CASE HISTORY - enginsoft.it · recipienti in pressione in parete sottile 43 EnginSoft e il progetto...
56
Transcript of CASE HISTORY - enginsoft.it · recipienti in pressione in parete sottile 43 EnginSoft e il progetto...


CA
SE
HIS
TO
RY
Newsletter EnginSoftAnno 5 n°3 - Autumn 2008Per ricevere gratuitamente una copia delle prossime
Newsletter EnginSoft, si prega di contattare il nostro
ufficio marketing: [email protected]
Tutte le immagini utilizzate sono protette da copyright.
Ne è vietata la riproduzione a qualsiasi titolo e su qual-
siasi supporto senza preventivo consenso scritto da
parte di EnginSoft. ©Copyright EnginSoft Newsletter.
PubblicitàPer l’acquisto di spazi pubblicitari all’interno della nostra
Newsletter si prega di contattare l’ufficio marketing:
Luisa Cunico - [email protected]
EnginSoft S.p.A.24124 BERGAMO Via Galimberti, 8/D
Tel. +39 035 368711 • Fax +39 035 362970
50127 FIRENZE Via Panciatichi, 40
Tel. +39 055 4376113 • Fax +39 055 4223544
35129 PADOVA Via Giambellino, 7
Tel. +39 49 7705311 • Fax 39 049 7705333
72023 MESAGNE (BRINDISI) Via A. Murri, 2 - Z.I.
Tel. +39 0831 730194 • Fax +39 0831 730194
38100 TRENTO fraz. Mattarello - via della Stazione, 27
Tel. +39 0461 915391 • Fax +39 0461 979201
www.enginsoft.it
e-mail: [email protected]
SOCIETÀ PARTECIPATECOMPANY INTERESTSESTECO
34016 TRIESTE Area Science Park • Padriciano 99
Tel. +39 040 3755548 • Fax +39 040 3755549
www.esteco.com
CONSORZIO TCN
38100 TRENTO Via della Stazione, 27 - fraz. Mattarello
Tel. +39 0461 915391 • Fax +39 0461 979201
www.consorziotcn.it
ESTECO GmbH - Germany
ESTECO UK - United Kingdom
EnginSoft France - France
ESTECO Nordic - Sweden
Aperio Tecnologia en Ingenieria - Spain
www.enginsoft.com
ASSOCIAZIONI PARTECIPATEASSOCIATION INTERESTSNAFEMS International
www.nafems.it
www.nafems.org
TechNet Alliance
www.technet-alliance.com
STAMPA - PRINTING
Grafiche Dal Piaz - Trento
DIRETTORE RESPONSABILE - RESPONSIBLE DIRECTOR
Stefano Odorizzi - [email protected]
NEWSLETTER EnginSoft è un periodico trimestrale edito da EnginSoft SpAThe EnginSoft NEWSLETTER is a quarterly magazine published by EnginSoft SpA
Newsletter EnginSoft Anno 5 n°3 - 3
Sommario - Contents
mo
deF
RO
NT
IER
Co
mm
un
ity
5 Virtual Prototyping and PIDO in the Spotlight
10 Optimization of an automotive door panel acting on
injection molding process parameters
16 Il fenomeno del Flutter per Ponti di Grande Luce: uno
studio numerico
21 Software to Meet the Toughest Challenges in
Design of Composite Structures
22 La sperimentazione navale nell’ingegneria nautica in
Victory Design
24 Piastra Raffredata da Microfori: Funzionamento e
Tracciamento di Particelle
27 Progetto STAR (Simulation Technology Aeronautic
Research)
32 La simulazione delle lavorazioni meccaniche delle
Superleghe
38 FORGE - Release Notes
40 FRAMMENTI DI FEM:Flessione secondaria nei
recipienti in pressione in parete sottile
43 EnginSoft e il progetto CEFEN
44 Enginsoft è presente alla conferenza annuale di
ANSYS a Pittsburgh
45 Nuove offerte formative per l’addestramento alle
tecnologie CAE nel 2009
46 Education and Research for Excellence in
Engineering
49 A reliability analysis with a Monte Carlo approach
using modeFRONTIER
52 The failure behavior of glass mat reinforced
thermoplastics (GMT) - optimization of the
parameters slim and erods
53 modeFRONTIER at TUBITAK-SAGE in Turkey
54 Why students join the modeFRONTIER university
program
55 modeFRONTIER Event Calendar
Auto
rizz
azio
ne d
el T
ribu
nale
di
Tren
to n
° 13
53 R
S di
dat
a 2/
4/20
08

4 - Newsletter EnginSoft Anno 5 n°3
In autumn 2008, EnginSoft has launched several initiatives thatwe regard as milestones in the development of our organizationand network.
First of all, our three major CAE Conferences in Venice areapproaching. On 16th & 17th October, experts from variousindustries, research & academia, software development willcome together and unify the industrial and scientific worlds ofSimulation.
The Conference Program of TCN CAE 2008, which has gone onlinein early September, features technical contributions from aroundthe world, on such topics as, medicine, materials and methods,process integration and multi-objective design optimization.Furthermore, management, technical and open sessions onindustrial applications, relevant to automotive, aerospace,energy and consumer goods are included in the agenda. Theuniqueness of the TCN event is also reflected by such future-oriented topics as education and co-funded research projects. In 2008, the EnginSoft Users’ Meeting celebrates its 15thanniversary as an annual occasion for those responsible for CAEand Virtual Prototyping in industry. The conference focuses onthe innovation of the industrial design process featuring CAE asan indispensable tool for competitiveness. As such, the eventshowcases the modeFRONTIER, ANSYS, LS-DYNA, MAGMASOFT,Flowmaster, ESAcomp technologies.The ANSYS Italian Conference 2008 will take place within theframe of the EnginSoft Conference as in previous yearsunderlining EnginSoft’s status as the official ANSYS distributorin Italy. ANSYS expert users from all over the country willcapture their audience under the ‘motto’ of the 2008 WorldwideANSYS Conferences: Inspiring Engineering.
The modeFRONTIER international users’ meeting traditionallytakes place in Trieste where the ESTECO headquarter is located.The dates of the meeting, 14th & 15th October, have beenchosen to allow the many delegates from abroad to convenientlycombine their stay for the following CAE events in Venice.ESTECO is proud to offer a top-class program with speakers fromBMW, EADS, Volkwagen, VOLVO, ABB and many more esteemedorganizations. modeFRONTIER users from around the world willmeet with software developers and experts to discussapplications, latest developments and the capabilities anddiversity of modeFRONTIER.The Venice and Trieste events will offer unique CAE occasions forour audiences to exchange experiences and latest knowledge,find new business partners, renew existing relations, and to getinspiration for the year ahead.
A major step forward inEnginSoft’s commitmentto education and researchis the launch of ourTraining & RecruitmentInitiative in September2008.
Based on our convictionthat a full understandingof new complextechnologies and thenecessary permanentdevelopment ofexpertise requires amodern workingenvironment, we have elaborated a structure for a series ofTraining Courses which will commence in February 2009. CourseGraduates will be invited to enter into assignments withEnginSoft or its partners in Europe.
We also invite our readers to follow the contributions onmodeFRONTIER, specifically the article which demonstrates thesuccessful coupling with Moldflow or the reliability analysis witha Monte Carlo approach.This issue also includes a contribution from The Institute ofPolymer Engineering, University of Applied ScienceNorthwestern Switzerland and their work in optimization.The Software News this time feature the ESAComp’s 4.0 versionand the design of composite structures. One of the keycompetences of our Civil Engineering Team is the design of long-span suspended bridges, and this issue includes an article on thechallenges related to flutter phenomena.We introduce Victory Design, their work with the ANSYS softwareand Virtual Prototyping in naval engineering. The Newsletteralso provides Projects News, this time on our activities linked toCEFEN and STAR, as well as the latest modeFRONTIER News andEvent Calendar.
The EnginSoft Team looks forward to the pleasure of welcomingour readers to Venice (16th & 17th October) and Trieste (14th &15th October) to share our enthusiasm for excellence inEngineering!
Stefano OdorizziEditor in chief
Ing. Stefano OdorizziGeneral Manager EnginSoft
EnginSoft Flash

Newsletter EnginSoft Anno 5 n°3 - 5
The Conferences that will take placeconcurrently in Venice on 16th and17th October are: • TCN CAE 2008 International
Conference on “Simulation BasedEngineering and Sciences”
• EnginSoft Conference 2008 “CAETechnologies for Industry”
• ANSYS 2008 Italian Users’ MeetingThe NH Laguna Palace Hotel inVenice/Mestre will provide a made-to-measure location for the fusion of thethree main conferences. The stunningvenue boasts Europe’s biggesttransparent glass roof and a marinathat links the hotel with all canals ofthe world-famous historic city ofVenice, built on water. The state-of-the-art conference center and centralexhibition area, with software andhardware vendors from around theglobe that await our audiences, willunify the three conferences to a not-to-be-missed CAE occasion.Prior to the Venice Conferences, on14th and 15th October, in nearbyTrieste, the bi-annual modeFRONTIERinternational users’ meeting 2008 willbe hosted by ESTECO srl, the programdevelopers.
All these events will offer a uniqueforum in which enabling technologies,as well as industrial applications willbe presented and discussed from abusiness-value perspective, allowingthe participants to plan their paththrough the various sessions andcontributions, and hence to take themaximum advantage of these uniqueCAE occasions.Various independent technologicalstudies say that computer modellingand simulation are key elements forachieving progress in engineering andscience in the 21st century.
Today, we are facing an enormousexpansion in our ability to model andsimulate an almost limitless variety ofphenomena and industrial processes.However, and at the same time, thechallenges of making progress are assubstantial as the benefits.Certainly, it is crucial for all involved inthe technology circle, from researchersto industrial practitioners, tounderstand better the working methodsand directions of their developments,implementations and the use of thevarious technologies. Conferences likethose organized in Venice and Trieste,will help exploring ways on how tointegrate virtual prototyping acrossmultiple disciplines, includingmechanics, dynamics, CFD, crash,durability and fatigue, acoustics,process simulation, control systems. Inaddition, the Conferences will addressquestions on how to:
• Qualify and quantify the value ofcomputational techniques
• Implement virtual prototyping earlyin the design process
• Manage virtual prototyping acrossthe supply chain
• Integrate and manage trade-offsbetween simulation and test &measurement
• Qualify cost-benefits of highperformance computers
• Overcome barriers for data sharingand interpolation.
Furthermore, the agendas will includebusiness management issues, such as:• Cost-benefit analysis• Organizational challenges• Knowledge capture• Design methodologies and training• Deployment of virtual prototyping
across the supply chain• Reduction of testing• Supporting infrastructures• Staff skills profiles• Management of data• Failure scenarios• Investment protection and similar
TCN CAE 2008 InternationalConference on “SimulationBased Engineering andSciences”
TCN Consortium is a private companywith the primary objective to providestate-of-the-art training to thosepeople involved in fostering companyinnovation and competitiveness.
During the course of the year, TCNoffers training at different levels andthrough various methods, fordisciplines related to CAE, VirtualPrototyping and Testing, as well as tocomplementary disciplines which arebound to statistics, data structures,information technologies and softwareengineering in general. The aim is to
Virtual Prototyping and PIDO in the Spotlight In mid-October 2008, four closely linked conferences willbring together and melt the industrial and scientific worldsof simulation, offering their audiences state-of-the-arttechnologies and deep insights into future developments.Leading players and well-known speakers from the fields ofvirtual prototyping, process integration, and multi-objectiveoptimization, various industries, research, softwaredevelopment, academia, and consultancies will come togetherto offer the most promising, inspiring and largest event ofits kind in Italy - with wide international participation.

6 - Newsletter EnginSoft Anno 5 n°3
make the corresponding softwaretechnologies usable for industry withparticular emphasis on the productioncontext.
Ever since its foundation in 2001, TCNhas experienced a growing demand forits different initiatives including: • Short courses (more than 80
courses are on offer in 2008)• Web-based courses (more than 50
courses with a unique set-up)• Mini-Masters (TCN Mechatronics has
become a sort of “trademark”)• Research on education and
educational methods,• specifically for EU-funded pilotprojects in the frame of theLeonardo da Vinci Programme and • one Marie-Curie Project, whereTCN acts as coordinator, about 500fellowships could be establishedwithin the frame of this initiative
• Bi-annual TCN-CAE Conferences.
Since TCN CAE’s first edition inSardinia, 2nd-5th October 2003, theInternational Conference has receivedrecognition for its unique approach: tobuild a bridge between research &academia, technology providers,industrial practitioners and managers.
With the same perspective, the 2008conference is featuring:• A plenary session, with keynotes
addressing the topics of thesubsequent program parts
• Three separate sessions on‘enabling technologies’ designedaround the themes of medicine,materials and methods, processintegration and multi-objectivedesign optimization
• Four separate management,technical and open sessions onindustrial applications, relevant tosectors such as automotive,aerospace, energy and consumergoods;
• A separate session on educationand co-founded research (mainly EUco-founded projects).
Keynote Speakers include suchdistinguished personalities fromuniversity, research, industry andtechnology as: • Giulio Maier, Professor Emeritus of
Structural Engineering at theTechnical University of Milan, andRector of the International Centreof Mechanical Sciences of Udine,who will address the problem of“Inverse Analysis Procedures forMechanical Characterization ofMaterials and Diagnosis ofStructures”
• Roberto Cingolani, Professor ofGeneral Physics at the University ofSalento and Invited Professor atTokio University, as well as Directorof the prestigious NationalNanotechnology Laboratory atSalento University, who will presentan overview on “Nanomaterials withEnhanced Mechanical and ChemicalPerformances”
• Thomas Gasser, Department of SolidMechanics of the Royal Institute ofTechnology in Stockholm, who willspeak about “A Simulation basedDiagnostic System for theAbdominal Aortic Aneurysm”
• Nevio Di Giusto, General Managerand CEO of Centro Ricerche Fiat. andElasis S.C.p.A (Fiat Research is aco-founder and current member ofTCN), who will discuss “CAX Systems
as enabling Instruments forAutomotive Innovation“
• Christophe Behar, Director of theResearch Centre CEA/DAM-Ile deFrance, who will introduce “TheHigh Performance Computing Centerat CEA” as well as its “Applicationsand Perspectives”
• Dan Nagy, Program Director of theIMS International Research andDevelopment Initiative
• Further keynote speakers will openthe parallel sessions of theconference.
TCN CAE 2008 will meet theexpectations generated by itspredecessor meetings and provide theideal international forum for bestpossible interaction and exchangebetween attendees, exhibitors,sponsors and patrons!
The EnginSoft Users’Meeting 2008. CAETechnologies for Industry
The EnginSoft Users’ Meetingcelebrates its 15th anniversary as anannual occasion for those responsiblefor CAE and Virtual Prototyping inindustry. In fact, the conference isfocused on the innovation of industrialdesign (and production) processes,identifying CAE as the indispensabletool to improve quality, efficiency andefficacy towards competitiveness. Theconference will strive to provideanswers to such key questions as:
• What are the possible solutions formanufacturers to overcomeorganizational and technologicalchallenges and obstacles in order torealize the full potential of virtualprototyping?
• How can analysis and productdesign be linked together moreclosely?
• Are there any available processesand tools that can coordinate andmanage the data and workflowresulting from integrated designand analysis?
• What are the best methods fordeploying and managing virtual

Newsletter EnginSoft Anno 5 n°3 - 7
prototyping across dispersedenterprises and supply chains?
• Will the investments made bytechnology providers lead to higherquality and more productivesolutions?
• How can virtual prototypingtechnologies be cost-justified whenpayback may be expected in yearsahead in the future?
• How should CAE and virtualprototyping be deployedthroughout the productdevelopment process to ensure thegreatest possible impact on costs,time and quality?
• How can we efficiently providesuitable and ongoing training fornew technologies?
The event will be opened by a plenarysession with keynote addresses from: • Stefano Odorizzi, General Manager
and CEO of EnginSoft on “Theimpact of CAE on the Innovation ofthe Design Process in Industry”
• Professor Carlo Poloni, GeneralManager and CEO of Esteco on“modeFRONTIER, a Tool for ProcessIntegration and Multi-objectiveCollaborative Design Optimization”,and
• Jim Cashman, President and CEO ofANSYS, Inc.
The plenary part will be followed byfour parallel sessions representing thefour main industrial areas: automotive,aerospace, energy, consumer goods. Moreover, the conference program willfeature workshops and courses
dedicated to the main software thatEnginSoft supports and distributes –ANSYS, modeFRONTIER, LS-DYNA,MAGMASOFT, Flowmaster, ESAcompamong others. Highlights will be newsoftware developments andapplications!
The ANSYS 2008 ItalianConference.
As EnginSoft is the Italian distributor forthe ANSYS suite of software technologies,the EnginSoft Conference 2008 hosts alsothe ANSYS 2008 Italian Conference. Bothevents are highly interconnected,specific ANSYS applications will bepresented in all four parallel sessions ofthe EnginSoft Conference.Case histories and CAE experiencescontributed by outstanding Ansys expertusers from all over Italy will perfectlyunderline the ‘motto’ of the 2008Worldwide ANSYS Conferences: InspiringEngineering. More specifically, themultiphysics approach - a uniquesolution and comprehensive coupledphysics tool combining structural,thermal, CFD, acoustics andelectromagnetic simulation capabilitiesin a single software product - will behighlighted.
The multiphysics context was actuallypointed out at the 2007 EnginSoftConference, and it was on this occasionthat Keith Hanna, Corporate MarketingDirector Europe, ANSYS, Inc., interviewedStefano Odorizzi.
The interview focused on Stefano’sviewpoints and visions on the evolutionof multiphysics solutions as well as futurechallenges to overcome. The interviewwill appear shortly in the ANSYSAdvantage magazine. Some words takenfrom the interview are worth to bementioned here, since they anticipate keytopics of the discussions at the upcomingconferences.
Excerpt from ANSYS Advantage Magazine,edition 3/2008 published by ANSYS, Inc.Remarks by Stefano Odorizzi, EnginSoftS.p.A. made during an interview withKeith Hanna, ANSYS, Inc.

“As multiphysics and advanced modelingmethods become more advanced,simulation-based engineering andscience will be indispensable in meetingthe technological challenges of thetwenty-first century. The process will notbe “simulation as usual” for narrowstudies of individual parts and assembliesbut rather will be focused on complex,inter-related engineering systems and onanalysis results that meet specifiedstandards of precision and reliability.Hence engineering simulation willdevelop new methods, technologies,procedures, processes and planningstrategies. All these will be key elementsfor achieving progress in engineering andscience. To reap these benefits, however,four significant obstacles must beovercome:
First, we must revolutionize the way weconceive and perform simulation. In thisrespect, the mass success of computer-based engineering simulation may be itsown worst enemy, because the knowledgebase, methods and practices that enabledits achievements to date now threaten tostifle its prospects for the future becauseof organizational inertia and a reluctanceto implement new approaches.
Second, we must make significantadvances in supporting technologies,including those for structuring the way inwhich models are built and organized.These technologies have a huge impacton the complexity, solution time andmemory capacity required, and eventoday, some of the most complexturbulent-flow problems cannot becurrently solved on the world’s largestand fastest computers. If progresscontinues at the rate of Moore’s Law,such solutions may not become practicalfor decades unless effective multiscalemodeling technologies are developed torepresent the entire range of complexitiesfrom minute individual componentdetails up to broad system-level
characteristics. Third, meaningfuladvances in simulation-basedengineering and sciences will requiredramatic changes in education.Interdisciplinary education incomputational science and computingtechnology must be greatly improved.Interdisciplinary programs incomputational science must beencouraged, and the traditionalboundaries between disciplines in highereducation must be dissolved forinformation to be exchanged smoothlybetween scientists and engineerscollaborating within teams from multipledisciplines.
Fourth, because of the interdisciplinarycharacter and complexity of simulation,we must change the manner in whichresearch is funded. Incremental, short-term research efforts are inadequate andinstead should be replaced by long-termprograms of high-risk research. Moreover,progress in such research will require thecreation of interdisciplinary teams thatwork together on leading-edgesimulation problems.
Should applied mathematicsand computer sciencemethodologies be focusedon computational science atthis broad scale inovercoming the abovebarriers, there is ampleevidence that developmentsin multiphysics and relatednew disciplines couldsignificantly impact virtuallyevery aspect of humanexperience”.
Stefano’s concludingthoughts in the interviewsaid: “Also, among theworld’s leading CAE softwaresuppliers, ANSYS, Inc. hasthe right long-term visionand is making significant
investments both in the core disciplinesof science and engineering and in thedevelopment of algorithms andcomputational procedures for dynamicmultiscale, multiphysics applications. Do I personally think we will get to apoint of science fiction becoming sciencefact within the next decade or two, wheredesign engineers focus most of theirefforts imagining product variants andproduct innovations while computerschurn away in the background spittingout predictions in real time? I really dothink these dreams will become reality inmy lifetime.”
The modeFRONTIERInternational Users’ Meeting2008
To stay competitive and gain marketshare, companies are forced tocontinuously improve the quality oftheir products. While this has been alongtime-held belief for mostmanagers, only in recent years has itbecome clear that achieving higherquality is not necessarily at odds withefforts to reduce cost and time-to-market.
The modeFRONTIER International Users’Meeting traditionally takes place at theMediterranean, in the beautiful city of
8 - Newsletter EnginSoft Anno 5 n°3

Newsletter EnginSoft Anno 5 n°3 - 9Trieste, where ESTECO’s headquarter islocated. The dates of the meeting, 14th& 15th October, have been chosen toguarantee smooth onward travels fordelegates from abroad to nearby Venicefor the following CAE events on 16th &17th October. After all, it is only aconvenient journey of about 1,5h bycar or train from Trieste to Venice, theworld-famous city built on water.
The 2008 modeFRONTIER eventfeatures top-class speakers from BMW,EADS, Volkwagen, VOLVO, ABB andmany more esteemed organizations.modeFRONTIER users from around theworld will meet with softwaredevelopers and experts to discussapplications, latest developments, newfeatures, and the capabilities anddiversity of modeFRONTIER, one of thebest multidisciplinary & multi-objective design optimization toolsavailable on the market today.
As in previous years, the accompanyingexhibition in the Foyer will serve as aplatform for exhibitors, includingEnginSoft, and attendees to meet andshare technical know-how, experiencesand visions for the future.
The conference’s plenary sessionfeatures keynotes from:• Bombardier on the optimization of
the Zefiro High-Speed Train• Fiat on their optimizations and • Advanced Simtech on the
application of modeFRONTIER inreal world collision reconstruction.
The 10 subsequent parallel sessions aredesigned around the main themes andapplications of:• Automotive• Aerospace • Civil Engineering• Electromagnetism and antenna
related applications and challenges
Further topics will touch fuel cells,BGA, welding processes, pump design,composite structures and other.
The plenary sessions that follow areinterconnected with the mainconference topics and will wrap-up thediscussions and offer further and more
general overviews on the impact andpotential of the PIDO.
Be Inspired about Optimization - Comeand meet us in Trieste on 14th and15th October 2008!
CONCLUSIONSThe word “Inspiration” naturally bringsup many good thoughts. In the CAEcontext, certainly the motto of the2008 Worldwide ANSYS Conferencescomes up in our minds: InspiringEngineering.We are confident that our attendeesthat we are delighted to welcome toVenice and Trieste will be inspiredabout the technical programs, thediscussions, the social evenings andthe venues we have chosen.
It was inspiration for excellence inengineering and for makinginvestments for the future of CAE andVirtual Prototyping that has guided usto include the topics of Education andKnowledge Transfer into the conferenceagendas. We want to pass on and shareour inspiration for engineering,computational science and computingtechnologies with the next generationof engineers. The EnginSoft Training &Recruitment Initiative offers uniqueopportunities for interdisciplinaryeducation in simulation to youngpeople with inspiration forengineering!
Additional info on 2008 Conferences: • Conference Guides for each of the
events will be handed out to theattendees at the Welcome Desks.The Guides provide a variety ofuseful information, such asconference programs, exhibitorlists, logistic details and more.
• Electronic Conference Proceedingswill be available, also for those whocould not participate ! Weencourage anybody who was noton-site, but would like to haveinsights into the range of world-class technical presentations, tocontact EnginSoft and/or Esteco toreceive a free copy of theProceedings!
Dedicated web sites:http://tcncae08.consorziotcn.ithttp://meeting2008.enginsoft.ithttp://www.ansys.com/itconference2008http://um08.esteco.it/
SPONSORS

10 - Newsletter EnginSoft Anno 5 n°3
Ottimizzazione di un pannello perporta d’automobile agendo sulprocesso di stampaggio a iniezioneIl caso studio in oggetto si riferisceall’analisi del processo di stampaggio ainiezione e della progettazione dellostampo del pannello della Grande Punto.La configurazione iniziale dello stampoè stata fornita da Johnson Control Italy(JCI), che ha preso parte a questolavoro. Dati la geometria del pannello, ilmateriale, le caratteristiche dellamacchina e la procedura di stampaggio,
sono stati fissati degli obiettiviqualitativi da raggiungere rispettandoalcuni vincoli operativi. Come spessoaccade per problemi ingegneristici,anche questa sfida si è prefissa diottenere contemporaneamentemiglioramenti e performance tra loro inconflitto, riducendo al contempo i costidi produzione.Gli strumenti utilizzati per questo
ambizioso progetto sono stati MoldflowMPI, con cui è stato costruito il modello
ed elaborati i parametri del processo distampaggio a iniezione, emodeFRONTIER, con cui sono staticontrollati e processati i parametri e gliobiettivi dell’ottimizzazione. In unafase successiva si è procedutoall’integrazione di Moldflow MPI con lastrategia di ottimizzazione, così daricercare la miglior combinazione tra iparametri iniziali che soddisfacesse lecondizioni date. I risultati, visualizzatied analizzati con gli strumenti di post-processing disponibili in modeFRONTIER,hanno fornito utili indicazioni: con soli44 tentativi, e l’integrazione diMoldflow/modeFRONTIER (ed inparticolare grazie all’efficienzadell’algoritmo MOGT) è stato possibileridurre, contemporaneamente, la forzadi chiusura del 30% ed la deformazionedel 29%.
The challengeThe present work refers to the study ofan injection molding process and themold design of a door panel (frontmedallion – 3 doors car) from the Fiat
Optimization of an automotive doorpanel acting on injection moldingprocess parameters
Fig. 1 – Door Panel model
Fig. 2 – The optimization process, automated by modeFRONTIER
Fig. 3 – Mesh of the model
Newsletter EnginSoft Anno 5 n°3 - 11
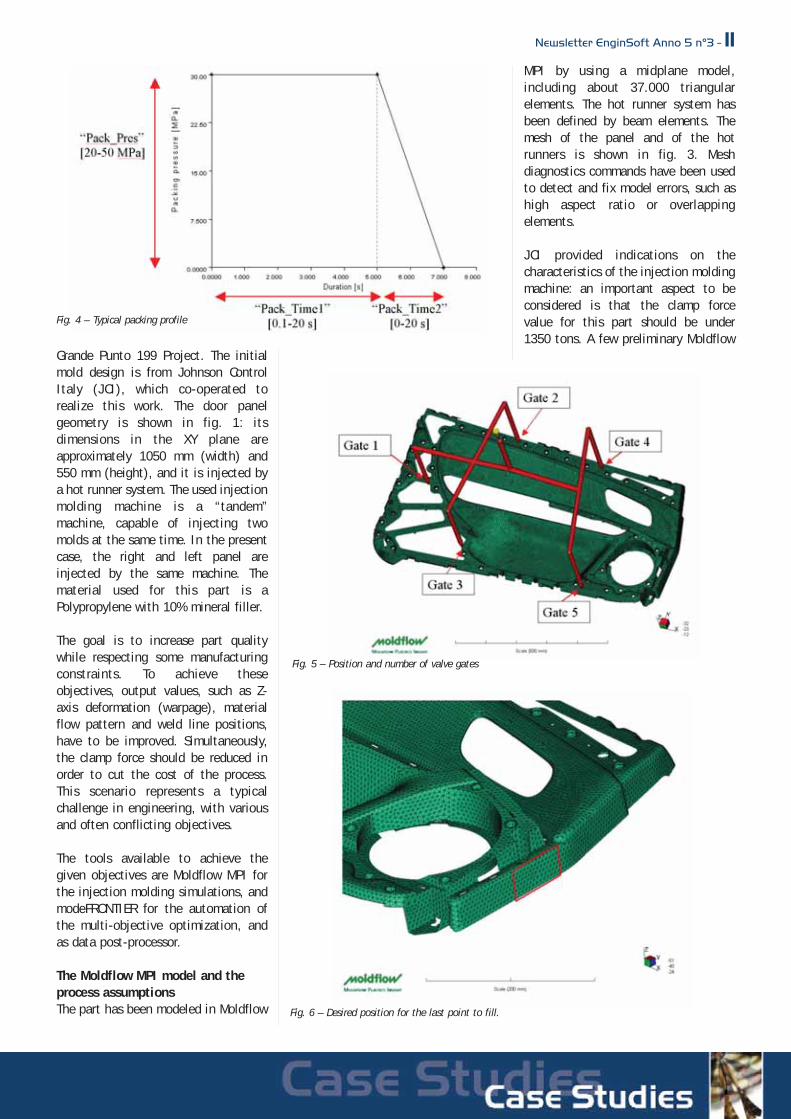
Grande Punto 199 Project. The initialmold design is from Johnson ControlItaly (JCI), which co-operated torealize this work. The door panelgeometry is shown in fig. 1: itsdimensions in the XY plane areapproximately 1050 mm (width) and550 mm (height), and it is injected bya hot runner system. The used injectionmolding machine is a “tandem”machine, capable of injecting twomolds at the same time. In the presentcase, the right and left panel areinjected by the same machine. Thematerial used for this part is aPolypropylene with 10% mineral filler.
The goal is to increase part qualitywhile respecting some manufacturingconstraints. To achieve theseobjectives, output values, such as Z-axis deformation (warpage), materialflow pattern and weld line positions,have to be improved. Simultaneously,the clamp force should be reduced inorder to cut the cost of the process.This scenario represents a typicalchallenge in engineering, with variousand often conflicting objectives.
The tools available to achieve thegiven objectives are Moldflow MPI forthe injection molding simulations, andmodeFRONTIER for the automation ofthe multi-objective optimization, andas data post-processor.
The Moldflow MPI model and theprocess assumptionsThe part has been modeled in Moldflow
MPI by using a midplane model,including about 37.000 triangularelements. The hot runner system hasbeen defined by beam elements. Themesh of the panel and of the hotrunners is shown in fig. 3. Meshdiagnostics commands have been usedto detect and fix model errors, such ashigh aspect ratio or overlappingelements.
JCI provided indications on thecharacteristics of the injection moldingmachine: an important aspect to beconsidered is that the clamp forcevalue for this part should be under1350 tons. A few preliminary Moldflow
Fig. 4 – Typical packing profile
Fig. 5 – Position and number of valve gates
Fig. 6 – Desired position for the last point to fill.

12 - Newsletter EnginSoft Anno 5 n°3
MPI analyses clarified that it isextremely difficult to respect suchclamp force limits when using onlythree injection points for the mold.This is mainly due to the relatively longflow lengths within the part whenusing only 3 gates: hence the maximumpressure, and particularly the clampforce, are too high for the consideredmachine. Therefore, the number ofinjection points has been set to aconstant value of five in thesubsequent optimization, even thoughit is possible to consider the number ofinjection points as a variable within amodeFRONTIER project.
The thickness of the part isapproximately constant around 2.8mm: such a value was obtained by thecustomer itself as a good compromisebetween cost, structural andprocessing needs. For this reason,thickness has not been included as afree parameter to be investigated, eventhough it would be possible within amodeFRONTIER optimization.
Optimization parameters Among all the process parameterscontrolling part quality and clampforce, 8 have been selected as the mostsensitive ones, and subsequently set upas “input variables” in themodeFRONTIER optimization workflowlinked to the Moldflow MPI model.
The packing profile has beenparameterized giving modeFRONTIERthe opportunity to control the packingpressure, packing time (time during
which constant packing pressure isapplied) and decay time (time frompacking pressure to zero pressure). Atypical packing profile is shown in fig.4. This is important not only with respectto the clamp force, but also in order tocontrol the warpage of the part. JCI recommended to use a packingpressure of about 25 – 35 MPa for thismaterial. To better study the influenceof packing pressure on designobjectives, packing pressure valuesbetween 20 and 50 MPa have beenconsidered.The total cycle time has beendetermined after a few introductiveanalyses, taking into account thecharacteristics of the injection moldingmachine: its value is around 45s,including approximately 14s of moldopening time. Since the order ofmagnitude of the filling time is about5s, as found out after some preliminaryanalyses, about 26s are consequentlyavailable for the packing and thecooling of the part. Considering also other characteristicsof the process (such as re-dosing time),it has been decided to investigate theinfluence of the total packing time onthe design objectives (in particularwith the aim to achieve warpagereduction), by assigning twoindependent input variables to thepacking time and the decay time, bothcan span from 0 to 20s, withoutexceeding a maximum of 20s together.This is possible in the modeFRONTIERworkflow by assigning a constraint tothe sum of the independent variables.
In this case, the positions of theinjection points (see fig. 5) could notbe changed significantly, due tocustomer requests and constraintsrelated to the mold and part geometry.Instead, it was possible to use hotrunners with valve gate control, andhence search for the optimal valvegates’ opening times. Considering thatin general, it is not convenient that asingle valve gate opens before the flowfront reaches the valve itself (to avoidweld line forming) and that injectionstarts from gate1, the delayed openingtimes of valve gates number 2-5 werecontrolled by modeFRONTIER asindependent input variables. Thisallowed the optimizer to control theflow pattern and the balance of fillwithout changing the injection gates’positions.
Delay time ranges for gates 2 and 3were set to 0-2s, the ones for gates 4and 5 to 0-1.5s.
Moreover, the melt temperature hasbeen considered as an input variable,because of its influence on flowpattern, clamp force (melt temperatureinfluences viscosity of material andhence injection pressure and clampforce during filling) and warpage of thepart. The melt temperature has beenset free to vary between 220 and260°C.
Mold temperature has been set as aconstant of 40°C, since all thepreliminary analyses proved that anychange of mold temperature in thematerial’s recommended range had onlysecondary effects on the results ofinterest, with respect to the othervariables.
Optimization objectivesIn order to describe and control thepart quality, besides warpageminimization, another importantparameter to consider is a proper fillingpattern. Controlling flow pattern andpositioning weld lines in the leastsensitive areas are important designobjectives which allow to obtain goodquality parts. In the present case, it
Fig. 7 – modeFRONTIER optimization workflow (with under development version of the Moldflow MPInode, updated at the present paper first release).

Newsletter EnginSoft Anno 5 n°3 - 13has been agreed with the customer tocontrol the position of the last zone tofill: it is important to note that thispart (where a weld line is likely toform) is located in an hidden area ofthe medallion after having beenassembled into the whole doorstructure. The zone recommended bythe customer is shown in fig. 6:
Within modeFRONTIER it is possible toextract from any Moldflow MPI analysisthe position of the last-filled-point,
and to assign as objective theminimization of the distance of suchnode from the wanted zone.
Another important result from theMoldflow MPI analyses is the flow fronttemperature which provides importantindications on the quality of the part.A big difference between minimumflow front temperature and melttemperature can lead to bad qualityweld lines, flux hesitations and short
shots in the most serious cases. In themodeFRONTIER project, a constrainthas been assigned to the minimumflow front temperature result: if morethan 10°C lower than melttemperature, the solution is going tobe penalized within the optimizationloop.
In summary, the following 8independent input variables have beenset:
• packing pressure;• packing time and decay time;• melt temperature;• delay times for valve gates 2-5;
while the 3 objectives to be pursuedsimultaneously by the multi-objectiveoptimizer have been:• minimize the clamp force in Z
direction (mold open direction);• minimize the difference between
maximum and minimum value of
out-of-plane (Z direction)deformation;
• minimize the distance of the lastfilled node from the desired zone.
Additionally, a constraint has been setto the difference between minimumflow front temperature and melttemperature; some small bosses withlow thickness, present in the part, werenot included in this verification.
The representation of the wholeoptimization process is themodeFRONTIER workflow depicted infig. 7.
Integration of Moldflow MPI andoptimization strategyAfter the creation of the workflow offig. 7, modeFRONTIER is ready tosearch for the best combination ofinput parameters, building and drivingautomatically several Moldflow MPIstudies towards the optimum. In particular, the link between theMoldflow MPI project andmodeFRONTIER has been managed viaMoldflow’s API, and hence without anyASCII file creation. In this way, it ispossible to let modeFRONTIER control -as input parameters - virtually anyprocess parameter defined in theMoldflow study, as well as otherentities, such as gate numbers andpositions, shape and thickness of someparts, eventually linking any externalCAD system. The multi-disciplinarynature of modeFRONTIER allows theuser to set up mixed optimizations,connecting to the process simulationalso other analyses, such as fiberorientations, FEM analyses, and so on -thus linking in other commercial CAEtools or in-house codes in the sameoptimization loop.
Despite of the fact that theoptimization described here, onlyinvolves process parameters, the spaceof the possible solutions combining the8 defined parameters is wide, actuallyin the range of 1016 differentresponses. Therefore, due to a timeconstraint of one weekend on a singleprocessor machine as totaloptimization time, a very efficient
Fig. 8 – Initial design and selected optimal solution within the two main objectives’ space.
Tab. 1 – Comparison between the initial design and the selected optimal solution, as input variablevalues and as objective improvements.
14 - Newsletter EnginSoft Anno 5 n°3
optimization stochastic algorithm,available in modeFRONTIER, has beenchosen. This algorithm, named MOGT (Multi-Objective-Game-Theory), is based onthe work of John Nash on the gametheory. In a competitive game, theremay be several conflicting objectivesto be achieved. Each player canoptimize a certain variable subsetassigned to him/her with respect tothe unique objective, using a fastmono-objective strategy. In any case,all the variables that are not underhis/her own control, are the result of a
previous optimization step carried outby all the other players. Hence, theyobviously influence his/her search. The solution is an equilibrium pointthat occurs when the choices of thetwo players do not change in thefollowing steps. This choice representsthe best compromise for theobjectives: it is a unique solution,however, this solution depends on theway the variables’ space has been splitamong the players. For this reason, the modeFRONTIER’sMOGT implements an adaptivemechanism that allows to redistribute
the variables to be optimized from oneplayer to another, dynamically duringthe progress of the optimization, andaccordingly to the statistical influenceanalysis of each variable.The result is a robust stochasticalgorithm able to approach the ParetoFrontier (the whole set of non-dominated solutions of multi-objectiveproblems) within a few attempts whichis extremely useful for engineeringproblems with a limited solution time.In the described project, a maximumnumber of Moldflow studies of about 60was available by leaving the solver towork automatically, driven bymodeFRONTIER’s MOGT, all over aweekend using a single processorworkstation.
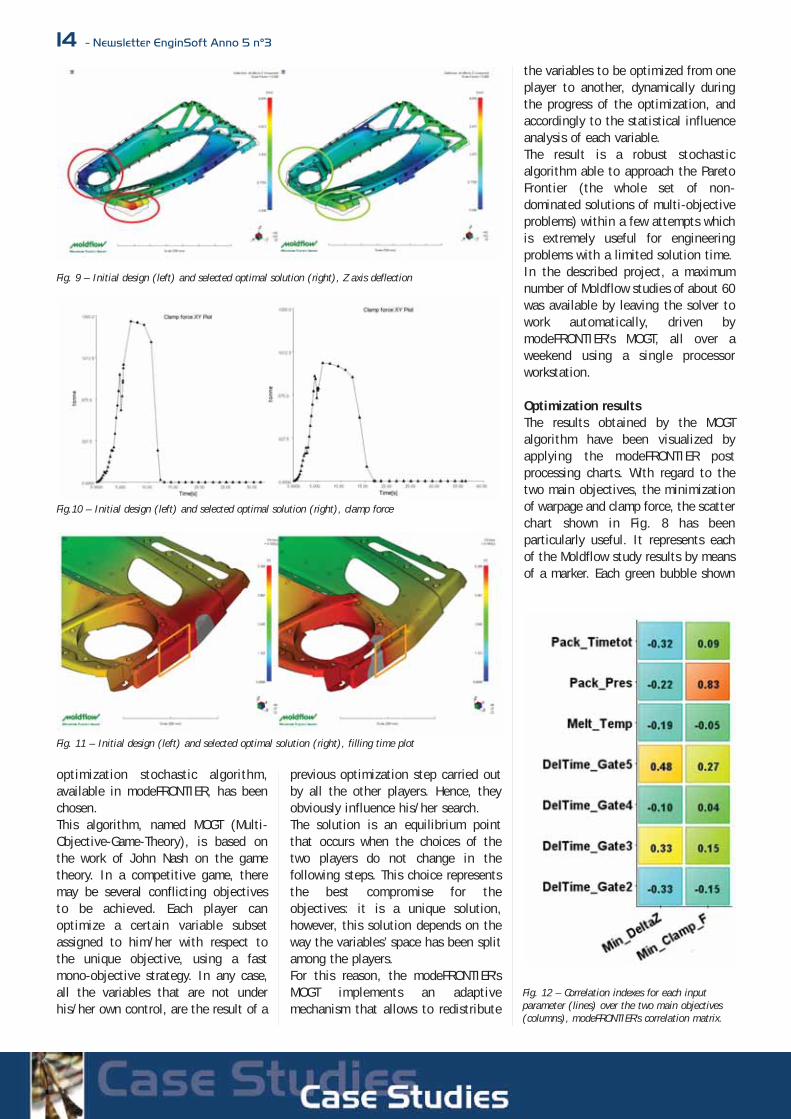
Optimization results The results obtained by the MOGTalgorithm have been visualized byapplying the modeFRONTIER postprocessing charts. With regard to thetwo main objectives, the minimizationof warpage and clamp force, the scatterchart shown in Fig. 8 has beenparticularly useful. It represents eachof the Moldflow study results by meansof a marker. Each green bubble shown
Fig. 9 – Initial design (left) and selected optimal solution (right), Z axis deflection
Fig.10 – Initial design (left) and selected optimal solution (right), clamp force
Fig. 11 – Initial design (left) and selected optimal solution (right), filling time plot
Fig. 12 – Correlation indexes for each input parameter (lines) over the two main objectives(columns), modeFRONTIER’s correlation matrix.

Newsletter EnginSoft Anno 5 n°3 - 15
is a solution respecting assignedconstraints on total packing time andminimum flow front temperature, whilea yellow marker does not.
The green dotted line groups the mostinteresting solutions. In particular,number 44 was selected as the mostinteresting compromise between thetwo main objectives. Table 1 illustrates the comparisonbetween the initial solution and theoptimized one. As shown right, theimprovements were considerable andsimultaneously obtained with respectto all the three objectives. On the left,we can see the peculiar parameters’combination which guarantees suchresults. Packing pressure has beenreduced (beneficial in reducing clampforce) with respect to the initialdesign, but not abated to the minimumallowed in the defined range. In thesame way, the total packing time hasbeen increased but not up to themaximum allowed, testifying again theconflicting nature of the objectives. Apeculiar combination of delay times forthe controlled gates has beendetected. This is to control the flowpattern with respect to the flow fronttemperature, pressure and deflection.
Fig.9 shows the improvementsobtained with the warpage behavior ofthe part, mainly due to deformationreduction in the highlighted criticalzones. Fig.10 compares the clamp force
history of the initial and optimizedprocess: a reduction of the peak valueis clear.
Fig.11 shows how the last-filled zone(grey cells) has been moved towardsthe ideal orange box defined foraesthetic reasons.
Parameter sensitivity analyses andoptimization data post processingAfter an optimization process, thevisualization and exploitation of all thecollected data represents a key issue.For example, a major topic is detectingsensitivities, main effects andinteractions of the various parameterson the major outputs/objectives.modeFRONTIER offers several powerfultools to meet these challenges.In particular, the plot in fig. 12 showsthe result of a correlation analysis overa reduced factorial Design ofExperiment plan performed as part ofthe same study described in theprevious chapters. Correlation indexesare normalized between 1 (perfectpositive correlation) and –1 (perfectnegative correlation). Therefore, if aninput parameter has an absolute indexvalue close to 0 regarding a particularoutput, it means that its first-orderinfluence on the same is quitenegligible, as it follows from thecorrelation definition:While the clamp force is dominated bythe packing pressure value, the chart
shows that decreasing this last factorhas not a huge but still a negativeeffect on the warpage (-0.22correlation). The reduction of thewarpage is widely controlled by thepacking time (increasing is beneficial)and by the gates’ delay times.The melt temperature, within theassigned variation limits, appears notto be a primary factor with regard toboth the objectives.
Interactions analysis can also beperformed. In this case, the response isa rather strong interaction betweenmelt temperature and packing pressure(see fig. 12), which from fig. 11 seemto be the least effective parametersover the warpage itself, if variedseparately. In fact, the interaction chart highlightshow a simultaneous increase of melttemperature amplifies the effect of asimultaneous increase of packingpressure in terms of reduction ofwarpage.modeFRONTIER provides many othermodules, that allow the designer totake decisions and find satisfactorytradeoffs between several objectives,but also tools to cluster and groupmulti-dimensional data, to performrobust design analyses, and to speedup the optimization campaignsintegrating meta-modelling techniques(Response Surfaces).
ConclusionsMoldflow MPI and modeFRONTIER havebeen coupled in a multi-objectiveoptimization. Thanks to the efficientMOGT algorithm, the initial design hasbeen improved, with only 44 attempts(Moldflow calculations) reducing clampforce by 30% and warpage by 29% -simultaneously. modeFRONTIER couples easily MoldflowMPI with any CAD, FEM or other in-house CAE software to drive the processand/or product design towards a multi-criteria optimal solution.
Luca Fuligno, Maurizio Facchinetti,Sergio Sarti - EnginSoft S.p.A.Andrea Piussi - Esteco srlAlastair Tweedie, Pierluigi Colombo –Johnson Controls Inc.
Fig. 13 – Interaction effects on the warpage of the two factors “melt temperature” and “packing pressure”, modeFRONTIER interaction chart

The flatter phenomenon on long-span suspended bridges: anumerical studyThe present work aims at analysingthe flutter phenomenon on long-spanguyed and suspended bridges, due tothe action of the wind. This study hasbeen carried out through the weak
coupling of structural and fluid-dynamic behaviour. The “Great-BeltEast Bridge” (Denmark) has been usedas reference point for the constructionof the finite element model, since allnecessary information about itsdynamic and aeroelastic behaviourcan be extracted from its rich
bibliography. The main steps of thisarticulated analyses are presented inthis article, based on the followingphases: the investigation of the fluid-dynamic behaviour of the decktransversal section though numericalsimulation; the determination of theinstability critical velocity due to
Il fenomeno del Flutter per Ponti diGrande Luce: uno studio numerico
Figura 1 - Configurazione di maglia per flussoparallelo alla direzione globale X.
Figura 2 - Prima configurazione di maglia perflusso relativo ad angoli di attacco variabili.
Figura 3 - Seconda configurazione di maglia perflusso relativo ad angoli di attacco variabili.
Figura 4 - Terza configurazione di maglia perflusso relativo ad angoli di attacco variabili.
Figura 5 - Rappresentazione a mappe di colore per la pressione totale e la norma della velocità - Angolodi attacco pari a -16°.
Figura 6 - Rappresentazione a mappe di colore per la pressione totale e la norma della velocità - Angolodi attacco pari a -4°.
Figura 7 - Vettori di velocità in prossimità della parete di impalcato e nella zona di spigolo con flussoincidente.
16 - Newsletter EnginSoft Anno 5 n°3

flatter and the frequency analysis ofthe system; the creation of a threedimensional model for a suspendedbridge (with known characteristicsand configuration) using beamelements; the estimation of thecritical velocity due to flutter for thesuspended bridge considering alsogeometrical non-linearity effects.The use on ANSYS ICEM CFD 11.0 hasallowed to carry out severalsimulations to investigate theparameters’ effects on the finalresults.
Scopo del lavoroIl presente approfondimento tratta ilfenomeno di instabilità da fluttercausato dall’azione del vento su pon-ti strallati e sospesi di grande luce.L’analisi è stata svolta con l’approssi-mazione di accoppiamento debole tracomportamento strutturale e fluido-dinamico e si è articolata nei seguen-ti punti:a. Studio del comportamento fluido-
dinamico della sezione trasversaledell’impalcato per differenti ango-li di attacco, mediante simulazio-ne numerica.
b. Determinazione delle velocità cri-tica di instabilità da flutter attra-verso un modello piano di com-portamento che risolve le equa-zioni del moto della sezione sog-getta al carico da vento con logi-ca al passo.
c. Analisi in frequenza del sistema a2 d.o.f debolmente accoppiato alfine di stimare la velocità criticadi flutter.
d. Creazione di un modello tridimen-sionale ad elementi Beam per unponte sospeso di configurazione ecaratteristiche note.
e. Stima della velocità critica daflutter per il modello ad elementifiniti del ponte sospeso con inclu-
Figura 8 - Andamento del coefficiente di Drag.
Figura 9 - Andamento del coefficiente di Lift.
Figura 10 - Andamento dei coefficiente di momento Cm al variare del polo i punti notevoli della sezionedi impalcato.
Figura 11 - Modello a 2 g.d.l. per la sezione delponte “Grealt-Belt”.
Newsletter EnginSoft Anno 5 n°3 - 17

sione degli effetti di non linearitàgeometrica.
L’opera strutturale scelta come riferi-mento per la creazione del modelload elementi finiti di un ponte sospe-so e relativa analisi di stabilità è sta-to il “Great-Belt East Bridge” sito inDanimarca ed avente una luce centra-le pari a 1924 m. Per tale struttura èa disposizione una vasta bibliografiarelativa al comportamento dinamicoed aeroelastico.
Studio fluidodimanico delle forzeda vento sull’impalcatoNel presente studio sono state con-dotte diverse simulazioni al fine diinvestigare l’effetto dei differenti pa-rametri di maglia sul valore finale
delle forze aerodinamiche agenti sul-la sezione trasversale. Il software utilizzato per la costruzio-ne delle maglie è stato ANSYS ICEMCFD 11.0.
Si noti come tutte le mesh utilizzateabbiano una dimensione della meshdi parete tale da permettere la risolu-zione dello strato limite laminare, ne-cessaria per l’utilizzo di un modellodi turbolenza di tipo k-ω.Le figure 1, 2, 3, 4 illustrano alcunedelle configurazioni di maglia utiliz-zate.
La simulazione fluidodinamica vienesvolta in condizioni di regime; i nu-meri di Reynolds che interessano ilfenomeno oggetto di studio, sono in
accordo con l’ipotesi di incomprimi-bilità. Tramite la variazione parame-trica della velocità indisturbata, lavariazione dell’angolo di attacco èstata analizzata tramite la sola varia-zione delle condizioni al contorno,lasciando inalterata la mesh del do-minio fluido. Per ciascuna delle con-figurazioni di maglia precedentemen-te esposte, sono state condotte 20analisi separate ad intervalli di 2°,partendo da un valore iniziale di -20°e finale pari a 20°.
Le figure 5 e 6 illustrano alcuni risul-tati in termini sia di pressioni totaliche di campo di moto.
La figura 7 illustra il campo vettoria-le delle velocità in prossimità dellaparete di impalcato; si nota l’anda-mento logaritmico tipo dello stratolimite laminare. Viene inoltre visua-lizzato il campo di velocità in prossi-mità dello spigolo di incidenza dellavena fluida.
I grafici in figura 8 e 9 illustrano gliandamenti dei coefficienti aerodina-mici ottenuti in funzione dell’angolodi attacco.
La figura 10 illustra l’andamento delcoefficiente aerodinamico di momen-to relativo alla simulazione numericaed ai risultati sperimentali. Sono sta-ti riportati gli andamenti relativi atutti i poli notevoli della sezione del-l’impalcato.
Calcolo della velocità critica di flutter con modello a 2 g.d.l.L’implementazione di un programmain Delphi ha consentito di risolvere ilsistema di equazioni differenziali delmoto di un sistema a 2 g.d.l. tramiteil metodo di Newmark. Si noti che lanon linearità della forzante è integra-ta esattamente e quindi alcun proce-dimento di linearizzazione (a partequella della rigidezza verticale e rota-zionale costante dell’impalcato) èstato effettuato.
La figura 11 illustra una schematizza-zione grafica della trattazione del
Figura 12 - Andamento temporale della traslazione verticale - Rapporto di smorzamento 1%.
Figura 13 - Andamento temporale della rotazione - Rapporto di smorzamento 1%.
18 - Newsletter EnginSoft Anno 5 n°3

problema di instabilità da flutter tra-mite modello a 2 g.d.l.
Le figure 12 e 13 illustrano l’anda-mento degli spostamenti verticale edelle rotazioni per una velocità inci-dente del vento pari a 50 m/s. Si no-ta chiaramente l’andamento diver-gente del moto.
Soluzione linearizzata in frequenzaper la stima della velocità di flut-terUn approccio alternativo per il calco-lo della velocità di flutter a partiredalle caratteristiche aeroelastichedella sezione dell’impalcato risultaessere quello in frequenza. All’aumentare della velocità della ve-na fluida incidente si nota la diminu-zione della frequenza propria rotazio-nale fino al raggiungimento della sin-cronizzazione.
I grafici in figura 14 e 15 illustrano ilcomportamento del sistema dinamicoallo studio in assenza di smorzamen-to, ovvero con uno smorzamento pariall’1%.
Analisi della risposta tridimensio-nale aeroelastica del ponte sospesoIl presente studio si conclude conl’approfondimento del comportamen-to aeroelastico di un ponte sospesoreale caratterizzato da un modellounifilare tridimensionale. Tale model-lo simula la presenza dei seguenticomponenti strutturali:• Impalcato a cassone metallico
monocellulare a piastra ortotropacon diaframmi interni.
• Piloni a telaio in calcestruzzoarmato.
• Funi principali di sospensionecentrali.
Figura 14 - Andamento delle frequenze fondamentali al variare della velocità del vento incidente – Casonon smorzato.
Figura 15 - Andamento delle frequenze fondamentali al variare della velocità del vento incidente –Smorzamento 1%.
Figura 16 - Vista complessiva del modello globaleunifilare per il "Great Belt East Bridge".
Figura 17 - Andamento della velocità del vento in ingresso.
Newsletter EnginSoft Anno 5 n°3 - 19

20 - Newsletter EnginSoft Anno 5 n°3
• Elementi verticali di appensione.• Elementi infinitamente rigidi di
collegamento tra gli elementiprincipali.
La figura 16 illustra una vista del mo-dello globale del ponte sospeso og-getto di studio.
Uno smorzamento di circa l’1% è sta-to inserito con modalità allaRayleigh; la simulazione viene con-dotta nel dinamico transitorio non li-neare con inclusione degli effetti del-la configurazione geometrica sposta-ta.
La figura 17 illustra il profilo dellavelocità in ingresso, con valore a re-gime pari a 90 m/s.
Le figure 18, 19 e 20 illustrano glispostamenti laterali, verticali e rota-zionali del ponte durante l’analisicondotta.
Francisco Garcia Lorente, Università di Siviglia
Alberto Lovison, Università di Padova, ESTECO
Daniele Schiavazzi, EnginSoft S.p.A.
Figura 18 - Andamento dello spostamento laterale di impalcato nella sezione centrale del ponte.
Figura 19 - Andamento dello spostamento verticale di impalcato nella sezione centrale del ponte.
Figura 20 - Andamento della rotazione di impalcato nella sezione centrale del ponte.
"L’articolo è tratto da un lavoro ditesi compiuto dallo studenteFrancisco Garcia Lorente dellaUniversità di Siviglia, nell’ambito diun progetto di tirocinio formativopresso la sede di Padova di Enginsofts.p.a. Si ringraziano Alberto Lovisondi Esteco per la stima lineare in fre-quenza della velocità di flutter el’ufficio di Bergamo di Enginsofts.p.a. per i preziosi consigli sullosvolgimento delle analisi fluidodina-miche".
Newsletter EnginSoft Anno 5 n°3 - 21
America’s Cup yachts and Formula 1 carsrepresent the ultimate challenge incomputer aided engineering (CAE) ofcomposite structures to achieve topperformance – required stiffness andstrength with minimum weight, or eventailored deformation of the aerodynamicstructure with varying speed. The widelyknown finite element (FE) codes likeABAQUS, ANSYS and NASTRAN play animportant role in determining thestructural response for such structures.But when dealing with compositematerials there is extra complexity in themodeling and analysis that requiresspecial tools.Two CAE software packages that havebeen successfully used in the above-mentioned high-end applications areESAComp by Componeering Inc., Finland,and ComPoLyX by EVEN – EvolutionaryEngineering AG, Switzerland. Lately thetwo companies have decided to mergetheir products to form a powerfulsoftware suite for composite design.ESAComp has its roots in the aerospacefield. The European Space Agency, ESA,initiated its development in the early1990’s. Today ESAComp is a standard toolin the European aerospace industries andit is increasingly used in “down to earth”applications in the marine, automotiveand wind energy industries and in
general machine building.ESAComp focuses on materialand laminate level studies andpreliminary design that isperformed prior to FE analysisof the complete structure. Ithas also analysis capabilitiesfor specific structuralelements such as bonded andmechanical joints and toolsfor special considerations likestochastic analysis.ComPoLyX is a new productemerging from theexperiences that the EVEN AGteam has gained being involved withboth America’s Cup and Formula 1 racing.Post processing of FEA results forcomposite structures is a non-trivial job.The standard FE tools have deficienciesin their capabilities for handling variouscomposite failure modes whereasComPoLyX applies the advanced failuretheories available for practicalengineering work. With ComPoLyX it iseven possible to consider normal stressesin the laminate thickness direction basedon a standard shell model where thesecomponents are ignored. ComPoLyX putsalso emphasis on the visualization ofresults in a meaningful way and thushelps the engineer in the assessment ofresults. However, in the post processingof large models the biggest advantage ofComPoLyX may come from itscomputational performance that isachieved with the unique internal datastructure. With standard tools,post processing of compositeresults on the layer level cantake much longer than solvingthe model for globaldisplacements. Consideringthe need for numerous designiterations or even automatedoptimization, post processingcan become the realbottleneck in the process.ComPoLyX can be used for
post processing of FEA results fromABAQUS, ANSYS and NASTRAN. ESACompsupports the same FE packages with itsexport interface. Thus, ESAComp andComPoLyX complement each otherperfectly and fill in the missing pieces inthe puzzle of composite simulation.Currently ESAComp and ComPoLyX arestandalone software with data exchangecapability, but tighter integration hasalready been planned. ComPoLyX isdistributed as part of the ESACompsoftware suite through the worldwidedistribution network for ESAComp.
For more information:Marco Perillo - [email protected]
Additional information:www.esacomp.com
Software to Meet the ToughestChallenges in Design of CompositeStructures
ComPoLyX and ESAComp were used in the designof United Internet Team Germany’s yacht forAmerica’s Cup 2007. (Photo © EVEN –Evolutionary Engineering AG)
A front wing of a Formula 1 car is shown in the powerfulComPoLyX graphical user interface with OpenGL visualization andmodel tree.
The new ESAComp 4.0 version with its database browser providesan efficient environment for conducting design studies.

Virtual Prototyping applied to naval engineering in Victory DesignVictory Design, Italian leader in the de-sign and production of race, pleasureand commercial boats and nautical com-ponents, relies on virtual prototyping forthe design and optimization of its pro-ducts, and in particular of hulls and pro-pellant systems. This article refers to theanalyses and simulations carried out toimprove configurations and performan-ces of the FLEXITAB flap and of its inno-vative semisubmerged propeller. The in-tegrated use of different ANSYS moduleshas allowed to achieve satisfactory re-sults, providing also interesting indica-tions for a further development of themodels, optimizing production time andcosts.
Victory Design nasce dalla passione peril mare, la tecnologia e la ricerca diBrunello Acampora nel 1989. I primiprogetti nelle competizioni rappresen-tano un eccellente banco di prova pertestare strumenti che vengono in se-guito utilizzati nelle barche da diporto. Oggi Victory Design è un punto di rife-rimento della nautica italiana. Unastruttura con un approccio multidisci-plinare e differente da quello dellamaggior parte degli ‘architetti nautici’:Victory infatti progetta barche da com-petizione, da diporto e commerciali, siamono che multiscafi, in vetroresina,composito e leghe metalliche, senzatrascurare le appendici, i timoni, le ca-rene,i sistemi propulsivi, i componentie svariati accessori nautici coperti dabrevetti internazionali.
CFD IN VICTORY DESIGNA partire dal 2006 Victory Design hadeciso di intraprendere la strada dellasimulazione virtuale applicata alla pro-gettazione e all’ottimizzazione di ap-pendici di carena e di sistemi propulsi-vi. L’obiettivo è quello di ottenere pre-visioni affidabili sulle prestazioni di
oggetti che lavorano in condizioni “se-misommerse” e quindi sottoposti aduna non trascurabile interazione con lasuperficie libera dell’acqua.Nasce quindi la necessità di simulare,in maniera affidabile, campi di motomultifase caratterizzati dalla presenzasimultanea di fluidi in fase diversa.
FLEXITABA valle di una serie di simulazioni, re-lative ad appendici di carena dalle no-te prestazioni e caratteristiche, desti-nate alla presa di coscienza delle effet-tive potenzialità del software e alla ri-cerca dei migliori settaggi e dei model-li matematici da impiegare, sono stateeffettuate diverse prove sul rivoluzio-nario flap FLEXITAB, di cui VictoryDesign detiene il brevetto, allo scopodi incrementarne ulteriormente le pre-stazioni e di fornire le giuste di-stribuzioni dei carichi ai fini deldimensionamento strutturale.Il flap FLEXITAB realizzato in unospeciale materiale composito ri-sulta essere completamente inca-strato e, quando viene azionatoda un cilindro oleodinamico, flet-te strutturalmente, come avvienein aria per le pale di un elicotte-ro e per le ali degli aerei.Il profilo della pala risulta idrodi-namicamente avviato e per que-
sto più efficiente di un flap convenzio-nale (rotante intorno ad una cernierasul bordo d’attacco) poiché, a parità diun aumento della spinta verticale, noncorrisponde un altrettanto aumentodella resistenza.Nelle simulazioni numeriche effettuatecon ANSYS CFX, il flap è stato installa-to su una carena laboratorio “virtuale”in assetto di crociera e sono state stu-diate le distribuzioni di pressione nelleconfigurazioni critiche.
Una serie di prove sono state effettua-te prendendo in considerazione la con-figurazione del flap alla massima inci-denza e le simulazioni sono state impo-state utilizzando e settando in manieraaccurata i modelli matematici per cam-pi di moto multifase. La geometria, op-portunamente modellata e semplifica-
La sperimentazione virtuale nell’ingegneria navale in Victory Design
Flexitab
22 - Newsletter EnginSoft Anno 5 n°3
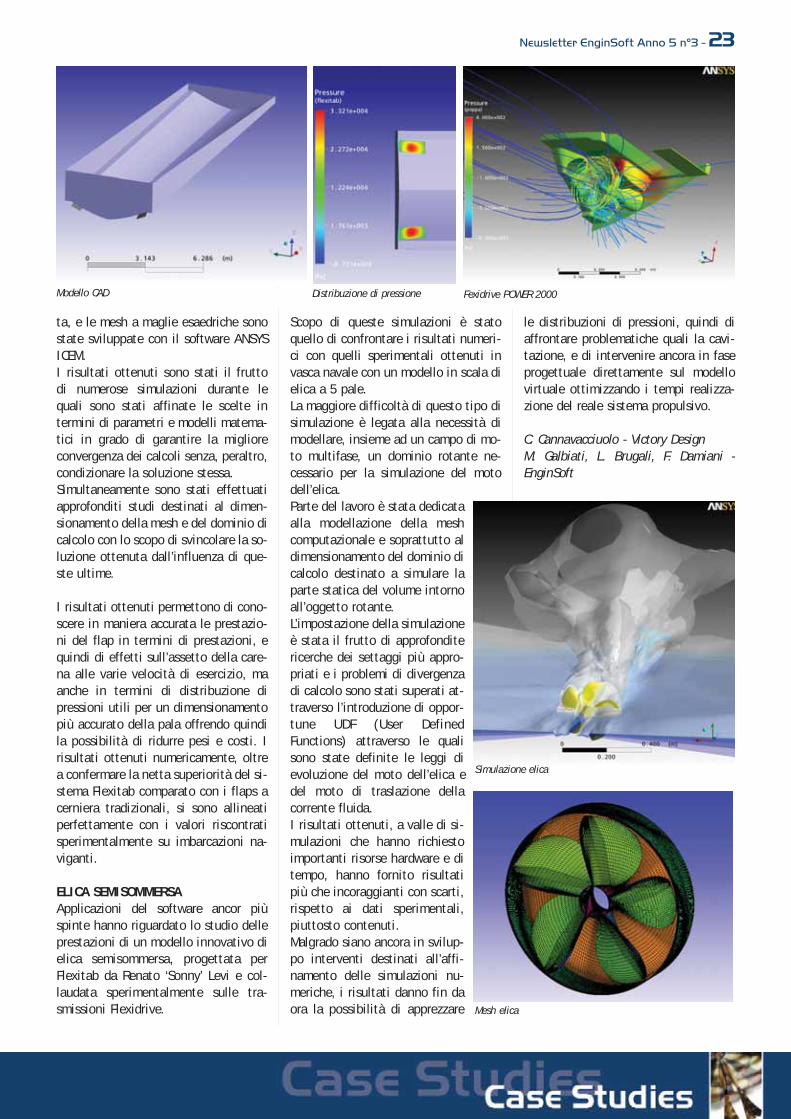
ta, e le mesh a maglie esaedriche sonostate sviluppate con il software ANSYSICEM.I risultati ottenuti sono stati il fruttodi numerose simulazioni durante lequali sono stati affinate le scelte intermini di parametri e modelli matema-tici in grado di garantire la miglioreconvergenza dei calcoli senza, peraltro,condizionare la soluzione stessa.Simultaneamente sono stati effettuatiapprofonditi studi destinati al dimen-sionamento della mesh e del dominio dicalcolo con lo scopo di svincolare la so-luzione ottenuta dall’influenza di que-ste ultime.
I risultati ottenuti permettono di cono-scere in maniera accurata le prestazio-ni del flap in termini di prestazioni, equindi di effetti sull’assetto della care-na alle varie velocità di esercizio, maanche in termini di distribuzione dipressioni utili per un dimensionamentopiù accurato della pala offrendo quindila possibilità di ridurre pesi e costi. Irisultati ottenuti numericamente, oltrea confermare la netta superiorità del si-stema Flexitab comparato con i flaps acerniera tradizionali, si sono allineatiperfettamente con i valori riscontratisperimentalmente su imbarcazioni na-viganti.
ELICA SEMISOMMERSAApplicazioni del software ancor piùspinte hanno riguardato lo studio delleprestazioni di un modello innovativo dielica semisommersa, progettata perFlexitab da Renato ‘Sonny’ Levi e col-laudata sperimentalmente sulle tra-smissioni Flexidrive.
Scopo di queste simulazioni è statoquello di confrontare i risultati numeri-ci con quelli sperimentali ottenuti invasca navale con un modello in scala dielica a 5 pale.La maggiore difficoltà di questo tipo disimulazione è legata alla necessità dimodellare, insieme ad un campo di mo-to multifase, un dominio rotante ne-cessario per la simulazione del motodell’elica.Parte del lavoro è stata dedicataalla modellazione della meshcomputazionale e soprattutto aldimensionamento del dominio dicalcolo destinato a simulare laparte statica del volume intornoall’oggetto rotante.L’impostazione della simulazioneè stata il frutto di approfonditericerche dei settaggi più appro-priati e i problemi di divergenzadi calcolo sono stati superati at-traverso l’introduzione di oppor-tune UDF (User DefinedFunctions) attraverso le qualisono state definite le leggi dievoluzione del moto dell’elica edel moto di traslazione dellacorrente fluida.I risultati ottenuti, a valle di si-mulazioni che hanno richiestoimportanti risorse hardware e ditempo, hanno fornito risultatipiù che incoraggianti con scarti,rispetto ai dati sperimentali,piuttosto contenuti.Malgrado siano ancora in svilup-po interventi destinati all’affi-namento delle simulazioni nu-meriche, i risultati danno fin daora la possibilità di apprezzare
le distribuzioni di pressioni, quindi diaffrontare problematiche quali la cavi-tazione, e di intervenire ancora in faseprogettuale direttamente sul modellovirtuale ottimizzando i tempi realizza-zione del reale sistema propulsivo.
C. Cannavacciuolo - Victory DesignM. Galbiati, L. Brugali, F. Damiani -EnginSoft
Modello CAD Distribuzione di pressione
Simulazione elica
Mesh elica
Newsletter EnginSoft Anno 5 n°3 - 23
Fexidrive POWER 2000

24 - Newsletter EnginSoft Anno 5 n°3
Microdrilled cooling plate: Particlesoperating and tracing
The constant evolution of aircraftengines has achieved betterperformances through the use of gaseswith higher temperature. At the sametime these improvements have impliedan increasing risk of overheating thatrequires the investigation of new coolingmethods.An efficient technique is the oneinspired by the transpiration coolingsystem that can be used to cool theturbine walls and blades.This article presents, in particular, theproblem premises, the construction ofthe model and the associated CFDanalyses and results. In this case theprinciple of the transpiration cooling isapplied by means of a microdrilledsurface (instead of a porous material)with a coolant. The main problem, apartfrom the production of such surface, isto keep it efficiently working, avoidingthe holes to be occluded by pollutingparticles. The simulation of the particlestrajectories and deposits and the CFDanalyses of the microdrilled surfacefunctioning have provided interestingresults: different holes imply differentcooling characteristics and convergent-divergent nozzle holes offer overallbetter cooling conditions.
IL PROBLEMALa continua evoluzione dei motori incampo aeronautico sta contribuendosempre più ad aumentarne le presta-zioni e migliorarne l’efficienza. Moltivantaggi si ottengono attraversol’utilizzo di più alte temperature deigas.
Le pareti e le pale della turbina inve-stite direttamente da tali gas posso-no avere problemi importanti di sur-riscaldamento e diventa quindi ne-cessario investigare nuovi metodi diraffreddamento. Una tecnica che ri-sulta molto efficiente è quella di uti-lizzare il raffreddamento per traspira-zione (“transpiration cooling”) checonsiste nell’impiego di materiali po-rosi attraverso cui far passare un flui-do a bassa temperatura per raffredda-re una parete investita da gas caldi.
Attualmente l’impiego di materialiporosi non è però ancora applicabileper la realizzazione di parti della tur-bina ma il principio del raffreddamen-to per traspirazione può essere co-munque applicato attraverso l’uso disuperfici microforate. Uno dei proble-mi base di cui soffrono tutti questisistemi, oltre alla fabbricazione, è
quello del mantenimento di una suf-ficiente efficienza lungo tutto l’arcodi esercizio del componente, in unambiente dove sono presenti vari tipidi inquinanti, generalmente sottoforma di particolato che tende a de-positarsi sulle pareti solide e ad oc-
cludere i microfori o le porosità delmateriale. La simulazione delle traiet-torie del particolato e dei possibililuoghi di deposito aiuta a valutarequeste problematiche.
IL MODELLO È stato investigato con analisi CFD ilfunzionamento di una superficie mi-croforata per determinare le caratte-ristiche del raffreddamento sulla pa-rete. Il dominio (ridotto) investigato
Piastra Raffredata da Microfori:Funzionamento e Tracciamento diParticelle

Newsletter EnginSoft Anno 5 n°3 - 25
è interessato da due flussi: un flussodi aria fredda che da una regione in-feriore passa attraverso i microfori edentra in una regione superiore doveun flusso di aria calda investe la pa-rete della superficie. Sono state pre-se in considerazione 2 diverse tipolo-gie di microfori: cilindrici ed a formadi ugello convergente/divergente. I diametri caratteristici sono minoridel decimo di millimetro. L’analisi èstata fatta considerando la transizio-ne tra moto laminare (all’interno deifori) e moto turbolento (resto del do-
minio). Al modello è stato applicatoanche il tracciamento lagrangiano diparticelle nel range dei Pm10.
I RISULTATIL’analisi termofluidodinamica ha mo-strato una diversa efficacia di raffred-
damento della piastra utilizzando duetipologie di fori. I risultati evidenzia-no che all’interno dei fori esiste sem-pre un flusso di tipo laminare e, so-prattutto, con i fori a forma di ugel-lo convergente/divergente c’è menopenetrazione del fluido di raffredda-mento all’interno della zona caldacon conseguente miglior raffredda-mento della parete.
Altro vantaggio della forma ad ugelloè quello di avere un minor quantità diportata in massa che passa a parità dipressione totale imposta.
La presenza di particelle nella zonacalda determina zone di accumulo amonte ed a valle dei microfori, men-tre la presenza di particelle nella zo-na fredda determina possibili ostru-zioni dei microfori.
Per ulteriori informazioni:Stefano Zecchi – [email protected]
Michele Andreoli - [email protected]


STAR Project (Simulation TechnologyAeronautic Research)
STAR stands for a funded ResearchProject that EnginSoft’s branch officetook on at the beginning of 2007,answering a call for proposal ofRegione Puglia, to develop a new andinnovative software technology,specifically oriented to the aerospaceand aeronautics sectors.The main objective has been thereforethe development of an innovativesimulation tool, able to overcome theactual design limits and to allow anintegrated design and optimization ofthe associated processes and products.
The 18 months' project has led, asforeseen, to the creation of a
technological platform to build andpossibly implement (in the future) avirtual environment. The latter willsupport the design of an optimizationof computation codes and processesfor aerospace and aeronauticalcomponents.The idea was to use virtual prototypingtools to manage, predict and optimizethe real working performances of suchtechnological components.
This project was structured in fivedesign phases (management ofgeometrical information, production,heat treatments, surface treatments,welding and use) and in fourtransversal engineering processes(casting, carburizing, nitriding,welding). MAGMA tools were applied tothe casting and solidificationprocesses, as well as for the residualstress computation. ANSYS Workbenchinstead was used to carry out thestructural analyses. The optimizationprocedure took advantage of themodeFRONTIER integratedenvironment, using some pre-setworkflows.The management and integration ofevery application, within a single dataflow, required to solve several
problems, most of them differentaccording to the investigated process.Interesting examples in such regardare described in this article, presentingspecific research and ad-hoc solutions.
STAR also aimed at the strongconsolidation of the software tool inthe area (Regione Puglia) to fosterbetter knowledge transfer to industrialresearch and product development. In
this context, the new EnginSoft Officecould contribute significantly. Itslocation in the industrial area ofMesagne, enables the team toefficiently support engineeringactivities with its hardware equipment,to host training initiatives and thus topromote the industrial exploitation ofthe project.
All’inizio del 2006, la Regione Pugliadiede l’avvio nell’ambito dei PORPuglia 2000-2006, alle procedure re-lative ai Programmi Integrati diAgevolazioni (PIA) - ProgettiIntegrati Territoriali, Area di Brindisi(PIT n. 7), il cui oggetto sono pro-grammi di investimento finalizzati al-la utilizzazione, tramite l’ampliamen-to della base produttiva (Misura 4.1C), dei risultati derivanti da interven-ti di trasferimento tecnologico e/o dainterventi nel campo della ricerca in-dustriale e sviluppo precompetitivo(Misura 3.13). EnginSoft S.p.A., conla sua sede di Mesagne, ha raccoltol’input offerto dalla regione e haprontamente aderito all’iniziativa,presentando il progetto STAR(Simulation Technology AeronauticResearch), il cui scopo è lo sviluppoper il settore aeronautico ed aerospa-ziale, di una innovativa tecnologiasoftware in grado sia di superare i li-miti che caratterizzano alcune fasiprogettuali di questo settore, sia diconsentire una progettazione integra-ta e un’ottimizzazione dei relativiprocessi e prodotti. I lettori più attenti di questa new-sletter sicuramente ricordano un arti-colo facente riferimento a questo pro-getto, nei termini sopra esposti, in unnumero di circa un anno fa. A distan-za di dodici mesi, il progetto è statoportato a termine e di seguito ne so-no tratteggiati i punti fondamentali. Il progetto STAR è consistito essen-zialmente nella realizzazione di unapiattaforma software che tramite la
Progetto STAR (Simulation TechnologyAeronautic Research)
Figura 1 – treni di processi implementati nella piattaforma STAR
Newsletter EnginSoft Anno 5 n°3 - 27

modellizzazione virtuale di tutta la“design chain” (quindi anche dei pro-cessi produttivi e delle relative condi-zioni operative che precedono la mes-sa in opera), fosse in grado di gesti-re, prevedere e quindi anche ottimiz-zare, le reali prestazioni in eserciziodel prodotto tecnologico oggetto distudio. A tal scopo, la piattaformaSTAR, il cui sviluppo si è esteso dagennaio 2007 ad agosto 2008, è sta-ta strutturata in un ambiente unitariodi progettazione virtuale, al cui inter-no sono stati implementati i codici dicalcolo (sia esistenti sia creati ex no-vo), necessari per simulare ed otti-mizzare le fasi progettuali associateai tipici processi tecnologici del com-parto aeronautico ed aerospaziale. Lefasi di cui sopra sono le seguenti:1. Gestione informazioni geometri-
che – importazione CAD2. Produzione
• colata;3. Trattamento termico
• trattamenti termici massivi;• trattamento superficiale
a. carbocementazione;b. nitrurazione;
4. Saldatura5. Esercizio
Trasversalmente alle fasi ora elencate,dal punto di vista ingegneristico i“treni” di processo che hanno signifi-cato dal punto di vista industriale so-no quelli riportati in Figura 1, vale adire:1. colata2. carbocementazione3. nitrurazione4. saldatura
La denominazione utilizzata non èrappresentativa di tutti i fenomenistudiati nel flusso di processi preso inesame, ma serve a contraddistinguereil passaggio che lo differenzia daglialtri. In linea generale, essi prevedo-no l’import del CAD, il pre-processingdel modello, la simulazione del pro-cesso e/o trattamento termico, l’ex-port delle condizioni finali associateal processo e/o trattamento termico,ed infine l’analisi in condizioni diesercizio del sistema pre-caricato conle condizioni finali di cui sopra.Ogni singolo treno di processi è statoinserito all’interno di un processo diottimizzazione. Il comune flusso logi-co e flusso di dati che sovrintende adognuno di essi può essere schematiz-zato come in Figura 2 .
La famiglia di prodotti MAGMA è sta-ta utilizzata allo scopo di gestire iprocessi di colata, solidificazione e
calcolo degli stress residui, mentreANSYS WorkBench per le analisi strut-turali. Il processo di diffusione delcarbonio e dell’azoto presenti rispet-tivamente nella carbocementazione enella nitrurazione, così come il pro-cesso di saldatura sono stati riprodot-ti tramite appositi modelli fenomeno-logici sviluppati ad hoc (per tali atti-vità ci si è valsi anche della consulen-za esterna dell’Università del Salento– Laboratorio di Scienza delleCostruzioni e Laboratorio diMetallurgia del Dipartimento diIngegneria dell’Innovazione). La loroimplementazione numerica è stataeseguita tramite macro e Commandsdi ANSYS in linguaggio APDL.L’ottimizzazione dei processi investi-gati è stata effettuata tramite la co-struzione in ambiente modeFRONTIERdi alcuni workflow pre-impostati cheda una parte fossero in grado di gesti-re le variabili progettuali cosi come i
Figura 2 – schema generale per il flusso logico e il flusso di dati Figura 3 – metodi gestione WorkBench – MAGMA
Figura 4 – sequenza panels (carbocementazione)
28 - Newsletter EnginSoft Anno 5 n°3

diversi vincoli e/o obiettivi, dall’altranon richiedessero un intervento“esperto” dell’utente. La gestione e l’integrazione di ognisingolo applicativo all’interno di ununico flusso di dati hanno comporta-to la soluzione di diverse problemati-che, alcune delle quali sono:• scambio bi-direzionale dati codice
FEM (ANSYS) - codice FEV(MAGMA) trasferimento delleinformazioni puntuali (caratteri-stiche fisico-meccaniche e compo-sizione) associate al modello 3DFEM al corrispettivo modello FEV;
• gestione automatica (procedurabatch) dei codici FEM e FEV, non-ché del codice di ottimizzazionemodeFRONTIER;
• gestione automatica del codiceFEM (ANSYS) nell’ottica di pilotare
le nuove routine per le simulazio-ni dei processi di carbocementa-zione, nitrurazione e saldatura;
• automazione fasi di pre-proces-sing implementazione in automa-tico di tutte le operazioni chesono indispensabili per la fase dipre-processing ma che allo stessotempo non sono strettamentelegate al modello analizzato;
• costruzione di una interfaccia(GUI) “easy to use”.
Le soluzioni alle problematiche de-scritte non sono univoche. Ad esem-pio, nel caso del processo di carboce-mentazione (che è stato uno dei casipiù complessi da affrontare), una pos-sibile strategia era quella di imple-mentare in ambiente ANSYSWorkBench le routine dedicate al pro-
cesso di diffusione del carbonio, men-tre in ambiente MAGMA la tempra contransizioni di fase e il calcolo delleproprietà meccaniche. Per alcuni motivi legati sia all’effi-cienza computazionale del modellonumerico complessivo, sia alla possi-bilità di eseguire in batch tutte leoperazioni necessarie, all’approccioora delineato ne è stato preferito unoin cui in ambiente ANSYS WorkBenchsono stati implementati anche latempra con transizioni di fase e il cal-colo delle proprietà meccaniche, men-tre in ambiente MAGMA si è effettua-to il solo calcolo delle tensioni resi-due indotte dal processo. La contem-poranea valutazione dei risultati delledue distinte analisi fornisce la previ-sione complessiva sul processo di car-bocementazione.La gestione in automatico (procedurabatch) di ANSYS WorkBench e diMAGMA è stata effettuata con i meto-di schematizzati in Figura 3. A tal riguardo, il lancio di una simu-lazione MAGMA che non richiedessel’utilizzo della sua interfaccia graficama che garantisse nel contempo lapossibilità di modificare diversi para-metri di configurazione della simula-zione, si è rivelato essere uno dei taskpiù complessi da risolvere, soprattut-to perché non tutti i parametri di si-mulazione sono modificabili tramitele interfacce di programmazione(API).Per quanto riguarda il dialogo piatta-forma – utente, la soluzione tecnicaadottata è stata l’implementazione diuna wizard gestita attraverso una GUI(Graphical User Interface). I compo-nenti grafici costituenti tale wizardsono un frame principale nel quale èinserito di volta in volta il pannello dicontrollo associato ad ogni specificafase dello scheletro della piattaforma,il cui settaggio necessiti dell’inter-vento dell’utente. In Figura 4 è ripor-tata la sequenza di panels nel casodella carbocementazione. Gli step implementati nei diversi pa-nels sono:1. selezione del processo (Colata,
Colata + Saldatura,Carbocementazione, Nitrurazione,Saldatura);
Figura 5 – Modello Matematico Diffusione Carbonio (1 di 2)
Figura 6 – Modello Matematico Diffusione Carbonio (2 di 2)
Newsletter EnginSoft Anno 5 n°3 - 29
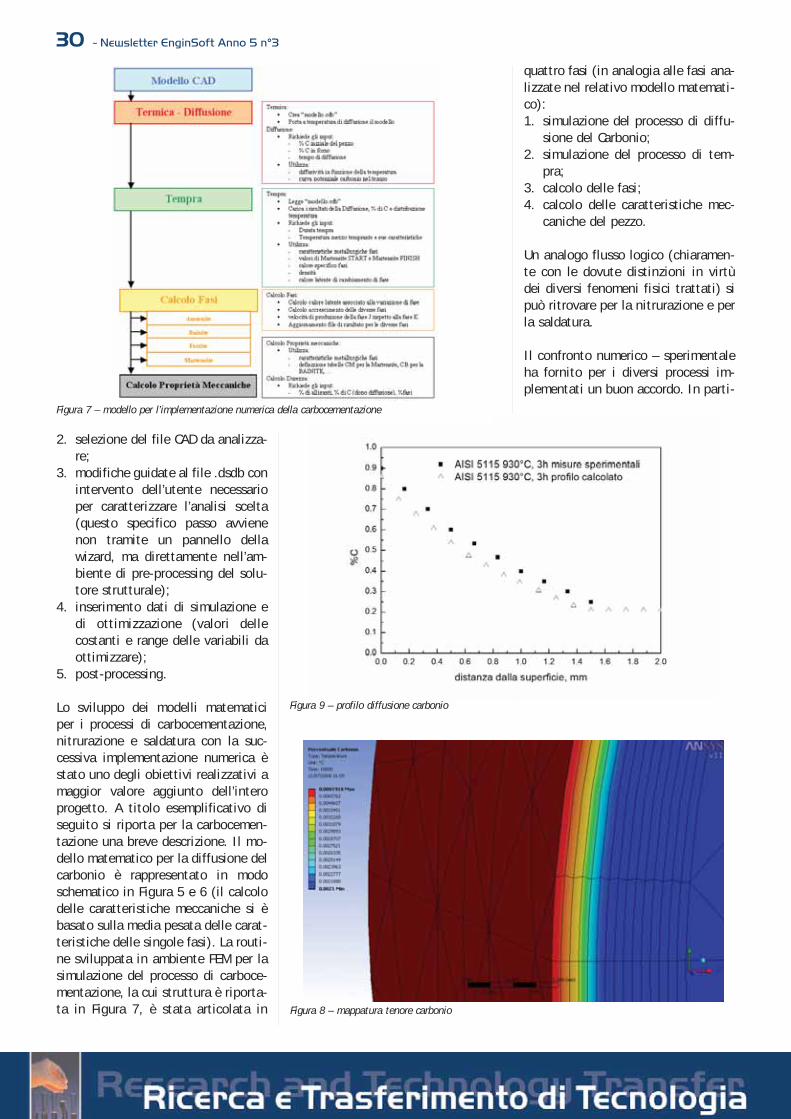
2. selezione del file CAD da analizza-re;
3. modifiche guidate al file .dsdb conintervento dell’utente necessarioper caratterizzare l’analisi scelta(questo specifico passo avvienenon tramite un pannello dellawizard, ma direttamente nell’am-biente di pre-processing del solu-tore strutturale);
4. inserimento dati di simulazione edi ottimizzazione (valori dellecostanti e range delle variabili daottimizzare);
5. post-processing.
Lo sviluppo dei modelli matematiciper i processi di carbocementazione,nitrurazione e saldatura con la suc-cessiva implementazione numerica èstato uno degli obiettivi realizzativi amaggior valore aggiunto dell’interoprogetto. A titolo esemplificativo diseguito si riporta per la carbocemen-tazione una breve descrizione. Il mo-dello matematico per la diffusione delcarbonio è rappresentato in modoschematico in Figura 5 e 6 (il calcolodelle caratteristiche meccaniche si èbasato sulla media pesata delle carat-teristiche delle singole fasi). La routi-ne sviluppata in ambiente FEM per lasimulazione del processo di carboce-mentazione, la cui struttura è riporta-ta in Figura 7, è stata articolata in
quattro fasi (in analogia alle fasi ana-lizzate nel relativo modello matemati-co):1. simulazione del processo di diffu-
sione del Carbonio;2. simulazione del processo di tem-
pra;3. calcolo delle fasi;4. calcolo delle caratteristiche mec-
caniche del pezzo.
Un analogo flusso logico (chiaramen-te con le dovute distinzioni in virtùdei diversi fenomeni fisici trattati) sipuò ritrovare per la nitrurazione e perla saldatura.
Il confronto numerico – sperimentaleha fornito per i diversi processi im-plementati un buon accordo. In parti-
Figura 8 – mappatura tenore carbonio
Figura 9 – profilo diffusione carbonio
Figura 7 – modello per l’implementazione numerica della carbocementazione
30 - Newsletter EnginSoft Anno 5 n°3

colare, i profili di diffusione delCarbonio con le relative curve di du-rezza forniscono una previsione moltoaccurata dei valori sperimentali. InFigure 8-11 sono riportati alcuni ri-sultati per un albero con diametro di30 mm, - AISI 5115, mentre in Figure12-13 per un ingranaggio cilindrico adenti diritti - AISI 5115.
Stesso discorso per il profilo di diffu-sione dell’Azoto, mentre il modellodedicato alla determinazione dellacurve di durezza presenta uno scosta-mento maggiore. Per la saldatural’analisi numerico – sperimentale si èfocalizzata sulla determinazione delletensioni residue: i test numerici sonoallineati con gli analoghi sperimenta-li, anche se ulteriore lavoro è neces-sario per riprodurre in modo più accu-rato le transizioni di fase.
Come accennato in precedenza, es-sendo il bando cui si è aderito un PIA(Programmi Integrati diAgevolazioni), il progetto STAR haprevisto non solo un intervento incampo di R&S (Misura 3.13), ma an-che un intervento nel campo dell’am-pliamento della base produttiva(Misura 4.1 C).
In altri termini, tramite il progettoSTAR è stato possibile supportare, an-che da un punto di vista economico,la volontà di EnginSoft di acquisireuna sede di proprietà nella zona indu-striale di Mesagne, dotandola delleattrezzature (sistema hardware percalcolo massivo) che hanno consenti-to di svolgere in modo efficiente leattività ingegneristiche previste nelprogetto. Inoltre, allineandosi alle al-tre sedi EnginSoft, le funzioni ora di-sponibili nel nuovo ufficio di Mesagne(aula corsi, foresteria) consentono disvolgere in condizioni adeguate le at-tività di formazione associate, e non,alla fase di valorizzazione ed indu-strializzazione del progetto stesso.
Per maggiori informazioni:Ing. Marco [email protected]
Figura 10 – curva numerica durezza (AISI 5115)
Figura 11 – curva sperimentale della durezza
Figura 12 – mappatura tenore carbonio
Figura 13 – profilo diffusione carbonio
Newsletter EnginSoft Anno 5 n°3 - 31

32 - Newsletter EnginSoft Anno 5 n°3
Superalloys machining simulationsThe high-performance material designfocuses, in particular, on theengineering use of metallic and non-metallic materials and on productiveprocesses. The simulation methods aimat the enhancement of the knowledgeand principles of mechanical design forthermal and energy implications aswell as their structural HiMech-orientedcharacterization.In such perspective, the machiningsimulation for metal removal considerstoday two main approaches that areclearly represented by the two modulesof the Advantage software. The firstone refers to micro-detailed analyses ofcutting edge, part and materialremoval (Advantage FEM), whereas thesecond one integrates workpiecematerial properties and machinedynamics (Production Module).As far as materials are concerned,Titanium, Nickel and Cobalt arereferred to as Superalloys and are ofparticular interest because of theirhigh performances, also with hightemperatures, and excellentweight/performance rate. On the otherhand, due to their difficultmachinability and countless correlatedproblems and demands, they requireconstant investigation for whichprototyping can become a privilegedtool, carrying out analyses on newmaterials, tools, machining parameterswithin an integrated environment, witha dramatic cost and time reduction. Recent studies have proved how in anhigh percentage of cases, themachining configuration in use(setting of the tool and itsperformances, working speed, …) isnot the optimum one, leaving a goodmargin of improvement.A first overview of theThirdWaveSystems software package aswell as possible applications forsuperalloys machining simulations arepresented in this article, demonstrating
how Advantage and Production Modulecan be the most suitable tools for theimplementation of a newproduct/process procedure and toachieve an integrated “currentengineering”, from the concept to thefinal production.
Il percorso formativo e la progettazio-ne per materiali ad alte prestazionipone particolare attenzione all'impie-go ingegneristico di materiali metalli-ci e non, e sui relativi processi pro-duttivi. I Metodi di Simulazione siprefiggono di perfezionare le cono-scenze relative ai principi di base del-la progettazione meccanica con risvol-ti termico-energetici, e con caratteriz-zazione strutturale-tecnologica, inpiena sintonia con le tematiche pre-sentate nell'ambito del HiMech. Lo stato dell’arte propone oggi dueapprocci alla simulazione di lavorazio-ni meccaniche per asportazione di tru-ciolo: il primo affronta il tema a livel-
lo di micro-dettaglio per analizzare ilcontatto fra tagliente, pezzo e trucio-lo (Advantedge FEM), mentre il secon-do rappresenta una diretta integrazio-ne con la programmazione del percor-so utensile (Production Module). Le leghe di Titanio, Nichel e Cobalto,comunemente raggruppate nella de-nominazione di superleghe, sono diestremo interesse per le loro elevateperformance, anche alle alte tempera-ture, e un ottimo rapporto peso–pre-stazioni meccaniche. Per contro, leparticolari durezze e proprietà termo-fisiche, abbinate alle apprezzate pro-prietà meccaniche, incidono forte-mente sulla loro lavorabilità, con evi-denti problemi di usura utensile, qua-lità superficiale e una continua ricercadel set di parametri ottimizzato.Nelle figure 1 e 2 si possono vederedue esempi di simulazioni tramite ilcodice AdvantEdge.
IntroduzioneIl driver tecnologico della ricerca esviluppo nel settore delle lavorazionimeccaniche è sicuramente un sistemaproduttivo fortemente flessibile, ingrado di seguire l'evoluzione tecnolo-gica del prodotto e variarne agilmentei volumi produttivi, semplificando lariconversione su nuove produzioni. Ilsettore del Machining affronta oggidiscontinuità tecnologiche dovute adiversi fattori quali l'inasprimentodelle normative antinquinamento, lasempiterna necessità di riduzione dei
La simulazione delle lavorazioni meccaniche delle Superleghe
Figura 1 - Simulazione di foratura su una lega diTitanio
Figura 2 - Simulazione di fresatura su una legadi Titanio
Figura 3 - Esempio di tornitura gravosa

Newsletter EnginSoft Anno 5 n°3 - 33
costi; le lavorazioni ad alta velocità,produttivamente vantaggiose, ma conproblematicità di tuning del sistemautensile-macchina e, non da ultima, lasfida dei nuovi materiali ad elevateprestazioni ma di difficile lavorabilità,come si vede in figura 3.
La ricerca della prestazionalità e qua-lità porta a non poter più prescindereda un approccio di progettazione inte-grato, in grado di valutare il contribu-to dei nuovi materiali. Tale approccioè condotto in modo efficiente utiliz-zando gli ultimi strumenti avanzati diengineering, sviluppati negli ambientidi ricerca, che permettono di valutareil comportamento della macchinautensile in modo virtuale, riducendocosti e tempi di sviluppo e di speri-mentazione.La simulazione numerica, ovvero larappresentazione numerica della real-tà, e lo sviluppo dei metodi e deglistrumenti di calcolo hanno promosso
l'impiego di tale modalità di approc-cio, creando il presupposto per unasvolta nella percezione ed interpreta-zione dei fenomeni, accelerando la di-namica dei processi conoscitivi.
Sistemi software, macchine di calcolo e modelli virtualiLa simulazione di processo rappresen-ta oggi una consuetudine, nella verifi-ca e nella messa a punto delle attrez-zature e dei processi, per la maggiorparte delle tecnologie consolidate. Ègrazie alla possibilità di modellare conaccuratezza i fenomeni fisici nei variprocessi, che l'impiego della simula-zione numerica permette di affrontare,anche per tecnologie emergenti, lascelta ottimale di configurazioni, at-trezzature e parametri; consente, inol-tre, di svolgere gli approfondimentinecessari alla miglior conoscenza diprocessi complessi, ma anche l'analisidel comportamento degli utensilistessi e delle macchine.Macchine da calcolo sempre più po-tenti e veloci permettono di accelera-re le fasi di progettazione, verifica erealizzazione di prodotti con qualitàcrescenti ed a costi minori. Lo svilup-po naturale della simulazione va versouna maggior accuratezza dei calcoli,ma soprattutto, verso l'integrazionetra le varie fasi del processo di fabbri-cazione ed il testing virtuale delleprestazioni del prodotto.Nella progettazione, il successo deimetodi di Analisi agli Elementi Finiti
(FEA) deriva dalla possibilità di verifi-care il comportamento strutturale diun componente o di un assemblatoprima della sua realizzazione, valutan-do eventuali modifiche di progettoquando gli investimenti sono ancoracontenuti. Trattandosi di una simula-zione agli Elementi Finiti, il calcoloconduce ad un risultato tanto piùprossimo a quello esatto, quante piùrisorse si spendono nel dettagliare in-put e leggi fisiche, implementate nelcodice, anche a scapito dei tempi dicalcolo. La nuova frontiera è nella ri-cerca della accuratezza dei modelli dicalcolo, ove il materiale non sia piùcaratterizzato nominalmente, ma ven-ga presa in considerazione la storiadella sua trasformazione, lungo ognipasso del ciclo, e gli effetti sulle sueproprietà reali. Si sviluppa una meto-dologia di integrazione fra simulazio-ne di processo e verifica funzionalevirtuale del prodotto, per migliorarel'accuratezza delle previsioni relativeal comportamento in esercizio delcomponente consentendo, quindi, diraggiungere obiettivi di alleggerimen-to, qualità e prestazione senza com-promettere la robustezza del processo.Al modello virtuale vengono applicatele condizioni al contorno, cioè i vin-coli di fissaggio e posizionamento, icarichi di missione di lavoro ed even-tuali anomalie, in modo da riprodurrefedelmente le condizioni di reale fun-zionamento della macchina. I dati ot-tenuti sono utilizzati come input perle fasi successive di riprogettazioneed ottimizzazione strutturale.Inizialmente si valutano le prestazio-ni delle singole parti per estenderesuccessivamente l'analisi ad assiemivia via più complessi fino al calcolodella macchina completa. Le forze ditaglio vengono applicate virtualmentenel punto di lavorazione dell'utensilesul pezzo, si ottengono quindi infor-mazioni su quali siano i volumi di ma-teriale che fortemente influenzano ilcomportamento del componente equelli invece dove l'energia di defor-mazione risulta essere particolarmentebassa, ottenendo utili indicazioni sul-la disposizione più opportuna.Metodologie di ottimizzazione topolo-gica di macchine utensili consentono
Figura 4 – Esempio di simulazione 2D di unutensile per il taglio di una lega di Titanio
Figura 5 - Le industrie operanti nel campo automotive, aerospaziale ed energetico traggono beneficiodalle metodologie di ottimizzazione del machining, basate su strumenti di simulazione virtuale FEM

34 - Newsletter EnginSoft Anno 5 n°3
di evidenziare opportunamente il con-tributo delle varie parti della macchi-na al raggiungimento degli obiettiviimpostati, con un indice di utilità sta-tico e dinamico del materiale, per pre-vedere e correggere eventuali fenome-ni vibrazionali, capaci di ripercussioninegative sulla precisione di lavorazio-ne.
Simulazione dell’asportazione di trucioloIl fenomeno principale, durante il ta-glio dei metalli, è l'applicazione di ca-richi elevati su piccole zone di defor-mazione, complicato da transizioni difase e sviluppo di calore, che rendonoi fenomeni di contatto notevolmentecomplessi. Lo studio e l'ottimizzazio-ne del processo consente di ricavare
indicazioni necessarie a ridurre il con-sumo di energia, predire la rottura el’evacuazione del truciolo, la finiturasuperficiale e le tensioni residue sulpezzo.L'ottimizzazione geometrica dell'uten-sileria e dei parametri di processo,condotta mediante l'impiego di tecno-logie basate sul Metodo degliElementi Finiti (FEM), permette la ri-duzione di numerose e costose provesperimentali. Nella figura 4 si presen-ta un esempio di ottimizzazione geo-metrica, realizzata con il codiceAdvantEdge, di un utensile per la la-vorazione del Titanio, tramite simula-zioni bidimensionali.Recenti studi hanno evidenziato i di-fetti dei consueti metodi empirici nel-la gestione delle lavorazioni meccani-
che; i produttori di utensili hanno rac-colto dati dimostrando che:• in più del 50% delle volte un uten-
sile non è impiegato in modoappropriato;
• nel 42% delle applicazioni gliutensili sono usati a una velocitàdi taglio diversa da quella ottima-le;
• nel 62% delle applicazioni non vi èun utilizzo delle macchine utensilial pieno delle loro possibilità.
Nel settore automotive si è constata-to che il 35% dei fermi macchina, inproduzione, può essere attribuito aproblemi connessi direttamente alprocesso di taglio: in questo ambito sisviluppano metodologie di ottimizza-zione del machining basate su stru-menti di simulazione virtuale FEM, op-portunamente integrati con verificasperimentale. Tali metodologie con-sentono ai produttori di utensileria ladrastica riduzione dei costi di svilup-po, permettendo analisi strutturate dinuove geometrie, rivestimenti e nuovecondizioni di taglio in condizioni dihigh speed e lubrificazione minimale.Inoltre, le industrie operanti in campoautomotive, aerospaziale ed energeti-co traggono beneficio da questa me-todologia per ottimizzare i parametridi processo nelle lavorazioni ad eleva-ta efficienza dei nuovi materiali (figu-ra 5). AdvantEdge FEM della Third WaveSystems è un pacchetto software ba-sato sugli Elementi Finiti, con model-lo matematico Lagrangiano esplicito,
Figura 6 - Esempio di simulazione 3D di una tornitura di una lega di Inconel
Figura 7 - Simulazione tramite ThirdWave Production Module 3D dellalavorazione di una girante e visualizzazione delle forze
Figura 8 - Visualizzazione dell’intero percorso utensile, tramite ThirdWaveProduction Module 3D, della fresatura di una girante e visualizzazione di uno deinumerosi grafici disponibili

Newsletter EnginSoft Anno 5 n°3 - 35
progettato per simulare processi di la-vorazione meccanica per asportazionedi truciolo. Il modello comprende ilcalcolo della risposta del materiale,con stretto accoppiamento termo-meccanico appropriato per le altetemperature che si raggiungono in ta-li lavorazioni; il calcolo del transitoriotermico nel pezzo, nell'utensile ed at-traverso l'interfaccia utensile-truciolo;la generazione e rigenerazione dellamesh in modo automatico e adattati-vo.La modellazione del materiale costi-tuisce parte integrante di un'accuratapredizione del comportamento in con-dizioni di grandi deformazioni e ten-sioni, prevedendo accuratamente l'in-crudimento, il thermal softening pereffetto delle alte temperature e lasensibilità alla velocità di deformazio-ne. AdvantEdge FEM ha più di 130 ma-teriali già modellati tra acciai, acciaiinossidabili, ghise, alluminio e, so-prattutto, materiali speciali, difficilida lavorare, come leghe di nichel e dititanio.
I modelli dei materiali usati sono va-lidati per la previsione delle forze, laforma del truciolo, la sua curvatura,gli stress residui e le temperature tra-mite test reali sulle macchine. Ognisimulazione con AdvantEdge darà unarappresentazione grafica di due com-ponenti: il pezzo in lavorazione el'utensile per il taglio, come si vedenella figura 6. È possibile usare unostandard tool o personalizzare un pro-prio utensile inserendone la geome-tria.
In entrambi i casi è possibile comun-que settare i parametri di mesh in ma-niera personale per meglio realizzarela fenomenologia reale del processo. AdvantEdge FEM 3D, sebbene necessi-ti di tempi di calcolo maggiori, con-sentirà all'utente di simulare il taglioortogonale e obliquo in casistiche disimulazione di deformazioni tridimen-sionali.AdvantEdge FEM è in grado di predirel'entità delle forze, delle temperature,del flusso termico, la formazione deltruciolo, le sollecitazioni, le deforma-zioni, etc. Le informazioni sul processo ricavabi-li con AdvantEdge FEM non si possonoottenere con le apparecchiature ditest attualmente in uso nell'industria,ma si acquisiscono unicamente conlunghe e costose campagne di esperi-menti. Il processo di taglio può essere mi-gliorato in molti modi:• le informazioni sulle forze e le
temperature si possono utilizzareper ridurre i tempi ciclo;
• l'analisi delle condizioni termichee delle temperature permette dimigliorare la vita dell'utensile e laqualità del pezzo lavorato;
• la mappa degli stress residui è uti-le per analisi sulla deformazionedel pezzo e/o di resistenza a fati-ca.
AdvantEdge FEM permette di analizza-re differenti scenari di processo al fi-ne di trovare il miglior compromessofra diversi, e spesso contrastanti,obiettivi.
Simulazione del percorso utensileThird Wave Production Module 3D in-tegra CAD, CAM, le dinamiche dellamacchina, e la proprietà del materialedel pezzo in un unico modello. TaleModulo è progettato per l'analisi delleforze di taglio, la riduzione dei tempiciclo e l'ottimizzazione delle presta-zioni della macchina, Off-Line.Production Module 3D propone unacompleta funzionalità CAD e G-codecon l'importazione percorso utensile esua visualizzazione, presenta una faci-lità di set-up del pezzo in lavorazione,consente il calcolo dei tempi ciclo, deitempi taglio/non taglio e la previsio-ne di forza e potenza istantanea, conconseguente utilizzo ottimizzato dellamacchina utensile a controllo numeri-co. Nella modellazione di processi ditornitura, fresatura, foratura di partifinite e/o parziali sono visualizzati ri-sultati che possono essere esportatiper l'analisi delle successive operazio-ni. L'utilizzo di ThirdWave ProductionModule 3D nelle più moderne realtàindustriali, unitamente al know-howproprio, permette la riduzione di nu-merose e costose prove sperimentali emigliora sensibilmente l'indotto pro-duttivo.ThirdWave Production Module 3D per-mette infatti di:• ridurre costose prove di taglio;• ottimizzare i feed rates per dimi-
nuire tempo di ciclo;• eseguire analisi di stabilità;• aumentare le percentuali di mate-
riale asportato;• aumentare l'utilizzo della macchi-
na.
Figura 9 - Esempi di fresatura di componenti in Titanio

36 - Newsletter EnginSoft Anno 5 n°3
Nelle figure 7, 8 si può apprezzare unesempio di simulazione di fresaturacon ThirdWave Production Module 3D.
Simulazione della lavorazione mecca-nica delle superlegheLa prototipazione delle lavorazionimeccaniche e la loro sperimentazionevirtuale risulta indispensabile ogniqualvolta siano richieste elevate fini-ture superficiali e strette tolleranzedimensionali, in special modo percomponenti in metalli speciali quali leleghe di titanio e nichel. Uno dei problemi della lavorazione adutensile di leghe di titanio è la note-vole infiammabilità in aria delle parti-celle, per cui si ricorre a potenti im-pianti di raffreddamento e si evitanopericolosi accumuli di truciolo; oppu-re la bassa conducibilità termica, chesfavorendo la dissipazione del caloreporta ad un notevole aumento dellatemperature con i conseguenti proble-mi di microfusione e reattività a cal-do, da cui l’utilizzo di lubrificanti abasso tenore di cloro. Il valore nume-rico assegnato al parametro di lavora-bilità per il titanio assume valori pa-ragonabili a quelli di acciai legati edinox, risultando in genere più difficileda lavorare nelle forme più legate. Perquanto riguarda gli utensili è richiestauna più severa affilatura data la su-scettibilità del titanio al danneggia-mento superficiale, comportandoquindi una minor vita media degliutensili e l’aumento dei costi di lavo-razione (vedi figure 9 e 10). Le leghe Inconel 718 rappresentanoun secondo gruppo, nel quale l’induri-
mento primario è dato dalla fase ordi-nata g BCT e presentano eccellentiproprietà a temperature criogeniche.
La fase austenitica in molte superle-ghe Ni-Fe deve mostrare un opportunobilanciamento tra i quantitativi di nic-kel e ferro; questo equilibrio è moltosignificativo nell’influenza del costodella lega ed del range di applicazionetemperatura-sforzo. Tenori elevati dinickel sono generalmente associati amaggiori temperature di esercizio, mi-gliore stabilità e maggior costo.
La quantità minima di nickel per man-tenere la matrice austenitica è circa il25% in peso, l’aggiunta di cobalto odi altri elementi austenitizzanti puòabbassare significativamente questaquantità. Alti tenori di ferro, in ag-giunta ad un abbassamento del costoed ad una migliorata malleabilità,tendono ad un innalzamento del pun-to di fusione; sfortunatamente, leghericche in ferro hanno una peggiore re-sistenza all’ossidazione rispetto a le-ghe ricche di nickel. In molte applica-zioni delle superleghe a base Ni-Fe lasensibilità all’intaglio è di importanzacritica; la resistenza agli effetti dele-teri degli intagli deve essere ottenutasenza compromettere le altre proprie-tà meccaniche. Quindi molta impor-tanza va attribuita all’appropriatascelta della lega ed alla sua lavorazio-ne, in particolar modo per quanto ri-guarda la tenacità a rottura. Il compi-to è difficile, in quanto generalmentela resistenza aumenta e la tenacità di-minuisce, così come operazioni a sfor-
zi elevati per sfruttare l’aumentata re-sistenza diminuiscono l’allungamentocritico a rottura.
ConclusioniPer le lavorazioni meccaniche diasportazione di truciolo dei metalli eleghe speciali, l’uso di simulazioni edi sperimentazioni virtuali del proces-so, così come la validazione dei mo-delli matematici, riveste una granderilevanza o, quasi, una necessità ef-fettiva nella sempiterna ricerca di ab-battimento dei costi di produzione esmaltimento, nell’ottimizzazione ditutto il comparto produttivo, nella so-luzione delle problematicità di tuningdell’utensile; quindi in tutte le proble-matiche che insorgono, sia per la dif-ficile lavorabilità dei nuovi materialidalle alte prestazioni, sia per le altevelocità produttivamente vantaggio-se.L’uso dei softwares ThirdWaveSystemsAdvantedge e Production Module, si èdimostrato quindi indispensabile intutti i settori in cui l’innovazione tec-nologica impone l’utilizzo di materialie leghe speciali, le cui lavorazioni nonsono ancora trattate in letteratura osolo in via di sperimentazione di nic-chia.
L’implementazione di questi softwarenelle aziende permette di inglobarenel “processo sviluppo nuovo prodot-to” un potente strumento per realizza-re un “concurrent engineering” inte-grato, e consente un’analisi completaCAE del prodotto, dal concept fino al-la produzione del bene finito.
Figura 10 - Fresatura di componenti in Titanio: a sinistra la simulazione, a destra il processo reale

Newsletter EnginSoft Anno 5 n°3 - 37
L'impresa “Fonderie 3M System s.r.l.”,nata come azienda individuale neglianni '60 per iniziativa della famigliaOlivieri di Sansepolcro, è progressiva-mente cresciuta e dal 1973 si è insedia-ta nello stabilimento di San Giustinodove attualmente opera su una superfi-cie coperta di circa 6.000 mq..L'impresa si è successivamente svilup-pata fino alle attuali dimensioni di me-dio-industria caratterizzandosi nel set-tore della pressofusione di leghe legge-re, principalmente alluminio, nello stu-dio, progettazione e produzione distampi destinati alla pressofusione in-dustriale, nella costruzione di macchineautomatiche, versatili e dedicate, dota-te di processori elettronici, per lavora-zioni di finitura, meccaniche e di con-trollo di tenuta. Il mercato di riferi-mento è quello relativo al settore “au-tomotive”, motoristico, elettronico,meccanico e componentistico nelle sueapplicazioni più ampie e diversificate.L'impresa dispone di n. 11 impianti dipressofusione completamente automa-tizzati, di potenza e capacità variabilida 250 a oltre 1300 tons, dotati di ro-bot per le movimentazioni interne, din. 4 forni fusori di capacità media dikg. 5000 e di n. 11 forni di attesa.L'attività produttiva di fonderia è inol-tre supportata dai servizi del sistemaqualità, dall'officina attrezzeria cheesegue manutenzioni delle attrezzaturee costruzione di stampi, dall'ufficiotecnico e progettazione collegato conil centro studi e ricerche sperimentaliaziendale, dal reparto finiture, tratta-menti superficiali e lavorazioni mecca-niche.Gli occupati nei vari livelli dell'organi-gramma sono circa 70 unità, mentre ilvolume dell'attività produttiva è quan-tificabile in complessivi 2500-3000tonnellate di leghe annue potenzial-mente espandibili fino a 5000 tonnel-late.Il fatturato annuo di Fonderie 3MSystem si attesta sui 12 milioni di eu-
ro. Visitate il sito di Fonderie 3MSystem all'indirizzo:www.fonderie3m.com
L’utilizzo di MAGMASOFTnelle Fonderie 3M SystemMAGMASOFT viene utilizzato sin dallafase di preventivazione di una commes-sa, infatti facendo una solidificazioneveloce del pezzo, si è in grado di vede-re quali saranno le eventuali criticità.Facendo pressofusione MAGMASOFT ciaiuta sin dalla fase di progettazionedello stampo, infatti possiamo simula-re ed esplorare idee innovative sia deinostri tecnici che di R&D del settorefonderia, il tutto prima di iniziare la la-vorazione dell'acciaio. Questa procedura risolve i problemi dimodifica attrezzatura, perché la geo-metria che poi verrà riportata nellostampo, sarà quella ottimale, e consen-tirà di ridurre al minimo gli scarti e az-zerare gli sprechi dello stampaggio.Inoltre con l'analisi a regime termico,si può salvaguardare lo stampo (e leparti stampanti) dato che vengono evi-denziate le zone più calde, su cui noipotremmo agire preventivamente inse-rendo opportuni canali di raffredda-mento. MAGMASOFT, e' uno strumentointeressante, anche perché ha nel suodatabase molte leghe che negli ultimitempi sono sempre più utilizzate dalsettore automotive, rispetto alle tradi-zionali leghe di alluminio, come adesempio: silafont-36, magsimal-59.MAGMAfrontier infine ci permette diottimizzare sia le nuove alimentazioni,che quelle già esistenti, in modo da di-minuire gli sprechi e gli scarti di pro-cesso.
Perché MAGMASOFTe MAGMAfrontierin Fonderie 3M System“A seguito di una serie di attente valu-tazioni dei software presenti sul merca-to, abbiamo scelto MAGMASOFT perchéha dato prova di essere la migliore tra
le tecnologie da noi viste, in linea conla filosofia delle Fonderie 3M Systemche da sempre è quella di investire nel-le migliori soluzioni software”, ha di-chiarato il Dott. Giuliano Smacchia,Amministratore Delegato della Fonderie3M System.“L'utilizzo di MAGMASOFT farà fare alnostro reparto tecnico un salto di qua-lità, in quanto ci consentirà di valuta-re velocemente numerose alternativeprogettuali, scegliendo alla fine la mi-gliore in termini di prestazioni e quali-tà” – ha aggiunto il Dott. ValerioOlivieri Presidente delle Fonderie 3MSystem – “tutto ciò al fine di andareincontro ai nostri clienti ed accrescerela loro soddisfazione che, alla fine, è ilnostro obiettivo più importante”.“La presenza del moduloMAGMAFrontier è un qualcosa di asso-lutamente innovativo che nessun altroconcorrente di MAGMASOFT possiede”– ha concluso il Dott. Daniele Fedeli –“inoltre la EnginSoft ci ha affiancatocon professionalità e competenza con-sentendoci la piena operatività nel mi-nor tempo possibile”.
Fonderie 3M System:i vantaggi dell’innovazione

Nel mese di settembre 2008 è stato rila-sciato da Transvalor il nuovo pacchettodi simulazione Forge 2008®, lo strumen-to ideale per la simulazione dell’interoprocesso di stampaggio a caldo o a fred-do dei più svariati componenti (alberi,giunti, ingranaggi, flange, raccordi, cu-scinetti, bulloni, viti, fasteners, …..). Èpossibile simulare la sequenza completadi un processo di forgiatura multistadio,con una cinematica degli stampi anchemolto complessa (stampi flottanti o pre-caricati), seguita da raffreddamenti,tranciatura bave e\o trattamenti termici.Forge 2008® è la logica evoluzione diForge2007® ed è un software di simula-zione FEM dedicato alla simulazione diprocessi assialsimmetrici (2D) e di qual-sivoglia geometria (3D), che è stato svi-luppato seguendo le indicazioni degliutilizzatori.
Installazione – versioni disponibiliNell’ottica di consentire la massima fles-sibilità all’utente, conservando una in-terfaccia comune a tutti gli ambienti,Transvalor ha rivisto completamente leprocedure di installazione di Forge. Tresono i principali sistemi supportati: pc
singolo processore, pc mutipro-cessore\multicore, cluster. Per iprimi sue sistemi, il sistemaoperativo supportato èWindows, ora anche nella ver-sione 64bit, mentre per l’in-stallazione della versione clu-ster si può scegliere traWindows e Linux. È ora possibi-le, utilizzando la stessa licen-za, avere una installazione“server” sulla macchina di cal-colo e varie installazioni
“client” sulle macchine di lavoro, con unaccesso diretto alla macchina di calcoloin tutte le fasi di gestione dei progetti.Grazie a questo accorgimento la gestionedelle informazioni e l’accesso ai risultatidelle simulazioni ora è più immediato edè possibile sfruttare in modo più effi-ciente, mediante la parallelizzazione delcalcolo, i vari processori\core a disposi-zione. In quest’ottica va ricordato losforzo fatto per supportare, principal-mente per la versione cluster, i vari pro-grammi in grado di gestire le code di cal-colo: oggi sono supportati pbs v5, pbsv9, lsf e sge.
I “wizard” come strumento per rendere molto rapida l’impostazionedi una operazione Dopo la rivoluzione introdotta conForge2007®, con la possibilità di gestirecompletamente in automatico un proces-so multistep con tutte le operazioni di“transizione” tra una operazione e la suc-cessiva (raffreddamenti, ricalde, aggiu-stamenti, traslazioni, rotazioni, passaggi2d a 3d), ora Transvalor mette a disposi-zione uno strumento in grado di guidarepasso-passo l’utente nella creazione del-la singola operazione: il “wizard”. Questostrumento, che ha ridotto drasticamentele operazioni da effettuare, risulta utilis-simo per i neofiti, che possono imposta-re una simulazione caricando solo le in-formazioni base e lasciando al software ilcompito di compilare il progetto prontoper essere risolto. Anche gli utenti piùesperti possono trarre vantaggio dalleautomazioni introdotte e preparare inmodo rapidissimo le simulazioni. Nella
versione Forge2008® è presente un primowizard dedicato allo stampaggio a caldo,ma sono già in programma altri wizarddedicati allo stampaggio a freddo, allafucinatura, alla laminazione di anelli, ….
Molte le migliorie introdotte nel pre- e nel post-processingPer Transvalor le linee di sviluppo delsoftware sono sempre guidate dai sugge-rimenti degli utenti. Nella nuova versio-ne diverse sono le migliorie apportate,che riassumiamo di seguito.
1. Pre-processoreDiverse migliorie minori, ma molto utili,sono state introdotte nelle finestre diimpostazione dei progetti. In particolarenel pre-processore l’attenzione si è con-centrata sul miglioramento di alcunitemplate di processo, i modelli che ser-vono da base per l’impostazione di tipo-
logie particolari di calcolo. Il templatedel “cogging”, che consente di affronta-re le operazioni di fucinatura a stampiaperti, vede ora la possibilità di imposta-re, attraverso un file specifico, una se-quenza di colpi di pressa, con traslazionie rotazioni del pezzo tra colpo e colpo,definendo per ognuno di essi l’altezza fi-nale obiettivo dell’operazione.Forge2008® risolve ora l’intera sequenzaimpostata con un solo calcolo, applican-do senza bisogno dell’intervento del-l’operatore tutti i movimenti necessari alpezzo ed agli stampi e fornendo dei ri-sultati che possono essere visualizzatimolto agevolmente. Sempre in termini diprocessi multi-colpo, è stato miglioratoil modello del maglio, che ora tiene con-to, in modo più accurato, dell’efficienzadei singoli colpi e per il quale è possibi-le ora valutare la rigidezza, fattore que-
FORGE 2008 - Release Notes
38 - Newsletter EnginSoft Anno 5 n°3

sto che può influire sulla altezza di chiu-sura della macchina. Molto lavoro è stato effettuato anche percreare dei modelli in grado di simulare ilmovimento di punzoni, che siano legatiin modo rigido o mobile al movimento dialtri stampi. Per le configurazioni distampaggio a forare, tipiche dell’ottone,ad esempio ora è possibile impostare ilmoto dei punzoni come “slave” dellostampo su cuscino, in modo che ora simuoveranno verso il pezzo solo quandoquest’ultimo sarà spinto verso il cuscinoinferiore dallo stampo superiore o dalmateriale. Configurazioni “a forare” an-che complesse o con stampaggio “incampana” sono ora facilmente imposta-bili. Anche il modello dedicato alla laminazio-ne di anelli “ring rolling” ha subito delleimportanti migliorie, mediante l’aggiuntadi opzioni di controllo della cinematicadel mandrino e dei coni, in funzione del-la crescita dell’anello, ma soprattuttocon un approccio in grado di rendere piùstabile e rapido il calcolo.
2. SolutoreIl “batch manager”, lo strumento in gra-do di gestire la soluzione di più simula-zioni o catene di simulazioni, è stato ul-teriormente migliorato ed ora è possibilelanciare e amministrare la soluzione dipiù sequenze in serie e\o in parallelo,ottimizzando le risorse a disposizione(core\processori\pc in cluster). Per ognilavoro lanciato è possibile valutare lostato ed il tempo di calcolo rimanente,aspetti che rendono molto più efficientela gestione delle priorità dei lavori.
3. Post-processoreLo sviluppo del post-processore ha se-guito due linee ben precise: migliorare lavelocità di creazione di lunghe sequenzecomplesse di risultati e aggiungere stru-menti richiesti dagli utenti.
Per quanto riguarda l’efficienza, ottimirisultati si sono ottenuti sfruttando lepiattaforme multi-core e con la versione64bit, che consente ora un più efficientesfruttamento della RAM a disposizione ela creazione di animazioni con un mag-giore numero di incrementi. Per le richie-ste degli utenti, tra le più utili ricordia-mo che è stata aggiunta la possibilità diavere il valore numerico su un plot 2dsemplicemente passando sopra con ilmouse, la possibilità di salvare le impo-stazioni utente ed applicarle ad altre vi-ste, la possibilità di esportare in formato.iges o .dxf il profilo di una sezione delpezzo, in modo da poterla utilizzare inCAD esterni. Degno di nota è anche il mi-glioramento dell’interfaccia di esporta-zione .vtf, che consente di esportare unaanimazione di un risultato in una formaove l’utente ha la possibilità di cambiareil punto di vista e\o lo zoom. Con il nuo-vo visualizzatore GlView Express, scarica-bile gratuitamente, è ora possibile visua-lizzare nello stesso file più risultati, ren-dendo decisamente più agevole la comu-nicazione delle informazioni tra colleghio verso l’esterno.
Trovare e seguire le ripieghe è ora piùfacile e rapido Lo sviluppo del motore di calcolo diForge ha riguardato principalmente l’in-troduzione di un più efficiente approccioalla valutazione dei contatti con glistampi ed ai contatti materiale-materia-le. In particolare, la funzione “self-con-tact”, in grado di evidenziare il contattotra due lembi di materiale, ora consentedi seguire la formazione di ripieghe e divalutare posizione e movimento di tali ri-pieghe durante il flusso di materiale. Ilmiglioramento della robustezza del solu-tore consente di procedere nel calcoloanche per configurazioni con ripieghecomplesse o un numero elevato di ripie-ghe, come avviene sovente nello stam-paggio di ottone.Effetti indotti di questi miglioramenti almotore di calcolo sono stati una riduzio-ne dei tempi di calcolo stimabile media-mente dal 5% al 15% a seconda del nu-mero di nodi utilizzato e del tipo di cal-colo impostati, miglioramento riscontra-to sia sulle configurazioni singolo pro-cessore, che sulle più potenti piattafor-me multicore o cluster.
Miglioramento continuo del databasedei materialiIl database dei materiali è stato ulterior-mente arricchito di nuove referenze edora riporta le curve di deformazione acaldo ed a freddo, le caratteristiche ela-stiche e le proprietà termiche di oltre800 leghe ferrose e non ferrose.
ConclusioniSi può quindi affermare che Forge 2008®è un programma sempre in costante mi-glioramento, che ha raggiunto una note-vole semplicità d’uso, grazie all’esperien-za accumulata con le versioni precedentied i suggerimenti provenienti dagli uti-lizzatori. Molte delle novità introdotteportano la versione 2008 ad un livello diprecisione ed accuratezza decisamentesuperiori alla versione precedente.Dall’altra parte, la maturità raggiunta dalprodotto consente sempre un facile e ra-pido inserimento in qualsiasi ambientetecnico, per la progettazione di prodottiottenuti per stampaggio o laminazione, el’ottimizzazione dei relativi processi pro-duttivi. Con Forge 2008 è quindi possibi-le migliorare rapidamente la qualità deipezzi, ridurre gli sprechi di materiale eaumentare la durata degli stampi e dellemacchine di stampaggio. È possibileinoltre valutare in modo anticipato sen-za sorprese la stampabilità di nuove for-me o di materiali poco conosciuti.
EnginSoft, distributore in Italia del soft-ware Forge, offre alle aziende del settoreoltre al supporto nell’installazione, for-mazione del personale ed avviamento al-l’uso, anche attività di simulazione sucommessa, con impostazione del caso,analisi dei risultati e consulenza sull’ot-timizzazione del processo.
Per maggiori informazioni:Ing. Marcello Gabrielli - [email protected]
Newsletter EnginSoft Anno 5 n°3 - 39

FRAMMENTI DI FEM:Flessione secondaria nei recipienti inpressione in parete sottileL’ingegnere strutturista è spesso chiamato a progettarerecipienti che devono contenere fluidi in pressione. Spesso la resistenza, il peso e la forma di tali recipientisono severamente prescritti e rigidamente controllati. E’ questo il caso, nel settore aeronautico ad esempio, dellacabina pressurizzata di un moderno velivolo, la quale èassimilabile ad un recipiente sigillato in pressione,contenente aria ad una pressione vicina a quellaatmosferica al livello del mare. Dal punto di vista strutturale, la forma più efficiente per unrecipiente in pressione è quella per la quale le azioni dipressione sulle pareti del recipiente sono sopportate dallesole tensioni normali che si sviluppano nelle pareti curvedel recipiente stesso. Un esempio di tali forme èrappresentato dai comuni palloncini gonfiati in gomma odalla superficie libera di una goccia d’acqua, le cui paretihanno rigidezza flessionale nulla, per cui presentano leproprietà di una membrana. Le tensioni sviluppate,giacendo interamente nel piano tangente alla superficiecurva del recipiente in ogni punto considerato, sonochiamate tensioni membranali. Nei gusci impiegati ingegneristicamente, le paretipresentano naturalmente una certa rigidezza flessionale e,di conseguenza, possono sopportare anche dei carichitrasversali sviluppando tensioni flessionali. In effetti, le condizioni al contorno imposte sul gusciopossono essere tali da richiedere una flessione localizzata incerte zone, solitamente in prossimità di bordi e giunzioni. Un efficiente progetto di un recipiente in pressione è alloratale da rendere minime le differenze tra il sistema reale equello caratterizzato da tensioni membranali pure,minimizzando cioè le tensioni flessionali locali indotte nelguscio. Mentre l’analisi membranale consente di ottenere ilsistema di tensioni primario in recipienti in pressione inparete sottile, l’analisi degli effetti flessionali indotti dallecondizioni al contorno può rivelare picchi localizzati ditensioni secondarie. Nel caso di analisi statiche di recipienticorrettamente progettati, è pratica comune trascurarequesti picchi di tensione secondaria, confidando nel fattoche lo snervamento locale del materiale ha un effettolivellatore benefico su tali picchi, mentre nel caso di analisia fatica di recipienti soggetti a carichi ripetuti tali picchipossono rivelarsi di grande importanza. Per meglio comprendere l’argomento, consideriamo unrecipiente assialsimmetrico a sezione circolare costante diraggio R0 e spessore t, in lega di alluminio, dotato di unaparatia di chiusura emisferica e contenente un gas ad unapressione p. Per evidenziare i maggiori punti debolidell’analisi membranale, è sufficiente calcolaresemplicemente gli spostamenti radiali che si hanno nei dueelementi (cilindro e calotta emisferica), utilizzando leequazioni costitutive del materiale, ipotizzato lineareelastico.
La tensioni di meridiano m, in senso assiale (“m” sta per meridiano), e di parallelo p, in senso tangenziale (“p” sta per parallelo), sono espresse dalle seguenti formule:
(cilindro)
(paratia emisferica)
La deformazione del cilindro in senso circonferenziale (cioèlungo il generico “parallelo”) è data da:
in cui si è assunto, per il coefficiente di Poisson, il valoretipico dell’alluminio, e cioè = 0.3. La deformazione p della paratia in senso circonferenziale è data, invece, da:
in cui si è ancora una volta assunto = 0.3. Si consideri, adesso, la deformazione di un anello dovuta all’espansione radiale. Più precisamente, sia l la lunghezza iniziale dell’anello (vale a dire la lunghezza della suacirconferenza) e l sia la variazione in senso circonferenziale di tale lunghezza. Per effetto della variazione l, l’anello passerà da un raggio iniziale R ad un raggio finale R+ , rappresentando con l’espansione radiale dell’anello.
Si può dunque scrivere:
tRp
parp 20
tRp
cilp0
EtRp
EtRp
E cilcilcil mpp00 85.0
211
EtRp
tERp
E parparpar mpp00 35.01
21
pll
Rll
R
lll
RR
lll
RR
11
22
tRp
parm 20
tRp
cilm 20
40 - Newsletter EnginSoft Anno 5 n°3

Quindi, l’espansione radiale dell’anello è legata alla sua deformazione circonferenziale p mediante la relazione:
Indicando allora con cil e par rispettivamente l’espansione radiale del cilindro e della paratia, risulta:
e
da cui segue immediatamente che:
Conseguentemente, il cilindro tende ad espandersi in misuramaggiore rispetto alla paratia. Nella realtà, la giunzione esistente tra cilindro e paratiapreviene questo effetto, facendo sì che le deformazioniradiali dei due elementi siano le stesse. Ne consegue,allora, che la giunzione è soggetta ad azioni tangenziali ditaglio, che producono a loro volta momenti flettentisecondari nelle pareti del guscio. La cosa più sorprendente di questi momenti flettenti,massimi in corrispondenza della giunzione, è che sismorzano rapidamente, divenendo trascurabilmente piccoli(minori dell’1% del massimo valore raggiunto) ad una
distanza pari a circa tR04 , a partire dalla giunzione.
Così, a titolo d’esempio, in un guscio cilindrico di raggio R0= 45 mm e spessore di parete t = 2.5 mm, questi momenti flettenti secondari risultano significativamente smorzati aduna distanza di 42.4 mm, misurata a partire dalla giunzione. Le tensioni m risultano normalmente aumentate di circa il 30% in corrispondenza del punto di massimo del momentoflettente secondario, mentre le tensioni p risultano aumentate solo del 3% circa. In generale, il fenomeno della flessione secondaria è tipicodi molte giunzioni, ad esempio:
- giunzioni in cui il raggio di curvatura dei“meridiani” cambia improvvisamente, comenell’esempio trattato sopra, in cui tale raggio passa bruscamente dal valore Rm=R0 al valore Rm=in corrispondenza della giunzione. - giunzioni in cui si ha un improvvisocambiamento nella direzione della curva“meridiana”. Vicino alla giunzione, si può averel’insorgenza di un elevato momento flettente secondario. Per ovviare a ciò, normalmente vieneinserito un anello di rinforzo in corrispondenza della linea di giunzione. - giunzioni in corrispondenza delle qualivengono uniti elementi strutturali caratterizzati darigidezze diverse o caricati in maniera diversa.
pR
EtRpR
cilpcil
20
0 85.0
EtRpR
parppar
20
0 35.0
parcil 4.2
- giunzioni in cui si verifica una bruscavariazione dello spessore delle pareti del guscio(come accade nel caso in cui venga aggiunto undoubler) oppure in cui un guscio è collegato (conrivetti o bulloni) a una fondazione.
In sostanza, un buon progetto di un recipiente in pressionetende a minimizzare le tensioni di flessione secondaria,cercando di evitare il collegamento di elementicaratterizzati da distorsioni molto diverse tra loro.
Esercizio Si consideri un recipiente a guscio cilindrico con estremitàemisferiche, contenente gas in pressione. Il recipiente è in lega di alluminio (modulo elastico = 71000MPa e modulo di Poisson = 0.3). Il raggio del cilindro e dell’estremità emisferica è pari a 45mm, mentre la lunghezza della sola parte cilindrica è pari a200 mm. Lo spessore del recipiente è pari a 2.5 mm. Il gas contenuto nel recipiente si trova ad una pressione di200 MPa. Si va ad eseguire un’analisi statica agli elementifiniti del recipiente con il codice di calcolo ANSYS, avvalendosi del modulo PEM (Pressure Equipment Module) diANSYS Workbench. In virtù della simmetria geometrica, viene realizzato ilmodello numerico soltanto di metà recipiente. Si veda, a tal proposito, la figura seguente (Fig.1).
Fig.1 Geometria del recipiente (interfaccia grafica del modulo PEM)
Le tensioni di meridiano teoriche dovrebbero essere pari a:
18005.2245200
20
tRp
cilm MPa
(parte cilindrica)
18005.2245200
20
tRp
parm MPa
(parte emisferica)
mentre, per quanto riguarda le tensioni di paralleloteoriche, si dovrebbe avere:
Newsletter EnginSoft Anno 5 n°3 - 41

36005.2452000
tRp
cilp MPa
(parte cilindrica)
18005.2245200
20
tRp
parp MPa
(parte emisferica) Dai risultati dell’analisi FEM (Fig.2 e Fig.3), si vede infatti:
Fig.2 Tensioni di meridiano
Fig.3 Tensioni di parallelo
I valori teorici dell’espansione radiale della parte cilindrica e della parte emisferica sono espressi dalle seguenti relazioni: mm (parte cilindrica) mm (parte emisferica) Dai risultati dell’analisi FEM (Fig.4 e Fig.5), risulta infatti:
Fig.4 Espansione radiale parte cilindrica
94.15.271000
4520085.085.022
00 Et
RpR
cilpcil
8.05.271000
4520035.035.022
00 Et
RpRparppar
1.9572 mm
1797.7 MPa
3726.7 MPa
1809.3 MPa
Fig.5 Espansione radiale parte emisferica
Per la parte emisferica, il valore dell’espansione radialeevidenziato in figura per il polo è stato ottenuto epurando il moto della calotta emisferica della componente ditraslazione rigida della giunzione causata dalladeformazione della parte cilindrica.
Il modulo PEM di Ansys Workbench consente anche divalutare rapidamente la tensione membranale equivalente (sistema primario) e la tensione flessionale (sistemasecondario). Si vedano a tal proposito le figure Fig.6 e Fig.7.
Fig.6 Tensione membranale
Fig.7 Tensione flessionale
Per ulteriori informazioni:Ing. Giulia Filucchi
Project [email protected]
0.7103 mm
42 - Newsletter EnginSoft Anno 5 n°3

EnginSoft, fedele alla sua tradizione diazienda sempre attenta alle innovazio-ni tecnologiche coniugate alle esigen-ze del mercato, ha recentemente parte-cipato al Workshop DOMUS 2008(Brindisi, 27 maggio 2008), organizza-to dall’ENEA nell’ambito delle attivitàtese a favorire l'efficienza energetica ela certificazione energetica degli edifi-ci. All’evento hanno preso parte sia iprincipali attori del mondo istituziona-le pugliese (Regione Puglia, Provincia eComune di Brindisi, ARTI Puglia -Agenzia Regionale per la Tecnologia el’Innovazione -, …), sia le Associazionidelle Categorie Produttive(Confindustria Brindisi, ANCE Puglia,Confartigianato Brindisi, …), sia i
“fautori” di ricerca e innovazione tec-nologica del territorio (Università delSalento – Dipartimento di Ingegneriadell’Innovazione, Istituti di FormazioneSuperiore oltre che l’ENEA stessa). Questo workshop DOMUS 2008, che siinquadra in un programma di incontriche si sta svolgendo in numerose cittàitaliane e, in ambito pugliese, in unaserie di iniziative progettuali conIstituzioni e stakeholders locali, è sta-to l’occasione di un confronto per indi-viduare gli strumenti più efficaci di“governance” dell’efficienza energeti-ca, attraverso un approccio che metta a“sistema” il mondo della Ricerca, laPubblica Amministrazione e le imprese,valorizzi le soluzioni tecnologiche piùopportune ed infine intervenga sullasensibilità culturale e sui comporta-menti. L’obiettivo è un nuovo modo di
costruire gli edifici e gli insediamentiabitativi e industriali, che consenta diottimizzarne i consumi riducendo glisprechi. In questo contesto, per cen-trare l’obiettivo del 9% di risparmioenergetico entro il 2016, come previstodal Piano nazionale per l’efficienzaenergetica, il solo settore residenzialeitaliano deve contribuire con una ridu-zione pari al 44%. Per raggiungere questo target dal 1°luglio 2009 la certificazione energeticadegli edifici sarà obbligatoria e tutte leRegioni dovranno dotarsi di strumentiquali normative, piani di sviluppo escenari, politiche energetiche, forma-zione di quadri professionali, ed inoltredi un Albo per i Certificatori Energetici.
EnginSoft, per mezzo delle sue experti-se nel settore della modellazione nume-rica e delle sue esperienze maturate nelmondo dell’industria, può senz’altro da-re il suo contributo al miglioramento
della efficienza energetica degli edifici. A fronte di questa “dichiarazioni di in-tenti”, si pone una fondamentale do-manda: come? In altri termini, quale èlo strumento attuativo? Una rispostaconcreta sta nel Progetto CEFEN.Il progetto CEFEN, cui lo workshop DO-MUS 2008 ha funto anche di supporto,vede l’ENEA capofila ed EnginSoft keypartner, di un intervento il cui obietti-vo generale è integrare e potenziarecompetenze multidisciplinari e di sog-getti pubblici e privati nel settore del-le energie alternative, sulle relativetecnologie e sulle metodologie per l’ef-ficienza energetica degli edifici. Laproposta è finalizzata quindi alla costi-tuzione di un Centro Studi e Servizisull'Efficienza Energetica – il CEFEN ap-punto – avente le finalità di:• informare soggetti pubblici e priva-
ti sull’efficienza energetica e forma-re energy manager, certificatorienergetici, progettisti …;
• ricercare e sviluppare tecnologieper l’efficienza energetica;
• offrire soluzioni tecnologiche nel-l’ambito delle nuove costruzioniresidenziali, industriali e di serviziopubblico, derivanti da attività diR&S nelle fonti rinnovabili;
• offrire consulenze in materia diefficienza energetica alle imprese ealle P.A. fornendo “pacchetti meto-dologici” per la progettazione dieco-edifici;
EnginSoft e il progetto CEFEN
Workshop DOMUS 2008 - ENEA per l'efficienza energetica ela certificazione degli edifici
Newsletter EnginSoft Anno 5 n°3 - 43
Tabella 1

44 - Newsletter EnginSoft Anno 5 n°3
• promuovere partnership per l’indu-stria delle fonti rinnovabili (eolico,fotovoltaico solare termico, solarcooling, coogenerazione, …);
• sviluppare metodologie di progetta-
zione di sistemi energetici ad archi-tettura distribuita.
Il centro mira a diventare così un rife-rimento unico e permanente per l’indi-viduazione, la valutazione, lo sviluppoe la diffusione di nuove tecnologie. Il progetto è caratterizzato da un uni-co intervento costituito da una serie diazioni atte a consolidare la partnershipproponente. Il progetto si articola in36 mesi ed è strutturato in 5 fasi, rap-presentate nella tabella 1.
EnginSoft svolge un ruolo quanto maistrategico e trasversale alla realizzazio-ne dell’intera iniziativa, in quanto essaè innanzitutto responsabile (affiancatada ENEA e Università del Salento) dellaFase A – Progettazione e sviluppo diuna piattaforma in rete per la gestionee il monitoraggio del progetto – il cuiobiettivo è la realizzazione di un porta-le per l’ingegneria a distanza ed un
portale per la formazione a distanza viaweb che permettano sia l’integrazioneed il trasferimento di conoscenze all’in-terno del gruppo di sviluppo del pro-getto sia la diffusione dei servizi e del-le informazioni verso i beneficiari deirisultati, siano essi soggetti pubblici oprivati. Inoltre EnginSoft affiancheràl’ENEA nella Fase C – Sviluppo e valida-zione di metodologie per la progetta-zione e verifica dell’efficienza energeti-ca degli edifici. Il progetto CEFEN cerca di anticipare esoddisfare esigenze di efficienza ener-getica che diventano sempre più pres-santi ed improrogabili. Rispetto a que-sto contesto, EnginSoft è consapevoleche dall’integrazione, dal potenziamen-to e dal coordinamento delle propriespecifiche competenze può derivarespecifici vantaggi competitivi per losviluppo e la qualificazione delle pro-prie linee di business.
Il 26-28 Agosto 2008 si è tenuta aPittsburgh, Pennsylvania, USA, la con-ferenza internazionale di ANSYS.Tale conferenza, uno degli eventi piùimportanti del mondo ANSYS, ha rac-colto progettisti, analisti e manager at-torno a temi importanti del mondoCAE.
Si è discusso, attraverso 120 presenta-zioni tecniche, di come aziende innova-tive a livello mondiale utilizzino lapiattaforma Workbench come strumen-to fondamentale durante la progetta-zione a 360°; sono state presentate al-cune delle novità che saranno presentiall’interno della nuova release 12.0 edè stato un momento di scambio di ideee di metodologie di analisi su temati-che importanti, come la fatica e lameccanica della frattura.La conferenza ha raccolto, da 32 diver-se nazioni, circa 850 partecipanti pro-venienti da più di 30 diverse industrie.Enginsoft ha voluto essere presente al-
l’evento, con una presentazione su un’attività di ottimizzazione realizzatacon modeFRONTIER, ed inoltre propo-nendo, attraverso incontri con lo stafftecnico di ANSYS, una rivisitazione del-le novità di Workbench 12.0 su temati-che di interesse. A tal proposito sonostate impostate in questa occasionedue attività di simulazione che sfrutta-no alcune novità per risolvere i proble-mi contingenti di due aziende italiane.Tali attività saranno poiesposte nella prima gior-nata dell’EnginsoftConference di Mestre (16-17 Ottobre).La prima vede coinvoltaFerrari con una simulazio-ne termo-strutturale su uncomponente motore. Si èinfatti messa punto unaparticolare procedura diinterpolazione che con-sente di applicare i risul-tati fluidodinamici della
camera di combustione, provenienti dasoftware specifici utilizzati da Ferrari,sul modello termo-strutturale diWorkbench.La seconda attività vuole ricreare unaprocedura di analisi di post bucklingutilizzata in Saipem per controllare laresistenza delle tubature, a seguito diun’avvenuta instabilità, attraverso lenuove tecniche di stabilizzazione nu-merica di Workbench.
Enginsoft è presente alla conferenzaannuale di ANSYS a Pittsburgh
Newsletter EnginSoft Anno 5 n°3 - 45
EnginSoft Training Activities 2009 –What’s new?The new publication of EnginSofttraining activities presents, as usual,interesting novelties, both in terms ofcontents and organization.The training offer covers not only thewhole spectrum of the supportedsoftware, but includes also two newcommercial products AQWA and ASAS(a fluid-dynamic and a structural coderespectively, oriented to the Offshoreworld) and the redesign of the ANSYScourses, due to the introduction of thenew release ANSYS Workbench 12.
ANSYS Workbench 11 users will havethe possibility to find outimprovements and potential of the newrelease during special PresentationDays. In the same perspective,EnginSoft is planning to implement thesoftware training with thematiccourses, to be focused on specificdesign competences. Such a wide rangeof activities, that will be hosted in allEnginSoft's branch offices, for users'convenience, reflects the company'scommitment to meet its customers'needs for training in state-of-the-arttechnologies and developing theirknowledge and expertise towardsexcellence in engineering.
Come ormai consuetudine perEnginSoft anche nel 2009 il LibrettoCorsi si arricchisce di nuove offerte.Alla già imponente proposta formativasi aggiungono due nuovi corsi associa-ti ai due nuovi prodotti commercializ-zati da EnginSoft: AQWA e ASAS, ri-spettivamente un codice fluidodinami-co ed un codice strutturale orientati almondo Offshore.
L’altra importante novità del 2009 sa-rà il rilascio della nuova release 12 diANSYS WorkBench che comporterà, in-
variabilmente, la revisione completadei corsi per fornire, nello spirito cheda sempre ci contraddistingue, la mi-gliore formazione possibile in terminidi contenuti, qualità e aggiornamentosoftware.
Dal Libretto Corsi 2008 ereditiamo i ti-toli e l’impostazione per categorie diprodotto, una struttura che si è dimo-strata logica ed efficace, in grado dipilotare l’utente meno esperto versoun percorso formativo ottimale. Nonereditiamo invece i contenuti: i cam-biamenti della nuova release sonomolteplici e si rifletteranno, immanca-bilmente, sul contenuto del corso ero-gato.
In particolare nella release 12 è statopreannunciato un significativo cam-biamento nell’impostazione dell’anali-si: avremo a disposizione, dalle paroledella ANSYS, un nuovo strumento de-dicato alla strutturazione logica dellediverse analisi possibili e dei ‘percorsilogici’ che le uniscono. Altre novitàimportanti sono state annunciate per idiversi pacchetti (Design Simulation,CFX, Fluent, AutoDyn, Design Modeler,…) che sicuramente avranno un note-vole impatto sul contenuto dei diversicorsi.
In concomitanza con l’uscita dellanuova release stiamo pensando di or-ganizzare delle giornate di presenta-zione della versione 12 aperte a tuttigli utenti ANSYS WorkBench 11 chedesiderino scoprire le novità e le po-tenzialità della nuova release. Ad oggil’organizzazione di questi ‘mini corsi’ èsempre in fase embrionale, ma le ideenon mancano insieme alla voglia digarantire ai nostri clienti sempre ilmassimo impegno in termini di infor-mazione e formazione, e per facilitare,nel modo più semplice possibile, lacomprensione e l’utilizzazione delle
nuove tecnologie contenute nella re-lease 12.
Dal punto di vista organizzativo tuttele sedi EnginSoft saranno impegnatenella formazione nel 2009, dando lapossibilità agli utenti di scegliere lalocation a loro più conveniente in ter-mini di vicinanza geografica alla pro-pria ditta.
Vengono quindi confermati i corsipresso la sede di Mesagne (Brindisi) edi Trento, insieme alle sedi storiche(dal punto di vista dei corsi) diBergamo, Firenze e Padova.
Altra novità in fase embrionale ma chesicuramente avrà spazio nel futuro so-no i corsi di un giorno a tema: stiamopensando di affiancare ai corsi di for-mazione software, dei corsi specialisti-ci a tema, mirati all’acquisizione dicompetenze progettuali specifiche.Come si può intuire lo sforzo organiz-zativo richiesto è significativo, ma ilmomento è maturo per offrire corsiverticali che propongano strumenti diprogettazione e non solo di utilizzosoftware. Le potenzialità e le compe-tenze esistono, resta da vedere conche modus operandi proporremo alleditte italiane questa nuova opportuni-tà di acquisizione di competenze.Tutto questo a riprova dell’impegnonella formazione che, per EnginSoft, èe rimane un punto fondamentale dellapolitica aziendale, un impegno costan-te verso l’eccellenza, un servizio perfare crescere i nostri clienti e, se lo de-siderano, crescere con loro.
M.Eng. Francesco PietraANSYS Training [email protected]
Per richiedere una copia del librettodei corsi 2009 si prega di mandareun’email a: [email protected]
Nuove offerte formative per l’addestramento alle tecnologie CAE nel 2009

46 - Newsletter EnginSoft Anno 5 n°3
Formazione e Ricerca perl’eccellenza in ingegneriaLa lunga e consolidata tradizione chevede EnginSoft fortemente impegnatain attività di formazione e ricerca sirinnova con le iniziative diTraining&Recruiment Autunno 2008.Lo scopo è quello di riconoscere esostenere il talento delle nuovegenerazioni in ambito ingegneristico etecnologico, convinti che perraggiungere l’eccellenza in questisettori non si possa prescindere dalleconoscenze specifiche che solo corsi dialto livello ed esperienze sul campopossono offrire.
Validi risultati e testimonianze inquesto ambito si possono far risaliregià al 1996 con il progetto IREWO(Industrial Research Worker) che,riconoscendo il bisogno di un profiloprofessionale nuovo, si dedicò allacreazione e promozione di una figurain grado di combinare specializzazionetecnica e creatività interdisciplinare,facendo leva su una più strettacollaborazione tra mondo accademicoe industriale.Con la stessa sensibilità e attenzioneEnginSoft ha dato il suo competentecontributo in seminari e progetti diricerca finanziati a livello europeo,come il progetto di EUA4X (2005-2007), collabora regolarmente con
l’associazione NAFEMS, anche a livellolocale con diverse sedi affiliate inEuropa, ed ospita giovani ingegneristranieri per un’esperienza “on-the-job”. Un accenno del lavoro svoltodallo spagnolo Francisco GarciaLorente con il team di ingegneriacivile è presentato in questo numerodella nostra newsletter.
With the launch of the Training andRecruitment Initiative in autumn2008, EnginSoft continues its longtradition of investing in Educationand Research and its commitment torecognize and foster talent inengineering and technology thushelping to secure the next generationof simulation engineers.
EnginSoft’s strong involvement ineducational and research-relatedactivities dates back to the year 1996and the IREWO Project. IREWO (Industrial Research Worker)was a Leonardo da Vinci Projecttargeted to the pilot training ofyoung graduates/PhD students in theCAE sector. IREWO aimed at Europe’sSMEs and their strong need forresearch workers with particularprofessional profiles, to adapt to anincreasingly competitive globalmarketplace. The Industry Research
Worker that IREWO promoted,expressed a new model of productionof knowledge and know-how,combining extreme specializationand cross-disciplinary creativity.IREWO’s model was achieved throughlinked training courses and in-the-field experiences in leading-edgetechnologies which were usually notavailable at the universities.In the context of the project, theprincipal coordinator, the Departmentof Mechanical Engineering of theUniversity of Padova, called for closercollaborations between educationalinstitutions and the industries,emphasizing the need to acceptenterprises as full partners ineducation and as the majorgenerators of knowledge and know-how.
In the later 90s, EnginSoftintroduced its Seminar Program andgot involved in various educationalinitiatives on a European levelincluding several EU-funded ResearchProjects, and partnerships andcollaborations with variouseducational bodies, such asuniversities and research centres.
In the years 2005-2007, EnginSoftsupported the major EUA4X Project(European Atelier for Engineering and
Education and Research for Excellencein Engineering

Newsletter EnginSoft Anno 5 n°3 - 47
Computational Sciences). A team ofEnginSoft expert engineers andprofessionals was dedicated to thisimportant initiative which wasfinanced by the European UnionMarie Curie Conferences and TrainingCourses and established todisseminate complementaryapproaches for multidisciplinaryapplications in the area of appliedscientific computing amongscientists.EUA4X offered a European widetraining environment for thedevelopment of young researchersthrough a coherent program ofconferences, training courses, lectureseries and workshops. To spread theEUA4X know-how to an even largertechnical community - for a time farbeyond the project period - virtualevents were hosted regularly topresent advance knowledge andphysical phenomena of socialinterest.
Today, EnginSoft is a GlobalCorporate Member of NAFEMS whoseRegistered Analyst Scheme supportsthe worldwide analysis community indefining standards for competence,experience and underpinningknowledge that lead to the award ofa formal qualification. Under itsglobal membership, EnginSoft’s
partner offices in France, Germany,the Nordic Countries, UK, Spain andthe USA are collaborating withNAFEMS locally, also attending theassociation’s regular educationalevents, such as seminars andworkshops.
Throughout the year, EnginSoft hostsengineers from different countries toprovide “on the job” education invarious engineering disciplines. Forexample, Francisco Garcia Lorente, anative Spaniard, has just completedhis thesis work after a period of 8months with EnginSoft. Francisco’swork was focused on the flutter
phenomena of long-span suspendedbridges, one of the key competencesof the company’s Civil EngineeringTeam. A summary of the work can befound in this issue of the Newsletter.Francisco’s engagement withEnginSoft was realized under the EU-funded Marie Curie Program.
At EnginSoft, we believe that theproduction of knowledge and know-how, which is essential for achievingexcellence in engineering, requires avaried offer for training courses andin-the-field experiences. We areconvinced that a full understandingof new complex technologies alongwith a permanent development ofexpertise can only be achieved in amodern working environment. It isfor these reasons that EnginSoftprepared a Call for its Training &Recruitment Initiative that offersboth Training Courses conducted byexperts with outstanding expertise,as well as On-the-job Training invarious engineering disciplines atEnginSoft or its partner offices.
EUCAR Materials, Processes & ManufacturingProgram Board Meeting BRUSSELS, 24th September 2008
On the occasion of the last EUCAR Materials, Processes & Manufacturing ProgramBoard Meeting that took place on September 24th 2008 in Brussels, Prof. LarsArnberg (University of Trondheim) presented the Progress Report about theNADIA Project, coordinated by EnginSoft.Professor Arnberg has been involved in the NADIA project since its genesis(being part of the Core Group which set up the original proposal), and he is oneof the key-scientists of the Project as well as the leader of the Workpackage onTraining & Education ([email protected]). Thanks to his qualifiedrole and experience, he could give a complete and excellent overview of theactivities which are going on in the frame of NADIA, illustrating at the sametime characteristics, topics, impacts and perspectives of our Project. (www.nadiaproject.org)
EnginSoft Training andRecruitment Initiative
EnginSoft launches the Trainingand Recruiment Initiative. Find more information on: www.enginsoft.com/school


Newsletter EnginSoft Anno 5 n°3 - 49
L’elevata qualità dei prodotti è dasempre uno degli obiettivi ai quali ilbuon progettista deve tendere.Purtoppo però non è sempre facileottenere design caratterizzati daelevate prestazioni, unite adaltrettanto elevati standard di qualità,affidabilità ed economia, spesso acausa della notevole complessità edella multidisciplinarietà con le quali cisi deve confrontare durante laprogettazione.Negli ultimi anni, anche grazie allasempre crescente diffusione dellasimulazione virtuale unita alla potenzadi calcolo disponibile, si sta cercandodi adottare, fin dai primi momenti dellaprogettazione, approcci di tipoprobabilistico, in grado di prevedere inmaniera più fedele il realecomportamento del sistema in esamerispetto a più tradizionali approccipuramente deterministici.In questo articolo si descrive unapossible strategia per affrontareproblemi di affidabilità e previsione dellivello di qualità garantito da unsistema. Si prende in esame il caso diuna guarnizione di tenuta di unelettrodomestico; l’obiettivo è, inquesto caso, quello di capire se ildesign proposto è in grado di garantiregli standard richiesti per un buonfunzionamento.
IntroductionThe following article shows how to usein a profitable way the Design OfExperiments tools available inmodeFRONTIER to perform a reliabilityanalysis.It is clear that, knowing the qualitylevel of a product or a process inadvance, allows the designer toeventually modify the actual design,looking for an optimized configurationto warrant the desired quality level.Obviously, it is mandatory to have areliable and accurate virtual model inorder to predict the response of the
system and check the quality level thatit can reach.The exposed methodology can be used,for example, when dealing with a DFSSproject (Design For Six Sigma) todesign high quality products, or, moregenerally, whenever a new design hasto be performed using a probabilisticapproach.Let us imagine that the design of a newwashing machine requires checking thereliability of a sealing gasket. Thedesigner suspects that the actualdesign is not able to reach a six sigmaquality standard because theprobability that the water drops out orthe gasket brakes is too high.The possible reasons of this undesiredsituation have been found in badmaterial properties and in a too highwater pressure. In order to check if thisstatement is true or not and explore indetail the problem, it is necessary tosimulate the gasket in operatingconditions, measure the deformedshape and the stress state and verify ifthey satisfy a Six Sigma quality level.Obviously, this could be done with anexperimental campaign, but it is fasterand cheaper to reproduce thisinvestigation virtually, by means ofsome numerical simulations.For sake of simplicity, the gasket hasbeen modeled as an infinite circularholed cylinder made of a linear andelastic material, subjected to a uniforminternal pressure. For this problemthere is the analytical solution, whichcan be easily computed in terms ofgeometrical quantities, materialproperties and loads.The gasket has been supposed to brakewhen the maximum von Mises stressreaches an ultimate value, whichsimply is a material characteristic.
The following equations report themaximum radial displacement (ur) andthe maximum non-zero stresscomponents (σr and σt) and thecorresponding von Mises stress (σvM)inside the cylinder. The internal ad
external radius are a and b respectively,E and n are the elastic engineeringmaterial properties while p is theinternal pressure.An excel file collects all theseequations and it is used to simulate thegasket response.It is clear that this simple model couldbe substituted, without any variationin the approach to the problem, with amore realistic one, where the actualgeometry of the gasket and the loadsare modeled.The gasket material properties (Youngmodulus, Poisson coefficient andultimate stress) have been supposed tobe normally distributed, with thefollowing means and standarddeviations.These values could be known thanks toan experimental investigation orsimply given, for example, by thematerial supplier.Also the internal pressure is normaldistributed, with mean of 5 [MPa] and
A reliability analysis with a MonteCarlo approach using modeFRONTIER
Table 1: The Gaussian probabilistic characterization of the material properties.
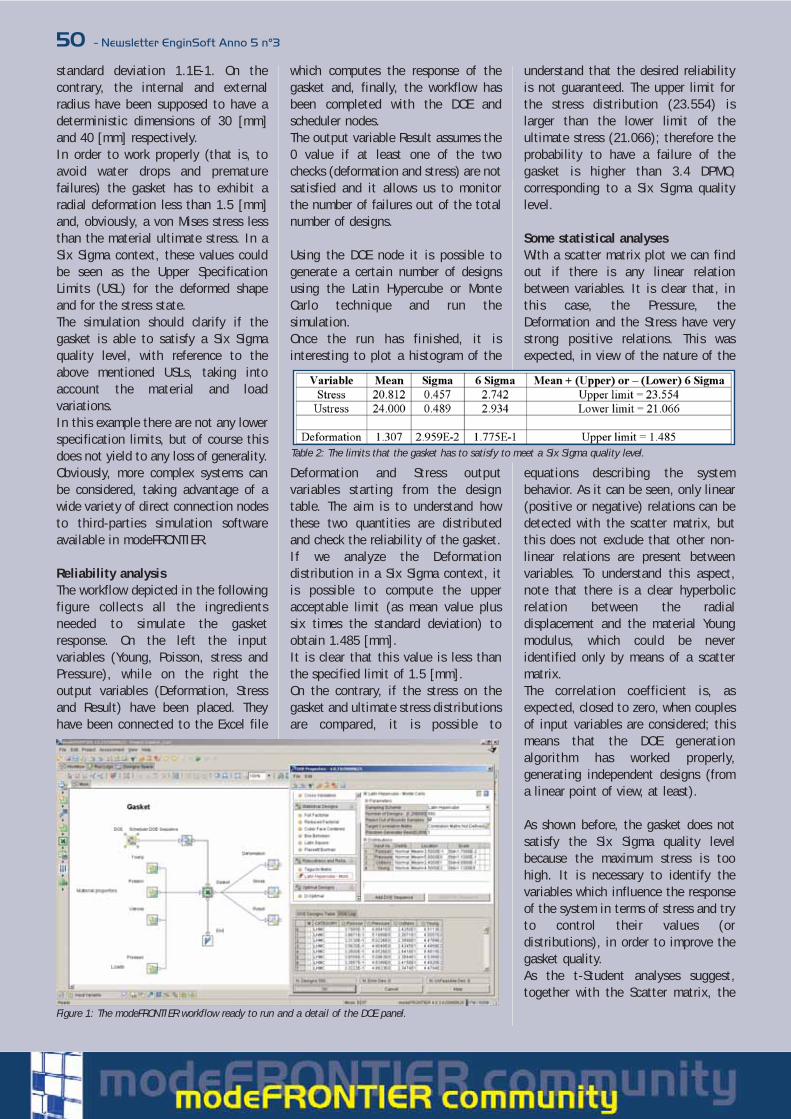
50 - Newsletter EnginSoft Anno 5 n°3
standard deviation 1.1E-1. On thecontrary, the internal and externalradius have been supposed to have adeterministic dimensions of 30 [mm]and 40 [mm] respectively.In order to work properly (that is, toavoid water drops and prematurefailures) the gasket has to exhibit aradial deformation less than 1.5 [mm]and, obviously, a von Mises stress lessthan the material ultimate stress. In aSix Sigma context, these values couldbe seen as the Upper SpecificationLimits (USL) for the deformed shapeand for the stress state.The simulation should clarify if thegasket is able to satisfy a Six Sigmaquality level, with reference to theabove mentioned USLs, taking intoaccount the material and loadvariations.In this example there are not any lowerspecification limits, but of course thisdoes not yield to any loss of generality.Obviously, more complex systems canbe considered, taking advantage of awide variety of direct connection nodesto third-parties simulation softwareavailable in modeFRONTIER.
Reliability analysisThe workflow depicted in the followingfigure collects all the ingredientsneeded to simulate the gasketresponse. On the left the inputvariables (Young, Poisson, stress andPressure), while on the right theoutput variables (Deformation, Stressand Result) have been placed. Theyhave been connected to the Excel file
which computes the response of thegasket and, finally, the workflow hasbeen completed with the DOE andscheduler nodes.The output variable Result assumes the0 value if at least one of the twochecks (deformation and stress) are notsatisfied and it allows us to monitorthe number of failures out of the totalnumber of designs.
Using the DOE node it is possible togenerate a certain number of designsusing the Latin Hypercube or MonteCarlo technique and run thesimulation.Once the run has finished, it isinteresting to plot a histogram of the
Deformation and Stress outputvariables starting from the designtable. The aim is to understand howthese two quantities are distributedand check the reliability of the gasket.If we analyze the Deformationdistribution in a Six Sigma context, itis possible to compute the upperacceptable limit (as mean value plussix times the standard deviation) toobtain 1.485 [mm].It is clear that this value is less thanthe specified limit of 1.5 [mm].On the contrary, if the stress on thegasket and ultimate stress distributionsare compared, it is possible to
understand that the desired reliabilityis not guaranteed. The upper limit forthe stress distribution (23.554) islarger than the lower limit of theultimate stress (21.066); therefore theprobability to have a failure of thegasket is higher than 3.4 DPMO,corresponding to a Six Sigma qualitylevel.
Some statistical analysesWith a scatter matrix plot we can findout if there is any linear relationbetween variables. It is clear that, inthis case, the Pressure, theDeformation and the Stress have verystrong positive relations. This wasexpected, in view of the nature of the
equations describing the systembehavior. As it can be seen, only linear(positive or negative) relations can bedetected with the scatter matrix, butthis does not exclude that other non-linear relations are present betweenvariables. To understand this aspect,note that there is a clear hyperbolicrelation between the radialdisplacement and the material Youngmodulus, which could be neveridentified only by means of a scattermatrix.The correlation coefficient is, asexpected, closed to zero, when couplesof input variables are considered; thismeans that the DOE generationalgorithm has worked properly,generating independent designs (froma linear point of view, at least).
As shown before, the gasket does notsatisfy the Six Sigma quality levelbecause the maximum stress is toohigh. It is necessary to identify thevariables which influence the responseof the system in terms of stress and tryto control their values (ordistributions), in order to improve thegasket quality.As the t-Student analyses suggest,together with the Scatter matrix, the
Figure 1: The modeFRONTIER workflow ready to run and a detail of the DOE panel.
Table 2: The limits that the gasket has to satisfy to meet a Six Sigma quality level.

Newsletter EnginSoft Anno 5 n°3 - 51
input variable which seems to moreinfluence the stress (the largest sizeeffect) is the pressure. The significanceof the test is extremely small(practically zero) and this means thatthe size effect can be statisticallyaccepted as a real effect (and not dueto random causes) with a high level ofconfidence.
For this reason, the designer should tryto understand if the operating pressurecan be reduced or better controlled(with a reduction of the standarddeviation) without any loss ofperformance; obviously, one otherpossible solution is also to improve thematerial ultimate stress, increasing itsmean value or reducing the dispersionin the attempt to satisfy the Six Sigmarequisites.
It is interesting to note that the resultoutput variable could always assumethe value 1 (both checks are satisfied)if a low number of runs is performed.
This could lead the designer to thewrong conclusion that a high qualitylevel is assured by the gasket;obviously, this is not true, as shownbefore. When dealing with Six Sigma, avery low number of discards istolerated (3.4 over a million) and,therefore, a very large number ofsimulations should be run to reallycheck if the above mentioned qualitylevel is actually really reached by thesystem.
ConclusionsThis article shows how to plan a virtualcampaign of experiments to check if asystem is able to provide sufficientreliability and quality warranties, in aSix Sigma context.A very simple example has beenproposed, to describe the procedurewhich should be used in these cases.Obviously, more complex and closer-to-reality problems could be solved usingthe same technique.The statistical tools available inmodeFRONTIER can be employed toimprove the knowledge of the systemunder exam, achieving a better design.
For further information on this articleplease email to:Massimiliano [email protected]
Silvia [email protected]
Figure 2: Comparison between the distributions of the stress inside the gasket and the material ultimatestress.
Figure 3: The correlation matrix highlights the linear relations between the variables.
Figure 4: The t-Student analysis allows identifying the input variables which most influence the outputs.
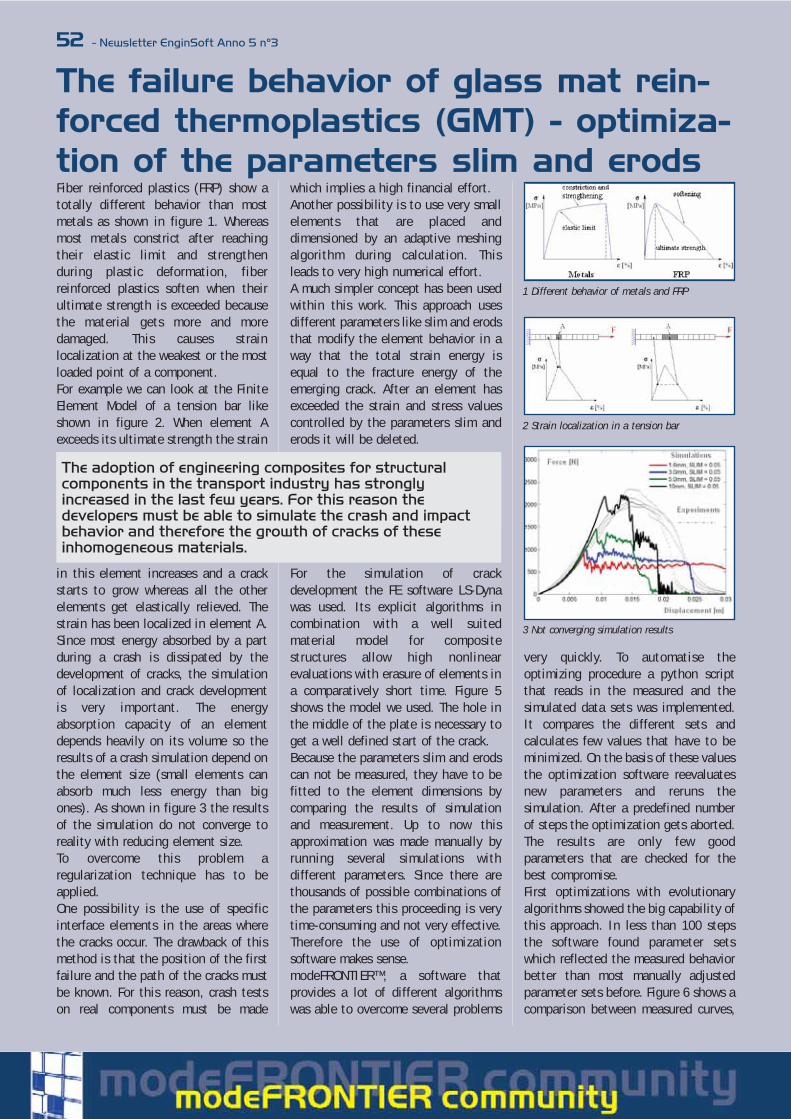
52 - Newsletter EnginSoft Anno 5 n°3
Fiber reinforced plastics (FRP) show atotally different behavior than mostmetals as shown in figure 1. Whereasmost metals constrict after reachingtheir elastic limit and strengthenduring plastic deformation, fiberreinforced plastics soften when theirultimate strength is exceeded becausethe material gets more and moredamaged. This causes strainlocalization at the weakest or the mostloaded point of a component.For example we can look at the FiniteElement Model of a tension bar likeshown in figure 2. When element Aexceeds its ultimate strength the strain
in this element increases and a crackstarts to grow whereas all the otherelements get elastically relieved. Thestrain has been localized in element A.Since most energy absorbed by a partduring a crash is dissipated by thedevelopment of cracks, the simulationof localization and crack developmentis very important. The energyabsorption capacity of an elementdepends heavily on its volume so theresults of a crash simulation depend onthe element size (small elements canabsorb much less energy than bigones). As shown in figure 3 the resultsof the simulation do not converge toreality with reducing element size.To overcome this problem aregularization technique has to beapplied.One possibility is the use of specificinterface elements in the areas wherethe cracks occur. The drawback of thismethod is that the position of the firstfailure and the path of the cracks mustbe known. For this reason, crash testson real components must be made
which implies a high financial effort.Another possibility is to use very smallelements that are placed anddimensioned by an adaptive meshingalgorithm during calculation. Thisleads to very high numerical effort.A much simpler concept has been usedwithin this work. This approach usesdifferent parameters like slim and erodsthat modify the element behavior in away that the total strain energy isequal to the fracture energy of theemerging crack. After an element hasexceeded the strain and stress valuescontrolled by the parameters slim anderods it will be deleted.
For the simulation of crackdevelopment the FE software LS-Dynawas used. Its explicit algorithms incombination with a well suitedmaterial model for compositestructures allow high nonlinearevaluations with erasure of elements ina comparatively short time. Figure 5shows the model we used. The hole inthe middle of the plate is necessary toget a well defined start of the crack.Because the parameters slim and erodscan not be measured, they have to befitted to the element dimensions bycomparing the results of simulationand measurement. Up to now thisapproximation was made manually byrunning several simulations withdifferent parameters. Since there arethousands of possible combinations ofthe parameters this proceeding is verytime-consuming and not very effective.Therefore the use of optimizationsoftware makes sense.modeFRONTIER™, a software thatprovides a lot of different algorithmswas able to overcome several problems
very quickly. To automatise theoptimizing procedure a python scriptthat reads in the measured and thesimulated data sets was implemented.It compares the different sets andcalculates few values that have to beminimized. On the basis of these valuesthe optimization software reevaluatesnew parameters and reruns thesimulation. After a predefined numberof steps the optimization gets aborted.The results are only few goodparameters that are checked for thebest compromise.First optimizations with evolutionaryalgorithms showed the big capability ofthis approach. In less than 100 stepsthe software found parameter setswhich reflected the measured behaviorbetter than most manually adjustedparameter sets before. Figure 6 shows acomparison between measured curves,
The failure behavior of glass mat rein-forced thermoplastics (GMT) - optimiza-tion of the parameters slim and erods
The adoption of engineering composites for structuralcomponents in the transport industry has stronglyincreased in the last few years. For this reason thedevelopers must be able to simulate the crash and impactbehavior and therefore the growth of cracks of theseinhomogeneous materials.
1 Different behavior of metals and FRP
2 Strain localization in a tension bar
3 Not converging simulation results

Newsletter EnginSoft Anno 5 n°3 - 53
simulations with not optimized andwith optimized parameters. The greencurve reflects the good accordancebetween the measured curves andthose of the simulation with optimizedparameters.To consider all possibilities of failureand loads we have identified 11
parameters to be adjusted andoptimized for every element size. Eachof these parameters gets adjusted bycomparing different simpleexperiments with the appropriatesimulations. These parameters wereadjusted manually and the simulationof a complex part showed goodaccordance to the experiment. The nextstep should be to adjust theseparameters by optimization and tocheck for the quality of the simulationresults. The described work was doneduring a Diploma thesis at the Instituteof Polymer Engineering at theUniversity of Applied SciencesNorthwestern Switzerland.The Institute of Polymer Engineering atthe University of Applied SciencesNorthwestern Switzerland focuses itsresearch on new engineering processesand technologies for the structures ofadvanced composite materials. Thedevelopment of impact resistantstructures is the area of main research.
For more information:www.fhnw.ch/technik/ikt
Further reading:P. Fritzsche, M. Weder, I. Wyss, M.Hörmann, J. Müller, Procedure for theSimulation of Failure in ThermoplasticComposites. NAFEMS 06 P. Fritzsche, J.Müller, M Weder, CRASHWORTHINESS OFCOMPOSITES FOR THE TRANSPORTINDUSTRY; SIMULATION ANDEXPERIMENT, SAMPE 07
4 Effects of the parameters slim and erods
5 Simulation model and experiment sample
6 Optimized simulations vs. meassured values
modeFRONTIER at TUBITAK-SAGE inTurkey Since July 2007, the Defense IndustriesResearch and Development Institute –SAGE in Turkey has been applyingmodeFRONTIER for its research work,specifically for the integration of theirwide application area covering UAVpreliminary design, ballistics andturbine blade shape optimization.
Established in 1972, TUBITAK DefenceIndustries Research and DevelopmentInstitute - SAGE, operates in threelocations - METU Guidance ControlLaboratory, Ankara Subsonic WindTunnel and Lalahan Site which is 30 kmout of the city centre of Ankara. TheInstitute is part of TUBITAK - TheScientific and Technological ResearchCouncil of Turkey.The main function of SAGE is to performresearch and development activities fordefence systems including engineeringas well as prototype production, bothstarting with fundamental research andconceptual design. Most of the projects
are performed in coordination withlinked defence institutions.At SAGE, Management and staff believethat global collaborations are asimportant as national partnerships andhence aim to exchange knowledge withvarious partners from allied countries.The organization’s range of activitiesencompasses guided and un-guidedammunition systems / subsystems, theproduction of strategic systems andsubsystems, specific softwaredevelopment work, for example for firecommand and control, flightsimulations etc. The company alsooffers inspection and measurement
services along with consultancyservices.TUBITAK – SAGE’s vision and mission isto become a pioneer in thedevelopment and use of informationtechnologies in Turkey and thus toachieve historical successes in thedefence industry in collaboration withits partners around the world andnational resources.TUBITAK – SAGE and modeFRONTIER inTurkey are supported by FIGES A.S. -EnginSoft's Partner in Turkey. FIGES and EnginSoft are FoundingMembers of the TechNet Alliance, theGlobal Network of CAE Experts
TUBITAK-SAGE’s decision to use modeFRONTIER has been based on theProgram’s capabilities for turbine blade optimization, internal ballisticoptimization, aerodynamic optimization, flight dynamics optimization,structural dynamic optimization, material technology optimization, bung andwarhead optimization, electronic design optimization, mechatronic designoptimization, material technology optimization, engine dynamicsoptimization, which are important for the work of engineers and designers atTurkey’s leading defence research organisation.

The modeFRONTIER University Programstarted one year ago with some specificinitiatives dedicated to the academiccommunity. So far, 13 modeFRONTIERtraining courses took place all overEurope. Almost 300 researchers andstudents have been trained and arecurrently testing modeFRONTIER.
University students who attendmodeFRONTIER courses benefit fromthe opportunity to learn how to use astate-of-the-art tool, and in this way,become more competitive in the jobmarket, as candidates for innovativecompanies. In May 2008 amodeFRONTIER training took place atUniversity of Pisa, in cooperation withProfessor Giovanni Lombardi of theAerospace Department. So far many ofhis students have started a thesisproject with modeFRONTIER. "I foundout that a modeFRONTIER course wasscheduled in my School and I thoughtI have to go for it" says Marco Troisi,an engineering student currently doinghis thesis on vehicle aerodynamicoptimization. “modeFRONTIER is a multidisciplinaryoptimization platform of greatcapabilities and I am sure that trainingand thesis will help me be successful inschool and beyond”. Furthermore,about his job expectation he adds: "I'msure that more and more industrialcompanies will consider and implementoptimization techniques to improvetheir product design and perfomances". PhD students and research fellowsmainly explore modeFRONTIERfunctionalities in numerous leading-edge applications. We can meet themat International Conferences wherethey showcase achievements related totheir research projects.Dr Adriano Sciacovelli, Politecnico ofTurin, attended a modeFRONTIERtraining in November 2007 andsubsequently started a projectconcerning optimization of solid oxid
fuel cells coupling modeFRONTIER witha commercial CFD code. In October2008 he presented his paper entitled“ENTROPY GENERATION MINIMIZATIONIN A TUBULAR SOLID OXIDE FUEL CELL”at the ASME Conference in Boston -USA.
Students and Professors of themodeFRONTIER University Program alsotook the exciting opportunity ofattending the TCN CAE Conference2008, Venice 16-17 October.Lars-Erik Gaertner, author of the paper"Coupling of modeFRONTIER v4 withAspen Plus 2006 process simulationsoftware to perform a sensitivityanalysis of a catalytic autothermaldiesel reformer system", approachedmodeFRONTIER while still doing histhesis at Freiberg, Germany.
“The training in Trieste in terms ofacademic excellence was veryprofessional” says Lars-Erik about themodeFRONTIER academic course heattended in June 2008."I was impressed by the ESTECOprofessionals and the high quality oftheir mathematical and logicalpresentations. At any point, they wereable to answer specific questionscomprehensible for beginners and more
complex for advanced users”. He alsoadds: "I came with a couple ofquestions to Trieste and: “I came witha couple of questions to Trieste and leftwith all problems solved”. Lars- Erik was granted a 3-month demolicense and completed his degreemaking a stage at a chemical companyin Rome, where he managed to couplemodeFRONTIER and a processsimulation software. During the projecthe benefited from Enginsoft Technicalsupport, that he recommends: “Thetechnical support was the best I everencountered since I work with CAEsoftware solutions. I know it was dueto the fact that I worked for acompany at the time and EnginSoftaimed at presenting their product tothe industry. But still it was of greathelp for me and my specific tasks”.Currently a PhD Candidate at TechnicalUniversity Bergakademie Freiberg,Lars-Erik Gaertner concludes: “I thinkthat the modeFRONTIER UniversityProgram is a smart marketing move ofEnginSoft to approach futureprofessionals in an early stage of theircareer”.
For more information please contact:Cristina [email protected]
54 - Newsletter EnginSoft Anno 5 n°3
modeFRONTIER Seminar at Polestar Racing AB“Finding the best” and “Win tickets to the STCC finals at Mantorp!”
were the mottos of the modeFRONTIER Seminar that ESTECO Nordic, EnginSoft's partner in Scandinavia,hosted on 18th September at the state-of-the-artfacilities of Polestar Racing AB.More than 30 participants from mixed backgrounds, fromacademia to automotive, from pharmaceutics toelectronics, took the opportunity to hear about modeFRONTIER and the diverseand broad range of the technology's possible applications in various industries.The 1-day free Seminar also put special emphasis on the application of generalOptimization Methodologies into engineering projects.For more information about modeFRONTIER in the Nordic Countries, pleasecontact: Mr Håkan Strandberg ESTECO Nordic AB - [email protected]
Why students join the modeFRONTIERUniversity Program
Newsletter EnginSoft Anno 5 n°3 - 55
GERMANY30 September – 1 October 2008 – 7th LS-DYNA Forum,Bamberg. Visit the EnginSoft booth!EnginSoft, Marco Perillo, presenting on “Structural dynamicresponse of a track chain complete undercarriage systemusing a virtual proving ground approach”www.dynamore.de
22-24 October – ANSYS Conference & 26th CADFEM Users’Meeting 2008darmstadtium wissenschaft kongresse DarmstadtCome and speak to us at the EnginSoft booth!EnginSoft, Fabiano Maggio, presenting on “Multi-bodysimulation and multi-objective optimization applied toVehicle Dynamics - In-plane analysis of a motorcycle frontsuspension”www.usersmeeting.com
FRANCEEnginSoft France 2008 Journées porte ouverte Dans nos locaux à Paris et dans d’autres villes de France etde Belgique, en collaboration avec nos partenaires, TASS TNOAutomotive France et CETIM.Veuillez contacter Jocelyn Lanusse, [email protected],pour plus d'information,http://www.modefrontier.fr/
BELGIUM
21-22 October - modeFRONTIER Academic Training Von Karman Institute
Please note: These Courses are for Academic users only. TheCourses provide Academic Specialists with the fastest routeto being fully proficient and productive in the use ofmodeFRONTIER for their research activities. The coursescombine modeFRONTIER Fundamentals and AdvancedOptimization Techniques. For more information, please contact Dr. Cristina Ancona,[email protected]
ITALY
14-15 October - modeFRONTIER International Users' Meeting2008. Stazione Marittima, TriesteThe bi-annual meeting and platform that brings togethermodeFRONTIER users from around the world and the ESTECOdevelopment team!www.esteco.com
16-17 October - TCN CAE 2008 International Conference onSimulation Based Engineering Hotel Laguna Palace di Mestre, VeniceTCN CAE 2008 represents an international forum forresearchers, scientists, engineers, managers dedicated to the
fields of applied computational science and engineering. http://tcncae08.consorziotcn.it
On the same days, and at the same venue:
EnginSoft Conference 2008The largest CAE event in Italy hosting as well the ItalianmodeFRONTIER Users’ Meeting with large accompanyingexhibition featuring latest software and hardware productsand vendors from around the world.http://meeting2008.enginsoft.it/
ANSYS Italian Users’ Meeting 2008www.ansys.com
SWEDEN
October 6-7 - ANSYS 2008 Nordic User MeetingMeet ESTECO Nordic in Göteborg!www.ansys.com
TURKEY
06-07 November - 13th Conference for Computer AidedEngineering and System Modeling with Exhibition13th ANSYS Users’ Meeting5th MATLAB & Simulink Users’ MeetingSwissotel, AnkaramodeFRONTIER product presentations as well as many studiesand applications from around the world presenting differentsoftware in finite element and system modelingtechnologies!http://www.figes.com.tr/conference/2008/index.php
CZECH REPUBLIC
18 November - Ricardo 2008 European User Conference Hotel Diplomat, Prague EnginSoft presenting on “Unifying the Piaggio 125 and 150ccengine intake systems by means of multi-objectiveoptimization, coupling WAVE and modeFRONTIER”Please visit our booth in the accompanying exhibition!http://www.ricardo.com/softwareEUC/
For more information: [email protected]
modeFRONTIER University Program, Training courses for academic specialists:November 24-25th, 2008, ESTECO, Trieste, ITALYNovember 27-28th, ENSTA, Paris, FRANCEFebruary 4-5th, Università di Genova, ITALY
To register please contact: [email protected]
modeFRONTIER Event Calendar