cementazione
5
Click here to load reader
-
Upload
michelevassallo -
Category
Documents
-
view
394 -
download
7
description
Trattamento termico
Transcript of cementazione

L
114 RMO n. 103 novembre 2006
La cementazione a bassa pressionenasce come sviluppo della cementa-zione tradizionale. A partire dalla suaposizione iniziale, che risale a circa 20anni fa, il processo ha subìto enormisviluppi e ora ha raggiunto la piena ma-turità industriale. I principali vantaggidella cementazione a bassa pressionesono: forte riduzione delle deformazio-ni da tempra rispetto al processo tradi-zionale, totale assenza di ossidazioniintergranulari, miglior omogeneità nellachimica di reazione e nella cinetica direazione, maggiore uniformità di spes-sore di tutti i manufatti cementati in cia-scuna carica, completa ripetibilità deirisultati. Presso lo stabilimento T.T.N. di Nervia-no (Milano) è presente un impianto dicementazione a bassa pressione, lecui caratteristiche sono: impianto unico(le celle di cementazione e di temprasono collegate da un tunnel dove vi èsempre una pressione parziale dell’or-dine del millibar. In questo modo tutte lefasi avvengono in assoluta assenzad’ossigeno); il sistema di movimenta-zione delle cariche è completamenteautomatizzato; la tempra a gas ad altapressione viene eseguita in una came-ra fredda; possibilità di controllare la ci-
La cinetica di un impiantoper cementazione a bassapressione dimostra comequesto tipo di processosia più vantaggioso ri-spetto a quello tradizio-nale sia dal punto di vistaimpiantistico sia da quel-lo del risultante metallur-gico
netica di raffreddamento della caricadurante lo spegnimento a gas regolan-do la velocità delle turbine che può es-sere variata da 100 a 3.600 rotazioni/min; presenza di una cella di tempra inolio che consente di coprire una gam-ma più ampia possibile di particolari emateriali, ad esempio pezzi di dimen-sioni importanti per i quali si è così ingrado di conservare i vantaggi dellacementazione in bassa pressione co-niugandoli al contempo a una durezzae caratteristiche meccaniche idoneealla radice del dente e a cuore del ma-nufatto.
IMPIANTO E CINEMATICADI PROCESSOT.T.N. ha scelto di dotarsi di una linea dicementazione a bassa pressione ingrado di gestire compiutamente il cal-colo delle profondità in funzione ai tem-pi e al volume di iniezione dei gas ce-mentanti. La stessa tipologia impianti-stica a diversi livelli di aggiornamento èoperativa dal 1992 in più di 100 stabili-menti delle maggiori Case automobili-stiche mondiali dove si producono in-granaggi e componenti di sistemi die-sel common rail. Tra queste le principa-li sono: TBI (Francia), Peugeot (Fran-
cia), Ford (USA), Delphi (Spagna),Bosch (Italia/Germania/ Brasile), FiatGM Powertrain (Austria), Getrag (Ita-lia), Daimler Chrysler (USA), Toyota(Giappone, SHU (Germania), LuK(Germania).L’impianto è formato da tre celle di ce-mentazione, una cella a camera freddadi tempra in gas ad alta pressione (finoa 20 bar) e una di tempra in olio. Il tra-sferimento delle cariche dalle cellule ditrattamento termico a quelle di tempraavviene all’interno del tunnel a mezzodi una caricatrice schermata. Ciò al finedi ridurre al minimo le perdite di caloreper irraggiamento in vuoto. Le carichedi peso fino a 750 kg vengono poi sigil-late all’interno delle cellule di tempra atenuta stagna dove poi avviene in unal’immersione in olio nell’altra l’insufflag-gio di gas sino a 20 bar di sovra pres-sione. Ciascuna cella è separata dal re-sto dell’impianto da appositi sportelli lacui apertura è gestita in modo automa-tico e consente alle tre celle di cemen-tazione di lavorare in modo perfetta-mente autonomo evitando così mutuidisturbi alle atmosfere specifiche. IlPLC di supervisione garantisce il per-fetto sincronismo tra tutte le fasi sia diciclo che di processo di tutte le celle.
Trattamenti termici
GRANDANGOLO di Daniele Canziani, Luigi Cislaghi
I vantaggi della cementazionenon tradizionale

115RMO n. 103 novembre 2006
camera fredda per la tempra a gas èquello di poter inserire i pezzi da tratta-re in un ambiente che si trova già a tem-peratura ambiente senza quindi avereun fattore pesantissimo di inerzia comenel caso in cui la tempra venga esegui-ta nel medesimo forno dove è stata pre-cedentemente eseguita la austenitiz-zazione. La fluidodinamica della celladi tempra a gas è ottimizzata da turbinea velocità variabile che, a differenza diimpianti con a velocità fisse, permetto-no di adattare la drasticità del mezzo
temprante ottenendo velocità di spe-gnimento più adeguate su una vastagamma dimensionale e/o geometrica.Il gas immesso a elevata pressione nel-la cella attraverso appositi ugelli, es-sendo la camera fredda inizialmente atemperatura ambiente, non si scaldaper effetto del calore della camera easporta calore solo dalla carica. La suacapacità di asportare calore è per que-sto enormemente superiore a parità dipressione e agitazione dell’aeriforme.Il gas una volta scaldatosi viene convo-gliato e raffreddato in appositi scam-biatori di calore e una volta raffreddato-si viene di nuovo immesso nella cella. Ilflusso di gas è regolato attraverso la ve-locità delle turbine. Il vantaggio quindidi poter regolare la velocità delle turbi-ne è notevole perché permette di con-trollare la maggiore o minore sottrazio-ne del calore dalla carica e quindi infunzione del tipo di acciaio, di poternecontrollare la sua velocità di raffredda-mento con effetti notevoli sulla tempradei pezzi e sulla diminuzione delle de-formazioni.Un vantaggio non meno rilevante dellapresenza nell’impianto di camere afreddo è quella legata alla minor neces-sità di manutenzione delle camere dicementazione i cui materiali di tenuta edi rivestimento (soprattutto la grafite)sarebbero viceversa sottoposti a conti-nui shock termici e di pressione.
Dopo essere stata posizionata nellacella di cementazione, la carica vienescaldata per poter essere portata allatemperatura di cementazione in vuoto.La gamma delle temperature d’utilizzodi questi forni va da 700 a 1300 °C, ciòpermette di effettuare oltre a cicli di ce-mentazione anche trattamenti di tem-pra su acciai da utensile, per cuscinet-ti, inossidabili, maraging, leghe di ni-chel. Una volta che la temperatura dicementazione è stata raggiunta, il pro-cesso di cementazione inizia con l’im-missione del gas di processo a pres-sioni di pochi mbar (0,1 – 10 mbar). Co-me gas di processo vengono utilizzatipropano (C3H8) o acetilene (C2H2) chea queste pressioni e temperature subi-scono un processo di scissione met-tendo a disposizione rispettivamente il40 – 60% e l’80% di carbonio disponibi-le. Il carbonio messo a disposizione sidiffonde nei pezzi trattati senza l’utilizzodi alcun altro gas di reazione e senzaquindi la presenza di ossigeno respon-sabile della formazione di ossidazioniintergranulari. L’assenza di strati ossi-dati ai giunti dei grani comporta il van-taggio di avere delle superfici a migliorresistenza al pitting o fatica da contatto.A comandare questa fase è un sofisti-cato software che in funzione del tipo diacciaio, degli spessori, della durezza eprofondità di cementazione richieste einfine della superficie, in cm2, da tratta-re, regola l’afflusso di gas che viene in-trodotto nella cella intervallando impul-si di iniezione a periodi di diffusione neiquali il gas non viene introdotto.
LA FASE SUCCESSIVALA CEMENTAZIONETerminata la fase di cementazione lacaricatrice schermata preleva la caricadalla cella di cementazione e sempre
nel vuoto e alla medesima pressione laporta o nella camera di spegnimentocon gas o in quella di spegnimento conolio. I pezzi cementati a bassa pressio-ne normalmente si temprano con gasad alta pressione perché questo tipo diraffreddamento permette di ridurre ledeformazioni; la presenza comunquedi una camera di tempra in olio consen-te di coprire una gamma più ampiapossibile di particolari e materiali, adesempio pezzi di dimensioni maggioriper i quali si è così in grado di conser-vare i vantaggi della cementazione inbassa pressione coniugandola alla tra-sformazione martensitica a base dentee cuore del manufatto. Prima che la ca-rica venga introdotta, nella camera dispegnimento stessa viene comunqueraggiunta la medesima condizione dipressione in modo tale che non si ge-nerino depressioni nell’impianto. Solodopo che i pezzi cementati sono statidepositati e lo sportello di collegamen-to con il tunnel e le camere di cementa-zione è chiuso, nella camera di spegni-mento con gas inizia a essere insufflatoazoto a elevata pressione. La pressio-ne può essere variata fino ad arrivare a20 bar a seconda del tipo di acciaio edella drasticità richiesta. Se la temprainvece viene eseguita nella camera aspegnimento in olio al di sopra di que-sto si raggiunge con azoto la pressioneatmosferica. Il vantaggio di avere una
e Marco Pirovano
Figura 2. Punti deldente nei quali èstata misurata ladurezza.
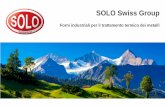
Figura 1. Corone coni-che in acciaio 16 MnCr5sottoposta a trattamen-to di cementata a bassapressione.

RMO n. 103 novembre 2006
sparmio per riduzione o annullamentodei tempi di rettifica.
I RISULTATI DEL PROCESSOLa figura 1 mostra una sezione di unacorona conica in acciaio 16 MnCr5 sot-
Lo spegnimento in gas a elevata pres-sione, unito al raffreddamento in came-ra fredda, assicura non solo una miglio-re qualità della superficie, anche e so-prattutto un controllo e una riduzionedelle distorsioni. Ciò comporta un ri-
toposta a trattamento di cementazionea bassa pressione sulla quale sono sta-te condotte prove di durezza sul fiancodel dente e sul fondo del dente (figura2). La cementazione è stata effettuata a940 °C e il tempo totale di cementazio-ne e diffusione è stato di 155 min, men-tre la tempra è stata eseguita a 880 °Cper 30 min con successivo raffredda-mento eseguito con azoto a 15 bar. Lasezione del disegno identifica le areecritiche sottoposte alla sollecitazioneda pitting, cioè l’evolvente, e il bendig,
ovvero il fondo. È anche identifico lospigolo del case depth.Come mostra il profilo di durezza (figu-ra 3), si può osservare l’uniformità dellacementazione sul fianco e sul fondo deldente e la profondità di cementazione a550 HV rispettivamente per il fianco deldente di 0,85 mm e per il fondo del den-te di 0,77 mm. Il processo di cementa-zione a bassa pressione, con l’utilizzodell’acetilene come gas di reazione, of-fre anche la possibilità di cementare inmodo uniforme fori passanti stretti elunghi e, in egual misura, fori ciechi, co-me è visibile dalla figura 4. L’acciaio è il18CrNiMo7-6, con profondità di induri-
GRANDANGOLO
116
Figura 3. Profilo di durezza misurata sul fianco e sul fondo del dente.
Figura 5. Frecce in blu: orienta-mento della geometria di rilievosu sezione trasversale. La sferadi controllo è in situ nella denta-tura su fondo dente.
Figura 4. Profilo di durezza di al-cuni punti nei fori.
Parametri Valori
Descrizione pezzo Corone lavorate da anello forgiato e ricottoMateriale 20 Ni Cr 12Temperatura di cementazione 960ºCTempo totale 240 minTempra usata Gas azoto a 18 bar - 3.600 giri/min velocità turbineTemperature rinvenimento 175ºCTempo di rinvenimento 120 minTempra usata Gas azoto a 18 azotoTemperature rinvenimento 175ºCTempo di rinvenimento 120 min
Risultati
Durezza superficie dopo tempra 65 HRCProfondità di cementazione (550 HV) 0,79 mmDurezza a cuore 32 HRCVariazione profondità di cementazione nel carico 0,05 mm
Tabella 1. I valori di un tipico ciclo ditrattamento a basse pressioni.

117RMO n. 103 novembre 2006
mento efficace richiesta di 0,7 - 0,9mm. Da notare come il risultato dellacementazione sia per il foro passanteche per quello cieco sia molto unifor-me. La cementazione a bassa pressio-ne offre anche la possibilità di cemen-tare materiali sinterizzati, che presenta-no una porosità residua danno luogo adifficoltà nei processi di cementazionegassosa per il fatto che la grande su-perficie dei canali di porosità producela cementazione completa in un tempobrevissimo. La cementazione a bassapressione, invece, ha il vantaggio di li-mitare la cementazione alla sola super-ficie del pezzo quando le dimensionidei pori sono molto inferiori a 100 mm.In questo caso, il rapporto lunghezza\diametro è solitamente molto inferiore a15 e il processo di cementazione a bas-sa pressione non permette la cementa-zione di questi piccolissimi ‘fori ciechi’,perché il gas cementante fresco nonpenetra nei pori. Inoltre, i brevissimitempi di trattamento della cementazio-ne a bassa pressione (qualche minutosoltanto) possono essere controllatimolto meglio che nella cementazionegassosa convenzionale di pezzi sinte-rizzati.
ESEMPI DIMENSIONALISu corone a denti dritti, con dentaturaesterna e interna, sottoposte a un ciclodi cementazione a bassa pressione so-no state effettuate da un’azienda cheprogetta e costruisce ingranaggi rilievidimensionali prima e dopo il trattamen-to. La tabella 2 ne riporta i dati. I numeri1, 2 e 3 indicano la posizione del rilievolungo la circonferenza interna delladentatura con uno splitting di 120° (fi-gura 5 e figura 6); le notazioni ‘sopra’ e‘sotto’ sono invece le posizione sullalunghezza dell’intero dente alle dueestremità. Le misure hanno quindi con-sentito di testare l’ovalizzazione, la co-nicità e la minorazione, ovvero la con-trazione dimensionale. I due ingranag-gi sono stati volutamente posizionatinella carica con differenti geometrie –corona A in verticale, corona B in sensoorizzontale; ciò ha contribuito a una di-versità anche nella variazione dimen-sionale. Di norma, un raffreddamento inolio può produrre alterazioni più consi-stenti, data l’impossibilità di regolarecon precisione la fluidodinamica del-l’asportazione del calore.
Alcuni risultati
Di seguito vengono presentati i risultati di possibili applicazioni della cementa-zione a bassa pressione a partire da acciai tipicamente utilizzati nel processo dicementazione fino ad acciai tipicamente non da cementazione.
Particolare Materiale Peso della caricaAlbero scanalato 20MoCr4 340 Kg
Ciclo Temperatura TempoCementazione 960∞C 2 h 30'
Tempra 15 bar N≤
Risultati DC 550 HV = 0,6 mmDurezza a cuore 320 HV30
Particolare Materiale Peso della caricaCorona 15CrNi6 250 Kg
Ciclo Temperatura TempoCementazione 940∞C 2 h
Tempra 20 bar N≤
Risultati DC 550 HV = 0,6 mmDurezza a cuore 360 HV30
Pezzo Materiale Peso della caricaCorona 27MnCr5 256 Kg
Ciclo Temperatura TempoCementazione 960∞C 1 h 53'
Tempra 8 bar N≤
Risultati DC 650 HV = 0,5 - 0,6 mmDurezza a cuore 440 HV30
Pezzo Materiale Peso della caricaPignone 30CrMo4 283 Kg
Ciclo Temperatura TempoCementazione 940∞C 2 h 50'
Tempra 15 bar N≤
Risultati DC 650 HV = 0,45 mmDurezza a cuore 53 HRC

RMO n. 103 novembre 2006
durezze e strutture su campioni prele-vati a centro carica. Le figura 7 e figura8 documentano l’esame dopo tempra emettono alla luce i vantaggi impiantisti-ci. Il confronto, oltre a mettere in evi-denza la criticità nell’eseguire una tem-pra in gas su questo acciaio già quan-do le dimensioni superano i 15 mm,chiarisce la risoluzione delle problema-tiche sfruttando le potenzialità delloscambio termico immediato nella ca-mera fredda. Infatti, nonostante le pic-cole dimensioni del manufatto, le con-siderevoli maggiori proprietà dell’elionell’asportare calore e l’elevata pres-sione scelta, la trasformazione struttu-rale non è perfettamente completa; alcontrario una pressione regolarizzatacamera fredda con azoto produce unamorfologia martensitica totale. Ne ri-
ACCIAI A BASSATEMPERABILITÀUn aspetto importante di quanto si puòottenere con questo tipo di impianto losi vede mettendo a confronto due casicon massa di carica identica: compo-nente automotive progettato in 100Cr6e trattato in forno sottovuoto con spe-gnimento a 20 bar in elio, insufflaggiodel gas in camera ancora in temperatu-ra di austenitizzazione; medesimocomponente automotive in 100Cr6 trat-tato nell’impianto con spegnimento incamera fredda con azoto a 15 bar. Lospessore medio massimo del partico-lare è di 16 mm. Sono state confrontate
sulta, in conclusione, un estremo van-taggio per tutte quelle applicazioni do-ve i capitolati indicano una trattamentosottovuoto su tutti i materiali di bassatemprabilità, non solo il 100Cr6, e cheesigono complete caratteristiche strut-turali e variazioni dimensionali conte-nute.
Daniele Canziani svolge la propria attività pres-so il Politecnico di Milano, Luigi Cislaghi è Ana-lyst manager di T.T.N. e Marco Pirovano è Chiefexecutive officer di T.T.N.
readerservice.it n.18
GRANDANGOLO
118
Figura 7. Martensite e isole dibainite sparse.
Figura 8. Martensite com-pleta.
Figura 6. I due punti notati in blu sono le due zone testate lungo il dente e in-dicate come ‘sopra’, in prossimità della variazione di sezione, e ‘sotto’, inprossimità del piano parallelo che funge da base.
Corona APrima del trattamento termico
Posizione 1 2 3misura sfere Ø 6 140,17 140,17 140,16
Dopo trattamento termicosopra 139,77 139,79 139,69sotto 139,86 139,84 139,83
Ovalizzazione 0,1Conicità 0,14
Minorazione 0,47Corona B
Prima del trattamento termicoPosizione 1 2 3
misura sfere Ø 6 140,04 140,00 140,06Dopo trattamento termico
sopra 139,86 139,84 139,96sotto 140,07 140,07 140,10
Ovalizzazione 0,1Conicità 0,23
Minorazione 0,18
Tabella 2. Corone a denti dritti sottoposte a cementazione prima e dopo iltrattamento.