1EC430 (mod.), EC439Nb
0,02 0,5 0,7 18,5 0,35 0,55 Durezza 180 HB
1,2 Acciaio inox ferritico AISI 430, 441; UNS S43000, S43940. Per la saldatura robotizzata di impianti di scarico. Doppia stabilizzazione (Nb + Ti). Basso tenore di carbonio con tendenza ridotta all'ingrossamento del grano. Resistente all'ossidazione a caldo fino a 900 °C.
–
* Proprietà tipiche dei metalli per tutte le saldature (Ar + 2.5 % CO2), allo stato come saldato.

16
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili metal cored per acciaio inossidabile martensitico morbido
BÖHLER CN 13/4-MC T 13 4 M M12 2EC410NiMo (mod.)
0,022 0,7 0,9 12,0 4,6 0,6 Equil. 730**
860 17 62 a -20 1,21,6
Saldature per la produzione e riparazione di componenti di idroturbine in acciaio 13Cr-4Ni martensitico morbido (UNS S41500). Resistenza all'impatto molto buona dopo trattamento termico. Contenuto di idrogeno diffusibile ultra basso max. 4 ml / 100 g.
TÜV, LR, CE
BÖHLER CN 13/4-MC HI T 13 4 M M12 2EC410NiMo (mod.)
0,014 0,3 0,6 12,0 4,7 0,5 Equil. 685**
770 21 75 a -20 1,2 Saldature per la produzione e riparazione di componenti di idroturbine in acciaio 13Cr-4Ni martensitico morbido (UNS S41500). Valori di resistenza all'impatto molto elevati per deposito di saldatura trattato a caldo. Contenuto di idrogeno diffusibile ultra basso max. 4 ml / 100 g.
TÜV, LR, CE
BÖHLER CN 13/4-MC (F) T 13 4 M M12 2EC410NiMo (mod.)
0,023 0,7 0,9 12,2 4,6 0,6 Equil. 715***
840 18 50 a -20 1,21,6
Saldatura di produzione e riparazione di componenti di idroturbine in acciaio martensitico morbido fuso (EN 1.4407). Massima fluidità per saldature di riparazione in fonderie. Contenuto di idrogeno diffusibile ultra basso max. 4 ml / 100 g.
–
* Proprietà tipiche dei metalli per tutte le saldature (Ar + 2.5 % CO2), allo stato come saldato
Fili metal cored in acciaio inossidabile
Elenco delle aziende che già approfittano dei benefici dei fili animati Böhler Welding
TECNOLOGIA EN EQUIPOS INOXIDABLES, S. A.

17
Böhler Welding nome prodotto
Classificazione Composizione chimica ( %) * Proprietà meccaniche * Dia-metro
Caratteristiche e applicazioni Approvazioni
EN ISO 17633-A Valori tipici Valori tipici
AWS A5.22 / SFA-5.22 Rp0.2 Rm A (L0=5d0)
CVN
C Si Mn Cr Ni Mo N Fe Nb PREN MPa MPa % J a °C mm
Fili metal cored per acciaio inossidabile martensitico morbido
BÖHLER CN 13/4-MC T 13 4 M M12 2EC410NiMo (mod.)
0,022 0,7 0,9 12,0 4,6 0,6 Equil. 730**
860 17 62 a -20 1,21,6
Saldature per la produzione e riparazione di componenti di idroturbine in acciaio 13Cr-4Ni martensitico morbido (UNS S41500). Resistenza all'impatto molto buona dopo trattamento termico. Contenuto di idrogeno diffusibile ultra basso max. 4 ml / 100 g.
TÜV, LR, CE
BÖHLER CN 13/4-MC HI T 13 4 M M12 2EC410NiMo (mod.)
0,014 0,3 0,6 12,0 4,7 0,5 Equil. 685**
770 21 75 a -20 1,2 Saldature per la produzione e riparazione di componenti di idroturbine in acciaio 13Cr-4Ni martensitico morbido (UNS S41500). Valori di resistenza all'impatto molto elevati per deposito di saldatura trattato a caldo. Contenuto di idrogeno diffusibile ultra basso max. 4 ml / 100 g.
TÜV, LR, CE
BÖHLER CN 13/4-MC (F) T 13 4 M M12 2EC410NiMo (mod.)
0,023 0,7 0,9 12,2 4,6 0,6 Equil. 715***
840 18 50 a -20 1,21,6
Saldatura di produzione e riparazione di componenti di idroturbine in acciaio martensitico morbido fuso (EN 1.4407). Massima fluidità per saldature di riparazione in fonderie. Contenuto di idrogeno diffusibile ultra basso max. 4 ml / 100 g.
–
* Proprietà tipiche dei metalli per tutte le saldature (Ar + 2.5 % CO2), allo stato come saldato ** PWHT (trattamento termico dopo saldatura): 580 °C / 8 h *** PWHT (trattamento termico dopo saldatura): 580 °C / 12 h

18
PRESTAZIONI OTTIMIZZATE PER I FILI ANIMATI FLUX CORED Il procedimento di saldatura con filo animato (FCAW) è simile al procedimento di saldatura ad arco con metallo sotto protezione di gas (GMAW), ma è notevolmente più semplice da gestire e i risultati sono generalmente migliori. Il procedimento FCAW mette a disposizione prestazioni e flessibilità ottimizzate per quanto riguarda la scelta della posizione di saldatura. I fili animati flux cored possono essere un po' più costosi dei fili pieni, ma questo svantaggio è ampiamente compensato dai costi di saldatura sensibilmente ridotti. Ad esempio sono richieste minori attività post-saldatura grazie al rischio inferiore di mancanza di fusione e di altri difetti, come ad esempio la porosità. Anche la pulizia delle saldature richiede un tempo inferiore, perché i fili animati flux cored consentono di ottenere un cordone di saldatura dall'aspetto eccellente.
Nel procedimento FCAW, il bagno di saldatura è protetto sia dalla scoria sia dal gas di protezione. La scoria copre la superficie del cordone di saldatura e il lato opposto del vertice, rendendo il processo particolarmente adatto per le saldature unilaterali, effettuate all'aperto e sul posto. Il sistema a scoria rutilica è il più comune e vengono utilizzati due tipi di scorie: a solidificazione rapida e lenta.
Per i fili animati flux cored rutilici per tutte le posizioni, viene impiegata una scoria rutilica a solidificazione rapida. La scoria supporta il bagno di saldatura nelle saldature in posizione e può far fronte a una maggiore quantità di metallo di saldatura fluido di quanto non sia possibile utilizzando i fili pieni. Di conseguenza, i tassi di deposito ottenibili in posizione verticale ascendente sono 2–3 volte più elevati di quanto non siano con gli elettrodi rivestiti o con il procedimento GMAW con fili pieni. Questo aspetto consente di usufruire di una maggiore produttività. Queste tipologie di filo animato sono utilizzate universalmente e, in conformità alle specifiche AWS, sono contraddistinte dalla denominazione T1.
La scoria rutilica a solidificazione lenta viene utilizzata per i fili animati rutilici per posizione piana. La scoria è progettata per seguire l'arco e protegge la saldatura quando si impiega una velocità di avanzamento elevata in posizione piana e frontale (PA / 1G, PB / 2F). In questo modo l'aspetto del cordone risulta migliore: presenta una superficie finemente increspata, bagnabilità uniforme e difficilmente i colori risultano alterati dall'ossidazione. Sono la scelta migliore quando l'aspetto estetico del cordone è importante. Inoltre è possibile raggiungere velocità di avanzamento sensibilmente più elevate rispetto a quelle che si possono ottenere utilizzando un filo pieno. Non sono adatti a saldature in posizione verticale ascendente e sopratesta. Queste tipologie di filo animato flux cored sono contraddistinte dalla denominazione T0 in conformità alle specifiche AWS.
In genere, la scoria T1 permette di ottenere una resistenza all'impatto più elevata e rende il metallo di saldatura più resistente alla fessurazione da solidificazione. Per questa ragione è preferibile utilizzare fili per tutte le posizioni anche in posizioni piane e frontali quando si saldano materiali più spessi (≥ 25 mm).
19
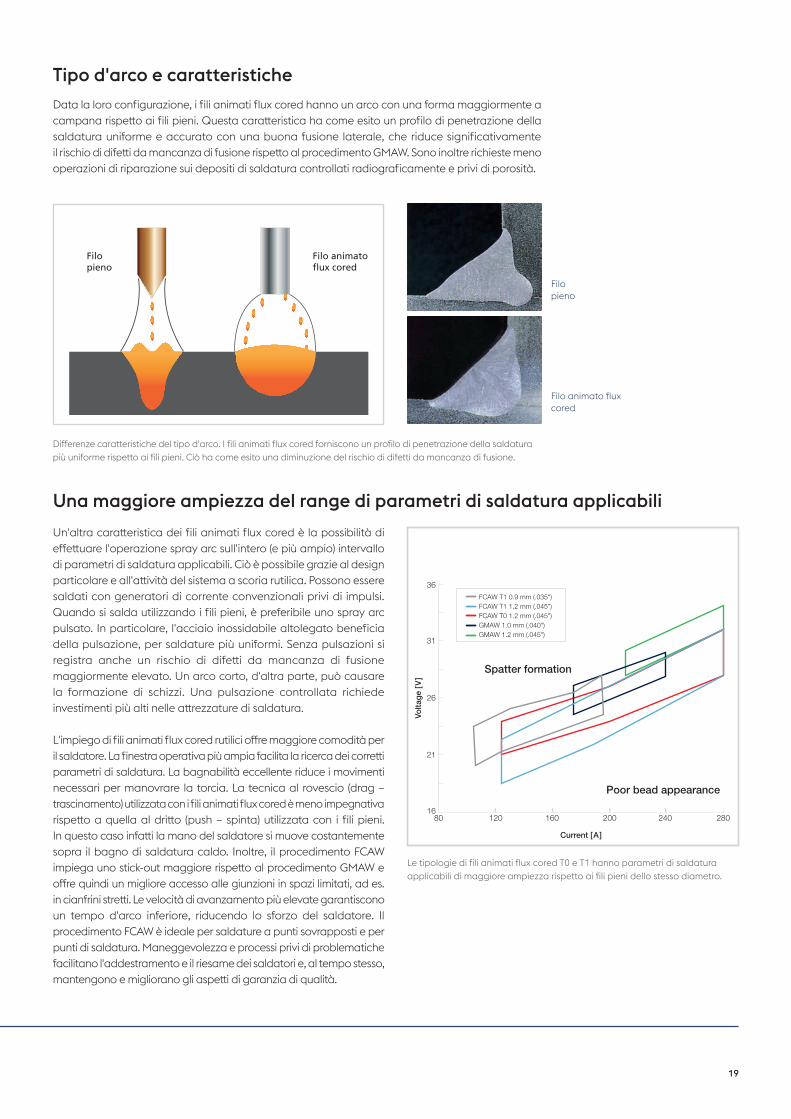
Un'altra caratteristica dei fili animati flux cored è la possibilità di effettuare l'operazione spray arc sull'intero (e più ampio) intervallo di parametri di saldatura applicabili. Ciò è possibile grazie al design particolare e all'attività del sistema a scoria rutilica. Possono essere saldati con generatori di corrente convenzionali privi di impulsi. Quando si salda utilizzando i fili pieni, è preferibile uno spray arc pulsato. In particolare, l'acciaio inossidabile altolegato beneficia della pulsazione, per saldature più uniformi. Senza pulsazioni si registra anche un rischio di difetti da mancanza di fusione maggiormente elevato. Un arco corto, d'altra parte, può causare la formazione di schizzi. Una pulsazione controllata richiede investimenti più alti nelle attrezzature di saldatura.
L'impiego di fili animati flux cored rutilici offre maggiore comodità per il saldatore. La finestra operativa più ampia facilita la ricerca dei corretti parametri di saldatura. La bagnabilità eccellente riduce i movimenti necessari per manovrare la torcia. La tecnica al rovescio (drag – trascinamento) utilizzata con i fili animati flux cored è meno impegnativa rispetto a quella al dritto (push – spinta) utilizzata con i fili pieni. In questo caso infatti la mano del saldatore si muove costantemente sopra il bagno di saldatura caldo. Inoltre, il procedimento FCAW impiega uno stick-out maggiore rispetto al procedimento GMAW e offre quindi un migliore accesso alle giunzioni in spazi limitati, ad es. in cianfrini stretti. Le velocità di avanzamento più elevate garantiscono un tempo d'arco inferiore, riducendo lo sforzo del saldatore. Il procedimento FCAW è ideale per saldature a punti sovrapposti e per punti di saldatura. Maneggevolezza e processi privi di problematiche facilitano l'addestramento e il riesame dei saldatori e, al tempo stesso, mantengono e migliorano gli aspetti di garanzia di qualità.
Differenze caratteristiche del tipo d'arco. I fili animati flux cored forniscono un profilo di penetrazione della saldatura più uniforme rispetto ai fili pieni. Ciò ha come esito una diminuzione del rischio di difetti da mancanza di fusione.
Le tipologie di fili animati flux cored T0 e T1 hanno parametri di saldatura applicabili di maggiore ampiezza rispetto ai fili pieni dello stesso diametro.
Filo pieno
Filo animato flux cored
Tipo d'arco e caratteristicheData la loro configurazione, i fili animati flux cored hanno un arco con una forma maggiormente a campana rispetto ai fili pieni. Questa caratteristica ha come esito un profilo di penetrazione della saldatura uniforme e accurato con una buona fusione laterale, che riduce significativamente il rischio di difetti da mancanza di fusione rispetto al procedimento GMAW. Sono inoltre richieste meno operazioni di riparazione sui depositi di saldatura controllati radiograficamente e privi di porosità.
Filo animato flux cored
Filo pieno
21
16
26
36
80 120 160 200 240 280
Volta
ge
[ V ]
Current [ A ]
Poor bead appearance
31
FCAW T1 0.9 mm (.035")FCAW T1 1.2 mm (.045")FCAW T0 1.2 mm (.045")GMAW 1.0 mm (.040")GMAW 1.2 mm (.045")
Spatter formation
Una maggiore ampiezza del range di parametri di saldatura applicabili

20
Produttività incrementata in posizione verticale ascendente (3G /PF) Metodo Lunghezza di saldatura
Tasso di deposito
GTAW
Ø 2,4 mm 41 mm 1,0 kg/h
SMAW
Ø 3,2 mm 68 mm 1,8 kg/h
GMAW (pulsazione)
Ø 1,2 mm 105 mm 3,1 kg/h
FCAW
Ø 1,2 mm 210 mm 4,3 kg/h
GTAW SMAW GMAW FCAW
Procedimenti di saldatura dell'acciaio inossidabile. Comparazione della lunghezza di saldatura per saldature d'angolo in posizione verticale ascendente (PF / 3G), spessore della gola di 3 mm, tempo di saldatura di 1 min.
Produttività incrementata in posizione frontale (PB / 2F) Metodo Lunghezza di saldatura
Tasso di deposito
FCAW
FCAW
Ø 1,2 mm 800 mm 3,4 kg/h
GMAW
GMAW (pulsazione)
Ø 1,0 mm 570 mm 2,9 kg/h
SMAW
SMAW
Ø 3,2 mm 280 mm 1,2 kg/h
Procedimenti di saldatura dell'acciaio inossidabile. Comparazione della lunghezza di saldatura per saldatura d'angolo in posizione piana (PB / 2F), spessore della gola di 3 mm, tempo di saldatura di 1 min.
Tasso di depositoUna delle caratteristiche più interessanti dei fili animati flux cored è il loro eccellente tasso di deposito, reso possibile dalla configurazione del filo animato flux cored. Rispetto al filo pieno dello stesso diametro, la sezione conduttrice di corrente dei fili animati è inferiore e, pertanto, il riscaldamento a resistenza nella guaina (effetto I2R) risulta superiore a parità di corrente di saldatura. Ciò si traduce in un più elevato tasso di fusione. Nel caso dei fili animati flux cored rutilici, il sistema della scoria è progettato per consentire un tasso di fusione maggiore e convertirlo in un tasso
di deposito più elevato (nelle tipologie per tutte le posizioni) o in una velocità di avanzamento della saldatura d'angolo incrementata (tipologie per posizione piana). I vantaggi in termini di produttività sono stupefacenti. La produttività può essere incrementata del 20–50 % rispetto al procedimento GMAW con filo pieno. Queste percentuali possono anche aumentare se il confronto viene effettuato rispetto ai procedimenti SMAW e GTAW.
21
Gas di protezioneI fili animati flux cored in acciaio inossidabile vengono saldati utilizzando dei gas di protezione disponibili in commercio Ar + 15–25 % CO2 oppure 100 % CO2. Di norma i fili pieni vengono saldati con Ar + 2 % CO2. Per l'utente i vantaggi in termini di costi derivano sia dai costi minori dei gas, sia dalla quantità inferiore di gas utilizzato, poiché il tempo di saldatura è ridotto. Il risparmio in termini di costi può essere ancora maggiore quando si salda l'acciaio inossidabile duplex, perché nel procedimento GMAW, per migliorare la fluidità della fusione, è preferibile utilizzare Ar + 30 % He + 2 % CO2.
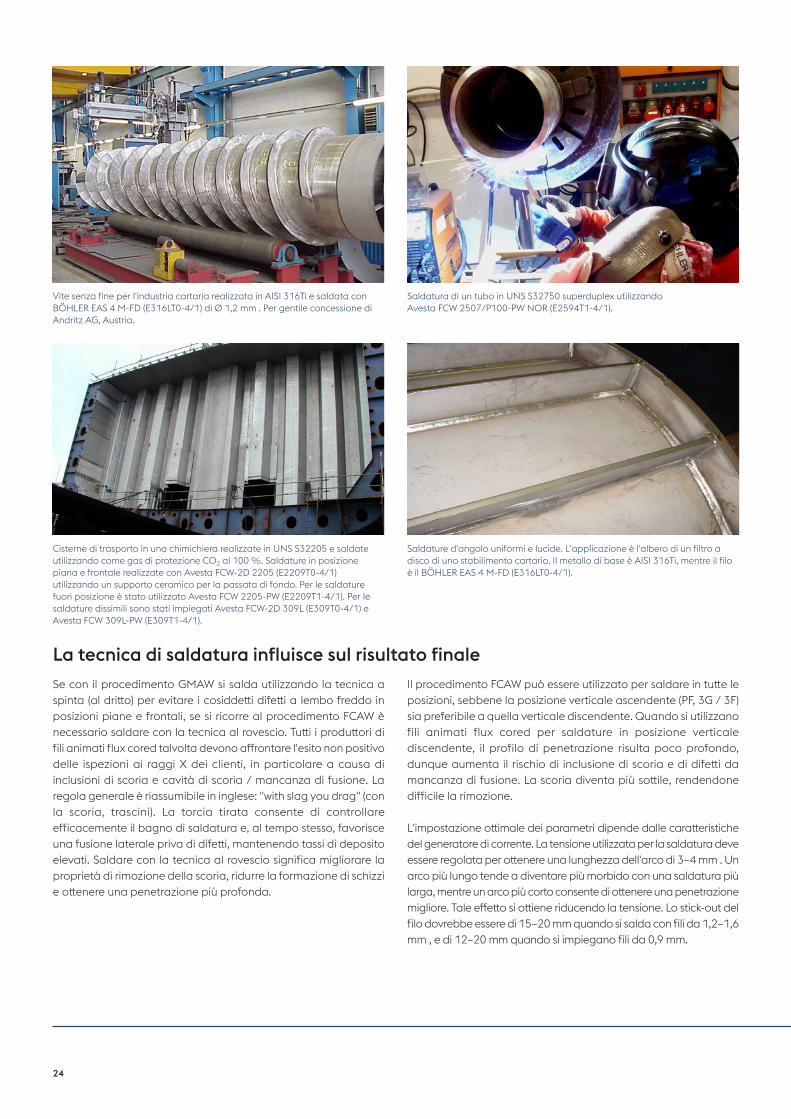
Supporto ceramicoUtilizzando un supporto ceramico per la saldatura delle passate di fondo nel corso del procedimento FCAW, è possibile saldare l'intera giunzione, dalla radice alla sommità, solo da un lato. Questo è un sistema molto produttivo per l'applicazione di passate di fondo di alta qualità con una penetrazione e una bagnabilità eccellenti, che elimina nel contempo le lunghe operazioni di scriccatura / molatura dal lato opposto.
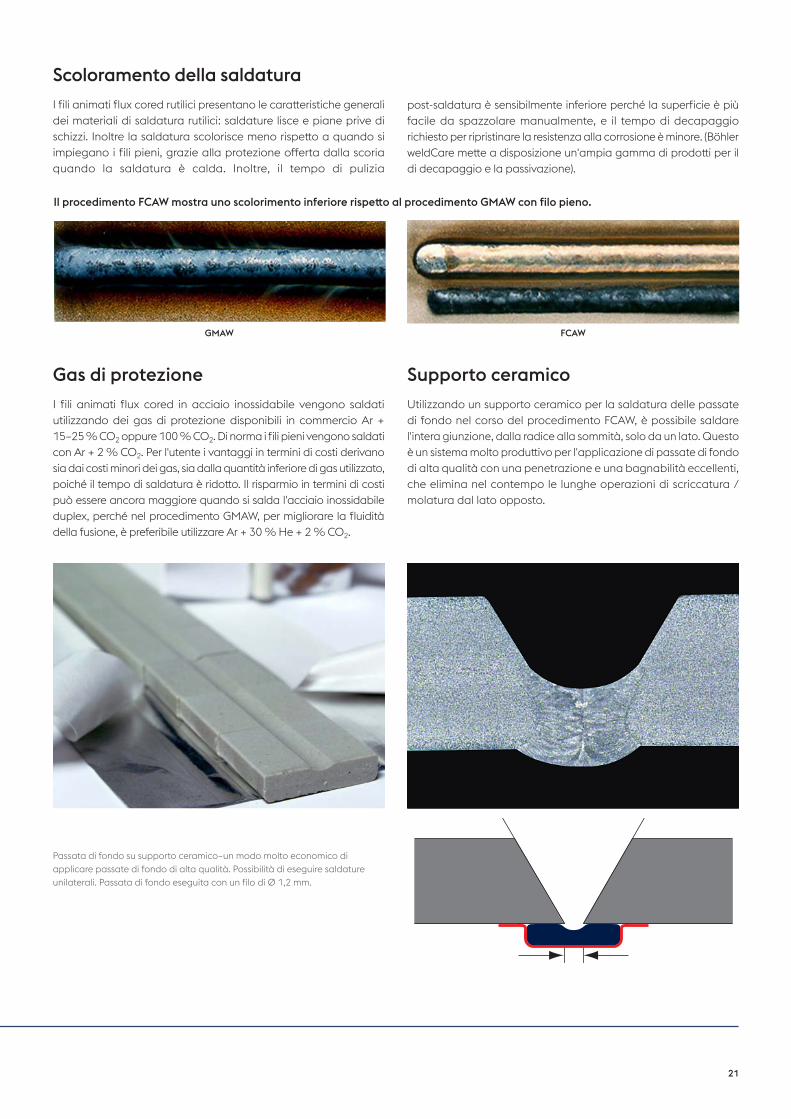
Scoloramento della saldaturaI fili animati flux cored rutilici presentano le caratteristiche generali dei materiali di saldatura rutilici: saldature lisce e piane prive di schizzi. Inoltre la saldatura scolorisce meno rispetto a quando si impiegano i fili pieni, grazie alla protezione offerta dalla scoria quando la saldatura è calda. Inoltre, il tempo di pulizia
Il procedimento FCAW mostra uno scolorimento inferiore rispetto al procedimento GMAW con filo pieno.
FCAWGMAW
Passata di fondo su supporto ceramico–un modo molto economico di applicare passate di fondo di alta qualità. Possibilità di eseguire saldature unilaterali. Passata di fondo eseguita con un filo di Ø 1,2 mm.
30‘
12
3456
78
30‘
post-saldatura è sensibilmente inferiore perché la superficie è più facile da spazzolare manualmente, e il tempo di decapaggio richiesto per ripristinare la resistenza alla corrosione è minore. (Böhler weldCare mette a disposizione un'ampia gamma di prodotti per il di decapaggio e la passivazione).

22
Saldatura d'angolo in posizione piana (PB / 2F). Il materiale di base è AISI 304L, mentre il riempimento è Avesta FCW-2D 308L/MVR (E308LT0-4/1). Ø 1,2 mm.
Riporto con BÖHLER CN 23/12 Mo-FD (E309MoT0-4/1) per il primo strato e con BÖHLER EAS 4 M-FD (E316LT0-4/1) per il secondo. Il risultato è un livello di ferrite molto uniforme.
Fili animati flux cored rutilici per saldature in posizione piana e frontale.I fili sono caratterizzati da facilità di gestione e range di parametri ampio. I tassi di deposito elevati hanno come esito una produttività elevata con prestazioni eccezionali in materia di saldatura e una formazione molto bassa di schizzi. L’ottima stabilità dell’arco è conseguenza della misura molto contenuta delle gocce, che consente al saldatore di avere il pieno controllo del bagno di saldatura e della scoria. La larghezza dell’arco assicura una buona bagnabilità e una penetrazione e fusione laterale in grado di prevenire la mancanza di fusione. I saldatori riferiscono di un bagno
di saldatura molto pulito che favorisce la riduzione del rischio di difetti e la conseguente necessità di rilavorazioni.I fili Böhler Welding per posizioni piane e frontali (tipologie T0) hanno caratteristiche di saldatura uniforme e scorrono bene, anche a correnti elevate. Ciò si traduce in un sensibile incremento del tasso di deposito. I fili T0 forniscono un profilo di saldatura uniforme, con una superficie dalla struttura finemente increspata. La scoria è autodistaccante e crea una finitura regolare dall'ottima estetica. I fili di tipo T0 sono molto adatti anche per riporti di saldatura resistenti alla corrosione sull'acciaio non legato o bassolegato.
Böhler Welding propone una gamma di fili animati flux cored solidi, affidabili e di qualità estremamente elevata. La lega precisa e il concetto della scoria garantiscono ottima resistenza alla corrosione e proprietà meccaniche eccellenti. La produzione è monitorata costantemente da un sistema automatico, per assicurare che il flusso di riempimento sia distribuito uniformemente su tutta la lunghezza del filo.
I fili animati flux cored altolegati Böhler Welding sono prodotti in Europa nel rispetto del sistema di qualità EN ISO 9001. Tutti i fili rispondono ai codici EN ISO e AWS, aderendo addirittura ai requisiti più severi. Ad esempio, il codice AWS A5.22 consente Mo % peso 2,0–3,0 nei fili 316L, mentre il codice EN ISO 17633-A è più rigido in materia e ammette Mo % peso 2,5–3,0. Il molibdeno è un legante costoso, ma capace di incrementare la resistenza alla corrosione del metallo di saldatura. Per questa ragione Böhler Welding propone esclusivamente fili 316L con Mo % peso 2,5–3,0.
Saldatura in loco di serbatoi in acciaio inossidabile – un uso caratteristico dei fili animati flux cored rutilici per tutte le posizioni Böhler Welding. I serbatoi sono in UNS S32101, saldati con Avesta FCW LDX 2101-PW (E2307T1-4/1).
FILI ANIMATI FLUX CORED BÖHLER WELDING

23
Fili animati flux cored rutilici per tutte le posizioniI fili animati flux cored inossidabili per tutte le posizioni Böhler Welding possiedono una guaina più spessa di quella dei fili analoghi disponibili sul mercato. Questo fattore consente di operare con una velocità di avanzamento del filo più elevata di 2 m/min (79 in/min) e con 1–2 volt in più. In questo modo il tasso di deposito, la velocità di saldatura e la produttività risultano incrementati. I clienti sono dunque in grado di ridurre i passaggi di saldatura di riempimento, in quanto questi fili consentono velocità di alimentazione del filo più elevate e riempiono la giunzione in modo più efficiente. A velocità di avanzamento più elevate, è possibile conservare un apporto termico basso e ridurre al minimo la distorsione. La guaina più spessa fornisce un flusso di riempimento inferiore e, rispetto ai prodotti concorrenti, riduce le emissioni di fumi.
È risaputo che i fili Böhler Welding per tutte le posizioni formano una scoria sottile che offre una protezione sicura sull'intera superficie della saldatura, dall'inizio alla fine. Poiché il distacco della scoria è
molto buono, la superficie del cordone risulta levigata. Il tasso di deposito e l'efficienza di deposito (recupero) di questi fili sono eccellenti. Il sistema di scoria non solo fornisce il tasso di recupero migliore possibile, con minori residui di scoria sul pavimento, ma anche resistenza all'impatto e alla corrosione eccellenti. L'intensità dell'arco elevata consente un miglioramento della fusione laterale e un rischio molto basso di mancanza di fusione, in tutte le posizioni. Le saldature realizzate con questi fili mostrano risultati radiografici eccellenti in termini di porosità e inclusione di scoria.
L'aumento delle velocità di avanzamento e la scoria autodistaccante, che necessita di pulizia e decapaggio ridotti, consentono di usufruire di un risparmio considerevole in termini di tempo e denaro. Non c'è bisogno di pulire gli spruzzi fuori dalla saldatura. Utilizzando i fili Böhler Welding è possibile diminuire il tempo d'inattività nel corso della saldatura, evitando quindi costosi lavori quali la smerigliatura e la rimozione di scoria e spruzzi.
I fili per tutte le posizioni Böhler Welding sono delle autentiche tipologie T1. Ciò significa che il saldatore può utilizzare questi fili per saldare sopratesta senza temere di perdere il controllo del bagno di saldatura. I fili T1 per tutte le posizioni sono dotati di un ampio range di parametri e garantiscono transizioni uniformi fra le diverse posizioni di saldatura, in modo che non sia necessario modificare le impostazioni dei parametri. È possibile saldare un tubo in posizione verticale ascendente tra ore 6 (180°) e ore 12 (posizione fissa PF / 5G) ricorrendo ad una sola impostazione dei parametri. Questo significa che il saldatore può operare più a lungo prima di dover cambiare fisicamente posizione e che, per continuare a saldare, non è costretto a modificare alcun parametro. Inoltre, gli utenti notano che questi fili sono più resistenti alla formazione di cricche a cratere e richiedono una scriccatura
Rivestimento realizzato con Avesta FCW 309L-PW (E309T1-4/1) elevata qualità superficiale, anche saldando fuori posizione.
BÖHLER EAS 4 PW-FD (E316LT1-4/1) con scoria autodistaccante.
inferiore fra i passaggi, permettendo di ricominciare a saldare quasi immediatamente dopo la rimozione della scoria.
Il procedimento FCAW è dunque molto utilizzato per le saldature di riparazione dei difetti di fusione nelle fonderie, perché registra una produttività nettamente più elevata rispetto ai procedimenti SMAW e GMAW. Utilizzando un filo per tutte le posizioni, è possibile saldare a varie angolature senza maneggiare parti di grandi dimensioni. Ad esempio, i fili animati flux cored superduplex hanno generalmente sostituito i fili pieni nella riparazione delle leghe fuse superduplex. Questa scelta è anche motivata dall'elevata predisposizione alla porosità dei procedimenti GMAW.
24
La tecnica di saldatura influisce sul risultato finaleSe con il procedimento GMAW si salda utilizzando la tecnica a spinta (al dritto) per evitare i cosiddetti difetti a lembo freddo in posizioni piane e frontali, se si ricorre al procedimento FCAW è necessario saldare con la tecnica al rovescio. Tutti i produttori di fili animati flux cored talvolta devono affrontare l'esito non positivo delle ispezioni ai raggi X dei clienti, in particolare a causa di inclusioni di scoria e cavità di scoria / mancanza di fusione. La regola generale è riassumibile in inglese: "with slag you drag" (con la scoria, trascini). La torcia tirata consente di controllare efficacemente il bagno di saldatura e, al tempo stesso, favorisce una fusione laterale priva di difetti, mantenendo tassi di deposito elevati. Saldare con la tecnica al rovescio significa migliorare la proprietà di rimozione della scoria, ridurre la formazione di schizzi e ottenere una penetrazione più profonda.
Il procedimento FCAW può essere utilizzato per saldare in tutte le posizioni, sebbene la posizione verticale ascendente (PF, 3G / 3F) sia preferibile a quella verticale discendente. Quando si utilizzano fili animati flux cored per saldature in posizione verticale discendente, il profilo di penetrazione risulta poco profondo, dunque aumenta il rischio di inclusione di scoria e di difetti da mancanza di fusione. La scoria diventa più sottile, rendendone difficile la rimozione.
L'impostazione ottimale dei parametri dipende dalle caratteristiche del generatore di corrente. La tensione utilizzata per la saldatura deve essere regolata per ottenere una lunghezza dell'arco di 3–4 mm . Un arco più lungo tende a diventare più morbido con una saldatura più larga, mentre un arco più corto consente di ottenere una penetrazione migliore. Tale effetto si ottiene riducendo la tensione. Lo stick-out del filo dovrebbe essere di 15–20 mm quando si salda con fili da 1,2–1,6 mm , e di 12–20 mm quando si impiegano fili da 0,9 mm.
Saldatura di un tubo in UNS S32750 superduplex utilizzando Avesta FCW 2507/P100-PW NOR (E2594T1-4/1).
Saldature d'angolo uniformi e lucide. L'applicazione è l'albero di un filtro a disco di uno stabilimento cartario. Il metallo di base è AISI 316Ti, mentre il filo è il BÖHLER EAS 4 M-FD (E316LT0-4/1).
Vite senza fine per l'industria cartaria realizzata in AISI 316Ti e saldata con BÖHLER EAS 4 M-FD (E316LT0-4/1) di Ø 1,2 mm . Per gentile concessione di Andritz AG, Austria.
Cisterne di trasporto in una chimichiera realizzate in UNS S32205 e saldate utilizzando come gas di protezione CO2 al 100 %. Saldature in posizione piana e frontale realizzate con Avesta FCW-2D 2205 (E2209T0-4/1) utilizzando un supporto ceramico per la passata di fondo. Per le saldature fuori posizione è stato utilizzato Avesta FCW 2205-PW (E2209T1-4/1). Per le saldature dissimili sono stati impiegati Avesta FCW-2D 309L (E309T0-4/1) e Avesta FCW 309L-PW (E309T1-4/1).

25
Filo animato flux cored Gas di protezione Stick-out del filo
Ø 0,9 mm Ar + 18–25 % CO2 10–15 mm
Ø 1,2 / 1,6 mm Ar + 18–25 % CO2 15–20 mm
Filo pieno Ar + 2 % CO2 12 mm
Altre applicazioni con l'acciaio inossidabile duplex
Collettori di iniezione d'acqua in camicie PUQ. Superduplex saldato con Avesta FCW 2507/P100-PW NOR (E2594T1-4/1).
Pompa per acqua di mare in acciaio inossidabile duplex UNS S32205 saldato con Avesta FCW 2507/P100-PW (E2594T1-4/1) per la massima resistenza alla corrosione possibile.
Avesta FCW 2507/P100-PW NOR (E2594T1-4/1) impiegato per la saldatura di riparazione dell'acciaio inossidabile superduplex fuso.
Saldatura di UNS S32205 in posizione verticale ascendente e sopratesta, utilizzando Avesta FCW 2205-PW (E2209T1-4/1).
Quando si salda l'acciaio inossidabile utilizzando dei fili animati flux cored, con il gas di protezione Ar + 18–25 % CO2 si ottengono i risultati migliori e il massimo controllo della scoria. La miscela di gas ha un effetto molto positivo sulla stabilità dell'arco, consentendo di usufruire di un trasferimento delle gocce privo di schizzi. Il flusso di gas tipico per la maggior parte delle applicazioni, quando si salda all'aperto, è di 20–25 l/min (42–53 CFH). Nelle posizioni verticale ascendente e sopratesta, può risultare vantaggioso un flusso di gas leggermente inferiore, ovvero di 15–20 l/min (32–38 CFH). È anche possibile utilizzare CO2 al 100 %, ma per ottenere la lunghezza d'arco corretta la tensione deve essere ridotta di 2–3 V. Il vantaggio principale dell'uso di CO2 pura è che fornisce una penetrazione di saldatura profonda,
utile quando si saldano materiali spessi. Il processo ha luogo a temperatura superiore, il che può essere sì un vantaggio, ma può anche rendere più difficile la saldatura di lamiere sottili o le operazioni fuori posizione. Inoltre, viene prodotta una quantità maggiore di fumi di saldatura, la superficie risulta maggiormente ossidata e si può avere la combustione di alcuni elementi di lega. Quest'ultima circostanza può compromettere le proprietà meccaniche e la resistenza alla corrosione. In applicazioni in cui è importante tenere in considerazione il contenuto di ferrite, è necessario tenere in considerazione che l'uso di CO2 pura come gas di protezione può aumentare il contenuto di austenite nella saldatura.
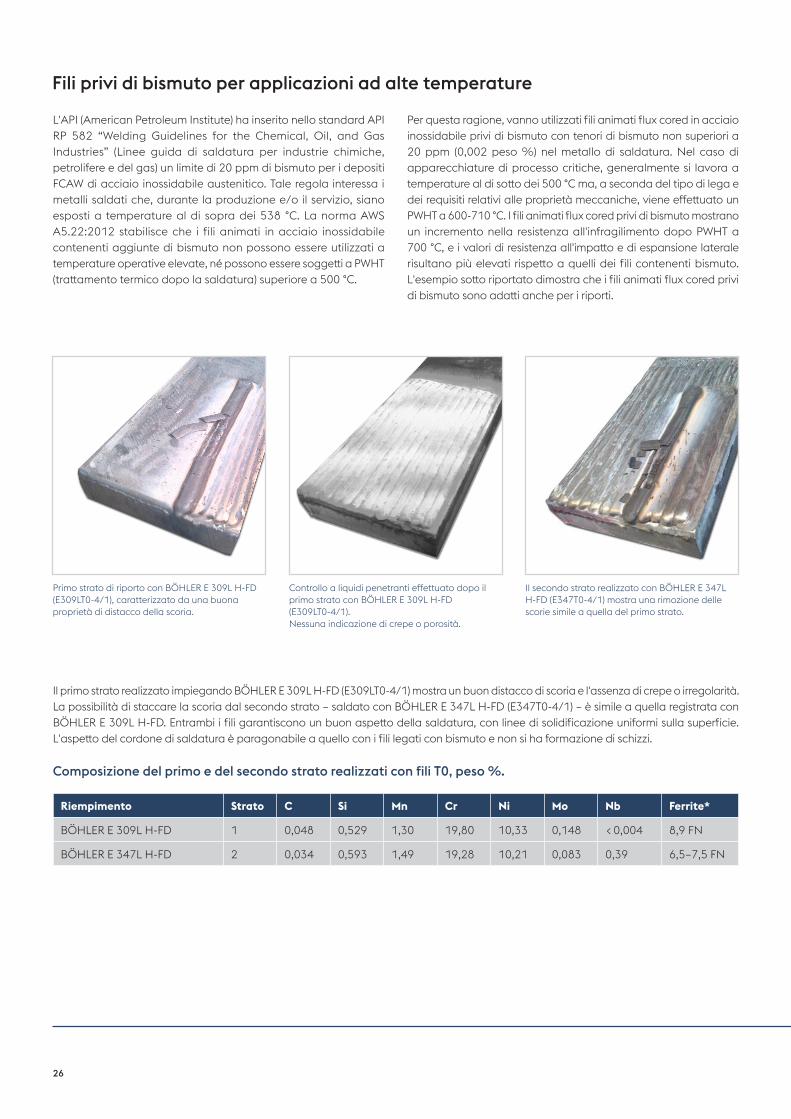
26
L'API (American Petroleum Institute) ha inserito nello standard API RP 582 “Welding Guidelines for the Chemical, Oil, and Gas Industries” (Linee guida di saldatura per industrie chimiche, petrolifere e del gas) un limite di 20 ppm di bismuto per i depositi FCAW di acciaio inossidabile austenitico. Tale regola interessa i metalli saldati che, durante la produzione e/o il servizio, siano esposti a temperature al di sopra dei 538 °C. La norma AWS A5.22:2012 stabilisce che i fili animati in acciaio inossidabile contenenti aggiunte di bismuto non possono essere utilizzati a temperature operative elevate, né possono essere soggetti a PWHT (trattamento termico dopo la saldatura) superiore a 500 °C.
Primo strato di riporto con BÖHLER E 309L H-FD (E309LT0-4/1), caratterizzato da una buona proprietà di distacco della scoria.
Controllo a liquidi penetranti effettuato dopo il primo strato con BÖHLER E 309L H-FD (E309LT0-4/1). Nessuna indicazione di crepe o porosità.
Il secondo strato realizzato con BÖHLER E 347L H-FD (E347T0-4/1) mostra una rimozione delle scorie simile a quella del primo strato.
Il primo strato realizzato impiegando BÖHLER E 309L H-FD (E309LT0-4/1) mostra un buon distacco di scoria e l'assenza di crepe o irregolarità. La possibilità di staccare la scoria dal secondo strato – saldato con BÖHLER E 347L H-FD (E347T0-4/1) – è simile a quella registrata con BÖHLER E 309L H-FD. Entrambi i fili garantiscono un buon aspetto della saldatura, con linee di solidificazione uniformi sulla superficie. L'aspetto del cordone di saldatura è paragonabile a quello con i fili legati con bismuto e non si ha formazione di schizzi.
Composizione del primo e del secondo strato realizzati con fili T0, peso %.
Riempimento Strato C Si Mn Cr Ni Mo Nb Ferrite*
BÖHLER E 309L H-FD 1 0,048 0,529 1,30 19,80 10,33 0,148 < 0,004 8,9 FN
BÖHLER E 347L H-FD 2 0,034 0,593 1,49 19,28 10,21 0,083 0,39 6,5–7,5 FN
Fili privi di bismuto per applicazioni ad alte temperature
Per questa ragione, vanno utilizzati fili animati flux cored in acciaio inossidabile privi di bismuto con tenori di bismuto non superiori a 20 ppm (0,002 peso %) nel metallo di saldatura. Nel caso di apparecchiature di processo critiche, generalmente si lavora a temperature al di sotto dei 500 °C ma, a seconda del tipo di lega e dei requisiti relativi alle proprietà meccaniche, viene effettuato un PWHT a 600-710 °C. I fili animati flux cored privi di bismuto mostrano un incremento nella resistenza all'infragilimento dopo PWHT a 700 °C, e i valori di resistenza all'impatto e di espansione laterale risultano più elevati rispetto a quelli dei fili contenenti bismuto. L'esempio sotto riportato dimostra che i fili animati flux cored privi di bismuto sono adatti anche per i riporti.

27
I fili metal cored hanno una densità di corrente più elevata, pertanto lo spray arc viene eseguito con impostazioni di corrente inferiori. I fili metal cored entrano nella modalità di trasferimento delle gocce ad arco spray a un tasso di avanzamento del filo molto inferiore rispetto a quello di un filo solido. Ciò semplifica l'individuazione dei parametri di saldatura adeguati.
Rispetto ai fili pieni dello stesso diametro, è possibile raggiungere tassi di deposito e velocità di saldatura sensibilmente più elevati. Se si prevede di raggiungere velocità di avanzamento fino a 2,6 m/min, questi fili solo la scelta migliore per l'elevata produttività nelle saldature per applicazioni meccanizzate.
A differenza dei fili animati flux cored, i fili metal cored non contengono flusso, ma hanno un'anima di polvere metallica. Sono saldati utilizzando generatori di corrente GMAW con gas di protezione Ar +2–3 % CO2 oppure Ar + 1–2 % O2 (M12 oppure M13). Analogamente a quanto avviene utilizzando un filo pieno, il procedimento può essere ottimizzato facendo ricorso a una
Range dei parametri dei fili pieni confrontato con quello dei fili metal cored.
250
200
150
100
50
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6
Wel
din
g c
urre
nt (A
)
Welding speed (m/min)
Solid wiresØ 1.0 mm
Metal-cored wiresØ 1.2 mm
Productivity improvement
14
12
10
8
6
4
2
1
0
Wire
fee
d r
ate
(m/m
in)
Shortarc Short
arc
Transitionalarc
Transitionalarc
Sprayarc
Sprayarc
Volta
ge
adju
stm
ent
Solid wire1.0 mm
Metal-cored wire1.2 mm
FILI METAL CORED – VANTAGGI RISPETTO AL GMAWsaldatura pulsata (sinergica). Paragonando i fili metal cored ai fili pieni, il range dei parametri dei fili metal cored riesce quasi a coprire il range dei fili pieni di Ø 1,0 mm e Ø 1,2 mm, sia nella modalità spray arc, sia in quella in modalità short arc.
Lo spray arc viene utilizzato per realizzare saldature ad alta produttività in posizione piana e, in presenza di lamiere più spesse, anche in posizione frontale. È possibile saldare in posizione frontale e verticale ascendente con l'arco corto, ma la produttività sarebbe simile a quella ottenuta operando con un filo pieno.
Rispetto ai fili pieni, i fili metal cored si distinguono per un arco più ampio che assicura una fusione laterale uniforme e sicura. Ciò si traduce in una presenza ridotta di difetti da mancanza di fusione e rende i fili metal cored meno sensibili al disallineamento dei bordi e alle variazioni nella larghezza della luce. Questo metodo è ottimo in caso di saldature d'angolo monostrato di dimensioni ridotte a velocità elevata. È possibile saldare materiali più sottili rispetto a quanto è possibile fare con i fili pieni, fino a 0,6 mm.

28
Collettore di scarico da 0,6 mm saldato con BÖHLER EAS 2-MC (EC308L) di Ø 1,2 mm. Con un'alimentazione del filo di 2,6 m/min, 80–85 A e 20 V, la velocità di avanzamento era di 85 cm/min. Per questa applicazione su lamiera, non era possibile utilizzare un filo pieno.
Filo metal cored
Saldatura di serpentini elicoidali utilizzando BÖHLER EAS 4 M-MC (EC316L) di Ø 1,2 mm. Per gentile concessione di: Neuman Anlagentechnik, Germania
Filo pieno
Fra gli altri vantaggi dei fili metal cored, è da annoverare la bagnabilità eccellente e la superficie uniforme, caratterizzata da ossidazione e scoria residua inferiori. Grazie all'estrema stabilità dell'arco si registra un quantitativo minimo di schizzi.
È dimostrato che nel settore automobilistico i fili metal cored sono molto efficienti in termini di riduzione dei costi e incremento della qualità. I fili metal cored in acciaio inossidabile di Böhler Welding vengono utilizzati in particolare per le saldature robotizzate di impianti di scarico. Le tipologie ferritiche e austenitiche sono disponibili per saldare le diverse qualità utilizzate per i vari componenti. I fili sono ottimizzati per la saldatura ad alta velocità di lamierini sottili. Dimostrano una buona stabilità dell'arco, così come una buona penetrazione della saldatura e la capacità di colmare le distanze sui diversi tipi di arco.
Parametri di saldatura tipici per i fili metal cored.
Ø Stick-out Lunghezza dell'arco Velocità di avanzamento del filo Corrente Tensione
mm mm mm m / min A V
1,2 15 ~3 3,5–13 100–280 10–27
1,6 20 ~3 1,5–8 110–380 10–27
L'impiego dei fili metal cored nell'industria automobilistica
Dal punto di vista del risparmio sui costi, si registrano tempi di ciclo inferiori, una produzione maggiore e un miglioramento nella qualità delle saldature. Il profilo di penetrazione più ampio aiuta a prevenire la formazione di difetti da mancanza di fusione e gli scarti e le riparazioni che ne conseguono. Un produttore di convertitori catalitici registrava un tasso di scarto dell'1 % causato dall'eccesso di penetrazione con un filo pieno e un tasso di rilavorazione del 10 %. Utilizzando i fili metal cored Böhler Welding su un sistema robotizzato con un controllo preciso dei parametri sull'intera lunghezza della saldatura, il tasso di scarto ha raggiunto lo 0 %, mentre quello di rilavorazione lo 0,3 %. Il risparmio in termini di tempo e costi si è rivelato evidente.

29

30
Vengono di seguito riportati i parametri di saldatura tipici in riferimento a leghe e tipologie di filo differenti. I parametri effettivi della saldatura dipendono inoltre da posizione di saldatura, tipo di giunzione e gas di protezione. I valori tipici sono riportati per Ar + 18 % CO2. Utilizzando come gas di protezione CO2 al 100 %, la tensione è normalmente di 2–3 V più elevata. La tensione dell'arco dipende molto dal generatore di corrente, dunque può essere richiesta l'applicazione di valori diversi a seconda dell'attrezzatura.
Range di parametri di saldatura tipici per le tipologie T0 e T1 in varie leghe.
Ø Velocità di avanzamento del filo
Lunghezza dell'arco Corrente Tensione
mm m/min mm A V
Fili T0 austenitici
1,2 5,0–15,0 ~ 3 130–280 22–30
1,6 4,5–9,5 ~ 3 200–350 25–30
Fili T1 austenitici
0,9 8,0–15,0 ~ 3 100–160 22–27
1,2 6,0–13,0 ~ 3 150–280 22–30
1,6 4,5–9,5 ~ 3 200–360 23–28
Fili T0 duplex
1,2 6,5–15,5 ~ 3 150–280 24–30
1,6 5,0 – 9,5 ~ 3 200–350 26–30
Fili T1 duplex
1,2 5,5–11,5 ~ 3 130–230 23–30
1,6 5,0–9,0 ~ 3 200–320 25–30
Fili T0 a base di nichel
1,2 5,0–15,0 Max. 3 130–280 22–30
1,6 4,5–9,5 Max. 3 200–350 25–30
Fili T1 a base di nichel
1,2 6,0–12,0 Max. 3 130–230 23–27
Posizioni di saldatura EN e AWS / saldature di testa e d'angolo
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
PA / 1G PA / 1F PB / 2F PC / 2G PD / 4F
PE / 4G PF / 3G PF / 3F PG / 3G PG / 3F156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD
PARAMETRI DI SALDATURA PER LE VARIE POSIZIONI
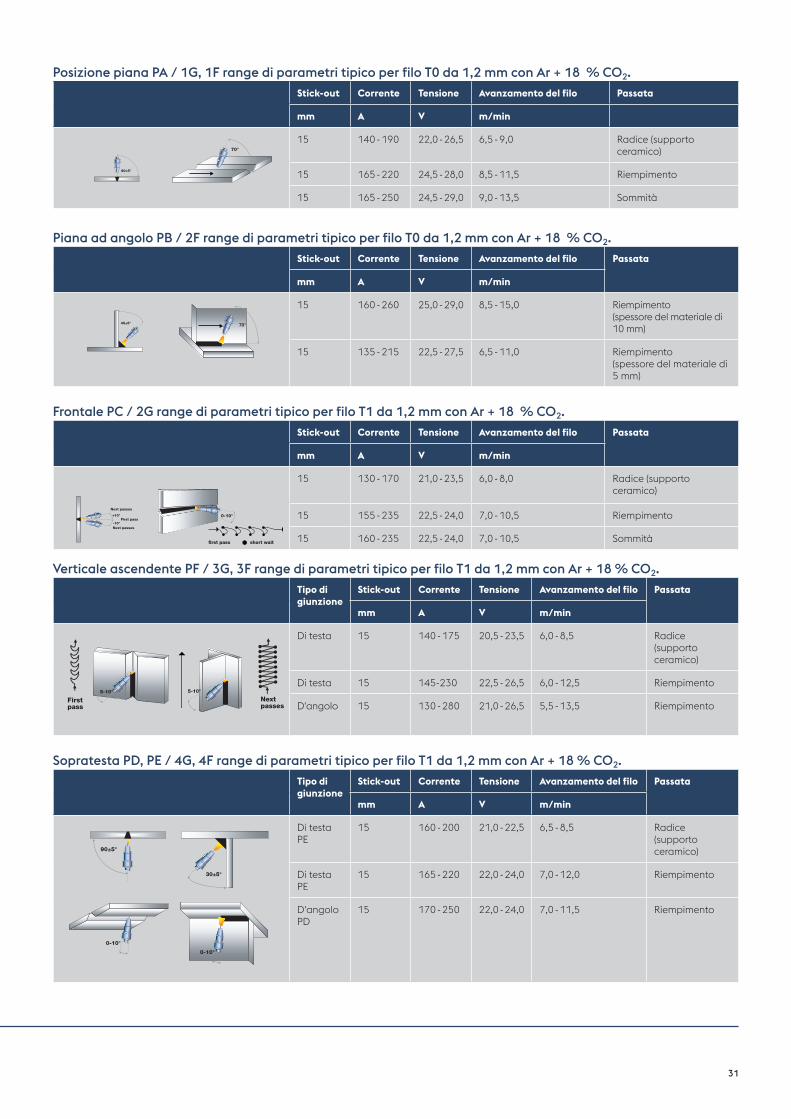
31
Posizione piana PA / 1G, 1F range di parametri tipico per filo T0 da 1,2 mm con Ar + 18 % CO2.Stick-out Corrente Tensione Avanzamento del filo Passata
mm A V m/min
Leteral A
90±5°
90±5°45±5°
Image A Image C
70°70°
15 140 - 190 22,0 - 26,5 6,5 - 9,0 Radice (supporto ceramico)
15 165 - 220 24,5 - 28,0 8,5 - 11,5 Riempimento
15 165 - 250 24,5 - 29,0 9,0 - 13,5 Sommità
Piana ad angolo PB / 2F range di parametri tipico per filo T0 da 1,2 mm con Ar + 18 % CO2.Stick-out Corrente Tensione Avanzamento del filo Passata
mm A V m/min
Leteral B
45±5°
Image B Image D
70° 70°
15 160 - 260 25,0 - 29,0 8,5 - 15,0 Riempimento (spessore del materiale di 10 mm)
15 135 - 215 22,5 - 27,5 6,5 - 11,0 Riempimento (spessore del materiale di 5 mm)
Verticale ascendente PF / 3G, 3F range di parametri tipico per filo T1 da 1,2 mm con Ar + 18 % CO2.Tipo di giunzione
Stick-out Corrente Tensione Avanzamento del filo Passata
mm A V m/min
Techniques D
D1 D2
First pass
Next passes
Techniques D
D1 D2
First pass
Next passes
Techniques D
D1 D2
First pass
Next passes
page 9
5-10° 5-10°
page 9
5-10° 5-10°
Di testa 15 140 - 175 20,5 - 23,5 6,0 - 8,5 Radice (supporto ceramico)
Di testa 15 145-230 22,5 - 26,5 6,0 - 12,5 Riempimento
D'angolo 15 130 - 280 21,0 - 26,5 5,5 - 13,5 Riempimento
Sopratesta PD, PE / 4G, 4F range di parametri tipico per filo T1 da 1,2 mm con Ar + 18 % CO2.Tipo di giunzione
Stick-out Corrente Tensione Avanzamento del filo Passata
mm A V m/minpage 11
90° 0-10°
0-10°30±5°
page 11
90° 0-10°
0-10°30±5°
page 11
90° 0-10°
0-10°30±5°
Leteral F Leteral F 2
30±5°
90±5°
Di testa PE
15 160 - 200 21,0 - 22,5 6,5 - 8,5 Radice (supporto ceramico)
Di testa PE
15 165 - 220 22,0 - 24,0 7,0 - 12,0 Riempimento
D'angolo PD
15 170 - 250 22,0 - 24,0 7,0 - 11,5 Riempimento
Frontale PC / 2G range di parametri tipico per filo T1 da 1,2 mm con Ar + 18 % CO2.Stick-out Corrente Tensione Avanzamento del filo Passata
mm A V m/min
15 130 - 170 21,0 - 23,5 6,0 - 8,0 Radice (supporto ceramico)
15 155 - 235 22,5 - 24,0 7,0 - 10,5 Riempimento
15 160 - 235 22,5 - 24,0 7,0 - 10,5 Sommità
Technique C
short waitfirst passshort waitfirst pass first passshort wait
Leteral C
+10°
-10°Next passes
Next passes
First pass
Image 1 Image 2
0-10° 0-10°
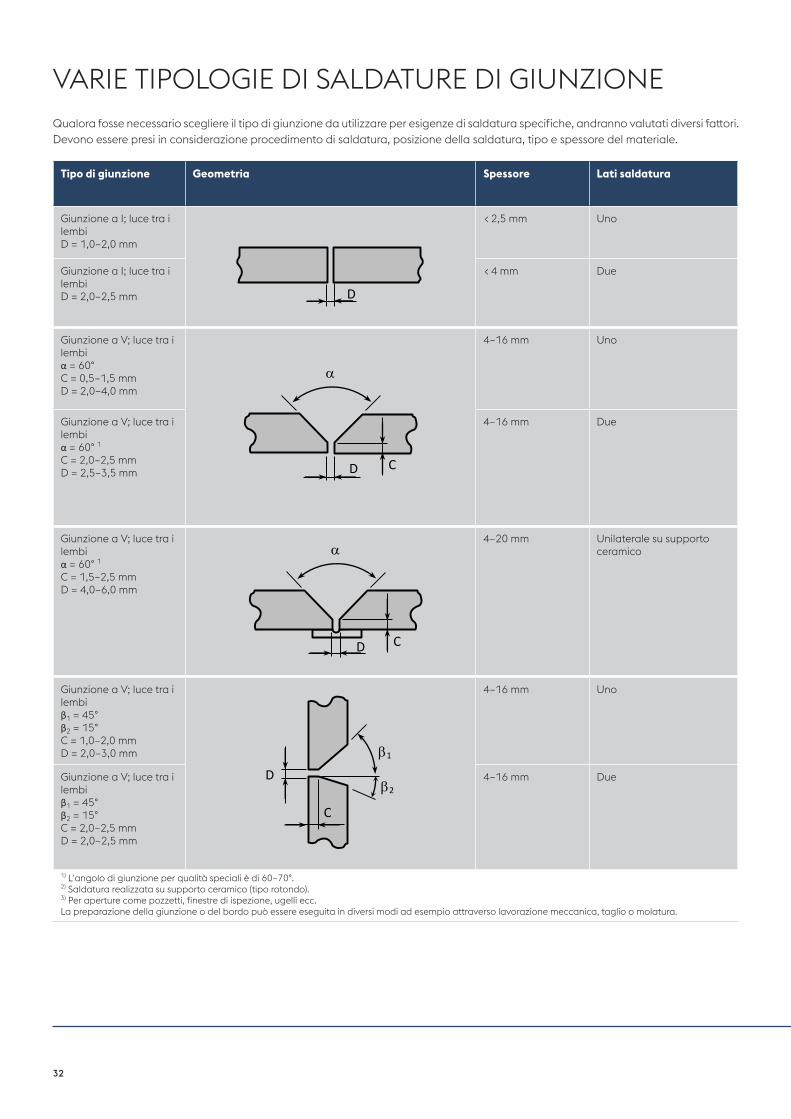
32
VARIE TIPOLOGIE DI SALDATURE DI GIUNZIONE Geometria
Qualora fosse necessario scegliere il tipo di giunzione da utilizzare per esigenze di saldatura specifiche, andranno valutati diversi fattori. Devono essere presi in considerazione procedimento di saldatura, posizione della saldatura, tipo e spessore del materiale.
Tipo di giunzione Geometria Spessore Lati saldatura
Giunzione a I; luce tra i lembiD = 1,0–2,0 mm
103
Table7.1JointtypesforweldingstainlesssteelsJointtype Geometry Method Thickness Weldingsides
I-joint;norootgap1TIG <2.5mm OnePAW <8mm OneSAW 6–9mm Two
I-joint;rootgapD=1.0–2.0mm
MMA<2.5mm OneMAG
TIG
I-joint;rootgapD=2.0–2.5mm
MMA
<4mm TwoMAGTIGFCAW
V-joint;rootgapa=60°C=0.5–1.5mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIGFCAW
V-joint;rootgapa=60°2
C=2.0–2.5mmD=2.5–3.5mm
MMA
4–16mm TwoMAGTIGFCAW
V-joint;rootgapa=60°2
C=1.5–2.5mmD=4.0–6.0mm FCAW 4–20mm Oneside
againstbacking
V-joint;norootgapa=80–90°C=1.5mm
TIG+SAW
3–16mm Two
V-joint;norootgapa=60°C=3.0–6.0mm
SAW 8–16mm Two
V-joint;norootgapa=80–90°C=3.0–4.0mm
PAW+SAW
6–16mm Two
V-joint;rootgapb1=45°b2=15°C=1.0–2.0mmD=2.0–3.0mm
MMAFCAW 4–16mm One
V-joint;rootgapb1=45°b2=15°
MMAFCAW 4–16mm Two
Not suitableforhigh-alloyedgrades
D
D C
a
C
a
D
a
CNot suitableforspecialgrades
C
b1D
b2
< 2,5 mm Uno
Giunzione a I; luce tra i lembiD = 2,0–2,5 mm
< 4 mm Due
Giunzione a V; luce tra i lembiα = 60° C = 0,5–1,5 mmD = 2,0–4,0 mm
103
Table7.1JointtypesforweldingstainlesssteelsJointtype Geometry Method Thickness Weldingsides
I-joint;norootgap1TIG <2.5mm OnePAW <8mm OneSAW 6–9mm Two
I-joint;rootgapD=1.0–2.0mm
MMA<2.5mm OneMAG
TIG
I-joint;rootgapD=2.0–2.5mm
MMA
<4mm TwoMAGTIGFCAW
V-joint;rootgapa=60°C=0.5–1.5mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIGFCAW
V-joint;rootgapa=60°2
C=2.0–2.5mmD=2.5–3.5mm
MMA
4–16mm TwoMAGTIGFCAW
V-joint;rootgapa=60°2
C=1.5–2.5mmD=4.0–6.0mm FCAW 4–20mm Oneside
againstbacking
V-joint;norootgapa=80–90°C=1.5mm
TIG+SAW
3–16mm Two
V-joint;norootgapa=60°C=3.0–6.0mm
SAW 8–16mm Two
V-joint;norootgapa=80–90°C=3.0–4.0mm
PAW+SAW
6–16mm Two
V-joint;rootgapb1=45°b2=15°C=1.0–2.0mmD=2.0–3.0mm
MMAFCAW 4–16mm One
V-joint;rootgapb1=45°b2=15°
MMAFCAW 4–16mm Two
Not suitableforhigh-alloyedgrades
D
D C
a
C
a
D
a
CNot suitableforspecialgrades
C
b1D
b2
4–16 mm Uno
Giunzione a V; luce tra i lembiα = 60° 1
C = 2,0–2,5 mmD = 2,5–3,5 mm
4–16 mm Due
Giunzione a V; luce tra i lembiα = 60° 1
C = 1,5–2,5 mmD = 4,0–6,0 mm
103
Table7.1JointtypesforweldingstainlesssteelsJointtype Geometry Method Thickness Weldingsides
I-joint;norootgap1TIG <2.5mm OnePAW <8mm OneSAW 6–9mm Two
I-joint;rootgapD=1.0–2.0mm
MMA<2.5mm OneMAG
TIG
I-joint;rootgapD=2.0–2.5mm
MMA
<4mm TwoMAGTIGFCAW
V-joint;rootgapa=60°C=0.5–1.5mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIGFCAW
V-joint;rootgapa=60°2
C=2.0–2.5mmD=2.5–3.5mm
MMA
4–16mm TwoMAGTIGFCAW
V-joint;rootgapa=60°2
C=1.5–2.5mmD=4.0–6.0mm FCAW 4–20mm Oneside
againstbacking
V-joint;norootgapa=80–90°C=1.5mm
TIG+SAW
3–16mm Two
V-joint;norootgapa=60°C=3.0–6.0mm
SAW 8–16mm Two
V-joint;norootgapa=80–90°C=3.0–4.0mm
PAW+SAW
6–16mm Two
V-joint;rootgapb1=45°b2=15°C=1.0–2.0mmD=2.0–3.0mm
MMAFCAW 4–16mm One
V-joint;rootgapb1=45°b2=15°
MMAFCAW 4–16mm Two
Not suitableforhigh-alloyedgrades
D
D C
a
C
a
D
a
CNot suitableforspecialgrades
C
b1D
b2
4–20 mm Unilaterale su supporto ceramico
Giunzione a V; luce tra i lembiβ1 = 45°β2 = 15°C = 1,0–2,0 mmD = 2,0–3,0 mm
103
Table7.1JointtypesforweldingstainlesssteelsJointtype Geometry Method Thickness Weldingsides
I-joint;norootgap1TIG <2.5mm OnePAW <8mm OneSAW 6–9mm Two
I-joint;rootgapD=1.0–2.0mm
MMA<2.5mm OneMAG
TIG
I-joint;rootgapD=2.0–2.5mm
MMA
<4mm TwoMAGTIGFCAW
V-joint;rootgapa=60°C=0.5–1.5mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIGFCAW
V-joint;rootgapa=60°2
C=2.0–2.5mmD=2.5–3.5mm
MMA
4–16mm TwoMAGTIGFCAW
V-joint;rootgapa=60°2
C=1.5–2.5mmD=4.0–6.0mm FCAW 4–20mm Oneside
againstbacking
V-joint;norootgapa=80–90°C=1.5mm
TIG+SAW
3–16mm Two
V-joint;norootgapa=60°C=3.0–6.0mm
SAW 8–16mm Two
V-joint;norootgapa=80–90°C=3.0–4.0mm
PAW+SAW
6–16mm Two
V-joint;rootgapb1=45°b2=15°C=1.0–2.0mmD=2.0–3.0mm
MMAFCAW 4–16mm One
V-joint;rootgapb1=45°b2=15°
MMAFCAW 4–16mm Two
Not suitableforhigh-alloyedgrades
D
D C
a
C
a
D
a
CNot suitableforspecialgrades
C
b1D
b2
4–16 mm Uno
Giunzione a V; luce tra i lembiβ1 = 45°β2 = 15°C = 2,0–2,5 mmD = 2,0–2,5 mm
4–16 mm Due
1) L'angolo di giunzione per qualità speciali è di 60–70°.2) Saldatura realizzata su supporto ceramico (tipo rotondo).3) Per aperture come pozzetti, finestre di ispezione, ugelli ecc.La preparazione della giunzione o del bordo può essere eseguita in diversi modi ad esempio attraverso lavorazione meccanica, taglio o molatura.

33
Tipo di giunzione Geometria Spessore Lati saldatura
Giunzione a V; luce tra i lembiβ1 = 45°β2 = 15°C = 2,0–2,5 mmD = 2,0–2,5 mm
104
C=2.0–2.5mmD=2.0–2.5mmV-joint;rootgapb1=45°b2=15°C=2.0–2.5mmD=2.0–2.5mm FCAW 4–20mm Oneside
againstbacking
X-joint;rootgapa=60°2
C=2.0–3.0mmD=2.0–2.5mm 14–30mm5 Two
MMAMAGTIG4FCAW
X-joint;norootgapa=80°C=3.0–8.0mm SAW 14–30mm Two
X-joint;rootgapb1=45°b2=15°C=1.5–2.5mmD=2.5–3.0mm
14–30mm Two
MMAMAGTIG4FCAW
X-joint;norootgapb1=45°b2=15°C=3.0–8.0mm3 SAW6 14–30mm Two
U-jointb=10°R=8mmC=2.0–2.5mm
<50mm TwoMMAMAG
C
b1D
b2
D
C
b1b2
D
a
C
a
C
C
b1b2
C
R
b
D
4–20 mm Un lato contro il supporto
Giunzione a X; luce tra i lembiα = 60° 1
C = 2,0–3,0 mmD = 2,0–2,5 mm
104
C=2.0–2.5mmD=2.0–2.5mmV-joint;rootgapb1=45°b2=15°C=2.0–2.5mmD=2.0–2.5mm FCAW 4–20mm Oneside
againstbacking
X-joint;rootgapa=60°2
C=2.0–3.0mmD=2.0–2.5mm 14–30mm5 Two
MMAMAGTIG4FCAW
X-joint;norootgapa=80°C=3.0–8.0mm SAW 14–30mm Two
X-joint;rootgapb1=45°b2=15°C=1.5–2.5mmD=2.5–3.0mm
14–30mm Two
MMAMAGTIG4FCAW
X-joint;norootgapb1=45°b2=15°C=3.0–8.0mm3 SAW6 14–30mm Two
U-jointb=10°R=8mmC=2.0–2.5mm
<50mm TwoMMAMAG
C
b1D
b2
D
C
b1b2
D
a
C
a
C
C
b1b2
C
R
b
D
14–305 mm Due
Giunzione a X; luce tra i lembiβ1 = 45°β2 = 15°C = 1,5–2,5 mmD = 2,5–3,0 mm
104
C=2.0–2.5mmD=2.0–2.5mmV-joint;rootgapb1=45°b2=15°C=2.0–2.5mmD=2.0–2.5mm FCAW 4–20mm Oneside
againstbacking
X-joint;rootgapa=60°2
C=2.0–3.0mmD=2.0–2.5mm 14–30mm5 Two
MMAMAGTIG4FCAW
X-joint;norootgapa=80°C=3.0–8.0mm SAW 14–30mm Two
X-joint;rootgapb1=45°b2=15°C=1.5–2.5mmD=2.5–3.0mm
14–30mm Two
MMAMAGTIG4FCAW
X-joint;norootgapb1=45°b2=15°C=3.0–8.0mm3 SAW6 14–30mm Two
U-jointb=10°R=8mmC=2.0–2.5mm
<50mm TwoMMAMAG
C
b1D
b2
D
C
b1b2
D
a
C
a
C
C
b1b2
C
R
b
D
14–30 mm Due
Giunzione a Uβ = 10°R = 8 mmC = 2,0–2,5 mmD = 2,0–2,5 mm
104
C=2.0–2.5mmD=2.0–2.5mmV-joint;rootgapb1=45°b2=15°C=2.0–2.5mmD=2.0–2.5mm FCAW 4–20mm Oneside
againstbacking
X-joint;rootgapa=60°2
C=2.0–3.0mmD=2.0–2.5mm 14–30mm5 Two
MMAMAGTIG4FCAW
X-joint;norootgapa=80°C=3.0–8.0mm SAW 14–30mm Two
X-joint;rootgapb1=45°b2=15°C=1.5–2.5mmD=2.5–3.0mm
14–30mm Two
MMAMAGTIG4FCAW
X-joint;norootgapb1=45°b2=15°C=3.0–8.0mm3 SAW6 14–30mm Two
U-jointb=10°R=8mmC=2.0–2.5mm
<50mm TwoMMAMAG
C
b1D
b2
D
C
b1b2
D
a
C
a
C
C
b1b2
C
R
b
D
< 50 mm Due
1) L'angolo di giunzione per qualità speciali è di 60–70°.2) Saldatura realizzata su supporto ceramico (tipo rotondo).3) Per aperture come pozzetti, finestre di ispezione, ugelli ecc.La preparazione della giunzione o del bordo può essere eseguita in diversi modi ad esempio attraverso lavorazione meccanica, taglio o molatura.

34
Tipo di giunzione Geometria Spessore Lati saldatura
Saldatura d'angolo; assenza di luce tra i lembi
a ≈ 0,7 × t
a = gola di saldatura
105
D=2.0–2.5mm TIG4
FCAW
SAW6
DoubleU-jointb=15°R=8mmC=4.0–8.0mm3
SAW > 20mm Two
Filletweld;norootgapa»0.7×ta=weldthroat > 2mm One/two
MMAMAGTIGPAW
HalfV-joint;rootgapa=50°C=1.0–2.0mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIG4
FCAWHalfV-joint;rootgapa=50°C=1.5–2.5mmD=2.0–3.0mm
MMA
4–16mm TwoMAGTIG4
FCAWHalfX-joint;rootgapa=50°C=1.5–2.5mmD=2.0–4.0mm
14–30mm Two
MMAMAG
TIG4FCAW
Filletweld;norootgap
<2mm TwoMMAMAG
TIG
C
R
b
at2
t1
C
t2
Da
t1
t2
D aC
t
> 2 mm Uno/Due
Mezza giunzione a V; luce tra i lembiα = 50°C = 1,0–2,0 mmD = 2,0–4,0 mm
105
D=2.0–2.5mm TIG4
FCAW
SAW6
DoubleU-jointb=15°R=8mmC=4.0–8.0mm3
SAW > 20mm Two
Filletweld;norootgapa»0.7×ta=weldthroat > 2mm One/two
MMAMAGTIGPAW
HalfV-joint;rootgapa=50°C=1.0–2.0mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIG4
FCAWHalfV-joint;rootgapa=50°C=1.5–2.5mmD=2.0–3.0mm
MMA
4–16mm TwoMAGTIG4
FCAWHalfX-joint;rootgapa=50°C=1.5–2.5mmD=2.0–4.0mm
14–30mm Two
MMAMAG
TIG4FCAW
Filletweld;norootgap
<2mm TwoMMAMAG
TIG
C
R
b
at2
t1
C
t2
Da
t1
t2
D aC
t
4–16 mm Uno
Mezza giunzione a V; luce tra i lembiα = 50°C = 1,5–2,5 mmD = 2,0–3,0 mm
C t1
Da
4–16 mm Due
Mezza giunzione a X; luce tra i lembiα = 50°C = 1,5–2,5 mmD = 2,0–4,0 mm
105
D=2.0–2.5mm TIG4
FCAW
SAW6
DoubleU-jointb=15°R=8mmC=4.0–8.0mm3
SAW > 20mm Two
Filletweld;norootgapa»0.7×ta=weldthroat > 2mm One/two
MMAMAGTIGPAW
HalfV-joint;rootgapa=50°C=1.0–2.0mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIG4
FCAWHalfV-joint;rootgapa=50°C=1.5–2.5mmD=2.0–3.0mm
MMA
4–16mm TwoMAGTIG4
FCAWHalfX-joint;rootgapa=50°C=1.5–2.5mmD=2.0–4.0mm
14–30mm Two
MMAMAG
TIG4FCAW
Filletweld;norootgap
<2mm TwoMMAMAG
TIG
C
R
b
at2
t1
C
t2
Da
t1
t2
D aC
t
14–30 mm Due 2
Saldatura d'angolo; assenza di luce tra i lembi
105
D=2.0–2.5mm TIG4
FCAW
SAW6
DoubleU-jointb=15°R=8mmC=4.0–8.0mm3
SAW > 20mm Two
Filletweld;norootgapa»0.7×ta=weldthroat > 2mm One/two
MMAMAGTIGPAW
HalfV-joint;rootgapa=50°C=1.0–2.0mmD=2.0–4.0mm
MMA
4–16mm OneMAGTIG4
FCAWHalfV-joint;rootgapa=50°C=1.5–2.5mmD=2.0–3.0mm
MMA
4–16mm TwoMAGTIG4
FCAWHalfX-joint;rootgapa=50°C=1.5–2.5mmD=2.0–4.0mm
14–30mm Two
MMAMAG
TIG4FCAW
Filletweld;norootgap
<2mm TwoMMAMAG
TIG
C
R
b
at2
t1
C
t2
Da
t1
t2
D aC
t
< 2 mm Due
1) L'angolo di giunzione per qualità speciali è di 60–70°.2) Saldatura realizzata su supporto ceramico (tipo rotondo).3) Per aperture come pozzetti, finestre di ispezione, ugelli ecc.La preparazione della giunzione o del bordo può essere eseguita in diversi modi ad esempio attraverso lavorazione meccanica, taglio o molatura.

35
Tipo di giunzione Geometria Spessore Lati saldatura
Saldatura d'angolo; luce tra i lembiD = 2,0–2,5 mm
2–4 mm Due
Mezza giunzione a V; luce tra i lembiα = 50°C = 1,5–2,5 mmD = 2,0–4,0 mm
4–16 mm Uno 2
Mezza giunzione a V; luce tra i lembiα = 50°C = 1,5–2,5 mmD = 1,5–2,5 mm
14–30 mm Due
Mezza giunzione a V3; luce tra i lembiα = 50°C = 1,0–2,0 mmD = 2,0–3,0 mm
4–16 mm Due
Mezzo tuboα = 60°C = 3,0–4,0 mmD = 2,0–3,0 mm
4–16 mm Uno
1) L'angolo di giunzione per qualità speciali è di 60–70°.2) Saldatura realizzata su supporto ceramico (tipo rotondo).3) Per aperture come pozzetti, finestre di ispezione, ugelli ecc.La preparazione della giunzione o del bordo può essere eseguita in diversi modi ad esempio attraverso lavorazione meccanica, taglio o molatura.

36
ConfezioneI fili animati Böhler Welding sono disponibili in cestelli metallici e bobine di plastica. Bobinatura precisa con caratteristiche di avanzamento eccellenti. Tutti i fili animati flux cored in acciaio inossidabile sono confezionati sottovuoto in sacchetti alluminizzati resistenti all'umidità, per garantire la massima protezione. All'interno, la bobina è contenuta in un sacchetto di plastica. Questo agevola la protezione del filo durante i periodi di inutilizzo. La conservazione in una confezione aperta può ridurre sensibilmente la vita utile del prodotto.
Le bobine vengono fornite in sacchetti di plastica alluminizzati per garantirne la sicura conservazione.
Qui di seguito vengono riportati i pesi e le confezioni standard. È disponibile una confezione a bobina più piccola da 5 kg per le applicazioni interamente automatizzate. Per maggiori dettagli, vi preghiamo di contattare il vostro rappresentante voestalpine Böhler Welding.
Fili animati flux cored Fili metal cored
Ø Diametro del filo Peso Ø Diametro del filo Peso
0,9 mm 12,5 kg 1,2 mm 16 kg
1,2 mm 15 kg 1,6 mm 16 kg
1,6 mm 15 kg
Quando non sono utilizzati, si raccomanda di riporre i fili nella loro confezione originale. Si consiglia di riporli in una stanza a umidità controllata. La temperatura di immagazzinaggio deve essere più costante possibile e superiore ai 15 °C. I fili possono essere conservati anche a temperature più basse, ma in questo caso devono essere trasferiti in una zona più calda per aumentarne la temperatura ed evitare la formazione di condensa sulla superficie del filo.

37
Dimensioni
Cestello di filo blu BS300Bobinatura precisa
Ø esterno 300 mm
Ø interno 52 mm
Larghezza 95 mm
Cestello di plastica blu S300Bobinatura precisa
Ø esterno 300 mm
Ø interno 52 mm
Larghezza 110 mm
5 kg (10 lbs.) Cestello di plastica S200Bobinatura precisa
Ø esterno 200 mm
Ø interno 52 mm
Larghezza 47 mm
Fusto ottagonale
Altezza 865 mm
Ø 580 mm
Sistema di filo a fusto per ulteriori risparmi sui costi, in particolare nell'ambito delle operazioni meccanizzate e robotizzate. Riduce drasticamente il periodo di inattività dovuto al cambio di bobina e incrementa la durata dell'arco. La bobina non termina durante la saldatura, eliminando quindi la possibilità di prodotti parzialmente saldati da riparare o addirittura scartare. I fusti ottagonali pesano 120–200 kg e dopo l'uso possono essere piegati per risparmiare spazio. Dopo l'uso è possibile piegare i fusti ottagonali per risparmiare spazio.
Le confezioni a bobina di plastica da Ø 0,9 mm e Ø 1,6 mm e a fusto e la bobina di plastica da 5 kg non sono disponibili per tutti iprodotti; per maggiori informazioni vi preghiamo di contattare il vostro rappresentante per le vendite voestalpine Böhler Welding.

38
JOIN! voestalpine Böhler Welding
Con oltre 100 anni di esperienza, voestalpine Böhler Welding è il punto di riferimento globale per le sfide quotidiane nei settori della saldatura di giunzione, nella protezione da usura e contro la corrosione nonché nel settore della saldobrasatura. La vicinanza al cliente è garantita da oltre 43 filiali in 25 paesi, con il supporto di 2.300 dipendenti e attraverso più di 2.000 partner di distribuzione in tutto il mondo. Con la consulenza individuale dei nostri tecnici applicativi e ingegneri di saldatura, garantiamo che i nostri clienti siano in grado di affrontare con successo anche le sfide più impegnative nei processi di saldatura. voestalpine Böhler Welding propone tre specifici e dedicati segmenti di prodotto al fine di soddisfare al meglio i requisiti richiesti dai nostri clienti e partner.
Lasting Connections – Come pioniere per i materiali d’apporto innovativi, Böhler Welding offre a livello mondiale un portafoglio di prodotti unico per la saldatura di giunzione. Gli oltre 2.000 prodotti sono costantemente adattati alle specifiche industriali correnti e ai requisiti dei clienti, certificati da istituzioni rinomate e, quindi, omologati per le applicazioni di saldatura più complesse. “Lasting Connections” rappresenta la filosofia del marchio, sia nella saldatura sia a livello umano – come partner affidabile per i clienti.
Tailor-Made Protectivity™ – Con soluzioni innovative e su misura, UTP Maintenance garantisce una combinazione ottimale di protezione (protection) e produttività (productivity). Tutto ruota intorno al cliente e ai propri requisiti individuali. Ciò è espresso nella promessa centrale di prestazioni: Tailor-Made Protectivity™.
In-Depth Know-How – Essendo un produttore leader di materiali d’apporto per la brasatura, Fontargen Brazing offre soluzioni collaudate che si fondano su 50 anni di esperienza industriale, processi e procedimenti sperimentati. Queste conoscenze approfondite (in-depth know-how) fanno di Fontargen Brazing il partner preferito a livello internazionale per ogni compito di brasatura.
The Management System of voestalpine Böhler Welding Group GmbH, Peter-Mueller-Strasse 14-14a, 40469 Duesseldorf, Germany has been approved by Lloyd’s Register Quality Assurance to: ISO 9001:2015, ISO 14001:2015, OHSAS 18001:2007, applicable to: Development, Manufacturing and Supply of Welding and Brazing Consumables. More information: www.voestalpine.com/welding

05
9/2
01
8/I
T/G
L
voestalpine Böhler Weldingwww.voestalpine.com/welding