Diamante 73 preview
47
-
Upload
diamante-at -
Category
Documents
-
view
227 -
download
0
description
Diamond tools technology and applications in stone and construction sectors
Transcript of Diamante 73 preview

Distributore per la UE della Xertech Ltd.Sud Africa
Pubblicazione Trimestrale73a Edizione - Giugno 2013
ISSN 1824-5765In Copertina / Cover page:BRIXDIAM - BRIXIA DIAMONDTOOLS SrlVia A. Schivardi, 6625123 Brescia (Bs) - ItalyTel.: +39 030 380374Fax: +39 030 [email protected]
Editore / Publisher Editorial and Advertising OfficeG&M Associated SasVia Caracciolo n° 26 20155 Milano - ItalyTel. & Fax +39 02 [email protected]
Direttore Responsabile:Renata Marchi
Progettazione, Grafica, Traduzionia cura di: G&M Associated Sas
Hanno collaborato:A. BortolussiO. CaiN. CaredduM. ClementeR. CiccuP. DanielM. LanzettaB. MarettoL. RissoG. TantussiB. Vicenzie gli Autori citati.
Stampa: Pinelli Printing S.r.l.,Gessate (MI)
Autorizzazione del Tribunale diMilano n° 454 del 18 novembre 1993
Registro Operatori di Comunicazionen° 4373 del 21 novembre 2001 (ex Registro Nazionale della Stampan° 454 del 18 ottobre 1993).
Spedizione in abb. postale 45% - art. 2 comma 20/b legge 662/96
06 Ricordando gli inizi: dalla “bicicletta” alle multifiloRecalling the beginning: from the “bicycle” to the multiwiredi / by O. Cai
09 Filo diamantato: l’esperienza dell’Università di CagliariDiamond wire: the University of Cagliari experiencedi / by N. Careddu
12 1900 anni per unire il diamante al filo Diamond wire: born in England, raised in Italydi / by P. Daniel
18 Filo diamantato: “corpo flessibile” A word about diamond wiredi / by O. Cai
28 Confronto fra lo sforzo di taglio nelle perline diamantate con diamante elettrodeposto o con fascia sinterizzata / Comparison between shear stresses in electrodeposited and sintered layer diamond beadsdi / by O. Cai
36 Appunti ed osservazioni sulla sicurezza dei fili diamantati Notes and comments on the safety of cutting diamond wiresdi / by O. Cai
L’editore garantisce la massima riservatezza dei dati forniti dagli abbonati, che saranno utilizzati esclusivamente per l’invio della pubblicazione, e la possibilità di richiederne gratuitamente la rettifica o la cancellazione.
DIAMANTE A&TSpeciale Filo Diamantato
DDAPPLICAZIONI TECNOLOGIA&
IAMANTEAnno 19 nn°° 7733
Pub
blic
azio
ne tr
imes
tral
e -
Giu
gno
2013
- P
oste
Ita
lian
e S.
p.A
. - S
pedi
zion
e in
A.P
. - D
.L. 3
53/2
003
(con
vert
ito
in L
egge
27/
02/2
004
n°46
) art
. 1, c
omm
a 1,
LO
/MI
www.gmassdiamante.com
PRIMA EDIZIONE MONOGRAFICA DEDICATA AL FILO DIAMANTATO - PARTE STORICACon l’intento di realizzare una panoramica significativa sull'evoluzione del filo diamantato, che ne delinei l’ascesa dalle applicazioni tradizionali a quelle innovative e che apra a nuove esplorazioni, iniziamo a riproporre una prima parte di articoli culturali e ricerche pubblicati in Diamante A&T dal 1995 al 2007. Si raccomanda, quindi, di tenere sempre presente nella letturadei testi, ripresi in ordine cronologico, la data di prima pubblicazione posta ben in evidenza.Ritroviamo nella raccolta la passione e l'impegno profusi dagli Autori, a cui va un rinnovato ringraziamento, che hanno gradito l’iniziativa ed hanno desiderato inserire una nota di aggiornamento per porre l’accento sull'importanza della storicità in funzionedell'attuale fase di rinnovo, destinata ad essere vissuta con pari intensità.Sorprendente sin dall'inizio, il filo diamantato ha affinato flessibilità e dimensione per conquistare e detenere il podio dell'eccellenza.Sempre più sottile, sempre più legato alla pietra sino ad investire i materiali di ultima generazione, il filo diamantato concentra su di sé anche la progettualità di macchine e impianti di ultima generazione.
THE FIRST OF A SERIES OF MONOGRAPH EDITIONS ON DIAMOND WIRE - HISTORICAL PARTAiming to show a complete overview of the evolution of the diamond wire over the years, from traditional to innovative applications, we are pleased to present you with an exclusive selection of the most important technical papers published inDiamond A&T from 1995 to 2007. Articles are presented in chronological order by default anyway it is recommended to have alook at the date of first publication, well indicated near the title.From the collection arises the passion and commitment of the authors, we have to thank once more, that enjoyed this initiativeand wanted to add an update note to emphasize the importance of historicity as a function of the current renewal, designed to beexperienced with equal intensity. Surprising since the beginning, diamond wire has improved in flexibility and size to reach itshighest potential and achieve excellence. With a reduced beads diameter and more and more suitable for processing stones andnew materials, the diamond wire it’s now a key element in the designing of plants and machines of the last generation.
Inserzionisti / Advertisers
INS. 1 ATALINS. 1 BOVONE DIAMOND TOOLS1 CO.FI.PLASTINS.2 CONEXPO 2014 - Las Vegas4 CR GEMS SUPERABRASIVES8 EPMA68 FEREXPO 2013 - Bergamo26 F.LLI MILANO27 G.B. F.LLI BERTONCELLO16 HILTI ITALIA
2 INTERMETAL17 MADE EXPO 2013 - Milano96 MARBLE 2014 - Izmir34 MARMOMACC 2013 - VeronaINS.2 MARMOTEC 2014 - Carrara11 METALPOLVERI35 PRO.BA.86 SAIE 2013 - Bologna112 URMA ROLLS1 WIRES ENGINEERING
76 XIAMEN STONE 2013
43 Schede Tecniche Vademecum53 Schede Tecniche Vademecum
I COP. BRIXDIAMII COP. ZHONGNAN DIAMONDIII COP. POLIGEMIV COP. DELLAS
Subscription Diamond Estimators
Italy - Europe Euros 150,00U.S.A. - Africa - Asia Euros 180,00Oceania Euros 200,00
44 Confronto: utilizzo del diamante nel taglio del granito con multidisco e con filo diamantato / Comparison between diamond multi-blade and diamond wire cutting of granitedi / by O. Cai
54 Il taglio di rocce dure con il filo diamantatoDiamond wire sawing of hard rocksdi / by A. Bortolussi, N. Careddu, R. Ciccu
69 Taglio di materiali lapideiCutting of stone materialsdi / by B. Maretto
77 Influenza delle caratteristiche della roccia sulle prestazioni del filo diamantato / Influence of stone properties on diamond wire performancedi / by A. Bortolussi, N. Careddu, R. Ciccu
87 Influenza dei parametri operativi sulla resa del filo diamantato nel taglio del granito / The influence of operating parameters on the total productivity of diamond wire in cutting granitedi / by O. Cai, N. Careddu
97 Miglioramento delle prestazioni del filo diamantato attraverso geometrie innovative dell’utensile Improved cutting performance of diamond beads by means of innovative shapedi / by L. Risso, B. Vincenzi
103 Caratterizzazione dell’usura di perline diamantate sinterizzate nel taglio del marmo / Wear characterisation of sintered diamond beads in marble cuttingdi / by M. Clemente, G. Tantussi, M. Lanzetta
DDAPPLICAZIONI TECNOLOGIA
&IAMANTE
Anno 19 nn°° 7733
Pub
blic
azio
ne tr
imes
tral
e -
Giu
gno
2013
- P
oste
Ita
lian
e S.
p.A
. - S
pedi
zion
e in
A.P
. - D
.L. 3
53/2
003
(con
vert
ito
in L
egge
27/
02/2
004
n°46
) art
. 1, c
omm
a 1,
LO
/MI
www.gmassdiamante.com
12:36 Pagina 1
Tutti i diritti di riproduzione e traduzione degli articoli pubblicati sono riservati. È vietata la riproduzione, anche parziale,degli articoli senza l’autorizzazionedell’Editore e delle dovute referenze.Manoscritti, disegni, fotografie e altro materiale inviato in redazione, anche se non pubblicato, non saranno restituiti.L’Editore non si assume alcuna responsabil-ità per le opinioni e per le idee espresse dagli autori né per i contenuti pubblicitari degli inserzionisti.
L’Editore G&M Associated Sas ai sensi dell’art.13 del D. Lgs n° 196/2003 e dell’articolo 2 (comma 2) del Codice di deontologia professionale relativo al trattamento dei dati personali nell’eserciziodell’attività giornalistica, rende nota l’esistenza presso la sede di Milano, Via Caracciolo 26, di una banca-dati ad uso redazionale utilizzata esclusivamenteper le finalità previste dalle leggi vigenti. Per esercitare in qualsiasi momento i dirittiprevisti dal suddetto D. Lgs. gli interessatipotranno rivolgersi a G&M Associated Sas,titolare del trattamento dei dati, scrivendo [email protected].
All rights for any form of reproduction or translation of contents are reserved. The reproduction of an article, or part of it, without permission of the Publisher and due references is forbidden. The Publisher assumes no responsibility foropinions expressed in editorial articles oradvertisements. Any manuscripts, photographs or other material received willnot be returned even if published.
In compliance with the provisions regardingthe safeguard of personal data (D.lgs. [legislative decree] no. 196/2003, c.d. Codeconcerning protection of personal data),G&M Associated Sas wishes to inform youthat personal data provided will be dealt withaccording to the principles of correctness,legality and transparency.

I t has been over thirty years since Luigi Madrigali appeared inthe marble quarries of Carrara with his “bicycle”, that was not avelocipede, but the first working machine with diamond wire for
“loop” cutting or, as quarrymen said, for up-line cutting.I well remember the unbelief of the old quarrymen seeing that theirprecious marble suddenly became so “tender” so that a skimpymachine (because the “bicycle” was in fact elegant but fragile) andfew meters of diamond wire were able to create a 1 cm groove inthe mountains in such a short time. We were in the early ‘80s, and the unbelief, because of the resultsobtained, turned into “starvation” for this new system and, in notime, beams and flywheel supports for the helical wire were rusted
and remained there, still and useless, good only for few “vintage”photographs. There was a proliferation of diamond wire cuttingmachines for quarries and most of them were just made of an electric motor directly connected to the flywheel and mounted on atrolley running on rails, mostly tubular, and in some cases driven by a counterweight. Soon, however, in Massa Carrara area, as well as Madrigali did, he was also from Carrara, at least six othermanufacturers began to produce diamond wire machines, with aprogressive improvement in the structure and safety.The first diamond wires, suited for cutting marble, were made up ofelectroplated diamond beads and the wire was assembled withsprings, spacers and pressers.
Recalling the beginning: from the “bicycle” to the multiwireby Osvaldo Cai
S ono trascorsi più di trent’anni da quando quelgeniaccio di Luigi Madrigali si presentò nelle cavedi Carrara con la sua “bicicletta”, che non era un
velocipede, ma la prima macchina funzionante con filodiamantato per “taglio a cappio” o, come dicevano icavatori, per il taglio al monte.Ricordo bene l’incredulità dei vecchi cavatori nel vedereche il loro pregiato marmo era improvvisamente diven-tato così “tenero” da far sì che una striminzita macchi-netta (perché la “bicicletta” era in effetti elegante madelicata) e pochi metri di filo diamantato potessero, incosì breve tempo, creare un solco di un centimetro nellamontagna. Eravamo nei primi anni ’80 e l’incredulità, difronte ai risultati che si stavano ottenendo, si tramutò in“fame” per questo nuovo sistema tanto che, in pochissi-mo tempo, i tralicci ed i supporti dei volanetti di rinvio
del filo elicoidale si arrugginirono e rimasero lì, fermi einutili, buoni solo per qualche fotografia “vintage”. Fu un proliferare di “macchine per taglio in cava con filodiamantato” alcune delle quali erano poco più che unmotore elettrico direttamente flangiato al volano e fissato su un carrello che correva su guide, per lo piùtubolari, in qualche caso azionato… da un contrappeso.Ben presto, però, solo nella zona di Massa Carrara, oltrea Madrigali, anche lui carrarino, almeno altri sei costrut-tori cominciarono a sfornare macchine per filo diamanta-to, via via migliorate nella struttura e nella sicurezza.I primi fili diamantati, esclusivamente per tagliare ilmarmo, erano composti da perline a diamante elettrode-positato, le cosiddette “perline elettrolitiche” ed il filo erarigorosamente montato con molle, distanziali e pressatori.Qualche tempo dopo comparvero le prime perline sinte-
Ricordando gli inizi: dalla “bicicletta” alle multifilo
di Osvaldo Cai
Storia del filo
diamantato2013
DIAMONDWIRE HISTORY
2013

DIAMANTE Applicazioni & Tecnologia
rizzate, che qualcuno chiamava “a concrezione” (chissàperché?) e apparve subito chiaro che erano più conve-nienti delle “elettrolitiche”. Però, l’assemblaggio del filoera ancora lo stesso e, prima di vedere un filo “plastifi-cato”, si dovette aspettare ancora un po’ di tempo. Con l’avvento dell’assemblaggio a plastica iniettata sicominciò, timidamente, a pensare di tagliare anche ilgranito. Anche se con un costo che oggi non si accette-rebbe più, l’utilizzo del filo per il taglio del granito, sia incava che in piazzale, cominciò a svilupparsi e a cambia-re radicalmente sia l’estrazione che la segagione prima-ria di questa pietra.L’idea di sostituire i telai a graniglia con un insieme di filidiamantati paralleli venne quasi subito a più di unaddetto ai lavori, non escluso chi scrive; ma pensare diadoperare una perlina diametro 11 mm, perché tale eraallora il diametro standard, per ridurre un blocco di granito in lastre spesse 1,5 cm, significava ridurre inpoltiglia oltre il 40% di un materiale pregiato come ilgranito e, non ultimo, impiegare una potenza rilevanteper fornire energia ad una quarantina di fili diamantati.Ma l’idea restava valida.A poco a poco il diametro della perlina si ridusse dappri-ma a 8 mm, poi a 7,5, poi a 7, come quello delle lamedi acciaio impiegate sui telai a graniglia, ed infine, aigiorni nostri, è normalmente impiegata una perlina didiametro 6,2 mm e, volendo tagliare materiali moltopregiati (e non eccessivamente difficoltosi) si possonoutilizzare fili diamantati con perline diametro 5 mm.Oggi una macchina segatrice multifilo con 60 fili da 6 mm può “calare” oltre 30 cm/h in un blocco lungo almeno 3,5 m, il che significa 63 m2 di taglio ogni ora. Se si ipotizza uno spessore della lastra di 1,5 cm la perdita di materiale “polverizzato” è solo del 28,5%.Come ho già fatto notare in un mio precedente scritto,va dato merito anche ai costruttori di tali macchine multifilo, i quali hanno creduto in questo nuovo utensilediamantato ed hanno investito risorse notevoli per la
realizzazione di questi impianti. Penso sia auspicabileche continuino a svilupparle tendendo all’ottimizzazionedelle prestazioni.Per quanto riguarda lo sviluppo futuro del filo diamanta-to non mi stancherò mai di ripetere che, in un utensilecomposto da tre componenti principali (perlina diaman-tata, plastica e cavetto di acciaio) è indispensabile chela ricerca, atta all’ottimizzazione delle prestazioni, non siconcentri solamente sulla perlina perché “diamantata”,ma debba interessare anche gli altri due componenti chesono importantissimi al fine di un buon funzionamento.Se la ricerca fosse limitata solo alla parte diamantatasarebbe come se ad una Ferrari fossero state lasciate leruote con le gomme piene.Purtroppo, specialmente per quanto riguarda il cavettodi acciaio, salvo qualche eccezione, non è mai statointrapreso uno studio “ad hoc” finalizzato alla possibilitàdi utilizzare un cavetto più piccolo di diametro senza farprecipitare la resistenza allo strappo del filo diamantato.Inoltre, in questi tempi di crisi reale, investire in ricercaè difficile, specialmente quando questa implica, da unaparte, l’utilizzo di materia prima costosa come il dia-mante e l’argento e dall’altra, cioè dalla parte di chideve sperimentare, il rallentamento o, talvolta, il bloccodella produzione per montare e smontare dalla macchi-na uno o più set di fili diamantati da provare. Bisogna aspettare e sperare che i tempi migliorino.Nel frattempo, però, non ha un costo proibitivo provarea “pensare” qualche cosa di nuovo, magari solo di piùeconomico, sempre salvaguardando la qualità. Per la verità, qualche cosa si sta già facendo, ma, comeal solito, riguarda solo la perlina e, più in particolare, unsistema per produrla più controllato e, forse, anche piùeconomico. Per il resto siamo ancora ….alle gommepiene. Se fosse ancora fra noi quel genio di Madrigalidirebbe: “E nun’ è mica un problema! Basta pensarci unpo’ su”. Si, proprio così.Pensare non costa molto ……neanche in tempo di crisi.
7
Some time later appeared the first sintered bead and it soonbecame clear that it was cheaper than the electroplated.Nevertheless the assembly of the wire was still the same and forthe introduction of the plasticized wire it was necessary to waitsome more years. With the plasticization of the wire it began possible to think at the cutting of granite. Although the cost wasvery high compared to today, the use of the wire for cutting granite, both in the quarry and the yard, began to develop andradically changed both the extraction and the primary cut of thisstone. The idea of replacing steel shot frames with a set of parallel diamond wires arose quickly in the mind of many technicians, including the writer, but the problem was that cutting a block of granite into 1.5 cm thick slabs using a 11 mm diameterbead, that was the standard diameter, would have resulted in aloss of more than the 40% of this valuable material and, not least,would have required a high power to provide energy to forty diamond wires. Anyway the idea was correct.Gradually the bead diameter was first reduced to 8 mm and thento 7.5, then to 7, such as blades used on steel shot frames, andfinally, in our days, it is normally used a bead of diameter 6.2 mm,and in case of very expensive materials it possible to use also diamond wire beads with a diameter of 5 mm.Today a multiwire cutting machine with 60 wire, 6 mm bead diameter, can reach a downfeed of more than 30 cm/h with a 3.5 m long block, that means a cutting rate of 63 m2 per hour.Assuming a slab thickness of 1.5 cm, the material loss is only28.5%. As I pointed out in my previous writings, these results
are also due to manufacturers, which have believed in this newdiamond tool and have invested considerable resources for theconstruction of these machines. I think now it is desirable to continue this development aiming to optimize the performance.Regarding future developments of the diamond wire I shall nevertire of repeating that, in a tool consisting of three main components(diamond bead, plastic and steel cable) is essential that theresearch leading to the optimization of performance does notfocus solely on the diamond bead but must also involve the othertwo components that are essential for the proper functioning. Unfortunately, “ad hoc” studies aimed at the possibility of using asteel cable with smaller diameter without reducing the tear resistance has never been conducted.In addition, due to the crisis, it has become more difficult to investin research, especially when it requires the use of expensive rawmaterials, such as diamond and silver, and the need of slowing orsometimes blocking the production for mounting or replacing oneor more sets of diamond wires for the machine during tests. It’s necessary to wait and hope that the time will improve.In the meantime, however, it is not forbidden to “think” at something new, maybe cheaper, always keeping the same quality.In truth, new projects are on the way, but, as usual, they are oncemore focused on the bead and, particularly, on a more controlledand perhaps even cheaper new manufacturing system.If he were still among us, that genius of Madrigals would havesaid: “it’s not a problem! Just think a little bit more”. Yes, that’s it! Thinking is costless ......even in times of crisis.


Filo diamantato: l’esperienzadell’Università di Cagliari
di Nicola Careddu, Ingegnere Minerario Ricercatore DICAAR - Università di Cagliari
F orte dell’antica tradizione mineraria, che inSardegna continua a svolgersi da millenni,nell’Anno Accademico 1939-40 si istituì il corso di
Ingegneria Mineraria presso la Facoltà di Ingegneriadell’Ateneo cagliaritano. La forte collaborazione tral’Università e l’industria ha portato nei decenni successi-vi a innumerevoli risultati a livello internazionale, sia intermini di ricerca e scoperte scientifiche sia in termini dibrevetti. Quando, a partire dagli anni ’60, cominciò nell’isola la sempre più intensa estrazione di rocce ornamentali, una parte degli studi si spostò dal settore
“minerario in sensu stricto” a quello della pietra naturale.Pionieri in questo senso sono stati il prof. GiampaoloSiotto e, successivamente, il prof. Giovanni Rossi. Il riconoscimento definitivo dell’importanza del settore,avvenne quando agli inizi degli anni ’80 fu aperto ilcorso di “Coltivazione e Gestione delle Cave”, tenuto per oltre venti anni dal prof. Raimondo Ciccu e rilevatoinfine dall’autore di questo articolo.I problemi relativi alla pianificazione e gestione dellecave, l’economia, l’estrazione, la lavorazione, le tecnologie,e la messa in opera dei prodotti finiti vengono tuttora
D ue to the ancient and strong tradition of mining,which has been taken place in Sardinia for millennia,in the Academic Year 1939-40 a new course of
Mining Engineering was developed at the Faculty ofEngineering of the University of Cagliari.During the following decades a strong partnership betweenUniversity and industry led to countless achievementsboth in terms of research and scientific breakthroughs andin terms of patents. Since the '60s, because of a moreintense extraction of ornamental stones in the island, partof the studies moved from the “mining in the strict sense”sector to that of natural stone. Pioneers of the new sector were prof. Giampaolo Siottoand, later, prof. Giovanni Rossi. The final recognition of the importance of the sector, tookplace in the early 80s when it was opened the course of
“Exploitation and Management of quarries” (SurfaceMining) held for over twenty years by prof. RaimondoCiccu and then replaced by the author of this paper.The problems related to quarries planning and management,exploitation, processing, technologies, and implementationof finished products are still being investigated: it is not acoincidence that at the last two world congresses (GlobalStone Congress 2010 in Alicante, Spain and Global StoneCongress 2012 in Borba, Portugal), the only Italian academic scientific and technological contributions werethose presented by the University of Cagliari together withthe esteemed colleague Dr Piero Primavori.In recent years there are many advanced technologiesrelated to the exploitation of ornamental stones that havebeen studied. Researches on diamond technology and onhigh pressure water jet must be underlined.
Diamond wire: the University of Cagliari experienceby Nicola Careddu, PhD. - Mining EngineerResearcher DICAAR - University of Cagliari, Italy
Storia del filo
diamantato2013
DIAMONDWIRE
HISTORY2013
DIAMANTE Applicazioni & Tecnologia 9

studiate: non è un caso se agli ultimi due congressi mondiali del settore (Global Stone Congress 2010 adAlicante e 2012 a Borba in Portogallo), gli unici contributitecnico-scientifici accademici italiani sono stati quelli portati dall’Università di Cagliari insieme allo stimato collega Dr. Piero Primavori.Sono tante le tecnologie avanzate, relative allo scavo di rocce ornamentali, studiate negli ultimi decenni. Si segnalano, soprattutto, gli studi sulle tecnologie diamantate e quelle basate sui getti d’acqua ad elevatapressione (water-jet). In particolare, gli studi sull’uso delfilo diamantato (relativamente alle rocce dure, ovvero igraniti) proseguono tuttora.Basilari furono le ricerche tenute alla fine degli anni ’80con l’ausilio di programmi di modellizzazione al computer,relative all’analisi della configurazione “a cappio” assuntadal filo durante il taglio delle bancate. Tramite tali studi si stabilirono scientificamente quali fossero i “punti e i momenti critici” (nel senso della curvatura e, pertanto, del consumo specifico dell’utensile)del processo di taglio.Una successiva tappa fondamentale fu, a partire dai primianni ’90, la costruzione di una macchina per testare lasingola perlina. Tale macchina, poi migliorata in successi-ve riprese, ha consentito di conoscere meglio il meccanismo
di interazione tra utensile (diamante) e roccia durante il pro-cesso di scavo. Altri studi successivi hanno riguardato sia la sicurezza,sia le correlazioni tra la produttività del filo diamantato,le caratteristiche delle rocce (durezza, dimensione deigrani, percentuale di quarzo e K-feldspati) e i vari para-metri operativi (velocità lineare e tensione del filo, cala). Da sottolineare la proficua collaborazione, nell’ultimodecennio, con il massimo esperto del settore del filo diamantato, il sig. Osvaldo Cai.La ricerca prosegue, in particolare relativamente all’usodi nuovi materiali costituenti la lega che ingloba i dia-manti. È da notare una recentissima serie di test, tenutanei laboratori del DICAAr, sul consumo di perline diaman-tate costruite con materiali ecologici. Tale studio, ancorain fase iniziale, è portato avanti grazie alla collaborazione conil Centro de Tecnologia Mineral (CETEM-MCTI) del Brasile.In conclusione, si vuole segnalare come la ricerca nelcampo delle tecnologie mirate alla escavazione e lavora-zione delle rocce ornamentali sia attualmente ritenutaimportante (e strategica) in tutto il mondo, al contrario di quanto (purtroppo) sta accadendo in Italia, dove talesettore gode di scarsa attenzione soprattutto per la mancanza di finanziamenti volti alla ricerca (anche se, in verità, non è l’unico motivo).
It should be noted that studies on the use of diamondwire for cutting hard stone, i.e. granite, still continuetoday. In particular, researches conducted at the end ofthe 80s with the help of computer modeling programs,relating to the analysis of the “Loop” configuration of thediamond wire during bench cutting deserve a specialmention.Thanks to these studies it was possible to determine scientifically the “main points and critical moments” (curvature of the wire and, therefore, specific wear rate ofthe tool) of the cutting process.Since the early 90s, a machine for testing the singlebead was introduced. This machine, then subsequentlyimproved, made it possible to better understand themechanism of interaction between the tool (diamond)and the stone during the cutting process.Further studies have been focused on the correlationbetween diamond wire productivity, stone characteristics(hardness, grain size, percentage of quartz and K-feldspar) and the various operating parameters
(linear velocity and tension of the wire, downfeed).It’s important to underline the fruitful collaboration with the greatest expert in the field of diamond wire, Mr. Osvaldo Cai. The research continues, particularly with respect to theuse of new materials for the metal matrix into which diamonds are embedded. It’s interesting to note a recentseries of tests, held in the laboratories of DICAAr, on the wear rate of diamond beads manufactured with environmentally friendly materials. This study, still inprogress, is being carried out in collaboration with theCentro de Tecnologia Mineral (CETEM-MCTI) of Brazil.In conclusion, we want to point out how research in thefield of technologies for mining and processing of naturalstone is now thought to be important (and strategic) inthe world as opposed to what (unfortunately) is happeningin Italy, where the sector has poor attention mainlybecause of the lack of funding (though, in truth, is not theonly reason).


1900 anni perunire il diamanteal filo
di Paul Daniel*
Storia del filo
diamantato1995
NEL 75 D.C. PER TAGLIARE LA PIETRA VENIVANO
UTILIZZATI FILO E SABBIA. A QUELL’EPOCA
RISALGONO LE INDICAZIONI DELLA TECNOLOGIA
ROMANA IMPORTATA IN GRAN BRETAGNA.DICIANNOVE SECOLI DOPO, DUE INGLESI INVEN-
TARONO UN METODO MOLTO PIÙ VELOCE E PIÙ ECONOMICO,BASATO SULLA TECNOLOGIA DEL DIAMANTE, LA CUI APPLICAZIO-NE NELL’ESTRAZIONE DELLE PIETRE ORNAMENTALI È STATA
PERFEZIONATA, PRINCIPALMENTE, IN ITALIA.
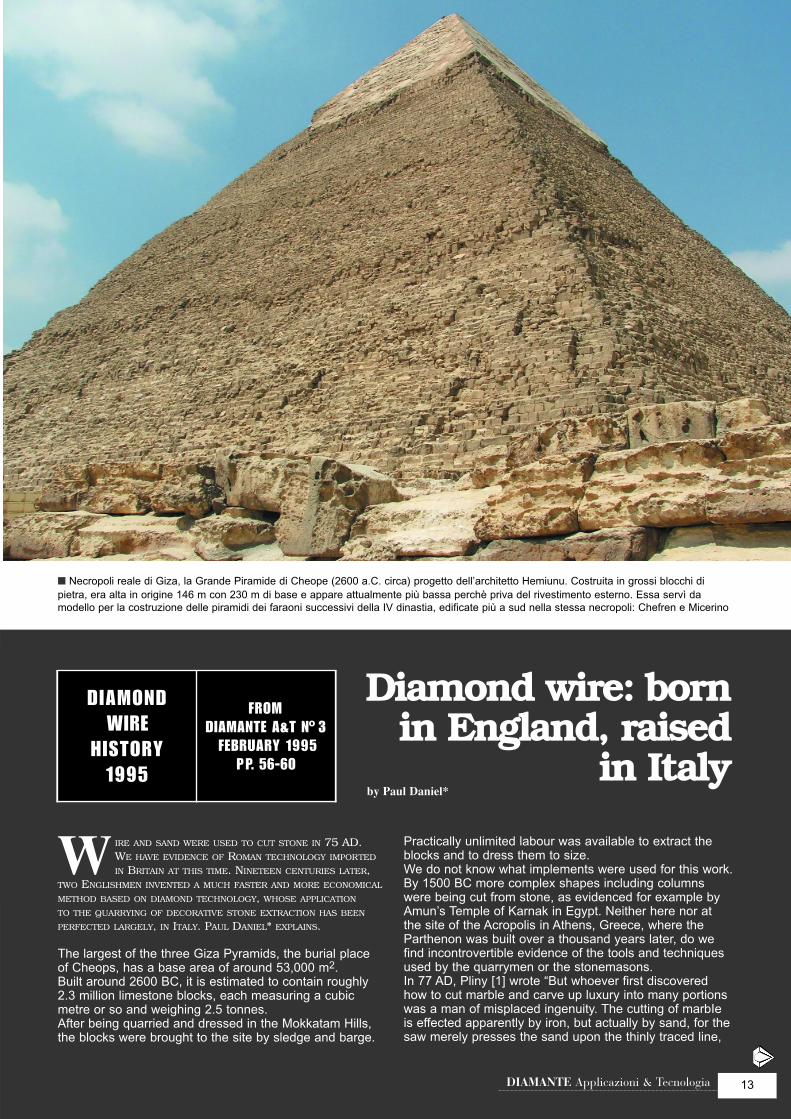
La più grande delle tre Piramidi di Giza, il luogo disepoltura di Cheope, ha una base di 53.000 metriquadri. Fu costruita intorno al 2600 a.C. e si ritieneche sia composta da 2,3 milioni di blocchi di calcare,ognuno di circa un metro cubo e di un peso di 2,5 tonnellate. Dopo essere stati estratti e levigatinelle colline di Mokkatam, i blocchi erano trasportatimediante slitte e chiatte. Era disponibile una manod’opera illimitata per estrarre i blocchi e tagliarli amisura e si ignora quali attrezzi venissero impiegati.Già nel 1500 a.C. si tagliava la pietra in forme piùcomplesse, comprese le colonne, come evidenziatonel Tempio di Amun a Karnak, in Egitto.Né qui e neppure presso l’Acropoli di Atene, dovemille anni dopo fu costruito il Partenone, sono state trovate prove incontestabili sugli attrezzi e sulle tecniche di taglio usate dai cavatori e dagli scalpellini dell’epoca.Nel 77 d.C. Plinio [1] scriveva: “Chi ha scoperto perprimo come tagliare il marmo, sezionandolo in piùparti, è stato un uomo dal genio incompreso. Il tagliodel marmo, effettuato apparentemente col ferro, inrealtà è eseguito con la sabbia, poiché la sega hasemplicemente il compito di strisciare lungo una lineatracciata in precedenza, pressando la sabbia contro ilmateriale, con un rapido movimento avanti e indietro,sufficiente per effettuare il taglio. Più la sabbia ègrossa, meno risultano precise le sezioni che essa fa e, quindi, maggiore è il lavoro che rimane da compiere per levigare i blocchi”.Il Colosseo e altre famose costruzioni della RomaAntica furono costruiti all’epoca di Plinio.Quale esempio impressionante di rapido trasferimentodella tecnologia ricordiamo che, nel 75 d.C., in GranBretagna, era già in uso il filo d’acciaio con sabbia,
per tagliare le pietre con alta precisione. La scoperta è stata fatta da archeologi durante lostudio dei resti di un palazzo romano [2]. Tutte le fasi della lavorazione dei marmi importati e di altre pietre ornamentali sono state definite in basead un attento studio degli sfridi abbandonati dagliscalpellini. Si suppone che un pezzo di filo venissetirato avanti e indietro sulla pietra, mentre sabbia edacqua venivano versati nel taglio. Pezzi di filo e pietratagliata sono esposti, ad esempio, presso il Museoche occupa una parte del luogo ove aveva sede ilPalazzo Romano, a Fishbourne, nel Sussex.
I PRIMI IMPIEGHI DEL DIAMANTENel 1885 d.C., venendo a conoscenza dei consistentiguadagni realizzati nei luoghi di lavorazione della pietra, ove si era in grado di fornire rapidamentelastre di calcare e di marmo lavorate su misura aicostruttori dei grandi palazzi prestigiosi di Parigi, ilricercatore francese Felix Fromholt progettò i primidischi con punte di diamante, specificatamente idonei al taglio delle pietre. Fra il 1910 e il 1920, nelle più grandi segherie diParigi, venivano usati frequentemente dischi di undiametro di 2-3 metri. Questi primi dischi erano fatti di acciaio con una serie di alloggiamenti lungo ilbordo esterno. Gli alloggiamenti erano inseriti in taglia coda di rondine ed erano attaccati con perni o rivetti.Veniva, poi, inserito a mano, in ogni alloggiamento,entro fori a misura, un diamante naturale policristalli-no tondeggiante, chiamato carbonado o diamantenero, con un peso unitario fino a 0,8 carati. L’alloggiamento veniva, poi, chiuso in un dispositivo a forma di morsa, che aveva griffe isolate di rame.Queste erano strette e vi si lasciava passare la corrente elettrica, per qualche secondo, per renderemalleabile l’acciaio, processo studiato per fissare ildiamante. Le informazioni pervenuteci riportano che normal-mente circa 0,75 mm di carbonado sporgevano dall’alloggiamento. Venivano anche aggiunte altregrane di carbonado, spaziate in alternanza sui duelati degli alloggiamenti, per garantire il necessariogioco laterale, “strade”, durante l’operazione di taglio. Gli attrezzi e le tecniche di segagione sembrano oggi
DA DIAMANTE A&T Nº 3 - FEBBRAIO 1995 - PAGG. 56-60
DIAMANTE Applicazioni & Tecnologia 13
Diamond wire: bornin England, raised
in Italyby Paul Daniel*
W IRE AND SAND WERE USED TO CUT STONE IN 75 AD.WE HAVE EVIDENCE OF ROMAN TECHNOLOGY IMPORTED
IN BRITAIN AT THIS TIME. NINETEEN CENTURIES LATER,TWO ENGLISHMEN INVENTED A MUCH FASTER AND MORE ECONOMICAL
METHOD BASED ON DIAMOND TECHNOLOGY, WHOSE APPLICATION
TO THE QUARRYING OF DECORATIVE STONE EXTRACTION HAS BEEN
PERFECTED LARGELY, IN ITALY. PAUL DANIEL* EXPLAINS.
The largest of the three Giza Pyramids, the burial place of Cheops, has a base area of around 53,000 m2. Built around 2600 BC, it is estimated to contain roughly2.3 million limestone blocks, each measuring a cubicmetre or so and weighing 2.5 tonnes.After being quarried and dressed in the Mokkatam Hills,the blocks were brought to the site by sledge and barge.
Practically unlimited labour was available to extract theblocks and to dress them to size.We do not know what implements were used for this work.By 1500 BC more complex shapes including columnswere being cut from stone, as evidenced for example byAmun’s Temple of Karnak in Egypt. Neither here nor at the site of the Acropolis in Athens, Greece, where theParthenon was built over a thousand years later, do wefind incontrovertible evidence of the tools and techniquesused by the quarrymen or the stonemasons. In 77 AD, Pliny [1] wrote “But whoever first discoveredhow to cut marble and carve up luxury into many portionswas a man of misplaced ingenuity. The cutting of marbIeis effected apparently by iron, but actually by sand, for thesaw merely presses the sand upon the thinly traced line,
DIAMONDWIRE
HISTORY1995
FROM DIAMANTE A&T Nº 3
FEBRUARY 1995PP. 56-60
■ Necropoli reale di Giza, la Grande Piramide di Cheope (2600 a.C. circa) progetto dell’architetto Hemiunu. Costruita in grossi blocchi di pietra, era alta in origine 146 m con 230 m di base e appare attualmente più bassa perchè priva del rivestimento esterno. Essa servì damodello per la costruzione delle piramidi dei faraoni successivi della IV dinastia, edificate più a sud nella stessa necropoli: Chefren e Micerino



Filo diamantato:“corpo flessibile”di Osvaldo Cai
Storia del filo
diamantato1995
FORSE SEMBRERÀ UN DISCORSO OVVIO, MAGARI
ANCHE INUTILE, POICHÉ, MOLTE OSSERVAZIONI
QUI RIPORTATE NON RAPPRESENTANO CERTO UNA
NOVITÀ, ESSENDO NOTE A MOLTI OPERATORI DEL
SETTORE. TUTTAVIA, RIFERENDOMI ALLA MIA
ESPERIENZA PERSONALE, SPESSO MI È ACCADUTO DI IMBATTER-MI IN PERSONE CHE, PUR OPERANDO CON FILO DIAMANTATO,NON NE AVEVANO UNA CONOSCENZA SUFFICIENTEMENTE
APPROFONDITA.
IL FILO VISTO NEL CONTESTO DEGLI ALTRI
UTENSILI DIAMANTATINella famiglia degli utensili diamantati per il taglio deimateriali lapidei, il filo è senza dubbio l’ultimo nato. Anche volendo far risalire la sua nascita ai primi
esperimenti pratici di una trentina d’anni fa (metàdegli anni ‘60, N.d.r.), si può dire che il suo sviluppocommerciale sia iniziato dopo l’adozione della “bicicletta”, presentata dal signor Madrigali circa 15 anni or sono (inizio anni ‘80, N.d.r.). Quindi, il filo diamantato è giovane e, se non proprioun neonato, è ancora un adolescente, in quanto èsperabile che si sviluppi ancora e si irrobustisca unpo’ di più. A mio avviso è da considerarsi per ora... il parente povero della famiglia ed anche quello conpiù differenze. Esaminiamo il perché.
A) LA STRUTTURAParagonato ad un disco, oppure ad un foretto odanche ad una lama, il filo diamantato appare struttu-rato in modo più povero e più debole.
Povero perché, mentre gli altri utensilihanno un corpo proprio, ossia costruitoallo scopo, il filo diamantato ha un corpo,se così si può chiamare, costruito conmateriali di serie e di poco costo. Elemento principale del corpo è il cavettodi acciaio, per lo più di diametro 5 mmche, nonostante alcuni costruttori segnali-no nel catalogo “speciale per marmo” o“per filo diamantato”, è da considerarsi un cavetto a trefoli di fili d’acciaio, inox o semplicemente zincati, come se ne possono trovare in commercio e senza che siano state fatte ricerche per migliorarne le prestazioni applicative. La sua resistenza a rottura per trazione èintorno a 1500 N/mm2, come per i cavettiusati nella nautica. Gli altri componentisono delle comuni molle cilindriche a compressione, delle rondelline di ferro edei tubetti (pressatori) di acciaio dolce. Nei fili a montaggio plastificato, questiultimi componenti sono sostituiti da mani-cotti tubolari di materiale plastico, inietta-to a caldo fra una perlina e l’altra. Fino ad oggi, escludendo alcune migliorienel tipo di plastica, o l’adozione digomme, oppure ancora l’adozione di“molle plastificate” (ossia plastica iniettata
DA DIAMANTE A&T Nº 3 - FEBBRAIO 1995 - PAGG. 160-169
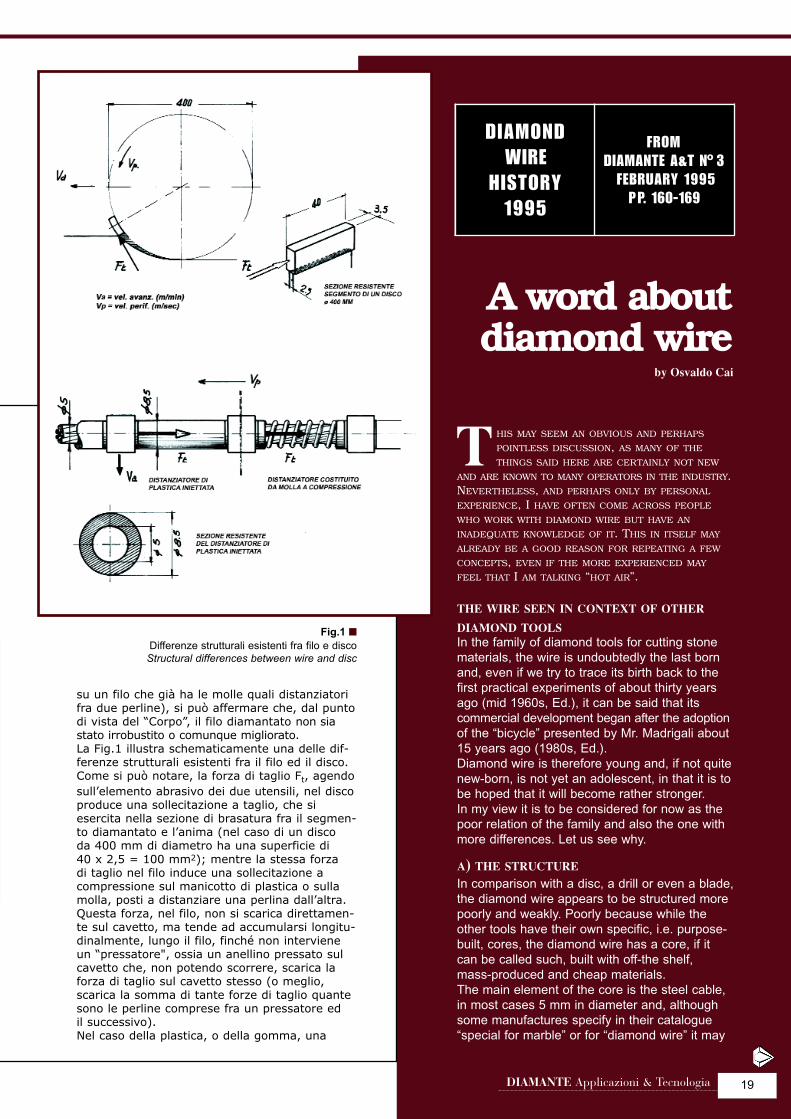
su un filo che già ha le molle quali distanziatorifra due perline), si può affermare che, dal puntodi vista del “Corpo”, il filo diamantato non siastato irrobustito o comunque migliorato.La Fig.1 illustra schematicamente una delle dif-ferenze strutturali esistenti fra il filo ed il disco.Come si può notare, la forza di taglio Ft, agendosull’elemento abrasivo dei due utensili, nel discoproduce una sollecitazione a taglio, che si esercita nella sezione di brasatura fra il segmen-to diamantato e l’anima (nel caso di un disco da 400 mm di diametro ha una superficie di 40 x 2,5 = 100 mm2); mentre la stessa forza di taglio nel filo induce una sollecitazione a compressione sul manicotto di plastica o sullamolla, posti a distanziare una perlina dall’altra. Questa forza, nel filo, non si scarica direttamen-te sul cavetto, ma tende ad accumularsi longitu-dinalmente, lungo il filo, finché non intervieneun “pressatore", ossia un anellino pressato sulcavetto che, non potendo scorrere, scarica laforza di taglio sul cavetto stesso (o meglio, scarica la somma di tante forze di taglio quantesono le perline comprese fra un pressatore ed il successivo).Nel caso della plastica, o della gomma, una
DIAMANTE Applicazioni & Tecnologia 19
Fig.1 ■Differenze strutturali esistenti fra filo e discoStructural differences between wire and disc
A word aboutdiamond wire
by Osvaldo Cai
T HIS MAY SEEM AN OBVIOUS AND PERHAPS
POINTLESS DISCUSSION, AS MANY OF THE
THINGS SAID HERE ARE CERTAINLY NOT NEW
AND ARE KNOWN TO MANY OPERATORS IN THE INDUSTRY.NEVERTHELESS, AND PERHAPS ONLY BY PERSONAL
EXPERIENCE, I HAVE OFTEN COME ACROSS PEOPLE
WHO WORK WITH DIAMOND WIRE BUT HAVE AN
INADEQUATE KNOWLEDGE OF IT. THIS IN ITSELF MAY
ALREADY BE A GOOD REASON FOR REPEATING A FEW
CONCEPTS, EVEN IF THE MORE EXPERIENCED MAY
FEEL THAT I AM TALKING “HOT AIR”.
THE WIRE SEEN IN CONTEXT OF OTHER
DIAMOND TOOLSIn the family of diamond tools for cutting stonematerials, the wire is undoubtedly the last bornand, even if we try to trace its birth back to thefirst practical experiments of about thirty yearsago (mid 1960s, Ed.), it can be said that its commercial development began after the adoptionof the “bicycle” presented by Mr. Madrigali about15 years ago (1980s, Ed.). Diamond wire is therefore young and, if not quitenew-born, is not yet an adolescent, in that it is tobe hoped that it will become rather stronger. In my view it is to be considered for now as thepoor relation of the family and also the one withmore differences. Let us see why.
A) THE STRUCTURE
In comparison with a disc, a drill or even a blade,the diamond wire appears to be structured morepoorly and weakly. Poorly because while theother tools have their own specific, i.e. purpose-built, cores, the diamond wire has a core, if itcan be called such, built with off-the shelf, mass-produced and cheap materials. The main element of the core is the steel cable,in most cases 5 mm in diameter and, althoughsome manufactures specify in their catalogue“special for marble” or for “diamond wire” it may
DIAMONDWIRE
HISTORY1995
FROM DIAMANTE A&T Nº 3
FEBRUARY 1995PP. 160-169


Confronto fra lo sforzo di taglio nelle perline diamantate con diamante elettrodeposto o confascia sinterizzata
di Osvaldo Cai
Storia del filo
diamantato1995
DA DIAMANTE A&T Nº 4 - MAGGIO 1995 - PAGG. 136-141
A tutt’oggi, escludendo una tecnologiache “saldi” i granelli di diamante alsupporto, mediante un apporto di
materiale con procedimento sottovuoto, si può affermare che gli unici due tipi diperline diamantate sono ottenuti con duesole tecnologie:a) elettrodepositando il legante che fissa il diamante su un supporto metallico;b) sinterizzando una fascia diamantata dispessore definito, in cui sono dispersi i granelli.Ai fini di questa ricerca, anche la tecnologiadi “saldatura” sottovuoto può rientrare nellatipologia dell’elettrodeposizione.La differenza sostanziale tra le due perlineconsiste nel fatto che, ipotizzando inentrambe la stessa quantità e tipo di diamante, i granelli di questo sarebberodisposti diversamente: ❒ nell’elettrodeposta - tutti i granelli sono collocati su una data superficie (perlinamonostrato);❒ nella sinterizzata - tutti i granelli sonocollocati su più strati all’interno di un datovolume.Questa differente distribuzione dei granelli di diamante determina un diverso compor-tamento durante il taglio ed influisce abba-stanza sulle forze di taglio, che agiscono sulfilo diamantato stesso. È noto che, in un processo di taglio, glisforzi sono proporzionati allo spessoremedio del truciolo asportato dall’utensile. Ora, se consideriamo l’abrasione della perli-na contro il materiale come una asportazio-ne di microtrucioli, possiamo utilizzare unarelazione che appare in una ricerca diTonshoff & Warnecke (Advances in UltrahardMaterials Application Technology - Volume1) e che ricava lo spessore medio del truciolo in funzione anche del numero dipunte in contatto di taglio per unità disuperficie. Considerando le due perline di Fig.1a e 1b,
vediamo quale differenze, almeno in teoria, si possono verificare al riguardo della distribuzione superficiale dei granelli di diamante.
DISTRIBUZIONE TEORICA POSSIBILE DEI
GRANELLI SULLA SUPERFICIE ESTERNA
DI UNA PERLINA ELETTRODEPOSTA
Consideriamo la perlina di Fig.1a, la cui superficie diamantata S è uguale a 1,57 cm2
e supponiamo che il diamante elettrodepo-sto sulla sua superficie sia di grana 40/50US Mesh, cui corrisponde una densità dielettrodeposizione di 0,35 carati/cm2
e quindi: S x 0,35 = 0,549 (carati nella perlina).Sempre considerando la granulometria 40/50 US Mesh possiamo considerare che in un carato ci siano 1370 granelli didiamante (tabelle fornitori), per cui nellaperlina (o meglio sulla sua superficie) sitroveranno: 0,549 x 1370 = 752 (granellisulla superficie della perlina).Dalle stesse tabelle dei fornitori di diamante si apprende che, una grana 40/50 US Mesh, corrisponde ad un granello che ha una dimensione: A = 0,354 mm circa. Quindi, considerando di appoggiare unifor-memente distribuiti 752 granelli (considera-ti sferici, per semplicità, sulla superficiedella perlina di Fig.1a), si otterrebbe unosviluppo come quello descritto nella Fig.2,dove i granelli avrebbero una distribuzioneideale con un passo circonferenziale di circa 0,47 mm ed un passo assiale di circa 0,5 mm.Ovviamente in pratica questi valori nonsono rispettati, però resta veritiero il nume-ro di punte che si trovano sulla superficiedella perlina, anche se possono verificarsizone con più o meno concentrazione. Nella Fig.3 è riportata la formula diTonshoff e Warnecke, in cui si definisce il
DIAMANTE Applicazioni & Tecnologia 29
Comparison between shear stresses in electrodeposited and
sintered layer diamond beadsby Osvaldo Cai
S till today, if we exclude a technique which“welds” the diamond grit to its support bymeans of the addition of material by vacuum
procedures, it can be said that the only types ofdiamond bead are obtained by just two technologies: a) electrodepositing the diamond on a metal support;b) sintering a diamond layer of defined thicknesswith the grains dispersed in it.For the purposes of this research, also the technique of vacuum “soldering” can be included in the category of electrodeposition. The main difference between the two bead typesconsists in the fact that, assuming both to have thesame amount and type of diamond, the grainswould be arranged differently:❒ in the electrodeposited type, all on a given surface (monolayer bead); ❒ in the sintered type, all within a given volume, in a number of layers. This different distribution of diamond grains leadsto a different behaviour during cutting and hasquite an effect on the shear forces acting on thediamond wire itself. It is known that in a cutting process the stressesare proportional to the average thickness of thechips removed by the tool. Now, if we consider theabrasion of the bead against the material as aremoval of microchips, we can use a relationshipwhich appears in a research by Tonshoff &Warnecke (Advances in Ultrahard MaterialsApplication Technology - Volume 1) and whichobtains the average thickness of the chip on thebasis also of the number of points in shear contactper unit area. Considering the two beads in Figs.1a and 1b we see what differences, at least intheory, can come about in relation to the surfacedistribution of diamond grit.
THEORETICALLY POSSIBLE DISTRIBUTION
OF GRIT ON THE OUTER SURFACE OF AN
ELECTRODEPOSITED BEAD
Let us consider the bead in Fig.1a, whose diamondsurface area is 1.57 cm2 and assume that the electrodeposited diamond on its surface is 40/50 US
DIAMONDWIRE
HISTORY1995
FROM DIAMANTE A&T Nº 4
M AY 1995PP. 136-141


pro.ba. s.r.l.
FORNI INDUSTRIALI PER SINTERIZZAZIONE SOTTO VUOTO ED IN ATMOSFERA CONTROLLATA
FURNACES FOR SINTERING IN VACUUM
AND IN CONTROLLED ATMOSPHERE
FORNI TIPO “SINTER VF” CON CAMERA DI RISCALDO INGRAFITE PER TEMPERATUREFINO A 1300°CFORNI TIPO “PRESINT” CONCAMERA DI RISCALDO INACCIAIO REFRATTARIO PER TEMPERATURE FINO A 960°C
TYPE “SINTER VF” FURNACES WITH HEATING ROOM INGRAPHITE FOR TEMPERATUREUP TO 1300°CTYPE “PRESINT” FURNACESWITH HEATING ROOM INREFRACTORY STEEL FOR TEMPERATURE UP TO 960°C
pro.ba s.r.l - Via Cavaglià, 28 - 10020 Cambiano (To), Italy Tel.: +39 011 9441482 - Fax: +39 011 9441603
[email protected] - www.probaforni.it

Storia del filo
diamantato1998
DA DIAMANTE A&T Nº 12 - GENNAIO 1998 - PAGG. 40-48
È NOTO A TUTTI CHE LA PERICOLOSITÀ RELATIVA
ALL’IMPIEGO DEL FILO DIAMANTATO, SIA IN
CAVA CHE IN PIAZZALE, A PARTE ACCIDENTALI
ED INCAUTE MANOVRE DELL’OPERATORE (E COMUN-QUE COMUNI A TUTTI I MACCHINARI), È ESSENZIAL-MENTE CONNESSA CON LA ROTTURA DEL CAVETTO
(O CORDINA).
L’adozione della plastica o della gommacome distanziatore fra le perline, in sostitu-zione delle molle cilindriche, ha notevol-mente contribuito ad abbassare la pericolo-sità dell’evento, impedendo il lancio (megliolo sparo) delle perline libere (M. Castelli, O. Cai, Utilizzazione in sicurezza del filodiamantato, 1989); inoltre, impedendo difatto lo scorrimento delle perline sul cavet-to, la plastica ha contribuito al manteni-mento dell’integrità geometrica e dimensio-nale dello stesso e, quindi, ad una suamaggior durata. Tuttavia, i fili diamantaticontinuano a spezzarsi e questa eventualitàè sempre in qualche modo traumatica enon del tutto priva di pericolosità.Nel corso della vita della perlina diamanta-ta, si prevedevano per i fili con le molle unoo più rifacimenti, mediante sostituzione ditutti i componenti, eccetto le perline, quindisostituendo l’elemento portante, ossia ilcavetto, talvolta prima che il filo si rompesse.Ora, con l’adozione della plastica o dellagomma, da cui peraltro è impedito di fattoun esame visivo del cavetto, il rifacimentoavviene, solo ed obbligatoriamente, dopoche il filo si è spezzato.D’altro canto tutti i costruttori di perlinediamantate, noi inclusi, si sforzano di otte-nere un prodotto che, compatibilmente conuna accettabile qualità del taglio, possiedauna notevole e sempre maggior durata.Personalmente non sono sicuro che conti-nuando ad allungare la durata (nel tempo enon in quantità di produzione) del filo diamantato si persegua un fine logico.Per la sua caratteristica costruttiva il filo
diamantato è, senza dubbio, quello, fra gliutensili diamantati per taglio di lapidei, chepiù è soggetto a sollecitazioni per fatica eda variazioni del tipo e dell’intensità dellestesse. Basti pensare alla forma iniziale efinale di un filo da cava che tagli “a cappio”o “al monte”.Poiché tutte le sollecitazioni sono sopporta-te dal cavetto, che ha forma, dimensioni ecaratteristiche fisico-meccaniche ben defini-te, non è difficile provare a vedere cosasuccede allorché si utilizza il filo diamantatoper taglio “in piazzale”, con macchina sta-zionaria (che rappresenta il caso menocomplesso di modello d’impiego).La Fig.1 e la successiva Fig.2 rappresentanoschematicamente uno dei casi che si verifi-ca in pratica.Poiché la velocità periferica è dell’ordine dei20-25 m/sec e poiché si trasmette potenzadal volano motore al volano condottomediante una fune metallica, si può consi-derare questo modello come una trasmis-sione telodinamica (ormai soppiantata datrasmissione di energia), i cui parametriperò possono essere utili per fissare qualche valore. Prendendo in esame la Fig.1 e supponendodi usare un filo diamantato con cavetto diametro 5 mm a 133 fili elementari, la cuisezione reale è 11 mm2, il diametro dei filiè 0,32 mm e il carico unitario di rottura èconsiderato 180 kg/mm2
, si possono dedur-re le seguenti considerazioni:
1) sollecitazione unitaria dopo il pre-tensio-namento
t = 200/11 = 18,18 kg/mm2
2) sollecitazione dovuta all’avvolgimento sui volanis = (8000 x 0,32)/(2000 x 11) = 0,11 kg/mm2
Poiché nella tecnica delle trasmissioni “telodinamiche” (ed il modello della sega a filo diamantato rientra abbastanza in questa tecnica) si raccomanda di assumerecome minimo coefficiente di sicurezza 8,
Appunti ed osservazionisulla sicurezza dei fili diamantati
di Osvaldo Cai
DIAMANTE Applicazioni & Tecnologia 37
Notes and comments on thesafety of cutting diamond wires
by Osvaldo Cai
I T IS WIDELY KNOWN THAT THE DANGERS RELATING
TO THE USE OF DIAMOND WIRE, WHETHER IN THE
QUARRY OR IN THE STONEYARD, ASIDE FROM
ACCIDENTAL AND CARELESS MOVES BY THE OPERATOR
(WHICH IN ANY CASE ARE COMMON TO ALL MACHINES)ARE ASSOCIATED ESSENTIALLY WITH CABLE BREAKAGE.
The adoption of plastic and rubber spacersbetween the beads, replacing cylindrical springs,has greatly contributed to lowering the dangerousnessof this occurrence, as they prevent the loose beadsfrom flying off like bullets (M. Castelli, O. Cai“Utilizzazione in sicurezza del filo diamantato”,Safe use of diamond wire, 1989). Furthermore, by preventing sliding of the beads onthe wire, plastic has contributed to maintaining thegeometry and dimensions of the latter, giving it alonger life. Nevertheless, diamond wires continueto break and this is always traumatic in some wayand not danger-free.For wires with springs it was normal, in the courseof the life of the diamond beads, for there to beone or two remakings of the wire by replacing allthe components except the beads, and thereforesubstituting the load-bearing element, i.e. thecable, sometimes before the wire broke; now, withthe adoption of plastic or rubber (which in any caseprevent visual examination of the cable), remakingis carried out only, and obligatorily, after the wirehas broken.On the other hand all diamond bead manufacturers,including ourselves, strive to obtain a productwhich, as far as compatible with an acceptable cutquality, has an appreciable and increasing life.Personally I am not certain that a logical objectiveis being pursued in continuing to lengthen the lifeof the diamond wire (in terms of time rather than of quantity of output).Of diamond tools for stone cutting, the diamondwire, owing to the characteristics of its construction,is undoubtedly the one most subject to fatiguestresses and to variations of the type and intensityof these stresses. Suffice it to think of the initialand final shape of a loop-cutting quarry wire.As all the stresses are borne by the cable, whichhas well-defined shape, size and physical-mechanicalcharacteristics, it is not difficult to examine whattakes place when using a diamond wire for cuttingin the stoneyard with a stationary machine (whichrepresents the least complex case of use model).Fig.1 and 2 illustrate in schematic form one of the
DIAMONDWIRE
HISTORY1998
FROM DIAMANTE A&T Nº 12
JANUARY 1998PP. 40-48

Confronto: utilizzo deldiamante nel taglio delgranito con multidisco e con filo diamantato
di Osvaldo Cai
Storia del filo
diamantato1998
È ormai praticamente con-fermato, e non in pochicasi, che nella segagione
del granito con utensili diaman-tati si ottengono risultati soddi-sfacenti nonostante siano desti-nati ad essere migliorati, siasotto il profilo qualitativo che dal punto di vista puramenteeconomico.In due casi particolari, ossianella segagione di blocchi conmultidisco e squadratura o taglioa spessore con filo diamantato,si sono raggiunti dei risultati chesolo qualche anno addietro sem-brava difficile poter ottenere. È innegabile che un buon discoda Ø 1000, con segmentisandwich alti 12 mm, montatosu una tagliablocchi multidisco,in grado di tagliare graniti diclasse 3-4, raggiunge una resafinale di 190 metri quadrati, setotalmente consumato. È altresì dimostrabile che 18metri di filo diamantato per granito, con 40 perline per metrolineare, utilizzato su una segatri-ce statica (da piazzale), taglianofino a 200 metri quadrati, primadi essere totalmente usurati.Nelle Figg.1 e 2 sono illustratialcuni dati di costruzione e diimpiego (in generale) per un filodiamantato e per un disco da Ø 1000, utilizzati nel taglio delgranito. Nelle Figg.3 e 4 sono, invece,illustrati i comportamenti usualidi una perlina da filo e di unsegmento da multidisco perquanto riguarda l’usura.I dati che possono essere raccolti sono illustrati in Tab.1.
DA DIAMANTE A&T Nº 15 - DICEMBRE 1998 - PAGG. 98-112
Tab.1
1) Il volume totale della parte diamantata di un disco da Ø 1000 70 (segmenti) x 1,843 = 129 cc (VDt)
2) Il volume totale della parte diamantata di un filo (18 m a 40p/m) 720 x 0,268 = 193 cc (VFt)
3) Volume effettivamente consumato dal disco per tagliare 190 m2 1,739 x 70 = 122 cc (VDc)
4) Volume effettivamente consumato dal filo per tagliare 200 m2 0,248 x 720 = 178 cc (VFc)
5) Diamante (ct) effettivamente consumato dal disco per 190 m2 102,4 x (122/129) = 96,8 ct (DDc)
6) Diamante (ct) effettivamente consumato dal filo per 200 m2 324 x (178/193) = 298,8 ct (DFc)
Fig.1
DIAMANTE Applicazioni & Tecnologia
Comparison between diamond multi-blade and diamond wire
cutting of graniteby Osvaldo Cai
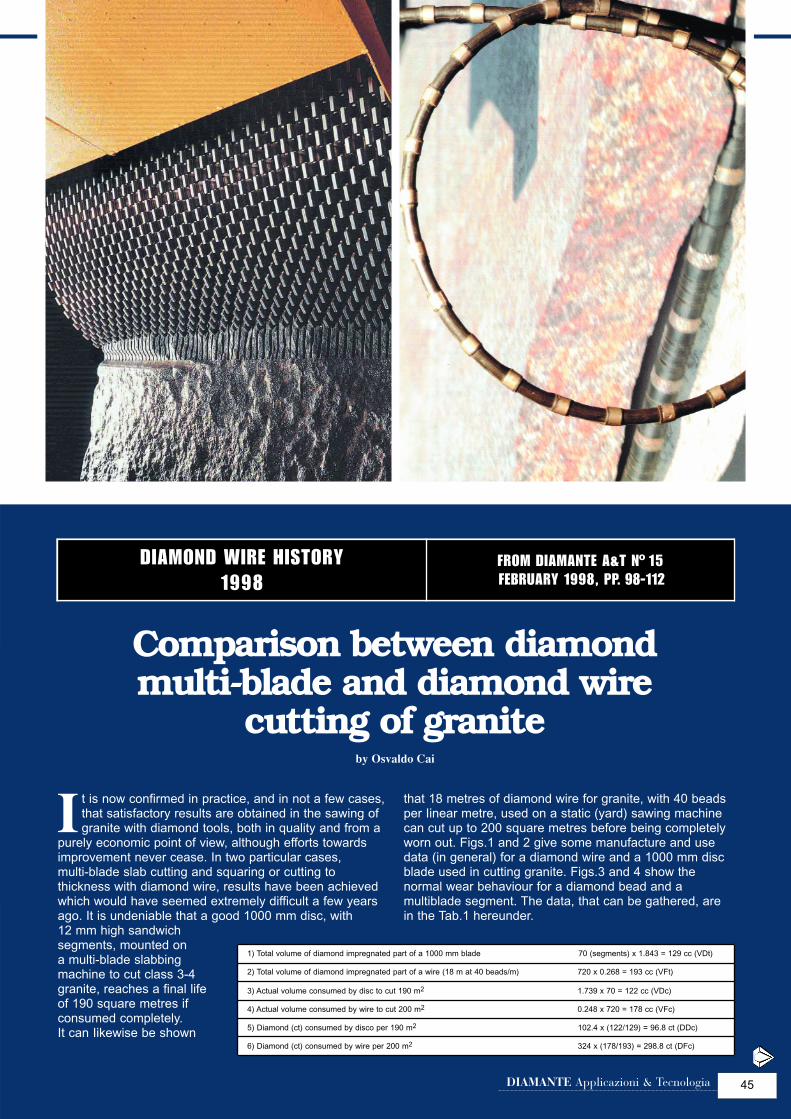
I t is now confirmed in practice, and in not a few cases,that satisfactory results are obtained in the sawing ofgranite with diamond tools, both in quality and from a
purely economic point of view, although efforts towardsimprovement never cease. In two particular cases, multi-blade slab cutting and squaring or cutting to thickness with diamond wire, results have been achievedwhich would have seemed extremely difficult a few yearsago. It is undeniable that a good 1000 mm disc, with 12 mm high sandwich segments, mounted on a multi-blade slabbingmachine to cut class 3-4granite, reaches a final lifeof 190 square metres if consumed completely. It can Iikewise be shown
that 18 metres of diamond wire for granite, with 40 beadsper Iinear metre, used on a static (yard) sawing machinecan cut up to 200 square metres before being completelyworn out. Figs.1 and 2 give some manufacture and usedata (in general) for a diamond wire and a 1000 mm discblade used in cutting granite. Figs.3 and 4 show the normal wear behaviour for a diamond bead and a multiblade segment. The data, that can be gathered, arein the Tab.1 hereunder.
DIAMOND WIRE HISTORY1998
FROM DIAMANTE A&T Nº 15FEBRUARY 1998, PP. 98-112
1) Total volume of diamond impregnated part of a 1000 mm blade 70 (segments) x 1.843 = 129 cc (VDt)
2) Total volume of diamond impregnated part of a wire (18 m at 40 beads/m) 720 x 0.268 = 193 cc (VFt)
3) Actual volume consumed by disc to cut 190 m2 1.739 x 70 = 122 cc (VDc)
4) Actual volume consumed by wire to cut 200 m2 0.248 x 720 = 178 cc (VFc)
5) Diamond (ct) consumed by disco per 190 m2 102.4 x (122/129) = 96.8 ct (DDc)
6) Diamond (ct) consumed by wire per 200 m2 324 x (178/193) = 298.8 ct (DFc)
45

Il taglio di roccedure con il filo diamantato
di R. Ciccu, M. Agus, A. Bortolussi, G. Massacci, N. CaredduDIGITA, Dipartimento di Geoingegneria e Tecnologie Ambientali
CSGM, Centro Studi di Scienze Minerarie del CNR, Università di Cagliari
Storia del filo
diamantato1998
L A PRESENTE MEMORIA DESCRIVE NELLE LINEE
GENERALI LO STATO DELL’ARTE PER QUANTO RIGUARDA
L’UTILIZZO DEL FILO DIAMANTATO NELL’INGEGNERIA
LAPIDEA, CON PARTICOLARE RIFERIMENTO ALL’ESTRAZIONE DEL
GRANITO, E COMPRENDE LA DESCRIZIONE DELLE MACCHINE E
DELL’ATTREZZATURA, I DATI SULLA PRESTAZIONE E GLI ASPETTI
ECONOMICI. VENGONO DISCUSSI ANCHE I PROBLEMI ESISTENTI,LA CUI SOLUZIONE, ATTRAVERSO GLI SFORZI DI SVILUPPO
PORTATI AVANTI DAI PRODUTTORI, DAGLI UTILIZZATORI E DALLE
ISTITUZIONI DI RICERCA, PUÒ AMPLIARE ULTERIORMENTE IL
CAMPO DI APPLICAZIONE. VIENE EVIDENZIATO IL CONTRIBUTO
DATO DALL’UNIVERSITÀ DI CAGLIARI.
1. INTRODUZIONENonostante alcuni periodi di stagnazione, il settoredella pietra è in espansione continua in tutto ilmondo, sotto la crescente pressione della richiesta dimateriali naturali per l’impiego nei vari settori dellacostruzione, come edilizia industrializzata, arredourbano, pavimentazioni stradali, rivestimenti esterni e decorazioni di interni. Di conseguenza, le attività di estrazione e di lavora-zione della pietra sono state interessate recentemen-te da un notevole progresso tecnologico, caratterizza-to dall’introduzione di metodi di taglio avanzati, dall’impiego di impianti potenti e dall’applicazione di strumenti di gestione sofisticati, portando ad unaumento spettacolare dei parametri tecnici ed econo-mici, accompagnato da un miglioramento consistentedella qualità globale dei materiali e dei prodotti finiti. Oggi le rocce “tenere” come marmo, calcare e traver-tino vengono estratte generalmente utilizzando letecnologie del diamante. L’avvento, circa vent’anni fa (metà degli anni ‘60, N.d.r.), di questi metodiavanzati di taglio rappresentò la seconda conquistatecnologica dopo un periodo dominato dal filo elicoidaleche, a sua volta, aveva consentito di superare gli incon-venienti del brillamento con esplosivi (Pinzari, 1989).Sorpassati dalle nuove tecnologie, i metodi tradizio-nali sono ormai privi di interesse nelle moderne cavedi marmo nei Paesi sviluppati, anche se sopravvivonoin qualche operazione marginale o per coltivare quelleparti del giacimento in cui la roccia è fratturata odeteriorata. Si ricorre solo occasionalmente al filo elicoidale per i tagli di apertura di grande superficie in
alcune cave di vecchio stile, mentre lo spacco concunei meccanici o idraulici viene ripiegato spessoancora per la sgrossatura di blocchi, che possonoessere rifiniti successivamente dal telaio diamantato. A differenza del marmo, il settore del granito non è stato ancora oggetto di un processo di radicale sostituzione tecnologica. Infatti, le operazioni di taglio vengono effettuate ancora generalmente conmetodi e tecniche tradizionali, anche se raffinate dall’esperienza accumulata nella pratica quotidiana,migliorate da una conoscenza scientifica approfonditae da una tecnica perfezionata, e rese più efficienti dal progresso nello sviluppo delle macchine(Bortolussi et al., 1988).Questo ritardo è spiegato da diversi motivi. In primoluogo il granito si presta meglio del marmo all’appli-cazione di alcune tecniche specifiche come il tagliocon lancia termica, fissione con esplosivi e spacco concuneo, grazie alla sua composizione chimica (conte-nuto di quarzo) o alle sue caratteristiche strutturali(presenza di piani di sfaldatura). Queste tecniche,messe a punto attraverso un’esperienza duratura edampia, sono ancora preferite dai proprietari di caveper il loro costo relativamente basso, per la loro sem-plicità e flessibilità, come pure per le spese relativa-mente basse di capitale d’investimento e di esercizio.D’altra parte, anche quando tali tecniche vengonoapplicate correttamente, il volume commerciale dellaproduzione e la resa complessiva della cava sonosempre colpiti negativamente da una scarsa precisio-ne dimensionale del blocco come pure da eventualidanni alla massa di roccia. La perdita economicadiventa più importante quando si tratta di una pietra pregiata ed i singoli blocchi sono di piccoladimensione. Perciò è prevedibile che, in parallelo al potenziamento dei metodi tradizionali, l’adozione di tecnologie avanzate sostitutive, in grado di superare tali limitazioni, abbia il sopravvento nelprossimo futuro (Ciccu, 1992). Il filo diamantato fu introdotto qualche anno fa in alcune cave di granito per effettuare i tagli di apertura delle bancate, sostituendo pian piano il cannello, che è svantaggiato da una serie di problemidi diversa natura (alto costo della scanalatura, dannoal materiale, rumore, impatto ambientale, bassa
DA DIAMANTE A&T Nº 15 - DICEMBRE 1998 - PAGG. 78-95

DIAMANTE Applicazioni & Tecnologia 55
Diamond wiresawing of hard rocks
by R. Ciccu, M. Agus, A. Bortolussi, G. Massacci, N. CaredduDep. of Geoengineering and Environmental Technologies,
CSGM, Mineral Science Study Centre of CNRUniversity of Cagliari, Italy
THE PAPER OUTLINES THE STATE OF THE ART REGARDING THE
USE OF DIAMOND WIRE IN STONE ENGINEERING, WITH
PARTICULAR REFERENCE TO GRANITE QUARRYING, AND
INCLUDES THE DESCRIPTION OF THE MACHINES AND EQUIPMENT,PERFORMANCE DATA AND ECONOMIC ASPECTS. EXISTING PROBLEMS
ARE ALSO DISCUSSED, THE SOLUTION OF WHICH, THROUGH DEVELOPMENT
EFFORTS BEING CARRIED ON BY MANUFACTURERS AND END USERS
AND RESEARCH INSTITUTIONS, CAN FURTHER OPEN THE FIELD OF
APPLICATION AND ENHANCE THE FUTURE PROSPECTS OF THE TECHNOLOGY.THE CONTRIBUTION PROVIDED BY THE UNIVERSITY OF CAGLIARI IS
HIGHLIGHTED.
1. FOREWORDIn spite of some periods of stagnation, the stone industryis constantly growing all over in the world, under the
increasing pressure of the demand for natural materials to be employed in the various branches of constructionengineering, such as industrialized building, urban fittings,road paving, face cladding and interior decoration.Consequently, quarrying and stone processing activitieshave recently been involved in an impressive technologicalprogress characterized by the introduction of advancedcutting methods, the use of powerful equipment and theapplication of sophisticated management tools, resulting in a spectacular increase in technical and economicparameters, accompanied by a substantial improvement inthe global quality of the materials and finished products.Today, “soft” rocks like marble, limestone and travertineare generally quarried using diamond-based technologies.The advent of these advanced methods of cutting, about
DIAMONDWIRE
HISTORY1998
FROM DIAMANTE A&T Nº 15
FEBRUARY 1998PP. 78-95
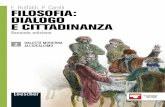
Risultato del taglio di una bancata mediante filo diamantato, presso la cava di Rosa Limbara (Priatu, Sassari) di proprietà della ditta S.G.E. Graniti Srl Cutting of a bench using the diamond wire at the quarry Rosa Limbara (Priatu, Sassari) property of the company S.G.E. Graniti Srl(Foto di / Photo by N. Careddu)
7mila mq di ferramenta e giardinaggio
www.ferexpo.net
1. INTRODUCTION
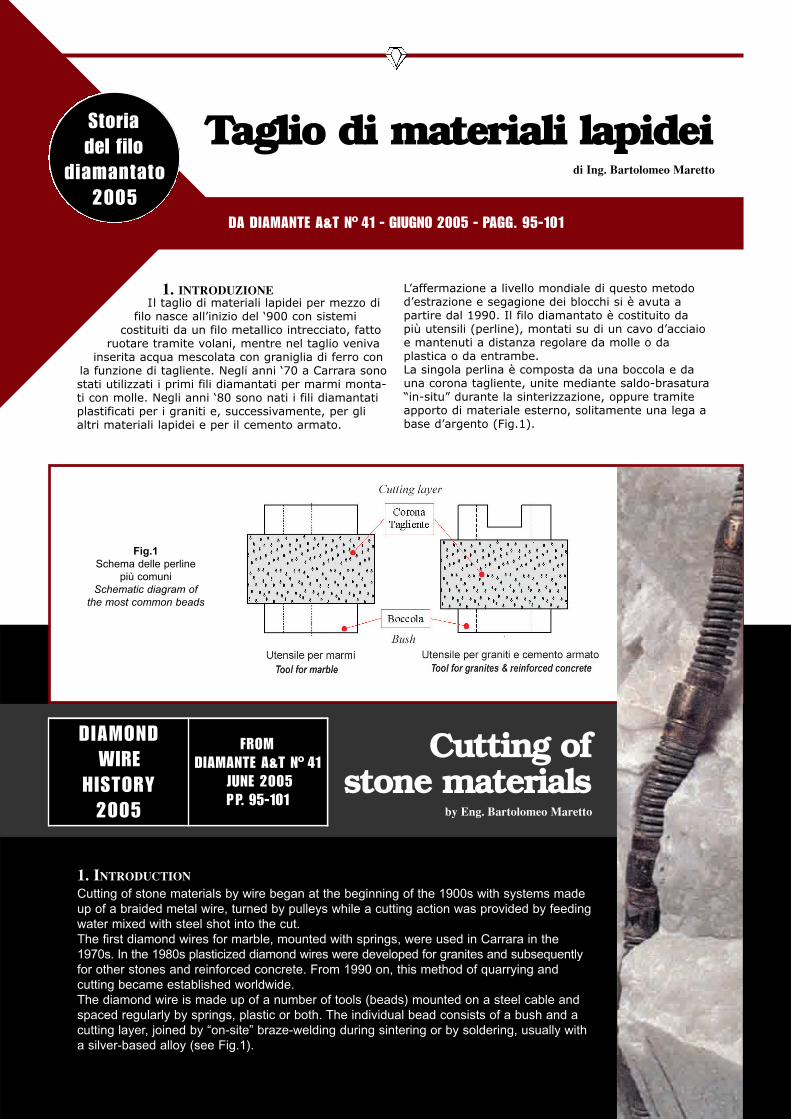
Cutting of stone materials by wire began at the beginning of the 1900s with systems madeup of a braided metal wire, turned by pulleys while a cutting action was provided by feedingwater mixed with steel shot into the cut.The first diamond wires for marble, mounted with springs, were used in Carrara in the1970s. In the 1980s plasticized diamond wires were developed for granites and subsequentlyfor other stones and reinforced concrete. From 1990 on, this method of quarrying and cutting became established worldwide.The diamond wire is made up of a number of tools (beads) mounted on a steel cable andspaced regularly by springs, plastic or both. The individual bead consists of a bush and acutting layer, joined by “on-site” braze-welding during sintering or by soldering, usually witha silver-based alloy (see Fig.1).
Cutting ofstone materials
by Eng. Bartolomeo Maretto
Fig.1Schema delle perline
più comuniSchematic diagram of
the most common beads
1. INTRODUZIONEIl taglio di materiali lapidei per mezzo di
filo nasce all’inizio del ‘900 con sistemicostituiti da un filo metallico intrecciato, fatto
ruotare tramite volani, mentre nel taglio venivainserita acqua mescolata con graniglia di ferro con
la funzione di tagliente. Negli anni ‘70 a Carrara sonostati utilizzati i primi fili diamantati per marmi monta-ti con molle. Negli anni ‘80 sono nati i fili diamantatiplastificati per i graniti e, successivamente, per glialtri materiali lapidei e per il cemento armato.
L’affermazione a livello mondiale di questo metodod’estrazione e segagione dei blocchi si è avuta a partire dal 1990. Il filo diamantato è costituito da più utensili (perline), montati su di un cavo d’acciaio e mantenuti a distanza regolare da molle o da plastica o da entrambe. La singola perlina è composta da una boccola e dauna corona tagliente, unite mediante saldo-brasatura“in-situ” durante la sinterizzazione, oppure tramiteapporto di materiale esterno, solitamente una lega abase d’argento (Fig.1).
DA DIAMANTE A&T Nº 41 - GIUGNO 2005 - PAGG. 95-101
Taglio di materiali lapideidi Ing. Bartolomeo Maretto
DIAMONDWIRE
HISTORY2005
FROM DIAMANTE A&T Nº 41
JUNE 2005PP. 95-101
Storia del filo
diamantato2005
Influenza delle caratteristiche della roccia sulle prestazioni
del filo diamantatodi M. Agus, A. Bortolussi, N. Careddu, R. Ciccu, B. Grosso, G. Massacci
Dipartimento di Geoingegneria e Tecnologie Ambientali, Università di Cagliari Istituto di Geologia Ambientale e Geoingegneria del CNR, Sezione di Cagliari
ABSTRACTLe prestazioni del filo diamantato, nel taglio primario incava per la produzione di blocchi squadrati, dipendonoprincipalmente dalla durezza del materiale lapideo.Sebbene questa affermazione sembri trovare confermanelle indicazioni della pratica industriale, in realtà il problema si presenta assai più complesso, tanto darichiedere studi più accurati e approfonditi, per poterprevedere i risultati tecnici conseguibili e individuare unastrategia operativa tendente all’ottimizzazione in temporeale del sistema, anche dal punto di vista economico. A parte le difficoltà di determinare la durezza dei materiali eterogenei, quali i graniti, una semplice analisidel processo di taglio porta a ritenere che anche altrecaratteristiche della roccia, quali la composizione
ABSTRACTIt is generally believed that the performance of diamondwire employed in stone quarrying for the production ofsquared blocks strongly depends on the material’s hardness. Although this seems roughly confirmed by quar-rying operations, in reality this is a rather complex issue,suggesting that a more accurate basis should be used fora reliable prediction of industrial results and especially forestablishing a driving strategy aimed at the real-time opti-misation of the system.Aside from the difficulty in determining the hardness ofheterogeneous materials, a simple analysis of the
cutting process leads to the conclusion that a number ofrock properties, such as for instance mineral compositionand crystal size, should be incorporated into a predictivemodel and that their influence varies as a function ofmachine setting. In order to obtain a sufficient number of data to be statisticallyprocessed for developing the simulation model, a systematicexperimental investigation of industrial significance hasbeen carried out on a variety of granite materials at theDIGITA laboratories using a diamond wire frame saw, varying the chief operating parameters. Diamond wire cutting rate and wear as well as power
Influence of stone properties on diamondwire performance
mineralogica e la dimensione dei cristalli, dovrebberoessere incluse nel modello predittivo, tenendo altresì inconto che la loro influenza può variare in funzione dellaregolazione della macchina.Al fine di raccogliere un insieme di dati da elaborare conmetodologie statistiche, quantitativamente e qualitativa-mente adeguato per lo sviluppo del modello di simula-zione, presso i laboratori del DIGITA è stata intrapresauna ricerca sistematica, utilizzando un telaio a filo diamantato e variando i principali parametri operativi.In ciascuna prova, gli andamenti della velocità di taglio,del tasso di consumo del filo diamantato e della potenzaassorbita dal motore di trascinamento sono stati deter-minati in funzione del tempo.
Storia del filo
diamantato2005
DA DIAMANTE A&T Nº 42 - SETTEMBRE 2005 - PAGG. 99-109
DIAMONDWIRE
HISTORY2005
FROM DIAMANTE A&T Nº 42
SEPTEMBER 2005PP. 99-109
by M. Agus, A. Bortolussi, N. Careddu, R. Ciccu, B. Grosso, G. MassacciDepartment of Geoengineering and Environmental Technologies, University of Cagliari, ItalyInstitute of Environmental Geology and Geo-engineering, National Research Council of Italy Cagliari Department, Italy


Influenza dei parametri operativisulla resa del filo diamantato
nel taglio del granitodi O. Cai*, N. Careddu**, M. Mereu**, I. Mulas**
*Consulente Utensili Diamantati**Dipartimento di Geoingegneria e Tecnologie Ambientali (DiGITA),
Università di Cagliari
PREMESSALa relazione illustra una ricerca portata avanti presso ilaboratori del DiGITA, avente lo scopo di migliorare laconoscenza di metodi per la predizione della resa del filodiamantato. Nello studio delle prestazioni dell’utensilesono considerate le variazioni di parametri operativi,quali la velocità periferica del filo e la velocità areale ditaglio.
1. INTRODUZIONEIl filo diamantato è impiegato nel taglio delle rocceornamentali, sia nelle cave (configurazione a cappio) sianegli impianti di lavorazione del blocco (grazie a telailavoranti a “catenaria rovescia”). La tecnologia è diffu-sissima anche nei lavori di demolizione controllata di
ABSTRACT
This report illustrates a research carried out at the DiGITAlaboratories aiming to improve knowledge of methods forpredicting the total productivity of diamond wire. The studyof the tool performance considers the variations in operatingparameters such as the peripheral wire speed and thecutting rate.
1. INTRODUCTION
The diamond wire is used in the cutting of ornamentalstones, both in quarries (loop configuration) and in block-processing plants (thanks to frames working in the “inverted
catenary” mode). The technology is also very widespreadin the controlled demolition of reinforced concrete structures.The tool, widely used in limestone stone quarries sincethe late 1970s, with electroplated diamond beads, hasseen a far slower introduction into cutting operations ingranite quarries because of problems due to its rapidwear. Only since the beginning of the 1990s, thanks toimprovements in technology, including the quarrymachines, the sintering of the beads, the manufacture of industrial diamonds and the plasticization of the wire,have we arrived at a lower tool cost and higher tool life in the quarry. In addition, the need to apply precise,
The influence of operatingparameters on the totalproductivity of diamondwire in cutting granite
opere in conglomerato cementizio armato. L’utensile, largamente usato nelle cave di roccia calca-rea dalla fine degli anni ’70, con perline a diamanteelettrodepositato galvanicamente, ha conosciuto uninserimento notevolmente più lento nelle operazioni ditaglio presso le cave di granito a causa delle problema-tiche relative al suo rapido consumo. Solo a partire dai primi anni ’90, grazie a un migliora-mento delle tecnologie tra cui le macchine da cava, lasinterizzazione delle perline, la fabbricazione di diamantiindustriali e la plastificazione del filo si è arrivati a unminore costo dell’utensile e rese di cava superiori.Inoltre, la necessità di applicare tecnologie di taglio precise e non distruttive(1) nelle cave di rocce ornamen-
Storia del filo
diamantato2007
DA DIAMANTE A&T N 48º - MARZO 2007 - PAGG. 72-79
DIAMONDWIRE
HISTORY2007
FROM DIAMANTE A&T Nº 48
MARCH 2007PP. 72-79
by O. Cai*, N. Careddu**, M. Mereu**, I. Mulas***Diamond tools consultant**Department of Geoengineering and Environmental Technologies (DiGITA), University of Cagliari, Italy


Miglioramento delle prestazioni del filo diamantato attraverso
geometrie innovative dell’utensiledi L. Risso, B. Vicenzi - MIMITALIA srl
S. Bernieri - Diamond Pauber srl
ABSTRACTLa geometria del profilo di una perlina diamantata puòinfluenzare fortemente il rendimento del filo se adegua-tamente sfruttata. La tecnologia dello stampaggio adiniezione di diamante (DIM) permette di realizzare perlinee, quindi, fili diamantati con una geometria a doppiagobba. È stata fatto un confronto tra le prestazioni ditaglio di due fili, uno convenzionale ed uno con il profiloinnovativo ma identici per tutto il resto. In particolare, sono state misurate e confrontate le velocità di taglio e la durata degli utensili.
1. INTRODUZIONELe perline dei fili diamantati possono essere realizzateattraverso la pressatura a caldo, sia uniassiale che
ABSTRACTThe geometry of the profile of a diamond bead canstrongly influence the cutting performance of a wire if operating in a controlled environment. The use ofDiamond Injection Moulding (DIM) technology allowed toproduce a bead and consequently a diamond wire with adouble bulge geometry. A comparison with a wire madewith conventional beads of the same composition in terms of diamond, metal matrix and sintering conditions,has been made in the same operating conditions. The resulting cutting speed and duration of the tool havebeen compared.
1. INTRODUCTIONThe fabrication of the beads for the assembling of a diamond wire for stone cutting is commonly performed by means of hot pressing, both uniaxially and isostatically[1-2], but more and more often by means of the press-and-sinter route [3]. In the former processes thedensification of the powders is aided by a pressureapplied by a graphite ram or by a inert gas; on the contrary, in the press-and-sinter process densificationoccurs at low pressure (or vacuum) only because of the effect of temperature. In all cases a preforming of the green bead by means of uniaxial cold pressing is
Improved cutting performance of diamondbeads by means of innovative shape
isostatica [1-2], ma molto più frequentemente attraver-so la pressatura a freddo seguita da sinterizzazionelibera [3]. Nel primo caso la densificazione delle polveri avvieneattraverso l’aiuto di una pressione applicata da un pistone di grafite o da un gas inerte. Al contrario, nellasinterizzazione libera, la sinterizzazione avviene sottovuoto o a bassa pressione solo per ragioni termodinami-che. In entrambi i casi è richiesto il prestampaggio dellaperlina allo stato verde, mediante pressatura a freddo.Negli ultimi anni la fase di prestampaggio del verde hacompiuto significativi passi avanti, grazie alla diffusionedella granulazione delle polveri [4], che determina unsignificativo miglioramento della durata degli stampi, e della omogeneità della struttura metallurgica del
Storia del filo
diamantato2007
DA DIAMANTE A&T N 49º - GIUGNO 2007 - PAGG. 75-79
DIAMONDWIRE
HISTORY2007
FROM DIAMANTE A&T Nº 49
JUNE 2007PP. 75-79
by L. Risso, B. Vicenzi - MIMITALIA srl, Vado Ligure, ItalyS. Bernieri - Diamond Pauber srl, Massa, Italy

CARRARAMARMOTEC
2014
^3 2 I N T E R N A T I O N A L F A I R M A R B L E T E C H N O L O G I E S D E S I G N
M A G G I O _ M A Y, 2 1 / 2 4 C A R R A R A , I T A L Y


Caratterizzazione dell’usura di perline diamantate sinterizzate
nel taglio del marmodi Marco Clemente, Giovanni Tantussi, Michele Lanzetta
Dipartimento di Ingegneria Civile e Industriale,Università di Pisa
ABSTRACTL’articolo tratta un metodo sperimentale per sottoporreperline diamantate a prove di durata. Il metodo prevedel’uso di una macchina di prova per perlina singola conimpostazione di parametri di lavorazione (forza di con-tatto e velocità di taglio) equivalenti alle condizioni realidel taglio con filo diamantato. Vengono descritte diversetecniche appositamente sviluppate per l’analisi dellostato dei diamanti e la quantificazione dell’usura in fun-zione del materiale asportato con perline sinterizzate neltaglio di un Bianco di Carrara e di un Perlato di Coreno.
1. INTRODUZIONEI fili diamantati sono largamente impiegati nel taglio dimateriale lapideo in cava, sia nel taglio al monte che per
ABSTRACT
The paper deals with an experimental method for diamondbead life time testing. The method is based on a testingmachine for each single bead by machining parameter setting (contact force and cutting speed) equivalent to diamond wire cutting real conditions. The different techniques are described purposely developedfor diamond condition analysis and wear evaluation as afunction of the removed material by sintered beads duringwhite Carrara marble and Perlato di Coreno cutting.
1. INTRODUCTION
Diamond wires are widely used for stone material cutting
in quarry, both in cutting in quarry and for squaring andmore recently also in single and multi wire machine. They are made by a steel cable on which about 30-40 diamond beads are stringed per each meter that constitutethe cutting component of the wire together with the othercomponent as springs, spacers and fasteners.Diamond sintered beads have the characteristic to showalways new diamond for cutting and to release them dueto the wear effect of the metal matrix that holds them.They have a life time (and a cost) higher than the electro-deposed beads and therefore they require very long weartests and the use of more refined measuring methods inorder to evaluate wear evolution.
Wear characterisation of sintered diamond beads in marble cutting
operazioni di riquadratura e, più recentemente, anche intelai mono e multifilo. Sono costituiti da un cavo diacciaio sul quale vengono inserite circa 30-40 perlinediamantate per ogni metro, che costituiscono la partetagliente del filo insieme ad altri componenti comemolle, distanziali e bloccaggi. Le perline diamantate sinterizzate presentano la carat-teristica di esporre sempre nuovi diamanti al taglio e dirilasciarli per effetto dell’usura della matrice metallicache li contiene. Hanno una durata (e un costo) superio-re rispetto a quelle elettrodepositate e, pertanto, richie-dono prove di usura molto lunghe e l’uso di metodi piùraffinati al fine di apprezzare l’evoluzione dell’usurastessa. Le perline diamantate sinterizzate impiegate
Storia del filo
diamantato2007
DA DIAMANTE A&T Nº 51 - DICEMBRE 2007 - PAGG. 65-73
DIAMONDWIRE
HISTORY2007
FROM DIAMANTE A&T Nº 51
DECEMBER 2007PP. 65-73
by Marco Clemente, Giovanni Tantussi, Michele LanzettaDepartment of Civil and Industrial Engineering, University of Pisa, Italy