Comando Numerico
16
1 12.COMANDO NUMÉRICO .......................................................................................................................................... 2 12.1.HISTÓRICO............................................................................................................................................................... 2 12.2.TIPOS DE MÁQUINA.................................................................................................................................................. 4 12.3.TIPOS DE COMANDO................................................................................................................................................. 9 12.4.ARQUITETURA ....................................................................................................................................................... 13 BIBILIOGRAFIA ........................................................................................................................................................... 16
-
Upload
sidney-lins -
Category
Documents
-
view
61 -
download
0
Transcript of Comando Numerico
1
12.COMANDO NUMÉRICO .......................................................................................................................................... 2
12.1.HISTÓRICO ............................................................................................................................................................... 2 12.2.TIPOS DE MÁQUINA .................................................................................................................................................. 4 12.3.TIPOS DE COMANDO ................................................................................................................................................. 9 12.4.ARQUITETURA ....................................................................................................................................................... 13
BIBILIOGRAFIA ........................................................................................................................................................... 16
PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
2
12.Comando Numérico
12.1.Histórico
Fatores preponderantes que induziram à pesquisa, aparecimento e introdução do uso de máquinas operatrizes comandadas numericamente foram o avanço tecnológico durante e após a segunda guerra mundial e a necessidade de adaptação dos equipamentos aos conceitos de fabricação como baixo custo, pequenos lotes, baixo “lead-time”, produtos de geometria complexa e alta precisão e menor tempo entre projeto do produto e início da fabricação do mesmo. Precursoras das modernas máquinas de comando numérico foram a máquina de cartões perfurados de Joseph Jacquard (1801) que estabelecia os padrões dos tecidos produzidos e as pianolas (≈1860) que eram controladas por cilindros com pinos salientes ou rolos de papel perfurados através dos quais passava ar. Há uma certa disputa sobre quem é responsável pelo desenvolvimento da tecnologia de comando numérico. Muitas empresas e instituições trabalharam concomitantemente no conceito de máquinas de comando numérico durante a década de 40. Provavelmente a primeira aplicação de comando numérico é devida a John C. Parsons da Parsons Corporation de Traverse City, Michigan, produtor de rotores de helicópteros. Na época não conseguiam produzir gabaritos para os rotores na velocidade necessária o que levou Parsons a conectar um “computador” da época com uma máquina operatriz. Inicialmente, Parsons utilizou carões perfurados para codificar as informações para o sistema Digitron, como foi chamado. Em 1949 a Força Aérea americana (U.S. Air Force) contrata a Parsons para realizar um estudo da aplicação os sistemas de comando numérico para acelerara a produção de componentes de seus aviões e mísseis, cada vez mais complexos. A Parsons por sua vez subcontratou o laboratório de Servomecanismos do Massachusetts Institute of Technology (MIT). Uma fresadora de três eixos - Hydrotel, da Cincinnati Milling Machine Company, foi escolhida como veículo para a experiência. Os controles de copiagem foram removidos e a máquina aparelhada com equipamento de comando numérico. O resultado do trabalho, foi um protótipo das máquinas de comando numérico atuais. Os pesquisadores do MIT criaram o termo “numerical control” ou comando numérico. Muito do desenvolvimento foi promovido pela U.S. Air Force, na produção de estruturas de avançados aviões militares à jato, com construção num curto espaço de tempo, entre o projeto e a fabricação, em pequenos lotes de peças, constituindo-se em excelente oportunidade para o teste do comando numérico. Em fins da década de 50, os fabricantes de aviões incrementaram grandemente o uso de equipamento de comando numérico, com geração contínua de contornos. Estas indústrias asseguraram grande progresso naquele período, pelo cumprimento do programa de produção, obtenção do grau de precisão exigido no produto, a custos compatíveis, os quais não poderiam ter sido obtidos sem o comando numérico.
Notas de aula - Comando Numérico
3
Ainda na década de 50 o método prático para aumentar o rendimento das máquinas existentes, num curto período de tempo, era a adaptação de comando numérico, apesar do considerável retrabalho. Entretanto, no fim desta década, esta iniciativa deixou de ser a mais viável, pois a partir de 1955 as vendas deste tipo de máquina começaram a crescer e o preço a cair devido em parte a aceitação do comando numérico na indústria e em parte a contínua miniaturização dos componentes eletrônicos necessários. Das válvulas aos circuitos integrados de grande escala ( VLSICs) os componentes diminuíram em tamanho e custo. E a produção e confiabilidade das máquinas aumentou, e as máquinas comandadas numericamente continuaram a impressionar realizando operações previamente consideradas impossíveis ou impraticáveis, com melhor precisão e repetibilidade que os métodos convencionais. Em 1957 iniciou-se uma revolução no sistema de manofatura, intensificando-se o uso de máquinas de comando numérico. Surgiu um grande número de fabricantes de máquinas e de controles no mercado, sendo que alguns fabricantes passaram também a fabricar seus próprios controles. A partir de novembro de 1959, equipamentos com controles de posicionamento ponto a ponto e geração contínua de contornos, foram melhorados pelo trocador automático de ferramentas, o qual foi desenvolvido por uma fábrica de usinagem de metais para uso próprio. Aplicações de controle de posicionamento começaram a crescer e logo o número de máquinas instaladas com este controle ultrapassou o daqueles de copiagem contínua de contorno. Haja visto, que em 1961, apareceu a primeira furadeira com posicionamento da mesa controlado por programa, notável por seu baixo preço quando comprada a outras máquinas de comando numérico da época. Em fins de 1962, todos os maiores fabricantes de máquinas ferramentas estavam empenhados no controle numérico. Sendo que hoje poucos não oferecem este tipo de produto. Com grande número de concorrentes e as diversificações existentes houve a necessidade de padronização. Nos estágios iniciais o comando numérico necessitava de estreita coordenação de esforços técnicos nas áreas de codificação, formatos de dados de entrada, terminologia, sistema organizacional, os quais eram necessários principalmente para facilitar o intercâmbio de lotes de encomendas entre os fabricantes de aviões. Dessa forma, através de estudos organizados pela E.I.A. a partir de 1958, houve a possibilidade de padronização do formato de dados de entrada conforme padrão RS-244. Comumente eram usadas fitas perfuradas como dados de entrada com as instruções dos dados referentes á peça e condições de usinagem, definidas pelo programador. Estas fitas podem ser executadas tanto pelo sistema manual como através do auxílio do computador. A programação manual também podia, e em boa parte das máquinas atuais ainda pode, ser feita através de teclados alfanuméricos presentes conectados as máquinas de comando numérico, principalmente onde a simplicidade do trabalho a ser feito e a natureza da operação, não justificam gastos com sofisticação de métodos de programação. Por outro lado, o uso de programação com auxílio do computador, proporciona, além da rapidez, uma maior segurança contra erros. Para que houvesse a possibilidade de uso de computadores no auxílio a programação das máquinas foram desenvolvidos vários estudos visando um sistema de linguagem adequado, de tal maneira a se ter facilidade de programação. A primeira linguagem a ser desenvolvida para tal fim foi o APT (Automatically Programed Tool) pelo MIT em 1956. Para geração contínua de contornos
PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
4
foram desenvolvidas novas linguagens como Auto Prompt (Automatic Programmink of Machine Tools) -programa tridimensional, Adapt (1964 - Air Force Developed APT ou Adaptatoin of APT) - versão simplificada tridimensional, Compact II, Action e outras. Em todas estas linguagens existe um objetivo básico de simplificação das palavras e das terminologias utilizadas. Nos anos 70 foram introduzidas as máquinas CNC que passaram a depender menos da parte de “hardware”, essencial nos circuitos das anteriores dos anos 60, e ter seu funcionamento baseado muito mais no “software”. Os avanços substituíram a entrada manual de dados e as fitas perfuradas por armazenamento em diquete dos programas ou comunicação remota, e atualmente é possível inserir dados na máquina a partir de uma grande variedade de programas e linguagens. Nos anos 80 a necessidade de elevar a produção com precisão chegou às empresas, sobretudo norte-americanas e européias, que estavam extremamente preocupadas com os reduzidos aumentos de produtividade obtidos por seus trabalhadores desde o início dos anos 80. Estes fatos levaram a uma aumento considerável na automação, principalmente nos EUA, numa tentativa de reconquistar uma posição competitiva numa mercado global. Essas necessidades levaram uma maior confiança em “software” para programar equipamentos automáticos e máquinas CNC.
12.2.Tipos de máquina
O comando numérico é utilizado numa infinidade de aplicações de modo que uma lista completa não é possível aqui, entretanto certamente uma lista deste tipo deveria conter:
• Máquinas ferramenta para metais; • Prensas e correlatos; • Máquinas para soldagem; • Linhas de montagem ; • Dobragem de tubos; • Corte com chama; • Robôs industriais; • Máquinas de bordar automáticas; • Máquinas para corte de tecido automáticas; • Rebitadoras.
Entretanto, a aplicação mais comum de comando numérico é em máquinas ferramenta. Nesta categoria foram desenvolvidos equipamentos com comando numérico para todos os tipos de processos de remoção de material, destacando-se: • Centros de torneamento : São tornos de grande capacidade de remoção de cavaco, equipados com comando numérico. Pode realizar todas as operações possíveis em torneamento (tornear, facear, fazer canais, roscar, contornos, etc.). Além destas capacidades os centros de torneamento possuem grande precisão e repetibilidade.
Notas de aula - Comando Numérico
5
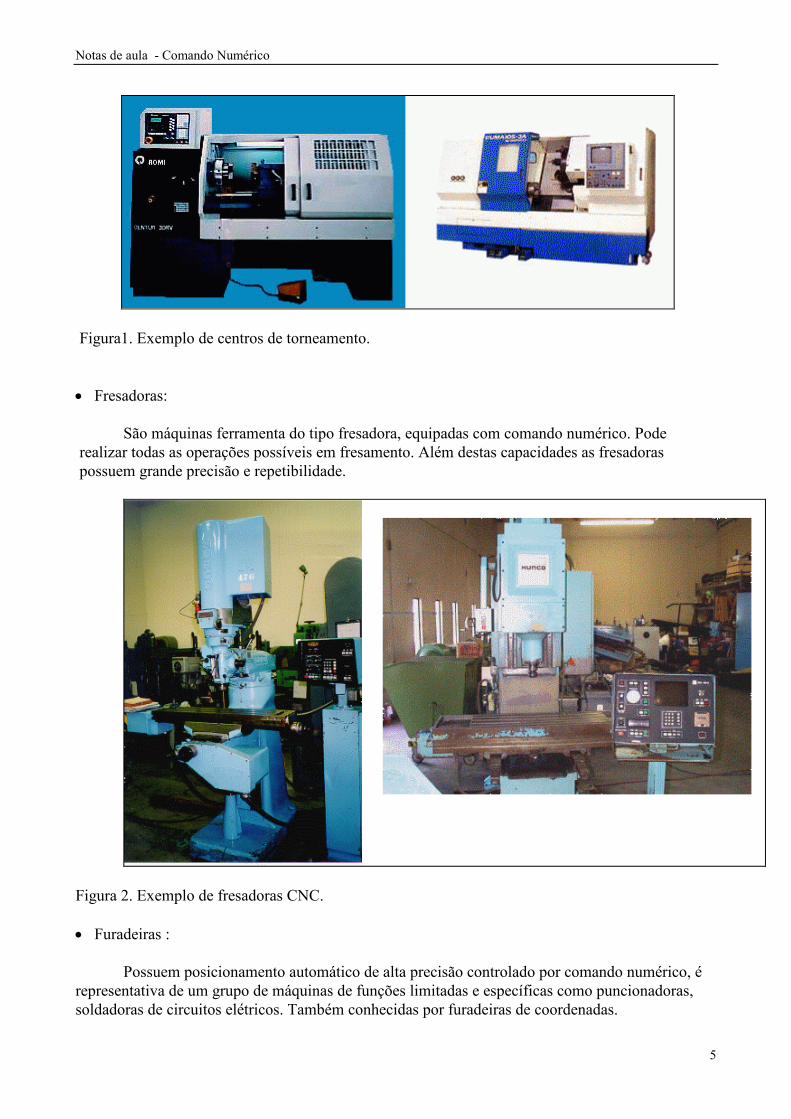
Figura1. Exemplo de centros de torneamento. • Fresadoras:
São máquinas ferramenta do tipo fresadora, equipadas com comando numérico. Pode realizar todas as operações possíveis em fresamento. Além destas capacidades as fresadoras possuem grande precisão e repetibilidade.
Figura 2. Exemplo de fresadoras CNC. • Furadeiras : Possuem posicionamento automático de alta precisão controlado por comando numérico, é representativa de um grupo de máquinas de funções limitadas e específicas como puncionadoras, soldadoras de circuitos elétricos. Também conhecidas por furadeiras de coordenadas.

PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
6
Figura 3. Exemplo de furadeira CNC. • Eletro-erosão : Estas máquinas removem material através de desacargas elétricas. Normalmente são utilizadas para produzir peças de elevada precisão e/ou usinar materiais de elevada dureza superficial. Suas características a aproximam bastante das furadeiras, pois possuem sistema de posicionamento com comando numérico. As primeiras máquinas deste tipo foram desenvolvidas a partir da adaptação de furadeiras de cooredenadas.
Figura 4. Exemplo de máquina de eletro-erosão CNC. • Retificadoras :
São máquinas ferramenta do tipo retificadora, equipadas com comando numérico. Existem todos os tipos de retificadoras com comando numérico. São normalmente utilizadas em processos que necessitam de elevada capacidade de produção aliada a um excelente grau de precisão e repetibilidade.
Notas de aula - Comando Numérico
7
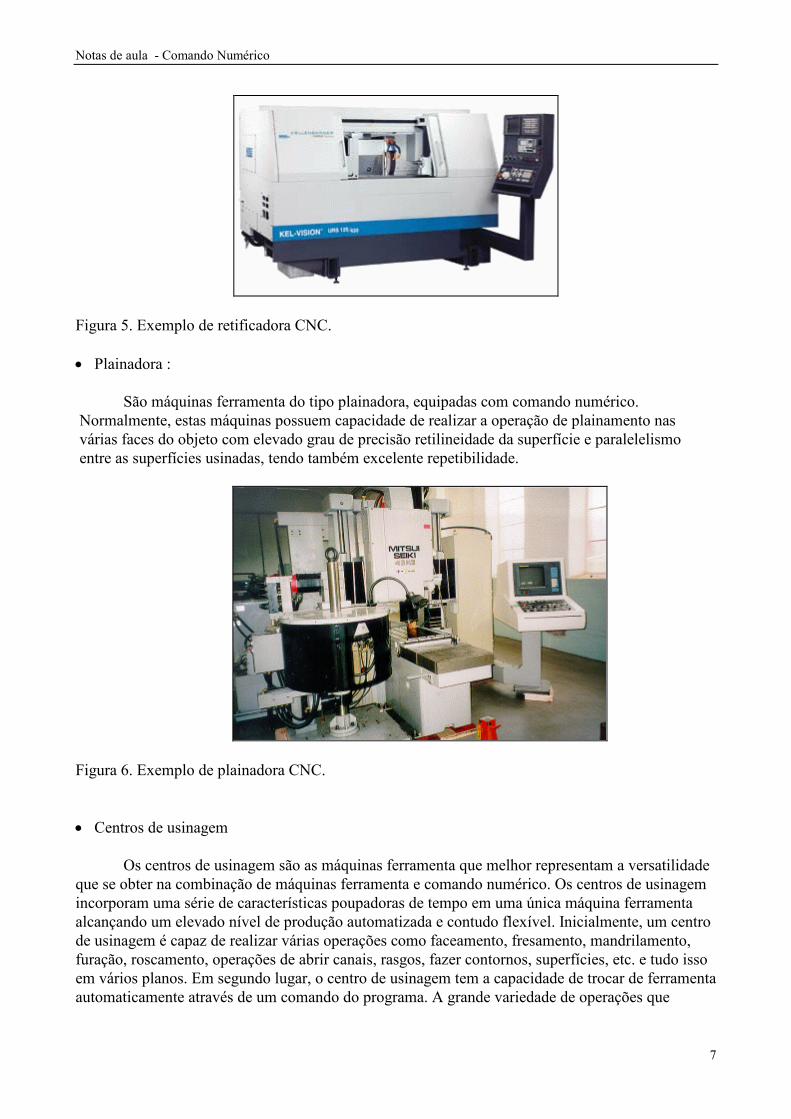
Figura 5. Exemplo de retificadora CNC. • Plainadora :
São máquinas ferramenta do tipo plainadora, equipadas com comando numérico. Normalmente, estas máquinas possuem capacidade de realizar a operação de plainamento nas várias faces do objeto com elevado grau de precisão retilineidade da superfície e paralelelismo entre as superfícies usinadas, tendo também excelente repetibilidade.
Figura 6. Exemplo de plainadora CNC. • Centros de usinagem Os centros de usinagem são as máquinas ferramenta que melhor representam a versatilidade que se obter na combinação de máquinas ferramenta e comando numérico. Os centros de usinagem incorporam uma série de características poupadoras de tempo em uma única máquina ferramenta alcançando um elevado nível de produção automatizada e contudo flexível. Inicialmente, um centro de usinagem é capaz de realizar várias operações como faceamento, fresamento, mandrilamento, furação, roscamento, operações de abrir canais, rasgos, fazer contornos, superfícies, etc. e tudo isso em vários planos. Em segundo lugar, o centro de usinagem tem a capacidade de trocar de ferramenta automaticamente através de um comando do programa. A grande variedade de operações que
PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
8
podem ser realizadas implica em uma grande quantidade de ferramentas de corte. Estas são armazenadas num porta ferramentas, normalmente um cilindro com furos especiais para cada ferramenta, e quando o programa indica a necessidade de certa ferramenta este cilindro roda de modo a permitir a colocação da ferramenta atual de volta a seu lugar e novamente para permitir a entrada da ferramenta para próxima operação no fuso. Uma terceira característica importante dos centros de usinagem é o posicionamento, a “mesa” da máquina pode orientar o processo de modo que a peça pode ser usinada em várias superfícies como requerido pelo projeto da mesma. Finalmente, uma característica de vários centros de usinagem é que possuem virtualmente duas “mesas” na qual a peça pode ser colocada. Dessa forma, enquanto se dá a usinagem em um item, o operador pode descarregar o previamente usinado, o que aumenta o tempo útil da máquina pois esta não necessita ficar inativa durante as operações de carga e descarga. Existem algumas classificações para os centros de usinagem, entretanto, a mais utilizada na prática faz referência ao tipo de máquina:
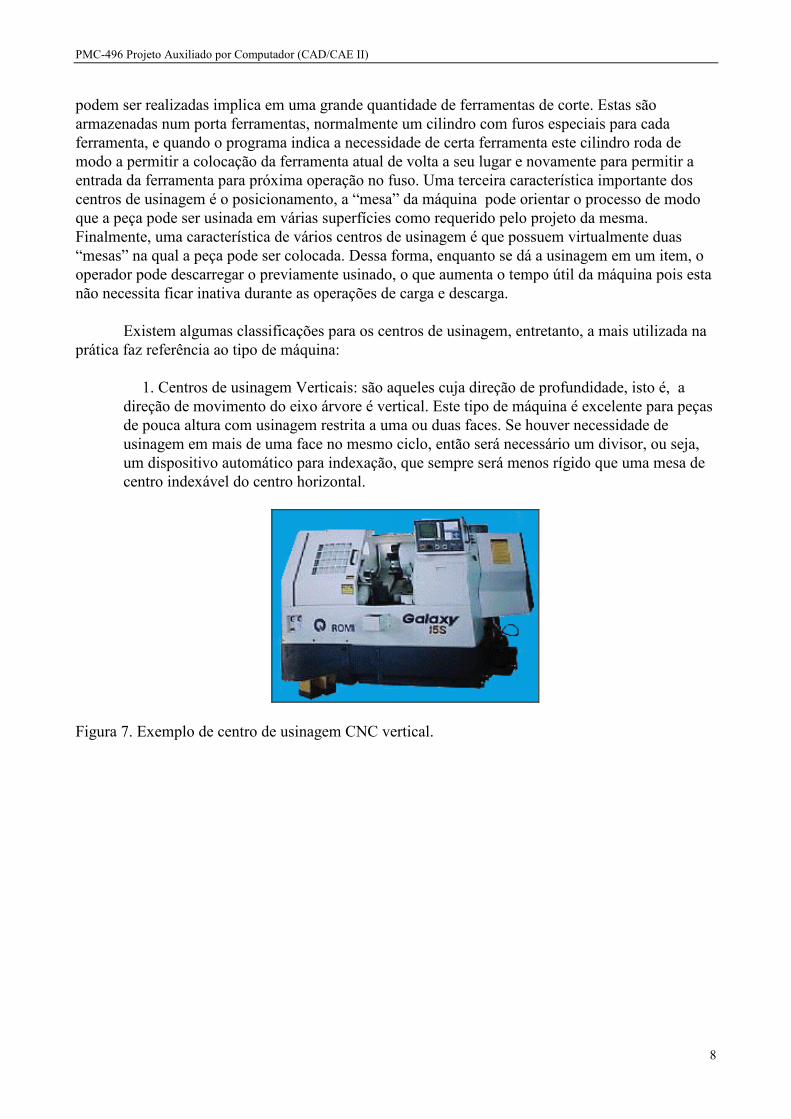
1. Centros de usinagem Verticais: são aqueles cuja direção de profundidade, isto é, a direção de movimento do eixo árvore é vertical. Este tipo de máquina é excelente para peças de pouca altura com usinagem restrita a uma ou duas faces. Se houver necessidade de usinagem em mais de uma face no mesmo ciclo, então será necessário um divisor, ou seja, um dispositivo automático para indexação, que sempre será menos rígido que uma mesa de centro indexável do centro horizontal.
Figura 7. Exemplo de centro de usinagem CNC vertical.
Notas de aula - Comando Numérico
9
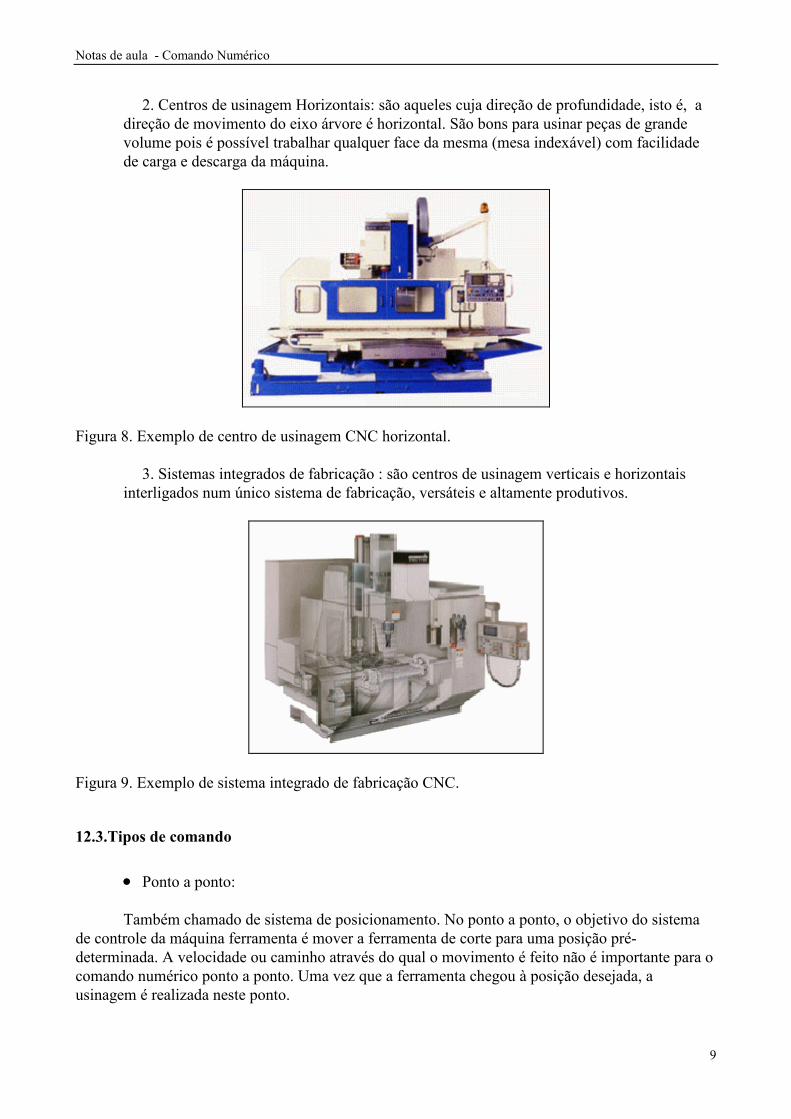
2. Centros de usinagem Horizontais: são aqueles cuja direção de profundidade, isto é, a direção de movimento do eixo árvore é horizontal. São bons para usinar peças de grande volume pois é possível trabalhar qualquer face da mesma (mesa indexável) com facilidade de carga e descarga da máquina.
Figura 8. Exemplo de centro de usinagem CNC horizontal.
3. Sistemas integrados de fabricação : são centros de usinagem verticais e horizontais interligados num único sistema de fabricação, versáteis e altamente produtivos.
Figura 9. Exemplo de sistema integrado de fabricação CNC.
12.3.Tipos de comando
• Ponto a ponto: Também chamado de sistema de posicionamento. No ponto a ponto, o objetivo do sistema de controle da máquina ferramenta é mover a ferramenta de corte para uma posição pré-determinada. A velocidade ou caminho através do qual o movimento é feito não é importante para o comando numérico ponto a ponto. Uma vez que a ferramenta chegou à posição desejada, a usinagem é realizada neste ponto.
PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
10
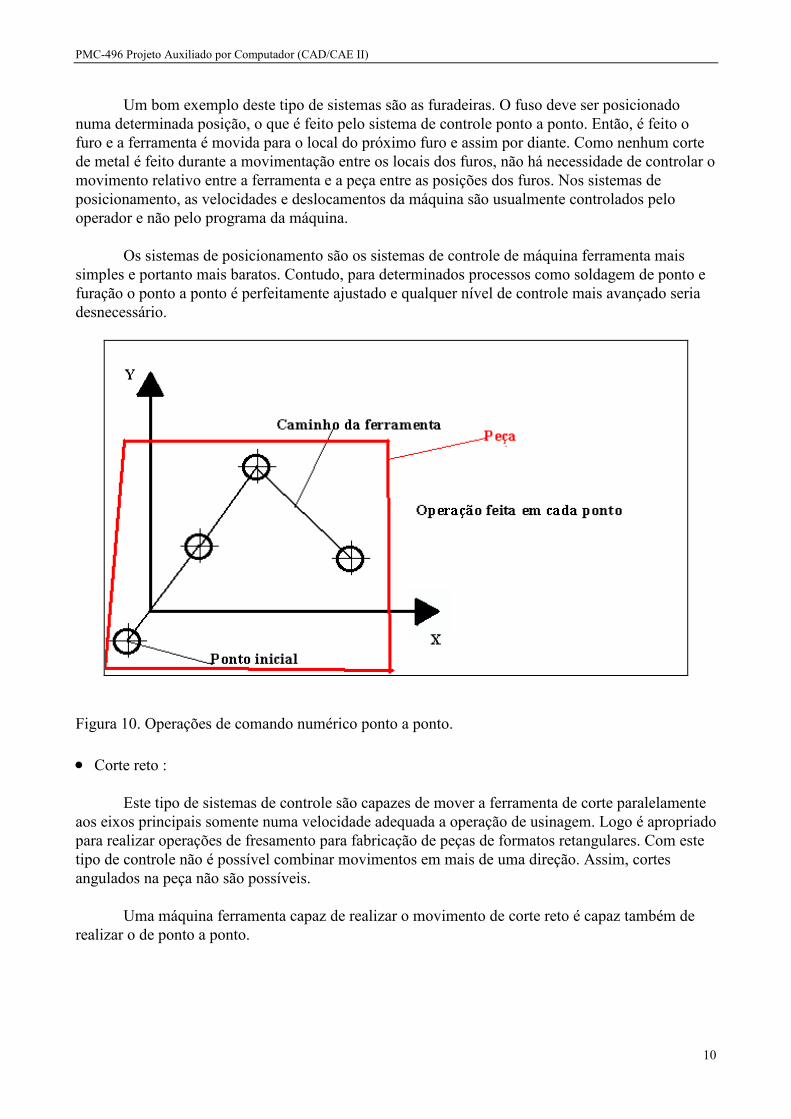
Um bom exemplo deste tipo de sistemas são as furadeiras. O fuso deve ser posicionado numa determinada posição, o que é feito pelo sistema de controle ponto a ponto. Então, é feito o furo e a ferramenta é movida para o local do próximo furo e assim por diante. Como nenhum corte de metal é feito durante a movimentação entre os locais dos furos, não há necessidade de controlar o movimento relativo entre a ferramenta e a peça entre as posições dos furos. Nos sistemas de posicionamento, as velocidades e deslocamentos da máquina são usualmente controlados pelo operador e não pelo programa da máquina. Os sistemas de posicionamento são os sistemas de controle de máquina ferramenta mais simples e portanto mais baratos. Contudo, para determinados processos como soldagem de ponto e furação o ponto a ponto é perfeitamente ajustado e qualquer nível de controle mais avançado seria desnecessário.
Figura 10. Operações de comando numérico ponto a ponto.
• Corte reto : Este tipo de sistemas de controle são capazes de mover a ferramenta de corte paralelamente aos eixos principais somente numa velocidade adequada a operação de usinagem. Logo é apropriado para realizar operações de fresamento para fabricação de peças de formatos retangulares. Com este tipo de controle não é possível combinar movimentos em mais de uma direção. Assim, cortes angulados na peça não são possíveis. Uma máquina ferramenta capaz de realizar o movimento de corte reto é capaz também de realizar o de ponto a ponto.
Notas de aula - Comando Numérico
11
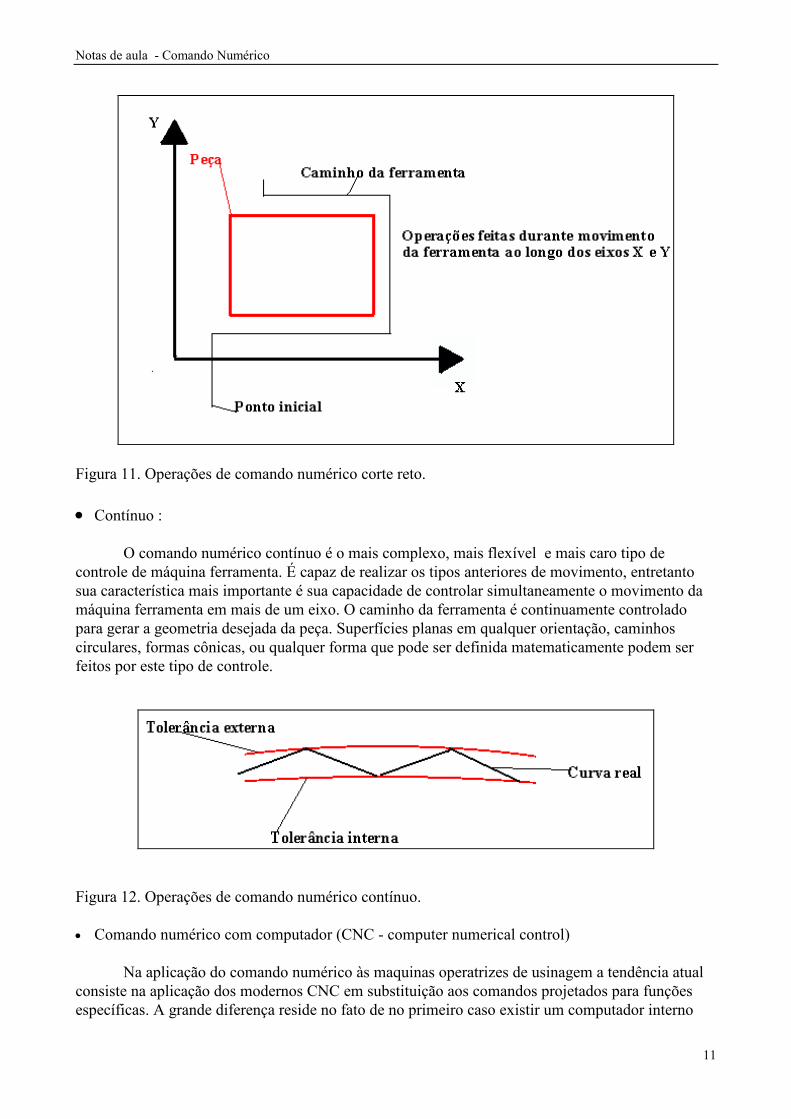
Figura 11. Operações de comando numérico corte reto.
• Contínuo : O comando numérico contínuo é o mais complexo, mais flexível e mais caro tipo de controle de máquina ferramenta. É capaz de realizar os tipos anteriores de movimento, entretanto sua característica mais importante é sua capacidade de controlar simultaneamente o movimento da máquina ferramenta em mais de um eixo. O caminho da ferramenta é continuamente controlado para gerar a geometria desejada da peça. Superfícies planas em qualquer orientação, caminhos circulares, formas cônicas, ou qualquer forma que pode ser definida matematicamente podem ser feitos por este tipo de controle.
Figura 12. Operações de comando numérico contínuo. • Comando numérico com computador (CNC - computer numerical control) Na aplicação do comando numérico às maquinas operatrizes de usinagem a tendência atual consiste na aplicação dos modernos CNC em substituição aos comandos projetados para funções específicas. A grande diferença reside no fato de no primeiro caso existir um computador interno
PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
12
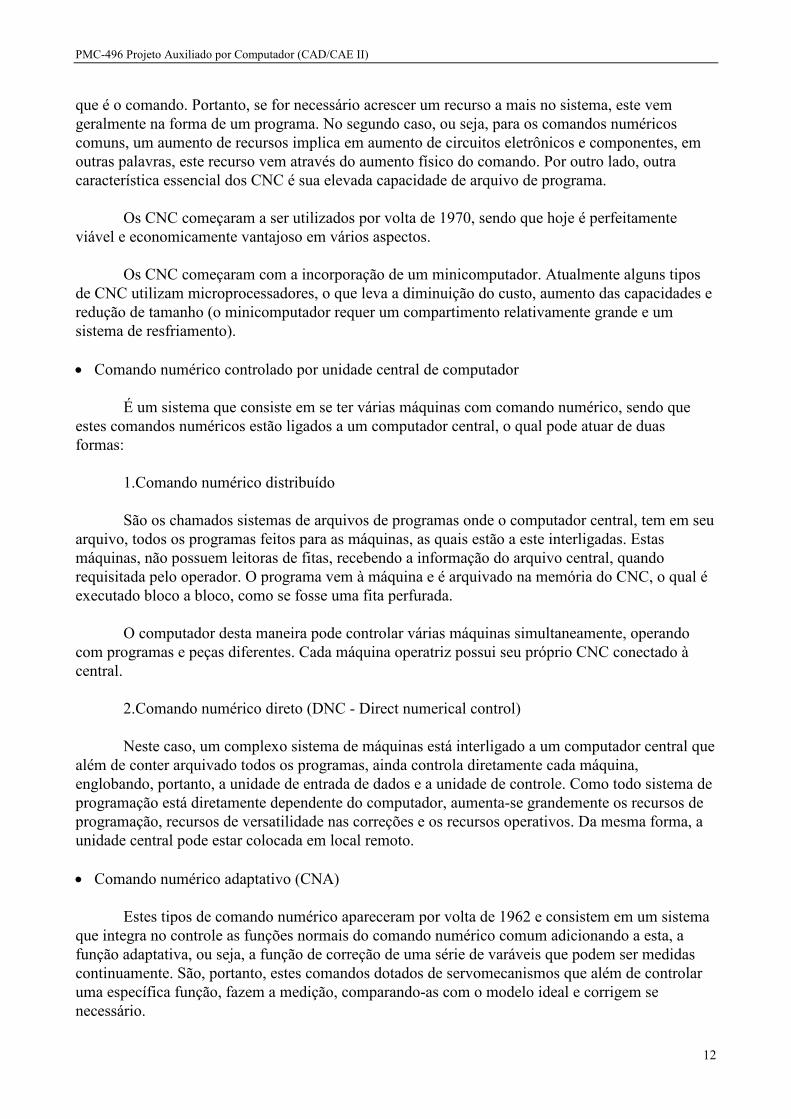
que é o comando. Portanto, se for necessário acrescer um recurso a mais no sistema, este vem geralmente na forma de um programa. No segundo caso, ou seja, para os comandos numéricos comuns, um aumento de recursos implica em aumento de circuitos eletrônicos e componentes, em outras palavras, este recurso vem através do aumento físico do comando. Por outro lado, outra característica essencial dos CNC é sua elevada capacidade de arquivo de programa. Os CNC começaram a ser utilizados por volta de 1970, sendo que hoje é perfeitamente viável e economicamente vantajoso em vários aspectos. Os CNC começaram com a incorporação de um minicomputador. Atualmente alguns tipos de CNC utilizam microprocessadores, o que leva a diminuição do custo, aumento das capacidades e redução de tamanho (o minicomputador requer um compartimento relativamente grande e um sistema de resfriamento). • Comando numérico controlado por unidade central de computador É um sistema que consiste em se ter várias máquinas com comando numérico, sendo que estes comandos numéricos estão ligados a um computador central, o qual pode atuar de duas formas: 1.Comando numérico distribuído São os chamados sistemas de arquivos de programas onde o computador central, tem em seu arquivo, todos os programas feitos para as máquinas, as quais estão a este interligadas. Estas máquinas, não possuem leitoras de fitas, recebendo a informação do arquivo central, quando requisitada pelo operador. O programa vem à máquina e é arquivado na memória do CNC, o qual é executado bloco a bloco, como se fosse uma fita perfurada. O computador desta maneira pode controlar várias máquinas simultaneamente, operando com programas e peças diferentes. Cada máquina operatriz possui seu próprio CNC conectado à central. 2.Comando numérico direto (DNC - Direct numerical control) Neste caso, um complexo sistema de máquinas está interligado a um computador central que além de conter arquivado todos os programas, ainda controla diretamente cada máquina, englobando, portanto, a unidade de entrada de dados e a unidade de controle. Como todo sistema de programação está diretamente dependente do computador, aumenta-se grandemente os recursos de programação, recursos de versatilidade nas correções e os recursos operativos. Da mesma forma, a unidade central pode estar colocada em local remoto. • Comando numérico adaptativo (CNA) Estes tipos de comando numérico apareceram por volta de 1962 e consistem em um sistema que integra no controle as funções normais do comando numérico comum adicionando a esta, a função adaptativa, ou seja, a função de correção de uma série de varáveis que podem ser medidas continuamente. São, portanto, estes comandos dotados de servomecanismos que além de controlar uma específica função, fazem a medição, comparando-as com o modelo ideal e corrigem se necessário.
Notas de aula - Comando Numérico
13
Figura 13. Esquema de fluxo de ação de um CNA. As variáveis mais comumente controladas nos CNA são: a velocidade de corte, o
avanço, a medida de peças, a rigidez (vibração) e o posicionamento da ferramenta.
12.4.Arquitetura
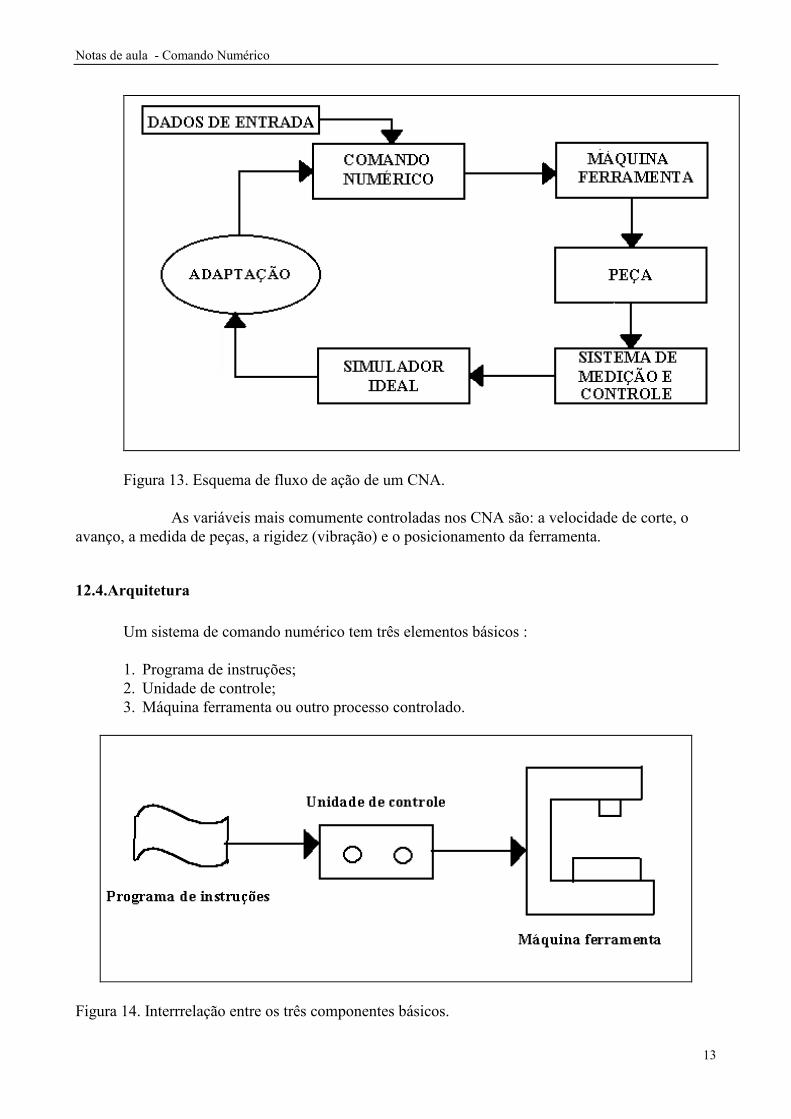
Um sistema de comando numérico tem três elementos básicos :
1. Programa de instruções; 2. Unidade de controle; 3. Máquina ferramenta ou outro processo controlado.
Figura 14. Interrrelação entre os três componentes básicos.
PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
14
• Programa de instruções : O programa de instruções é o conjunto de diretivas que diz a máquina ferramenta o que fazer passo a passo. Está codificado em forma numérica ou simbólica em algum tipo de meio de entrada que pode ser interpretado pela unidade de controle (disquetes, fitas perfuradas, fita magnética, etc.). O trabalho do programador que faz este tipo de programa é criar um conjunto detalhado de instruções através do qual a sequência de passos deve ser feita. Para uma operação de usinagem, os passos envolvem o movimento relativo da “mesa” da máquina e da ferramenta de corte. • Unidade de controle : A unidade de controle consiste na eletrônica e hardware que lê e interpreta o programa de instruções e o converte em ações da máquina ferramenta. Os elementos típicos da unidade de controle incluem leitores de meios de entrada, buffer de dados, canais de saída para a máquina ferramenta, canais de entrada de realimentação da máquina e controles de sequência para controlar a operação dos elementos anteriores. Os canais de saída estão conectados aos servomotores e outros controles da máquina ferramenta. Através destes canais, as instruções são enviadas da unidade para a máquina ferramenta. Para assegurar a execução das instruções pela máquina ferramenta, informações são realimentadas pelos canais de entrada. A função mais importante da realimentação é assegurar que a mesa e a peça foram posicionadas corretamente em relação a ferramenta. Os controles de sequência coordenam as atividades de outros elementos da unidade de controle, a entrada de dados, a saída e a leitura da realimentação devem estar sincronizadas numa certa ordem, sendo esta a função destes controles. Outro elemento do sistema de comando numérico, que pode ser fisicamente parte da unidade de controle ou da máquina ferramenta, é o painel de controle. Este contém os botões e comandos através dos quais o operador comanda o sistema. Pode ter também “displays” para visualização de informações pelo operador. Apesar dos sistemas de comando numérico serem automáticos, o operador humano ainda é necessário para ligar e desligar a máquina, substituir ferramentas, carregar e descarregar a máquina (a operação mais complexa e mais cara de se automatizar) e realizar outros deveres variados. • Máquina ferramenta ou outro processo controlado :
É a parte do sistema que faz o trabalho para o qual foi construído, ou seja, realiza as operações físicas. O exemplo mais comum, máquinas ferramenta, é constituído por “mesa”, fuso, motores e controles necessários para acioná-los. Inclui ainda as ferramentas de corte e equipamentos auxiliares necessário na operação de usinagem. Abaixo são mostradas as estruturas típicas dos sistemas apresentados nos itens anteriores, destacando as partes mais importantes e as relações entre elas.
Notas de aula - Comando Numérico
15
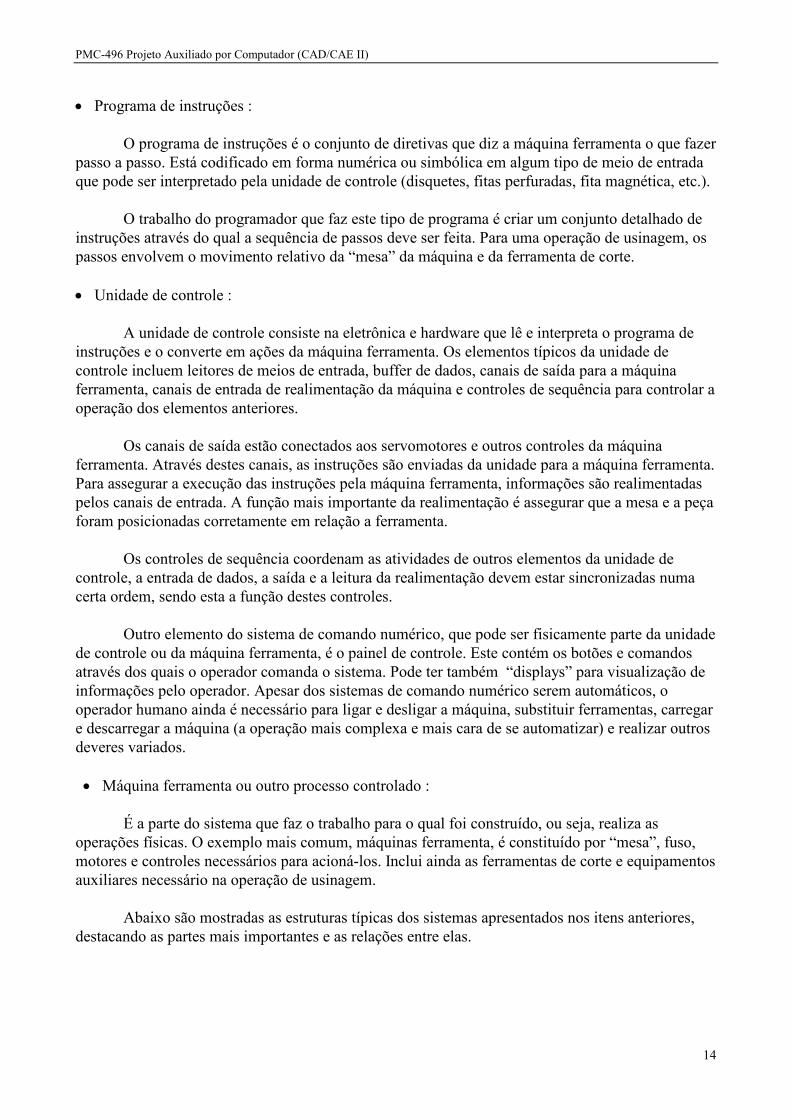
Figura 15. Configuração geral de um sistema de comando numérico CNC.
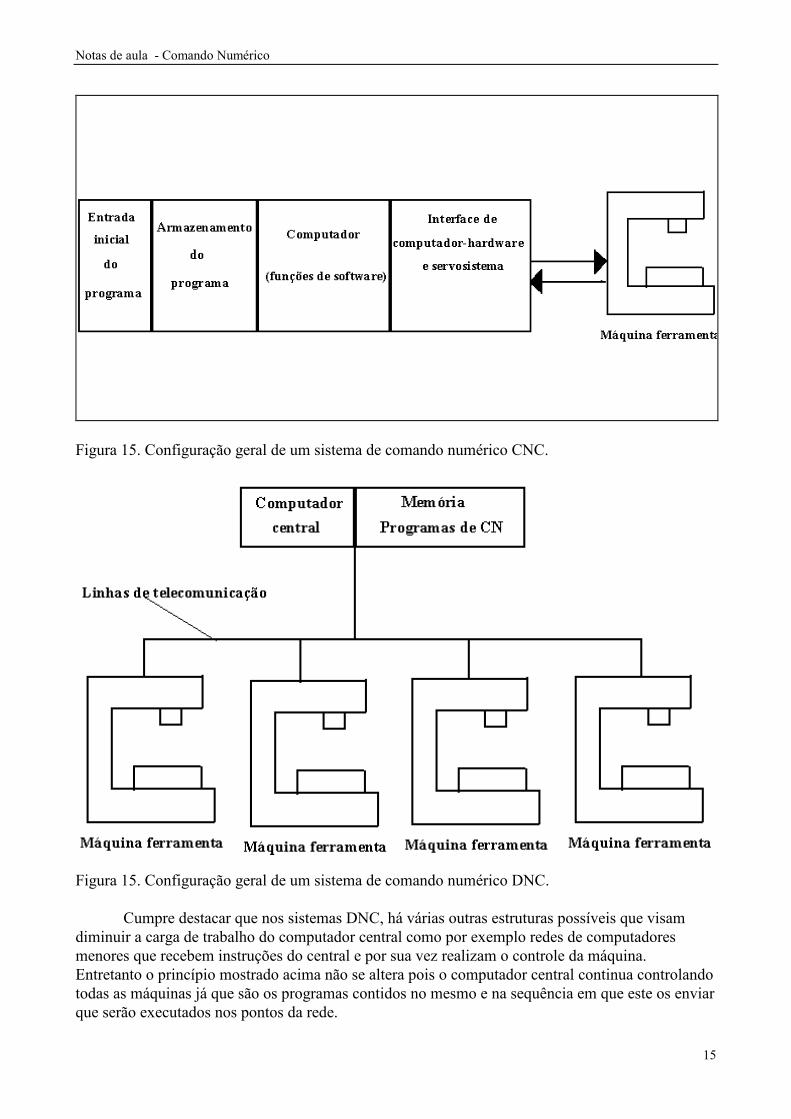
Figura 15. Configuração geral de um sistema de comando numérico DNC. Cumpre destacar que nos sistemas DNC, há várias outras estruturas possíveis que visam diminuir a carga de trabalho do computador central como por exemplo redes de computadores menores que recebem instruções do central e por sua vez realizam o controle da máquina. Entretanto o princípio mostrado acima não se altera pois o computador central continua controlando todas as máquinas já que são os programas contidos no mesmo e na sequência em que este os enviar que serão executados nos pontos da rede.

PMC-496 Projeto Auxiliado por Computador (CAD/CAE II)
16
Bibiliografia [1] Groover, M. P., Automation, Productoin Systems, and Computer-Aided Manofacturing, Ed. Prentice-Hall, 1a ed., 1980. [2] Horath, L., Computer Numerical Control Programming of Machines, Ed. Macmillan, 1a ed., 1993. [3] Machado, A., Comando Numérico Aplicado às Máquinas Ferramenta, Ed. Cone, 2a ed., 1987.