“Implementazione di un piano di manutenzione ... · Penne, tortiglioni, fusilli Spaghetti,...
27
“Implementazione di un piano di manutenzione predittiva Implementazione di un piano di manutenzione predittiva per i motori elettrici” MCM MCM-Mostra Convegno Internazionale della Mostra Convegno Internazionale della Manutenzione Industriale Manutenzione Industriale Lorenzo Piccolo Responsabile Manutenzione Verona 20 Ottobre 2009 1 Lorenzo Piccolo
Transcript of “Implementazione di un piano di manutenzione ... · Penne, tortiglioni, fusilli Spaghetti,...

“Implementazione di un piano di manutenzione predittivaImplementazione di un piano di manutenzione predittiva per i motori elettrici”
MCMMCM--Mostra Convegno Internazionale della Mostra Convegno Internazionale della Manutenzione IndustrialeManutenzione Industriale
Lorenzo Piccolo
Responsabile Manutenzione
Verona 20 Ottobre 2009 1Lorenzo Piccolo

Barilla G.&R. FratelliBarilla G.&R. Fratelli

PARMA PARMA -- ITALYITALYVolumes: 282kt/aHeadcount: 489
Verona 20 Ottobre 2009 3Lorenzo Piccolo
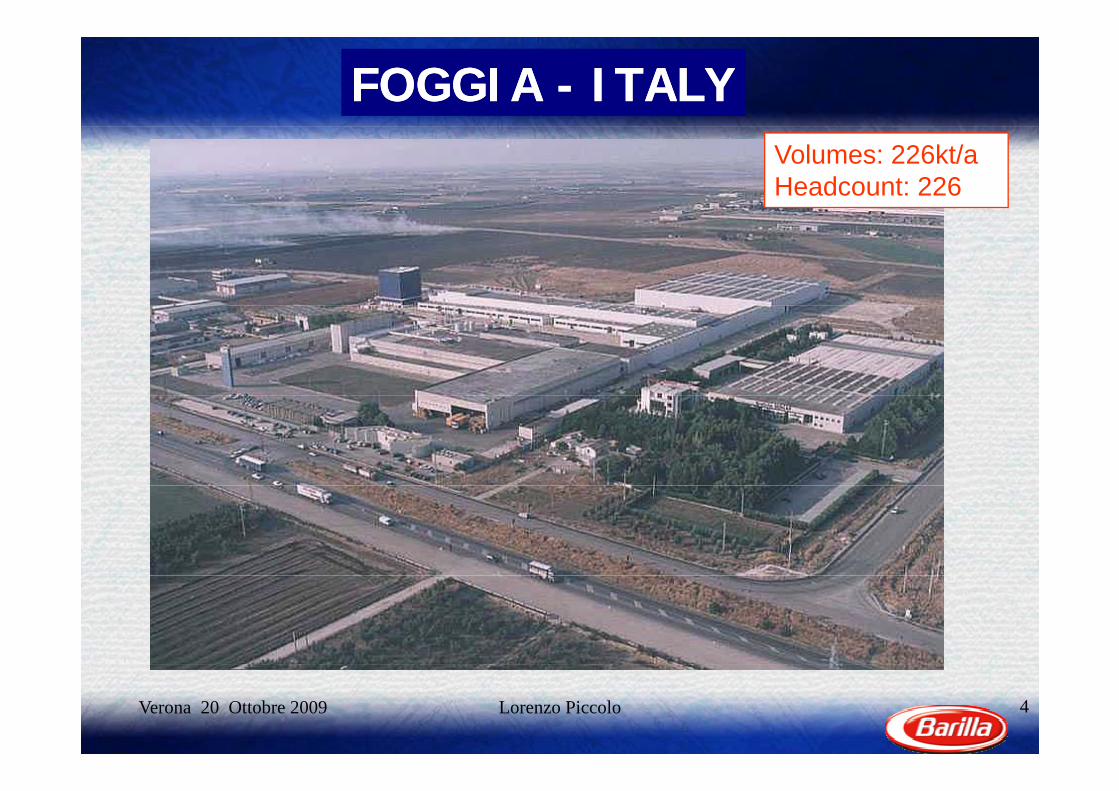
FOGGIA FOGGIA -- ITALYITALYVolumes: 226kt/aHeadcount: 226
Verona 20 Ottobre 2009 4Lorenzo Piccolo

CASERTA CASERTA -- ITALYITALYVolumes: 94kt/aHeadcount: 173
Verona 20 Ottobre 2009 5Lorenzo Piccolo

The production processThe production process
Processing
Drying (UR from 30% to < 12 5%)
Pasta storageDough
(semolina+water)and dies to form
Semolina Unloading (UR from 30% to < 12.5%) Silo binsand dies to form
into pasta cutsUnloading
PackagingFinished Product Warehouse
Primary Palletization Delivery Secondary
Finished Product Warehouse
packagingand storage packaging
Verona 20 Ottobre 2009 6Lorenzo Piccolo
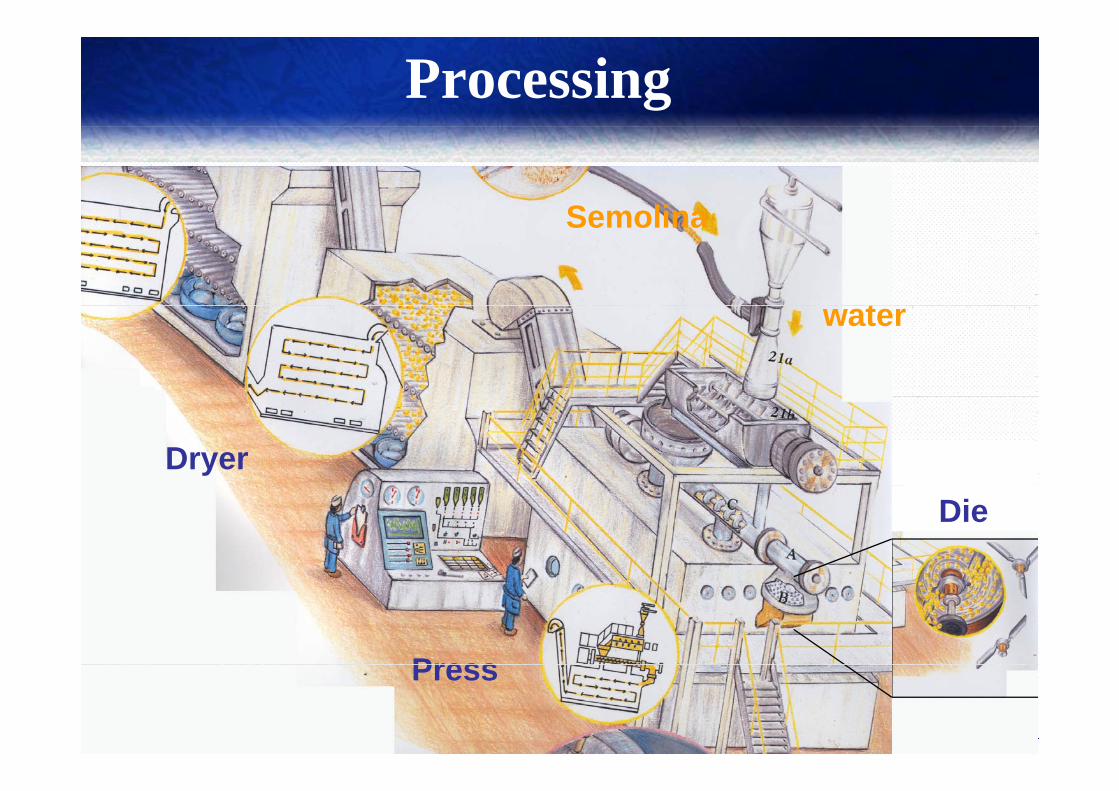
Processing
SemolinaSemolina
twater
DryerDie
PressVerona 20 Ottobre 2009 7Lorenzo Piccolo
Press

Dies to produce h t t
Dies to produce l tshort pasta long pasta
Penne, tortiglioni, fusilli Spaghetti, linguine
Verona 20 Ottobre 2009 8Lorenzo Piccolo

Packaging
Pasta from PPasta from P ElevatorElevatorProcessingProcessing ElevatorElevator
ScalesScales
Metal Metal Check weightCheck weight
detectordetector
Pallettization Pallettization Short pasta Short pasta Carton fillCarton fill Vide jet Vide jet Case Case Bar Bar z n
systemz n
systemShort pasta silo binsShort pasta silo bins
fillerfiller Videojet markerVideojet marker
Case makerCase maker
Bar code printer
Bar code printer
Verona 20 Ottobre 2009 9Lorenzo Piccolo
L’Analisi Vibrazionale: il Principio di base
Il principio di base parte dall’analisi di spettro delle grandezze misurate: Vibrazione ed Inviluppo
L’analisi di spettro FFT applica un algoritmo matematico per trasformare un segnale nel dominio del tempo in uno nel d i i d ll fdominio della frequenza
Verona 20 Ottobre 2009 10Lorenzo Piccolo
Definizione di vibrazione
D fi i “ ib i ” di t di fi i ilDefiniamo “vibrazione”, di un punto o di una superficie, il movimento (periodico o non periodico, del punto o della
superficie) attorno ad una posizione di riposo o di equilibriosuperficie) attorno ad una posizione di riposo o di equilibrio
Verona 20 Ottobre 2009 11Lorenzo Piccolo
Cause di vibrazione in un macchinario
Le vibrazioni costituiscono la risposta dinamica delle macchine alle forze che si generano nell’interazione tra i componenti (giunti, ruote dentate, pulegge, cuscinetti, ecc);
Le vibrazioni contengono informazioni sulle interazioni tra i vari componenti meccanici;
Quando questi componenti si usurano, le interazioni reciproche cambiano e di conseguenza cambiano anche gli andamenti delle forze generate nel tempo;
La misura e l'analisi delle vibrazioni conseguenti a tali forze gci permettono quindi di stabilire l'esistenza, la tipologia e l'entità delle usure.
Verona 20 Ottobre 2009 12Lorenzo Piccolo

Perché facciamo l’analisi in frequenza?
Gli effetti individuali sono visibili nello spettro in frequenza enello spettro in frequenza e indistinguibili nel segnale temporale.
Verona 20 Ottobre 2009 13Lorenzo Piccolo
temporale.
Esempi di forze generate in un macchinario
1. Squilibrio;2. Disallineamento;;3. Giochi/Allentamenti;4 Difetti nei cuscinetti;4. Difetti nei cuscinetti;5. Difetti di ruote dentate;6. Fenomeni elettrodinamici nei motori elettrici.
Verona 20 Ottobre 2009 14Lorenzo Piccolo
Il Progetto: analisi delle criticità
In fase iniziale la priorità è stata attribuita alle linee diProduzione, rispetto alle linee di confezionamento.
La scelta è avvalorata dal fatto che:• il numero di fermi sulle linee di confezioneil numero di fermi sulle linee di confezione
difficilmente hanno impatto sul processo• è presente maggiore flessibilità sulle macchine.è p ese te agg o e ess b tà su e acc e.
Verona 20 Ottobre 2009 15Lorenzo Piccolo

Il Progetto: politiche manutentive
Macchine con bassa criticità:manutenzione correttiva/preventiva
Macchine ad alta criticità:Macchine ad alta criticità:manutenzione predittiva/preventiva.
• FOCUS sui motori dei ventilatori Essiccazione PastaA li i d ll ti t i h ditti• Applicazione delle seguenti tecniche predittive:
1. Analisi Vibrazionale2 T fi2. Termografia.
Verona 20 Ottobre 2009 16Lorenzo Piccolo
Il Progetto: obiettivi
• Riduzione dei fermi linea dovuti a guasto motori del 50% alla fine del secondo anno;fine del secondo anno;
• Creazione di una “cultura manutentiva” diversa dal passato;p ;
• Formazione del personale di manutenzione, coinvolgendolo p gall’interno del Progetto e rendendolo autosufficiente;
• Coinvolgimento della Produzione (Resp. Produzione, Capiturno, operatori di linea)
Verona 20 Ottobre 2009 17Lorenzo Piccolo

Il PROGETTO: I PASSI
P hi l SKF• Partnership con la SKF;• Formazione del personale;• Implementazione del piano manutentivo;• Impostazione “Ronda” ed Acquisizione datip q• Analisi dei dati ed elaborazione “Report”• Esecuzione degli interventi;Esecuzione degli interventi;
• Gestione in Service di alcune attività (Bilanciamento• Gestione in Service di alcune attività (Bilanciamento, analisi RCFA motori)
Verona 20 Ottobre 2009 18Lorenzo Piccolo

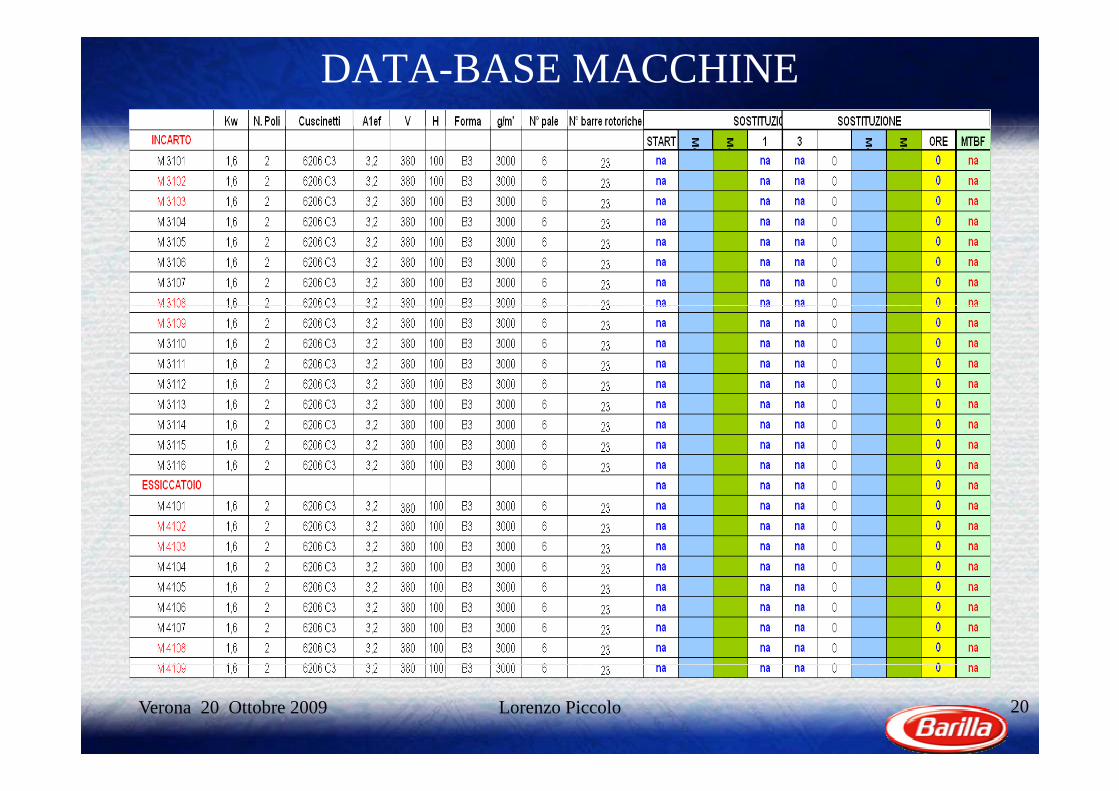
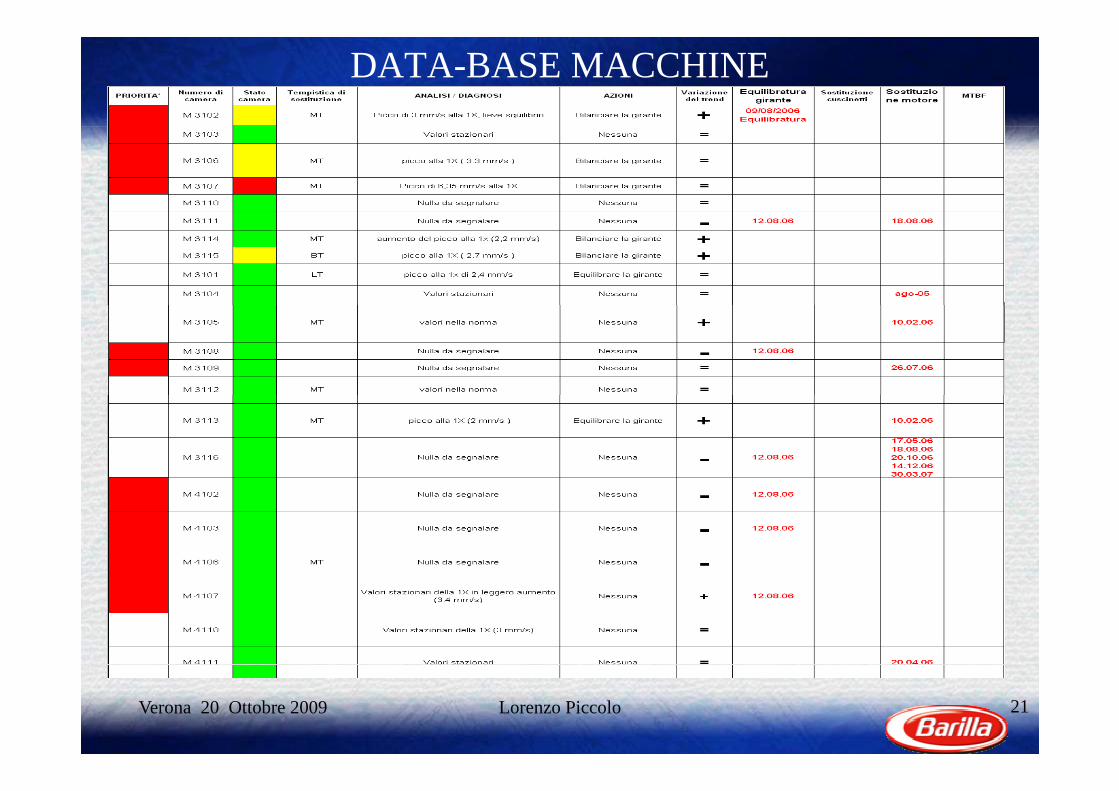
IL PROGETTO: COSTRUZIONE DATA-BASE E RONDE
• Il Data-base permette di catalogare le macchine, elencando i dati ritenuti essenziali (tipo, costruttore, matricola, potenza, velocità, etc)
• La sequenza di acquisizione viene impostata q q pseguendo delle ronde
• I punti di misura vengono marcati in modo da nonI punti di misura vengono marcati in modo da non generare confusione
• I dati acquisiti permettono di elaborare un report• I dati acquisiti permettono di elaborare un report
Verona 20 Ottobre 2009 19Lorenzo Piccolo
DATA-BASE MACCHINE
Verona 20 Ottobre 2009 20Lorenzo Piccolo
DATA-BASE MACCHINE
Verona 20 Ottobre 2009 21Lorenzo Piccolo

Verona 20 Ottobre 2009 22Lorenzo Piccolo

Verona 20 Ottobre 2009 23Lorenzo Piccolo
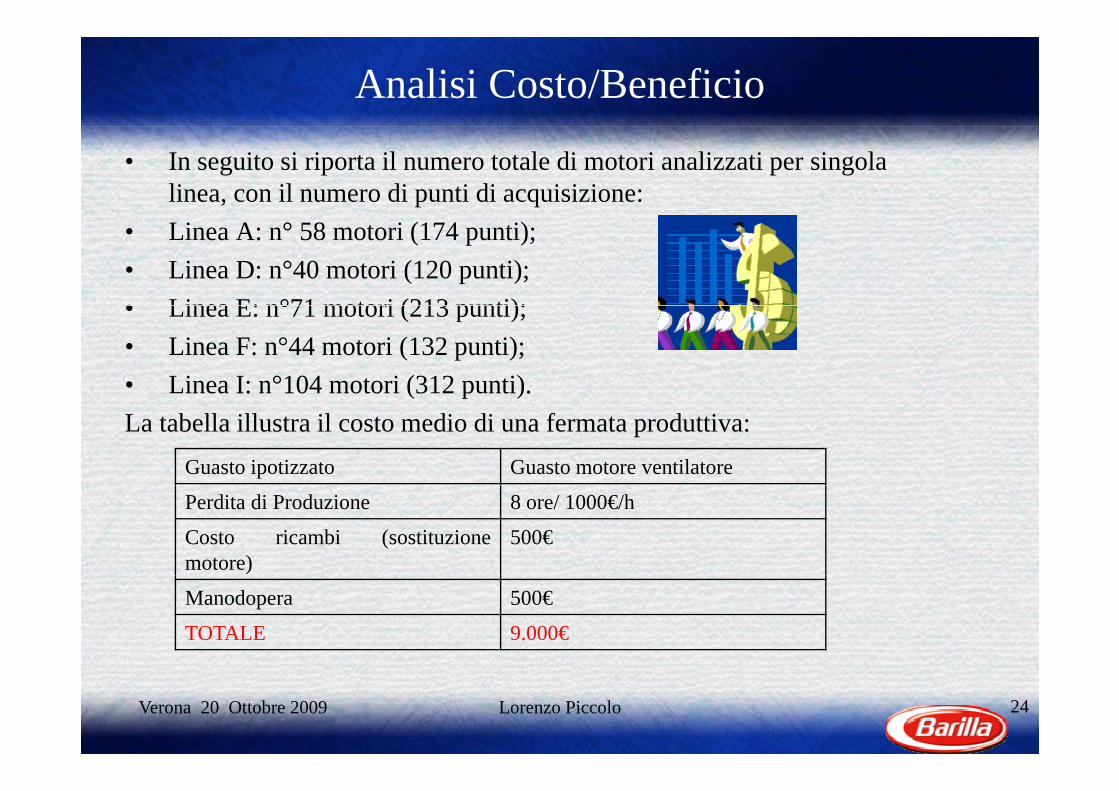
Analisi Costo/Beneficio
• In seguito si riporta il numero totale di motori analizzati per singola linea, con il numero di punti di acquisizione:
• Linea A: n° 58 motori (174 punti);• Linea D: n°40 motori (120 punti);• Linea E: n°71 motori (213 punti);• Linea E: n°71 motori (213 punti);• Linea F: n°44 motori (132 punti);• Linea I: n°104 motori (312 punti).( p )La tabella illustra il costo medio di una fermata produttiva:
Guasto ipotizzato Guasto motore ventilatore
Perdita di Produzione 8 ore/ 1000€/h
Costo ricambi (sostituzionemotore)
500€
Manodopera 500€
TOTALE 9.000€
Verona 20 Ottobre 2009 24Lorenzo Piccolo

Risultati
50
60
30
4020052006
10
20 20072008
LINEA 2005 2006 2007 2008
0Linea
ALinea
DLinea
ELinea
FLinea
ILINEA 2005 2006 2007 2008
A 51 47 14 13
D 28 18 7 4
E 36 31 6 5
F 42 37 10 8
I 58 44 30 19
Verona 20 Ottobre 2009 25Lorenzo Piccolo

CONCLUSIONI E SVILUPPI FUTURI
• Il progetto ha permesso di raggiungere gli obiettivi fi i i l i i l i i i l 80%prefissati, e in alcuni casi valori superiori al 80%
(A,D,E);S i di 38 K€ (1° ) 148K€ (2° ) 166 K€• Saving di 38 K€ (1°anno), 148K€ (2°anno),166 K€(3°anno)O à i li l li F I• Occorrerà ancora migliorare le linee F,I;
• Estensione della sensoristica su tutte le posizioni iti h t d t l i i i iti hcritiche, gestendo a guasto le posizioni non critiche;
• Estensione dell’analisi vibrazionale/Termografia ad lt iti h di t bili taltre aree critiche di stabilimento.
Verona 20 Ottobre 2009 26Lorenzo Piccolo

Barilla G.&R. FratelliBarilla G.&R. Fratelli
Grazie per la vostra attenzioneGrazie per la vostra attenzione