1 MSW Logo Italiano per Windows Berkeley University George Mills Paolo Passaro Enzo Cortesi 2-2000.
Angelo Cortesi numero a cura di l’argomento autore dei...
32
numero a cura di l’argomento autore 15 Angelo Cortesi T ecnologie di abbattimento dei composti organici volatili nella produzione di materiali plastici rinforzati Copyright © 2001 by Consorzio per l’AREA di ricerca scientifica e tecnologica di Trieste AREA Science Park Padriciano, 99 - 34012 Trieste prima edizione: Settembre 2001 I marchi citati nella presente pubblicazione sono di proprietà dei rispettivi titolari progetto grafico: Mariangela Paludo stampato presso la Tipografia Filacorda Udine Lo studio è stato realizzato su iniziativa e con il coordinamento dell’Unità di Progetto Novimpresa di AREA Science Park. È stato finanziato con il contributo del Fondo Europeo per lo Sviluppo Regionale
Transcript of Angelo Cortesi numero a cura di l’argomento autore dei...

num
ero
a cu
ra d
il’a
rgo
men
toau
tore
15
Angelo Cortesi
Tecnologie di abbattimento
dei composti organicivolatili nella
produzione di materiali plastici
rinforzatiCopyright © 2001 byConsorzio per l’AREA di ricerca scientifica e tecnologica di TriesteAREA Science ParkPadriciano, 99 - 34012 Trieste
prima edizione: Settembre 2001
I marchi citati nella presente pubblicazione sono di proprietà dei rispettivi titolariprogetto grafico: Mariangela Paludostampato presso la Tipografia Filacorda Udine
Lo studio è stato realizzato suiniziativa e con il coordinamentodell’Unità di Progetto Novimpresadi AREA Science Park.È stato finanziato con il contributodel Fondo Europeo per lo SviluppoRegionale
5
Presentazione
Prosegue con questo volume la collana delle pubblicazioni di AREAdedicate all’innovazione e alle nuove tecnologie per le imprese.Questo studio, come gli altri che fanno parte della stessa serie, nascedalla nostra attività a fianco delle imprese che ci ha permesso di co-gliere, evidenziandola fra altre, l’esigenza di una maggiore informa-zione sullo specifico tema dello studio.In particolare rappresenta la risposta ad una domanda di un gruppo dioperatori del settore che pubblichiamo con l’obiettivo di diffondere que-sta pillola di sapere innovativo a tutte le imprese del Friuli-VeneziaGiulia che possono trovare interesse o solamente curiosità su questi temi.Grazie al forte raccordo che caratterizza il nostro rapporto con ilmondo che produce sapere ed innovazione – in particolare leUniversità ed i Centri di ricerca di ambito regionale – abbiamo ricer-cato la collaborazione con le migliori competenze più vicine alle no-stre imprese puntando a che questo volumetto – che non può né vuo-le essere esaustivo per ogni esigenza – dia lo spunto per avviare undialogo o collaborazioni attraverso cui ciascuna impresa interessatapossa costruire un sapere più precisamente tagliato sulle proprie spe-cifiche necessità.In pratica un ulteriore piccolo contributo – fra le altre attività diAREA – per portare al mondo produttivo del Friuli-Venezia Giulianuove conoscenze utili a migliorarne la competitività e dimostrarecome in realtà non sia così difficile il dialogo del mondo dell’econo-mia con il mondo della ricerca.
Lucio SusmelPresidente Consorzio per l’AREA di ricerca scientifica e tecnologica di Trieste
4
AREA Science Parkper la diffusione dell’innovazione
AREA Science Park è uno dei principali parchi scientifici multisetto-riali d’Europa.
Suo obiettivo principale è favorire lo sviluppo del territorio regionalegrazie alla creazione di un legame stabile tra il mondo della ricerca eil sistema imprenditoriale, attraverso iniziative che promuovono e fa-cilitano la diffusione dell’innovazione tecnologica.
In particolare nella zona Obiettivo 2 del Friuli-Venezia Giulia AREAha attivato “Progetto Novimpresa”, un’iniziativa cofinanziata daUnione Europea, Stato e Regione che offre alle imprese del territorionumerosi servizi a sostegno dello sviluppo tecnologico e della lorocompetitività.
Dall’attività a fianco delle imprese sono stati evidenziati alcuni temidi particolare interesse per gruppi di imprese o settori produttivi. Inquesta collana vengono pubblicati i risultati degli approfondimenti edegli studi.
AREA Science Park - Progetto NovimpresaPadriciano, 99 - 34012 Triestetel. 040.375.5275 - fax 040.226698e-mail: [email protected]://www.area.trieste.it - http://novimpresa.area.trieste.it

7
Indice
1. Introduzione p. 9
2. Quadro normativo di riferimento p. 12
3. I Composti Organici Volatili (C.O.V.) p. 19
3.1 Generalità p. 19
3.2 Stirene p. 20
4. Tecnologie di controllo delle emissioni di C.O.V. p. 22
4.1 Generalità p. 22
4.2 Tecnologie tradizionali p. 234.2.1 Tecnologie di combustione p. 23
4.2.1.1 Ossidazione termica p. 244.2.1.2 Ossidazione catalitica p. 26
4.2.2 Tecnologie di adsorbimento p. 284.2.2.1 Adsorbimento su carboni attivi
a letto fisso p. 294.2.2.2 Adsorbimento su carboni attivi
a letto fluidizzato p. 304.2.2.3 Adsorbimento su pannelli di filtri
a carbone attivo p. 314.2.3 Tecnologia di condensazione p. 32
4.3 Tecnologie innovative p. 334.3.1 Tecnologie a sistema ibrido
preconcentrazione/recupero/ossidazione p. 344.3.1.1 Sistema MIAB p. 344.3.1.2 Sistema Thermatrix PADRE p. 36

9
1. Introduzione
Negli ultimi anni lo sviluppo delle attività umane ha provocato, diret-tamente o indirettamente, l’alterazione della qualità dell’aria.Nell’atmosfera vengono rilasciate quotidianamente sostanze aeriformiprovenienti sia da fonti naturali sia da impianti civili ed industriali,che incidono negativamente sull’ambiente e sulla salute dell’uomo.Particolarmente nocivi per la salubrità dell’aria sono una classe dicomposti definiti con il nome di composti organici volatili (C.O.V.),caratterizzati da un’elevata tensione di vapore.L’inquinamento atmosferico determinato dai C.O.V. può essere re-sponsabile di alterazioni ambientali e avere effetti nocivi per la salu-te dell’uomo pertanto, in unità produttive ed ambienti di lavoro cheprevedono l’utilizzo di solventi organici, deve essere prestata parti-colare attenzione all’impatto ambientale e alle eventuali conseguenzesulla salute delle possibili emissioni aeriformi.Con solvente organico si intende qualsiasi C.O.V. usato da solo o incombinazione con altri agenti che non subisca una trasformazionechimica quando utilizzato per dissolvere materie prime, prodotti omateriali di rifiuto, o usato come agente di pulizia per dissolvere con-taminanti oppure come mezzo di dispersione, correttore di viscosità,correttore di tensione superficiale, plastificante o conservante.Al fine di preservare la qualità dell’aria e prevenire danni alla salute,si è provveduto sia a livello Comunitario che di singoli Paesi, ad ela-borare una rigida regolamentazione in materia di controllo atmosfe-rico di origine industriale.Per quanto riguarda l’Italia, le principali disposizioni legislative di ri-ferimento per le attività che possono produrre emissioni aeriformi in-quinanti sono:● il D.P.R. n° 203 del 24/05/88;● il D.M. n° 51 del 12/07/90;● il D.P.R. n° 303 del 19/03/56;● il D.Lgs. n° 626 del 19/09/94.
8
4.3.1.3 Sistema Polyad p. 374.3.1.4 Sistema a concentratore rotante p. 384.3.1.5 Sistema a preconcentrazione
con letto fluidizzato p. 404.3.2 Tecnologie di biofiltrazione p. 42
4.3.2.1 Sistema a biofiltrazione p. 424.3.2.2 Sistema con biofiltro a gocciolamento
(Biotrickling Filter System) p. 434.3.3 Tecnologia di fotoossidazione
con ultravioletti p. 45
4.4 Tecnologie emergenti p. 464.4.1 Sistemi a membrane p. 474.4.2 Sistema ad ossidazione fotocatalitica p. 50
5. Note conclusive p. 52
Bibliografia p. 54
Allegati
1. Tabella D di cui all’allegato 1 del D.M. nº 51 del 12/07/90 p. 56
2. Elenco Composti Organici Volatili US-EPA (United States - Environmental Protection Agency) p. 59
11
agenti atmosferici. Il materiale di questo tipo più noto è la vetroresi-na, formata da poliesteri e fibre di vetro, che viene impiegata per lacostruzione di scafi nautici, carrozzerie di automobili ed articoli dellepiù svariate tipologie.
Le più comuni tecniche industriali impiegate per la produzione dimanufatti in materiali plastici rinforzati, appartengono alla categoriadei processi di stampaggio “open molding” che in genere, consistononell’applicazione di gel o resine ad uno stampo in ambiente aperto. Ilprocesso “open molding” è il metodo di produzione più diffusamen-te utilizzato per la fabbricazione di scafi in fibra di vetro e sempre unprocesso “open molding” è il “filament winding”, utilizzato per lafabbricazione di tubazioni.Questi processi, assumono particolare importanza in relazione al con-trollo delle emissioni in atmosfera, in quanto significative quantità dicomposti organici volatili ed in particolare di stirene, vengono emes-se sia durante le fasi di applicazione sia durante le fasi di polimeriz-zazione ed indurimento dei materiali.
Nel presente studio, per comodità di esposizione, i vari contesti in-dustriali dedicati alla produzione di manufatti in materiali plasticirinforzati per usi nel settore industriale, civile e marino, vengono in-dicati come industrie “FRP” (fiberglass-reinforced plastics) ed i rela-tivi processi come processi “FRP”.
10
L’esigenza di affrontare il problema delle emissioni di C.O.V. da im-pianti industriali, determina la necessità di disporre di tecnologieidonee alla riduzione delle concentrazioni di inquinante al fine di ot-temperare ai limiti prescritti dalla normativa. La scelta delle tecnolo-gie di abbattimento da utilizzare nei singoli casi, in generale deve te-ner conto delle caratteristiche chimico-fisiche delle emissioni del pro-cesso industriale, dei limiti di concentrazione degli inquinanti previ-sti dalle normative vigenti e dei costi di investimento per la messa inopera, l’esercizio e la manutenzione dell’impianto di depurazione.
Il presente studio affronta il problema dell’inquinamento atmosfericoprovocato da composti organici volatili provenienti da specifici con-testi industriali che producono manufatti in materiali plastici rinfor-zati (scafi nautici, tubazioni, vasche da bagno, cisterne, parti di veico-li, etc.) fornendo un’analisi degli aspetti tecnici e normativi utile al-l’individuazione della migliore tecnologia di abbattimento disponibi-le per miscele gassose a significativo contenuto di stirene.Si ritiene importate evidenziare che per “migliore tecnologia disponi-bile” si deve intendere:
un sistema tecnologico adeguatamente verificato e sperimentato checonsenta il contenimento e/o riduzione delle emissioni inquinanti alivelli accettabili per la protezione della salute dell’ambiente e che ri-sulti economicamente il più vantaggioso nel rispetto del principiofondamentale di cui all’art. 32 della Costituzione Italiana ovvero“garanzia del rispetto del diritto fondamentale della salute”.
Va inoltre precisato che, quando la situazione ambientale lo richiedae la tecnologia si sia evoluta, l’onere economico non può essere diostacolo al raggiungimento di limiti delle emissioni inferiori ai valoriminimi stabiliti dalle normative; per cui, nel caso di piani di risana-mento di zone particolarmente inquinate, l’aspetto economico relati-vo all’uso della migliore tecnologia disponibile potrà essere conside-rato soltanto ai fini delle prescrizioni sui tempi e modi dell’adegua-mento a livelli di emissione più rigorosi.
I materiali plastici rinforzati sono sostanzialmente polimeri, sia ter-moplastici sia termoindurenti, mescolati meccanicamente con mate-riali di rinforzo rappresentati essenzialmente da fibre di vetro (in al-cuni casi anche da fibre di carbonio ed altri materiali fibrosi). Le so-stanze così ottenute presentano ottime caratteristiche meccaniche,bassa densità e buona resistenza ad attacchi di sostanze chimiche e
13
prevalentemente alla limitazione dell’inquinamento di origine civile epresentava quindi carenze in termini di intervento delle Autorità nelsettore industriale.Il decreto detta le norme per la tutela della qualità dell’aria ai fini del-la protezione della salute e dell’ambiente su tutto il territorio nazio-nale e sottopone a disciplina:
● tutti gli impianti che possono dar luogo ad emissioni nell’atmosfe-ra (intendendo per impianto lo stabilimento o altro impianto fissoche serva per usi industriali o di pubblica utilità e possa provocareinquinamento, ad esclusione di quelli destinati alla difesa);
● le caratteristiche merceologiche dei combustibili ed il loro impiego;
● i valori limite ed i valori guida per gli inquinanti dell’aria nell’am-biente esterno ed i relativi metodi di campionamento, analisi e va-lutazione;
● i limiti delle emissioni inquinanti ed i relativi metodi di campiona-mento, analisi e valutazione.
In particolare il D.P.R. n°203/88 istituisce un sistema sanzionatorio incaso di inosservanza delle disposizioni di Legge e stabilisce una spe-cifica disciplina per:
2.1 I nuovi impianti
Ovvero quelli costruiti o trasferiti in altra località dopo la data 01/07/88(data di entrata in vigore del decreto).Per questi impianti (escluse le centrali termoelettriche e le raffinerie dioli minerali) deve essere presentata domanda di autorizzazione allaRegione o alla Provincia autonoma competente, corredata dal proget-to nel quale sono indicati il ciclo produttivo, le tecnologie adottate perprevenire l’inquinamento, la qualità e la quantità delle emissioni, non-ché il termine per la messa a regime degli impianti. Copia di questadomanda deve essere trasmessa al Ministero dell’Ambiente, ed alle-gata alla domanda di concessione edilizia rivolta al sindaco territorial-mente competente. Ai fini del rilascio dell’autorizzazione, la Regioneaccerta che siano previste tutte le appropriate misure di prevenzionedell’inquinamento atmosferico e che l’impianto progettato non com-porti emissioni superiori ai limiti consentiti.Le prescrizioni autorizzative possono essere modificate in seguito al-l’evoluzione della migliore tecnologia disponibile, nonché all’evolu-zione della situazione ambientale.
12
2. Quadro normativo di riferimento
Le emissioni aeriformi da impianti industriali possono essere consi-derate, in funzione della loro provenienza, di due tipologie:
1. scarichi gassosi: emissioni immesse in atmosfera da un camino;
2. emissioni diffuse: emissioni non convogliate in scarichi gassosi,immesse nell’ambiente di lavoro e quindi sca-ricate nell’ambiente esterno attraverso finestre,porte, sfiati ed aperture simili.
Si intendono come emissioni totali di un insediamento industriale, lasomma delle emissioni diffuse e degli scarichi gassosi.Attualmente, per un corretto approccio alle problematiche connesseall’inquinamento atmosferico da emissioni di origine industriale, so-no da considerarsi fondamentali i seguenti riferimenti normativi:
● D.P.R. n° 203 del 24/05/88 “Attuazione delle direttive CEE numeri80/779, 82/884, 84/360 e 85/203 concernenti norme in materia diqualità dell’aria, relativamente a specifici agenti inquinanti, e di in-quinamento prodotto dagli impianti industriali, ai sensi dell’art. 15della legge 16 aprile 1987, n.183”;
● D.M. n° 51 del 12/07/90 “Linee guida per il contenimento delleemissioni inquinanti degli impianti industriali e la fissazione deivalori minimi di emissione”;
● D.P.R. n°303 del 19/3/56 “Norme generali per l’igiene del lavoro”;
● D.Lgs. n°626 19/9/94 “Attuazione delle direttive 89/391/CEE,89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE,90/394/CEE e 90/679/CEE riguardanti il miglioramento della sicu-rezza e della salute dei lavoratori sul luogo di lavoro”.
Il D.P.R. n°203/88, mette in attuazione le Direttive Comunitarie inmateria di qualità dell’aria e impianti industriali ed introduce novitàsignificative rispetto alla precedente normativa, che era finalizzata
15
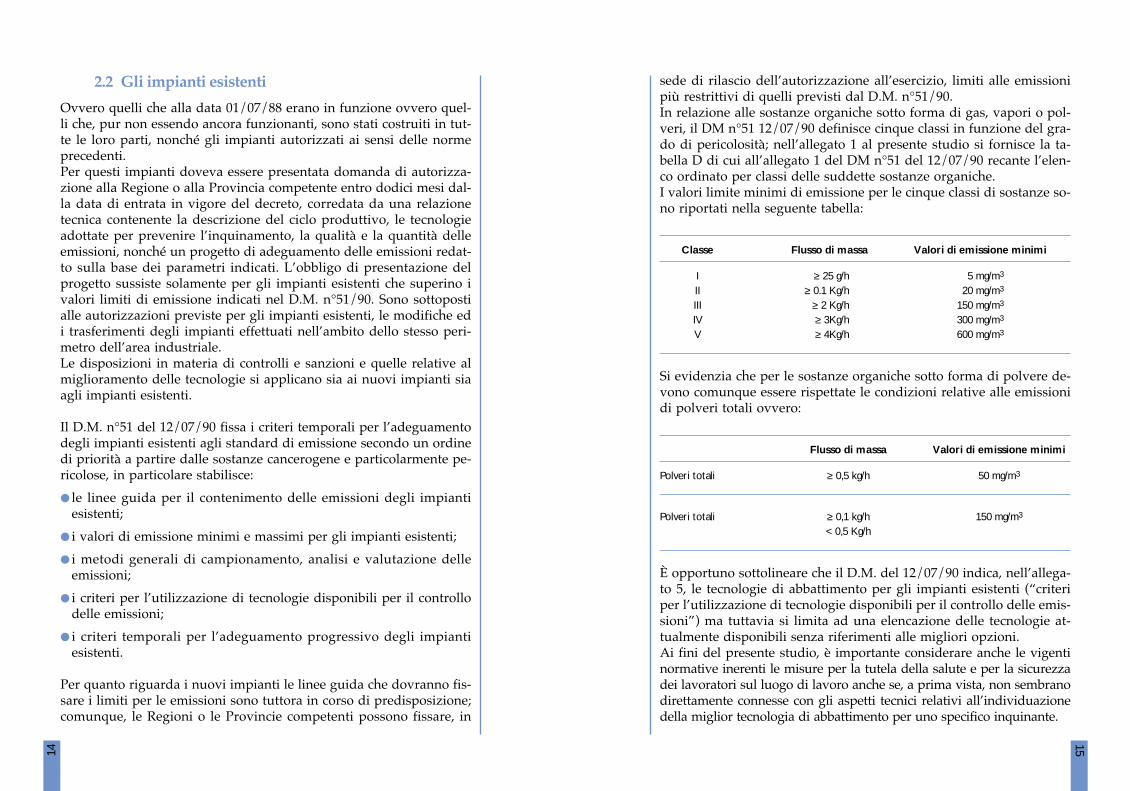
sede di rilascio dell’autorizzazione all’esercizio, limiti alle emissionipiù restrittivi di quelli previsti dal D.M. n°51/90.In relazione alle sostanze organiche sotto forma di gas, vapori o pol-veri, il DM n°51 12/07/90 definisce cinque classi in funzione del gra-do di pericolosità; nell’allegato 1 al presente studio si fornisce la ta-bella D di cui all’allegato 1 del DM n°51 del 12/07/90 recante l’elen-co ordinato per classi delle suddette sostanze organiche.I valori limite minimi di emissione per le cinque classi di sostanze so-no riportati nella seguente tabella:
Classe Flusso di massa Valori di emissione minimi
I ≥ 25 g/h 5 mg/m3
II ≥ 0.1 Kg/h 20 mg/m3
III ≥ 2 Kg/h 150 mg/m3
IV ≥ 3Kg/h 300 mg/m3
V ≥ 4Kg/h 600 mg/m3
Si evidenzia che per le sostanze organiche sotto forma di polvere de-vono comunque essere rispettate le condizioni relative alle emissionidi polveri totali ovvero:
Flusso di massa Valori di emissione minimi
Polveri totali ≥ 0,5 kg/h 50 mg/m3
Polveri totali ≥ 0,1 kg/h 150 mg/m3
< 0,5 Kg/h
È opportuno sottolineare che il D.M. del 12/07/90 indica, nell’allega-to 5, le tecnologie di abbattimento per gli impianti esistenti (“criteriper l’utilizzazione di tecnologie disponibili per il controllo delle emis-sioni”) ma tuttavia si limita ad una elencazione delle tecnologie at-tualmente disponibili senza riferimenti alle migliori opzioni.Ai fini del presente studio, è importante considerare anche le vigentinormative inerenti le misure per la tutela della salute e per la sicurezzadei lavoratori sul luogo di lavoro anche se, a prima vista, non sembranodirettamente connesse con gli aspetti tecnici relativi all’individuazionedella miglior tecnologia di abbattimento per uno specifico inquinante.
14
2.2 Gli impianti esistenti
Ovvero quelli che alla data 01/07/88 erano in funzione ovvero quel-li che, pur non essendo ancora funzionanti, sono stati costruiti in tut-te le loro parti, nonché gli impianti autorizzati ai sensi delle normeprecedenti.Per questi impianti doveva essere presentata domanda di autorizza-zione alla Regione o alla Provincia competente entro dodici mesi dal-la data di entrata in vigore del decreto, corredata da una relazionetecnica contenente la descrizione del ciclo produttivo, le tecnologieadottate per prevenire l’inquinamento, la qualità e la quantità delleemissioni, nonché un progetto di adeguamento delle emissioni redat-to sulla base dei parametri indicati. L’obbligo di presentazione delprogetto sussiste solamente per gli impianti esistenti che superino ivalori limiti di emissione indicati nel D.M. n°51/90. Sono sottopostialle autorizzazioni previste per gli impianti esistenti, le modifiche edi trasferimenti degli impianti effettuati nell’ambito dello stesso peri-metro dell’area industriale.Le disposizioni in materia di controlli e sanzioni e quelle relative almiglioramento delle tecnologie si applicano sia ai nuovi impianti siaagli impianti esistenti.
Il D.M. n°51 del 12/07/90 fissa i criteri temporali per l’adeguamentodegli impianti esistenti agli standard di emissione secondo un ordinedi priorità a partire dalle sostanze cancerogene e particolarmente pe-ricolose, in particolare stabilisce:
● le linee guida per il contenimento delle emissioni degli impiantiesistenti;
● i valori di emissione minimi e massimi per gli impianti esistenti;
● i metodi generali di campionamento, analisi e valutazione delleemissioni;
● i criteri per l’utilizzazione di tecnologie disponibili per il controllodelle emissioni;
● i criteri temporali per l’adeguamento progressivo degli impiantiesistenti.
Per quanto riguarda i nuovi impianti le linee guida che dovranno fis-sare i limiti per le emissioni sono tuttora in corso di predisposizione;comunque, le Regioni o le Provincie competenti possono fissare, in

17
anche se i valori limite devono essere considerati come orientamentio raccomandazioni per la prevenzione dei rischi per la salute e noncostituiscono una linea di demarcazione netta tra concentrazione pe-ricolosa e non pericolosa né un indice relativo di tossicità, possonoessere utili per le valutazioni connesse al controllo dell’inquinamentoatmosferico.Tra i valori limite di concentrazione nell’aria più diffusamente appli-cati, vi sono quelli proposti dalla ACGIH (American Conference ofGovernmental Industrial Hygienists), che prevede tre categorie diTLV:
1.TLV-TWA (Threshold Limit Value - Time Weighted Average).
È il valore limite di soglia-media ponderata nel tempo. Indica laconcentrazione media di una sostanza che può essere tollerata daciascun lavoratore nell’arco delle otto ore lavorative giornaliere edelle 40 ore settimanali.
2.TLV-STEL (Threshold Limit Value - Shot-Term Exposure Limit).
È il valore limite di soglia per brevi periodi di esposizione. Indicala concentrazione che può essere raggiunta per brevi periodi (nonpiù di 4 di 15 minuti ognuno nell’arco delle 8 ore, e a distanza unodall’altro di almeno 1 ora) purché non si superi nella giornata lavo-rativa il valore di TLV-TWA.
3.TLV-C (Threshold Limit Value - Ceiling).
È il valore limite di soglia massimo. Indica il valore limite massimoche non deve essere superato neanche per tempi brevissimi.
Nella seguente tabella si riportano i valori limite di soglia di alcunesostanze organiche volatili prese come esempio:
SOSTANZE TLV-TWA (ACGIH) TLV-STEL (ACGIH)
Alcool etilico 1000 ppm (1880 mg/m3) –Alcool metilico 200 ppm (262 mg/m3) 250 ppm (328 mg/m3)Acetone 750 ppm (1780 mg/m3) 1000 ppm (2380 mg/m3)Benzene 10 ppm (32 mg/m3) –Toluene 50 ppm (188 mg/m3) –Stirene monomero 50 ppm (213 mg/m3) 100 ppm (426 mg/m3)Anilina 2 ppm (7,6 mg/m3) –Tricloroetilene 50 ppm (269 mg/m3) 100 ppm (537 mg/m3)
16
Infatti, quando si affronta il problema della riduzione delle emissioninocive in atmosfera mediante un sistema di trattamento degli scarichigassosi posto a valle di un ciclo produttivo, è necessario tener contodi tutto il sistema impiantistico, di come è stato realizzato e delle pro-cedure di esercizio. In particolare, se si è in presenza di composti or-ganici volatili, si possono verificare emissioni di inquinanti nell’arianon solo dai collettori che collegano l’impianto produttivo ai caminie presso i quali viene posto in essere il sistema di abbattimento, maanche da flange su tubazioni, serbatoi, pompe, e da altri potenzialipunti di emissione delle sostanze nell’ambiente di lavoro. Nella pro-gettazione di un impianto di abbattimento risulta quindi opportunoconsiderare anche le eventuali emissioni diffuse, e l’eventuale neces-sità di convogliarle nei collettori che collegano l’impianto produttivoai camini.Nel contesto delle emissioni diffuse, e quindi della tutela dell’igiene edella sicurezza del lavoro, le principali normative a cui si fa riferi-mento sono il D.P.R. n°303/56, che prescrive le norme generali perl’igiene del lavoro, ed il successivo D.Lgs. n°626/94 e successive mo-difiche ed integrazioni che, recependo gli indirizzi legislativi comuni-tari, introduce significative novità rispetto alla precedente normativa,tra le quali l’obbligo della valutazione dei rischi per la salute e la si-curezza e della prescrizione della loro eliminazione o riduzione se-condo una ben precisa gerarchia di misure da adottare. Il decreto le-gislativo pone infatti in primo piano la figura del datore di lavoro,che con l’obbligo di osservare le misure generali di tutela dell’igienee della sicurezza del luogo di lavoro deve individuare e mettere inpratica le idonee misure di prevenzione dei rischi per la salute dei la-voratori.Nella pratica dell’igiene industriale vengono diffusamente utilizzatele linee guida per il controllo dei rischi per la salute; in particolare,nel caso dei vari composti organici volatili, si può fare riferimento aivalori di concentrazione limite denominati TLV (Threshold LimitValue: Valore Limite di Soglia), ovvero la concentrazione della so-stanza aerodispersa alla quale si ritiene che la maggior parte dei la-voratori possa rimanere esposta ripetutamente, giorno dopo giorno,senza effetti negativi per la salute.I TLV sono stabiliti in base ai dati più attendibili ricavati dall’espe-rienza in campo industriale, ai risultati di ricerche sperimentali sul-l’uomo e sugli animali e, quando possibile, alla combinazione dei tresuddetti elementi di giudizio. Il criterio con cui il limite tollerabileviene fissato può variare a seconda del tipo di sostanza considerata e,
19
3. I Composti Organici Volatili (C.O.V.)
3.1 Generalità
I composti organici volatili, generalmente definiti come C.O.V., (o co-me S.O.V., sostanze organiche volatili) costituiscono una classe moltoampia di composti caratterizzati da un’alta tensione di vapore. Vienedefinito come C.O.V. qualsiasi composto organico che abbia a 293,15K una tensione di vapore di 0,01 kPa o superiore, oppure che abbiauna volatilità corrispondente in condizioni particolari d’uso.I C.O.V. sono diffusamente impiegati nelle attività industriali, e possie-dono caratteristiche chimico-fisiche tali da poter essere utilizzati come:
● dissolventi di materie prime e materiali in genere;
● mezzi di dispersione;
● correttori di viscosità o di tensione superficiale;
● plastificanti;
● conservanti;
● agenti di pulizia.
Tuttavia, proprio in relazione a quelle peculiarità che li rendono par-ticolarmente utili per vari impieghi industriali, sono da ritenersi comeuna possibile fonte di vincolo per la salute dell’uomo. In considera-zione di questo aspetto, nella pratica dell’igiene industriale, i C.O.V.sono soggetti a condizioni di confinamento ed in seguito al loro im-piego non vengono mai completamente dispersi nell’ambiente bensì,più correttamente, vengono raccolti ed evacuati in modo controllatomediante un camino o un dispositivo di abbattimento o, quando ri-sulta possibile, più vantaggiosamente recuperati per il riutilizzo.Nell’allegato 2 si riporta un elenco significativo dei più diffusi C.O.V.estratto dalle pubblicazioni US-EPA (United States - EnvironmentalProtection Agency).
18
A conclusione del presente capitolo si ritiene di segnalare la seguen-te direttiva della Comunità Europea, di recente emanazione:
Direttiva 99/13/CE del 11/3/99 “Direttiva del Consiglio sulla limi-tazione delle emissioni di composti organici volatili dovute all’usodi solventi in talune attività e in taluni impianti”.
Questa recente direttiva Comunitaria presenta degli aspetti innovati-vi in termini di controllo dell’inquinamento da sostanze organiche;infatti stabilisce misure e procedure per specifiche attività produttiveda attuare in funzione del superamento di valori soglia di consumodi solventi organici nel ciclo produttivo. In particolare, in corrispon-denza di ciascuna tipologia di attività industriale, fissa i valori di so-glia di consumo di solvente, i valori limite di emissione e stabilisce icriteri per l’attuazione di piani per la riduzione delle emissioni.Il contenuto innovativo risiede in un articolato approccio al controllodelle emissioni, che prevede anche l’applicazione di un piano di ge-stione dei consumi di solventi organici come azione di contenimentoe riduzione delle emissioni di C.O.V.. Pur essendo ancora prematuroparlare di una procedura valida a livello nazionale per la riduzionedelle emissioni dovute all’utilizzo dei solventi organici, nelleAutorità competenti si sono manifestati orientamenti in linea con icontenuti della suddetta direttiva comunitaria. In particolare, questametodologia viene impiegata come strumento di verifica dell’effetti-va riduzione delle emissioni di composti organici volatili e, nei setto-ri industriali considerati particolarmente a rischio, la combinazionedi questo strumento con le consuete procedure di controllo chimico-analitico applicate a valle del “sistema impianto industriale”, va con-siderata un efficace sistema di prevenzione e controllo dell’inquina-mento atmosferico causato da sostanze organiche volatili.Considerati gli orientamenti riscontrati nel settore specifico, si ritieneprobabile che i contenuti della succitata direttiva possano diventaremateria di decreti attuativi nazionali in una visione più ampia delleproblematiche ambientali connesse con l’inquinamento atmosfericoda composti organici volatili.
21
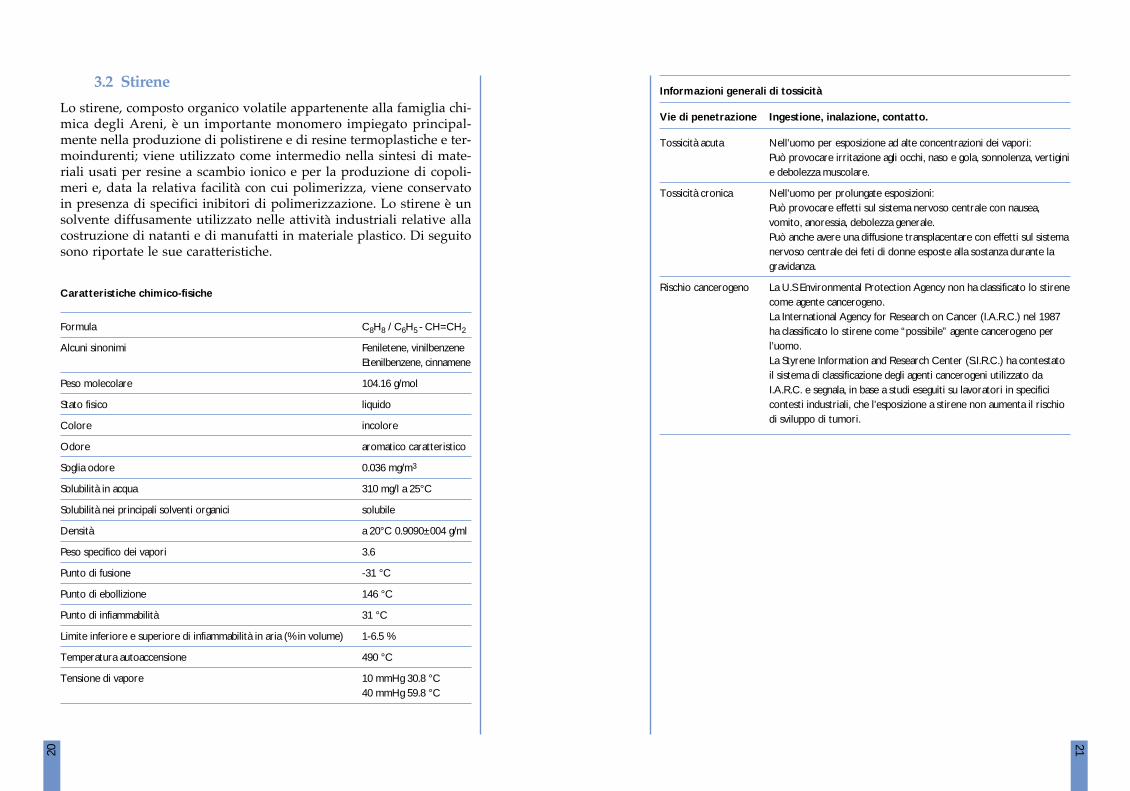
Informazioni generali di tossicità
Vie di penetrazione Ingestione, inalazione, contatto.
Tossicità acuta Nell’uomo per esposizione ad alte concentrazioni dei vapori:Può provocare irritazione agli occhi, naso e gola, sonnolenza, vertiginie debolezza muscolare.
Tossicità cronica Nell’uomo per prolungate esposizioni:Può provocare effetti sul sistema nervoso centrale con nausea,vomito, anoressia, debolezza generale.Può anche avere una diffusione transplacentare con effetti sul sistemanervoso centrale dei feti di donne esposte alla sostanza durante lagravidanza.
Rischio cancerogeno La U.S Environmental Protection Agency non ha classificato lo stirenecome agente cancerogeno.La International Agency for Research on Cancer (I.A.R.C.) nel 1987ha classificato lo stirene come “possibile” agente cancerogeno perl’uomo.La Styrene Information and Research Center (S.I.R.C.) ha contestatoil sistema di classificazione degli agenti cancerogeni utilizzato daI.A.R.C. e segnala, in base a studi eseguiti su lavoratori in specificicontesti industriali, che l’esposizione a stirene non aumenta il rischiodi sviluppo di tumori.
20
3.2 Stirene
Lo stirene, composto organico volatile appartenente alla famiglia chi-mica degli Areni, è un importante monomero impiegato principal-mente nella produzione di polistirene e di resine termoplastiche e ter-moindurenti; viene utilizzato come intermedio nella sintesi di mate-riali usati per resine a scambio ionico e per la produzione di copoli-meri e, data la relativa facilità con cui polimerizza, viene conservatoin presenza di specifici inibitori di polimerizzazione. Lo stirene è unsolvente diffusamente utilizzato nelle attività industriali relative allacostruzione di natanti e di manufatti in materiale plastico. Di seguitosono riportate le sue caratteristiche.
Caratteristiche chimico-fisiche
Formula C8H8 / C6H5 - CH=CH2
Alcuni sinonimi Feniletene, vinilbenzeneEtenilbenzene, cinnamene
Peso molecolare 104.16 g/mol
Stato fisico liquido
Colore incolore
Odore aromatico caratteristico
Soglia odore 0.036 mg/m3
Solubilità in acqua 310 mg/l a 25°C
Solubilità nei principali solventi organici solubile
Densità a 20°C 0.9090±004 g/ml
Peso specifico dei vapori 3.6
Punto di fusione -31 °C
Punto di ebollizione 146 °C
Punto di infiammabilità 31 °C
Limite inferiore e superiore di infiammabilità in aria (% in volume) 1-6.5 %
Temperatura autoaccensione 490 °C
Tensione di vapore 10 mmHg 30.8 °C40 mmHg 59.8 °C

23
mini tecnici - efficienza di abbattimento - ed economici - investimen-to e gestione.I sistemi di depurazione diffusamente utilizzati per il controllo delleemissioni di C.O.V., a volte non risultano ragionevolmente efficaci oeconomicamente vantaggiosi per le miscele aeriformi ad alto conte-nuto di stirene, per cui assumono particolare interesse gli studi sul-l’applicazione di tecnologie innovative per il controllo delle emissio-ni di processi “FRP”.In questo contesto, viene fornito un quadro aggiornato delle tecno-logie di trattamento delle emissioni aeriformi attualmente disponi-bili sul mercato nazionale ed internazionale identificando le pecu-rialità tecnico-economiche, i campi di applicazione (con specifico ri-ferimento al trattamento dello stirene), i vantaggi ed i limiti di cia-scuna.La panoramica sullo stato dell’arte delle tecniche di trattamento delleemissioni di C.O.V. è compendiata per categorie di maturità tecnolo-gica (tecnologie tradizionali ed innovative) e, inoltre, tra le tecnologieinnovative verranno evidenziate alcune tecnologie considerate“emergenti”, ovvero tecnologie che sono tuttora in fase sperimentalesu scala di laboratorio e/o in impianto pilota o sono correntementeutilizzate in altri specifici settori industriali e la loro applicazione aprocessi “FRP” è in fase di valutazione e sperimentazione.
4.2 Tecnologie tradizionali
Le tecnologie convenzionali che tradizionalmente sono utilizzate neitrattamenti delle emissioni C.O.V. includono:
1. la combustione (ossidazione termica/catalitica);
2. l’adsorbimento su carboni attivi;
3. la condensazione.
4.2.1 Tecnologie di combustione
Il processo consiste nel far circolare l’aria contenente i C.O.V. in uncombustore che distrugge gli inquinanti organici producendo anidri-de carbonica e vapor acqueo. In generale gli idrocarburi possono es-sere ossidati secondo la seguente reazione chimica:
CaHb + (a + 0,25b)O2 = aCO2 + 0,5bH2O
22
4. Tecnologie di controllo delle emissionidi C.O.V.
4.1 Generalità
Le tecnologie per la riduzione delle emissioni di composti organicivolatili, in generale, sfruttano processi chimici e/o fisici quali:
● combustione;
● adsorbimento su solidi;
● assorbimento/lavaggio con soluzioni acquose;
● condensazione.
Negli specifici contesti industriali in studio, le pratiche che possonopermettere di ridurre le emissioni di stirene e di C.O.V. in atmo-sfera ed i rischi per la salute dei lavoratori negli ambienti di lavorosono:
1. utilizzare resine, materiali ed applicazioni che generano emissionicon minor contenuto di stirene;
2. eseguire interventi mirati per migliorare il modus operandi degliaddetti alle lavorazioni al fine di ottimizzare il consumo dei com-posti organici e ridurne quindi la dispersione nell’ambiente di la-voro;
3. confinare le fonti di inquinanti aeriformi mediante strutture speci-fiche e/o sistemi di ventilazione forzata;
4. utilizzare tecnologie per il controllo delle specifiche emissioni inatmosfera.
La possibilità di riduzione più o meno spinta degli inquinanti aerodi-spersi risiede in queste pratiche che, utilizzate singolarmente o in va-rie combinazioni, permettono di ottenere vantaggiosi risultati in ter-

25
Applicabilità a processi “FRP”
I processi di ossidazione termica vengono utilizzati nell’industria“FRP”, in particolare nei casi di emissioni ad alto contenuto diC.O.V..
Condizioni operative standard
Il processo di ossidazione è generalmente regolato da tre importantiparametri, conosciuti come le “tre T”.
● Temperatura.
La velocità della reazione di ossidazione aumenta all’aumentaredella temperatura. Alte temperature portano ad alta velocità di rea-zione e quindi ad alta efficienza di abbattimento.
● Tempo.
Perché la reazione di ossidazione giunga a completezza, la miscelagassosa deve rimanere alla temperatura di reazione per un periododi tempo minimo chiamato “tempo di permanenza o di ritenzione”.Più lungo è il tempo di permanenza, maggiore risulta l’efficienza diabbattimento.
● Turbolenza.
La condizione di turbolenza è richiesta per assicurare che il gas datrattare venga adeguatamente miscelato all’interno della camera dicombustione. In caso contrario aliquote di gas possono passare at-traverso la camera senza subire adeguata ossidazione. Si noti che laturbolenza non è direttamente correlata alla temperatura o al tem-po di permanenza ma risulta una condizione necessaria per ottene-re un’alta efficienza di abbattimento.
Generalmente i processi di ossidazione termica operano a temperatu-re comprese tra i 650 °C e gli 870 °C e richiedono tempi di perma-nenza minimi di 0,3 secondi nella zona di combustione. La maggiorparte degli impianti di ossidazione termica sono progettati per realiz-zare tempi di permanenza della miscela gassosa nella camera di com-bustione non superiori ad un secondo.Per ragioni di sicurezza, le concentrazioni di C.O.V. da trattare me-diante processo di ossidazione termica possono variare da pochi ppmfino ad un valore massimo pari a ca. il 25% del valore limite inferio-
24
I sistemi di combustione sono identificati in funzione di:
● processo di ossidazione dei C.O.V.:
1. ossidazione termica
2. ossidazione catalitica
● metodo di recupero dell’energia termica:
1. recupero di calore
2. rigenerazione di calore
4.2.1.1 Ossidazione termica
Descrizione del processo
Un tipico impianto di ossidazione termica (inceneritore o postcombu-store) opera ad elevate temperature (i vapori di C.O.V. vengono di-strutti tra i 400 °C ed i 1100 °C) ed è essenzialmente costituito da unbruciatore, una zona di espansione (sufficiente a concedere un tempodi residenza ad alta temperatura per realizzare la completa combu-stione) e un dispositivo di aspirazione per il tiraggio indotto della mi-scela gassosa esausta.Una volta raggiunta la temperatura di esercizio, il bruciatore conti-nua ad utilizzare combustibile ausiliario se le concentrazioni di in-quinanti in ingresso non risultano sufficienti per l’auto-mantenimen-to della reazione di ossidazione.
Recupero di energia termica
Dispositivi per il recupero termico vengono frequentemente utilizza-ti per ridurre i costi relativi al combustibile ausiliario e sono general-mente costituiti da scambiatori di calore. Lo scambiatore può essereutilizzato per preriscaldare la massa d’aria da trattare ed in questocaso si parla di “impianto con recupero di calore”. Recuperi di ener-gia termica del 40-60 % sono realizzati comunemente, in alcuni casi sisono ottenuti recuperi energetici fino all’80 % (Cooper e Alley, 1986).Un impianto con recupero energetico di tipo rigenerativo utilizza undispositivo con specifici materiali ceramici resistenti alle alte tempera-ture per accumulare e conservare l’energia termica da riutilizzare nelprocesso. Con questo sistema si ottengono ottime rese per il recuperodell’energia termica (valori di energia recuperata superiori al 95%).

27
combustore termico, richiede una temperatura di processo più bassadi alcune centinaia di gradi centigradi.Anche l’impianto ad ossidazione catalitica prevede una fase di preri-scaldamento della massa di aria da trattare (ad una temperatura mol-to inferiore rispetto a quella che deve essere realizzata nel combusto-re non catalitico), il gas preriscaldato viene quindi direttamente con-vogliato sul letto catalitico (nella camera di combustione), dove av-viene la reazione di combustione. Il catalizzatore è generalmente co-stituito da metalli nobili quali il palladio o platino (a secondo dei ca-si sono anche utilizzati cromo, manganese, rame, cobalto e nichel),depositati su un supporto a base di allumina.
Recupero di energia termica
Analogamente al combustore non catalitico, anche in questo caso unsistema di recupero di calore permette di ridurre i costi relativi alconsumo di combustibile ausiliario. I sistemi di recupero sono i me-desimi impiegati per il combustore non catalitico e le percentuali dienergia termica che può essere recuperata risultano generalmente trail 40% e 60% con valori fino all’80%, nel caso di impianti con recupe-ro di tipo rigenerativo si possono ottenere recuperi di energia supe-riori al 95%.Un postcombustore catalitico richiede minore apporto di combustibi-le ausiliario di un postcombustore non catalitico, poiché il processodi ossidazione con catalizzatore viene realizzato ad una temperaturainferiore, con conseguente minore richiesta di calore di recupero permantenere la reazione a regime autotermico (fase nella quale il solocombustibile utilizzato è costituito dalla miscele di inquinanti in in-gresso all’impianto).
Applicabilità a processi “FRP”
Test condotti nel 1994 presso l’industria Cor Tec (Washington CourtHouse, Ohio) su emissioni aeriformi contenenti ca. 240 ppm di stire-ne, con portata di ca. 9000 mc/h, trattate in un combustore cataliticoa temperature comprese tra i 300 °C e 400 °C, hanno dimostrato effi-cienze di abbattimento del 98%.Negli Stati Uniti, le industrie Cor Tec e le industrie Fibercast (SandSprings, Oklahoma) risultano essere gli unici contesti industriali“FRP” che utilizzano un postcombustore catalitico per il trattamentodelle emissioni aeriformi.
26
re di esplosività (L.E.L.: Lower Explosive Limit); quindi, nel caso del-lo stirene, il valore di sicurezza è di ca. 2500 ppm; gli impianti di que-sto tipo possono essere progettati per il trattamento di flussi gassosicon portate fino a 170.000 mc/h.Studi (Farmer, 1980) indicano che impianti di ossidazione termicaben progettati permettono di ottenere una efficienza di abbattimentodel 98% in corrispondenza di una temperatura operativa di 870 °Ccon un tempo di permanenza di 0,75 secondi.
Vantaggi/Svantaggi
I principali vantaggi presentati da questa tecnologia sono:
● il dimostrato vantaggioso utilizzo nell’industria “FRP”;
● l’elevata efficienza di abbattimento ottenibile.
I principali svantaggi sono:
● l’alto consumo di energia;
● la formazione ed emissione di ulteriori sostanze inquinanti nell’aria(anidride carbonica ed ossidi di azoto), provenienti dall’impiegodel combustibile ausiliario.
La richiesta di energia e la formazione degli ossidi di azoto e deldiossido di carbonio sono inversamente proporzionali al livello di re-cupero termico realizzato.La formazione di ossidi di azoto dipende da fattori quali il contenutodi ossigeno, il tempo di permanenza e la temperatura di combustio-ne. Per un tempo di permanenza di 2 secondi a 1065 °C si possonoprodurre fino a 10 ppm di ossidi di azoto.
4.2.1.2 Ossidazione catalitica
Descrizione del processo
La tecnica consiste nel far passare il flusso d’aria inquinata su un let-to catalitico, che permette l’ossidazione dei C.O.V. a temperature piùbasse rispetto a quelle realizzate negli impianti ad ossidazione termi-ca precedentemente descritti. Normalmente, un combustore cataliti-co, per ottenere la stessa efficienza di abbattimento di un analogo

29
lari. I composti con peso molecolare minore di 40 non sono conve-nientemente adsorbiti, così come le sostanze con punto di ebollizionesuperiore ai 150 °C. Alti valori di umidità relativa possono interferiresull’efficienza di adsorbimento.I sistemi ad adsorbimento con carboni attivi sono essenzialmente ditre tipi:
1. impianto a letto fisso;
2. impianto a letto fluidizzato;
3. pannelli di filtri a carboni attivi.
I sistemi ibridi che utilizzano adsorbimento su carboni o polimeri econseguente desorbimento per recupero od ossidazione delle sostanzeorganiche, verranno discussi nella sezione “tecnologie innovative”.
4.2.2.1 Adsorbimento su carboni attivi a letto fisso
Descrizione del processo
Il tipico set-up impiantistico consiste in due ampie camere chiamate “letti”che contengono un ingente quantitativo di carbone attivo. La massa d’ariada trattare viene convogliata sul primo letto che lentamente adsorbe i com-posti organici volatili; quando quest’ultimo giunge a saturazione (o ad unpunto in cui l’efficienza di adsorbimento si riduce rapidamente) la miscelagassosa viene deviata nella seconda unità di adsorbimento mentre con unacorrente di vapore (steam regeneration) viene rigenerata la prima (i C.O.V.vengono deadsorbiti dal carbone attivo). La miscela gassosa risultante dal-l’operazione di rigenerazione del carbone viene avviata ad un condensato-re, dove i C.O.V. possono essere trattati chimicamente o separati dal con-densato. Le due camere lavorano alternativamente nelle due fasi di adsor-bimento e desorbimento mantenendo una velocità di trattamento costante.
Applicabilità a processi “FRP”
In letteratura di settore non si riscontrano casi significativi di appli-cazione della tecnologia a processi “FRP”.
Condizioni operative standard
Stando ai dati forniti dalle Case fornitrici degli impianti, la capacitàdi adsorbimento dei carboni attivi (espressa come quantità in peso di
28
Condizioni operative standard
Il letto catalitico generalmente opera in un range di temperatura tra i150 °C e i 490 °C con punte massime di circa 540 °C. Il tempo di con-tatto richiesto tra catalizzatore e miscela gassosa inquinata, per unacompleta ossidazione, è normalmente di ca. 0,3 secondi.In una unità di ossidazione catalitica ben ottimizzata, l’efficienza diabbattimento può arrivare al 98 %, ma può essere significativamenteridotta per la presenza di sostanze chimiche con proprietà tali da de-terminare inibizione dal catalizzatore.
Vantaggi/Svantaggi
Rispetto ad un combustore non catalitico, questo impianto a parità diquantità di calore recuperato, possiede minori costi di esercizio (inquanto necessita di un minor apporto di energia) e a parità di di-mensionamento, minori costi di installazione. Tuttavia il combustorecatalitico richiede un investimento iniziale più elevato.Uno dei vantaggi della catalisi risiede nel fatto che la formazione diossidi di azoto viene praticamente eliminata: da test eseguiti su com-bustori catalitici con rigenerazione termica risulta una produzione diossidi di azoto inferiore ad 1 ppm.Un significativo svantaggio risiede nel fatto che esiste un certo numerodi materiali con caratteristiche di inibitori per i catalizzatori come: me-talli pesanti (mercurio, piombo, ferro, ecc.), silicio, zolfo, alogeni; anchealcuni particolati inerti od organici possono risultare tossici per i letticatalitici, riducendo significativamente la resa del processo.
4.2.2 Tecnologie di adsorbimento
Le tecnologie di adsorbimento sfruttano il processo di trasferimentodi massa tra una fase gassosa ed una fase solida; la fase gassosa vie-ne catturata sulla fase solida mediante un meccanismo di adsorbi-mento chimico-fisico.La maggior parte dei sistemi di adsorbimento per composti organicivolatili utilizzano come fase solida i carboni attivi; possono tuttaviavenir utilizzati altri materiali quali gel di silice, terra diatomacea (tri-polite), allumina, zeoliti e particolari polimeri.I carboni attivi risultano particolarmente indicati per l’adsorbimentodi molecole ad alto peso molecolare e per sostanze chimiche non po-
31
regolata in funzione di ampie variazioni di concentrazioni di C.O.V.in ingresso.La società Svedese MIAB (Molnbacka Industri, AB), ha sviluppato unsistema ibrido a letto fluidizzato nel quale i C.O.V., mediante il pro-cesso adsorbimento/desorbimento su carboni attivi, vengono concen-trati ed inviati in una sezione di ossidazione termica. Il combustore,in questo caso, risulta dimensionato per una portata di gas inquinatoinferiore rispetto a quella originaria delle emissioni. Il sistema“MIAB” viene descritto nella sezione delle tecnologie innovative.
Applicabilità a processi “FRP”
Gli impianti a letto fluidizzato non sono correntemente impiegati nel-l’industria “FRP”.La MIAB, nel 1994, presso un’industria del settore, ha eseguito un te-st di ca. tre mesi su un impianto pilota a letto fluidizzato dimensio-nato per un portata di aria inquinata di ca. 1700 mc/h, ottenendo lariduzione della concentrazione di stirene a 1,4 ppm rispetto ad un va-lore in ingresso di 70 ppm (efficienza di abbattimento del 98%).
4.2.2.3 Adsorbimento su pannelli di filtri a carbone attivo
Descrizione del processo
Un sistema a pannelli di carbone attivo è costituito da filtri in tessutoper polveri contenenti carbone attivo granulare. Usualmente i pan-nelli filtranti a carboni attivi vengono utilizzati negli impianti dell’a-ria condizionata per il trattamento delle sostanze odorigene.
Applicabilità a processi “FRP”
Esistono rarissimi casi di applicazione del sistema nell’industria“FRP”. Impianti di questo tipo sono infatti indicati per applicazionicon bassi flussi di massa e basse concentrazioni di C.O.V., risultandoeconomicamente poco convenienti per la riduzione di emissioni adalto contenuto di stirene.
Condizioni operative standard
L’impianto Glastic Corporation (South Euclid, Ohio) dimensionato
30
inquinante adsorbito rispetto alla quantità in peso del carbone adsor-bente) può arrivare a valori compresi tra il 20% ed il 50%, con valorifino al 33% per composti come lo stirene.Generalmente, in un sistema a letto fisso la velocità del flusso gasso-so è compresa in un range tra i 1000 e i 3000 m/h con una perdita dicarico compresa tra 1,2 e 3,7 N/mq.L’efficienza di abbattimento in un sistema a carboni attivi è stretta-mente collegata all’efficienza del controllo del punto di saturazionedei letti di adsorbimento; nel caso di un efficiente controllo, gli im-pianti di questo tipo possono garantire percentuali di abbattimentodi C.O.V. del 95%.
Vantaggi/Svantaggi
Per ingenti volumi di aria inquinata a concentrazioni relativamente bassedi C.O.V., il sistema a carboni attivi presenta costi energetici significativa-mente più bassi di un combustore. Come già accennato, un sistema a car-bone attivo può essere convenientemente utilizzato per preconcentrare lostirene prima di avviarlo ad un processo di distruzione termica o di re-cupero. L’operazione di recupero di stirene dai carboni attivi esausti, ilpiù delle volte, può risultare economicamente non conveniente in rela-zione alla purezza chimica dello stirene di recupero ottenuta, per cui ilmateriale proveniente dall’operazione di rigenerazione dei carboni attivigeneralmente deve essere smaltito come rifiuto liquido pericoloso.Il metodo migliore di smaltimento del rifiuto liquido dovrebbe esse-re la distruzione in impianti termici specifici per il trattamento di ri-fiuti liquidi o in forni industriali specificatamente autorizzati.L’analisi di valutazione dei costi per la riduzione delle emissioni in-quinanti mediante sistema a carboni attivi deve pertanto necessaria-mente tener conto dei costi addizionali di trasporto/smaltimento deirifiuti liquidi pericolosi prodotti nell’impianto.
4.2.2.2 Adsorbimento su carboni attivi a letto fluidizzato
Descrizione del processo
Il sistema a letto fluidizzato utilizza un flusso di ricircolo di miscelagassosa contenente gli inquinanti per trasportare o “fluidizzare” leparticelle di carbone attivo.La velocità del ricircolo delle particelle di carbone attivo può essere
33
condensazione ad idrogeno liquido per il recupero di stirene.Nell’insediamento industriale era tuttavia già presente un sistema spe-cifico che utilizzava azoto per mantenere sotto controllo la diffusione distirene in ambiente nelle aree di stoccaggio delle resine e sulle linee diprocesso, per cui si deve ritenere che nella scelta della tecnologia si siaconsiderata la convenienza della riconversione dell’impianto esistente.
Condizioni operative standard
Gli impianti a singolo stadio possono realizzare temperature tra i 281 °Ke i 244 °K e raggiungere in alcuni casi i 222 °K; gli impianti multistadiopossono realizzare temperature tra i 250 °K e i 200 °K. Normalmente, isingolo stadio operano a 250 °K ed i multistadio a 233 °K.L’efficienza di abbattimento dipende dalla temperatura operativa del si-stema di condensazione, dalla curva di saturazione di vapore dello sti-rene e dalla sua concentrazione in ingresso al sistema di refrigerazione.Il valore teorico di efficienza di abbattimento, calcolato per una con-centrazione di stirene in ingresso ad una unità singolo stadio pari a500 ppm, con una temperatura operativa di 250 °K (valore di concen-trazione di saturazione stirene = 357 ppm), risulta del 28,6%.
Vantaggi/Svantaggi
Un vantaggio che questo tipo di sistema possiede rispetto ad un si-stema ad ossidazione risiede nel fatto che nell’esercizio dell’impiantonon vengono prodotti ulteriori inquinanti aeriformi (es. anidride car-bonica e ossidi di azoto); tuttavia lo stirene recuperato da un impian-to a condensazione può risultare non riutilizzabile.Il sistema non risulta una alternativa economicamente valida per l’indu-stria “FRP”, soprattutto in considerazione delle concentrazioni di stireneusualmente presenti nelle emissioni aeriformi (inferiori a 100 ppm).
4.3 Tecnologie innovative
Recentemente, in Europa ed in Giappone sono state sviluppate tec-nologie innovative dedicate ai processi “FRP” per il trattamento spe-cifico delle emissioni di stirene.Negli Stati Uniti gli stessi principi tecnologici sono stati applicati siaper il controllo delle emissioni che per il trattamento dei vapori orga-nici nel settore della decontaminazione del suolo.Alcuni sistemi innovativi sono realizzati attraverso l’integrazione di
32
per trattare ca. 30000 mc/h di aria inquinata da processi “FRP”, ha ri-chiesto 20 sezioni a filtri passivi, ciascuna costituita da 48 pannellicontenenti 14 kg di carbone attivo; la resa di adsorbimento di ogni fil-tro risulta del 20%; ca. 3 kg di C.O.V. vengono pertanto adsorbiti daun pannello che viene rigenerato una volta alla settimana.L’efficienza di abbattimento di un pannello a carbone attivo dipendeprincipalmente dal grado di controllo del livello di saturazione e dalgrado di invecchiamento dovuto all’esposizione all’aria.
Vantaggi/Svantaggi
Come nel sistema a letto fisso, la tecnologia è sfavorita in considera-zione della capacità dello stirene a polimerizzare e della limitata pos-sibilità di valorizzazione dello stirene di recupero. A causa della li-mitata capacità di adsorbimento in rapporto alla massa di carbone at-tivo impiegata, la tecnologia non è indicata per processi con emissio-ni ad elevata portata.
4.2.3 Tecnologia di condensazione
Il processo consiste nel portare i C.O.V. al loro punto di rugiada (tem-peratura di saturazione) in modo da provocarne la condensazione. Apressione atmosferica i valori della concentrazione di saturazione perlo stirene risultano pari a 357 ppm a 250 °K e 84 ppm a 233 °K.
Descrizione del processo
Esistono due tipologie di impianto di condensazione per refrigerazione:
1. impianto a singolo stadio;
2. impianto multistadio.
Entrambi le tipologie prevedono essenzialmente un dispositivo di re-frigerazione a basse temperature con doppio sistema di pompe, ser-batoi di stoccaggio, pannelli di controllo, condensatore di vapori.
Applicabilità a processi “FRP”
Questo tipo di impianto non è comunemente utilizzato per trattareemissioni contenenti stirene, tuttavia esiste il recente esempio della so-cietà Premix Inc. di Ashtabula, Ohio che ha installato un impianto di
35
Applicabilità a processi “FRP”
Le fonti ufficiali della MIAB in Europa, segnalano due applicazionidel sistema MIABF per lo stirene entrambi in Svezia, negli stabili-menti URSVIK AB (MIABF-R, impianto con sistema di recupero del-lo stirene) e BOREALIS INDUSTRIER AB (MIABF-D, impianto conossidazione catalitica). Il primo è dimensionato per una portata in in-gresso di ca. 30000 mc/h con concentrazione di stirene di ca. 30 ppm,il secondo è dimensionato per una portata in ingresso di ca. 40000mc/h con concentrazione di stirene di ca. 30 ppm. Entrambi realizza-no una efficienza di abbattimento del 90%.
Condizioni operative standard
Il sistema MIAB con carboni attivi a letto fluidizzato, quando utilizzauna sezione di ossidazione catalitica, è progettato in modo che il po-stcombustore catalitico operi in regime autotermico. Il rapporto diconcentrazione tra il flusso adsorbito e deadsorbito normalmente è dica. 1 a 10.Nel 1995 la MIAB ha condotto tre mesi di test su impianto pilota. Lemisure di portata del flusso gassoso e di concentrazione di stirene iningresso ed in uscita sono state ripetute dopo 5-35-65 giorni di fun-zionamento dell’impianto. La determinazione della concentrazione distirene nell’aria è stata eseguita mediante un sistema a fotoionizza-zione. Dai test sull’impianto pilota è risultata, per una portata mediadi 1700 mc/h ed una concentrazione di stirene in ingresso di 69 ppm,una concentrazione in uscita di stirene pari a 0,9 ppm con efficienzadi abbattimento del 98,7%.
Vantaggi/Svantaggi
Nel sistema a preconcentrazione MIAB si riscontrano i principalivantaggi e svantaggi di un sistema a carboni attivi; tuttavia, dalleesperienze realizzate negli impianti operanti in Svezia già da 3-4 an-ni, risulta che nell’impianto ibrido non si riscontrano problemi con-nessi alla polimerizzazione dello stirene.Il sistema ibrido a letto fluidizzato, rispetto a quello a letto fisso, ha ilvantaggio di adattarsi ad un più ampio range di concentrazioni distirene in ingresso.
34
tecnologie di adsorbimento/desorbimento con tecnologie di recuperoo di ossidazione e vengono definiti come sistemi ibridi. In questo ca-so, l’unità di adsorbimento realizza una fase di preconcentrazioneche porta a bassi flussi di inquinanti aeriformi, ad elevata concentra-zione da trattare nella sezione di recupero o di ossidazione.Le tecnologie “ibride” sono suddivise in:
1. tecnologie a sistema ibrido preconcentrazione/recupero/ossidazione;
2. tecnologie di biofiltrazione;
3. tecnologia di fotoossidazione UV/AO (ultraviolet light/activatedoxygen).
4.3.1 Tecnologie a sistema ibridopreconcentrazione/recupero/ossidazione
Sono disponibili sul mercato quattro tecnologie di questo tipo:
● sistema MIAB;
● sistema Thermatrix PADRE;
● sistema Polyad;
● sistema a rotoconcentratore.
4.3.1.1 Sistema MIAB
Descrizione del processo
Il sistema MIAB (Molnbacka Industry, AB, of Sweden) è stato svilup-pato in due versioni:
1. il “MIABF” - sistema ibrido con carboni attivi a letto fisso (MIABfixed-bed carbon adsorbation system);
2. il “MIABC” - sistema ibrido in continuo con carboni attivi a lettofluidizzato (MIAB continuous duty fluidized-bed carbon adsorba-tion system).
In entrambe le versioni, dopo la fase di preconcentrazione medianteunità a carboni attivi, i C.O.V. possono essere trattati in una unità direcupero o di ossidazione.

37
4.3.1.3 Sistema Polyad
Descrizione del processo
Il sistema è prodotto dalla Chematur Engineering AB/Weatherly Inc.(Atlanta, Georgia), ed è realizzato in due versioni:
1. sistema a preconcentrazione/ossidazione;
2. sistema a recupero di solvente.
Entrambi i sistemi utilizzano un letto adsorbente fluidizzato.La sezione di adsorbimento è generalmente costituita da quattro-seiletti fluidizzati, realizzati con materiale polimerico. La rigenerazionedella fase adsorbente è realizzata in continuo mediante il trasferi-mento del materiale polimerico esausto dal fondo dell’unità di adsor-bimento all’unità di deadsorbimento, mentre il materiale rigenerato èreimmesso in testa all’unità di adsorbimento. Il flusso dell’aria inqui-nata passa in controcorrente nella fase adsorbente ed il processo didesorbimento viene condotto a temperature superiori a 150 °C.Come negli altri sistemi a preconcentrazione, bassi flussi di aria con-tenenti elevate concentrazioni di C.O.V. vengono introdotti nella se-zione di ossidazione; per un flusso di miscela gassosa in ingresso al-la sezione di preconcentrazione pari a ca. 21000 mc/h corrisponde unflusso in ingresso alla sezione di ossidazione pari a ca. 900 mc/h; ilsistema opera pertanto con un fattore di concentrazione pari a 25.Un desorbitore a letto mobile può essere integrato con un condensa-tore per ottenere il recupero di C.O.V..
Applicabilità a processi “FRP”
Sistemi Polyad a preconcentrazione/ossidazione sono utilizzati in al-cuni casi negli Stati Uniti in processi FRP con flussi in ingresso di ca.58000 mc/h. In Europa la Weatherly Inc. fornisce un elenco di installa-zioni del sistema che include cinque installazioni per la rimozione del-lo stirene. Tra queste, l’impianto a preconcentrazione/recupero utiliz-zato nell’industria IFO Sanitar AB (Bromolla, Svezia) tratta una misce-la gassosa con concentrazione di stirene pari a ca. 90 ppm con portatadi ca. 21000 mc/h e un’efficienza di abbattimento di ca. il 90-97%.
Condizioni operative standard
Il rapporto delle portate in ingresso ed in uscita al sistema di preconcen-trazione a letto fluidizzato dipende dai casi specifici; tuttavia l’AMERI-
36
4.3.1.2 Sistema Thermatrix PADRE
Descrizione del processo
Il “PADRE” è un sistema ad adsorbimento/autorigenerazione che rimuo-ve e recupera solventi da emissioni aeriformi. La PURUS Inc. (San Jose,California) per prima ha sviluppato la tecnologia che è attualmente com-mercializzata dalla THERMATRIX Inc. (Mechanicsburg, PA). Il sistema ri-sulta relativamente limitato rispetto alle portate delle emissioni tipichedelle industrie “FRP”, operando con portate massime di ca. 12000 mc/h.La tecnologia utilizza letti fissi di adsorbimento e la fase di desorbi-mento viene condotta con azoto a temperature di ca. 180 °C in condi-zioni di vuoto; ovviamente, le condizioni operative dipendono daglispecifici composti che devono essere trattati. Il sistema può utilizzarequattro tipi differenti di sostanze adsorbenti forniti da ditte specializ-zate e può comprendere un condensatore a due stadi per recuperarei C.O.V. in fase liquida; in pochi casi il sistema prevede una sezionedi ossidazione.
Applicabilità a processi “FRP”
Non si riscontrano casi significativi di applicazione del sistema a pro-cessi “FRP”.Pur risultando applicazioni del sistema in vari contesti, la possibilitàdi ottenere stirene di recupero riutilizzabile è ancora in fase di studio;inoltre, se il sistema deve essere dedicato alla rimozione dello stirene,risulta necessario testare un materiale adsorbente specifico.
Condizioni operative standard
Il sistema PADRE è comunemente utilizzato in processi che produco-no emissioni di basse portate (inferiori ai 12000 mc/h) e basse con-centrazioni di C.O.V. (inferiori a 100 ppm); il sistema è conveniente-mente utilizzato per l’abbattimento di sostanze organiche clorurate.
Vantaggi/svantaggi
Gli impianti risultano generalmente realizzati ed applicati in unitàproduttive con emissioni a portate inferiori rispetto a quelle tipica-mente prodotte dai processi FRP.
39
In Europa operano impianti con concentratore rotante a zeoliti per ilcontrollo di emissioni di stirene e di emissioni di stirene-butadiene.
Condizioni operative standard
La miscela gassosa, dopo essere stata separata dal materiale particel-lare mediante filtrazione, viene introdotta nel concentratore rotante,(2 -6 rotazioni/ora). Lo stirene viene deadsorbito con una corrente diaria calda di portata inferiore dal 5% al 25% rispetto alla portata iningresso all’impianto. La temperatura di desorbimento può esserecompresa tra i 60 °C e 120 °C nel caso dei carboni attivi mentre puòraggiungere i 180 °C nel caso delle zeoliti. Studi eseguiti su impiantipilota evidenziano l’assenza di fenomeni di polimerizzazione dellostirene sulla superficie del materiale adsorbente, sia negli impianticon carboni attivi sia negli impianti con zeoliti.L’efficienza di rimozione dello stirene in tre impianti “Daikin” realiz-zati in Giappone risulta tra il 96,9% ed il 99,4%, con concentrazioni distirene in ingresso dell’ordine di grandezza di alcune centinaia dippm. La concentrazione di stirene nel flusso in entrata alla sezione diossidazione catalitica (dopo il processo di preconcentrazione) risultadi ca. 1200 ppm permettendo al processo di ossidazione catalitica diautosostenersi.La DURR INDUSTRIES Inc. (Plymouth, Michigan) ha condotto studisu impianto pilota sulla riduzione delle emissioni contenenti stirene,ottenendo, per valori medi di concentrazioni di stirene in ingresso al-l’impianto di ca. 150 ppm, un’efficienza di abbattimento del 98% conil sistema a zeoliti ed un’efficienza di abbattimento del 97% con il si-stema a carboni attivi. Nell’impianto pilota si è potuto realizzare unflusso di miscela gassosa deadsorbita pari al 10% del flusso in ingres-so all’impianto.
Vantaggi/Svantaggi
Il rotoconcentratore può ridurre il flusso di aria inquinata in ingressoad un combustore producendo un flusso concentrato a minor portatavolumetrica per la conseguente distruzione. Il fattore di concentra-zione viene determinato dalle concentrazioni in entrata all’impianto eda quelle deadsorbite. Per ragioni di sicurezza, è preferibile limitarela concentrazione della miscela gassosa deadsorbita al 25% del valo-re limite di esplosività inferiore. Nel caso dello stirene il valore di si-curezza è ca. di 2500 ppm.
38
CAN STANDARD (Salem, Ohio) fornisce i seguenti dati: per un flusso iningresso di ca. 60000 mc/h si può realizzare un flusso in entrata alla se-zione di ossidazione di ca 29000 mc/h ad una temperatura di 93 °C.Misure di controllo di efficienza di un sistema Polyad per recuperosolventi sono fornite dalla US-EPA in relazione a test in scala pilota,eseguiti su processi FRP con portate di miscela gassosa in ingresso dica. 350 mc/h. I risultati su tre giorni consecutivi di misure, hanno di-mostrato una efficienza di abbattimento dei C.O.V. del 94,2%. Solorecentemente sono stati eseguiti studi su impianti pilota con sezionedi preconcentrazione, con i quali si è potuto verificare la possibilità diottenere una maggiore efficienza di abbattimento per lo stirene ri-spetto al semplice sistema con recupero di solvente.
Vantaggi/Svantaggi
Il sistema Polyad, come gli altri sistemi a preconcentrazione, riduce laportata in ingresso al sistema di ossidazione o di recupero riducendoin tal modo il costo per unità di stirene rimossa se comparato con icombustori termici o ad ossidazione catalitica.Il sistema Polyad presenta i maggiori vantaggi economici per portatedi miscele gassose comprese tra 17000 - 20000 mc/h. Per la rimozio-ne dello stirene la Weatherly Incorporated consiglia il sistema a pre-concentrazione rispetto al sistema a recupero di solvente.
4.3.1.4 Sistema a concentratore rotante
Descrizione del processo
In impianti di questo tipo il flusso gassoso contenente stirene vieneprima filtrato per rimuovere il materiale particellare (soprattutto perpreservare la fase adsorbente), quindi immesso in una sezione rotan-te contenente carbone attivo o specifiche zeoliti adsorbenti. La sezio-ne rotante comprende quindi un settore in fase di adsorbimento edun settore in fase di desorbimento. Il processo genera un ridotto flus-so di miscela gassosa ad elevata concentrazione di stirene, che nor-malmente viene trattato in un postcombustore.
Applicabilità a processi “FRP”
In letteratura non vengono citati casi di applicazione all’industriaFRP negli Stati Uniti, mentre in Giappone la tecnologia viene utiliz-zata per il controllo delle emissioni di C.O.V..

41
Applicabilità a processi “FRP”
Non esistono esperienze significative di applicazione del sistema aprocessi FRP. Generalmente, il sistema è utilizzato per il controllodelle sostanze odorigene ed è stato testato per composti come il me-tiletilchetone e solventi alogenati.
Condizioni operative standard
Il sistema è particolarmente indicato per il trattamento di emissioni atemperatura ambiente, con valori di umidità relativa compresi tra il35-50% ed a basso contenuto di C.O.V.. Nel sistema con sezione diossidazione, il processo di estrazione dei C.O.V. dal “BCA” si realiz-za ad una temperatura di ca. 180 °C. Nel sistema con sezione di con-densazione, per aumentare la temperatura nell’unità di desorbimentoviene impiegato un dispositivo riscaldante elettrico ed i C.O.V. ven-gono estratti ed avviati al condensatore mediante corrente di azoto.La tecnologia non necessita di sofisticati dispositivi di controllo el’impianto prevede poche parti mobili, per cui risulta conveniente dalpunto di vista della gestione e dell’affidabilità nel tempo.Da test eseguiti su impianti pilota, risultano realizzabili efficienze diabbattimento del 90-95% per vari composti organici; non vengonofornite tuttavia verifiche documentate di efficienza di abbattimentoper lo stirene.
Vantaggi/Svantaggi
Il sistema realizza un alto fattore di concentrazione per emissioni di-luite (emissioni di sostanze odorigene) e richiede consumi di energiae di quantità di materiale adsorbente inferiori a quelli richiesti per unsistema a letto fisso. Il fattore di concentrazione è determinato in fun-zione delle concentrazioni in ingresso e di quelle della miscela gasso-sa deadsorbita; anche in questo caso, per ragioni di sicurezza la con-centrazione di C.O.V. nella corrente gassosa deadsorbita non deve ec-cedere il 25% del valore limite di esplosività inferiore (L.E.L.: LowerExplosive Limit). Il fattore di concentrazione può essere più elevatoquando il sistema prevede l’opzione del condensatore ed i C.O.V.vengono recuperati come liquidi.
40
Generalmente, un concentratore rotante può ridurre la portata delflusso delle emissioni inquinate dal 5% al 25% rispetto a quella origi-naria (fattore di concentrazione da 4 a 20), il che comporta una signi-ficativa riduzione dei costi di investimento e di esercizio del post-combustore. Infatti, una bassa portata gassosa ad alto tenore di in-quinante, riduce od elimina la richiesta di combustibile ausiliario perl’inceneritore, comportando una riduzione sia dei costi di esercizioche delle emissioni secondarie di ossidi di carbonio ed azoto.Generalmente, per la sezione di ossidazione vengono impiegate tec-nologie di ossidazione a rigenerazione/recupero termico o tecnologiedi ossidazione catalitica.
4.3.1.5 Sistema a preconcentrazione con letto fluidizzato
Descrizione del processo
Il sistema utilizza un letto di adsorbimento fluidizzato, costituito dasfere di materiali adsorbenti di recente sviluppo, collegato ad unaunità di desorbimento a letto fluidizzato o mobile. Il sistema è parti-colarmente indicato per applicazioni con alti flussi gassosi a basseconcentrazioni di C.O.V..Il sistema base è essenzialmente costituito dalle seguenti sezioni ge-nerali:
● una unità di adsorbimento;
● una unità di deadsorbimento;
● un condensatore o un combustore.
Il gas entra dalla sezione di fondo ed è spinto verso la testa dell’unitàdi adsorbimento, dove le sostanze organiche sono adsorbite su un ma-teriale “BCA” (beaded carbonaceous adsorbent). Il “BCA” esausto vie-ne trasferito nell’unità di desorbimento mediante una soffiante e, do-po refrigerazione, entra in continuo in testa all’unità di adsorbimentoeseguendo la rimozione dei C.O.V. in controcorrente. La sezione didesorbimento può essere costituita da un sistema a letto fluidizzatocome la sezione di adsorbimento, e il trattamento finale può essere, aseconda dei casi, un processo di condensazione o di ossidazione.L’impianto è progettato per limitare al massimo i volumi di gasdeadsorbiti, il che rende il processo di ossidazione finale estrema-mente economico.

43
sedere specifiche caratteristiche di adattabilità ai microorganismi ne-cessari per la biodegradazione. Il materiale di supporto può essere ditipo inerte sintetico o di tipo organico naturale, ma in alcuni casi ven-gono utilizzate miscele delle due tipologie di materiale.I parametri operativi critici del sistema a biofiltro sono: la velocità diflusso, il livello di umidità, il contenuto di nutrienti, il pH, la perditadi carico, la temperatura, la curva di crescita della biomassa. Le unitàdell’impianto sono normalmente dotate di sistemi fissi di controllo emonitoraggio in continuo dei principali parametri di processo.Un sistema a biofiltrazione può realizzare valori di efficienza di ab-battimento di C.O.V. superiori al 90%.
Vantaggi/Svantaggi
L’industria svedese FIBERFORM AB, che utilizza un sistema integra-to biofiltro/scambiatore di calore, fino ad ora non ha evidenziatoparticolari problemi nell’utilizzo del sistema per l’abbattimento dellostirene.A livello Europeo i sistemi a biofiltrazione sono molto diffusi, anchese non sono state prodotte specifiche ed esaustive pubblicazioni inmerito al loro utilizzo. Test evidenziano la possibile riduzione del-l’efficienza di abbattimento dello stirene dopo 4-5 mesi di trattamen-to a regime: i ricercatori ipotizzano che tale decremento sia dovutoalla formazione indesiderata di un sottoprodotto acido della depura-zione dello stirene.La CVT Bioway (Olanda) ha eseguito test per un periodo sufficiente-mente lungo (ca. 12 mesi) su scala pilota utilizzando un metodo pereliminare gli inconvenienti dovuti alla formazione del sottoprodottoacido. L’efficienza media di abbattimento dichiarata per lo stirene,per questa sperimentazione, è risultata del 90%.
4.3.2.2 Sistema con biofiltro a gocciolamento(Biotrickling Filter System)
Descrizione del processo
L’aria contaminata entra nell’impianto in controcorrente ad un flussodi acqua di ricircolo in una colonna a materiale impaccato. I microor-ganismi aderiscono come biofilm sul materiale impaccato e degrada-no i contaminanti che passano in colonna. Il sistema impiega un mez-
42
4.3.2 Tecnologie di biofiltrazione
La biofiltrazione è una tecnologia basata su un trattamento di tipo biolo-gico che utilizza filtri provvisti di microorganismi specifici per l’abbatti-mento dei composti organici aeriformi. Le emissioni aeriformi contenenti icomposti biodegradabili vengono convogliate su un materiale di suppor-to biologicamente attivo dove i microorganismi degradano le sostanze or-ganiche ad acqua ed anidride carbonica. La biofiltrazione è utilizzata damolti anni negli Stati Uniti come in Giappone ed in Europa per il control-lo delle sostanze odorigene, e di recente sono stati sviluppati sistemi, di se-guito descritti, per il trattamento di emissioni aeriformi industriali.
4.3.2.1 Sistema a biofiltrazione
Descrizione del processo
L’aria contaminata entra in una unità di precondizionamento, dove latemperatura, il grado di omogenizzazione, ed il contenuto di materialeparticellare devono essere regolati in funzione delle necessità specifiche.Il flusso gassoso viene quindi convogliato su un letto a materiale im-paccato che fa da supporto al film umido di microorganismi. La fasestazionaria di materiale impaccato può essere di tipo sintetico o natura-le (compost, torba, corteccia, terriccio, ecc.). All’interno del letto a mate-riale impaccato i composti organici vengono distrutti dalla biomassa.
Applicabilità a processi “FRP”
La società svedese FIBERFORM AB è un’industria “FRP” ed utilizza unsistema integrato biofiltro/scambiatore di calore per il trattamento delleemissioni di stirene. È un sistema integrato con struttuta prefabbricatacostituito da un letto con area di filtrazione di 139 mq per una portata diaria in ingresso di ca. 17000 mc/h. L’impianto lavora otto ore al giornocon un periodo di due settimane all’anno di fermo macchina. L’impiantoè dotato di un controllo computerizzato dell’umidità e della biomassa.L’efficienza di abbattimento realizzata per lo stirene è di ca. 85%.
Condizioni operative standard
Il set-up impiantistico del sistema a biofiltri per l’abbattimento diC.O.V. dipende in maniera determinante dal substrato per i microor-ganismi. Il substrato ideale deve possedere un’elevata area superfi-ciale, non creare significative contropressioni al flusso gassoso e pos-

45
4.3.3 Tecnologia di fotoossidazione con ultravioletti
La VM Tecnologies, Inc. (Lake Forest, CA) e la Terr-Aqua EnviroSystems Inc. (Fontana, CA) forniscono tecnologie integrate ultravio-letti/ossidazione per il controllo delle emissioni di C.O.V..Il sistema VM viene utilizzato per il trattamento di miscele gassose,acque e rifiuti liquidi, ed è progettato a moduli in modo da poter trat-tare flussi di aria inquinata con portate da 8000 a 40000 mc/h.Il sistema Terr-Aqua è stato progettato per il trattamento di miscelegassose di C.O.V. con portate da 3000 a 20000 mc/h.
Descrizione del processo:
Il processo di un sistema ultravioletti/ossidazione è essenzialmente ilseguente:
● filtrazione per la rimozione del materiale particellare;
● trattamento con luce ultravioletta ed ozono (fase di preossidazione);
● assorbimento in acqua dei C.O.V. mediante trattamento in appositasezione (scrubber a letto impaccato o specifica camera di contatto);
● trattamento del liquido con ozono;
● trattamento del gas su carboni attivi per la rimozione di C.O.V. residui;
● rigenerazione con ozono dei carboni con eliminazione dei C.O.V.residui adsorbiti.
Applicabilità a processi “FRP”
I sistemi VM e Terr-Aqua sono commercializzati da più di 10 anni,tuttavia non risultano specifiche applicazioni a processi FRP. AppliedResearch Laboratory of Penn State University sta conducendo pro-grammi di ricerca e sviluppo per l’applicazione della tecnologia; testin scala pilota sono stati eseguiti su vari C.O.V.. In particolare, per uncomposto chimicamente simile allo stirene, l’etilbenzene, è emersoche tutto il composto rimosso viene abbattuto nella sezione a carboniattivi del sistema, risultando non significativa l’azione di rimozionenello scrubber con luce ultravioletta ed ozono.
Condizioni operative standard
Le condizioni operative standard per il trattamento di una miscelagassosa mediante il sistema ultravioletti/ossidazione sono:
44
zo di supporto di tipo sintetico inorganico (ceramica pellettizata omateriale a struttura monolitica con specifica geometria superficialeche aumenta l’area di contatto) e realizza una migliore e più unifor-me distribuzione del gas ed un migliore contatto tra microorganismie gas rispetto al sistema decritto al punto precedente. In particolare,il processo di ricircolazione dell’acqua favorisce il controllo del pH,del quantitativo dei nutrienti e della densità del biofilm.È stato sviluppato un biotrickling system per il trattamento dello sti-rene con un sistema per contrastare l’effetto dovuto alla produzionedel sottoprodotto acido. La tecnologia è utilizzata in un’industria chi-mica che produce emissioni di stirene a concentrazioni di ca. 150ppm con una portata di ca. 3000 mc/h. Per la specifica applicazionerisulta sufficiente un’efficienza di abbattimento del 50%, tuttavia i ri-cercatori ritengono che l’impianto possa essere in grado di realizzarepercentuali di abbattimento fino al 90%.
Vantaggi/Svantaggi
Questa tecnologia presenta molte differenze rispetto al precedente si-stema a biofiltrazione, la principale risiede nel tipo di struttura im-paccata che è progettata per permettere un flusso continuo di acquadi ricircolo, che viene reintegrata insieme ai nutrienti solo quando ri-sulta necessaria. In questo modo si ha la possibilità di allontanare ilsottoprodotto acido dal biofilm. Nel biotrickling system si possono ingenere trattare miscele di C.O.V. più concentrate rispetto alla tecno-logia a biofiltrazione standard. Sebbene lo stirene possegga una bas-sa solubilità in acqua, il biotrickling system è in grado di instaurareun efficiente trasferimento nella fase acqua/biofilm ed il materiale bi-logico presente sul supporto impaccato adsorbe e degrada lo stirenesenza innescare fenomeni di polimerizzazione.Questo tipo di sistema è abbastanza diffuso a livello Europeo inquanto inizialmente progettato per eliminare i problemi creati dallesostanze odorigene. In un secondo tempo si è dimostrata la possibi-lità di utilizzo nel trattamento dei C.O.V.In letteratura non risultano studi specifici relativi a test di affidabilitànel tempo del sistema per applicazioni sui C.O.V., ed attualmente so-no in corso ricerche in tal senso.

47
4.4.1 Sistemi a membrane
Con la tecnologia di recupero di vapori mediante membrane selettivesi ottiene la separazione dei composti organici dall’aria. La prima ap-plicazione industriale della separazione a membrana industriale èstata l’osmosi inversa. La tecnologia di separazione mediante membrane è stata commer-cialmente sviluppata negli ultimi dieci anni e sta emergendo cometecnologia di recupero alternativa o complementare a varie applica-zioni industriali come il recupero di vapori organici da flussi di gasconcentrati. Applicazioni attualmente in fase di sviluppo evidenzianoche la combinazione con altre tecnologie di controllo degli inquinan-ti aeriformi presenta dei possibili vantaggi tecnico-economici.
Descrizione del processo
Vari tipi di strutture modulari possono essere progettate per le sepa-razioni con membrane; un sistema base per il controllo delle emissio-ni di C.O.V. può prevedere due sezioni:
1. una sezione di compressione/condensazione;
2. una sezione di separazione mediante membrane.
L’unità di compressione/separazione è di tipo convenzionale, mentrequella di separazione prevede membrane composite ad elevate pre-stazioni che risultano da 10 a 100 volte più permeabili a determinaticomposti organici rispetto all’aria.La miscela di aria e vapori organici viene sottoposta a pressioni di105 - 106 N/mq, quindi viene raffreddata in un condensatore. Partedei composti organici vengono condensati e possono essere recupe-rati per il riutilizzo; la porzione non condensata entra nei moduli do-ve attraversa la superficie selettiva della membrana; in tal modo si ot-tengono due correnti gassose, una contenente i composti organici cheviene reimmessa nel condensatore ed una depurata dai vapori cheesce dal sistema.Il passaggio delle sostanze attraverso la membrana viene mantenutomediante un’appropriata differenza di pressione che può essere otte-nuta comprimento la miscela gassosa sulla membrana e/o per de-pressione nella sezione opposta.Le caratteristiche delle membrane per la separazione selettiva risulta-no l’elemento chiave del processo: l’aria ed i vapori organici attraver-
46
● temperatura: comprese tra 272 °K e 339 °K;
● umidità relativa: da 0 a 100%;
● portata: da 1500 fino a teorici 1700000 mc/h (mediante sistemi mo-dulari).
I sistemi Terr-Aqua e VM vengono proposti per il trattamento di va-ri composti organici compresi i composti clorurati e fluorurati conun’efficienza di abbattimento del 95%.I composti fotosensibili come quelli costituiti da anelli benzenici, ini-ziano ad essere demoliti già nella fase di preossidazione con ultra-violetti mentre altri composti solubili o miscibili in acqua vengono ef-ficacemente abbattuti nel reattore ad umido.
Vantaggi /Svantaggi:
Il vantaggio di questo sistema risiede nel potenziale potere depurantedell’aria che si realizza a temperatura e pressione ambiente in presen-za di ozono ed acqua; inoltre, il processo produce acqua ed anidridecarbonica dalla completa ossidazione fotocatalitica degli idrocarburi.Lo svantaggio della tecnologia ad ultravioletti/ozono risiede nel fattoche l’impianto necessita di dispositivi specifici di controllo e di manu-tenzione continua. Inoltre, non risulta dimostrata la capacità di rimo-zione dello stirene per il processo di fotoossidazione/ozonizzazione.
4.4 Tecnologie Emergenti
Per molti anni le tecnologie di incenerimento, assorbimento, adsorbi-mento, condensazione, sono state ampiamente utilizzate per il tratta-mento di vapori e gas organici e, come abbiamo visto, sono presentiattualmente sul mercato applicazioni innovative di queste tecnologie.Nel presente paragrafo vengono descritte due tecnologie delle quali,dopo anni di valutazioni di laboratorio, solo di recente si è iniziato adesplorare le possibili applicazioni nell’industria “FRP” e ad eseguirestudi in scala pilota.La prima di queste tecnologie è basata su membrane che permettonola permeazione selettiva dei composti organici rispetto all’aria, la se-conda è una tecnologia di ossidazione fotocatalitica che si ottiene atemperatura ambiente ed in presenza di raggi ultravioletti.

49
realizzati simultaneamente per cui si deve giungere ad un conve-niente compromesso; il termine tecnico con cui si definisce il migliorcompromesso tra rimozione dei vapori dal flusso di alimentazione earricchimento del flusso per le membrane è lo “stage cut”.Lo “stage cut” è la frazione del flusso totale di alimentazione che at-traversa la membrana ed è uguale al rapporto, espresso in percentua-le, tra velocità di flusso permeato e velocità di flusso in alimentazione.A causa dei limiti di selettività della membrana e del rapporto dipressioni ottenibile, spesso è impossibile ottenere una adeguata sepa-razione di due componenti in un unico passaggio attraverso la mem-brana; buone separazioni possono essere pertanto ottenute mediantesistemi multipli o sistemi con ricircolo su singola membrana. Nel pri-mo caso, la miscela gassosa viene trattata su più membrane, nel se-condo caso la miscela gassosa, dopo aver attraversato la membrana,viene ricircolata nella miscela in alimentazione.In funzione del sistema impiegato, la tecnologia realizza valori di effi-cienza di rimozione di vapori organici compresi tra il 90% ed il 99,99%.Da test condotti con un impianto a sistema integrato membrane/con-densatore, con miscele gassose in ingresso contenenti concentrazionidi C.O.V. di ca. 1,5-3,0% v/v, risultano efficienze di abbattimento dal50% al 90%.
Vantaggi/Svantaggi
Questi processi non richiedono sezioni di desorbimento e non produ-cono flussi secondari che necessitino di trattamenti supplementari.Inoltre, costituendo una combinazione di due metodi di recupero(compressione/condensazione e separazione con membrana), posso-no sfruttare un effetto sinergico di due processi realizzando un recu-pero ad alta efficienza rispetto ai due metodi presi singolarmente.Il processo di recupero con membrane non risulta tuttavia efficienteper il trattamento di flussi gassosi ad elevate portate ed a basse con-centrazioni (tipici dell’industria “FRP”); inoltre, l’alternativa di pre-concentrare le emissioni di stirene dai processi “FRP” può risultareattualmente economicamente non conveniente in quanto la qualitàdello stirene recuperato non è ancora stata adegatamente testata perun riutilizzo nella formulazione di resine.
48
sano la membrana con velocità dipendenti dalla loro permeabilità re-lativa e dalla differenza di pressione tra i due lati della membrana.Al fine di risultare tecnicamente ed economicamente conveniente perl’applicazione specifica, il sistema dovrebbe possedere i seguenti re-quisiti:
● i materiali costituenti le membrane presentano adeguata selettivitàper rimuovere i composti organici specifici dall’aria;
● i materiali devono consentire la produzione di membrane il piùpossibile prive di difetti ed efficienti per alti flussi;
● le membrane devono essere realizzate in moduli di ridotto ingom-bro e di costo limitato.
Applicabilità a processi “FRP”
Recentissime informazioni derivanti da dirette applicazioni al con-trollo di emissioni aeriformi, segnalano la tecnologia come particolar-mente indicata per il trattamento di miscele gassose concentrate (con-tenuti di C.O.V. superiori ai 1000 ppm). Nei processi “FRP”, la tecni-ca potrebbe essere impiegata in combinazione ad una sezione di pre-concentrazione che realizzi un flusso di aria inquinata da trattare diportata ridotta e di elevata concentrazione di vapori organici.L’utilizzo della tecnologia a membrane selettive potrebbe essere mo-tivato dalla sua funzionalità e dal possibile riutilizzo dello stirene direcupero. Attualmente, tuttavia, non risultano applicazioni documen-tate a processi “FRP”.
Condizioni operative standard
A parte la fondamentale condizione che la membrana composita siaselettiva per i composti organici rispetto all’aria, uno dei più impor-tanti parametri operativi è rappresentato dalla differenza di pressio-ne che si realizza tra i due lati della membrana. Per permettere il tra-sferimento di massa attraverso la membrana, la pressione del flussosul lato di alimentazione deve essere maggiore rispetto a quella sullato opposto.Altra condizione significativa è il grado di separazione richiesto: ilmiglior risultato è quello di ottenere, nello stesso tempo, una corren-te gassosa perfettamente purificata dai vapori organici e una corren-te gassosa concentrata di portata minima sulla quale eseguire il recu-pero diretto degli organici. Questi due requisiti non possono essere

51
roetilene (TCE) ad aria contaminata da iso-ottano, cloruro di metileneo cloroformio.La possibilità di utilizzare l’ossidazione fotocatalitica per il tratta-mento dei composti organici aerodispersi dipende principalmentedall’identificazione delle condizioni per le quali il rendimento quan-tico apparente (rendimento quantico o quantum yield: numero dimolecole convertite per fotone assorbito sulla superficie di reazione),è prossimo al 100%.
Vantaggi/Svantaggi
Il processo è economicamente conveniente per reagenti ad alto rendi-mento quantico come il tricloroetilene o metanolo/etanolo. La tecno-logia è stata sperimentata su chetoni, alcoli, aldeidi, contenenti anelliaromatici ed è risultato necessario praticare aggiunte di composti clo-rurati per aumentare l’efficienza del processo. La degradazione foto-catalizzata di tutti i composti aromatici ramificati testati risulta incre-mentata con aggiunte di TCE; come prodotti finali delle reazioni diossidazione si sono ottenuti anidride carbonica ed acido cloridrico.In relazione allo stirene non risultano dati documentati sulla conve-nienza tecnico-economica dell’applicazione del processo.
50
4.4.2 Sistema ad ossidazione fotocatalitica
La fotocatalisi eterogenea è una tecnologia emergente che può essereimpiegata per il trattamento dei composti organici aerodispersi. È unprocesso realizzato a temperatura ambiente nel quale la superficie diun semiconduttore irradiato funge da catalizzatore per la reazionechimica.Presso la North Carolina State University sono stati eseguiti studi didecomposizione di C.O.V. mediante luce ultravioletta su un semicon-duttore attivato (TiO2). I test realizzati confermano la possibilità diimpiego del processo di fotocatalisi gas-solido per la distruzione atemperatura ambiente di un certo numero di inquinanti organici ae-riformi ossigenati quali: acetone, 1-butanolo, aldeide butirrica, for-maldeide.Anche se lo stirene non è stato specificatamente testato in questi stu-di, si può considerare dimostrata la degradazione dei composti orga-nici sul TiO2 attivato.
Descrizione del processo
La reazione di ossidazione avviene a temperatura ambiente, in pre-senza di raggi ultravioletti su superfici attivate di alcuni ossidi metal-lici o solfuri che presentano proprietà di semiconduttori e che fungo-no da catalizzatori per l’ossidazione di C.O.V. in aria. La totale ossi-dazione converte i composti organici in anidride carbonica ed acqua.
Applicabilità a processi “FRP”
Non risultano dati documentati relativi all’utilizzo di tecnologie dicatalisi eterogenea per il trattamento dello stirene nell’aria, tuttaviavari studi dimostrano la possibilità di conversione fotocatalitica deicomposti aromatici come il toluene, m-xilene ed etilbenzene.
Condizioni operative standard
Il processo offre la possibilità di operare a temperatura ambiente e,da prove di ossidazione fotocatalitica eseguite sul toluene, si è rileva-ta la possibilità di aumentare la conversione fino al 100% addizio-nando composti clorurati come 1,1,3 tricloropropene (TCP) o perclo-roetilene (PCE). Un aumento della velocità della reazione di fotocata-lisi è stato osservato anche in corrispondenza di aggiunte di triclo-
53
di inquinamento senza l’ausilio di cappe, barriere o particolari strut-ture di separazione d’area.Un sistema di aspirazione localizzata prevede la realizzazione distrutture specifiche per il confinamento delle sorgenti di inquinamen-to e cappe fisse e/o mobili per l’asportazione delle sostanze nociveaerodisperse.Nel contesto dell’industria “FRP” quindi, la tecnologia di trattamen-to dell’aria inquinata prima dell’emissione in atmosfera deve essereconsiderata in funzione del controllo di emissioni gassose caratteriz-zate da elevati quantitativi di C.O.V. che, a seconda dei casi specifici,possono essere trasportati da flussi gassosi di portata volumetrica piùo meno elevata.
52
5. Note conclusive
Al fine di selezionare una tecnologia idonea per applicazioni nell’industria“FRP”, deve essere fatta una importante considerazione sui valori di por-tata delle emissioni gassose da trattare. Negli ambienti di lavoro sede deiprocessi industriali, infatti, si deve comunque ed in ogni caso garantire ilmantenimento delle condizioni minime previste per la sicurezza e la salu-te dei lavoratori e questo generalmente viene realizzato mediante l’installa-zione di adeguati sistemi di ventilazione/aspirazione e/o di confinamentodelle sorgenti di inquinanti aeriformi che sono direttamente correlati allaportata volumetrica delle emissioni in atmosfera dello stabilimento.L’industria “FRP”, a causa della tipologia delle lavorazioni, immettenell’ambiente elevate concentrazioni di composti organici, in partico-lare stirene. Questo aspetto presuppone la ricerca della soluzione piùidonea per la bonifica degli ambienti di lavoro dagli inquinanti aero-dispersi, il che può tradursi nella realizzazione di:
● un sistema di ventilazione forzata basato sulla condizione di equili-brio più conveniente tra la movimentazione di elevati volumi d’a-ria per l’asportazione degli inquinanti prodotti dal processo (neces-saria per il mantenimento dei requisiti microclimatici interni idealiper il tipo di attività produttiva) e il trasporto delle quantità diC.O.V. con flussi gassosi di elevata portata per il conseguente trat-tamento prima dell’emissione in atmosfera;
● un sistema di aspirazione localizzata mediante cappe, box aspirati estrutture specifiche che produce flussi convogliati concentrati per ilconseguente trattamento prima dell’emissione in atmosfera.
La scelta dell’idoneo sistema di ventilazione/aspirazione deve essereoperata caso per caso in funzione delle specifiche caratteristiche am-bientali dei vari reparti produttivi, infatti le varie peculiarità tecnolo-giche, logistiche, strutturali, microclimatiche, determinano la funzio-nalità della tecnica di bonifica dell’ambiente di lavoro.Un sistema a ventilazione forzata realizza il confinamento delle fonti
55
A. Capra, A. De Cesaris, M. Dubini, M. Giugliani, Controllo delle emis-sioni in atmosfera da impianti industriali, Istituto per l’Ambiente, 1992.
Mc Innes, R.G., Explore New Options for Hazardous Air Pollutant,Control. Chemical Engineering Progress, 1995.
S. D’Angelo, La Tutela dell’Aria, Istituto per L’Ambiente, GiuffrèEditore, 1993.
P. Mazzali, L’Inquinamento Atmosferico, Pitagora Editrice, 1989.
MIAB, Test Results f or MIAB Fluidized Bed System, 1995.
T.W.G. Solomons, Chimica Organica, Editoriale Grasso, 1979.
Emery J. Kong, Mark A. Bahner, Sonji L. Turner, Assessment of StyreneEmission Controls for FRP/C and Boat Building Industries, ResearchTriangle Institute.
G. Tchobanoglous, F. Burton, Wastewater Engineering - treatment,Disposal and Reuse, International Edition 1991.
Patkar, A.N., Reinhold, J.M., and Henderson, G., Demonstration ofCapture and Control Efficiency for a Styrene Emission Source, 1994.
Peral, J., and Ollis, D.F., Heterogeneous Photocatalytic Oxidation of Gas-Phase Organics for Air Purification: Acetone, 1-Butanol, Butyraldehyde,formaldehyde, and m-Xylene Oxidation. Journal of Catalysis, 1992.
J. March, Advanced Organic Chemistry, Fourth Edition, J. Wiley & SonsInc., 1992.
Simmons, V.L., Kaschemekat, J., Jacobs, M.,L., and Dortmundt, D.D,Membrane System Offer a New Way to Recover Volatile Organic AirPollutants, Chemical Engineering, 1994.
John H. Seinfeld, Spyros N. Pandis, Atmospheric Chemistry and Physics,J. Wiley & Sons Inc., 1998.
54
Bibliografia
CRC Press, Handbook of Chemistry and Physics, 64th Edition 1983-1984.
Mc Graw-Hill, Perry’s Chemical Engineers’ handbook, seventh edition.
Cooper, C.D. and Alley, F.C., Air Pollution Control,1986.
D.P.R. n°203/88.
D.M. n°51/90.
D.P.R. n°303/56.
D.Legs. n°626/94 e succ. mod.
Farmer, J.R., EPA, Office of Air Quality Planning and Standards,Thermal incenerator Performance for NSPS, 1980.
H. M. Freeman - Standard Handbook of Hazardous Waste Treatment andDisposal - 2° ed., McGraw-Hill Companies Inc., 1998.
Gribbon, S.T., Englehard Corporation. Regenerative Catalytic Oxidation, 1996.
Norme dell’A.C.G.I.H. (American Conference of Governmental IndustrialHygienists), anno 1999 (versione secondo A.I.D.I.I.): “Sui valori limite diTLV di esposizione dei lavoratori agli agenti chimici”.
Biedell E.L. (REECO) and Cowles, H. (Environmental C&C, Inc.), Anovel Pre-Concentration Tecnology for VOC and Air Toxics Control, 1996.
Direttiva 99/13/CE del 11 marzo 1999.
D’Hennezel, O., and Ollis, D.F., Trichloroethylene-promoted Photocataly-tic Oxidation of Air Contaminants. Department of Chemical Engineer-ing, North Carolina State University, 1995.
Manuale dell’Ingegnere, 83° Edizione Hoepli, 1997.
Felix, L., et al., Southern Research Istitute, Evaluation of the Polyad FBAir Purification and Solvent Recovery Process for Styrene Removal, 1993.

57
Classe IIIAcido acrilicoAcetonitrileAcido propionicoAcido aceticoAlcool n-butilicoAlcool iso-butilicoAlcool sec-butilicoAlcool ter-butilicoAlcool metilicoButirraldeidep-ter-butiltoluene2-butossietanoloCaprolattameDisolfuro di carbonioCicloesanoneCiclopentadieneClorobenzene
2-cloro-1,3-butadieneo-clorostireneo-clorotoluenep-clorotolueneCumeneDiacetonalcool1,4-diclorobenzene1.1-dicloroetanoDicloropropanoDietanolamminaDietilformammideDiisobutilchetoneN,N-DimetilacetammideN,N-DimetilformammideDipropilchetoneEsametilendiamminan-esano
DimetilamminaEtilamminaEtanolammina2-etossietanolo2-etossietilacetatoFenoloFtalati2-FuraldeideFurfuroloIodoformioIsoforoneIsopropilamminaMetilacrilonitrileMetilamminaMetilanilinaMetilbromuroMetil n-butilbromuroMetilcloruroMetil-2-cianoacrilatoMetilstirene2-Metossietanolo2-Metossietanolo acetato
NitroetanoNitrometano1-NitropropanoNitrotoluenePiretroPiridinaPiomboalchili2-Propenale1,1,2,2-tetracloroetanoTetracloroetileneTetranitrometanom, p toluidinaTributilfosfatoTriclorofenoloTricloroetileneTriclorometanoTrietilamminaTrimetilamminaTrimetilfosfinaVinilbromuroXilenolo (escluso 2,4-xilenolo)Formaldeide
56
Allegati
1. Tabella D di cui all’allegato 1 del D.M. n° 51 del 12/07/90
Classe I
Classe IIAcetaldeideAcido cloroaceticoAcido formicoAcido tioglicolicoAcido tricoloroaceticoAnidride ftalicaAnidride maleicaAnilinaBenzolcloruroBifenileButilacrilatoButilamminaCanfora sinteticaCarbonio tetrabromuroCarbonio tetracloruro
CicloesilamminaCloroacetaldeide1- Cloro-1-nitropentanoCresoliCrotonaldeide1,2-DibutilaminoetanoloDibutilfosfatoo-diclorobenzene1,1-dicloroetileneDicloretiletereDiclorofenoloDiclorometanoDietilamminaDifenilamminaDiisopropilammina
AnisidinaButilmercaptanoCloropicrinaDiazometanoDicloroacetileneDinitrobenzeneDinitrocresoloEsaclorobutadieneEsaclorociclopentadienEsafluoroacetone
Etere diglicidilicoEtilacrilatoEtileniminaEtilmercaptanoIsocianatiMetilacrilatoNitroglicerinaPerclorometilmercaptano1,4 - diossano
59
2. Elenco Composti Organici Volatili US-EPA (United States - Environmental ProtectionAgency)
B
CCaptafolCaptanCarbarylCarbazoleCarbendazimCarbofuranCarbon disulfideCarbon tetrachlorideCarbophenothionChloral-hydrateChlorambenChlordaneChlorfenvinphosChloride
ChlorineChloroacetonitrile4-ChloroanilineChlorobenzeneChlorobenzilate1-ChlorobutaneChlorodibromomethaneChloroethane2-Chloroethanol2-Chloroethyl vinyl etherChloroform1-ChlorohexaneChloromethane5-Chloro-2-methylaniline
BentazonBenz(a)anthraceneBenzal chlorideBenzaldehydeBenzeneBenzidineBenzo(a)pyreneBenzo(b)fluorantheneBenzo(ghi)peryleneBenzoic acidBenzo(j)fluorantheneBenzo(k)fluoranthenep-BenzoquinoneBenzotrichlorideBenzyl alcoholBenzyl benzoateBenzyl chlorideBis(2-n-butoxyethyl)phthalateBis(2-chloroethoxy)methaneBis(2-chloroethyl)ether
Bis(2-chloroethyl) sulfideBis(2-chloroisopropyl) etherBis(2-ethylhexyl) phthalateBis(2-methoxyethyl)phthalateBromoacetoneBromobenzeneBromochloromethaneBromodichloromethane4-BromofluorobenzeneBromoformBromomethane4-Bromophenyl phenyl etherBromoxynilButanaln-Butanol2-Butanonen-Butylbenzenesec-Butylbenzenetert-ButylbenzeneButyl benzyl phthalate
58
Classe IV
Classe VAcetoneAlcool etilicoButanoCicloesanoCicloeseneCloropentanoClorobromometanoClorodifluorometanoCloropentafluoroetanoDibromodifluoroetanoDibutiletereDiclorofluorometanoDiclorotetrafluoroetanoDietiletereDiisopropiletere
DimetiletereEptanoEsano tecnicoEtere isopropilicoEtilacetatoMetilacetileneMetilcicloesanoPentano1,1,1,2 Tetracloro 2,2 difluoroetano1,1,1,2 Tetracloro 1,2 difluoroetanoTriclorofluorometano1,1,2 Tricloro 1,2,2 trifluoroetanoTrifluorometanoTrifluorobromometano
Alcool propilicoAlcool isopropilicon-amilacetatosec-amilacetatoBenzoato di metilen-butilacetatoiso-butilacetatoDietilchetoneDifluorodibromometanosec-esilacetato
EtilformiatoMetilacetatoMetiletilchetoneMetilisopropilchetoneN - metilpirrolidonePinenen-propilacetatoiso-propilenacetatoTolueneXilene
EtilamilchetoneEtilbenzeneEtilbutilchetoneEtilenglicoleIsobutilglicidiletereIsopropossietanoloMetilmetacrilatoMetilamilchetoneo-metilcicloesanoneMetilcloroformioMetilformiatoMetilisobutilchetone
MetilisobutilcarbinoloNaftalenePropilenglicolePropilenglicolemenometileterePropionaldeideStireneTetraidrofuranoTrimetilbenzenen-veratraldeideVinilacetatoViniltoluene2,4-xilenolo

61
P
S
T2,4,5-T butyl ester2,4,5-T butoxyethanol esterTEPP (Tetraethyl pyrophosphate)Terbufos1,2,3,4-Tetrachlorobenzene1,2,3,5-Tetrachlorobenzene1,2,4,5-Tetrachlorobenzene2,3,7,8-Tetrachlorodibenzo-p-dioxin2,3,7,8-Tetrachlorodibenzofuran1,1,1,2-Tetrachloroethane1,1,2,2-TetrachloroethaneTetrachloroethene2,3,5,6-Tetrachloronitrobenzene2,3,4,6-Tetrachlorophenol2,3,5,6-Tetrachlorophenol
TetrachlorophenolsTetrachlorvinphosTetraethyl dithiopyrophosphateTetrazeneTetrylThiofanoxThionazineThiophenolThiosemicarbazideTokuthionm-Tolualdehydeo-Tolualdehydep-TolualdehydeTolueneToluene diisocyanate
SafroleSimazine
Styrene
PentachlorophenolPentafluorobenzenePentanaltrans-PermethrinPerthanePhenacetinPhenanthrenePhenobarbitalPhenolPhenolics1,2-Phenylenediamine1,4-PhenylenediaminePhosalonePhosmetPhosphamidonPhthalic anhydridePicloram2-Picoline
Piperonyl sulfoxidePolychlorinated dibenzo-p-dioxinsPolychlorinated dibenzofuransPromecarbPronamidePropachlorPropanalPropargyl alcoholPropiolactonePropionitrilePropoxurn-Propylaminen-PropylbenzenePropylthiouracilPyrenePyridineResorcinolRonnel
60
D2,4-D butoxyethanol ester2,4-D 2-ethylhexyl ester4,4’-DDD4,4’-DDE4,4’-DDTDecanalDemeton-ODemeton-SDiallate2,4-DiaminotolueneDiamyl phthalateDiazinonDibenz(a,h)acridineDibenz(a,h)anthraceneDibenzo(a,h)anthracene)Dibenz(a,j)acridineDibenzo(a,e)pyreneDibenzo(a,h)pyreneDibenzo(a,i)pyrene7H-Dibenzo(c,g)carbazoleDibenzofuranDibenzothiophene
1,2-Dibromo-3-chloropropane1,2-DibromoethaneDibromofluoromethaneDibromomethaneDicambaDichloneDichlorobenzenes1,2-Dichlorobenzene1,3-Dichlorobenzene1,4-Dichlorobenzene3,3’-Dichlorobenzidine3,5-Dichlorobenzoic acid1,4-Dichloro-2-butenecis-1,4-Dichloro-2-butenetrans-1,4-Dichloro-2-buteneDichlorodifluoromethane1,1-Dichloroethane1,2-Dichloroethanecis-1,2-Dichloroethene1,1-Dichloroethenetrans-1,2-DichloroetheneDichlorofenthion
Chloromethyl methyl ether4-Chloro-3-methylphenol3-(Chloromethyl) pyridine1-ChloronaphthaleneChloroneb2-Chlorophenol3-Chlorophenol4-Chlorophenol4-Chloro-1,2-phenylenediamine4-Chloro-1,3-phenylenediamine4-Chlorophenyl phenyl ether1-(o-Chlorophenyl)-2-thioureaChloroprene3-ChloropropionitrileChloropropylateChlorothalonil
2-Chlorotoluene4-ChlorotolueneChlorpyrifosChlorpyrifos-methylChryseneCoumaphosCoumarin dyesCreosotep-CresidineCresolsCrotonaldehydeCrotoxyphosCyanideCyclohexanone2-Cyclohexyl-4,6-dinitrophenolCyclophosphamide
62
V
W
Xm-Xyleneo-Xylene
p-XyleneXylenes, total
Warfarin
Vinyl chloride (Chloroethene) Vinyl acetate
2-Toluidine4-ToluidineToxaphene2,4,6-TribromophenolTrichlorfon1,2,3-Trichlorobenzene1,2,4-Trichlorobenzene1,3,5-Trichlorobenzene1,1,1-Trichloroethane1,1,2-TrichloroethaneTrichloroetheneTrichlorofluoromethaneTrichloronate2,4,5-Trichlorophenol
2,4,6-TrichlorophenolTrichlorophenols1,2,3-TrichloropropaneTri-o-cresylphosphate0,0,0-Triethyl phosphorothioateTri-p-tolyl phosphateTrifluralin2,4,5-Trimethylaniline1,2,4-Trimethylbenzene1,3,5-TrimethylbenzeneTrimethyl phosphate1,3,5-Trinitrobenzene2,4,6-TrinitrotolueneTris-(2,3-dibromopropyl) phosphate
Finito di stampare nel mese di Settembre 2001