ANALISI DEL COMPORTAMENTO A FATICA DI LAMINATI IN ...tesi.cab.unipd.it/44279/1/Tesi_ok.pdf · 5.2...
170
DIPARTIMENTO DI TECNICA E GESTIONE DEI SISTEMI INDUSTRIALI CORSO DI LAUREA MAGISTRALE IN INGEGNERIA DELL’INNOVAZIONE DEL PRODOTTO TESI DI LAUREA ANALISI DEL COMPORTAMENTO A FATICA DI LAMINATI IN MATERIALE COMPOSITO E NANOCOMPOSITO Relatore: Ing. MICHELE ZAPPALORTO Correlatore: Ing. PAOLO CARRARO Laureando: MARCO ANTONIAZZI ANNO ACCADEMICO 2012-2013
Transcript of ANALISI DEL COMPORTAMENTO A FATICA DI LAMINATI IN ...tesi.cab.unipd.it/44279/1/Tesi_ok.pdf · 5.2...
DIPARTIMENTO DI TECNICA E GESTIONE DEI SISTEMI
INDUSTRIALI
CORSO DI LAUREA MAGISTRALE IN INGEGNERIA DELL’INNOVAZIONE
DEL PRODOTTO
TESI DI LAUREA
ANALISI DEL COMPORTAMENTO A FATICA DI
LAMINATI IN MATERIALE COMPOSITO E
NANOCOMPOSITO
Relatore: Ing. MICHELE ZAPPALORTO
Correlatore: Ing. PAOLO CARRARO
Laureando: MARCO ANTONIAZZI
ANNO ACCADEMICO 2012-2013


Ringraziamenti
Ringraziamenti
Ogni traguardo richiede impegno e sacrificio. Se oggi sono qui a festeggiare questo
importante successo, lo devo anche a tutte le persone che in questi anni hanno condiviso
con me gioie e dolori.
Desidero quindi ringraziare in primis i miei genitori Mario e Annalisa che sono e saranno
sempre un punto di riferimento importante nella mia vita, le mie sorelle Elena e Laura
che hanno sperimentato sulla loro pelle lo stress che arreca uno studente universitario in
famiglia.
Giorgia che rappresenta il mio presente e il mio futuro, che ha sempre creduto in me, nelle
mie capacità, e mi è sempre stata accanto anche nelle difficoltà del nostro rapporto.
Infine vorrei ringraziare il professor Zappalorto, e gli ingegneri Carraro e Pontefisso per
la loro grande disponibilità dimostratami in questi mesi.

Indice
Indice
Capitolo 1: Introduzione ................................................................................................ 1
1.1 I materiali compositi e i processi di produzione ..................................................... 2
1.2 Nanocompositi e nanotecnologie ............................................................................ 6
1.3 La fatica nei compositi .......................................................................................... 11
Capitolo 2: Ricerca bibliografica ................................................................................. 17
2.1 Introduzione .......................................................................................................... 17
2.2 Articoli
Articolo [1] .......................................................................................................... 17
Articolo [2] .......................................................................................................... 26
Articolo [3] .......................................................................................................... 34
Articolo [4] .......................................................................................................... 42
Capitolo 3: Realizzazione dei provini .......................................................................... 49
3.1 Introduzione .......................................................................................................... 49
3.2 Attrezzature utilizzate ........................................................................................... 49
3.3 Fasi del processo di infusione ............................................................................... 54
3.3.1 Pulizia dello stampo ....................................................................... 54
3.3.2 Preparazione semi stampo inferiore ............................................... 54
3.3.3 Taglio dei materiali ........................................................................ 56
3.3.4 Stratificazione................................................................................. 58
3.3.5 Preparazione del sacco ................................................................... 59
Indice
3.3.6 Preparazione della resina ................................................................ 61
3.3.7 Processo di degassaggio ................................................................. 65
3.3.8 Processo di infusione ...................................................................... 67
3.3.9 Demoulding .................................................................................... 70
3.4 Realizzazione dei provini ...................................................................................... 72
3.5 Scelta dell’angolo di inclinazione ....................................................................... 75
3.5.1 SACL .............................................................................................. 75
Capitolo 4: Test e risultati ............................................................................................ 85
4.1 Introduzione ........................................................................................................... 85
4.2 Attrezzature utilizzate ............................................................................................ 85
4.3 Prove a fatica ......................................................................................................... 87
4.4 Calcolo della cd per le cricche a 90° ..................................................................... 90
4.5 Calcolo della cd per le cricche a +25° ................................................................. 100
4.6 Stima delle velocità di propagazione delle cricche.............................................. 110
4.7 Riduzione della rigidezza .................................................................................... 118
Capitolo 5: Verifica del modello Shear Lag mediante analisi FEM ....................... 123
5.1 Descrizione del modello Shear Lag ..................................................................... 123
5.2 Cross ply criccato [0°,90°] con cricche sullo strato a 0° ..................................... 123
Trazione ................................................................................................. 126
Taglio ..................................................................................................... 136
5.3 Cross ply criccato [0°,90°,02°] con cricche sullo strato a 0° ............................... 143
Trazione ................................................................................................. 144
Taglio ..................................................................................................... 156
Riferimenti ................................................................................................................... 163
Capitolo 1
- 1 -
Capitolo 1
Introduzione
L’obbiettivo di questa tesi è confrontare i risultati ottenuti da prove a fatica effettuate su
laminati in composito e nanocomposito: in particolare è stato osservato come il
danneggiamento indotto dalla nascita e dalla propagazione delle cricche influisce sulle
proprietà del materiale in termini di rigidezza. I materiali testati sono laminati
simmetrici multidirezionali a matrice polimerica base o nanorinforzata con l’aggiunta di
fibre di vetro. I risultati relativi la rigidezza del materiale sono stati utilizzati per
verificare la bontà del modello Shear Lag, sviluppato dall’università di Padova, che
permette di descrivere l’andamento delle tensioni tra due cricche di un laminato
criccato.
In sintesi è riportata una breve descrizione dei capitoli che seguono:
- Introduzione: è una breve introduzione al mondo dei compositi e nanocopositi,
con una particolare attenzione alla loro realizzazione e un breve paragrafo
riguardante il comportamento a fatica di questi materiali.
- Capitolo 2: riassume alcuni articoli pubblicati e presenti nel panorama
scientifico riguardanti il comportamento a fatica di laminati in composito.
- Capitolo 3: sono descritte le fasi di produzione e preparazione dei laminati, la
scelta del lay-up e le lavorazioni fatte per ottenera i campioni pronti da testare.
- Capitolo 4: descrive i test effettuati e riporta i risultati ottenuti elaborati in
termini di crack density e riduzione della rigidezza.
- Capitolo 5: riporta il confronto tra i risultati ottenuti dall’analisi FEM e quelli
ottenuti dal modello Shear Lag.
Capitolo 1
- 2 -
1.1 I materiali compositi e i processi di produzione
I compositi sono solitamente materiali non presenti in natura che sono il risultato di una
combinazione tridimensionale di almeno due materiali aventi ognuno delle proprietà
chimico-fisiche diverse tra loro a livello macroscopico e/o microscopico (le fasi non
devono essere miscelate in leghe o soluzioni): la combinazione che si ottiene vanta
proprietà non riscontrabili nei singoli elementi che la compongono.
I materiali compositi si sono rivelati particolarmente adatti nelle applicazioni strutturali:
il loro sviluppo è stato spinto principalmente dalle industrie aerospaziali ed
aeronautiche, dove da sempre si ricercano materiali ad elevate proprietà meccaniche e
basso peso specifico. Negli ultimi anni, con lo sviluppo delle tecnologie e la riduzione
dei costi, i materiali compositi hanno trovato sempre maggiori spazi di applicazione
anche nell’aviazione civile, nell’industria automobilistica, nell’edilizia e in molti altri
settori (attrezzature sportive, protesi biomediche, ecc.). Un ottimo esempio di impiego
dei materiali compositi nel settore automotive è il telaio monoscocca della Lamborghini
Aventador, totalmente realizzato in fibra di carbonio, con un peso complessivo di
appena 147,5 Kg. In campo edilizio un esempio storico delle potenzialità dei compositi
è il ponte pedonale di Aberfeldy (figura 1.1), costruito in Scozia nel 1992.
Fig.1.1. Ponte pedonale di Aberfeldy, Scozia.
Capitolo 1
- 3 -
In ambito tecnico i materiali compositi vengono suddivisi in due diverse tipologie di
costituenti:
- Matrice: ossia quella fase generalmente continua e omogenea che ha il compito di
racchiudere le altre fasi al proprio interno, garantendo la coesione del composito e la
giusta dispersione e omogeneizzazione delle altre fasi, e che solitamente definisce la
forma e il volume della struttura composita,
- Rinforzi: ossia quelle fasi più o meno disperse all’interno della matrice, inserite per
migliorare o modificare le caratteristiche del composito finale, siano esse
meccaniche, fisiche o chimiche.
E’ possibile ora fare un’ulteriore suddivisione in base alla tipologia di matrice o di
rinforzo presente nel composito. Nello specifico i materiali compositi vengono suddivisi
in:
- compositi a matrice metallica o MMC (Metal Matrix Composite),
- compositi a matrice ceramica o CMC (Ceramic Matrix Composite),
- e infine compositi a matrice polimerica o PMC (Polymer Matrix Composite),
mentre a seconda del tipo di rinforzo essi vengono suddivisi in:
- compositi particellari,
- compositi fibrosi,
- compositi strutturati (sandwich, laminati, ecc.).
I compositi a matrice metallica (MMC) sono prevalentemente realizzati con matrice
metallica leggera e resistente (alluminio, magnesio, titanio, meno spesso acciaio) nelle
applicazioni di tipo strutturale, o da matrici di cobalto o cobalto-nickel nelle
applicazioni di tipo termico, nelle quali vengono inserite le più svariate tipologie di
rinforzi, dalle fibre di carbonio o boro, alle particelle di allumina o carburo di silicio,
per ottenere miglioramenti di tipo meccanico (aumento resistenza trazione, usura, ecc.),
di tipo fisico (conduttività termica, trasparenza), e di tipo chimico (corrosione). I metodi
utilizzati per produrli anche in questo caso sono i più svariati, si passa dalla metallurgia
Capitolo 1
- 4 -
delle polveri, alla deposizione spray, allo squeeze casting, fino ai metodi PVD e CVD,
questo per dimostrare che le possibili applicazioni e realizzazioni sono realmente
numerose.
i mattoni di argilla e paglia possono essere considerati i primi materiali compositi a
matrice ceramica (CMC) della storia, anche calcestruzzo e cemento armato non sono
nient’altro che dei compositi della stessa categoria. Negli ultimi decenni sono stati
sviluppati compositi tecnici a matrice ceramica alto performanti che mantengono le
caratteristiche dei materiali ceramici tradizionali con prestazioni migliori. Essi sono
materiali formati da una matrice prevalentemente di carbonio, carburo di silicio e
allumina, che racchiude particelle o fibre degli stessi materiali, per superare almeno in
parte i difetti intrisici, come la scarsa tenacità a frattura o la scarsa resistenza a shock
termici, dei materiali ceramici tradizionali.
La macro-famiglia a cui si farà riferimento in questo lavoro è invece quella dei
compositi a matrice polimerica (PMC); essi sono probabilmente i compositi di maggior
diffusione al giorno d’oggi, per la loro relativa facilità produttiva e per le caratteristiche
che offrono.
I PMC vengono suddivisi in Termoplastici o Termoindurenti a seconda dalla natura
della matrice polimerica: i Termoplastici sono facili da realizzare e da rifondere per
crearne di nuovi, ma ovviamente le caratteristiche meccaniche e termiche sono molto
scadenti e peggiorano molto con lievi incrementi di temperatura, per questo sono poco
usati; la gran parte dei PMC sono realizzati con matrici Termoindurenti, costituiti da
poliimmidi, poliammidi, poliuretani, resine fenoliche e resine epossidiche (queste
ultime detengono la maggioranza degli usi e studi su di esse).
Anche i processi produttivi hanno conosciuto un’evoluzione costante. Nonostante la
stesura manuale rimanga ancora una tecnica diffusa, nuove tecniche si faranno strada in
alcuni settori ad alta tecnologia. I metodi di realizzazione sono molteplici e differenti tra
loro, ne elenchiamo qui i principali:
- Deposizione spray, tecnica a basso costo, strutturalmente povera.
- Stampaggio in autoclave, tecnica dal costo molto elevato ma che permette di
ottenere le massime prestazioni dai pezzi prodotti. Viene posto un laminato prepreg
Capitolo 1
- 5 -
su uno stampo, all’interno di un sacco a vuoto e successivamente la cura viene fatta
in autoclave controllando la pressione e la temperatura di processo.
- Filament winding, avvolgimento di fibre attorno ad un mandrino, si utilizzata
soprattutto per la realizzazione di serbatoi.
- Pultrusione, processo simile alla trafilatura, dove le fibre vengono tirate attraverso
uno stampo riscaldato, realizzando così contemporaneamente la formatura e la cura
del materiale.
- Stampaggio per compressione (SMC), una carica di semilavorato prepreg viene
posta in mezzo ad uno stampo riscaldato e successivamente pressata.
- Stampaggio per iniezione, simile all’injection molding per i materiali plastici, dove
una vite a pistone spinge la carica all’interno dello stampo.
- Thermostamping (GMT), simile alla termoformatura, nel quale dei tappeti di
prepreg vengono preriscaldati e successivamente pressati nello stampo.
- Resin transfer Moulding (RTM), processo liquido che permette di ottenere
prestazioni simili a quelle ottenute con l’autoclave, nel quale la resina e il
catalizzatore vengono miscelati appena prima di essere iniettati nello stampo dove è
già presente una preforma.
- Infusione, altro processo liquido, a basso costo ma che permette di ottenere laminati
dalle buone prestazioni. La resina viene aspirata all’interno di un sacco dove sono è
presente lo stampo da infondere.
Capitolo 1
- 6 -
1.2 Nanocompositi e nanotecnologie
All’interno della grande famiglia dei compositi, recentemente si è sviluppata una nuova
sottocategoria che desta una crescente attenzione nell’ambiente scientifico e industriale:
i materiali nanocompositi. Essi devono il nome al fatto che almeno una delle dimensioni
del rinforzo è dell’ordine di grandezza del nanometro (10-9 m), con estremi tra 1 e 100
nm, e questo come si vedrà, porta allo sviluppo di interessanti caratteristiche. Tale
rinforzo prende il nome quindi di nanorinforzo, o nanocarica.
Uno dei vantaggi principali evidenziati dai risultati sperimentali è la possibilità di
ottenere materiali che hanno caratteristiche chimico-fisiche e meccaniche eccezionali
con l’utilizzo di bassissime frazioni volumetriche di carica, dell’ordine di qualche punto
percentuale.
È importante, a questo punto, distinguere tra due categorie fondamentali di materiali
nanocompositi, ovvero i nanocompositi bifasici, ossia quei sistemi in cui è presente
solamente la matrice e una certa percentuale di nanorinforzo, e i nanocompositi trifasici,
ossia quei sistemi in cui è presente la matrice, la nanocarica dispersa all’interno della
matrice, e il rinforzo, solitamente di dimensioni microscopiche, presente come fase
particellare o fibrosa.
Come per i compositi tradizionali, anche per i nanocompositi è possibile fare delle
distinzioni in base alla tipologia di matrice e di rinforzo.
Per quanto riguarda le tipologie di matrice possiamo avere:
- Nanocompositi a matrice ceramica, sono per lo più miscele di nanoparticelle
ceramiche e metalliche finemente disperse. Particolare attenzione va rivolta alla
scelta di particelle che siano immiscibili tra loro (come ad esempio la miscela Cu –
TiO2), poiché a causa delle alte temperature e pressioni di processo, le particelle
rischiano di interagire tra loro e creare una lega. Principalmente vengono utilizzati
per ottenere materiali con elevate caratteristiche tribologiche, di resistenza alla
corrosione e di durezza.
- Nanocompositi a matrice metallica, sono i più importanti tra questi ricordiamo i
Compositi a Matrice Metallica rinforzati con Nanotubi di Carbonio (CNTs MMC),
nei quali si cerca di ottenere un’alevata resistenza a trazione e un incremento della
Capitolo 1
- 7 -
conducibilità elettrica del materiale, disperdendo all’interno della matrice una
frazione ottimale di rinforzo.
- Nanocompositi a matrice polimerica sono i più sviluppati in assoluto. Possono
contenere tutti e tre i tipi di rinforzo visti precedentemente, sono relativamente facili
da produrre e con piccole frazioni di nanorinforzo si possono ottenere incrementi
importanti delle caratteristiche meccaniche, fisiche e chimiche, del materiale. Le
varietà di prodotti realizzati con questi materiali sono tantissime, dall’attrezzatura
sportiva leggera e resistente, ai bio-tessuti da impianto su organi umani. Anche in
questo caso aspetti fondamentali da tenere in considerazione sono la corretta
dispersione e distribuzione del rinforzo e la sua interazione con le catene del
polimero.
I rinforzi utilizzati invece, possono essere sviluppati principalmente su una, due, oppure
tre direzioni.
- Rinforzi 1D: sono nanofogli (nano-platelets), nello specifico silicati idrati di
alluminio e magnesio (argilla), caratterizzati da una struttura lamellare, in cui solo lo
spessore è di dimensione nanometrica.
- Rinforzi 2D: sono nanofibre, solitamente nanotubi di carbonio (Carbon NanoTubes
o CNTs), ossia allotropi (fullereni) di carbonio (cilindretti di diametro nanometrico).
Il rapporto tra la lunghezza e il diametro di tali nanotubi può arrivare anche a
132·106.
- Rinforzi 3D: sono nanoparticelle, per lo più ossidi metallici di forma pressoché
sferica con tutte le dimensioni di scala nanometrica.
Al diminuire delle dimensioni del rinforzo, in particolare al di sotto della scala
micrometrica, la superficie specifica del filler a contatto con la matrice aumenta
esponenzialmente, questo effetto, chiamato nano-effect, giustifica i vantaggi che una
particella di dimensioni nanonmetriche porta con sè rispetto particelle di dimensioni
micrometriche. Possono essere raggiunti in questa maniera valori record di oltre 1300
m2/cm3.
Capitolo 1
- 8 -
Per la tipologia di nanocompositi studiati (a matrice polimerica) questo si traduce in
un’interazione superficiale elevata tra il rinforzo e le catene polimeriche che
costituiscono la matrice, poiché entrambi hanno lo stesso ordine di grandezza. Nella
zona adiacente alle particelle, si ha un’interazione di tipo chimico tra le due sostanze,
che porta ad una modificazione della fase del polimero, che crea così una nuova fase,
chiamata interfase, la quale possiede delle caratteristiche diverse da quelle del rinforzo e
della matrice originari.
Le propietà della matrice che la nanoadditivazione migliora o modifica (in maniera
diversa a seconda del tipo di nanocarica e della frazione in peso) sono suddivisibili in
due categorie, meccaniche e fisiche:
Proprietà meccaniche
- Modulo elastico
- Tensione a rottura
- Tenacità a frattura
- Resistenza a usura
- Resistenza a impatto
Proprietà fisiche
- Conducibilità elettrica
- Idrofobicità
- Trasparenza
- Interrompere il passaggio di gas
Per quanto riguarda le proprietà meccaniche, ragionando ora in termini di compositi
trifasici, dal momento che le proprietà elastiche più influenti sono quelle del rinforzo
micrometrico (solitamente fibroso) introdotto, migliorare le proprietà nella matrice
risulterebbe poco apprezzabile in termini di comportamento globale del laminato. Le
proprietà di resistenza e tenacità a frattura al contrario sono governate dalla matrice e se
si riesce a migliorare tali aspetti, si può migliorare uno dei punti deboli dei laminati o
dei compositi trifasici a matrice polimerica.
Come per ogni cosa, anche per i nanocompositi esistono dei problemi e difficoltà legati
soprattutto alla loro realizzazione e al loro utilizzo. Il primo principale problema è
Capitolo 1
- 9 -
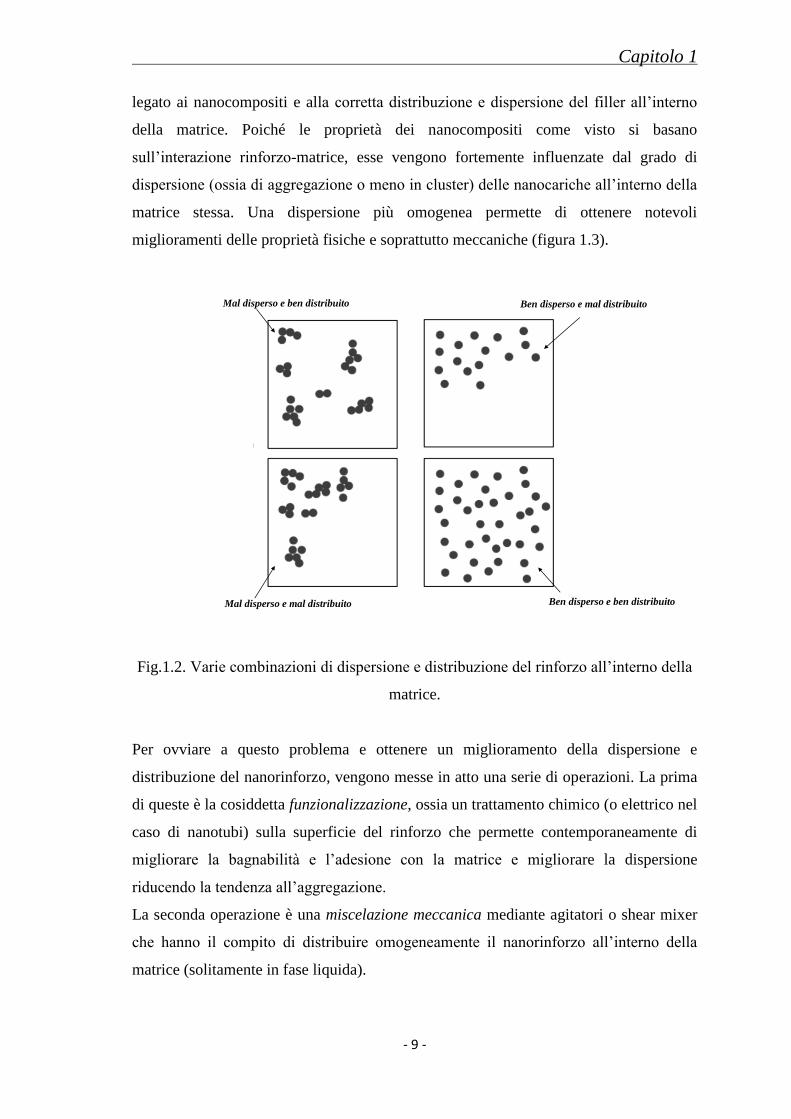
legato ai nanocompositi e alla corretta distribuzione e dispersione del filler all’interno
della matrice. Poiché le proprietà dei nanocompositi come visto si basano
sull’interazione rinforzo-matrice, esse vengono fortemente influenzate dal grado di
dispersione (ossia di aggregazione o meno in cluster) delle nanocariche all’interno della
matrice stessa. Una dispersione più omogenea permette di ottenere notevoli
miglioramenti delle proprietà fisiche e soprattutto meccaniche (figura 1.3).
Fig.1.2. Varie combinazioni di dispersione e distribuzione del rinforzo all’interno della
matrice.
Per ovviare a questo problema e ottenere un miglioramento della dispersione e
distribuzione del nanorinforzo, vengono messe in atto una serie di operazioni. La prima
di queste è la cosiddetta funzionalizzazione, ossia un trattamento chimico (o elettrico nel
caso di nanotubi) sulla superficie del rinforzo che permette contemporaneamente di
migliorare la bagnabilità e l’adesione con la matrice e migliorare la dispersione
riducendo la tendenza all’aggregazione.
La seconda operazione è una miscelazione meccanica mediante agitatori o shear mixer
che hanno il compito di distribuire omogeneamente il nanorinforzo all’interno della
matrice (solitamente in fase liquida).
Ben disperso e mal distribuitoMal disperso e ben distribuito
Ben disperso e ben distribuitoMal disperso e mal distribuito
Capitolo 1
- 10 -
L’ultima operazione è la cosiddetta sonicazione, ossia l’utilizzo di onde acustiche
ultrasoniche per disgregare eventuali cluster di filler che dovessero formarsi.
Alcune problematiche nelle quali si può incorrere durante la realizzazione dei
nanocompositi sono legate intrinsecamente al processo di produzione. Ad esempio nel
caso di produzione di laminati mediante il processo di infusione sotto vuoto, nella fase
di inglobamento del filler e durante la fase di agitazione meccanica, la resina tende
inglobare elevate quantità di aria al suo interno; per ovviare a questo problema è
necessario effettuare un processo di degassaggio sottovuoto della miscela, dalla durata
variabile.
I materiali testati in questa tesi sono come precedentemente accennato, laminati
simmetrici in composito formati da una matrice in resina epossidica base o rinforzata
con nanoparticelle sferiche di silice (SiO2) e con fibre di vetro orientate secondo questa
disposizione [0°,902°,+252° ,-252°]S.
Capitolo 1
- 11 -
1.2 La fatica nei compositi
Sollecitazioni a fatica nei compositi interessano svariate applicazioni, dal campo
aereonautico a quello automobilistico, per questo diversi studi sono stati condotti al fine
di comprendere il comportamento a fatica di questi materiali evidenziando i fattori che
maggiormente ne influenzano la resistenza e il loro danneggiamento.
Per questi materiali, così come per i materiali metallici, la rottura a fatica è una rottura
progressiva che si manifesta con la formazione e la propagazione di difetti, qui
comunque il fenomeno è ben più complesso e ad oggi non completamente compreso.
I principali meccanismi di danneggiamento a fatica nei compositi sono:
- Scollamento della fibra (debonding)
- Fessurazione della matrice
- Rottura della fibra
- Scollamento delle lamine (delaminazione)
Il concetto di danneggiamento è strettamente legato alla particolare applicazione [6]: in
alcune applicazioni il danneggiamento viene letto in termini di riduzione di rigidezza, in
altri il cedimento corrisponde al raggiungimento di una certa deformazione limite.
Contrariamente a quanto accade nei materiali isotropi in cui la nucleazione della cricca
è seguita da una crescita del difetto con legge esponenziale, nei compositi spesso a
causa dell’intima struttura del laminato l’allungamento può subire un arresto e non
portare alla rottura del componente. Ad esempio all’interno della matrice di una lamina,
le fibre potrebbero ostacolare la propagazione di una cricca.
La resistenza a fatica dei materiali compositi dipende da diversi fattori che vanno dalla
natura dei materiali al tipo di sollecitazione, di seguito sono riassunti i parametri
principali che influenzano la vita a fatica di un composito:
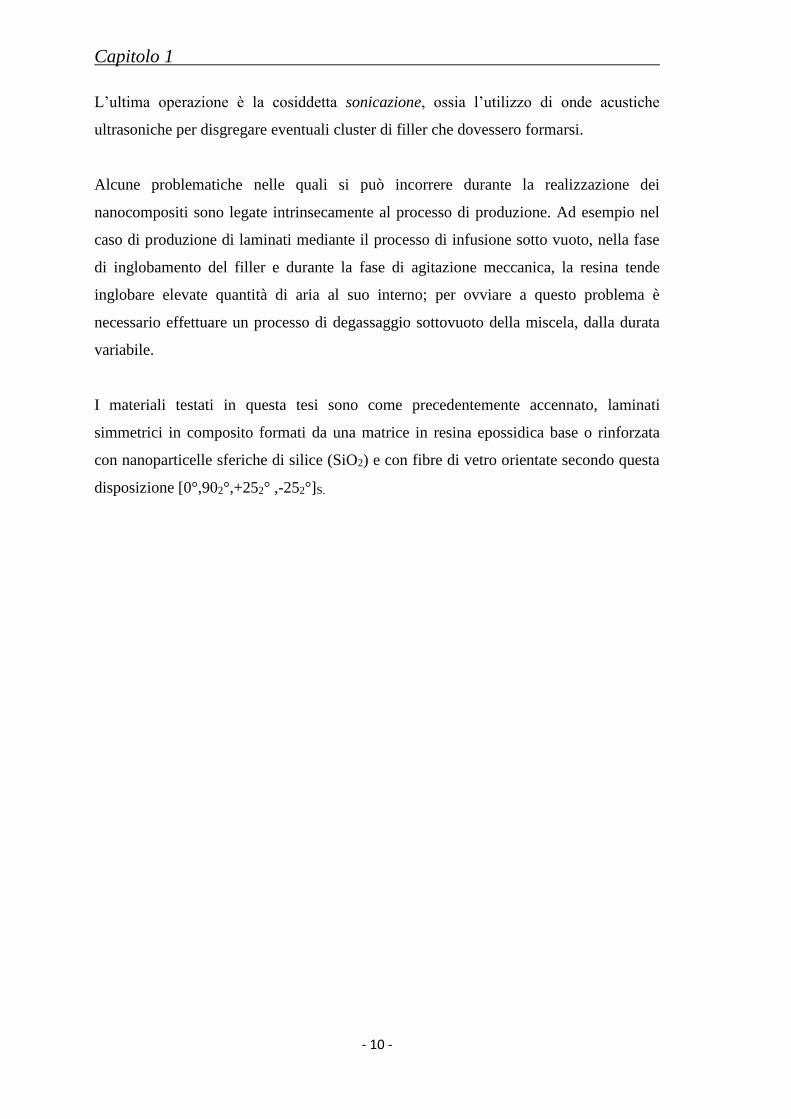
- Fibre e tipo di matrice: la miglior resistenza a fatica, si ottiene con materiali che
presentano singolarmente una elevata resistenza a fatica, e una buona adesione
fibra-matrice. In particolare il binomio fibre di vetro e resina epossidica presenta
un ottima resistenza a fatica, soprattutto ad elevato numero di cicli in quanto in
Capitolo 1
- 12 -
essa si hanno delle basse tensioni residue da ritiro post cura, tensioni che
solitamente facilitano l’innesco di cricche e danno luogo a significative
diminuzioni della resistenza a fatica.
Graf.1.1. Influenza della matrice sulla resistenza a fatica di compositi in fibra di
vetro
- Orientamento delle fibre e dalla sequenza di impaccamento: sebbene la massima
resistenza a fatica si abbia nella direzione delle fibre, la resistenza a fatica
massima non si ha per compositi con lamine aventi tutte le fibre allineate con il
carico, anzi in queste condizioni sono abbastanza comuni fenomeni di cedimento
causati dalla bassa resistenza del laminato in direzione trasversale. Risultati
migliori si ottengono disponendo alcune lamine a 90° (cross-ply), ottimi risultati
invece si ottengono disponendo le varie lamine con angoli di ±5° ÷ ±10°.
La sequenza di impaccamento influenza le tensioni interlaminari che a loro volta
giocano un ruolo fondamentale nel resistenza a fatica del componente, in
particolare alcune sequenze sono associate a basse tensioni tangenziali-
interlaminari mentre altre favoriscono elevate tensioni tangenziali e/o tensioni
normali di trazione che facilitano i fenomeni di delaminazione con formazioni di
cricche che propagano più o meno velocemente verso l’interno del provino.
Capitolo 1
- 13 -
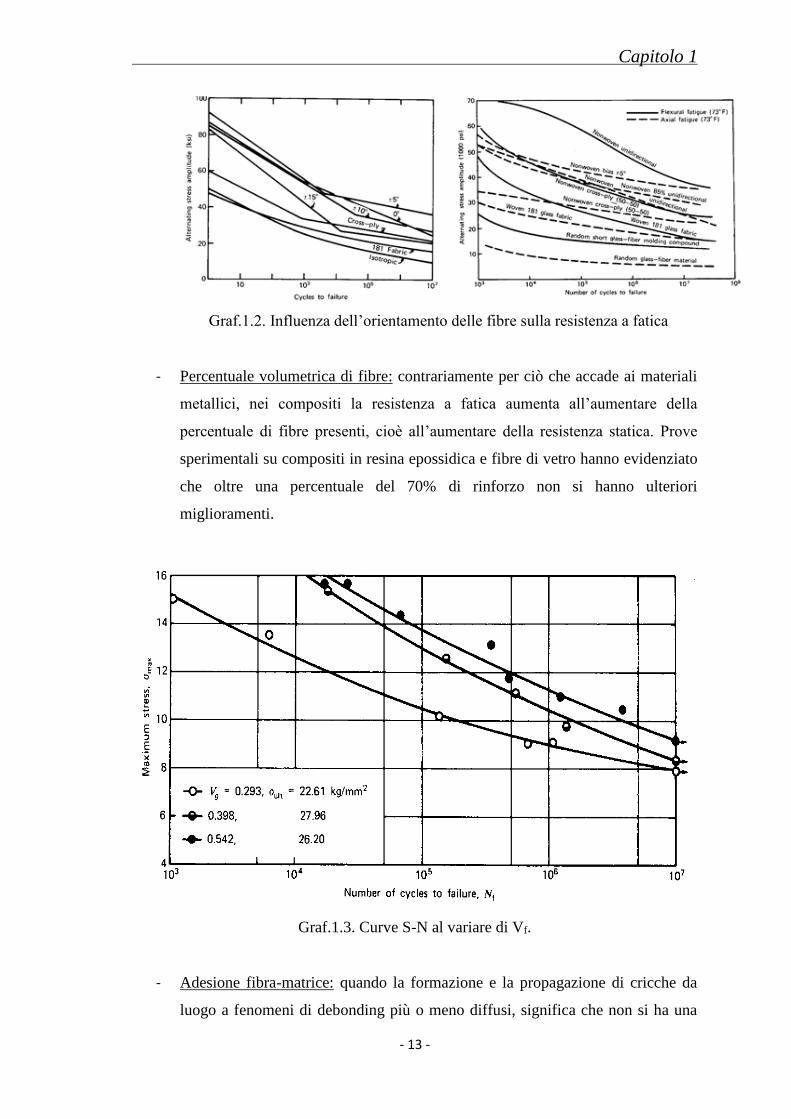
Graf.1.2. Influenza dell’orientamento delle fibre sulla resistenza a fatica
- Percentuale volumetrica di fibre: contrariamente per ciò che accade ai materiali
metallici, nei compositi la resistenza a fatica aumenta all’aumentare della
percentuale di fibre presenti, cioè all’aumentare della resistenza statica. Prove
sperimentali su compositi in resina epossidica e fibre di vetro hanno evidenziato
che oltre una percentuale del 70% di rinforzo non si hanno ulteriori
miglioramenti.
Graf.1.3. Curve S-N al variare di Vf.
- Adesione fibra-matrice: quando la formazione e la propagazione di cricche da
luogo a fenomeni di debonding più o meno diffusi, significa che non si ha una
Capitolo 1
- 14 -
buona adesione tra fibra e matrice. Esistono alcuni trattamenti superficiali che
possono essere fatti sulle fibre che favoriscono tale adesione e consentono di
migliorare il comportamento a fatica del materiale, soprattutto in ambienti
umidi.
- Tipo di sollecitazione: contrariamente a quanto avviene per i metalli, nei
compositi non vi è in genere alcuna relazione tra resistenza a taglio e a trazione;
per i compositi in fibra a vetro e matrice epossidica in particolare, il rapporto di
resistenza a fatica per sollecitazioni di taglio è superiore rispetto quello relativo
alla trazione, per altri compositi invece tale dato si inverte. Per ciascun tipo di
sollecitazione quindi non esistono teorie affermate che permettano di mettere in
relazione l’entità di sollecitazione con la corrispondente durata a fatica. Inoltre
nei compositi il danneggiamento è progressivo ma caratterizzato da distinti
momenti di velocità: in particolare i compositi in fibra di vetro e resina
epossidica evidenziano una perdita di rigidezza fino al 30% nei primi cicli di
vita (sotto al 5%).
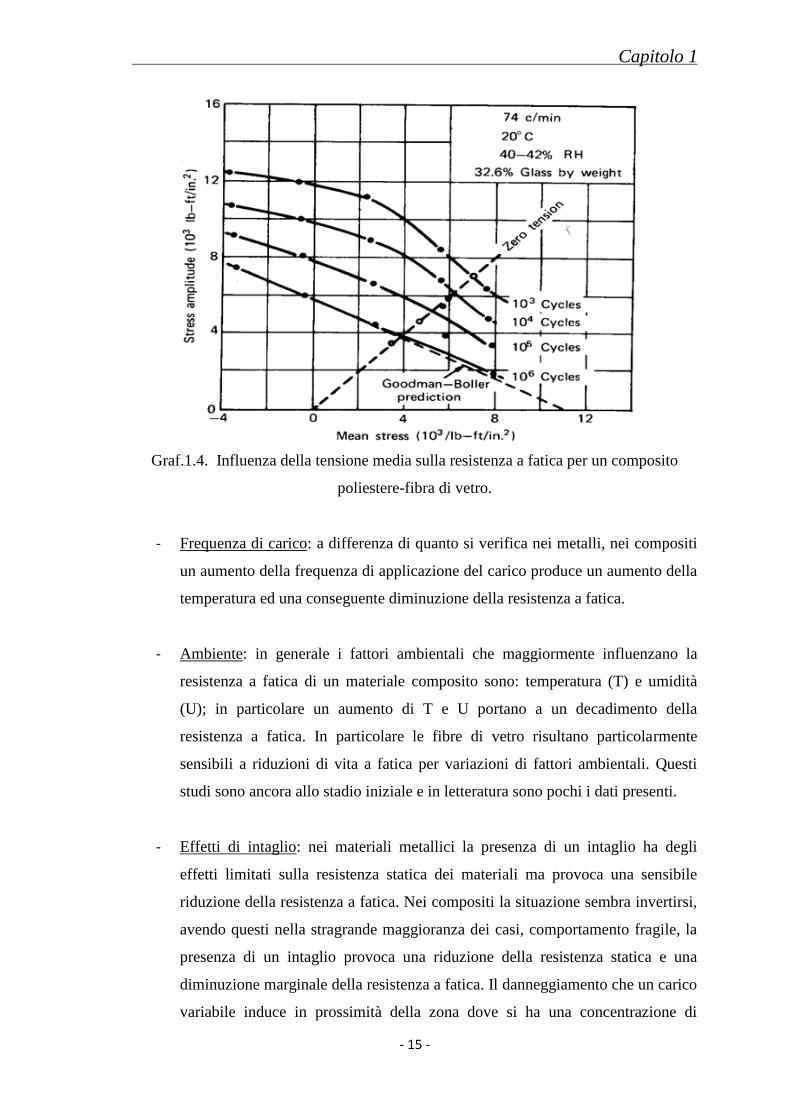
- Tensione media applicata: come per i materiali isotropi, al crescere della
tensione media (m), la tensione alternata (a) a cui corrisponde una vita a fatica
prefissata decresce (quando la tensione media applicata tende alla tensione di
rottura del materiale, a tende a zero). Nel caso di sollecitazione di compressione
la presenza di una componente media diversa da zero, da luogo a un progressivo
danneggiamento della matrice con conseguenti fenomeni di buckling a
delaminazione e splitting delle fibre; tuttavia per una accettabile valutazione
della resistenza e/o della vita a fatica dei componenti è necessario disporre di un
set di dati sperimentali.
Capitolo 1
- 15 -
Graf.1.4. Influenza della tensione media sulla resistenza a fatica per un composito
poliestere-fibra di vetro.
- Frequenza di carico: a differenza di quanto si verifica nei metalli, nei compositi
un aumento della frequenza di applicazione del carico produce un aumento della
temperatura ed una conseguente diminuzione della resistenza a fatica.
- Ambiente: in generale i fattori ambientali che maggiormente influenzano la
resistenza a fatica di un materiale composito sono: temperatura (T) e umidità
(U); in particolare un aumento di T e U portano a un decadimento della
resistenza a fatica. In particolare le fibre di vetro risultano particolarmente
sensibili a riduzioni di vita a fatica per variazioni di fattori ambientali. Questi
studi sono ancora allo stadio iniziale e in letteratura sono pochi i dati presenti.
- Effetti di intaglio: nei materiali metallici la presenza di un intaglio ha degli
effetti limitati sulla resistenza statica dei materiali ma provoca una sensibile
riduzione della resistenza a fatica. Nei compositi la situazione sembra invertirsi,
avendo questi nella stragrande maggioranza dei casi, comportamento fragile, la
presenza di un intaglio provoca una riduzione della resistenza statica e una
diminuzione marginale della resistenza a fatica. Il danneggiamento che un carico
variabile induce in prossimità della zona dove si ha una concentrazione di
Capitolo 1
- 16 -
tensioni, provoca una sorta di rilassamento delle tensioni con conseguente
aumento della resistenza statica residua dell’elemento.
Nei compositi, le relazioni analitiche da applicare in sede di progetto per stimare la vita
a fatica di un componente, sono poche e richiedono condizioni particolari; esistono
invece diverse equazioni empiriche che mettono in relazione carico applicato e
caratteristiche di sollecitazione, ma richiedono che le costanti poste in gioco siano
determinate sperimentalmente. Per questi materiali si rende quindi necessaria una
indagine sperimentale per una attendibile stima delle costanti empiriche da poter
utilizzare.
Capitolo 2
- 17 -
Capitolo 2
Ricerca bibliografica
2.1 Introduzione
Nelle prossime pagine verranno analizzate alcune pubblicazioni, frutto delle più recenti
scoperte riguardanti i materiali compositi trifasici a matrice polimerica. Per ogni
articolo sarà riportata una sintesi dettagliata di tutti i materiali utilizzati, delle attività
sperimentali svolte e dei risultati ottenuti da questi ricercatori.
2.2 Articoli
Articolo [1]: The tensile fatigue behaviour of a silica nanoparticle-modified
glass fibre reinforced epoxy composite.
Autori: C.M. Manjunatha, A.C. Taylor, A.J. Kinloch, S. Sprenger
L’obbiettivo di questo articolo è quello di studiare il comportamento a fatica di un
composito in resina epossidica nanomodificata e fibra di vetro mediante prove a fatica
in controllo di carico. In particolare l'accento è stato posto sulla comprensione dei
meccanismi che influenzano la vita a fatica del materiale trattato.
Matrice: resina epossidica ‘LY556’ fornita dalla Huntsman, Duxford, UK.
Indurente: metilesaidroftalico ‘Albidur HE 600’ (MER=170g/eq).
Fibra: tessuto in fibre di vetro unidirezionali dal peso di 450 g/m2.
Capitolo 2
- 18 -
Nanocarica: Nanopox F400 ' prodotto dalla Nanoresins, Geesthacht, Germania
(nanoparticelle di silice di diametro 20 nm).
La resina epossidica è stata pesata e degassata alla temperatura di 50°C alla pressione di
1 atm. Le quantità di resina e indurente sono state formulate in modo da avere un 10%
di nanoclay sul composto finale degassato. Tipicamente, per preparare 500 ml (589 g) di
composto con 10% di nanoparticelle di silice, occorrono circa 150 g di Nanopox , 184 g
di LY556 e 255 g di HE600.
Prove effettuate:
1. Prova di trazione sui provini in resina DGEBA e in composito, rispettivamente
secondo le normative ASTM D 638 e ASTM D 3039, con una forza di 100000N
e una velocità di avanzamento costante pari a 1 mm/min.
2. Prova di fatica secondo la normativa ASTM D3479 M con rapporto di ciclo R =
0,1 e con carico ad onda sinusoidale con frequenza tra 1 e 3 Hz per evitare
fenomeni di riscaldamento che penalizzerebbero la vita a fatica del materiale.
Caratteristiche dei provini: le prove sono state condotte su quattro diversi tipi di
provini: un campione in resina epossidica DGEBA, un provino in resina epossidica
DGEBA con all' interno disperse nanoparticelle di silice (10% in peso), un laminato in
fibra di vetro (GFRP) [(+45°/-45°/0°/90°)s]2 con matrice in resina DGEBA e un
composito in fibra di vetro (GFRP) [(+45°/-45°/0°/90°)s]2 con matrice in resina
DGEBA nanocaricata con silice (10% in peso).
Per la realizzazione dei provini in resina epossidica, la miscela è stata versata in stampi
di acciaio e riscaldati per 2h in un forno ventilato alla T di 100°C, successivamente è
stato fatto un trattamento di post-curing per10h alla T di 150°C.
I laminati GFRP invece sono stati prodotti per infusione sottovuoto, sovrapponendo
pezzi di tessuto di 330mm2, secondo questa sequenza [(+45°/-45°/0°/90°)s]2
Capitolo 2
- 19 -
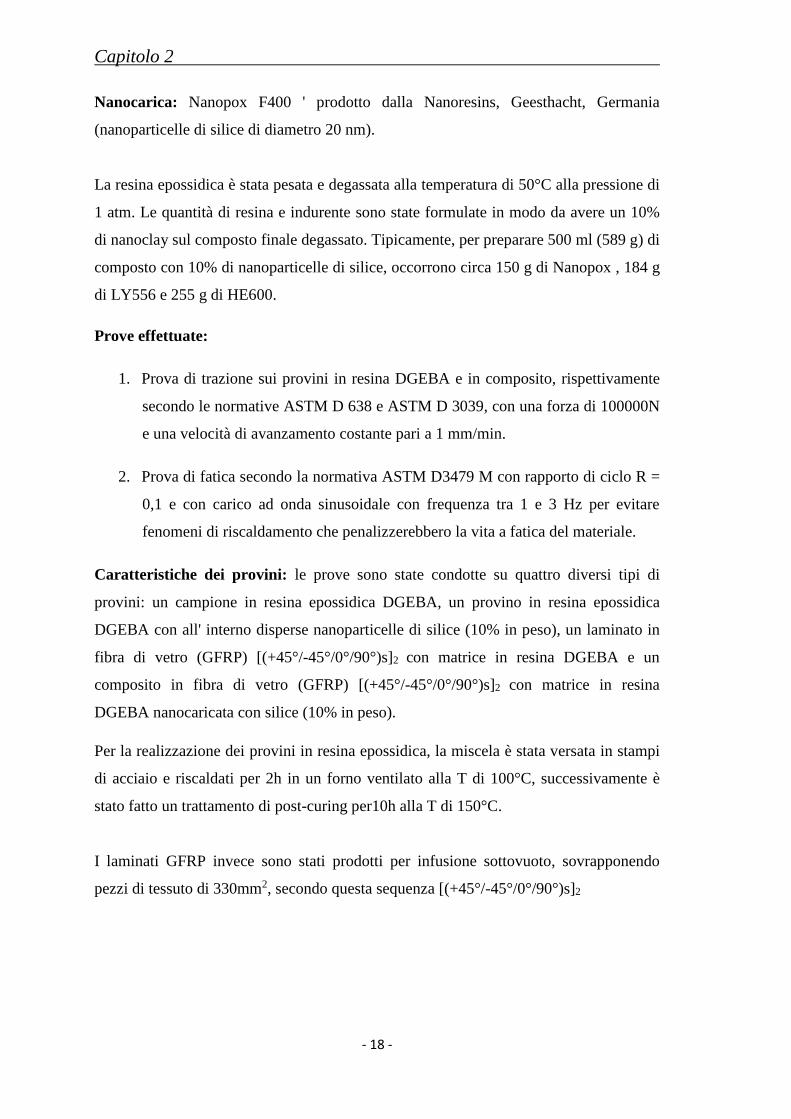
Risultati delle prove a trazione: i risultati delle prove di trazione sono riassunte nella
tabella Tab.2.1.
Tab 2.1. Propietà dei materiali.
Come osservato in precedenti indagini, l'aggiunta di nanoparticelle di silice aumenta la
resistenza a trazione e il modulo elastico sia della resina epossidica, sia del composito
GFRP. In particolare si nota che la UTS è aumentata rispettivamente del 19 % per la
resina e del 5 % per il composito GFRP, mentre il modulo E è aumentato di circa il 17
% per la resina epossidica e del 7% per il composito GFRP. Sebbene gli incrementi
dovuti all'aggiunta delle nanoparticelle siano significativi per la resina epossidica, non
sono così significativi per il composito GFRP, perché ovviamente le proprietà del
composito sono dominate dalle fibre in direzione 1.
Risultati delle prove a fatica: per le resine le prove sono state condotte applicando una
F=25000N: a intervalli di ciclo regolari sono stati raccolti i dati di tensione e
deformazione per un ciclo di fatica completo, per poter calcolare la rigidezza del
materiale testato. I valori di rigidezza poi sono stati normalizzati con il valore Ex0
(ottenuto dal primo ciclo).
Le prove sui provini GFRP sono state condotte applicando un carico max di 150 MPa,
per l’indagine sul danneggiamento della matrice nei compositi GFRP è stata considerata
un'area centrale del provino di circa 25 mm2: dopo l'applicazione di un numero
specifico di cicli, il test è stato interrotto ed è stata fotografata la zona individuata per il
calcolo della crack density, questa procedura è stata ripetuta fino al termine della prova.
Utilizzando un microscopio elettronico SEM a scansione ad alta risoluzione sono state
poi analizzate le superfici di frattura delle resine epossidiche.
Capitolo 2
- 20 -
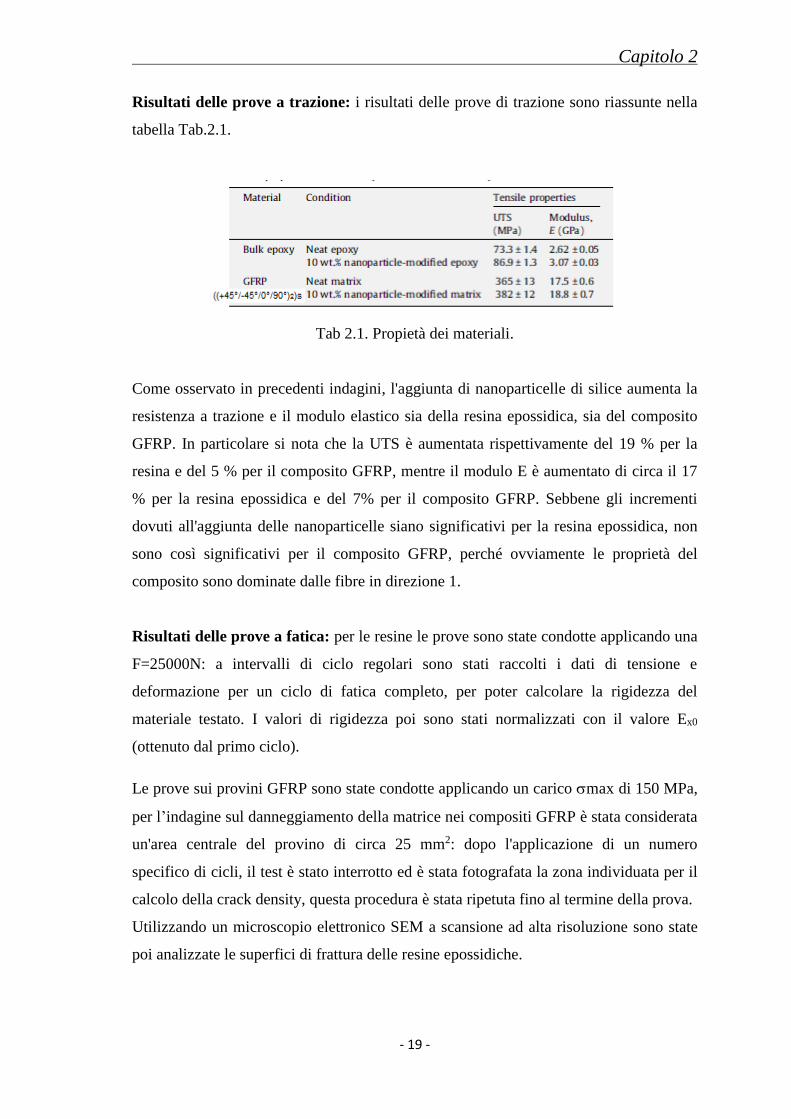
Nella Fig.2.1 è mostrata una sequenza tipica di fotografie ottenute per il composito
GFRP [(+45°/-45°/0°/90°)s]2 a matrice epossidica ordinaria: il campione vergine senza
cicche è posto in fondo a sinistra.
Fig.2.1. Nucleazione e propagazione delle cricche nella matrice di un composito GFRP
sollecitato a fatica.
Con l'aumento del numero di cicli le cricche si sviluppano sia a ± 45° sia a 90°
apparendo come linee scure: maggiore è il numero di cicli a fatica, e maggiore è il
numero di cricche che si vanno a formare. Sebbene in alcune immagini siano visibili
cricche nel piano a 90°, a causa di una maggiore profondità di questo strato, non
possono essere costantemente osservate in tutte le fotografie, in questo lavoro quindi
sarà analizzata la rigidezza del composito in relazione alla densità di cricche che si
vanno a formare sulle lamine a ± 45° piuttosto che alle cricche che si formano sul piano
a 90°.
Capitolo 2
- 21 -
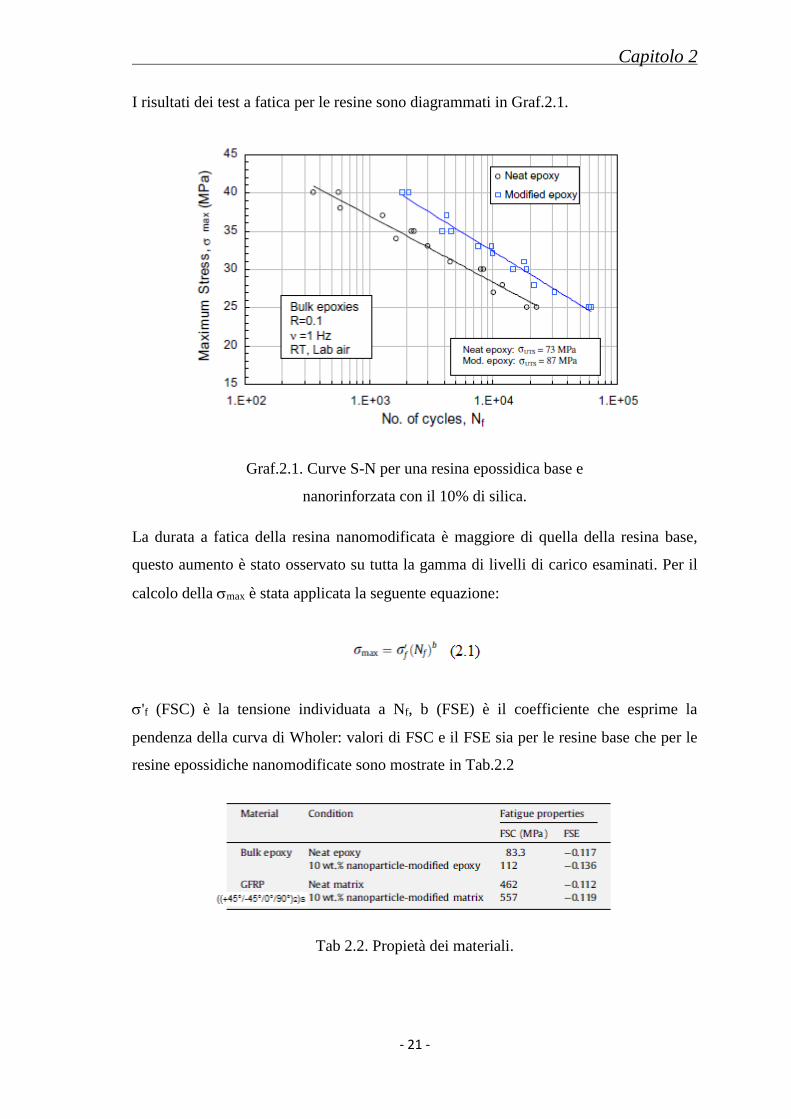
I risultati dei test a fatica per le resine sono diagrammati in Graf.2.1.
Graf.2.1. Curve S-N per una resina epossidica base e
nanorinforzata con il 10% di silica.
La durata a fatica della resina nanomodificata è maggiore di quella della resina base,
questo aumento è stato osservato su tutta la gamma di livelli di carico esaminati. Per il
calcolo della max è stata applicata la seguente equazione:
'f (FSC) è la tensione individuata a Nf, b (FSE) è il coefficiente che esprime la
pendenza della curva di Wholer: valori di FSC e il FSE sia per le resine base che per le
resine epossidiche nanomodificate sono mostrate in Tab.2.2
Tab 2.2. Propietà dei materiali.
Capitolo 2
- 22 -
L'aggiunta di nanoparticelle di silice aumenta l'FSC di circa il 34% e fa diminuire il
FSE di circa il 16%.
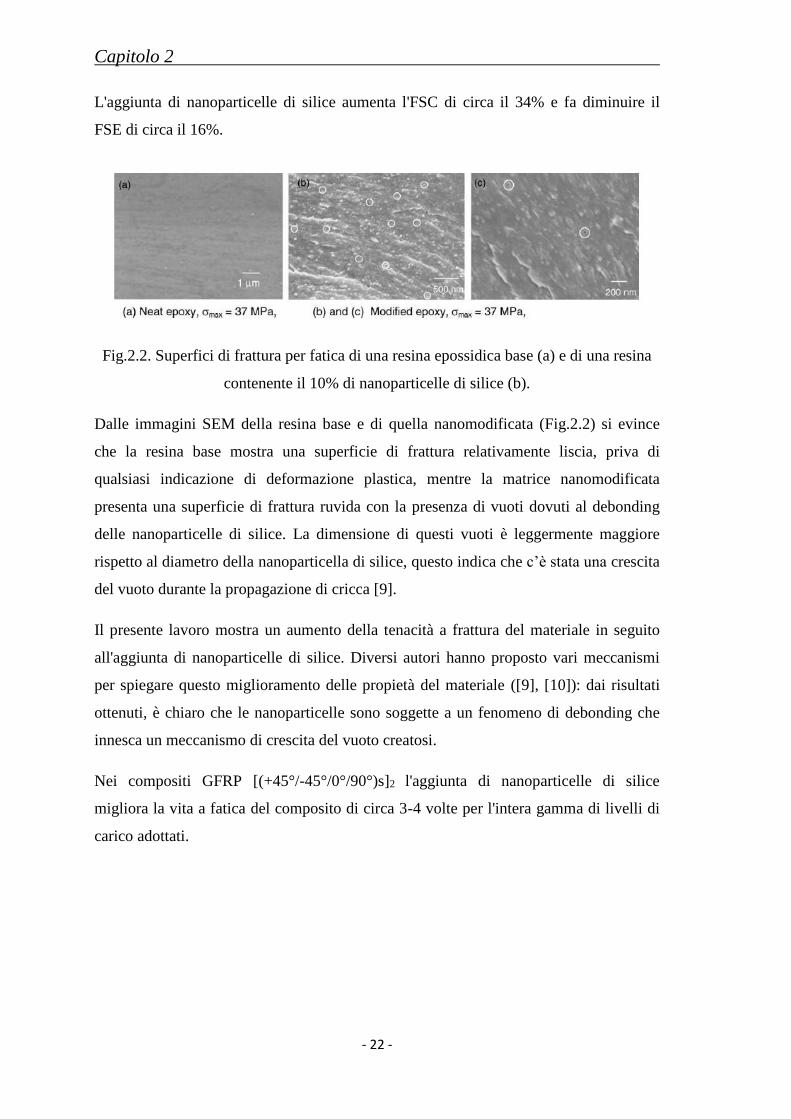
Fig.2.2. Superfici di frattura per fatica di una resina epossidica base (a) e di una resina
contenente il 10% di nanoparticelle di silice (b).
Dalle immagini SEM della resina base e di quella nanomodificata (Fig.2.2) si evince
che la resina base mostra una superficie di frattura relativamente liscia, priva di
qualsiasi indicazione di deformazione plastica, mentre la matrice nanomodificata
presenta una superficie di frattura ruvida con la presenza di vuoti dovuti al debonding
delle nanoparticelle di silice. La dimensione di questi vuoti è leggermente maggiore
rispetto al diametro della nanoparticella di silice, questo indica che c’è stata una crescita
del vuoto durante la propagazione di cricca [9].
Il presente lavoro mostra un aumento della tenacità a frattura del materiale in seguito
all'aggiunta di nanoparticelle di silice. Diversi autori hanno proposto vari meccanismi
per spiegare questo miglioramento delle propietà del materiale ([9], [10]): dai risultati
ottenuti, è chiaro che le nanoparticelle sono soggette a un fenomeno di debonding che
innesca un meccanismo di crescita del vuoto creatosi.
Nei compositi GFRP [(+45°/-45°/0°/90°)s]2 l'aggiunta di nanoparticelle di silice
migliora la vita a fatica del composito di circa 3-4 volte per l'intera gamma di livelli di
carico adottati.
Capitolo 2
- 23 -
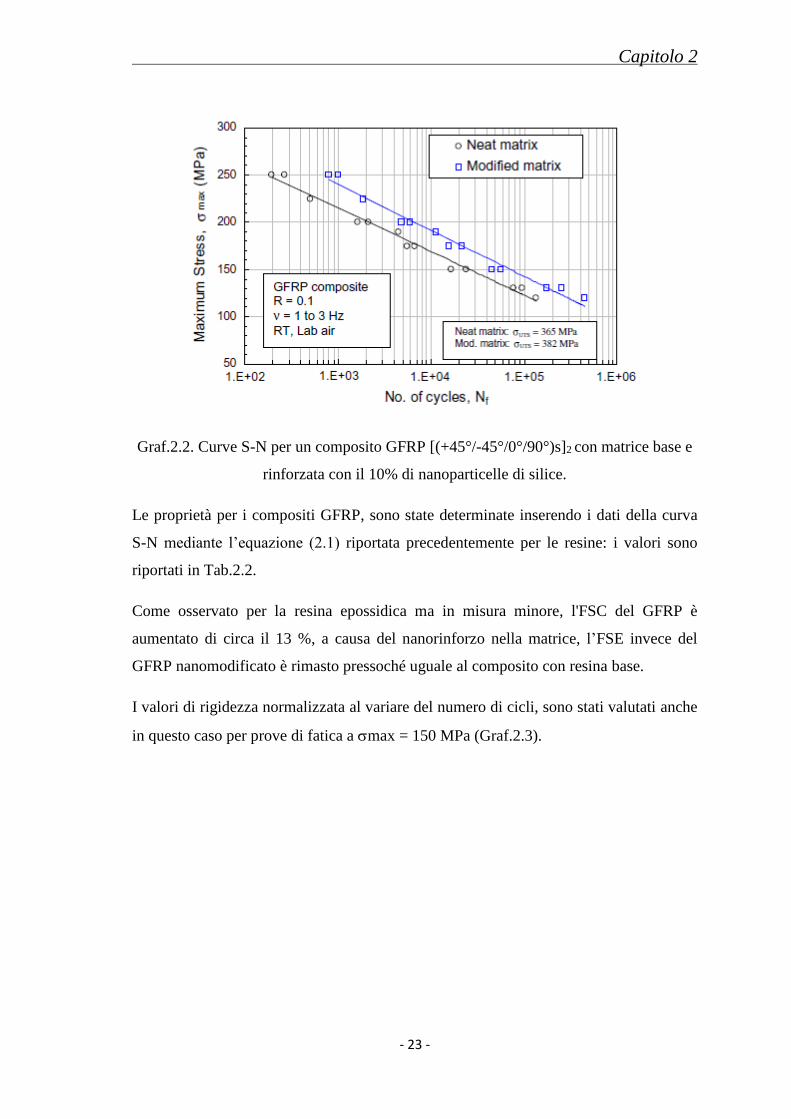
Graf.2.2. Curve S-N per un composito GFRP [(+45°/-45°/0°/90°)s]2 con matrice base e
rinforzata con il 10% di nanoparticelle di silice.
Le proprietà per i compositi GFRP, sono state determinate inserendo i dati della curva
S-N mediante l’equazione (2.1) riportata precedentemente per le resine: i valori sono
riportati in Tab.2.2.
Come osservato per la resina epossidica ma in misura minore, l'FSC del GFRP è
aumentato di circa il 13 %, a causa del nanorinforzo nella matrice, l’FSE invece del
GFRP nanomodificato è rimasto pressoché uguale al composito con resina base.
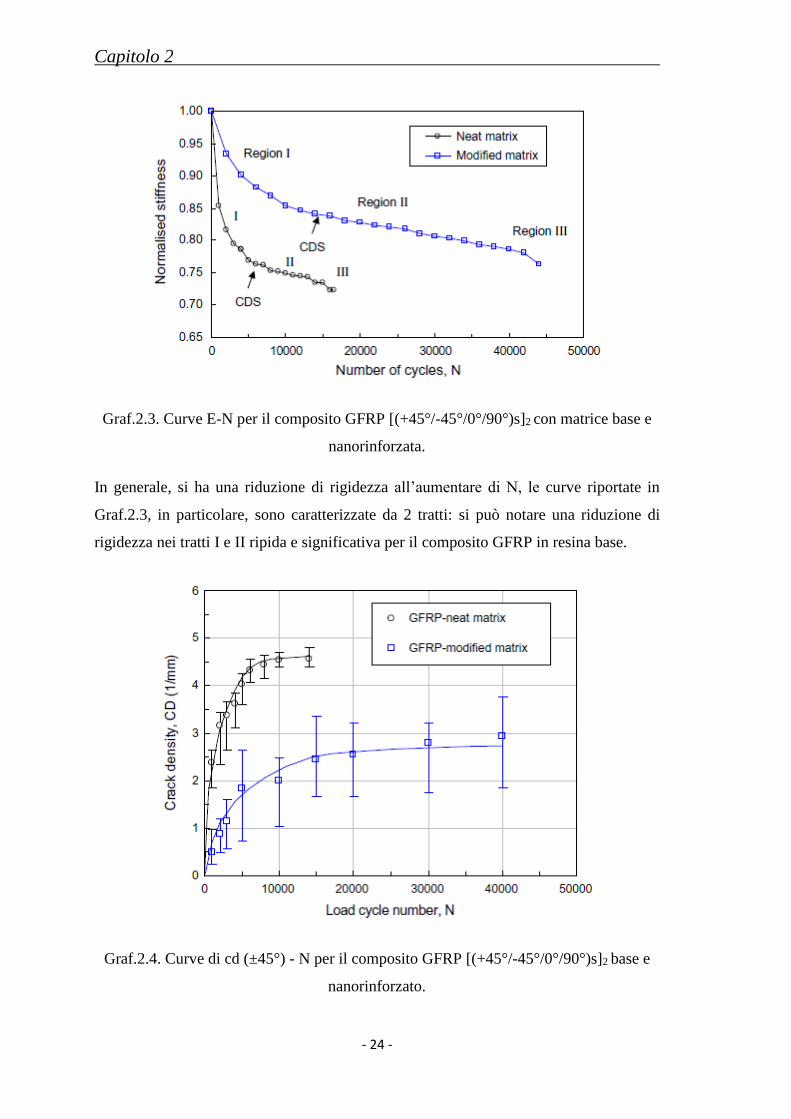
I valori di rigidezza normalizzata al variare del numero di cicli, sono stati valutati anche
in questo caso per prove di fatica a max = 150 MPa (Graf.2.3).
Capitolo 2
- 24 -
Graf.2.3. Curve E-N per il composito GFRP [(+45°/-45°/0°/90°)s]2 con matrice base e
nanorinforzata.
In generale, si ha una riduzione di rigidezza all’aumentare di N, le curve riportate in
Graf.2.3, in particolare, sono caratterizzate da 2 tratti: si può notare una riduzione di
rigidezza nei tratti I e II ripida e significativa per il composito GFRP in resina base.
Graf.2.4. Curve di cd (±45°) - N per il composito GFRP [(+45°/-45°/0°/90°)s]2 base e
nanorinforzato.
Capitolo 2
- 25 -
La cd, in funzione del numero di cicli, relativa alle cricche a ± 45° è riportata in
Graf.2.4: le curve mostrano che la cd aumenta con il numero di cicli fino a saturare, ma
il livello di saturazione della cd (CDS) è più alto nei compositi a matrice base rispetto i
GFRP a matrice nanomodificata: questo livello di saturazione, viene raggiunto più
rapidamente nei GFRP a matrice base, in circa 6000 cicli, mentre per i compositi GFRP
a matrice nanomodificata viene raggiunto dopo circa 15.000 cicli. E 'chiaro quindi che
per un dato ciclo di fatica, il GFRP con resina base avrà molte più cricche del GFRP
nanomodificato con particelle di silice.
La nascita di delaminazioni interlaminari, in particolare quelle che partono dai bordi
liberi dei campioni, è stata raggiunta dopo un numero simile di cicli di carico:
rispettivamente 6000 e 15.000 cicli.
Sulla base dei risultati ottenuti, si può dire che inizialmente, tutti i compositi GFRP per
effetto dei carichi ciclici sviluppano cricche che propagano nella matrice con
conseguente riduzione della rigidezza globale del materiale. Il processo di
danneggiamento della matrice continua fino al raggiungimento della CDS. Da qui la
formazione di cricche secondarie nella matrice epossidica, perpendicolari alle cricche
primarie, porta alla nascita di delaminazioni. La crescita di queste delaminazioni porta a
una perdita di rigidezza costante nella regione II (Graf. 2.3), soprattutto nei compositi
nanorinforzati in cui questa regione risulta allungata a causa dei ridotti tassi di crescita
delle cricche, per la presenza delle nanoparticelle di silice.
Conclusioni:
1. La vita a fatica della resina epossidica con il 10 wt.% di nanoparticelle di silice è
di circa 3-4 volte superiore rispetto quella base. In prossimità delle
nanoparticelle di silice in seguito al debonding si ha uno scollamento della silice
dalla matrice con una conseguente crescita dei vuoti che assorbono energia e
contribuiscono a un miglioramento della vita a fatica del materiale.
2. La durata a fatica dei compositi GFRP [(+45°/-45°/0°/90°)s]2 con il 10 wt.% di
nanoparticelle di silice è circa 3-4 volte superiore rispetto la durata a fatica del
composito GFRP a matrice epossidica base: nei GFRP nanomodificati infatti, si
ha una riduzione di velocità di propagazione della cricca a causa dei fenomeni di
debonding precedentemente descritto.
Capitolo 2
- 26 -
Articolo [2]: Fatigue damage behaviors of carbon fiber-reinforced epoxy
composites containing nanoclay.
Autori: Shafi Ullah Khan, Arshad Munir, Rizwan Hussain, Jang-Kyo Kim.
In questo lavoro vengono studiate le prestazioni a fatica di alcuni compositi CFRP
nanorinforzati. In particolare saranno presentate le curve S-N e le proprietà dei
compositi dopo differenti livelli di carico.
Matrice: resina epossidica Epon828, fornita dalla Shell Corp.
Indurente: metilesaidroftalico ‘Albidur HE 600’ (MER=170g/eq).
Fibra: tessuto di carbonio con fibre di carbonio unidirezionali, fornito dalla Taiwan
elettrico isolanti, con un peso unitario di 200 g/m2.
Nanocarica: organoclay Nanomer I30P (nanoargille), fornito dalla Nanocor.
La resina è stata miscelata con l’1,3% di indurente in rapporto di peso 100 a 14.5. Prima
dell’uso, la resina epossidica è stata riscaldata fino a 75°C per abbassarne la viscosità,
anche gli organoclay, sono stati riscaldati a un T di 75 °C per una notte.
La concentrazione di organoclay utilizzata nelle prove varia tra il 0,3%, e il 5% in peso
della miscela resina epossidica-indurente; per facilitare la dispersione delle
nanoparticelle nella resina, sono state eseguite 1h di una miscelazione meccanica e 3h di
sonicazione, utilizzando un ultrasonicatore ad alta frequenza.
Dopo la sonicazione la miscela è stata degassata in un forno sotto vuoto, e in seguito è
stato aggiunto l’agente indurente.
Caratteristiche dei provini: sono stati realizzati 12 laminati stratificando manualmente i
tessuti di carbonio, realizzando la sequenza [0°/90°]3S, in seguito i laminati realizzati
sono stati tagliati anche a 45° per ottenere provini con la seguente sequenza di
impaccamento [±45°]3S. La frazione volumetrica delle fibre di carbonio (Vf), è stata
mantenuta costante e pari a circa 0,55% per entrambi i compositi con e senza
nanoargilla, la quale è stata determinata a partire dal peso e dalla densità dei componenti
noti.
Capitolo 2
- 27 -
Prove effettuate:
1. prova di trazione secondo la normativa ASTM D3039, con velocità di
avanzamento della testa di 2 mm/min.
2. prova di fatica secondo la normativa ASTM D3479, con rapporto di ciclo 0,1 e
carico ad onda sinusoidale ad ampiezza costante con frequenza di 2 Hz. I provini
testati sono provini rettangolari 230x20x2,5mm. Un estensometro con tratto utile
di 25 mm è stato montato sul provino durante i test per monitorare la
deformazione del materiale.
Per ogni livello di carico sono stati testati almeno quattro campioni e le proprietà
dei compositi sono state misurate dopo differenti periodi di carico (5000, 10000,
20000, 25000 e 30000 cicli di fatica). Mediante una scansione a microscopia
acustica è stata monitirata la crescita progressiva delle cricche nelle diverse fasi
di ciclo.
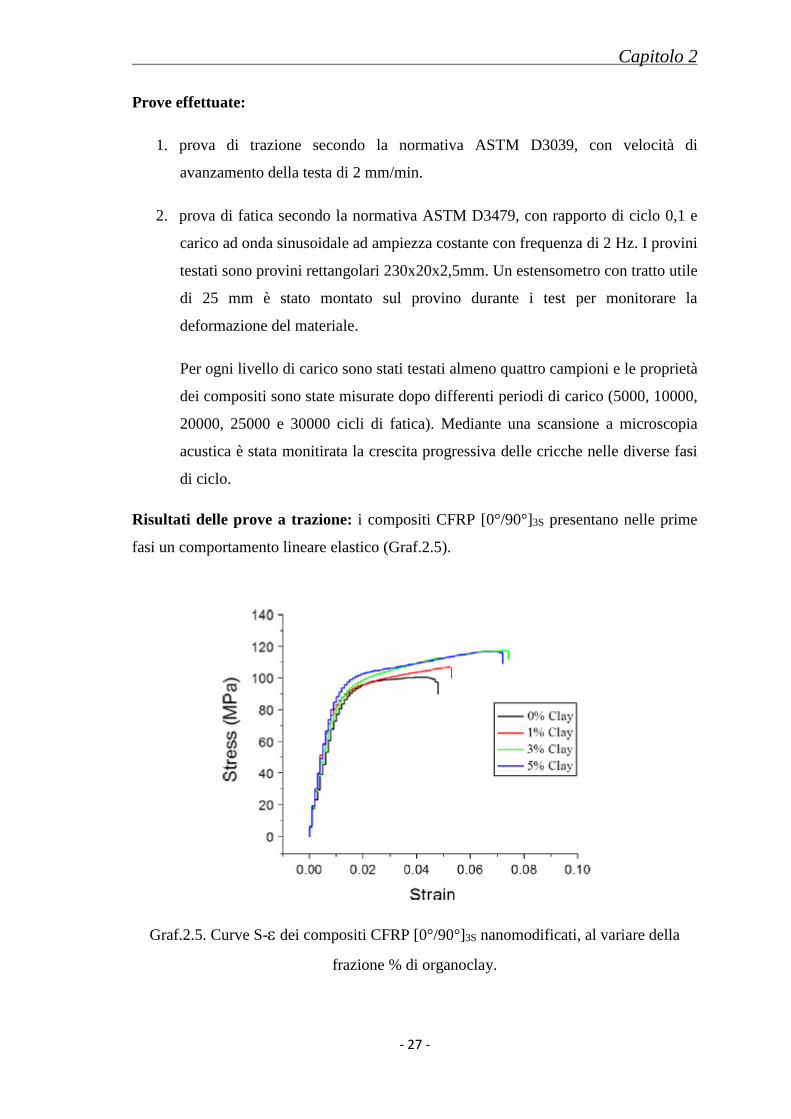
Risultati delle prove a trazione: i compositi CFRP [0°/90°]3S presentano nelle prime
fasi un comportamento lineare elastico (Graf.2.5).
Graf.2.5. Curve S- dei compositi CFRP [0°/90°]3S nanomodificati, al variare della
frazione % di organoclay.
Capitolo 2
- 28 -
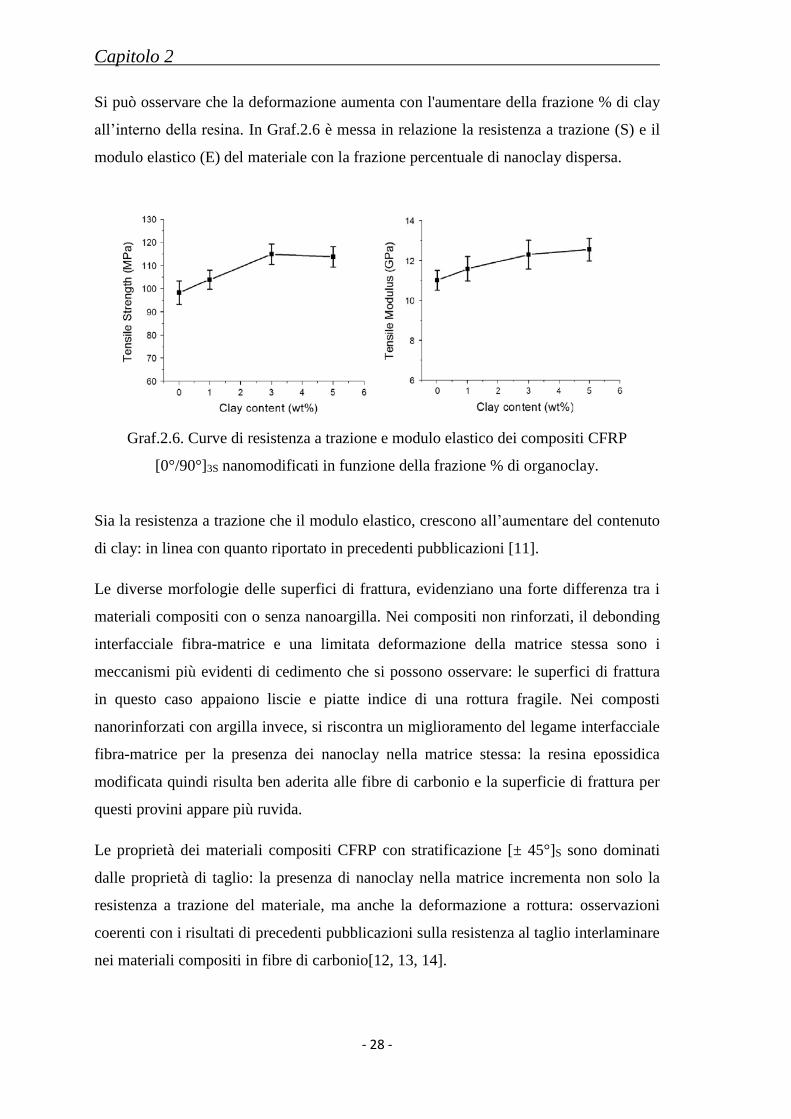
Si può osservare che la deformazione aumenta con l'aumentare della frazione % di clay
all’interno della resina. In Graf.2.6 è messa in relazione la resistenza a trazione (S) e il
modulo elastico (E) del materiale con la frazione percentuale di nanoclay dispersa.
Graf.2.6. Curve di resistenza a trazione e modulo elastico dei compositi CFRP
[0°/90°]3S nanomodificati in funzione della frazione % di organoclay.
Sia la resistenza a trazione che il modulo elastico, crescono all’aumentare del contenuto
di clay: in linea con quanto riportato in precedenti pubblicazioni [11].
Le diverse morfologie delle superfici di frattura, evidenziano una forte differenza tra i
materiali compositi con o senza nanoargilla. Nei compositi non rinforzati, il debonding
interfacciale fibra-matrice e una limitata deformazione della matrice stessa sono i
meccanismi più evidenti di cedimento che si possono osservare: le superfici di frattura
in questo caso appaiono liscie e piatte indice di una rottura fragile. Nei composti
nanorinforzati con argilla invece, si riscontra un miglioramento del legame interfacciale
fibra-matrice per la presenza dei nanoclay nella matrice stessa: la resina epossidica
modificata quindi risulta ben aderita alle fibre di carbonio e la superficie di frattura per
questi provini appare più ruvida.
Le proprietà dei materiali compositi CFRP con stratificazione [± 45°]S sono dominati
dalle proprietà di taglio: la presenza di nanoclay nella matrice incrementa non solo la
resistenza a trazione del materiale, ma anche la deformazione a rottura: osservazioni
coerenti con i risultati di precedenti pubblicazioni sulla resistenza al taglio interlaminare
nei materiali compositi in fibre di carbonio[12, 13, 14].
Capitolo 2
- 29 -
Risultati delle prove a fatica:
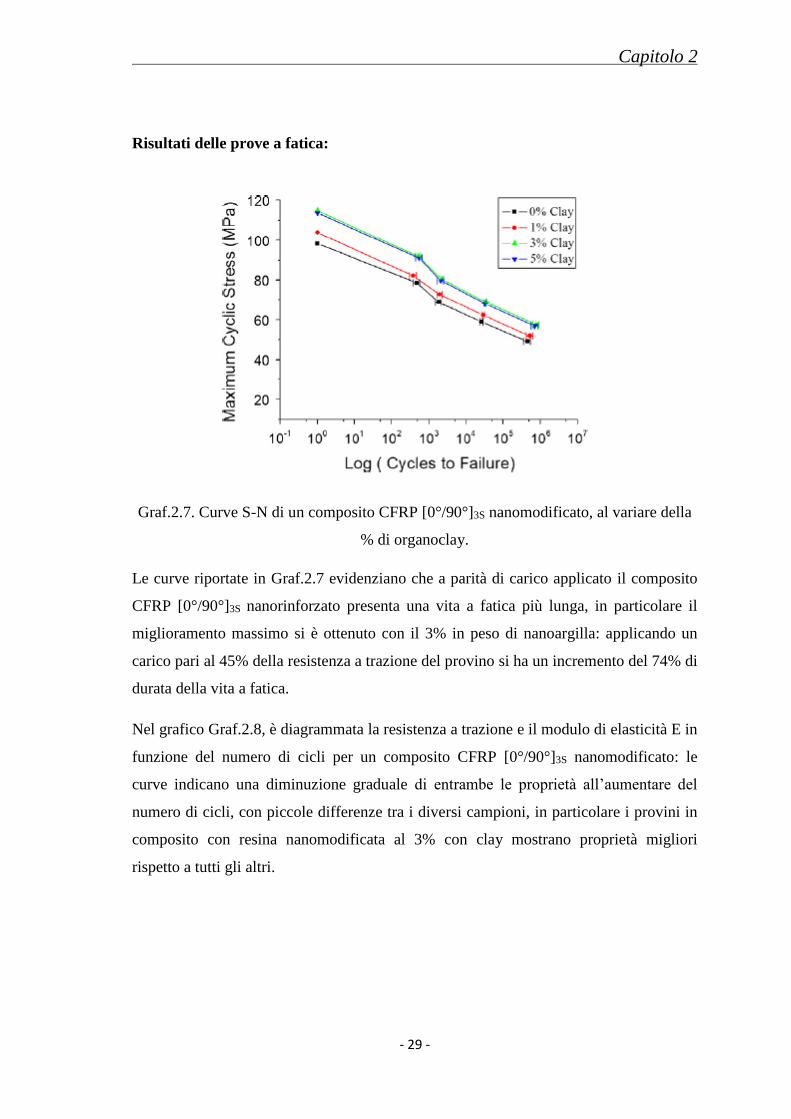
Graf.2.7. Curve S-N di un composito CFRP [0°/90°]3S nanomodificato, al variare della
% di organoclay.
Le curve riportate in Graf.2.7 evidenziano che a parità di carico applicato il composito
CFRP [0°/90°]3S nanorinforzato presenta una vita a fatica più lunga, in particolare il
miglioramento massimo si è ottenuto con il 3% in peso di nanoargilla: applicando un
carico pari al 45% della resistenza a trazione del provino si ha un incremento del 74% di
durata della vita a fatica.
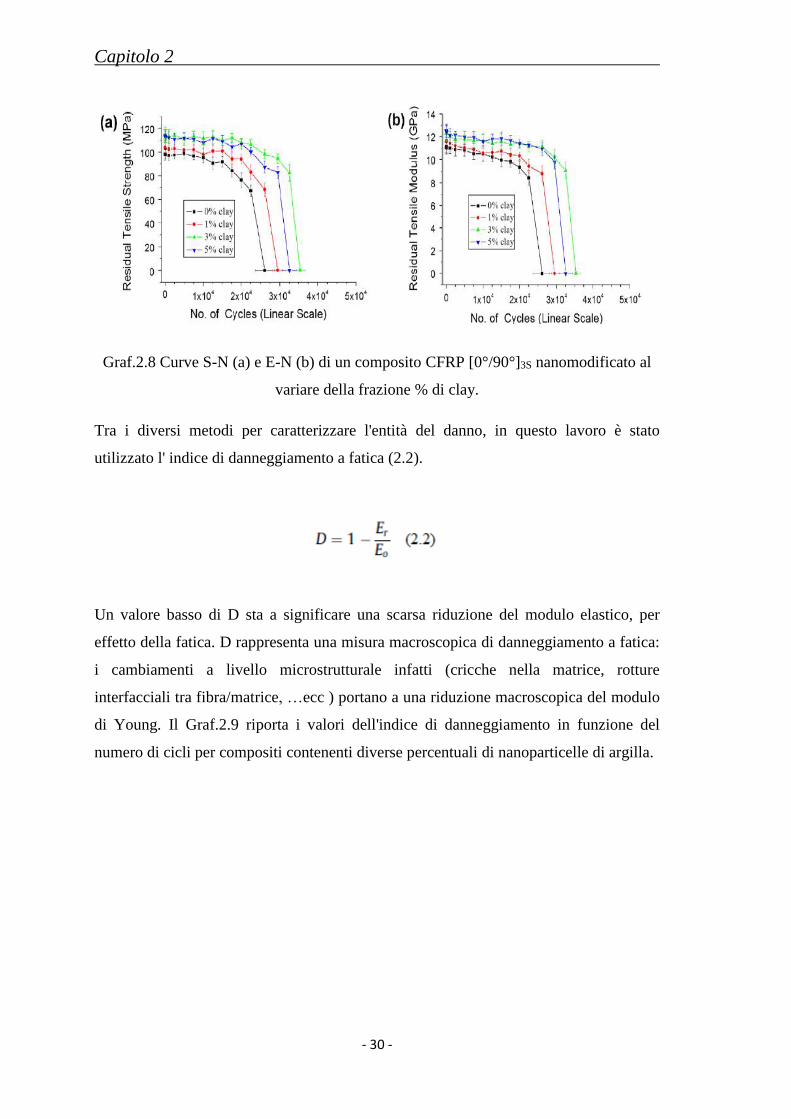
Nel grafico Graf.2.8, è diagrammata la resistenza a trazione e il modulo di elasticità E in
funzione del numero di cicli per un composito CFRP [0°/90°]3S nanomodificato: le
curve indicano una diminuzione graduale di entrambe le proprietà all’aumentare del
numero di cicli, con piccole differenze tra i diversi campioni, in particolare i provini in
composito con resina nanomodificata al 3% con clay mostrano proprietà migliori
rispetto a tutti gli altri.
Capitolo 2
- 30 -
Graf.2.8 Curve S-N (a) e E-N (b) di un composito CFRP [0°/90°]3S nanomodificato al
variare della frazione % di clay.
Tra i diversi metodi per caratterizzare l'entità del danno, in questo lavoro è stato
utilizzato l' indice di danneggiamento a fatica (2.2).
Un valore basso di D sta a significare una scarsa riduzione del modulo elastico, per
effetto della fatica. D rappresenta una misura macroscopica di danneggiamento a fatica:
i cambiamenti a livello microstrutturale infatti (cricche nella matrice, rotture
interfacciali tra fibra/matrice, …ecc ) portano a una riduzione macroscopica del modulo
di Young. Il Graf.2.9 riporta i valori dell'indice di danneggiamento in funzione del
numero di cicli per compositi contenenti diverse percentuali di nanoparticelle di argilla.
Capitolo 2
- 31 -
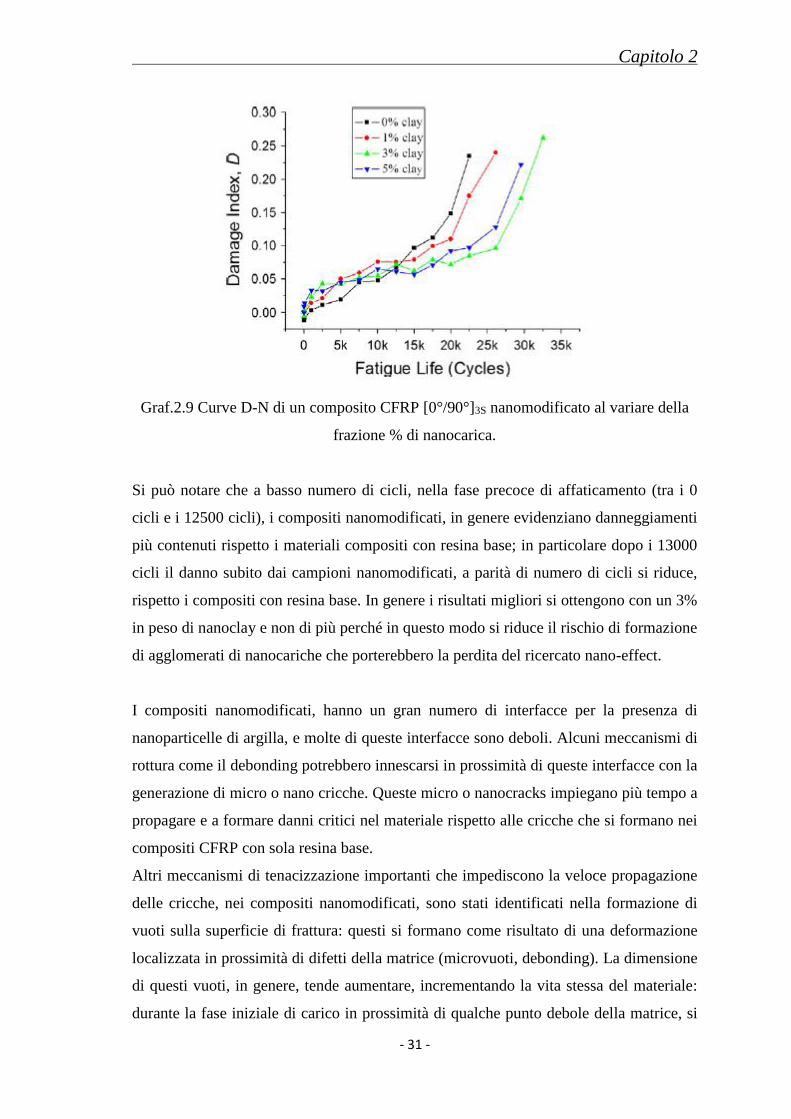
Graf.2.9 Curve D-N di un composito CFRP [0°/90°]3S nanomodificato al variare della
frazione % di nanocarica.
Si può notare che a basso numero di cicli, nella fase precoce di affaticamento (tra i 0
cicli e i 12500 cicli), i compositi nanomodificati, in genere evidenziano danneggiamenti
più contenuti rispetto i materiali compositi con resina base; in particolare dopo i 13000
cicli il danno subito dai campioni nanomodificati, a parità di numero di cicli si riduce,
rispetto i compositi con resina base. In genere i risultati migliori si ottengono con un 3%
in peso di nanoclay e non di più perché in questo modo si riduce il rischio di formazione
di agglomerati di nanocariche che porterebbero la perdita del ricercato nano-effect.
I compositi nanomodificati, hanno un gran numero di interfacce per la presenza di
nanoparticelle di argilla, e molte di queste interfacce sono deboli. Alcuni meccanismi di
rottura come il debonding potrebbero innescarsi in prossimità di queste interfacce con la
generazione di micro o nano cricche. Queste micro o nanocracks impiegano più tempo a
propagare e a formare danni critici nel materiale rispetto alle cricche che si formano nei
compositi CFRP con sola resina base.
Altri meccanismi di tenacizzazione importanti che impediscono la veloce propagazione
delle cricche, nei compositi nanomodificati, sono stati identificati nella formazione di
vuoti sulla superficie di frattura: questi si formano come risultato di una deformazione
localizzata in prossimità di difetti della matrice (microvuoti, debonding). La dimensione
di questi vuoti, in genere, tende aumentare, incrementando la vita stessa del materiale:
durante la fase iniziale di carico in prossimità di qualche punto debole della matrice, si
Capitolo 2
- 32 -
ha una deformazione plastica localizzata, che promuove la formazione di altre cavità:
più basso è il livello di sforzo applicato, e più si allunga questa fase. Questi vuoti
tendono a crescere in modo stabile all’aumentare del numero di cicli fino a portare a
rottura finale il componente.
L'allargamento di queste zone è altamente collegato al carico applicato.
Vi è una significativa analogia tra i risultati di questo articolo e quelli riportati in lavori
precedenti [4], riguardanti i compositi in fibre di vetro GFRPs contenenti nanotubi di
carbonio (CNT): l'aggiunta dei CNT porta ad una maggiore densità di microcricche
rispetto ai compositi senza CNT.
La presenza dei clay comporta l’innesco di tante microcricche o nanocricche secondarie,
a differenza di ciò che accade nei medesimi compositi in resina base dove si ha una
bassa densità di “grandi” cricche.
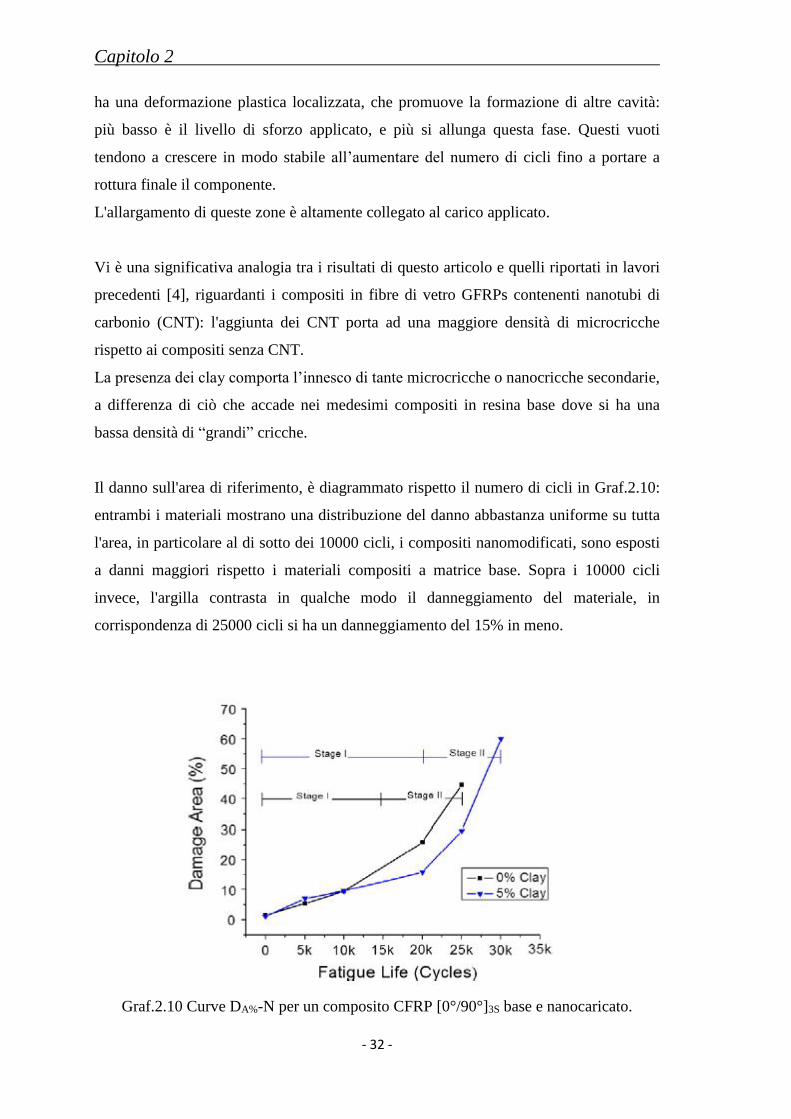
Il danno sull'area di riferimento, è diagrammato rispetto il numero di cicli in Graf.2.10:
entrambi i materiali mostrano una distribuzione del danno abbastanza uniforme su tutta
l'area, in particolare al di sotto dei 10000 cicli, i compositi nanomodificati, sono esposti
a danni maggiori rispetto i materiali compositi a matrice base. Sopra i 10000 cicli
invece, l'argilla contrasta in qualche modo il danneggiamento del materiale, in
corrispondenza di 25000 cicli si ha un danneggiamento del 15% in meno.
Graf.2.10 Curve DA%-N per un composito CFRP [0°/90°]3S base e nanocaricato.
Capitolo 2
- 33 -
Sulla base di queste osservazioni, il danneggiamento a fatica nei materiali compositi
CFRP [0°/90°]3S studiati può essere diviso in due fasi: la fase I è un danno stabile ed è
legato all’iniziazione delle cricche e alla loro crescita, la fase II è legata alla rapida
crescita delle cricche con conseguente fallimento del provino. Si è visto che i compositi
nanomodificati presentano una fase I più lunga rispetto ai compositi con resina base pari
circa a 0-20000 cicli contro i 0-15000 dei compositi con sola resina base.
Conclusioni:
1. La resistenza a trazione e il modulo elastico di un composito CFRP [0°/90°]3S
sono significativamente migliorati con l'aggiunta di nanoclay.
2. I compositi CFRP nanomodificati con organoclay hanno mostrato una migliore
performance in termini di resistenza a trazione e modulo elastico rispetto ai
compositi con resina base dopo un determinato numero di cicli.
3. La vita a fatica del materiale è stata notevolmente migliorata con l'inserimento
nella matrice del composito CFRP [0°/90°]3S di nanorinforzi di argilla: il
massimo incremento è stato di circa il 74% ottenuto con il 3% in peso di clay.
4. I nanoclay nei CFRP [0°/90°]3S, tranne nelle prime fasi di carico, limitano
l’aumento del danneggiamento a fatica.
5. I nanoclay migliorano il legame interfacciale fibra/matrice e i vuoti che si creano
sono stati identificati come i meccanismi responsabili del miglioramento della
vita a fatica di questi materiali.
Capitolo 2
- 34 -
Articolo [3]: Improvement of fatigue life by incorporation of nanoparticles
in glass fibre reinforced epoxy.
Autori: Lars Böger, Jan Sumfleth, Hannes Hedemann e Karl Schulte.
In questo lavoro, sono state eseguite prove di trazione classiche e prove di trazione a
gradini per valutare gli effetti delle sollecitazioni sul danneggiamento del materiale, in
particolare saranno riportati i vantaggi ottenuti modificando la matrice di un materiale
composito GFRPs mediante introduzione di nanoparticelle di CNT o silice.
Matrice: resina epossidica RIM 135, fornita da Hexion, Germania.
Indurente: indurente amminico RIM H137, fornito da Hexion, Germania.
Fibra: sono stati utilizzati due tipi di tessuto.
1. il primo è un tessuto [0°91% , 908%] con un peso totale di 986 g/m2 dove il 91%
del rapporto peso-area (898 g/m2) è occupato da fibre di vetro orientate a 0°,
l’8% del rapporto peso su area totale (80 g/m2) è occupato da fibre di vetro a
90°, e circa l’1 % (8 g/m2) è occupato dal filo che regge le fibre.
2. Il secondo è un tessuto [0°49%, 45°23%, 90°5% , -45°23%] con un rapporto di peso
su area di 1309 g/m2 dove il 49% di peso su area è occupato da fibre a 0° (638
g/m2), il 23% (301 g/m2) da fibre a ± 45°, il 5 % (63 g/m2) da fibre di vetro
orientate a 90° e l’1% (6 g/m2) del rapporto peso-area è occupato dal filo che
sostiene le fibre.
Nanocarica: nanotubi di carbonio (MWCNT Graphistrength C100®) forniti dalla
Arkema, Francia, con diametro esterno di circa 15 nm e lunghezza fino a 10 m; e
nanoparticelle di silice (SiO2 Aerosil A380®) fornita dalla Evonik Degussa, Germania,
di 7 nm di diametro.
La concentrazione di entrambi i riempitivi è stata imposta al 0.3 % del peso totale.
Per disperdere uniformemente le nanoparticelle nella matrice, sono state pre-mescolate
manualmente (senza indurente) all’interno della resina, in seguito la miscela
Capitolo 2
- 35 -
nanoparticelle-resina è stata mescolata con l'indurente mediante agitatore meccanico
sotto vuoto, per evitare l’intrappolamento indesiderato di aria.
I materiali con matrice nanomodificata sono stati prodotti mediante Transfer Molding
(VARTM).
Caratteristiche dei provini: i provini testati a trazione, sono composti da quattro strati
di tessuto [0°91%, 908%] accatastati per realizzare un laminato con il seguente lay-up
[0°,90°,90°,0°]S.
I laminati per le prove di trazione a gradini sono stati prodotti utilizzando due strati di
tessuto [0°49%, 45°23%, 90°5% , -45°23%] per ottenere un laminato dal seguente lay-up [0°,
45°, 90°, -45°, 45°, 90°, -45°, 0°], questi poi sono stati tagliati parallelamente alla
direzione 0° e sono stati sottoposti a un trattamento di post-cured a 80°C per 15 h.
I laminati con una frazione volumetrica di fibre del 50 % sono stati testati a trazione
mentre i laminati con il 37% di frazione volumetrica di fibre sono stati testati a fatica.
Prove effettuate:
1. prova di trazione, secondo la normativa EN-ISO con una velocità di testa di 2
mm/min.
2. prova di trazione a gradini, dove il provino è stato caricato fino ad un certo
valore di strain e poi scaricato iterativamente; le prove di fatica con R = 0,1(T-
T), R = -1(T-C) ed R = 10(C-C), sono state eseguite alla frequenza di 6 Hz, per
evitare un eccessivo riscaldamento interno dei campioni e per contrastare le
vibrazioni torsionali (che insorgono a causa dell’asimmetria del lay-up).
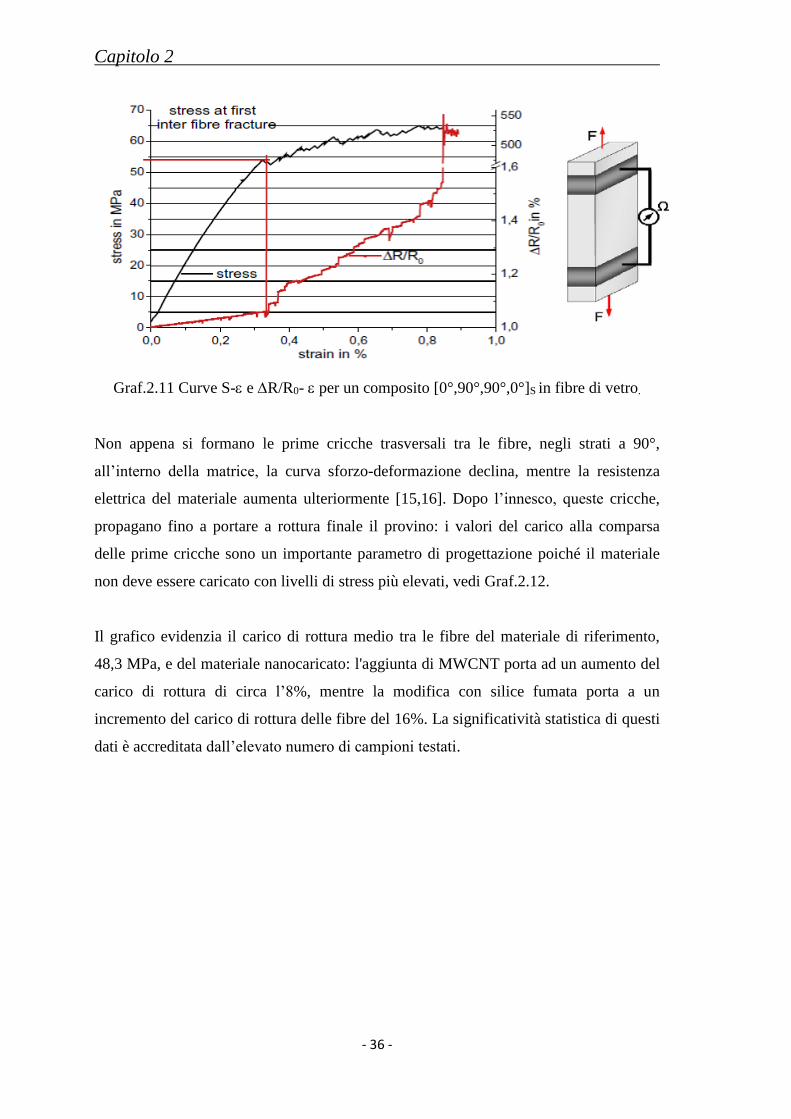
Risultati delle prove: il Graf.2.11 mostra la curva sforzo deformazione e la curva della
variazione di resistenza elettrica normalizzata rispetto il valore di resistenza elettrica del
materiale integro, al variare della percentuale di deformazione subita.
Capitolo 2
- 36 -
Graf.2.11 Curve S-e R/R0-per un composito [0°,90°,90°,0°]S in fibre di vetro.
Non appena si formano le prime cricche trasversali tra le fibre, negli strati a 90°,
all’interno della matrice, la curva sforzo-deformazione declina, mentre la resistenza
elettrica del materiale aumenta ulteriormente [15,16]. Dopo l’innesco, queste cricche,
propagano fino a portare a rottura finale il provino: i valori del carico alla comparsa
delle prime cricche sono un importante parametro di progettazione poiché il materiale
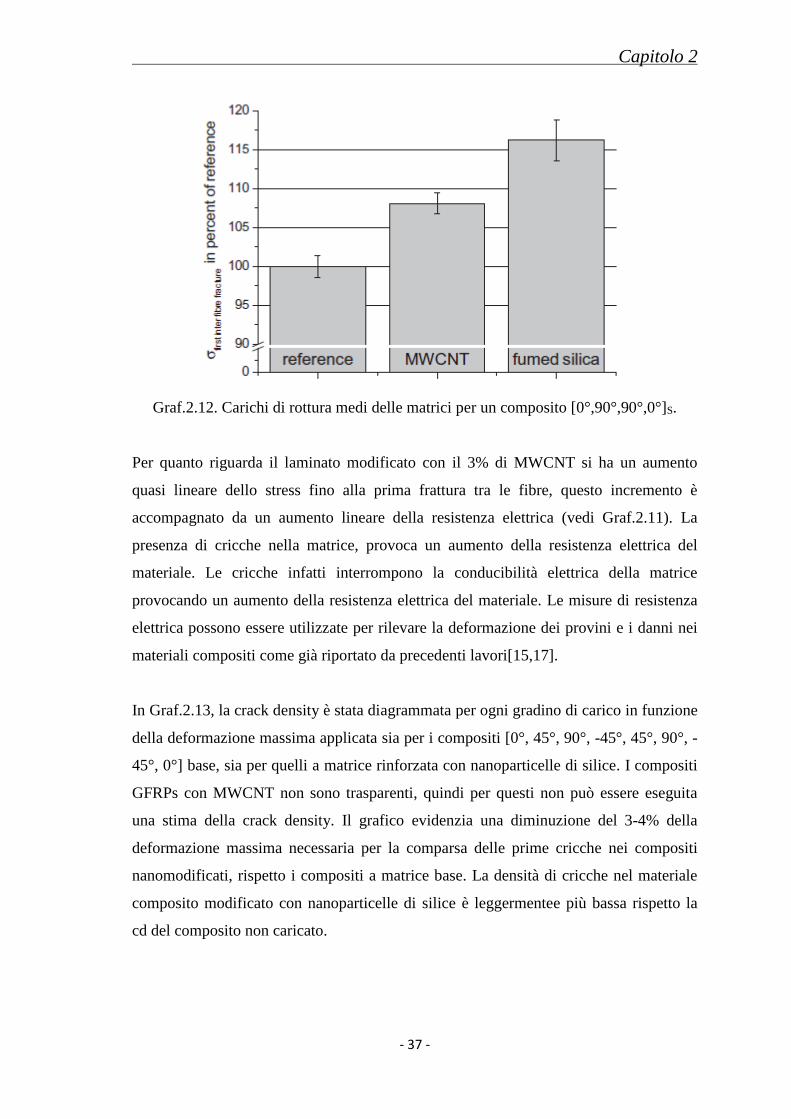
non deve essere caricato con livelli di stress più elevati, vedi Graf.2.12.
Il grafico evidenzia il carico di rottura medio tra le fibre del materiale di riferimento,
48,3 MPa, e del materiale nanocaricato: l'aggiunta di MWCNT porta ad un aumento del
carico di rottura di circa l’8%, mentre la modifica con silice fumata porta a un
incremento del carico di rottura delle fibre del 16%. La significatività statistica di questi
dati è accreditata dall’elevato numero di campioni testati.
Capitolo 2
- 37 -
Graf.2.12. Carichi di rottura medi delle matrici per un composito [0°,90°,90°,0°]S.
Per quanto riguarda il laminato modificato con il 3% di MWCNT si ha un aumento
quasi lineare dello stress fino alla prima frattura tra le fibre, questo incremento è
accompagnato da un aumento lineare della resistenza elettrica (vedi Graf.2.11). La
presenza di cricche nella matrice, provoca un aumento della resistenza elettrica del
materiale. Le cricche infatti interrompono la conducibilità elettrica della matrice
provocando un aumento della resistenza elettrica del materiale. Le misure di resistenza
elettrica possono essere utilizzate per rilevare la deformazione dei provini e i danni nei
materiali compositi come già riportato da precedenti lavori[15,17].
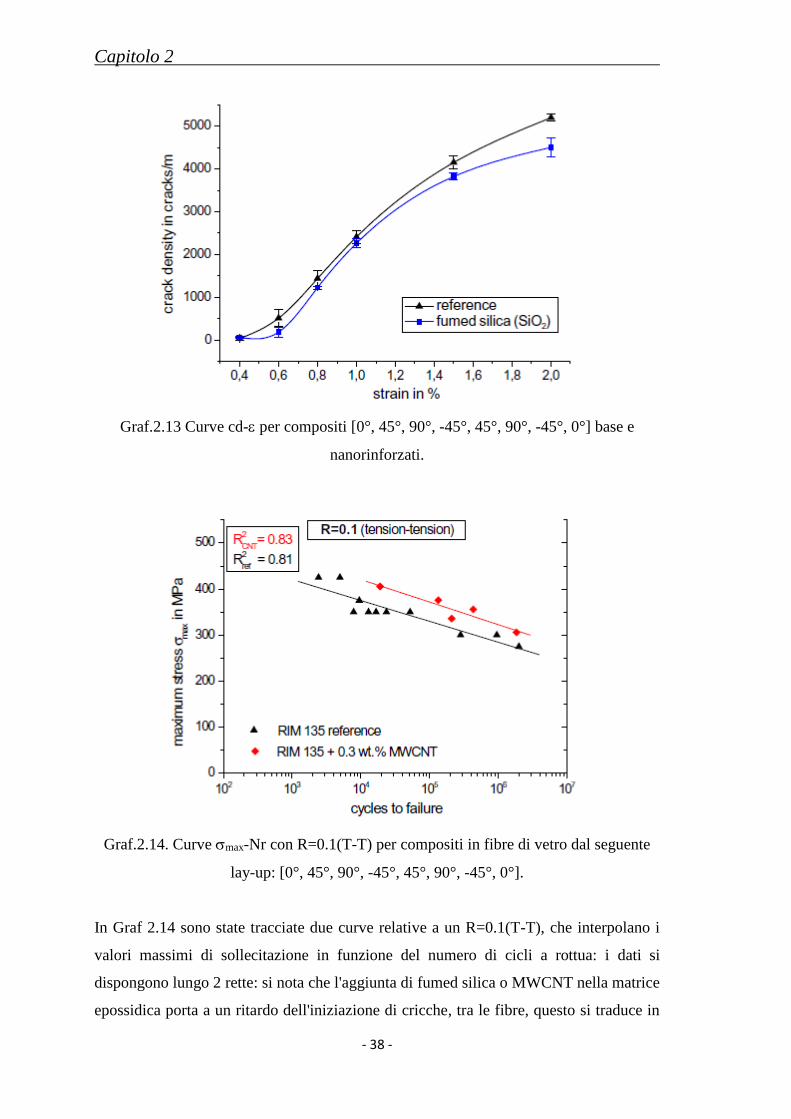
In Graf.2.13, la crack density è stata diagrammata per ogni gradino di carico in funzione
della deformazione massima applicata sia per i compositi [0°, 45°, 90°, -45°, 45°, 90°, -
45°, 0°] base, sia per quelli a matrice rinforzata con nanoparticelle di silice. I compositi
GFRPs con MWCNT non sono trasparenti, quindi per questi non può essere eseguita
una stima della crack density. Il grafico evidenzia una diminuzione del 3-4% della
deformazione massima necessaria per la comparsa delle prime cricche nei compositi
nanomodificati, rispetto i compositi a matrice base. La densità di cricche nel materiale
composito modificato con nanoparticelle di silice è leggermentee più bassa rispetto la
cd del composito non caricato.
Capitolo 2
- 38 -
Graf.2.13 Curve cd- per compositi [0°, 45°, 90°, -45°, 45°, 90°, -45°, 0°] base e
nanorinforzati.
Graf.2.14. Curve max-Nr con R=0.1(T-T) per compositi in fibre di vetro dal seguente
lay-up: [0°, 45°, 90°, -45°, 45°, 90°, -45°, 0°].
In Graf 2.14 sono state tracciate due curve relative a un R=0.1(T-T), che interpolano i
valori massimi di sollecitazione in funzione del numero di cicli a rottua: i dati si
dispongono lungo 2 rette: si nota che l'aggiunta di fumed silica o MWCNT nella matrice
epossidica porta a un ritardo dell'iniziazione di cricche, tra le fibre, questo si traduce in
Capitolo 2
- 39 -
un incremento della vita a fatica del materiale, fino ad alcuni ordini di grandezza.
La riduzione dell'ampiezza massima di sollecitazione porta ad un aumento della vita a
fatica sia per i compositi nanomodificati sia per i compositi non modificati. Va denotato
che le due curve sono simili: 2 rette con la stessa pendenza, traslate tra loro.
Lo spostamento della curva di S-N verso l’alto per i compositi con MWCNT può essere
spiegato con meccanismi come il debonding di nanoparticelle e la formazione di vuoti
che portano a un miglioramento delle proprietà del GFRPs: in prossimità di questi vuoti,
si ha una deformazione plastica localizzata per effetto del carico applicato, che
promuove la formazione di nanocavità [1,4].
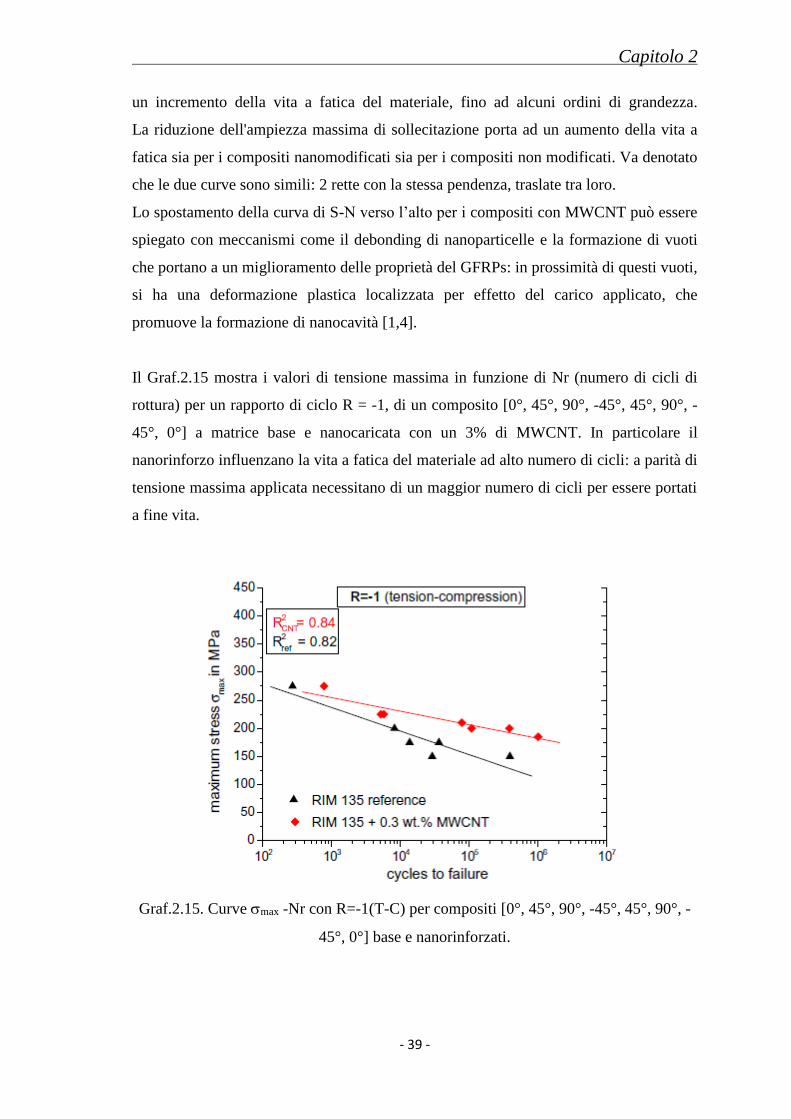
Il Graf.2.15 mostra i valori di tensione massima in funzione di Nr (numero di cicli di
rottura) per un rapporto di ciclo R = -1, di un composito [0°, 45°, 90°, -45°, 45°, 90°, -
45°, 0°] a matrice base e nanocaricata con un 3% di MWCNT. In particolare il
nanorinforzo influenzano la vita a fatica del materiale ad alto numero di cicli: a parità di
tensione massima applicata necessitano di un maggior numero di cicli per essere portati
a fine vita.
Graf.2.15. Curve max -Nr con R=-1(T-C) per compositi [0°, 45°, 90°, -45°, 45°, 90°, -
45°, 0°] base e nanorinforzati.
Capitolo 2
- 40 -
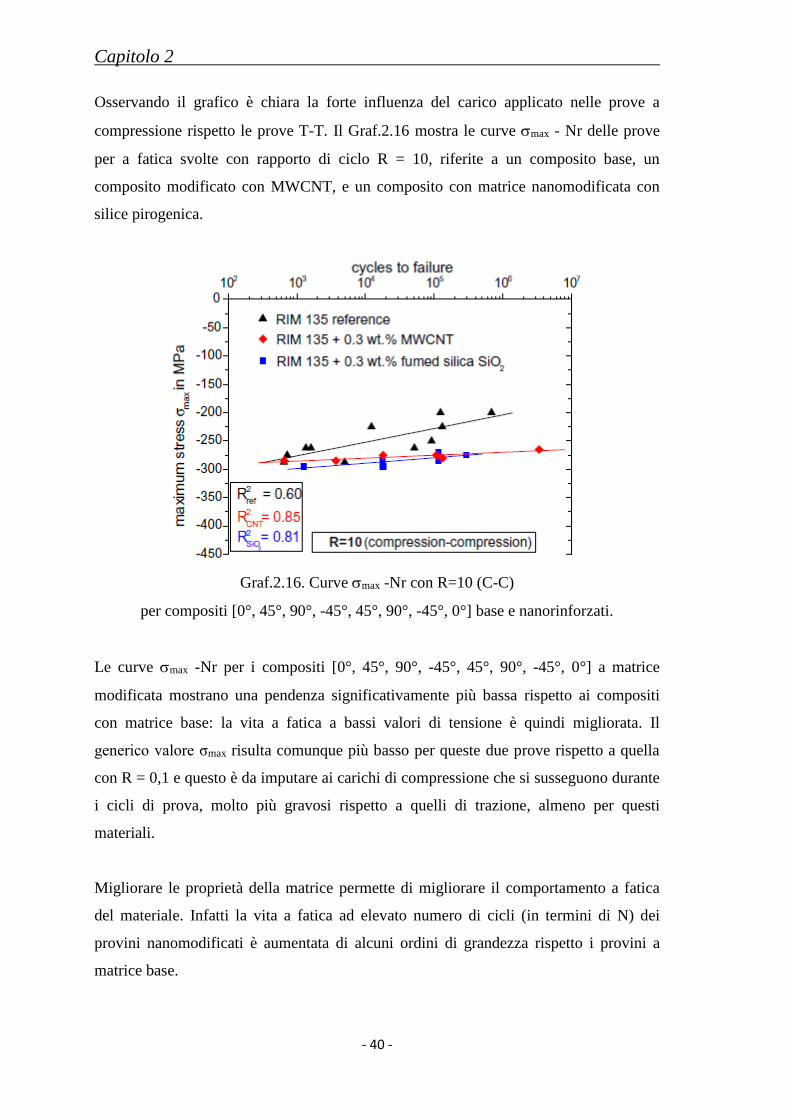
Osservando il grafico è chiara la forte influenza del carico applicato nelle prove a
compressione rispetto le prove T-T. Il Graf.2.16 mostra le curve max - Nr delle prove
per a fatica svolte con rapporto di ciclo R = 10, riferite a un composito base, un
composito modificato con MWCNT, e un composito con matrice nanomodificata con
silice pirogenica.
Graf.2.16. Curve max -Nr con R=10 (C-C)
per compositi [0°, 45°, 90°, -45°, 45°, 90°, -45°, 0°] base e nanorinforzati.
Le curve max -Nr per i compositi [0°, 45°, 90°, -45°, 45°, 90°, -45°, 0°] a matrice
modificata mostrano una pendenza significativamente più bassa rispetto ai compositi
con matrice base: la vita a fatica a bassi valori di tensione è quindi migliorata. Il
generico valore σmax risulta comunque più basso per queste due prove rispetto a quella
con R = 0,1 e questo è da imputare ai carichi di compressione che si susseguono durante
i cicli di prova, molto più gravosi rispetto a quelli di trazione, almeno per questi
materiali.
Migliorare le proprietà della matrice permette di migliorare il comportamento a fatica
del materiale. Infatti la vita a fatica ad elevato numero di cicli (in termini di N) dei
provini nanomodificati è aumentata di alcuni ordini di grandezza rispetto i provini a
matrice base.
Capitolo 2
- 41 -
In linea di principio, nella compressione, il buckling della fibra ha un ruolo cruciale
sulla vita a fatica del materiale, limitandola. Le nanoparticelle, disperse nella matrice
incrementano la rigidizza della matrice stessa e contrastano, in parte, questa instabilità,
migliorando la vita a fatica del composito.
Un precedente lavoro di Gagel correla la diminuzione di rigidezza con la cd nella
matrice dei GFRPs caricati: i miglioramenti nella fatica ad alto numero di cicli con R =
10 sono indipendenti dal tipo di nanoparticella utilizzata: la fumed silica così come i
MWCNT portano aumenti significativi del numero di cicli fino al fallimento finale del
provino, quindi la forma delle particelle sulla base dei risultati ottenuti dal punto di vista
della resistenza a fatica non è un fattore fondamentale.
Conclusioni:
1. i risultati mostrano un alto aumento della durata a fatica dei compositi GFRPs
nanomodificati, correlato all'aumento di resistenza a frattura della matrice.
Entrambe le nanoparticelle (silice pirogenica e MWCNT) provocano un
aumento della vita a fatica (ordini di grandezza) sia in trazione che in
compressione da imputare a fenomeni di debonding e di deformazione plastica
dei nanovuoti.
2. La nucleazione delle prime cricche nella matrice è correlata a una significativa
riduzione della conducibilità elettrica del materiale per i compositi
nanomodificati con MWCNT, questa quindi rappresenta una tecnica alternativa
di rilevamento cricche per compositi.

Capitolo 2
- 42 -
Articolo [4]: High-cycle fatigue of hybrid carbon nanotube/glass
fiber/polymer composites.
Autori: Christopher S. Grimmer e C. K. H. Dharan
Matrice: EPON 826 Epikure prodotto dalla Hexion Specialty Chemicals (Houston, TX,
USA).
Indurente: 3234 prodotto dalla Hexion Specialty Chemicals (Houston, TX, USA).
Fibra: tessuto [0°/90°] in fibre di vetro di spessore 0,28mm, Type 7500 prodotto dalla
Hexcel (Fullerton, CA, USA).
Nanocarica: CNT a parete multipla di Nanoledge (Clapiers, Francia).
L’EPON 826 è stata miscelata con l’1 % in peso di CNT poiché è stato dimostrato che
tale percentuale migliora il comportamento meccanico dei compositi: superare questa
quantità di carica provoca un aumento eccessivo della viscosità del polimero[7, 8].
Caratteristiche dei provini: per la realizzazione dei laminati sono stati sovrapposti 8
strati di tessuto in fibra di vetro che sono stati infusi con la resina catalizzata e
degassata. Il contenuto di resina nei laminati induriti è stato misurato e risulta essere
circa 44% del peso totale (il rapporto fibra-resina è di 44/56). Dai pannelli di laminato
realizzati, sono stati tagliati mediante una lama diamantata dei provini rettangolari di
queste dimensioni: 24x200. In tutti i campioni, la direzione di ordito del tessuto era
orientata lungo la direzione di carico. Su tutti i campioni al centro, è stato realizzato un
foro di 6,4 mm di diametro, per creare una concentrazione di tensioni e localizzare
quindi i danni subiti dal campione, i provini infine sono stati “invecchiati” per 10 giorni
a 25 °C prima di essere testati.
Prove effettuate:
1. Prove di trazione con una macchina MTS (Eden Prairie, MN, USA) da
100000N, servo-idraulica.
Capitolo 2
- 43 -
2. Prove di fatica con sollecitazioni di picco del 70, 60, 45, e 30% del loro carico
massimo di rottura, con rapporto di ciclo R = 0,15 e frequenza 3 Hz, per ridurre
il riscaldamento del campione.
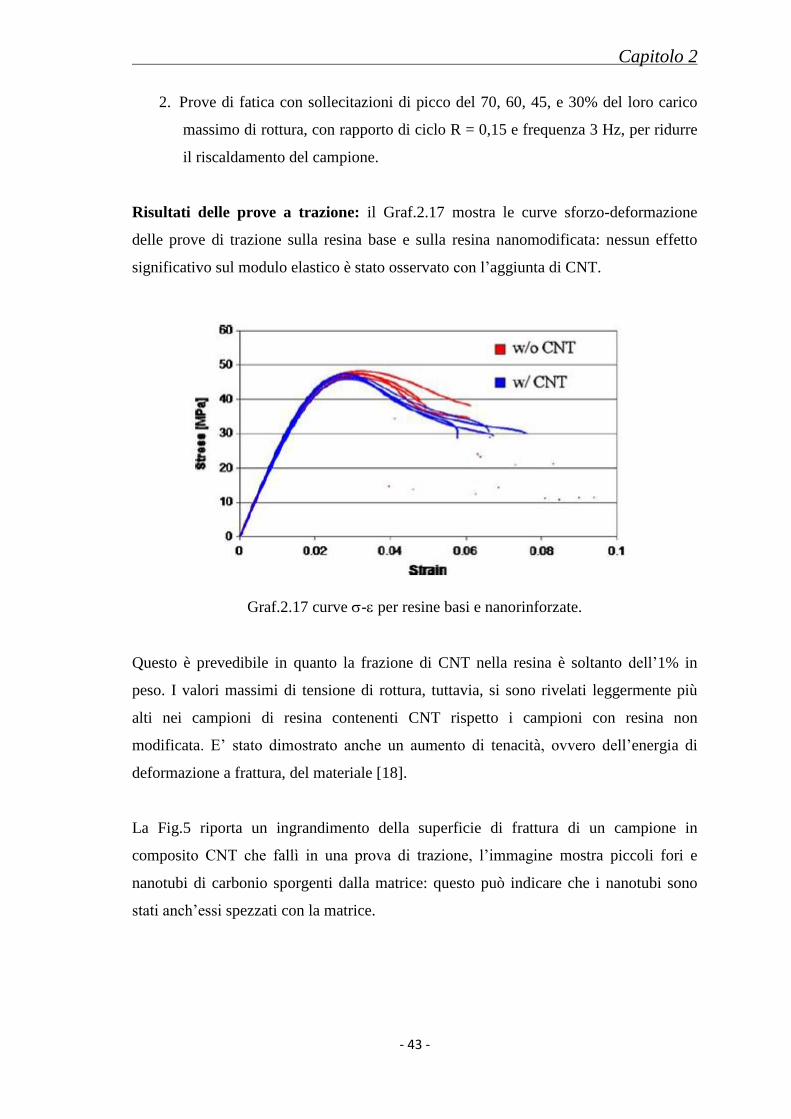
Risultati delle prove a trazione: il Graf.2.17 mostra le curve sforzo-deformazione
delle prove di trazione sulla resina base e sulla resina nanomodificata: nessun effetto
significativo sul modulo elastico è stato osservato con l’aggiunta di CNT.
Graf.2.17 curve - per resine basi e nanorinforzate.
Questo è prevedibile in quanto la frazione di CNT nella resina è soltanto dell’1% in
peso. I valori massimi di tensione di rottura, tuttavia, si sono rivelati leggermente più
alti nei campioni di resina contenenti CNT rispetto i campioni con resina non
modificata. E’ stato dimostrato anche un aumento di tenacità, ovvero dell’energia di
deformazione a frattura, del materiale [18].
La Fig.5 riporta un ingrandimento della superficie di frattura di un campione in
composito CNT che fallì in una prova di trazione, l’immagine mostra piccoli fori e
nanotubi di carbonio sporgenti dalla matrice: questo può indicare che i nanotubi sono
stati anch’essi spezzati con la matrice.

Capitolo 2
- 44 -
Fig.2.3. Scansione micrografica della superficie di frattura di un composito in fibre di
vetro contenente CNTs.
Un singolo foro (freccia bianca) corrisponde a un nanotubo che è stato estratto dalla
resina: si crede che sia questo processo di estrazione e rottura di nanotubi a contribuire
maggiormente all’incremento della resistenza a frattura, e a fatica dei compositi con
CNTs [19].
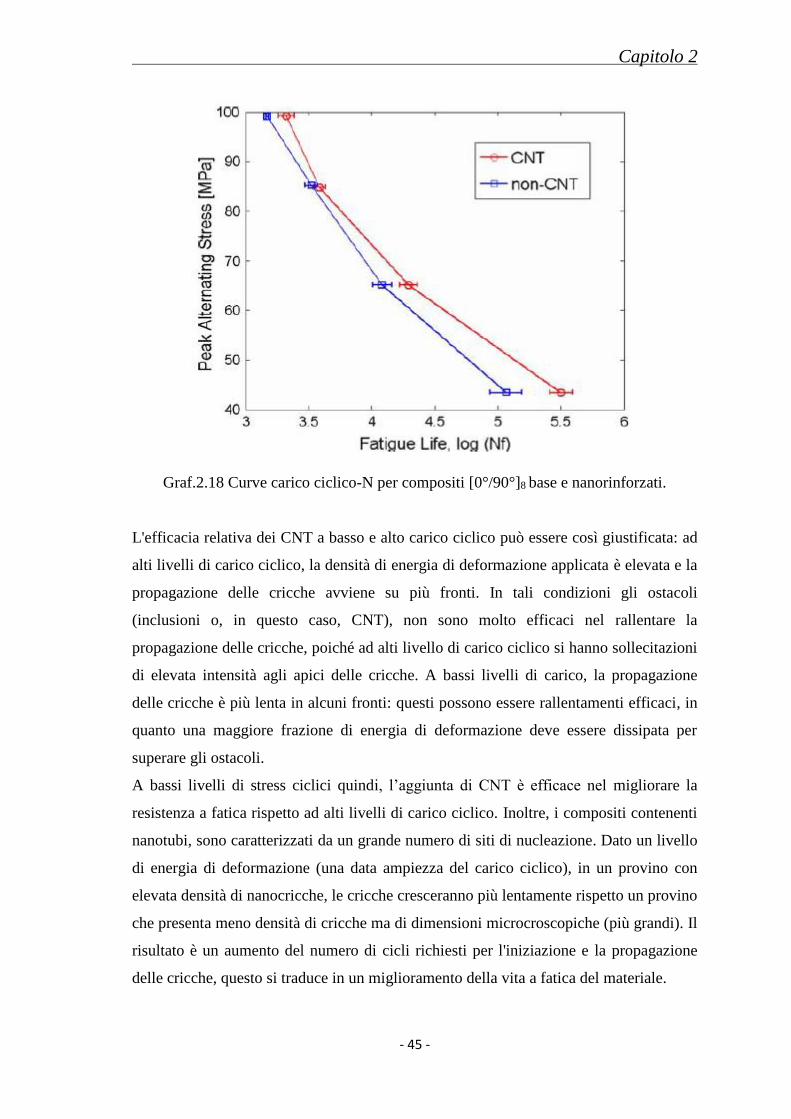
Risultati delle prove a fatica: i dati della vita a fatica per i compositi [0°/90°]8 in
resina epossidica e fibre di vetro sono mostrati in Graf.2.18.
Un aumento significativo della vita a fatica per ogni condizione di carico è stato
osservato per i campioni con l’1% di CNT.
Alle alte sollecitazioni, nella matrice, si creano cricche ravvicinate che propagano
rapidamente su più fronti fino alla rottura del campione. A bassi livelli di stress, i danni
alla matrice sono limitati: con cicli continui si formano alcune cricche distanziate che
propagano lentamente fino alla schianto del provino.
Capitolo 2
- 45 -
Graf.2.18 Curve carico ciclico-N per compositi [0°/90°]8 base e nanorinforzati.
L'efficacia relativa dei CNT a basso e alto carico ciclico può essere così giustificata: ad
alti livelli di carico ciclico, la densità di energia di deformazione applicata è elevata e la
propagazione delle cricche avviene su più fronti. In tali condizioni gli ostacoli
(inclusioni o, in questo caso, CNT), non sono molto efficaci nel rallentare la
propagazione delle cricche, poiché ad alti livello di carico ciclico si hanno sollecitazioni
di elevata intensità agli apici delle cricche. A bassi livelli di carico, la propagazione
delle cricche è più lenta in alcuni fronti: questi possono essere rallentamenti efficaci, in
quanto una maggiore frazione di energia di deformazione deve essere dissipata per
superare gli ostacoli.
A bassi livelli di stress ciclici quindi, l’aggiunta di CNT è efficace nel migliorare la
resistenza a fatica rispetto ad alti livelli di carico ciclico. Inoltre, i compositi contenenti
nanotubi, sono caratterizzati da un grande numero di siti di nucleazione. Dato un livello
di energia di deformazione (una data ampiezza del carico ciclico), in un provino con
elevata densità di nanocricche, le cricche cresceranno più lentamente rispetto un provino
che presenta meno densità di cricche ma di dimensioni microcroscopiche (più grandi). Il
risultato è un aumento del numero di cicli richiesti per l'iniziazione e la propagazione
delle cricche, questo si traduce in un miglioramento della vita a fatica del materiale.
Capitolo 2
- 46 -
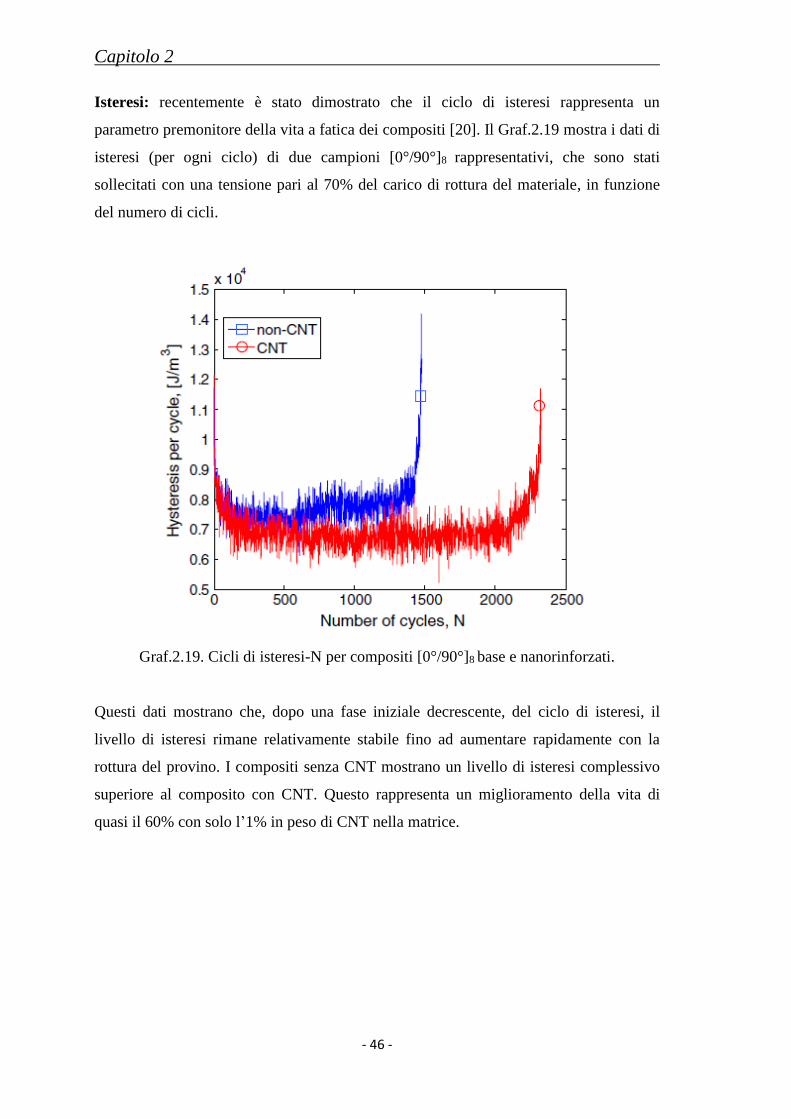
Isteresi: recentemente è stato dimostrato che il ciclo di isteresi rappresenta un
parametro premonitore della vita a fatica dei compositi [20]. Il Graf.2.19 mostra i dati di
isteresi (per ogni ciclo) di due campioni [0°/90°]8 rappresentativi, che sono stati
sollecitati con una tensione pari al 70% del carico di rottura del materiale, in funzione
del numero di cicli.
Graf.2.19. Cicli di isteresi-N per compositi [0°/90°]8 base e nanorinforzati.
Questi dati mostrano che, dopo una fase iniziale decrescente, del ciclo di isteresi, il
livello di isteresi rimane relativamente stabile fino ad aumentare rapidamente con la
rottura del provino. I compositi senza CNT mostrano un livello di isteresi complessivo
superiore al composito con CNT. Questo rappresenta un miglioramento della vita di
quasi il 60% con solo l’1% in peso di CNT nella matrice.

Capitolo 2
- 47 -
Conclusioni:
1. l'aggiunta dell’1% in peso di CNT nella matrice in resina epossidica e fibre di
vetro permette ai compositi di migliorare la loro resistenza a fatica del 60-250%,
a seconda del carico applicato.
2. Il livello di isteresi complessivo dei compositi in fibra di vetro nanomodificati, è
inferiore rispetto ai compositi non modificati.
3. Prove di trazione sulla resina rinforzata con CNT (senza fibre di vetro), non
hanno mostrato alcun effetto sul modulo elastico del materiale, tuttavia, c'è stato
un leggero aumento del carico di rottura.
4. Una ispezione sui campioni contenenti CNT hanno evidenziato che in queste
matrici, meccanismi di assorbimento di energia e una maggiore densità di siti di
nucleazione sono le cause che provocano un aumento della vita a fatica di questi
materiali. Quindi l'aggiunta di piccole frazioni di CNT nei compositi in fibra di
vetro può portare a un significativo aumento della durata a fatica di questi
materiali, rendendoli più utili in applicazioni che prevedono un affaticamento ad
alto numero di cicli.

Capitolo 3
- 49 -
Capitolo 3
Realizzazione dei provini
3.1 Introduzione
I laminati, o compositi trifasici sono materiali costituiti da una matrice, in genere
nanorinforzata e da fibre di varia natura, solitamente carbonio, vetro o kevlar. In questo
capitolo verrà descritto l’intero processo di realizzazione di laminiti fibrorinforzati
mediante la tecnica di infusione sottovuoto, con resina epossidica base o nanocaricata.
3.2 Attrezzature utilizzate
Miscelatore meccanico DISPERMAT TU (Vma-Getzmann)
Questo miscelatore è formato da una girante in acciaio inossidabile a 12 denti, collegata
ad un motore elettrico a elevata velocità. L’accensione e lo spegnimento sono regolati
da un unità esterna, con la quale è anche possibile regolare la velocità di rotazione della
girante. Il dispositivo è utilizzato per la miscelazione di fluidi, nello specifico è stato
utilizzato per rendere più omogeneo il composto formato da resina EC157, Nanopox
F400 e indurente.
Capitolo 3
- 50 -
Fig.3.1. Miscelatore meccanico DISPERMAT TU
Sonicatore UP 200S (Hielscher)
Fig.3.2. Sonicatore UP 200S
Il sonicatore ha lo scopo di far cavitare le bolle d’aria intrappolate nella resina durante
la miscelazione meccanica, di disgregare eventuali cluster che si sono formati e di
rendere più omogenea la dispersione del nanorinforzo all’interno della resina. Questo
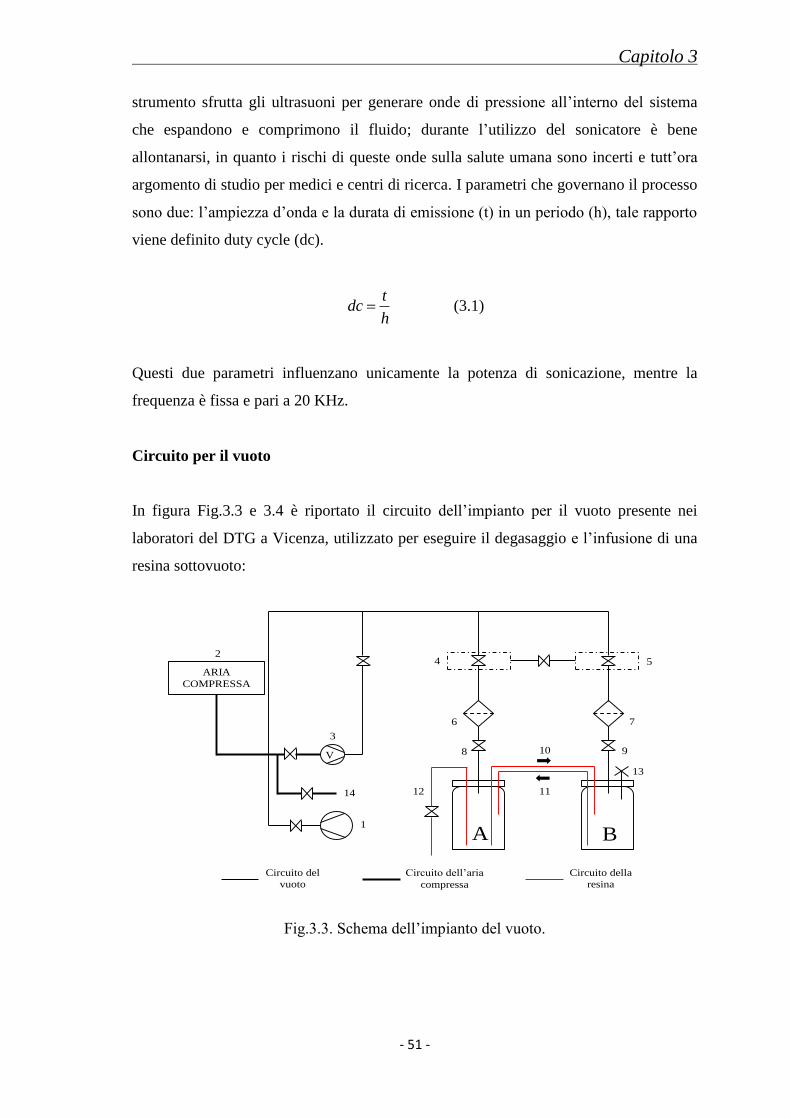
Capitolo 3
- 51 -
strumento sfrutta gli ultrasuoni per generare onde di pressione all’interno del sistema
che espandono e comprimono il fluido; durante l’utilizzo del sonicatore è bene
allontanarsi, in quanto i rischi di queste onde sulla salute umana sono incerti e tutt’ora
argomento di studio per medici e centri di ricerca. I parametri che governano il processo
sono due: l’ampiezza d’onda e la durata di emissione (t) in un periodo (h), tale rapporto
viene definito duty cycle (dc).
tdc
h (3.1)
Questi due parametri influenzano unicamente la potenza di sonicazione, mentre la
frequenza è fissa e pari a 20 KHz.
Circuito per il vuoto
In figura Fig.3.3 e 3.4 è riportato il circuito dell’impianto per il vuoto presente nei
laboratori del DTG a Vicenza, utilizzato per eseguire il degasaggio e l’infusione di una
resina sottovuoto:
ARIA
COMPRESSA
V
1
2
3
4 5
6 7
8 9 10
11 12
13
14
Circuito del
vuoto
Circuito dell’aria
compressa
Circuito della
resina
A B
Fig.3.3. Schema dell’impianto del vuoto.
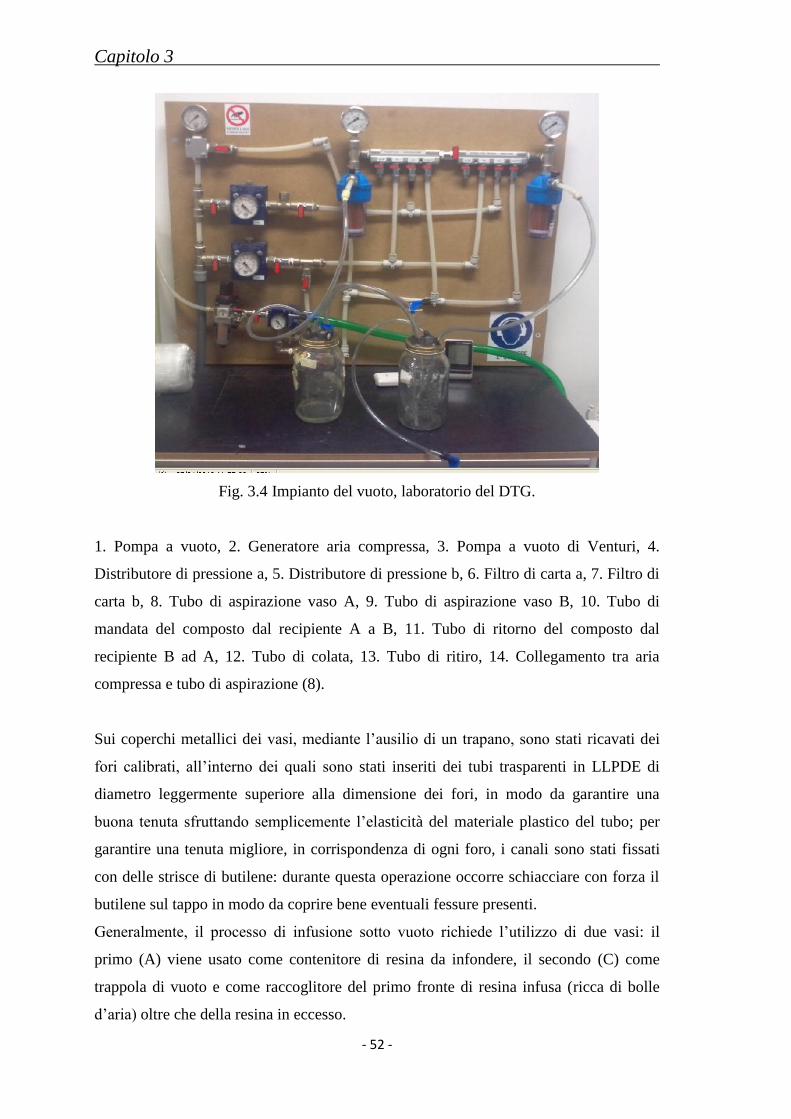
Capitolo 3
- 52 -
Fig. 3.4 Impianto del vuoto, laboratorio del DTG.
1. Pompa a vuoto, 2. Generatore aria compressa, 3. Pompa a vuoto di Venturi, 4.
Distributore di pressione a, 5. Distributore di pressione b, 6. Filtro di carta a, 7. Filtro di
carta b, 8. Tubo di aspirazione vaso A, 9. Tubo di aspirazione vaso B, 10. Tubo di
mandata del composto dal recipiente A a B, 11. Tubo di ritorno del composto dal
recipiente B ad A, 12. Tubo di colata, 13. Tubo di ritiro, 14. Collegamento tra aria
compressa e tubo di aspirazione (8).
Sui coperchi metallici dei vasi, mediante l’ausilio di un trapano, sono stati ricavati dei
fori calibrati, all’interno dei quali sono stati inseriti dei tubi trasparenti in LLPDE di
diametro leggermente superiore alla dimensione dei fori, in modo da garantire una
buona tenuta sfruttando semplicemente l’elasticità del materiale plastico del tubo; per
garantire una tenuta migliore, in corrispondenza di ogni foro, i canali sono stati fissati
con delle strisce di butilene: durante questa operazione occorre schiacciare con forza il
butilene sul tappo in modo da coprire bene eventuali fessure presenti.
Generalmente, il processo di infusione sotto vuoto richiede l’utilizzo di due vasi: il
primo (A) viene usato come contenitore di resina da infondere, il secondo (C) come
trappola di vuoto e come raccoglitore del primo fronte di resina infusa (ricca di bolle
d’aria) oltre che della resina in eccesso.
Capitolo 3
- 53 -
Nel caso si renda necessario effettuare prima una operazione di degassaggio della
resina, si aggiunge un terzo vaso B delle stesse dimensioni, tutti i collegamenti sono qui
riportati:
- In un foro del tappo che chiude il vaso A, contenente la resina da infondere è stato
inserito un tubo di piccola lunghezza (8), che viene spinto per circa 15 mm all’interno
del contenitore, l’altra estremità del tubo è collegata a un filtro per l’aspirazione
dell’aria (6). Il tubicino viene spinto poco all’interno del vaso per avere a disposizione
una maggior quantità di volume all’interno del recipiente, evitando che l’eventuale
formazione di schiuma durante l’operazione di degassaggio risalga e danneggi il
circuito, un ulteriore tubicino collega il vaso A al sacco (12) e permette l’infusione della
resina.
I canali rimanenti (10-11) sono collegati al vaso B, quest’ultimo collegamento è
necessario per effettuare il degassaggio della resina nanorinforzata: in questo caso
all’interno del vaso A, il tubo (10) tocca il fondo del contenitore mentre il tratto interno
il vaso B viene tagliato più corto in quanto la caduta del composto favorisce il collasso
delle bolle presenti all’interno della resina.
- Analogamente nel vaso B, un canale (9) collega il vaso di recupero a un altro filtro
dello stesso impianto mentre il secondo canale viene sigillato con un morsetto, i
rimanenti canali sono quelli usati per il travaso della resina dal vaso A al vaso B durante
l’operazione di degassaggio, in questo caso è necessario che il tubo di rientro della
resina (11) tocchi il fondo del recipiente B e arrivi solo a metà dello stesso per il motivo
descritto precedentemente.
-Il vaso C rappresenta la trappola di vuoto che viene utilizzata durante l’infusione per
raccogliere il primo fronte di resina ricco di bolle, e la resina in eccesso. Esso è
collegato da un lato al canale di uscita del sacco e dall’altro alla pompa. Per
salvaguardare il vaso C e poterlo riutilizzare diverse volte, viene posto al suo interno
una bottiglia di plastica priva di collo, all’interno della quale sarà raccolta la resina in
eccesso, in uscita dal sacco.
Nel caso in cui si utilizzi resina nanomodificata, l’operazione di degassaggio è
necessaria: si è visto infatti, che le fasi di mixing e sonicazione, tendono ad intrappolare
molta aria all’interno della resina, inoltre il nanorinforzo tende aumentare la viscosità
della resina e quindi si ha una maggior difficoltà a rimuovere l’aria intrappolata.
Andando a processare con cicli di vuoto spinto e pressione atmosferica la resina, tende a
generare un grosso quantitativo di schiuma che, rischierebbe di entrare nell’impianto.
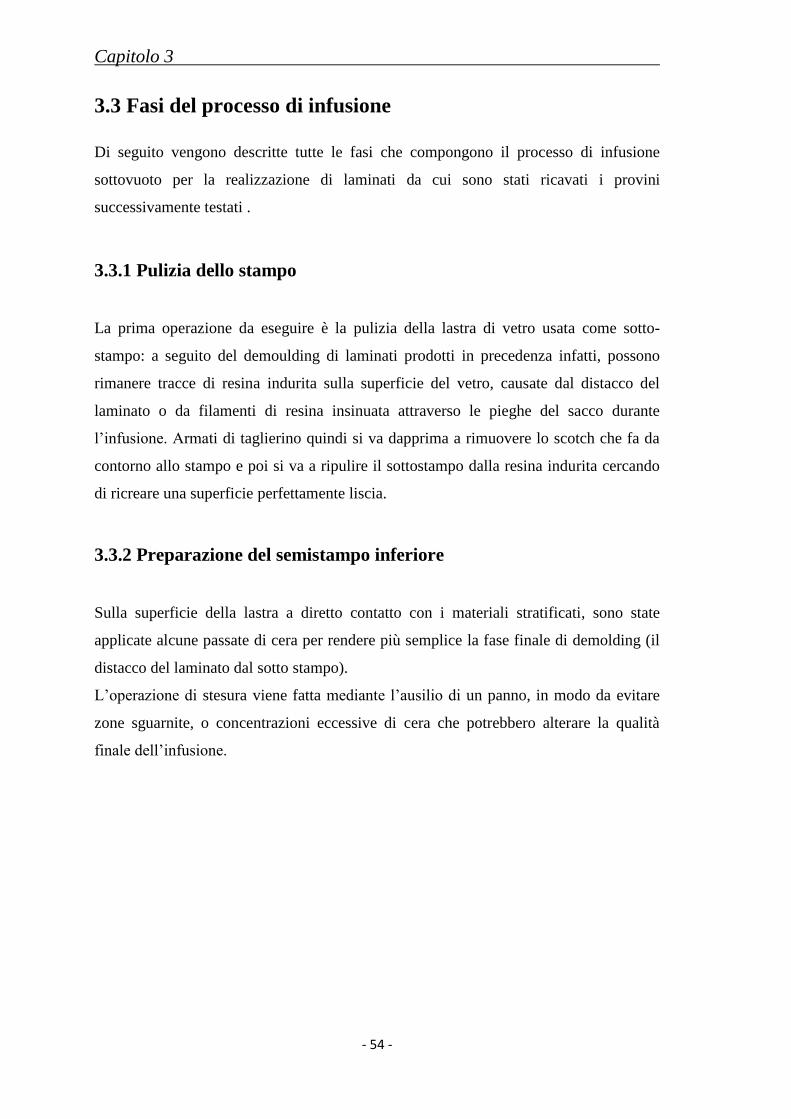
Capitolo 3
- 54 -
3.3 Fasi del processo di infusione
Di seguito vengono descritte tutte le fasi che compongono il processo di infusione
sottovuoto per la realizzazione di laminati da cui sono stati ricavati i provini
successivamente testati .
3.3.1 Pulizia dello stampo
La prima operazione da eseguire è la pulizia della lastra di vetro usata come sotto-
stampo: a seguito del demoulding di laminati prodotti in precedenza infatti, possono
rimanere tracce di resina indurita sulla superficie del vetro, causate dal distacco del
laminato o da filamenti di resina insinuata attraverso le pieghe del sacco durante
l’infusione. Armati di taglierino quindi si va dapprima a rimuovere lo scotch che fa da
contorno allo stampo e poi si va a ripulire il sottostampo dalla resina indurita cercando
di ricreare una superficie perfettamente liscia.
3.3.2 Preparazione del semistampo inferiore
Sulla superficie della lastra a diretto contatto con i materiali stratificati, sono state
applicate alcune passate di cera per rendere più semplice la fase finale di demolding (il
distacco del laminato dal sotto stampo).
L’operazione di stesura viene fatta mediante l’ausilio di un panno, in modo da evitare
zone sguarnite, o concentrazioni eccessive di cera che potrebbero alterare la qualità
finale dell’infusione.
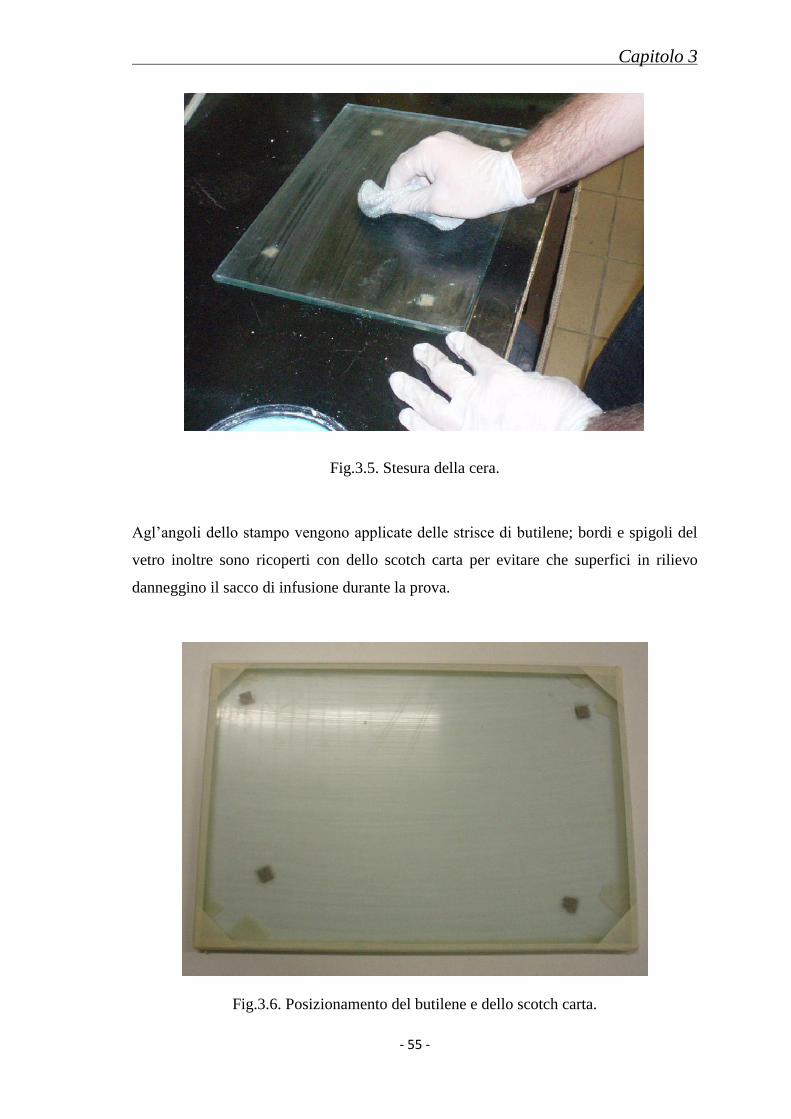
Capitolo 3
- 55 -
Fig.3.5. Stesura della cera.
Agl’angoli dello stampo vengono applicate delle strisce di butilene; bordi e spigoli del
vetro inoltre sono ricoperti con dello scotch carta per evitare che superfici in rilievo
danneggino il sacco di infusione durante la prova.
Fig.3.6. Posizionamento del butilene e dello scotch carta.
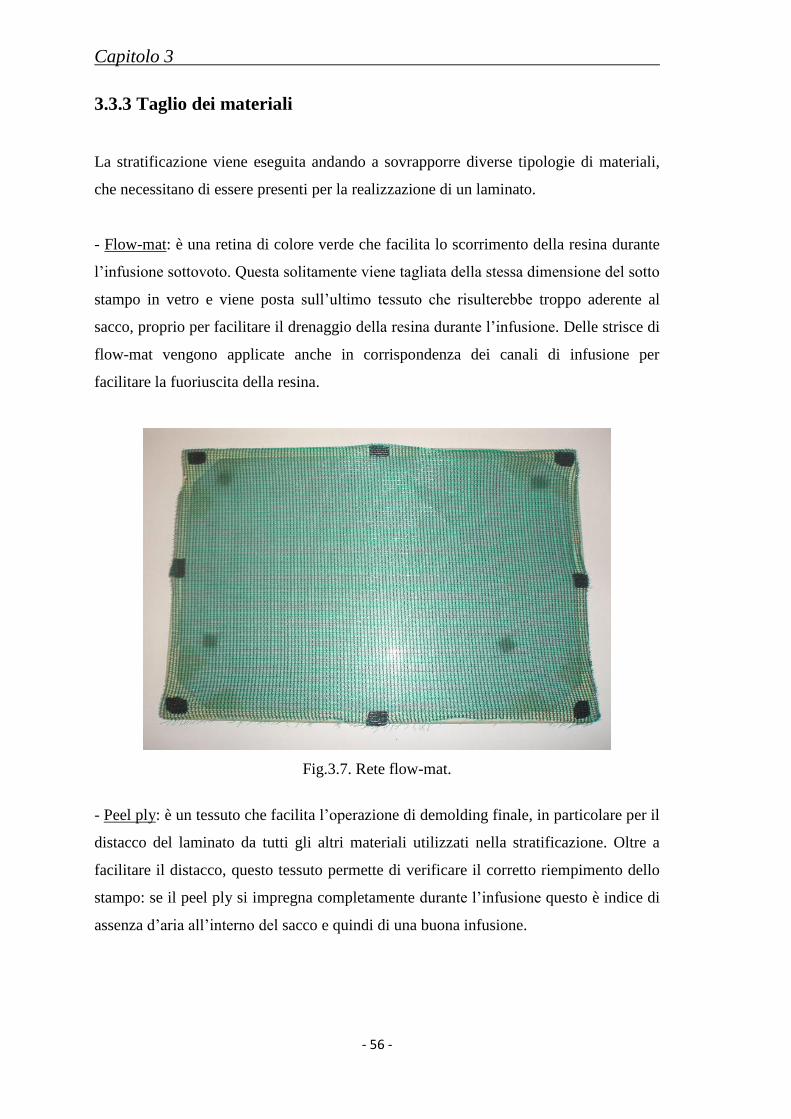
Capitolo 3
- 56 -
3.3.3 Taglio dei materiali
La stratificazione viene eseguita andando a sovrapporre diverse tipologie di materiali,
che necessitano di essere presenti per la realizzazione di un laminato.
- Flow-mat: è una retina di colore verde che facilita lo scorrimento della resina durante
l’infusione sottovoto. Questa solitamente viene tagliata della stessa dimensione del sotto
stampo in vetro e viene posta sull’ultimo tessuto che risulterebbe troppo aderente al
sacco, proprio per facilitare il drenaggio della resina durante l’infusione. Delle strisce di
flow-mat vengono applicate anche in corrispondenza dei canali di infusione per
facilitare la fuoriuscita della resina.
Fig.3.7. Rete flow-mat.
- Peel ply: è un tessuto che facilita l’operazione di demolding finale, in particolare per il
distacco del laminato da tutti gli altri materiali utilizzati nella stratificazione. Oltre a
facilitare il distacco, questo tessuto permette di verificare il corretto riempimento dello
stampo: se il peel ply si impregna completamente durante l’infusione questo è indice di
assenza d’aria all’interno del sacco e quindi di una buona infusione.
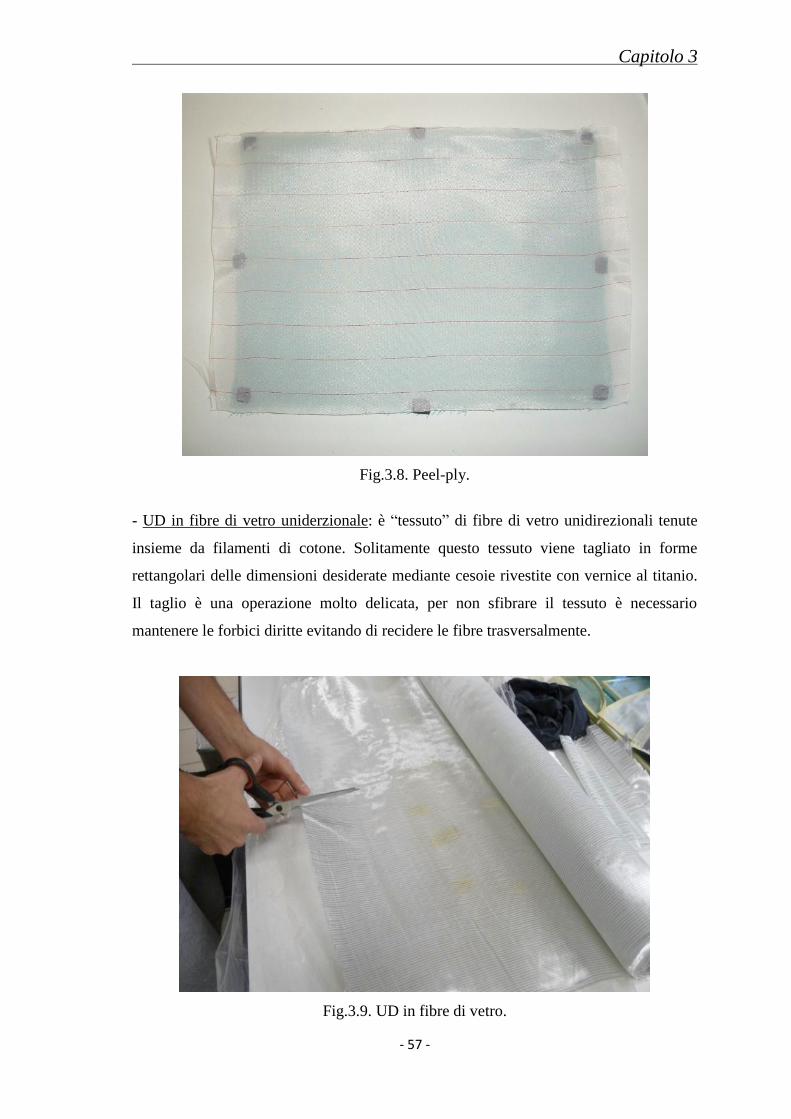
Capitolo 3
- 57 -
Fig.3.8. Peel-ply.
- UD in fibre di vetro uniderzionale: è “tessuto” di fibre di vetro unidirezionali tenute
insieme da filamenti di cotone. Solitamente questo tessuto viene tagliato in forme
rettangolari delle dimensioni desiderate mediante cesoie rivestite con vernice al titanio.
Il taglio è una operazione molto delicata, per non sfibrare il tessuto è necessario
mantenere le forbici diritte evitando di recidere le fibre trasversalmente.
Fig.3.9. UD in fibre di vetro.
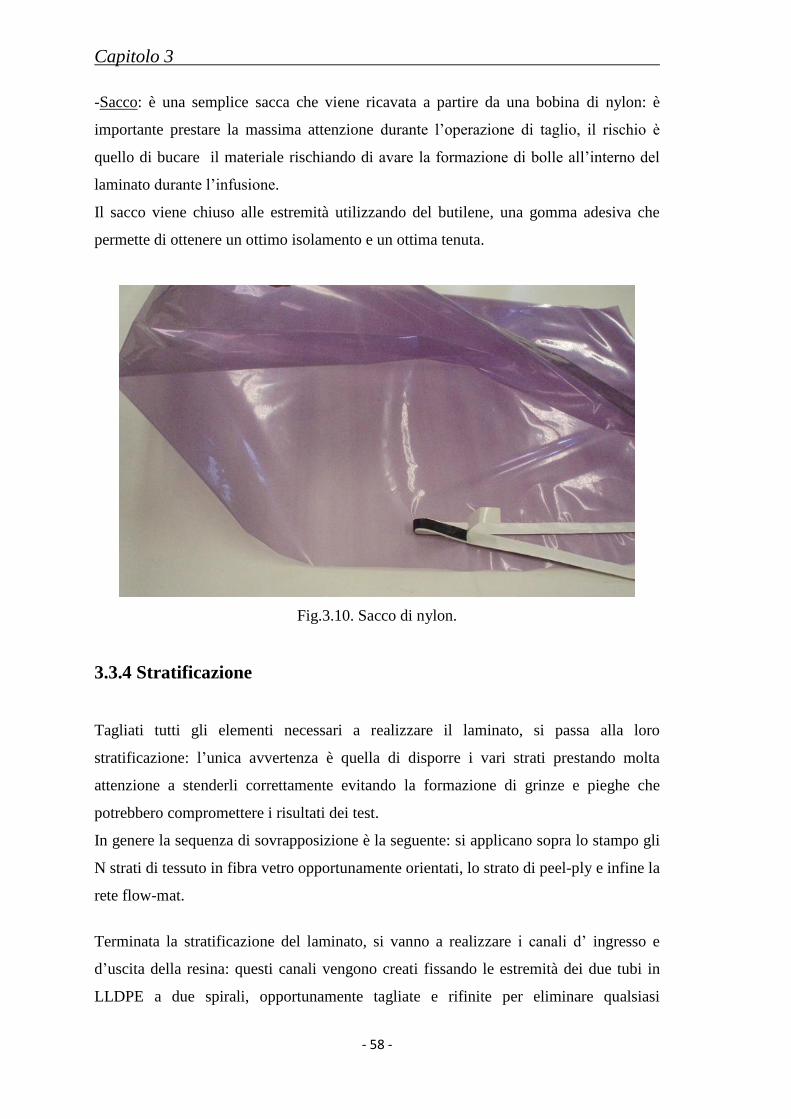
Capitolo 3
- 58 -
-Sacco: è una semplice sacca che viene ricavata a partire da una bobina di nylon: è
importante prestare la massima attenzione durante l’operazione di taglio, il rischio è
quello di bucare il materiale rischiando di avare la formazione di bolle all’interno del
laminato durante l’infusione.
Il sacco viene chiuso alle estremità utilizzando del butilene, una gomma adesiva che
permette di ottenere un ottimo isolamento e un ottima tenuta.
Fig.3.10. Sacco di nylon.
3.3.4 Stratificazione
Tagliati tutti gli elementi necessari a realizzare il laminato, si passa alla loro
stratificazione: l’unica avvertenza è quella di disporre i vari strati prestando molta
attenzione a stenderli correttamente evitando la formazione di grinze e pieghe che
potrebbero compromettere i risultati dei test.
In genere la sequenza di sovrapposizione è la seguente: si applicano sopra lo stampo gli
N strati di tessuto in fibra vetro opportunamente orientati, lo strato di peel-ply e infine la
rete flow-mat.
Terminata la stratificazione del laminato, si vanno a realizzare i canali d’ ingresso e
d’uscita della resina: questi canali vengono creati fissando le estremità dei due tubi in
LLDPE a due spirali, opportunamente tagliate e rifinite per eliminare qualsiasi
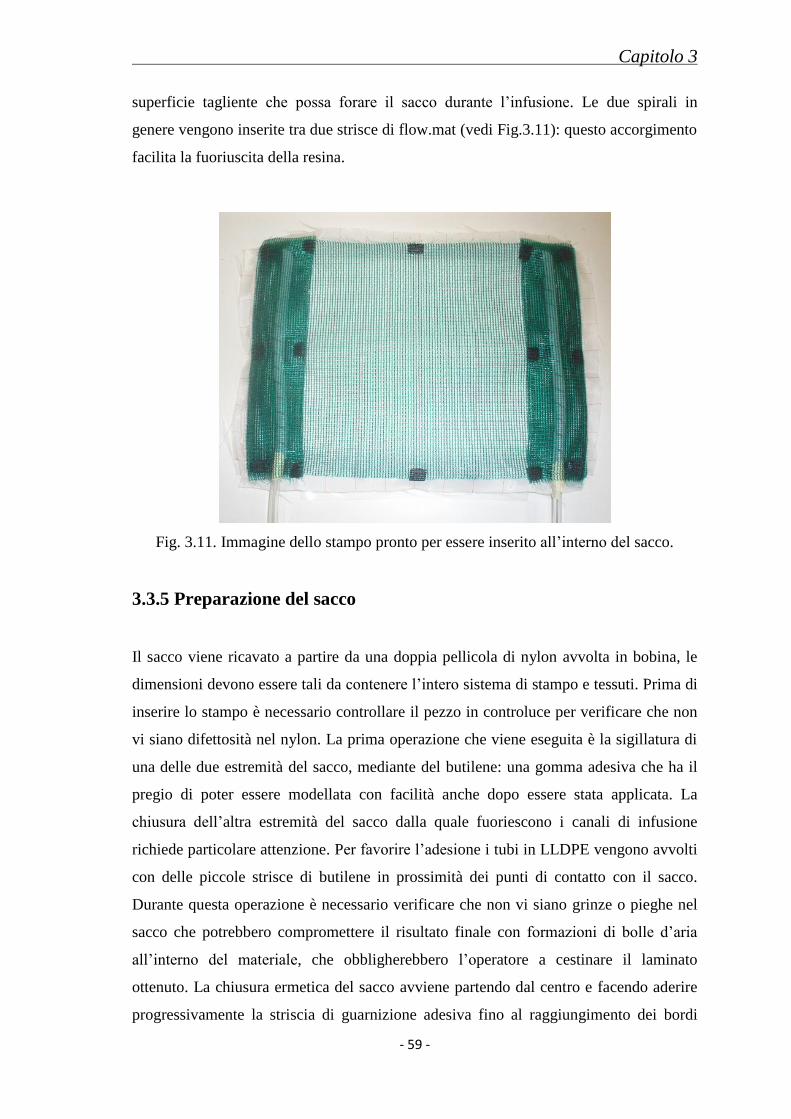
Capitolo 3
- 59 -
superficie tagliente che possa forare il sacco durante l’infusione. Le due spirali in
genere vengono inserite tra due strisce di flow.mat (vedi Fig.3.11): questo accorgimento
facilita la fuoriuscita della resina.
Fig. 3.11. Immagine dello stampo pronto per essere inserito all’interno del sacco.
3.3.5 Preparazione del sacco
Il sacco viene ricavato a partire da una doppia pellicola di nylon avvolta in bobina, le
dimensioni devono essere tali da contenere l’intero sistema di stampo e tessuti. Prima di
inserire lo stampo è necessario controllare il pezzo in controluce per verificare che non
vi siano difettosità nel nylon. La prima operazione che viene eseguita è la sigillatura di
una delle due estremità del sacco, mediante del butilene: una gomma adesiva che ha il
pregio di poter essere modellata con facilità anche dopo essere stata applicata. La
chiusura dell’altra estremità del sacco dalla quale fuoriescono i canali di infusione
richiede particolare attenzione. Per favorire l’adesione i tubi in LLDPE vengono avvolti
con delle piccole strisce di butilene in prossimità dei punti di contatto con il sacco.
Durante questa operazione è necessario verificare che non vi siano grinze o pieghe nel
sacco che potrebbero compromettere il risultato finale con formazioni di bolle d’aria
all’interno del materiale, che obbligherebbero l’operatore a cestinare il laminato
ottenuto. La chiusura ermetica del sacco avviene partendo dal centro e facendo aderire
progressivamente la striscia di guarnizione adesiva fino al raggiungimento dei bordi
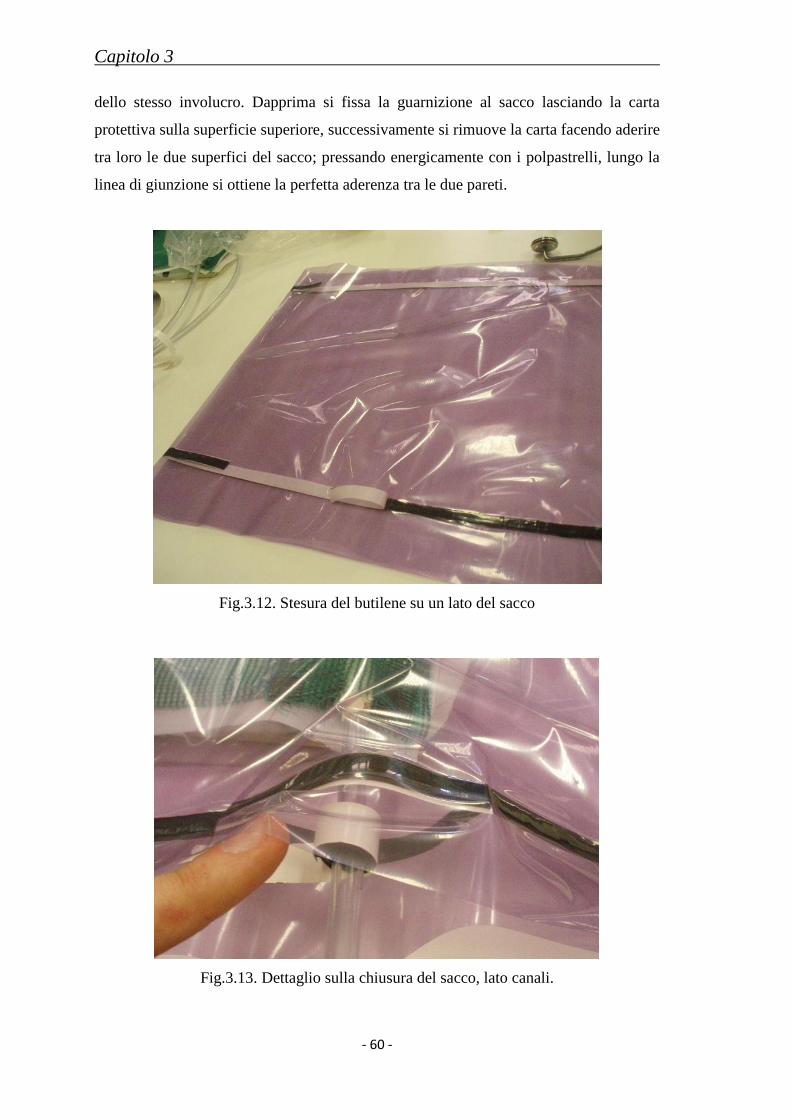
Capitolo 3
- 60 -
dello stesso involucro. Dapprima si fissa la guarnizione al sacco lasciando la carta
protettiva sulla superficie superiore, successivamente si rimuove la carta facendo aderire
tra loro le due superfici del sacco; pressando energicamente con i polpastrelli, lungo la
linea di giunzione si ottiene la perfetta aderenza tra le due pareti.
Fig.3.12. Stesura del butilene su un lato del sacco
Fig.3.13. Dettaglio sulla chiusura del sacco, lato canali.
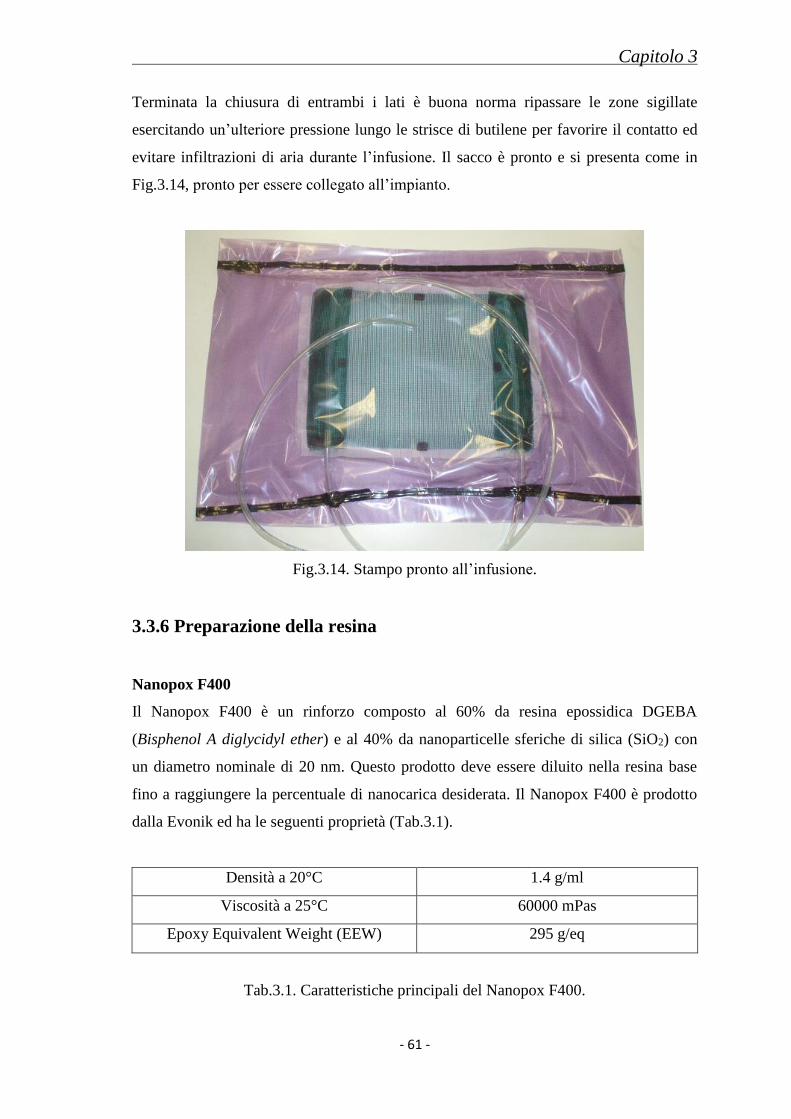
Capitolo 3
- 61 -
Terminata la chiusura di entrambi i lati è buona norma ripassare le zone sigillate
esercitando un’ulteriore pressione lungo le strisce di butilene per favorire il contatto ed
evitare infiltrazioni di aria durante l’infusione. Il sacco è pronto e si presenta come in
Fig.3.14, pronto per essere collegato all’impianto.
Fig.3.14. Stampo pronto all’infusione.
3.3.6 Preparazione della resina
Nanopox F400
Il Nanopox F400 è un rinforzo composto al 60% da resina epossidica DGEBA
(Bisphenol A diglycidyl ether) e al 40% da nanoparticelle sferiche di silica (SiO2) con
un diametro nominale di 20 nm. Questo prodotto deve essere diluito nella resina base
fino a raggiungere la percentuale di nanocarica desiderata. Il Nanopox F400 è prodotto
dalla Evonik ed ha le seguenti proprietà (Tab.3.1).
Densità a 20°C 1.4 g/ml
Viscosità a 25°C 60000 mPas
Epoxy Equivalent Weight (EEW) 295 g/eq
Tab.3.1. Caratteristiche principali del Nanopox F400.
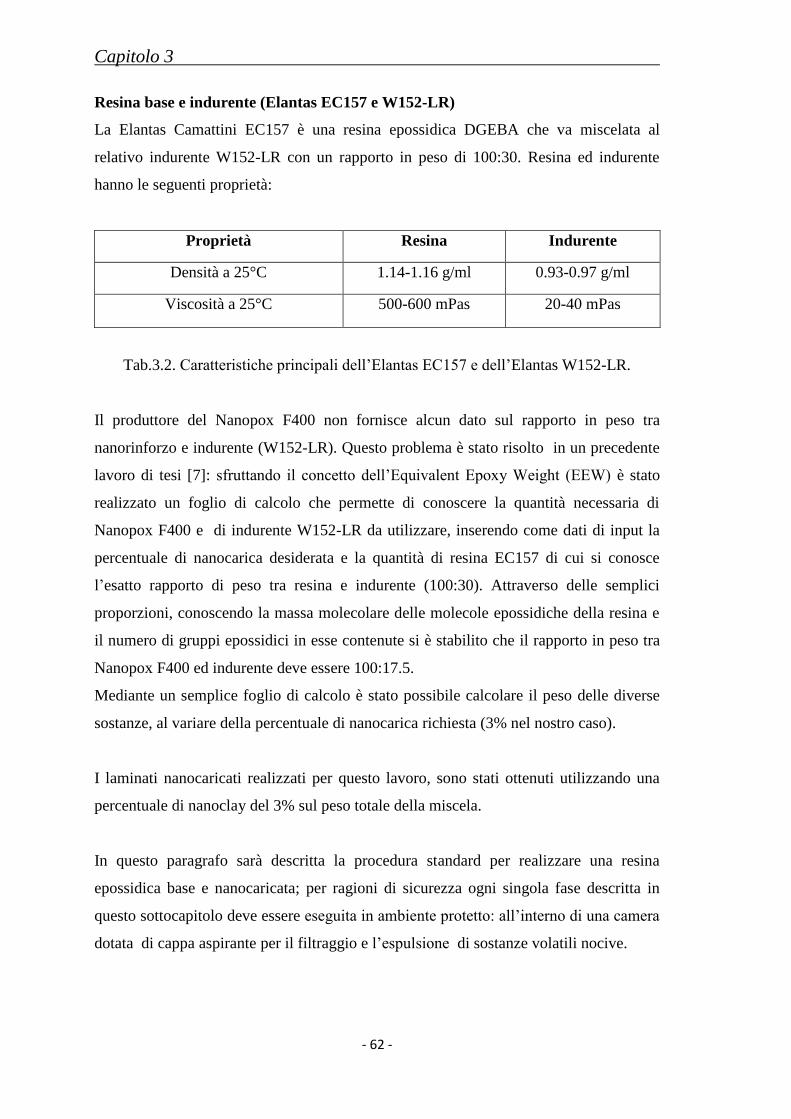
Capitolo 3
- 62 -
Resina base e indurente (Elantas EC157 e W152-LR)
La Elantas Camattini EC157 è una resina epossidica DGEBA che va miscelata al
relativo indurente W152-LR con un rapporto in peso di 100:30. Resina ed indurente
hanno le seguenti proprietà:
Proprietà Resina Indurente
Densità a 25°C 1.14-1.16 g/ml 0.93-0.97 g/ml
Viscosità a 25°C 500-600 mPas 20-40 mPas
Tab.3.2. Caratteristiche principali dell’Elantas EC157 e dell’Elantas W152-LR.
Il produttore del Nanopox F400 non fornisce alcun dato sul rapporto in peso tra
nanorinforzo e indurente (W152-LR). Questo problema è stato risolto in un precedente
lavoro di tesi [7]: sfruttando il concetto dell’Equivalent Epoxy Weight (EEW) è stato
realizzato un foglio di calcolo che permette di conoscere la quantità necessaria di
Nanopox F400 e di indurente W152-LR da utilizzare, inserendo come dati di input la
percentuale di nanocarica desiderata e la quantità di resina EC157 di cui si conosce
l’esatto rapporto di peso tra resina e indurente (100:30). Attraverso delle semplici
proporzioni, conoscendo la massa molecolare delle molecole epossidiche della resina e
il numero di gruppi epossidici in esse contenute si è stabilito che il rapporto in peso tra
Nanopox F400 ed indurente deve essere 100:17.5.
Mediante un semplice foglio di calcolo è stato possibile calcolare il peso delle diverse
sostanze, al variare della percentuale di nanocarica richiesta (3% nel nostro caso).
I laminati nanocaricati realizzati per questo lavoro, sono stati ottenuti utilizzando una
percentuale di nanoclay del 3% sul peso totale della miscela.
In questo paragrafo sarà descritta la procedura standard per realizzare una resina
epossidica base e nanocaricata; per ragioni di sicurezza ogni singola fase descritta in
questo sottocapitolo deve essere eseguita in ambiente protetto: all’interno di una camera
dotata di cappa aspirante per il filtraggio e l’espulsione di sostanze volatili nocive.
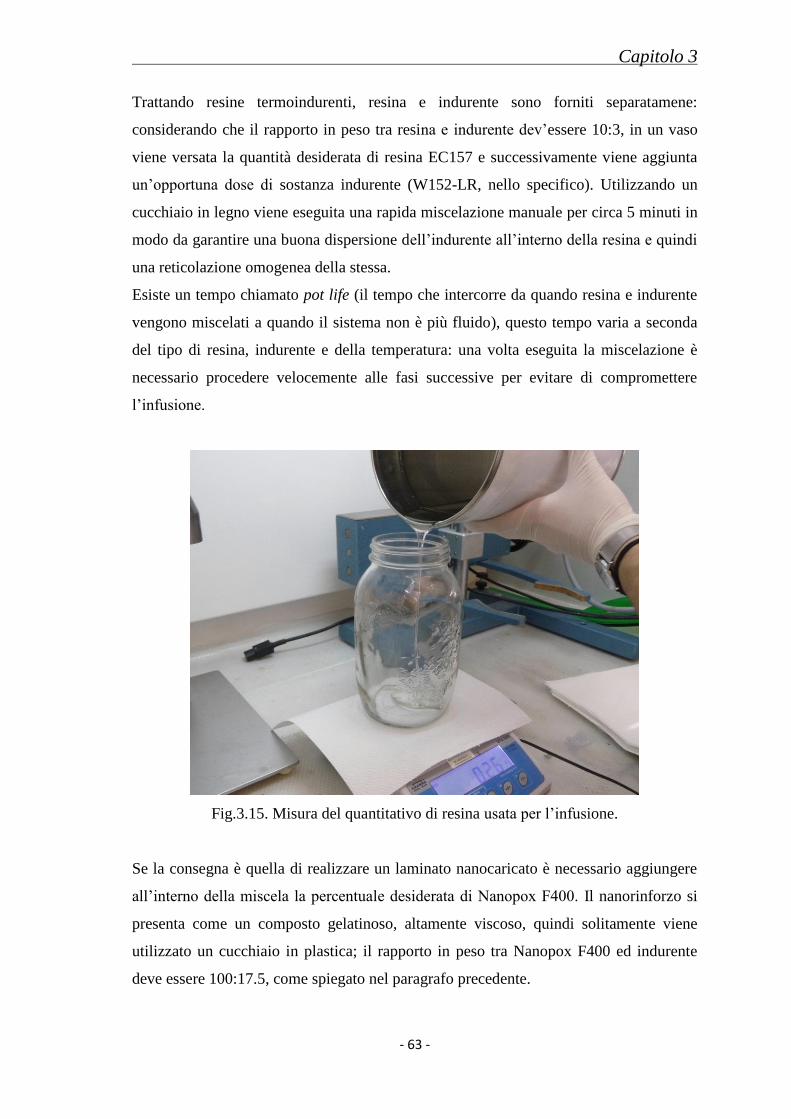
Capitolo 3
- 63 -
Trattando resine termoindurenti, resina e indurente sono forniti separatamene:
considerando che il rapporto in peso tra resina e indurente dev’essere 10:3, in un vaso
viene versata la quantità desiderata di resina EC157 e successivamente viene aggiunta
un’opportuna dose di sostanza indurente (W152-LR, nello specifico). Utilizzando un
cucchiaio in legno viene eseguita una rapida miscelazione manuale per circa 5 minuti in
modo da garantire una buona dispersione dell’indurente all’interno della resina e quindi
una reticolazione omogenea della stessa.
Esiste un tempo chiamato pot life (il tempo che intercorre da quando resina e indurente
vengono miscelati a quando il sistema non è più fluido), questo tempo varia a seconda
del tipo di resina, indurente e della temperatura: una volta eseguita la miscelazione è
necessario procedere velocemente alle fasi successive per evitare di compromettere
l’infusione.
Fig.3.15. Misura del quantitativo di resina usata per l’infusione.
Se la consegna è quella di realizzare un laminato nanocaricato è necessario aggiungere
all’interno della miscela la percentuale desiderata di Nanopox F400. Il nanorinforzo si
presenta come un composto gelatinoso, altamente viscoso, quindi solitamente viene
utilizzato un cucchiaio in plastica; il rapporto in peso tra Nanopox F400 ed indurente
deve essere 100:17.5, come spiegato nel paragrafo precedente.
Capitolo 3
- 64 -
Lo step successivo è la miscelazione della resina nanocaricata mediante l’utilizzo di un
mixer (Fig.3.16). Il vaso viene fissato alla morsa dello strumento e viene immersa la
girante: mediante un controllo visivo viene individuata la velocità ottimale di mixing,
ovvero il punto di instabilità tra laminare e turbolento, con l’obbiettivo di rendere il
composto il più omogeneo possibile. Le proprietà della resina infatti dipendono
fortemente dalla distribuzione delle nanoparticelle all’interno della stessa, è
fondamentale quindi favorire la loro dispersione mediante una miscelazione energica
che può durare anche diversi minuti, la resina dunque solitamente viene miscelata per
circa 5 minuti alla velocità di 1200 rpm.
Fig.3.16. Processo di miscelazione meccanica mediante mixer.
Anche la dimensione dei cluster (agglomerati di nanoparticelle) influenza notevolmente
le proprietà della resina epossidica, dunque è necessario effettuare una sonicazione (di
circa 15min), della sostanza nano rinforzata, per garantire una buona disgregazione di
questi agglomerati, limitando il rischio di avere sospensioni micrometriche che
potrebbero limitare il ricercato “nano-effect”.
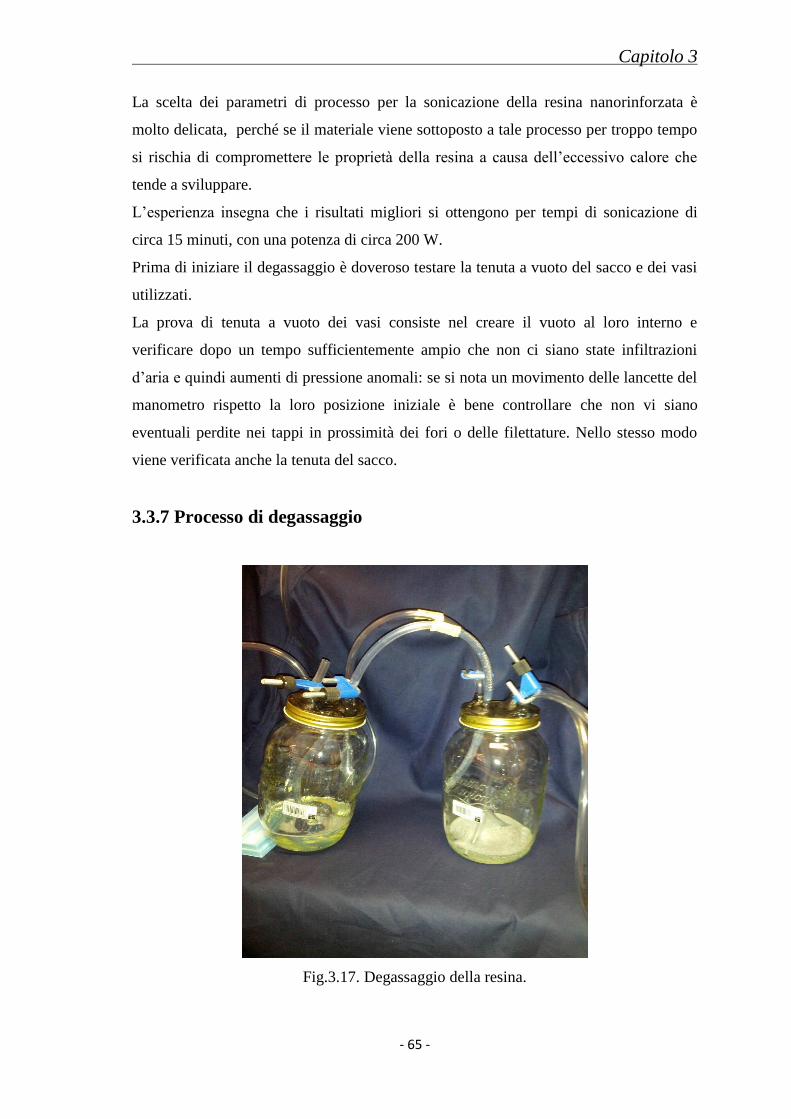
Capitolo 3
- 65 -
La scelta dei parametri di processo per la sonicazione della resina nanorinforzata è
molto delicata, perché se il materiale viene sottoposto a tale processo per troppo tempo
si rischia di compromettere le proprietà della resina a causa dell’eccessivo calore che
tende a sviluppare.
L’esperienza insegna che i risultati migliori si ottengono per tempi di sonicazione di
circa 15 minuti, con una potenza di circa 200 W.
Prima di iniziare il degassaggio è doveroso testare la tenuta a vuoto del sacco e dei vasi
utilizzati.
La prova di tenuta a vuoto dei vasi consiste nel creare il vuoto al loro interno e
verificare dopo un tempo sufficientemente ampio che non ci siano state infiltrazioni
d’aria e quindi aumenti di pressione anomali: se si nota un movimento delle lancette del
manometro rispetto la loro posizione iniziale è bene controllare che non vi siano
eventuali perdite nei tappi in prossimità dei fori o delle filettature. Nello stesso modo
viene verificata anche la tenuta del sacco.
3.3.7 Processo di degassaggio
Fig.3.17. Degassaggio della resina.
Capitolo 3
- 66 -
Il processo di degassaggio consente di eliminare la maggior parte dell’aria intrappolata
nel composto, in modo da ridurre il rischio di formazione di bolle d’aria, all’interno del
laminato. Se si andasse a processare con cicli di vuoto spinto e pressione atmosferica
senza aver effettuato alcuna operazione di degassaggio, la resina, in particolare quella
nonomodificata, già nei primi cicli tenderebbe a produrre una schiuma che rischierebbe
di entrare all’interno del circuito, e rovinare la pompa a vuoto dell’impianto (altamente
costosa).
I processi di mixing e sonicazione tendono a intrappolare molta aria all’interno del
composto, l’aggiunta di nanofiller aumenta la viscosità della resina stessa e rende
difficile la rimozione dell’aria presente al suo interno: la presenza di eventuali bolle
d’aria nei provini genera cavità interne o superficiali che minano le proprietà di
resistenza degli stessi, falsando i risultati delle prove meccaniche.
Il degassaggio prevede cicli alterni di vuoto spinto, e pressurizzazione: creando il vuoto
all’interno del vaso contenete la resina, l’aria intrappolata nella stessa emergere
formando delle bolle; successivamente, pressurizzando, si favorisce il collasso delle
stesse.
Nel caso di resina base basta un’azione esterna: il vaso viene agitato meccanicamente
con le mani; diversamente, nel caso di resine nanomodificate, si genera una schiuma,
molto viscosa che non può essere eliminata mediante semplice agitazione meccanica,
quindi come descritto nel paragrafo precedente, in presenza di resina nanomodificata
per effettuare l’operazione di degassaggio viene utilizzata una soluzione a due vasi,
collegati tra loro da due tubicini in plastica.
In presenza di sola resina base, bastano pochi passaggi di resina per effettuare un
degassaggio completo, al contrario con resine nanomodificate, si rendono necessari
diversi cicli in quanto la schiuma risulta particolarmente viscosa e l’aumento di
pressione tende a schiacciare le bolle senza farle collassare. Realizzando un passaggio
di resina tra vasi diversi (due nel nostro caso) si ottiene un leggero rigonfiamento delle
bolle, ma cadendo sul fondo del vaso ricevente queste tendono a collassare.
Solitamente la pressione all’interno del vaso A che contiene la resina viene portata a
circa –0.8 bar, mentre nel vaso ricevente (B) abbiamo una condizione di vuoto spinto (
-1 bar) in modo da permettere il passaggio della resina da un vaso all’altro. Durante
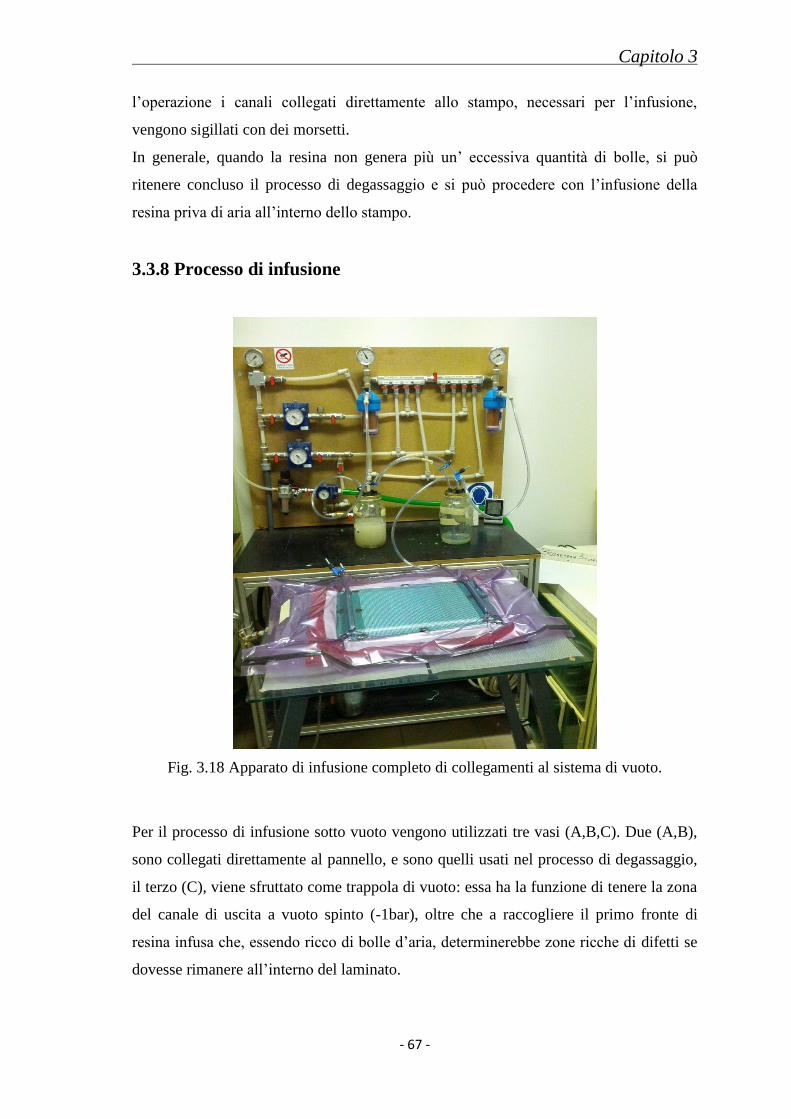
Capitolo 3
- 67 -
l’operazione i canali collegati direttamente allo stampo, necessari per l’infusione,
vengono sigillati con dei morsetti.
In generale, quando la resina non genera più un’ eccessiva quantità di bolle, si può
ritenere concluso il processo di degassaggio e si può procedere con l’infusione della
resina priva di aria all’interno dello stampo.
3.3.8 Processo di infusione
Fig. 3.18 Apparato di infusione completo di collegamenti al sistema di vuoto.
Per il processo di infusione sotto vuoto vengono utilizzati tre vasi (A,B,C). Due (A,B),
sono collegati direttamente al pannello, e sono quelli usati nel processo di degassaggio,
il terzo (C), viene sfruttato come trappola di vuoto: essa ha la funzione di tenere la zona
del canale di uscita a vuoto spinto (-1bar), oltre che a raccogliere il primo fronte di
resina infusa che, essendo ricco di bolle d’aria, determinerebbe zone ricche di difetti se
dovesse rimanere all’interno del laminato.
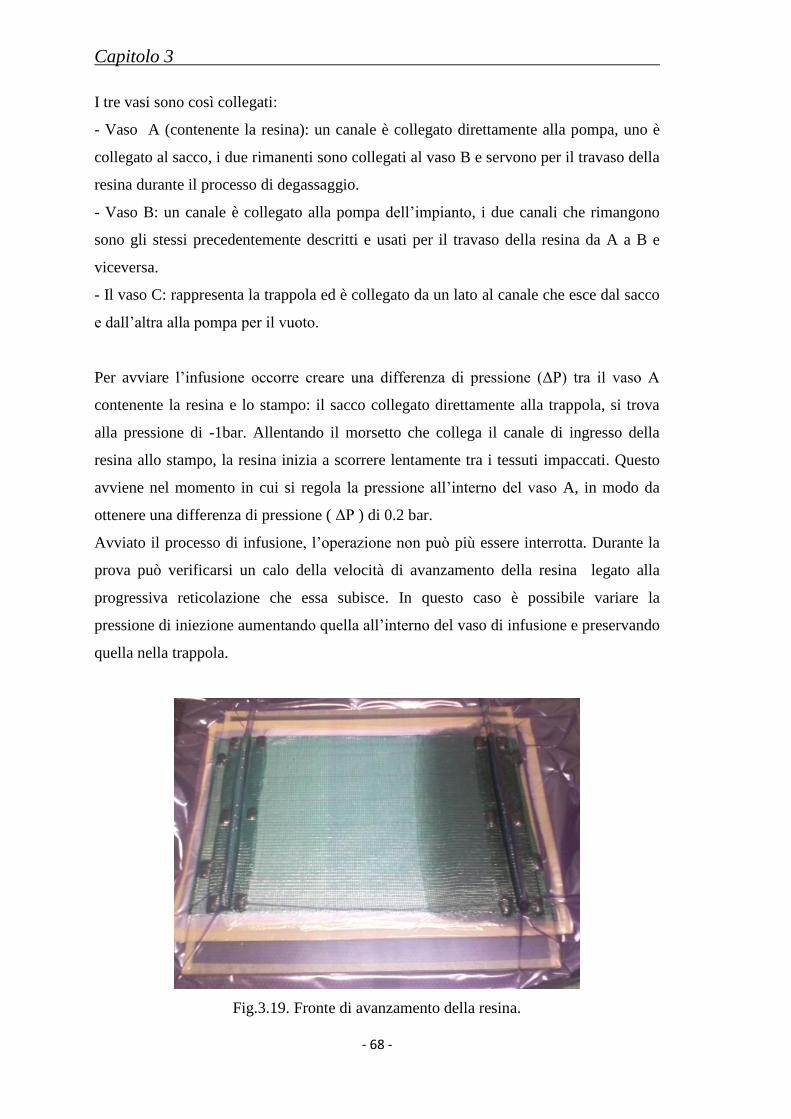
Capitolo 3
- 68 -
I tre vasi sono così collegati:
- Vaso A (contenente la resina): un canale è collegato direttamente alla pompa, uno è
collegato al sacco, i due rimanenti sono collegati al vaso B e servono per il travaso della
resina durante il processo di degassaggio.
- Vaso B: un canale è collegato alla pompa dell’impianto, i due canali che rimangono
sono gli stessi precedentemente descritti e usati per il travaso della resina da A a B e
viceversa.
- Il vaso C: rappresenta la trappola ed è collegato da un lato al canale che esce dal sacco
e dall’altra alla pompa per il vuoto.
Per avviare l’infusione occorre creare una differenza di pressione (ΔP) tra il vaso A
contenente la resina e lo stampo: il sacco collegato direttamente alla trappola, si trova
alla pressione di -1bar. Allentando il morsetto che collega il canale di ingresso della
resina allo stampo, la resina inizia a scorrere lentamente tra i tessuti impaccati. Questo
avviene nel momento in cui si regola la pressione all’interno del vaso A, in modo da
ottenere una differenza di pressione ( ΔP ) di 0.2 bar.
Avviato il processo di infusione, l’operazione non può più essere interrotta. Durante la
prova può verificarsi un calo della velocità di avanzamento della resina legato alla
progressiva reticolazione che essa subisce. In questo caso è possibile variare la
pressione di iniezione aumentando quella all’interno del vaso di infusione e preservando
quella nella trappola.
Fig.3.19. Fronte di avanzamento della resina.
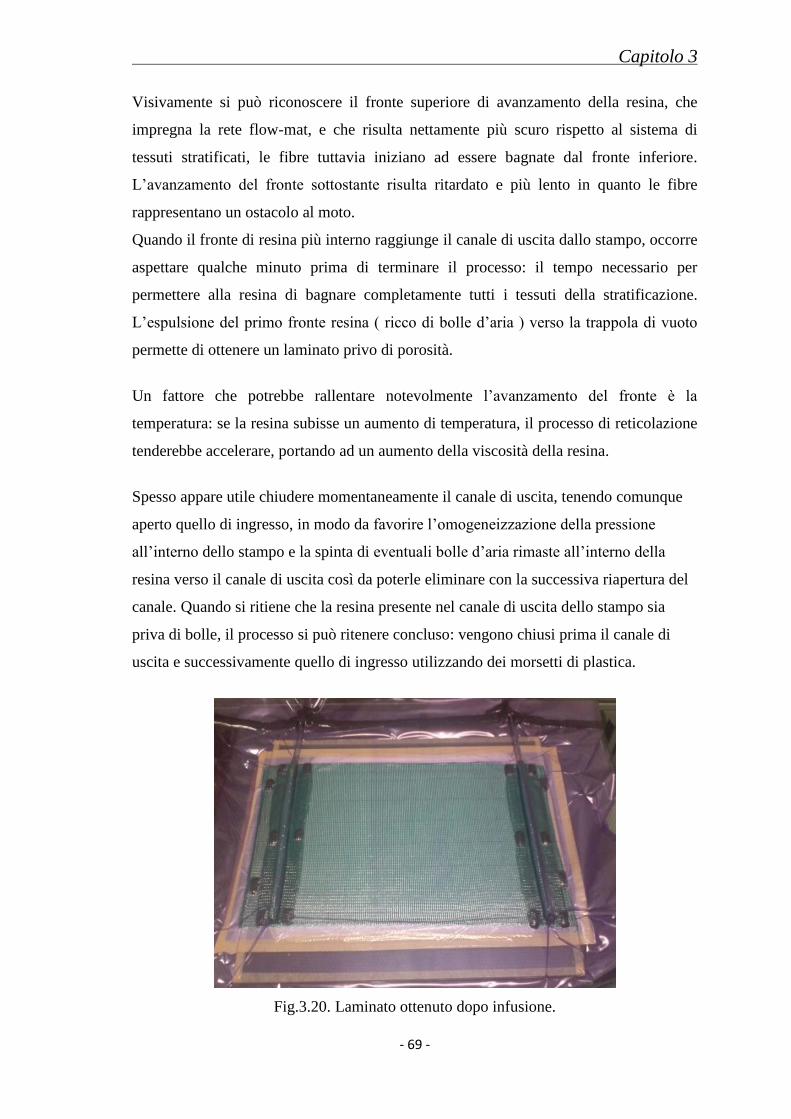
Capitolo 3
- 69 -
Visivamente si può riconoscere il fronte superiore di avanzamento della resina, che
impregna la rete flow-mat, e che risulta nettamente più scuro rispetto al sistema di
tessuti stratificati, le fibre tuttavia iniziano ad essere bagnate dal fronte inferiore.
L’avanzamento del fronte sottostante risulta ritardato e più lento in quanto le fibre
rappresentano un ostacolo al moto.
Quando il fronte di resina più interno raggiunge il canale di uscita dallo stampo, occorre
aspettare qualche minuto prima di terminare il processo: il tempo necessario per
permettere alla resina di bagnare completamente tutti i tessuti della stratificazione.
L’espulsione del primo fronte resina ( ricco di bolle d’aria ) verso la trappola di vuoto
permette di ottenere un laminato privo di porosità.
Un fattore che potrebbe rallentare notevolmente l’avanzamento del fronte è la
temperatura: se la resina subisse un aumento di temperatura, il processo di reticolazione
tenderebbe accelerare, portando ad un aumento della viscosità della resina.
Spesso appare utile chiudere momentaneamente il canale di uscita, tenendo comunque
aperto quello di ingresso, in modo da favorire l’omogeneizzazione della pressione
all’interno dello stampo e la spinta di eventuali bolle d’aria rimaste all’interno della
resina verso il canale di uscita così da poterle eliminare con la successiva riapertura del
canale. Quando si ritiene che la resina presente nel canale di uscita dello stampo sia
priva di bolle, il processo si può ritenere concluso: vengono chiusi prima il canale di
uscita e successivamente quello di ingresso utilizzando dei morsetti di plastica.
Fig.3.20. Laminato ottenuto dopo infusione.
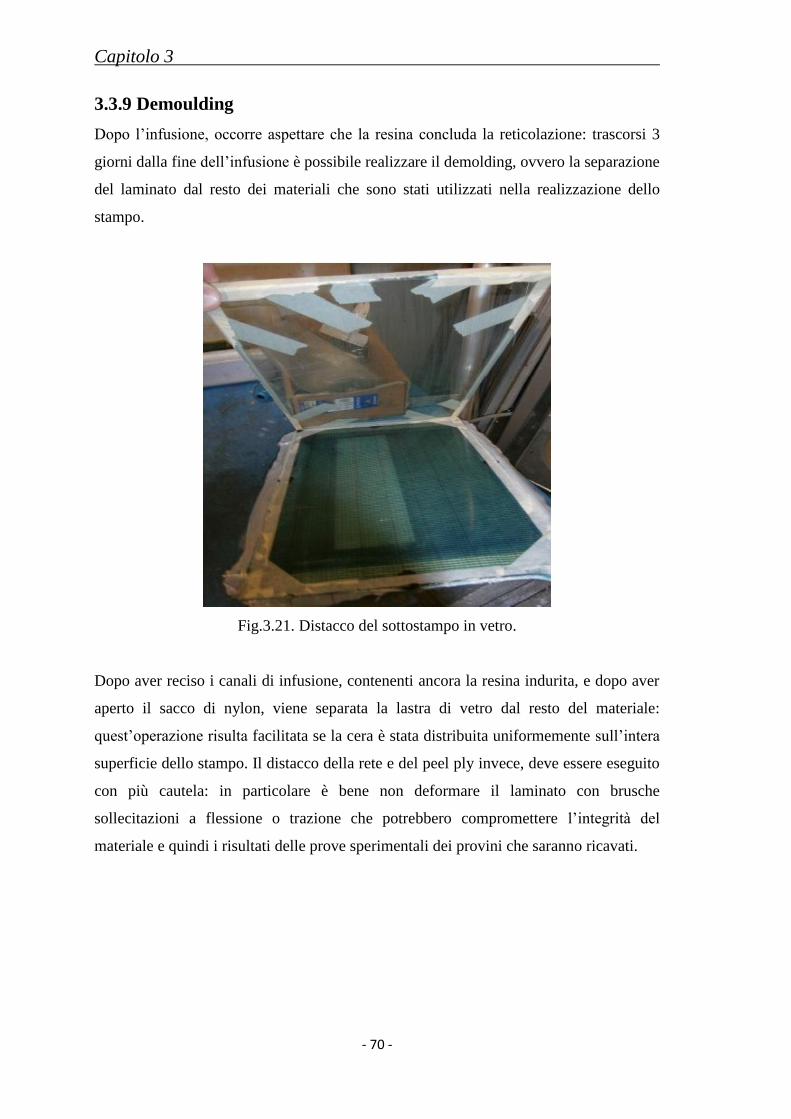
Capitolo 3
- 70 -
3.3.9 Demoulding
Dopo l’infusione, occorre aspettare che la resina concluda la reticolazione: trascorsi 3
giorni dalla fine dell’infusione è possibile realizzare il demolding, ovvero la separazione
del laminato dal resto dei materiali che sono stati utilizzati nella realizzazione dello
stampo.
Fig.3.21. Distacco del sottostampo in vetro.
Dopo aver reciso i canali di infusione, contenenti ancora la resina indurita, e dopo aver
aperto il sacco di nylon, viene separata la lastra di vetro dal resto del materiale:
quest’operazione risulta facilitata se la cera è stata distribuita uniformemente sull’intera
superficie dello stampo. Il distacco della rete e del peel ply invece, deve essere eseguito
con più cautela: in particolare è bene non deformare il laminato con brusche
sollecitazioni a flessione o trazione che potrebbero compromettere l’integrità del
materiale e quindi i risultati delle prove sperimentali dei provini che saranno ricavati.
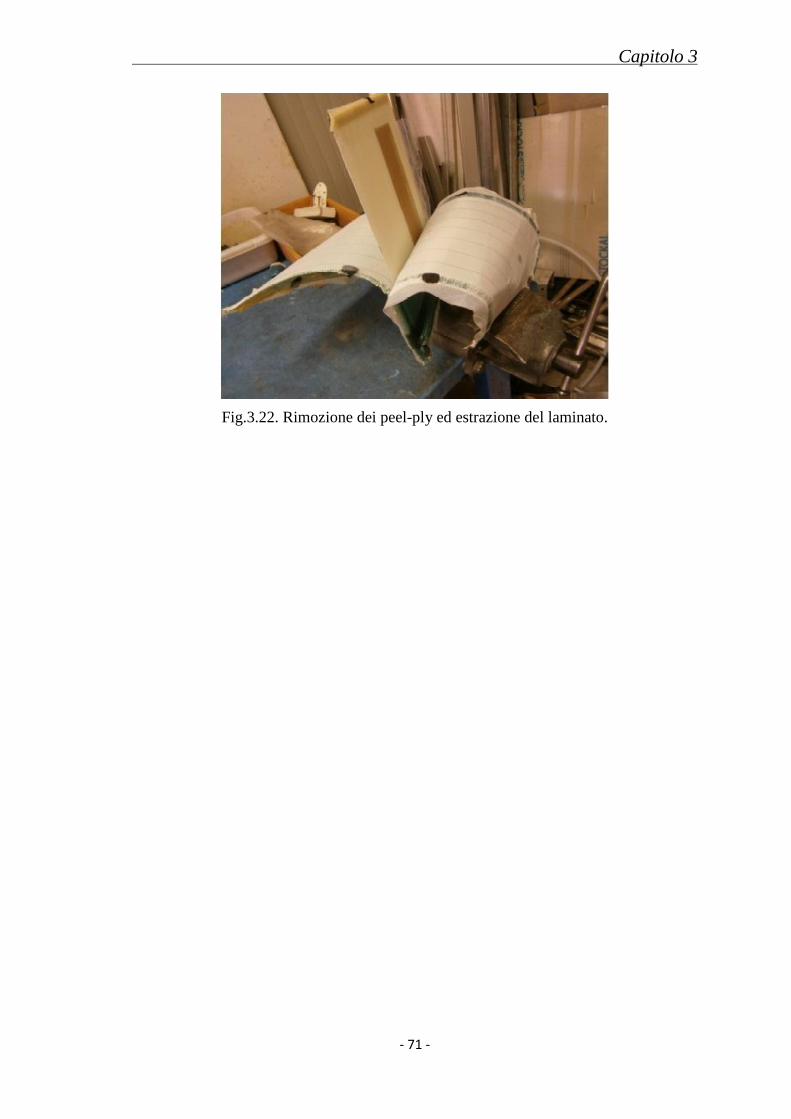
Capitolo 3
- 71 -
Fig.3.22. Rimozione dei peel-ply ed estrazione del laminato.
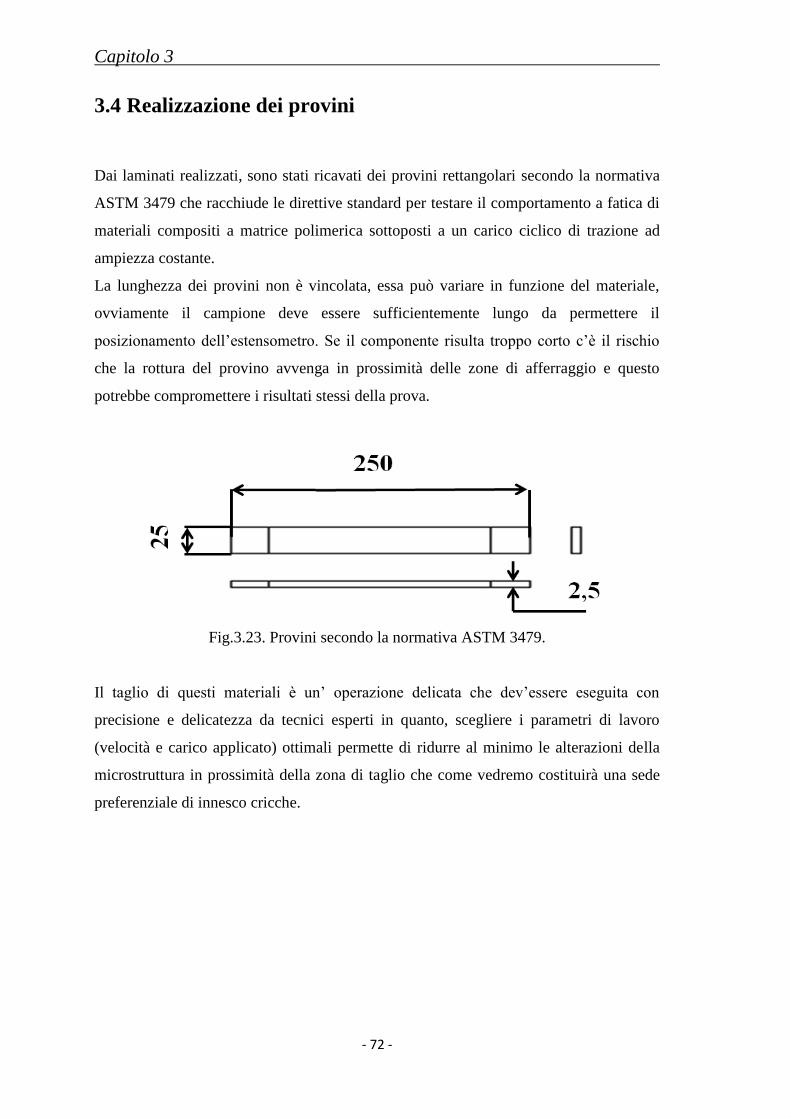
Capitolo 3
- 72 -
3.4 Realizzazione dei provini
Dai laminati realizzati, sono stati ricavati dei provini rettangolari secondo la normativa
ASTM 3479 che racchiude le direttive standard per testare il comportamento a fatica di
materiali compositi a matrice polimerica sottoposti a un carico ciclico di trazione ad
ampiezza costante.
La lunghezza dei provini non è vincolata, essa può variare in funzione del materiale,
ovviamente il campione deve essere sufficientemente lungo da permettere il
posizionamento dell’estensometro. Se il componente risulta troppo corto c’è il rischio
che la rottura del provino avvenga in prossimità delle zone di afferraggio e questo
potrebbe compromettere i risultati stessi della prova.
Fig.3.23. Provini secondo la normativa ASTM 3479.
Il taglio di questi materiali è un’ operazione delicata che dev’essere eseguita con
precisione e delicatezza da tecnici esperti in quanto, scegliere i parametri di lavoro
(velocità e carico applicato) ottimali permette di ridurre al minimo le alterazioni della
microstruttura in prossimità della zona di taglio che come vedremo costituirà una sede
preferenziale di innesco cricche.
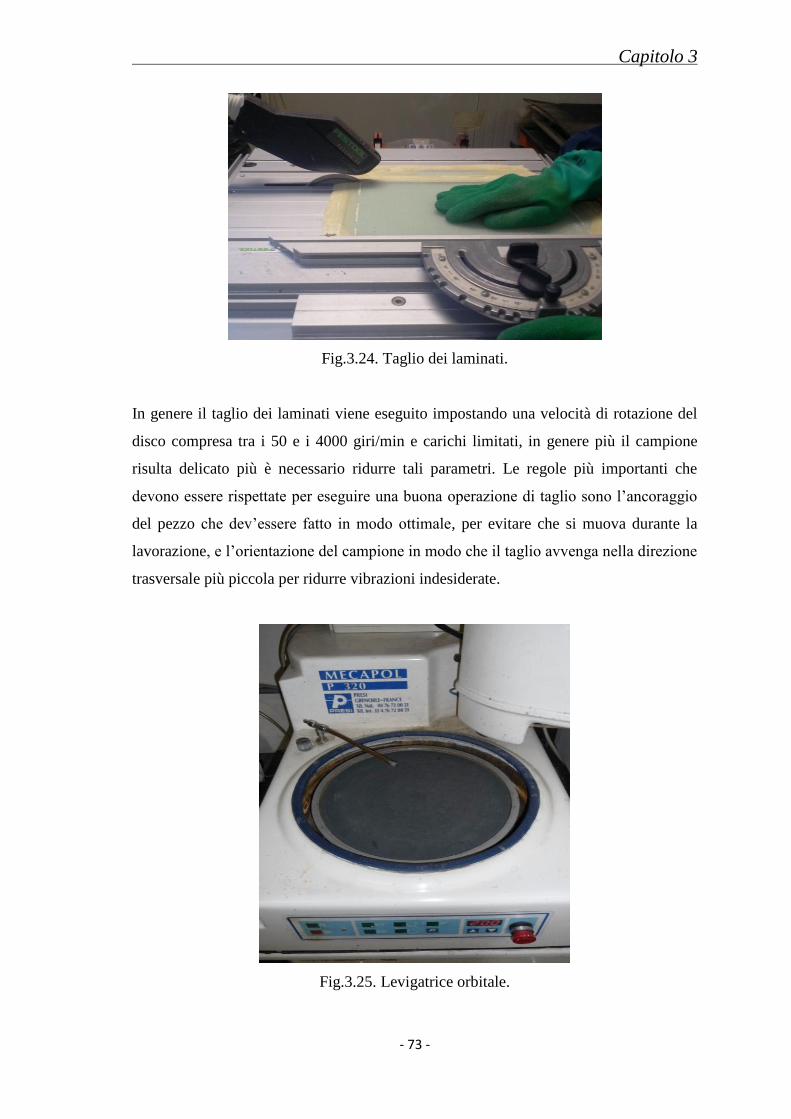
Capitolo 3
- 73 -
Fig.3.24. Taglio dei laminati.
In genere il taglio dei laminati viene eseguito impostando una velocità di rotazione del
disco compresa tra i 50 e i 4000 giri/min e carichi limitati, in genere più il campione
risulta delicato più è necessario ridurre tali parametri. Le regole più importanti che
devono essere rispettate per eseguire una buona operazione di taglio sono l’ancoraggio
del pezzo che dev’essere fatto in modo ottimale, per evitare che si muova durante la
lavorazione, e l’orientazione del campione in modo che il taglio avvenga nella direzione
trasversale più piccola per ridurre vibrazioni indesiderate.
Fig.3.25. Levigatrice orbitale.
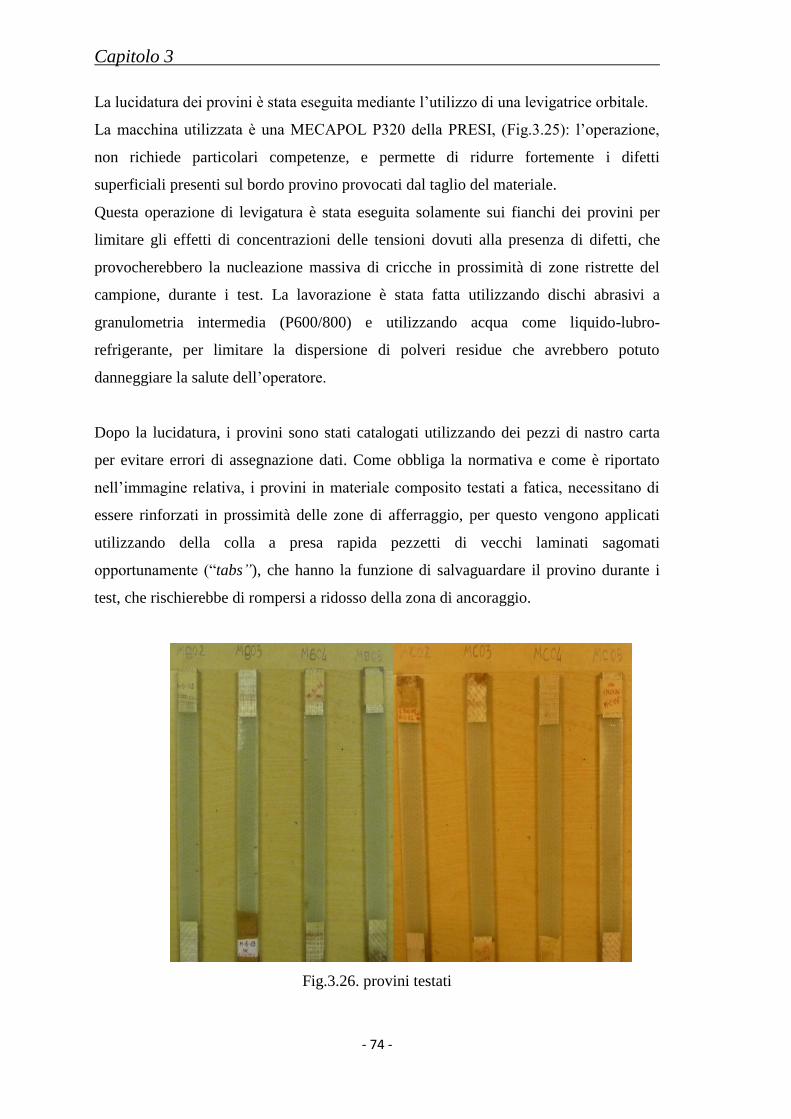
Capitolo 3
- 74 -
La lucidatura dei provini è stata eseguita mediante l’utilizzo di una levigatrice orbitale.
La macchina utilizzata è una MECAPOL P320 della PRESI, (Fig.3.25): l’operazione,
non richiede particolari competenze, e permette di ridurre fortemente i difetti
superficiali presenti sul bordo provino provocati dal taglio del materiale.
Questa operazione di levigatura è stata eseguita solamente sui fianchi dei provini per
limitare gli effetti di concentrazioni delle tensioni dovuti alla presenza di difetti, che
provocherebbero la nucleazione massiva di cricche in prossimità di zone ristrette del
campione, durante i test. La lavorazione è stata fatta utilizzando dischi abrasivi a
granulometria intermedia (P600/800) e utilizzando acqua come liquido-lubro-
refrigerante, per limitare la dispersione di polveri residue che avrebbero potuto
danneggiare la salute dell’operatore.
Dopo la lucidatura, i provini sono stati catalogati utilizzando dei pezzi di nastro carta
per evitare errori di assegnazione dati. Come obbliga la normativa e come è riportato
nell’immagine relativa, i provini in materiale composito testati a fatica, necessitano di
essere rinforzati in prossimità delle zone di afferraggio, per questo vengono applicati
utilizzando della colla a presa rapida pezzetti di vecchi laminati sagomati
opportunamente (“tabs”), che hanno la funzione di salvaguardare il provino durante i
test, che rischierebbe di rompersi a ridosso della zona di ancoraggio.
Fig.3.26. provini testati
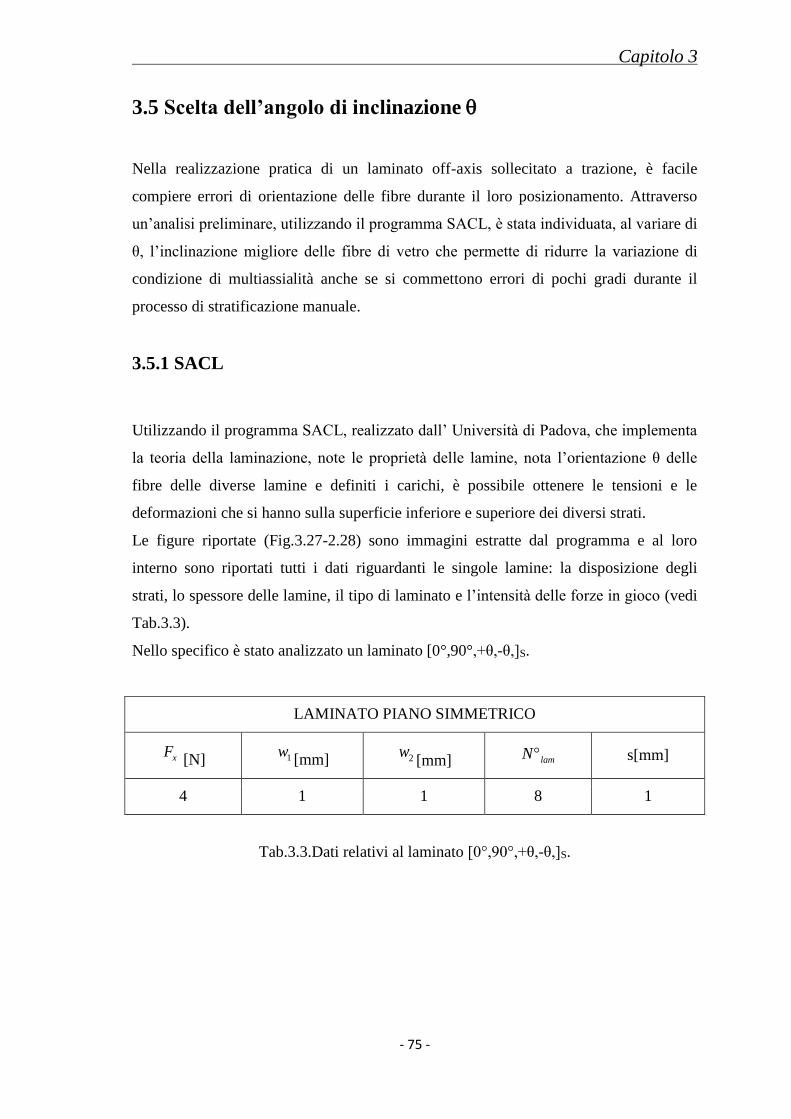
Capitolo 3
- 75 -
3.5 Scelta dell’angolo di inclinazione
Nella realizzazione pratica di un laminato off-axis sollecitato a trazione, è facile
compiere errori di orientazione delle fibre durante il loro posizionamento. Attraverso
un’analisi preliminare, utilizzando il programma SACL, è stata individuata, al variare di
θ, l’inclinazione migliore delle fibre di vetro che permette di ridurre la variazione di
condizione di multiassialità anche se si commettono errori di pochi gradi durante il
processo di stratificazione manuale.
3.5.1 SACL
Utilizzando il programma SACL, realizzato dall’ Università di Padova, che implementa
la teoria della laminazione, note le proprietà delle lamine, nota l’orientazione θ delle
fibre delle diverse lamine e definiti i carichi, è possibile ottenere le tensioni e le
deformazioni che si hanno sulla superficie inferiore e superiore dei diversi strati.
Le figure riportate (Fig.3.27-2.28) sono immagini estratte dal programma e al loro
interno sono riportati tutti i dati riguardanti le singole lamine: la disposizione degli
strati, lo spessore delle lamine, il tipo di laminato e l’intensità delle forze in gioco (vedi
Tab.3.3).
Nello specifico è stato analizzato un laminato [0°,90°,+θ,-θ,]S.
LAMINATO PIANO SIMMETRICO
xF [N] 1w
[mm] 2w[mm] lamN
s[mm]
4 1 1 8 1
Tab.3.3.Dati relativi al laminato [0°,90°,+θ,-θ,]S.
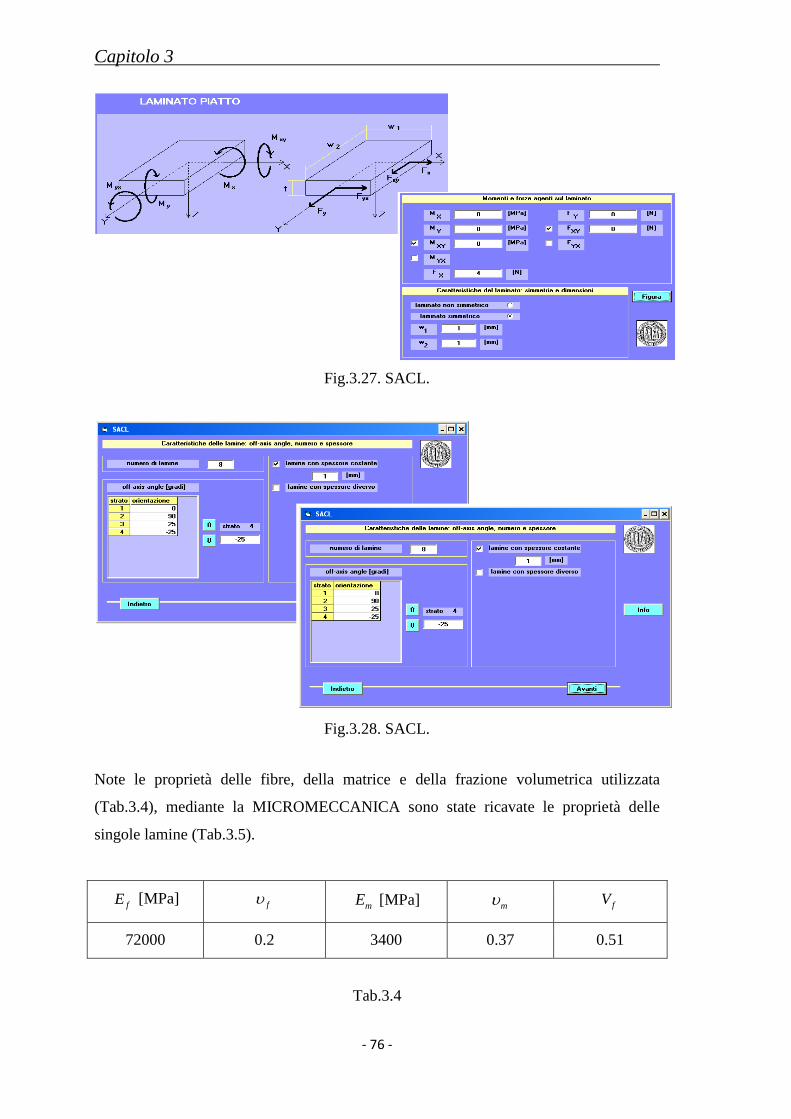
Capitolo 3
- 76 -
Fig.3.27. SACL.
Fig.3.28. SACL.
Note le proprietà delle fibre, della matrice e della frazione volumetrica utilizzata
(Tab.3.4), mediante la MICROMECCANICA sono state ricavate le proprietà delle
singole lamine (Tab.3.5).
fE [MPa] f mE [MPa] m fV
72000 0.2 3400 0.37 0.51
Tab.3.4
Capitolo 3
- 77 -
1 (1 )f f m fE E V E V (3.2)
2(1 )
f m
f f m f
E EE
V E E V
(3.3)
12 (1 )f f m fV V (3.4)
12(1 )
f m
f f m f
G GG
V G G V
(3.5)
1E [MPa] 2E [MPa] 12 12G [MPa]
38386 9286 0.2833 3437
Tab.3.5
Dall’analisi effettuata sono state ricavate le tensioni L, T, LT, che rappresentano
rispettivamente la tensione 1 (in direzione longitudinale), 2 (in direzione trasversale) e
la LT, al variare dell’angolo di off-axis (θ).
Nella tabella seguente (Tab.3.6) sono riportati i valori delle tensioni al variare
dell’angolo θ lette sulle lamine θ. λ1 e λ12 sono due parametri utilizzati per plottare i
risultati nei grafici che seguono.
1T
L
(3.6)
12LT
T
(3.7)
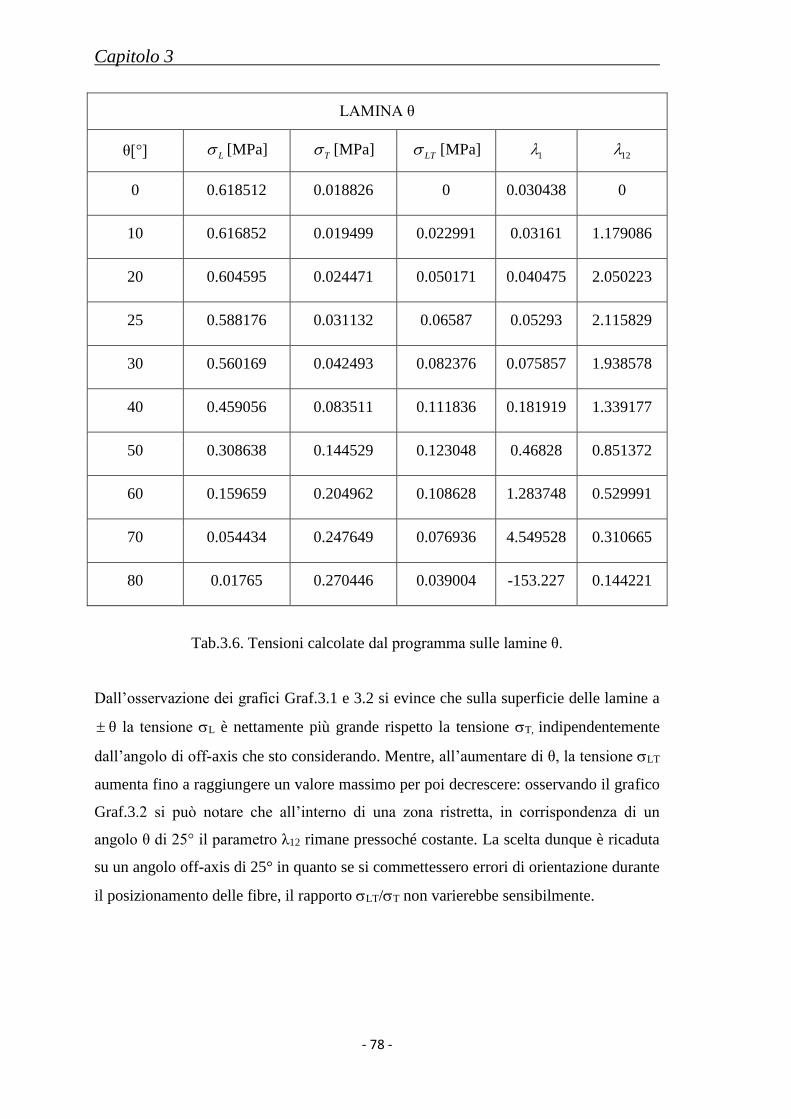
Capitolo 3
- 78 -
LAMINA θ
θ[°] L [MPa] T [MPa] LT [MPa] 1 12
0 0.618512 0.018826 0 0.030438 0
10 0.616852 0.019499 0.022991 0.03161 1.179086
20 0.604595 0.024471 0.050171 0.040475 2.050223
25 0.588176 0.031132 0.06587 0.05293 2.115829
30 0.560169 0.042493 0.082376 0.075857 1.938578
40 0.459056 0.083511 0.111836 0.181919 1.339177
50 0.308638 0.144529 0.123048 0.46828 0.851372
60 0.159659 0.204962 0.108628 1.283748 0.529991
70 0.054434 0.247649 0.076936 4.549528 0.310665
80 0.01765 0.270446 0.039004 -153.227 0.144221
Tab.3.6. Tensioni calcolate dal programma sulle lamine θ.
Dall’osservazione dei grafici Graf.3.1 e 3.2 si evince che sulla superficie delle lamine a
θ la tensione L è nettamente più grande rispetto la tensione T, indipendentemente
dall’angolo di off-axis che sto considerando. Mentre, all’aumentare di θ, la tensione LT
aumenta fino a raggiungere un valore massimo per poi decrescere: osservando il grafico
Graf.3.2 si può notare che all’interno di una zona ristretta, in corrispondenza di un
angolo θ di 25° il parametro λ12 rimane pressoché costante. La scelta dunque è ricaduta
su un angolo off-axis di 25° in quanto se si commettessero errori di orientazione durante
il posizionamento delle fibre, il rapporto LT/T non varierebbe sensibilmente.
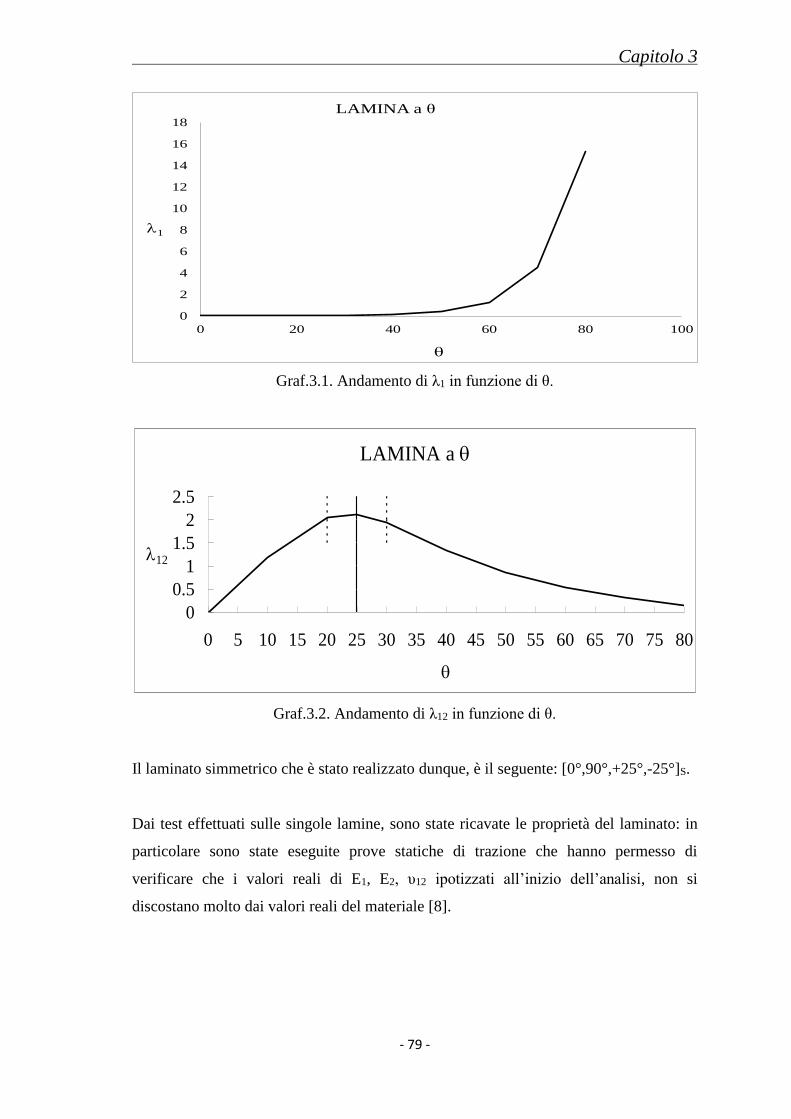
Capitolo 3
- 79 -
0
2
4
6
8
10
12
14
16
18
0 20 40 60 80 100
1
LAMINA a θ
Graf.3.1. Andamento di λ1 in funzione di θ.
LAMINA a
0
0.5
1
1.5
2
2.5
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80
12
Graf.3.2. Andamento di λ12 in funzione di θ.
Il laminato simmetrico che è stato realizzato dunque, è il seguente: [0°,90°,+25°,-25°]S.
Dai test effettuati sulle singole lamine, sono state ricavate le proprietà del laminato: in
particolare sono state eseguite prove statiche di trazione che hanno permesso di
verificare che i valori reali di E1, E2, υ12 ipotizzati all’inizio dell’analisi, non si
discostano molto dai valori reali del materiale [8].
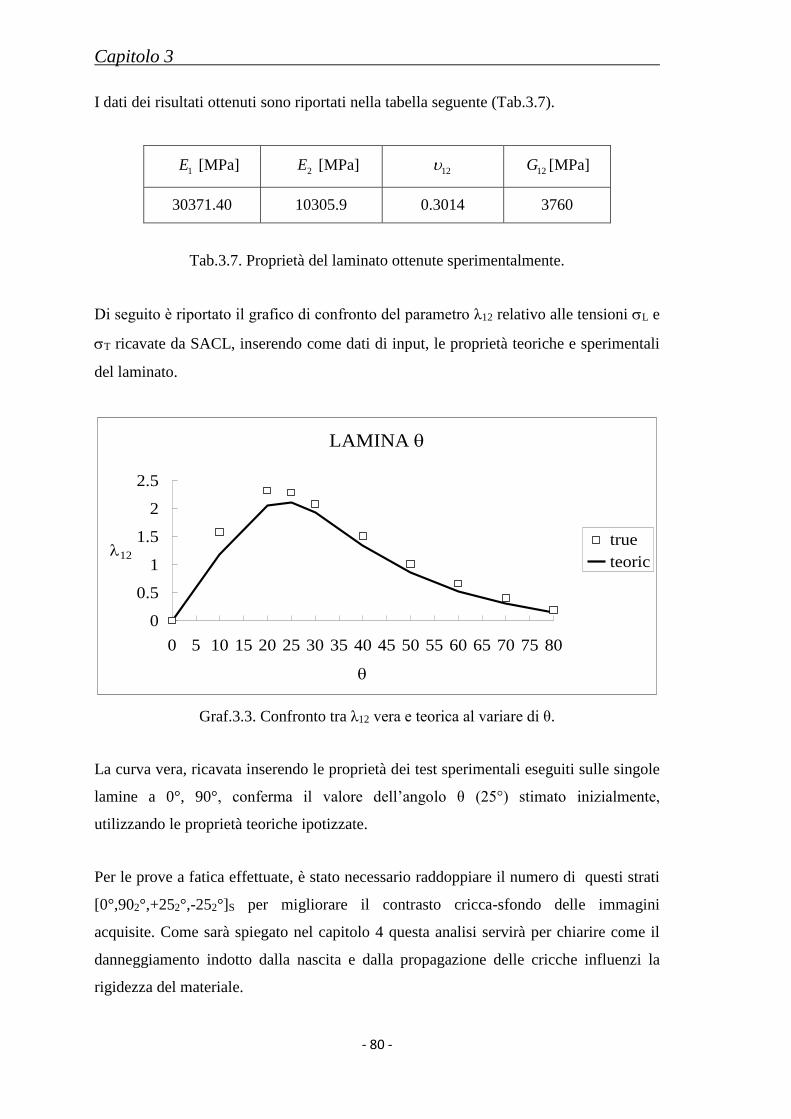
Capitolo 3
- 80 -
I dati dei risultati ottenuti sono riportati nella tabella seguente (Tab.3.7).
1E [MPa] 2E [MPa] 12 12G [MPa]
30371.40 10305.9 0.3014 3760
Tab.3.7. Proprietà del laminato ottenute sperimentalmente.
Di seguito è riportato il grafico di confronto del parametro λ12 relativo alle tensioni L e
T ricavate da SACL, inserendo come dati di input, le proprietà teoriche e sperimentali
del laminato.
LAMINA
0
0.5
1
1.5
2
2.5
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80
12
true
teoric
Graf.3.3. Confronto tra λ12 vera e teorica al variare di θ.
La curva vera, ricavata inserendo le proprietà dei test sperimentali eseguiti sulle singole
lamine a 0°, 90°, conferma il valore dell’angolo θ (25°) stimato inizialmente,
utilizzando le proprietà teoriche ipotizzate.
Per le prove a fatica effettuate, è stato necessario raddoppiare il numero di questi strati
[0°,902°,+252°,-252°]S per migliorare il contrasto cricca-sfondo delle immagini
acquisite. Come sarà spiegato nel capitolo 4 questa analisi servirà per chiarire come il
danneggiamento indotto dalla nascita e dalla propagazione delle cricche influenzi la
rigidezza del materiale.
Capitolo 3
- 81 -
Fig.3.29. Laminato [0°,902°,+θ2°,-θ2°]S.
Di seguito sono riportate le tabelle delle proprietà del materiale base e nanocaricato
ottenute dai risultati delle prove sperimentali eseguite sulle singole lamine a 0° e 90°
(Tab.3.7 e Tab.3.8).
1E [MPa] 2E [MPa] 12 12G [MPa]
30071 10305 0,3 4761
Tab.3.7. Proprietà del laminato caricato ottenute sperimentalmente.
1E [MPa] 2E [MPa] 12 12G [MPa]
30876 9488 0,306 3760
Tab.3.8. Proprietà del laminato base ottenute sperimentalmente.
Di seguito sono riportate le tabelle riassuntive delle tensioni L e T ricavate mediante
la teoria della laminazione utilizzando come dati di input, le proprietà sperimentali del
laminato simmetrico e considerando tutti gli strati raddoppiati (tranne quelli a 0°).
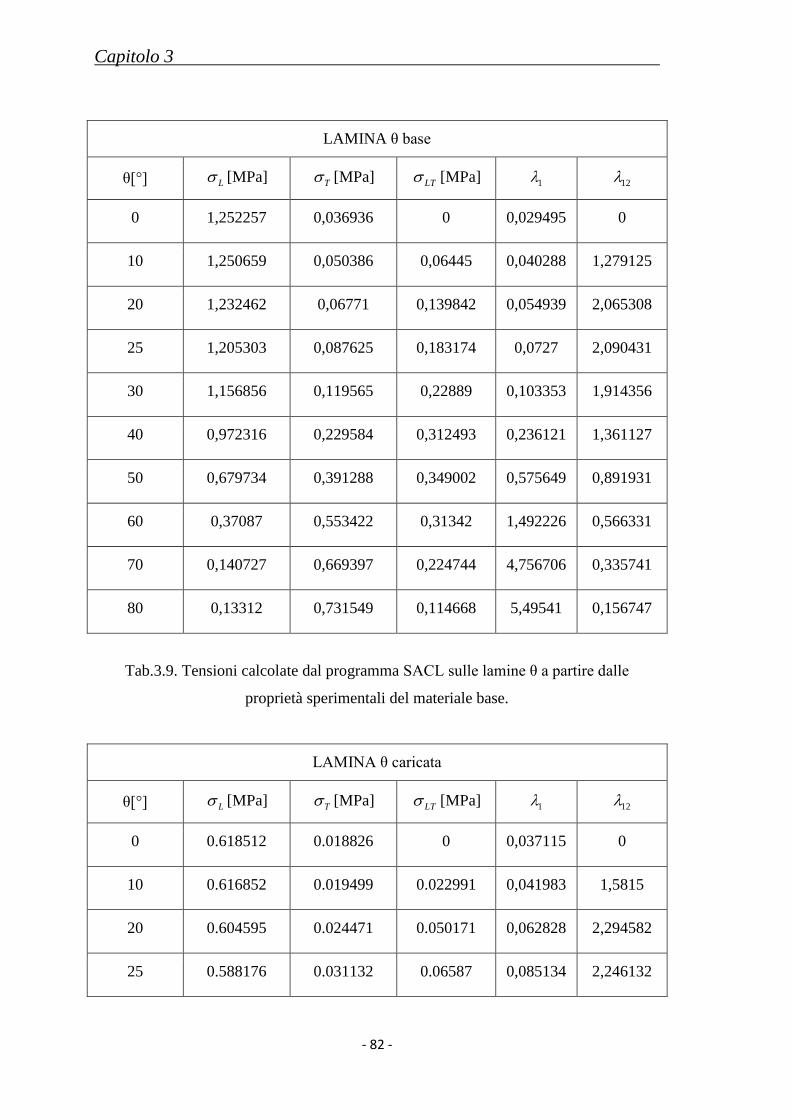
Capitolo 3
- 82 -
LAMINA θ base
θ[°] L [MPa] T [MPa] LT [MPa] 1 12
0 1,252257 0,036936 0 0,029495 0
10 1,250659 0,050386 0,06445 0,040288 1,279125
20 1,232462 0,06771 0,139842 0,054939 2,065308
25 1,205303 0,087625 0,183174 0,0727 2,090431
30 1,156856 0,119565 0,22889 0,103353 1,914356
40 0,972316 0,229584 0,312493 0,236121 1,361127
50 0,679734 0,391288 0,349002 0,575649 0,891931
60 0,37087 0,553422 0,31342 1,492226 0,566331
70 0,140727 0,669397 0,224744 4,756706 0,335741
80 0,13312 0,731549 0,114668 5,49541 0,156747
Tab.3.9. Tensioni calcolate dal programma SACL sulle lamine θ a partire dalle
proprietà sperimentali del materiale base.
LAMINA θ caricata
θ[°] L [MPa] T [MPa] LT [MPa] 1 12
0 0.618512 0.018826 0 0,037115 0
10 0.616852 0.019499 0.022991 0,041983 1,5815
20 0.604595 0.024471 0.050171 0,062828 2,294582
25 0.588176 0.031132 0.06587 0,085134 2,246132
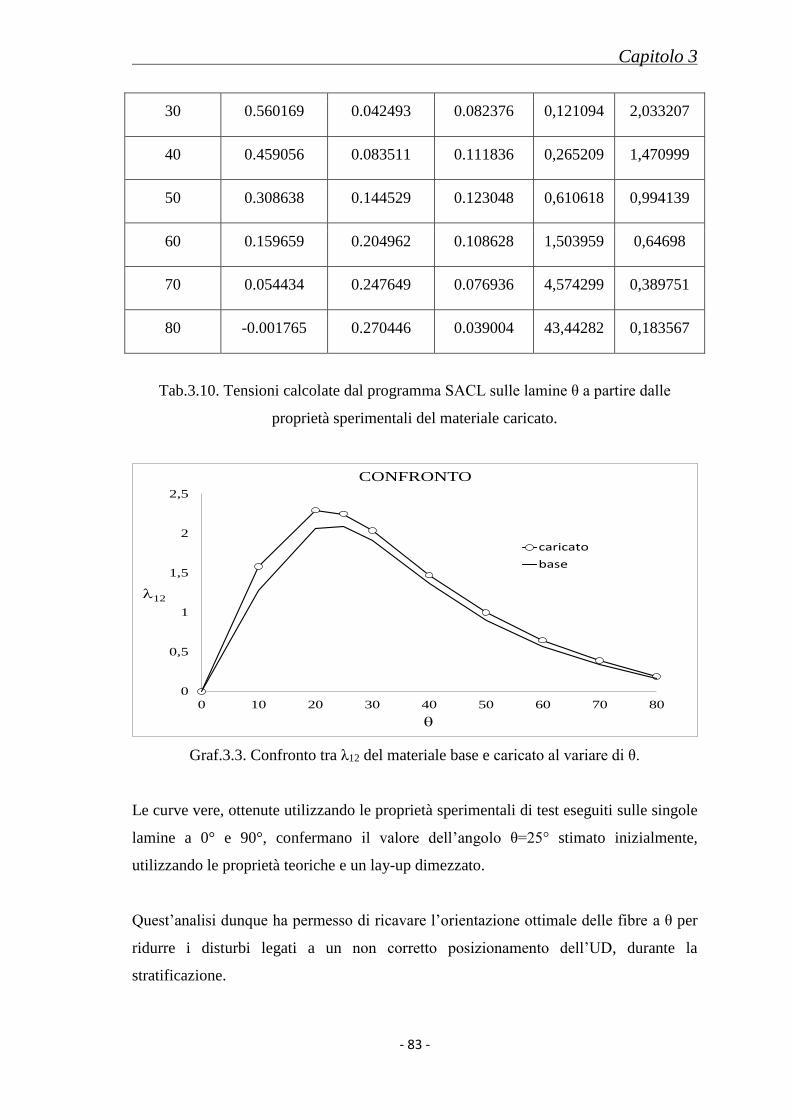
Capitolo 3
- 83 -
30 0.560169 0.042493 0.082376 0,121094 2,033207
40 0.459056 0.083511 0.111836 0,265209 1,470999
50 0.308638 0.144529 0.123048 0,610618 0,994139
60 0.159659 0.204962 0.108628 1,503959 0,64698
70 0.054434 0.247649 0.076936 4,574299 0,389751
80 -0.001765 0.270446 0.039004 43,44282 0,183567
Tab.3.10. Tensioni calcolate dal programma SACL sulle lamine θ a partire dalle
proprietà sperimentali del materiale caricato.
0
0,5
1
1,5
2
2,5
0 10 20 30 40 50 60 70 80
12
CONFRONTO
caricato
base
Graf.3.3. Confronto tra λ12 del materiale base e caricato al variare di θ.
Le curve vere, ottenute utilizzando le proprietà sperimentali di test eseguiti sulle singole
lamine a 0° e 90°, confermano il valore dell’angolo θ=25° stimato inizialmente,
utilizzando le proprietà teoriche e un lay-up dimezzato.
Quest’analisi dunque ha permesso di ricavare l’orientazione ottimale delle fibre a θ per
ridurre i disturbi legati a un non corretto posizionamento dell’UD, durante la
stratificazione.
Capitolo 4
- 85 -
Capitolo 4
Test e risultati
4.1 Introduzione
Nel presente capitolo è riportata la descrizione dei test a fatica eseguiti e una sintesi
dettagliata dei risultati ottenuti.
4.2 Attrezzature utilizzate
MTS Mini Bionix® 858
Fig.4.1 MTS Mini Bionix® 858.
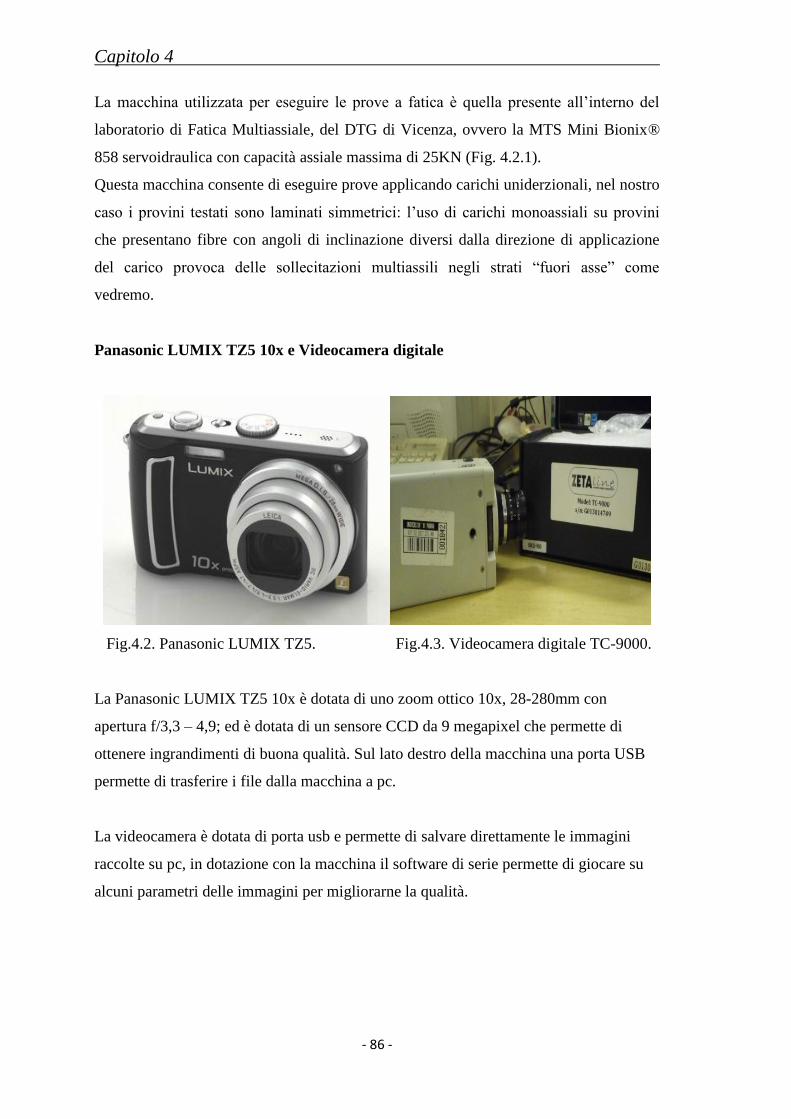
Capitolo 4
- 86 -
La macchina utilizzata per eseguire le prove a fatica è quella presente all’interno del
laboratorio di Fatica Multiassiale, del DTG di Vicenza, ovvero la MTS Mini Bionix®
858 servoidraulica con capacità assiale massima di 25KN (Fig. 4.2.1).
Questa macchina consente di eseguire prove applicando carichi uniderzionali, nel nostro
caso i provini testati sono laminati simmetrici: l’uso di carichi monoassiali su provini
che presentano fibre con angoli di inclinazione diversi dalla direzione di applicazione
del carico provoca delle sollecitazioni multiassili negli strati “fuori asse” come
vedremo.
Panasonic LUMIX TZ5 10x e Videocamera digitale
Fig.4.2. Panasonic LUMIX TZ5. Fig.4.3. Videocamera digitale TC-9000.
La Panasonic LUMIX TZ5 10x è dotata di uno zoom ottico 10x, 28-280mm con
apertura f/3,3 – 4,9; ed è dotata di un sensore CCD da 9 megapixel che permette di
ottenere ingrandimenti di buona qualità. Sul lato destro della macchina una porta USB
permette di trasferire i file dalla macchina a pc.
La videocamera è dotata di porta usb e permette di salvare direttamente le immagini
raccolte su pc, in dotazione con la macchina il software di serie permette di giocare su
alcuni parametri delle immagini per migliorarne la qualità.
Capitolo 4
- 87 -
4.3 Prove a fatica
La frequenza di applicazione del carico è stata fissata sui 10Hz con un rapporto di ciclo
R=0,1 (R rappresenta il rapporto tra la tensione minima e massima applicata).
L’andamento del carico applicato può essere ricondotto a una sollecitazione alterna
simmetrica, dove la tensione applicata è assimilabile a una funzione sinusoidale. In
generale lo studio del comportamento a fatica dei materiali compositi necessita l’uso di
appropriate tecniche sperimentali che consentono il monitoraggio del danneggiamento
subito a seguito della formazione e propagazione della cricca.
Una delle tecniche più utilizzate è l’analisi microscopica di sezioni trasversali mediante
scansioni metallografiche, tale metodo però ha l’inconveniente di essere distruttivo
quindi se si ha la necessità di monitorare il danneggiamento nel tempo, limitando il
numero di provini analizzati, bisogna ricorrere ad altre tecniche. Tra i metodi non
distruttivi citiamo:
- gli ultrasuoni: l’applicazione nei compositi è in fase di sviluppo, grazie a questa
tecnologia è possibile stimare il numero di cricche presenti all’interno del
campione e la loro lunghezza.
- la termografia: l’energia meccanica del ciclo di isteresi, durante la prova viene
dissipata in calore, che provoca un riscaldamento del materiale;
sperimentalmente è possibile osservare che l’aumento di temperatura è correlato
al danneggiamento del provino, cioè le zone più calde sono quelle che
presentano il maggior numero di difetti.
- L’indagine visiva: sfrutta la trasparenza del materiale, e mediante semplici
dispositivi (videocamere o fotocamere digitali) monitora l’evoluzione del
danneggiamento di una zona definita del provino.
Per questo lavoro è stata eseguita una indagine visiva basata sull’utilizzo di una comune
fotocamera digitale: una Panasonic ZT5 con zoom ottico 10x e una videocamera
digitale professionale che ha permesso di automatizzare il processo di acquisizione. Per
riuscire a visualizzare le cricche ed effettuare una accurata analisi di cd e del loro stato
di avanzamento, è stato necessario restringere il campo d’azione dei dispositivi,
Capitolo 4
- 88 -
concentrando le foto su un area calibrata del campione, rappresentativa dell’intero
provino. Individuata la finestra di osservazione e sistemata la foto/videocamera è stato
necessario bloccare il dispositivo di acquisizione, successivamente è stata azionata la
macchina di trazione.
Come sarà menzionato successivamente e come si vedrà dalle immagini in archivio,
l’utilizzo della videocamera ha permesso da un lato di velocizzare le prove in quanto il
software in dotazione aveva la capacità di acquisire immagini in automatico a intervalli
di tempo regolari (a N cicli prefissati) a scapito però della qualità inferiore delle foto. Il
problema della scarsa qualità di queste immagini non è dipeso dalla limitata risoluzione
della videocamera o dall’insufficiente luminosità dell’ambiente ma dal fatto che
l’acquisizione è sempre avvenuta con il provino in movimento: non è stato possibile
mettere in relazione l’acquisitore con la macchina di prova in modo che il dispositivo si
fermasse per permettere lo scatto a fermo immagine, si è dovuti invece giocare sui
parametri digitali che il software permetteva di variare per migliorare i contrasti. Nelle
prime prove è stata utilizzata una lampada al neon per illuminare il retro provino in
seguito si è passati all’utilizzo di una lampada al led, che ha permesso, in parte, di
migliorare la nitidezza delle immagini scattate.
Nello specifico sono stati testati 10 provini, due dei quali sono stati scartati fin da subito
dall’analisi dei dati, in quanto dopo poche centinaia di cicli hanno subito una brusca
delaminazione che ha compromesso l’integrità del materiale stesso e quindi è stato
necessario buttare questi due campioni. Come accennato nel precedente capitolo ogni
campione è stato catalogato all’interno di una delle due macro categorie di partenza: i
provini con resina base sono stati classificati come provini MBn, (dove M sta per
laminati Multiassiali), mentre quelli caricati con MCn, n (compreso tra 2 e 5)
rappresenta in ordine temporale il numero del provino che è stato testato.
I carichi massimi applicati durante la prove, per entrambe le categorie sono stati i
seguenti: 80MPa, 84MPa, 94MPa e 103MPa, nella tabella sottostante (Tab.4.1) è
riportato per ogni codice di identificazione provino il range della corrispondente
tensione applicata e le relative caratteristiche dimensionali necessarie sia per il calcolo
della crack density e per la stima della rigidezza.
Capitolo 4
- 89 -
codice w [mm] s [mm] Smax[MPa] Smin[MPa]
m-b-02 22,52 3,66 84 8,4
m-b-03 22,5 3,69 103 10,3
m-b-04 22,59 3,72 94 9,4
m-b-05 22,66 3,68 80 8
m-c-02 24,39 3,65 94 9,4
m-c-03 24,57 3,78 84 8,4
m-c-04 24,26 3,64 80 8
m-c-05 24,99 3,72 103 10,3
Tab.4.1 Classificazione e dimensione dei provini e relativi carichi applicati
La grandezza “w” rappresenta la larghezza del provino, “s” è lo spessore, la lunghezza
del provino invece è variabile, comunque compresa tra i 200-250mm.
Fig.4.4. Provini testati.
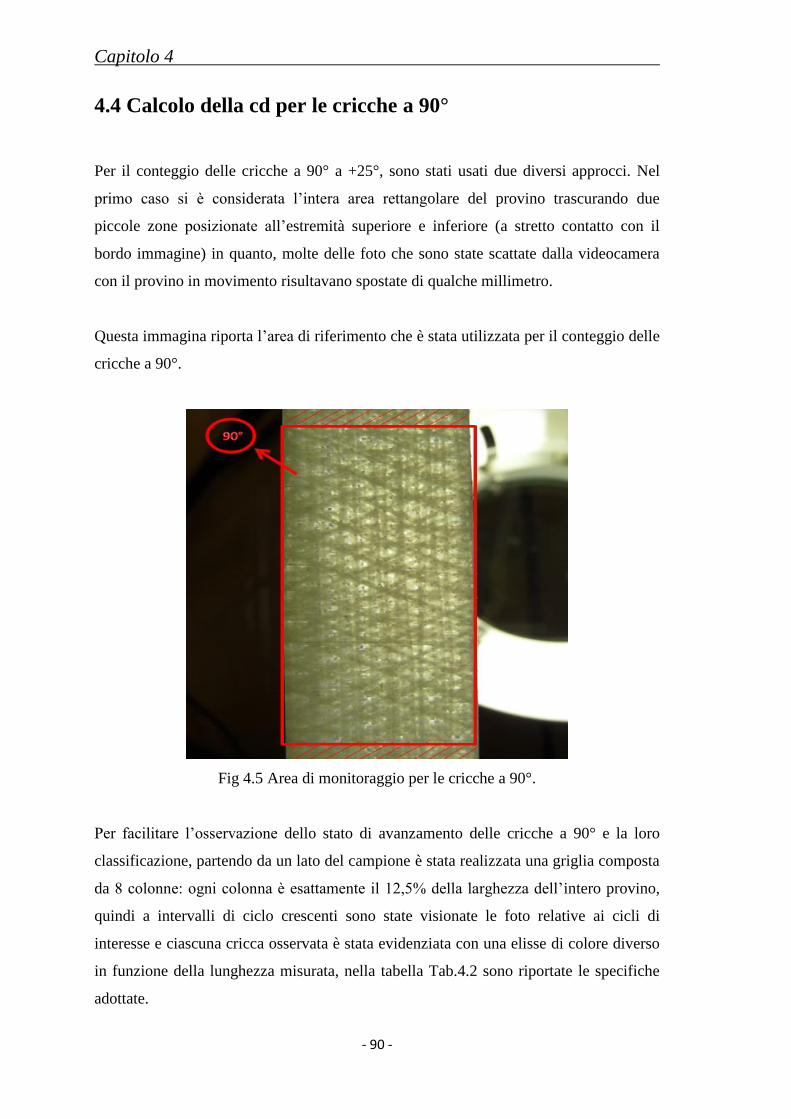
Capitolo 4
- 90 -
4.4 Calcolo della cd per le cricche a 90°
Per il conteggio delle cricche a 90° a +25°, sono stati usati due diversi approcci. Nel
primo caso si è considerata l’intera area rettangolare del provino trascurando due
piccole zone posizionate all’estremità superiore e inferiore (a stretto contatto con il
bordo immagine) in quanto, molte delle foto che sono state scattate dalla videocamera
con il provino in movimento risultavano spostate di qualche millimetro.
Questa immagina riporta l’area di riferimento che è stata utilizzata per il conteggio delle
cricche a 90°.
Fig 4.5 Area di monitoraggio per le cricche a 90°.
Per facilitare l’osservazione dello stato di avanzamento delle cricche a 90° e la loro
classificazione, partendo da un lato del campione è stata realizzata una griglia composta
da 8 colonne: ogni colonna è esattamente il 12,5% della larghezza dell’intero provino,
quindi a intervalli di ciclo crescenti sono state visionate le foto relative ai cicli di
interesse e ciascuna cricca osservata è stata evidenziata con una elisse di colore diverso
in funzione della lunghezza misurata, nella tabella Tab.4.2 sono riportate le specifiche
adottate.
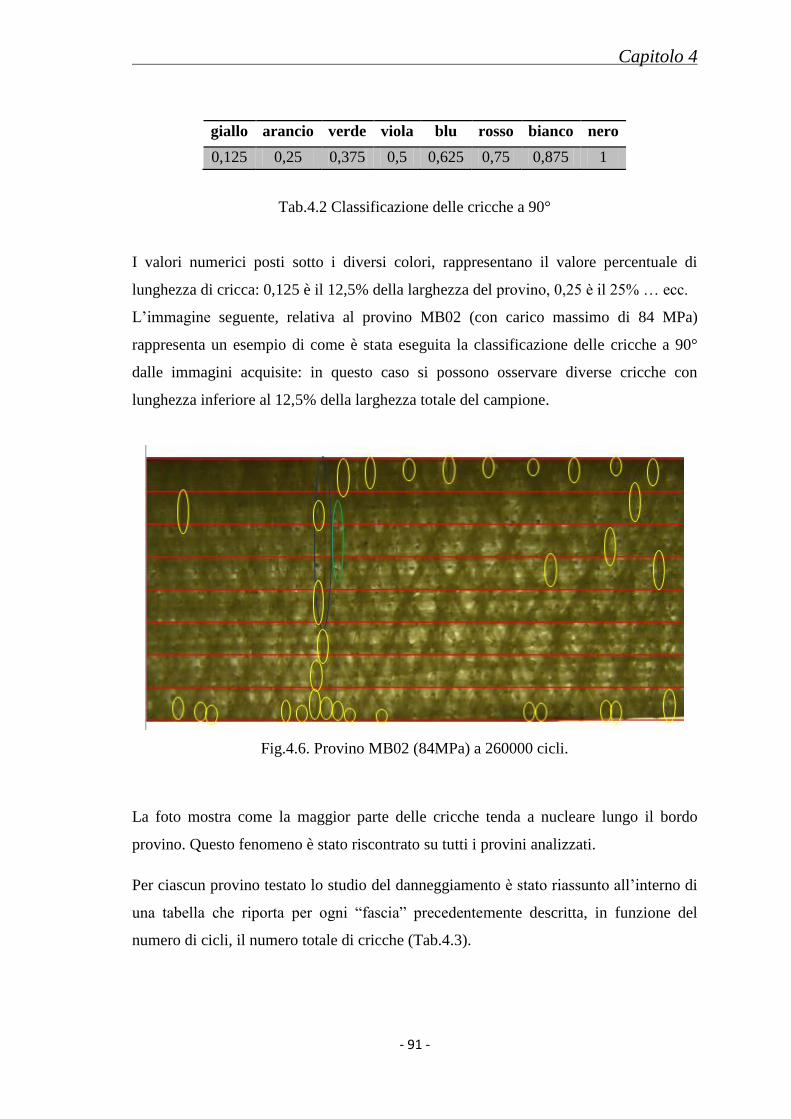
Capitolo 4
- 91 -
giallo arancio verde viola blu rosso bianco nero
0,125 0,25 0,375 0,5 0,625 0,75 0,875 1
Tab.4.2 Classificazione delle cricche a 90°
I valori numerici posti sotto i diversi colori, rappresentano il valore percentuale di
lunghezza di cricca: 0,125 è il 12,5% della larghezza del provino, 0,25 è il 25% … ecc.
L’immagine seguente, relativa al provino MB02 (con carico massimo di 84 MPa)
rappresenta un esempio di come è stata eseguita la classificazione delle cricche a 90°
dalle immagini acquisite: in questo caso si possono osservare diverse cricche con
lunghezza inferiore al 12,5% della larghezza totale del campione.
Fig.4.6. Provino MB02 (84MPa) a 260000 cicli.
La foto mostra come la maggior parte delle cricche tenda a nucleare lungo il bordo
provino. Questo fenomeno è stato riscontrato su tutti i provini analizzati.
Per ciascun provino testato lo studio del danneggiamento è stato riassunto all’interno di
una tabella che riporta per ogni “fascia” precedentemente descritta, in funzione del
numero di cicli, il numero totale di cricche (Tab.4.3).
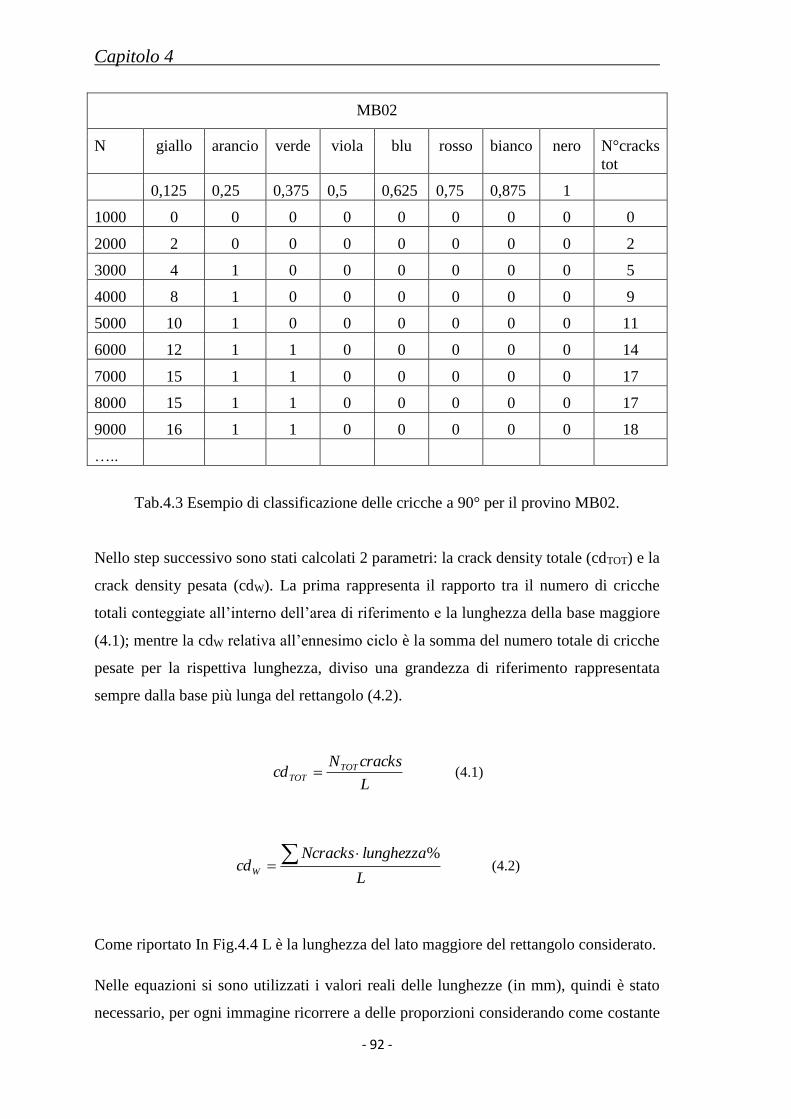
Capitolo 4
- 92 -
MB02
N giallo arancio verde viola blu rosso bianco nero N°cracks
tot
0,125 0,25 0,375 0,5 0,625 0,75 0,875 1
1000 0 0 0 0 0 0 0 0 0
2000 2 0 0 0 0 0 0 0 2
3000 4 1 0 0 0 0 0 0 5
4000 8 1 0 0 0 0 0 0 9
5000 10 1 0 0 0 0 0 0 11
6000 12 1 1 0 0 0 0 0 14
7000 15 1 1 0 0 0 0 0 17
8000 15 1 1 0 0 0 0 0 17
9000 16 1 1 0 0 0 0 0 18
…..
Tab.4.3 Esempio di classificazione delle cricche a 90° per il provino MB02.
Nello step successivo sono stati calcolati 2 parametri: la crack density totale (cdTOT) e la
crack density pesata (cdW). La prima rappresenta il rapporto tra il numero di cricche
totali conteggiate all’interno dell’area di riferimento e la lunghezza della base maggiore
(4.1); mentre la cdW relativa all’ennesimo ciclo è la somma del numero totale di cricche
pesate per la rispettiva lunghezza, diviso una grandezza di riferimento rappresentata
sempre dalla base più lunga del rettangolo (4.2).
L
cracksNcd TOT
TOT (4.1)
L
lunghezzaNcrackscdW
% (4.2)
Come riportato In Fig.4.4 L è la lunghezza del lato maggiore del rettangolo considerato.
Nelle equazioni si sono utilizzati i valori reali delle lunghezze (in mm), quindi è stato
necessario, per ogni immagine ricorrere a delle proporzioni considerando come costante
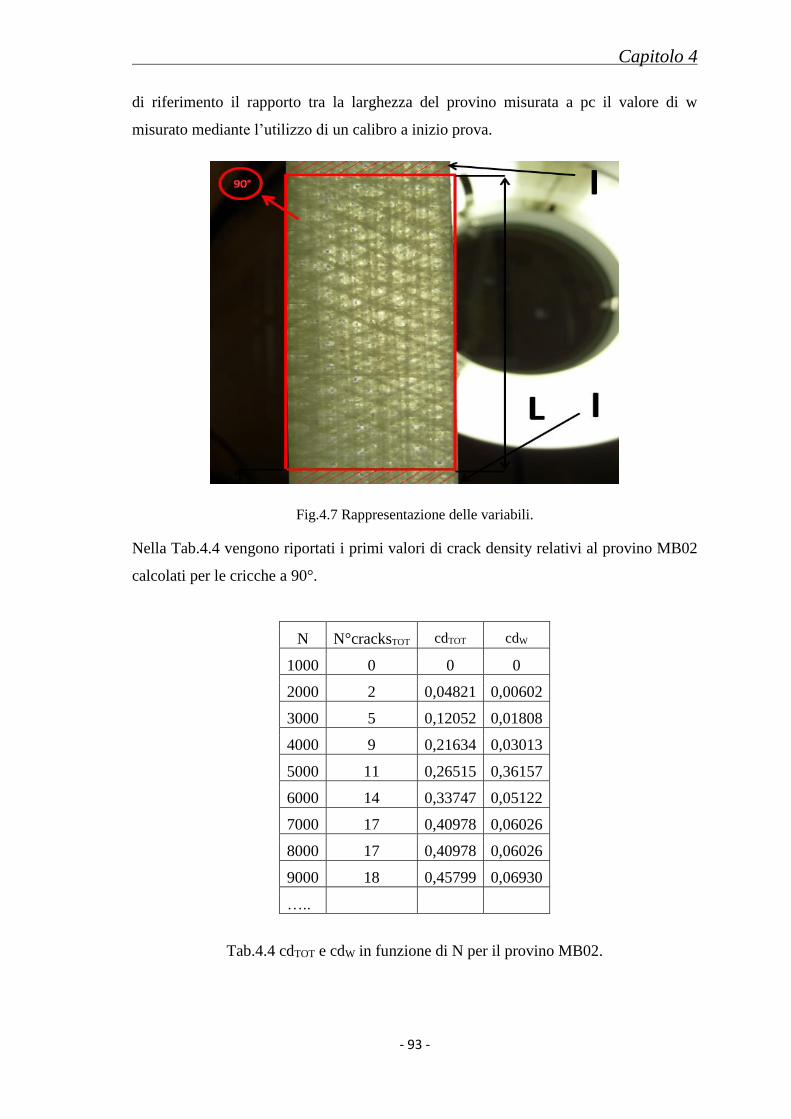
Capitolo 4
- 93 -
di riferimento il rapporto tra la larghezza del provino misurata a pc il valore di w
misurato mediante l’utilizzo di un calibro a inizio prova.
Fig.4.7 Rappresentazione delle variabili.
Nella Tab.4.4 vengono riportati i primi valori di crack density relativi al provino MB02
calcolati per le cricche a 90°.
N N°cracksTOT cdTOT cdW
1000 0 0 0
2000 2 0,04821 0,00602
3000 5 0,12052 0,01808
4000 9 0,21634 0,03013
5000 11 0,26515 0,36157
6000 14 0,33747 0,05122
7000 17 0,40978 0,06026
8000 17 0,40978 0,06026
9000 18 0,45799 0,06930
…..
Tab.4.4 cdTOT e cdW in funzione di N per il provino MB02.
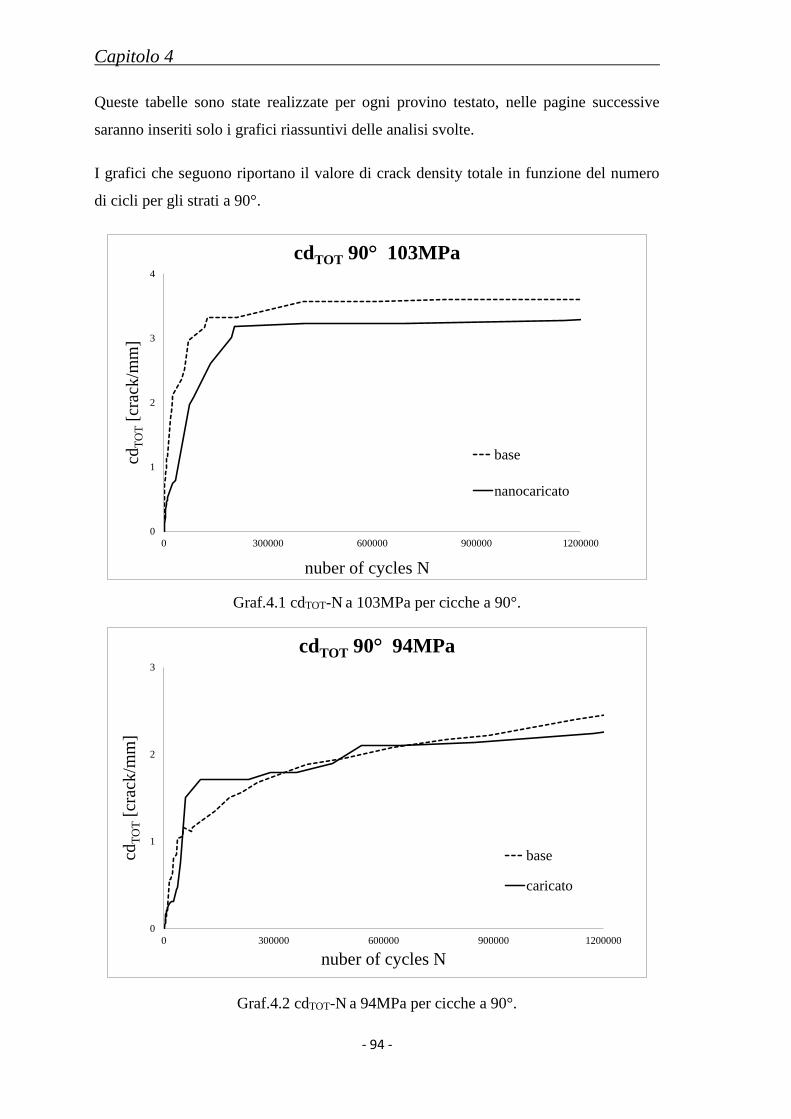
Capitolo 4
- 94 -
Queste tabelle sono state realizzate per ogni provino testato, nelle pagine successive
saranno inseriti solo i grafici riassuntivi delle analisi svolte.
I grafici che seguono riportano il valore di crack density totale in funzione del numero
di cicli per gli strati a 90°.
0
1
2
3
4
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT 90 103MPa
base
nanocaricato
Graf.4.1 cdTOT-N a 103MPa per cicche a 90°.
0
1
2
3
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT 90 94MPa
base
caricato
Graf.4.2 cdTOT-N a 94MPa per cicche a 90°.
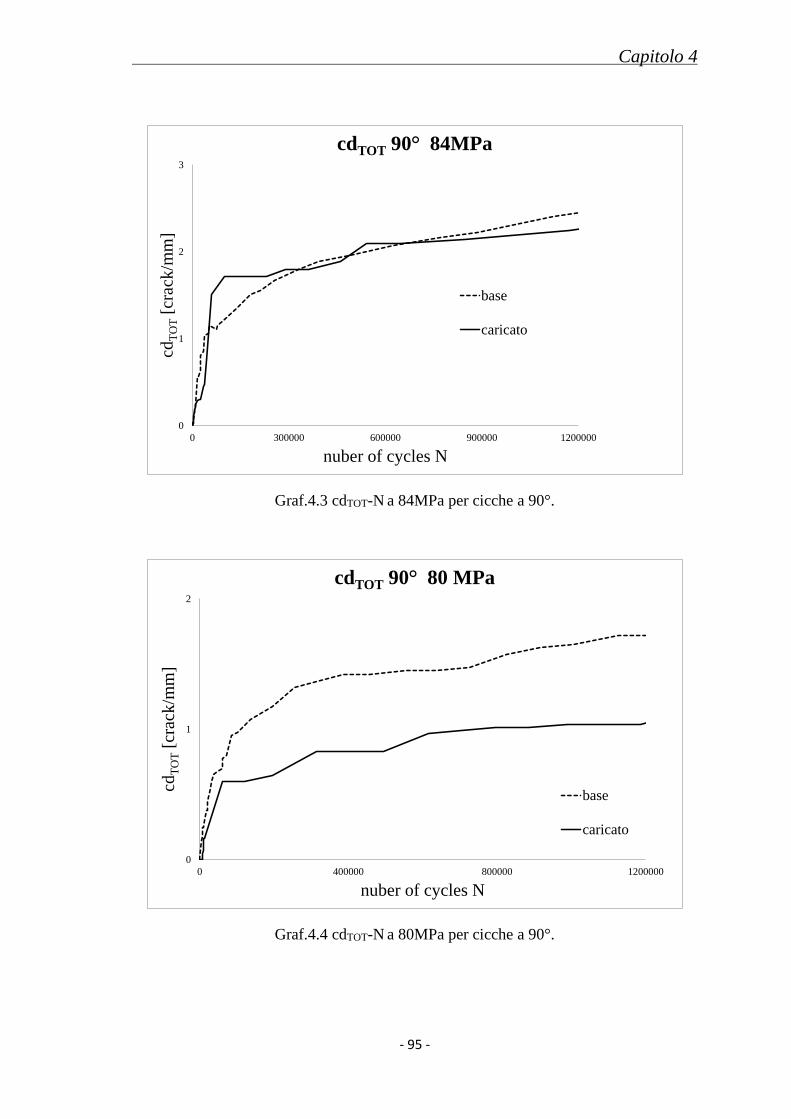
Capitolo 4
- 95 -
0
1
2
3
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT 90 84MPa
base
caricato
Graf.4.3 cdTOT-N a 84MPa per cicche a 90°.
0
1
2
0 400000 800000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT 90 80 MPa
base
caricato
Graf.4.4 cdTOT-N a 80MPa per cicche a 90°.
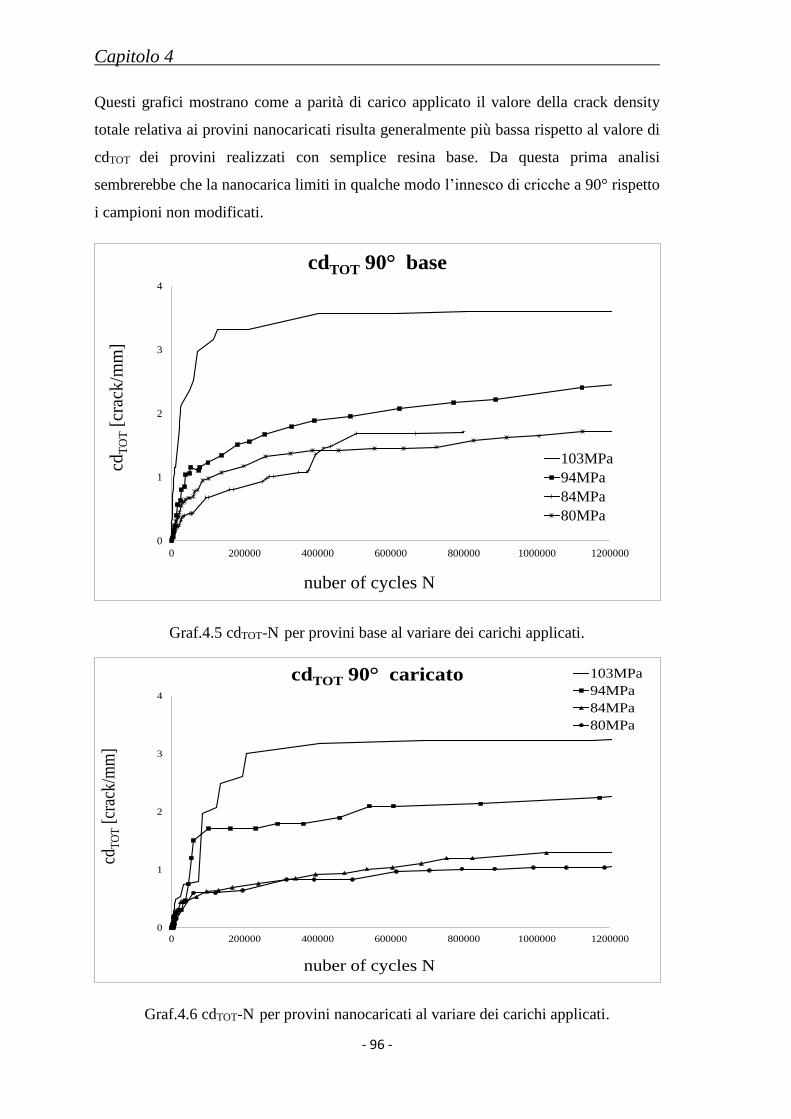
Capitolo 4
- 96 -
Questi grafici mostrano come a parità di carico applicato il valore della crack density
totale relativa ai provini nanocaricati risulta generalmente più bassa rispetto al valore di
cdTOT dei provini realizzati con semplice resina base. Da questa prima analisi
sembrerebbe che la nanocarica limiti in qualche modo l’innesco di cricche a 90° rispetto
i campioni non modificati.
0
1
2
3
4
0 200000 400000 600000 800000 1000000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT 90 base
103MPa
94MPa
84MPa
80MPa
Graf.4.5 cdTOT-N per provini base al variare dei carichi applicati.
0
1
2
3
4
0 200000 400000 600000 800000 1000000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT 90 caricato 103MPa
94MPa
84MPa
80MPa
Graf.4.6 cdTOT-N per provini nanocaricati al variare dei carichi applicati.
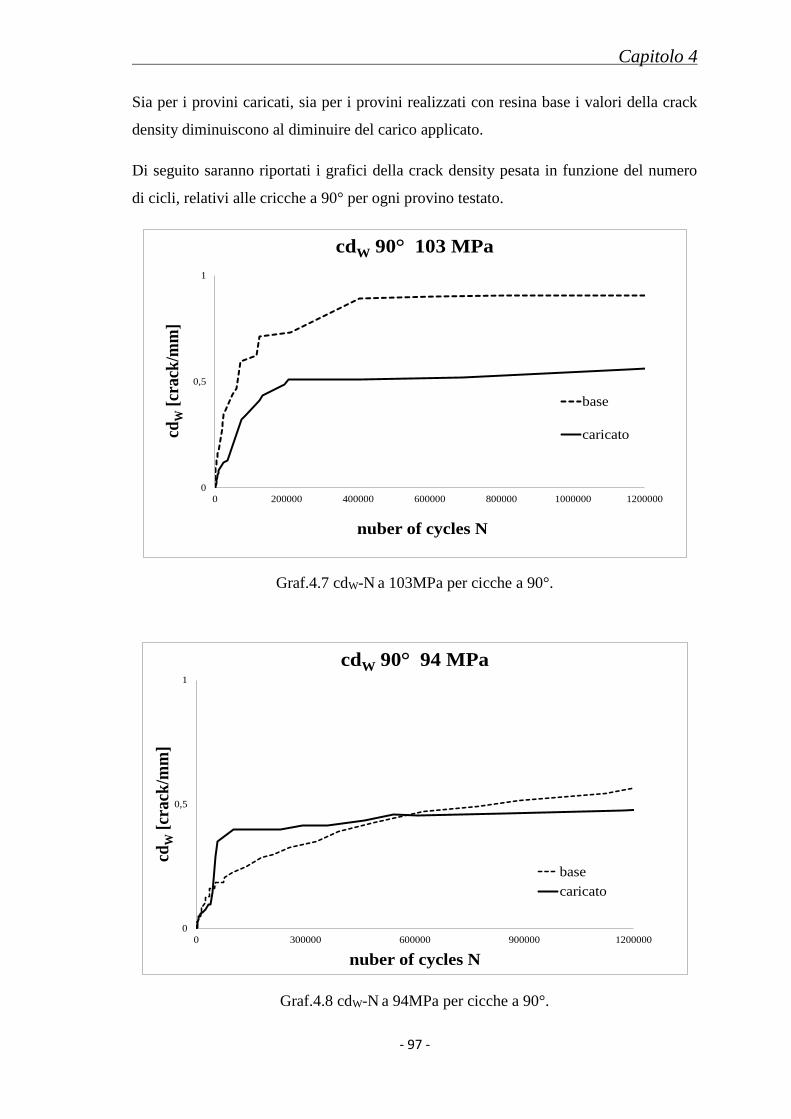
Capitolo 4
- 97 -
Sia per i provini caricati, sia per i provini realizzati con resina base i valori della crack
density diminuiscono al diminuire del carico applicato.
Di seguito saranno riportati i grafici della crack density pesata in funzione del numero
di cicli, relativi alle cricche a 90° per ogni provino testato.
0
0,5
1
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 90 103 MPa
base
caricato
Graf.4.7 cdW-N a 103MPa per cicche a 90°.
0
0,5
1
0 300000 600000 900000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 90 94 MPa
base
caricato
Graf.4.8 cdW-N a 94MPa per cicche a 90°.
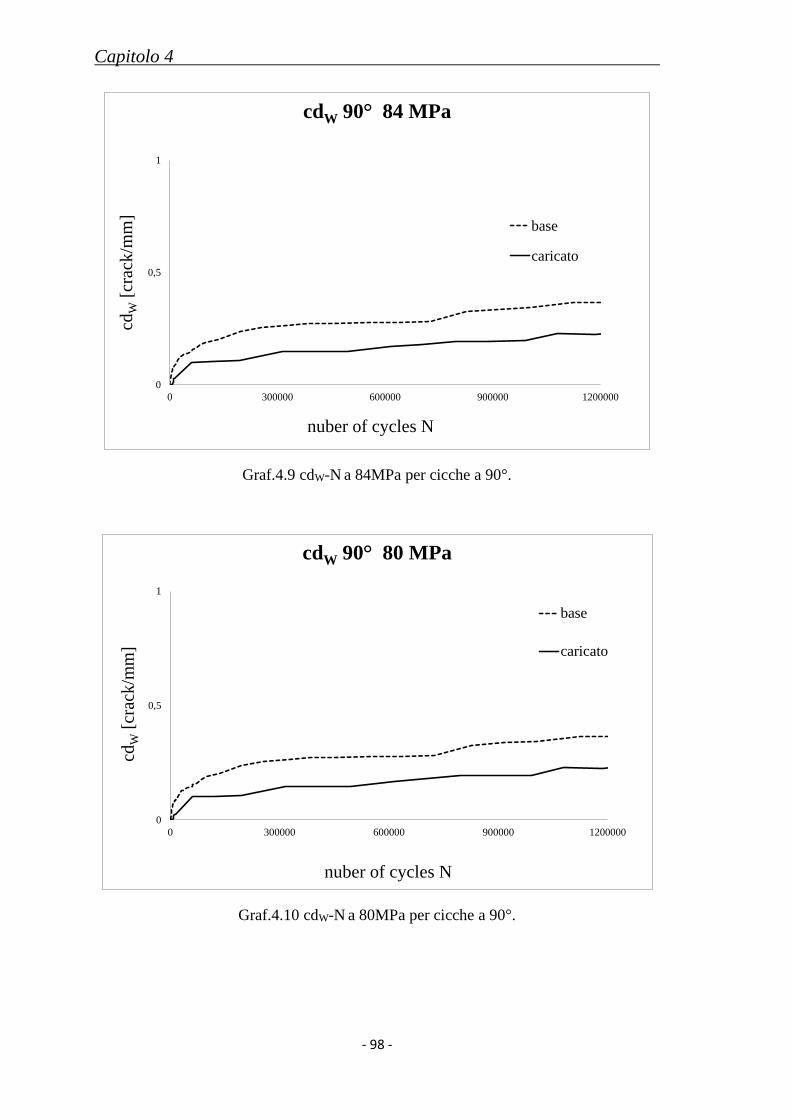
Capitolo 4
- 98 -
0
0,5
1
0 300000 600000 900000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 90 84 MPa
base
caricato
Graf.4.9 cdW-N a 84MPa per cicche a 90°.
0
0,5
1
0 300000 600000 900000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 90 80 MPa
base
caricato
Graf.4.10 cdW-N a 80MPa per cicche a 90°.
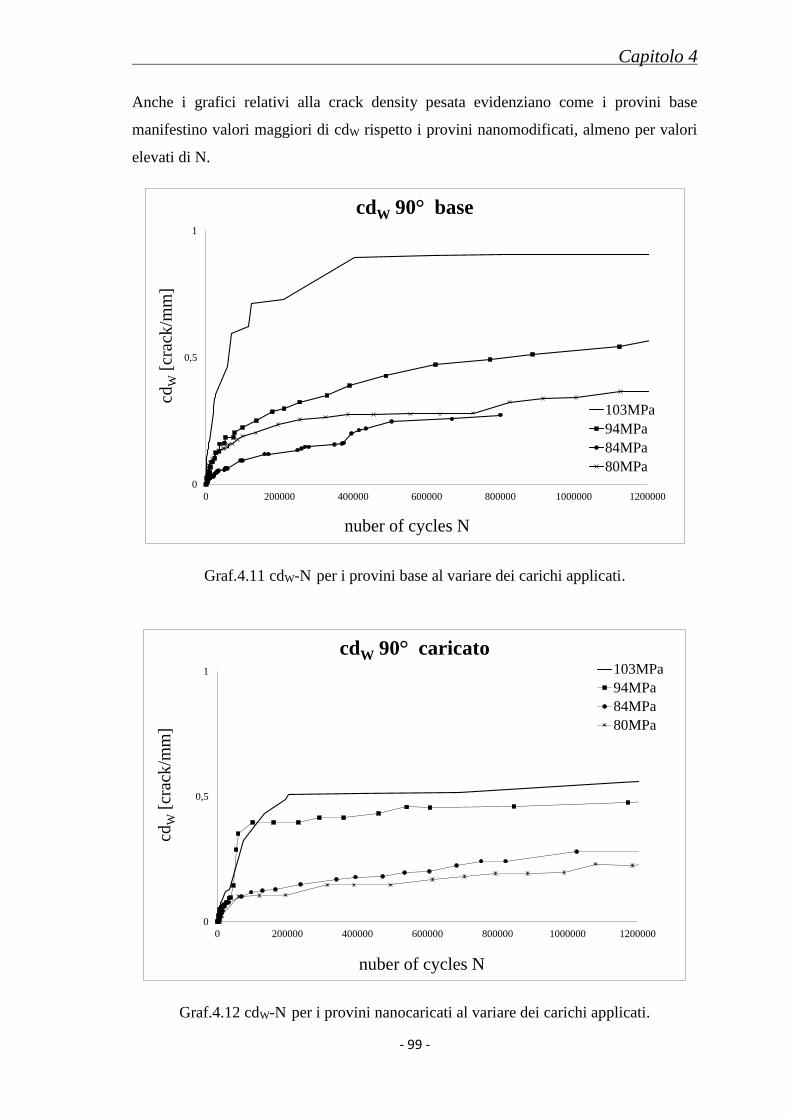
Capitolo 4
- 99 -
Anche i grafici relativi alla crack density pesata evidenziano come i provini base
manifestino valori maggiori di cdW rispetto i provini nanomodificati, almeno per valori
elevati di N.
0
0,5
1
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 90 base
103MPa
94MPa
84MPa
80MPa
Graf.4.11 cdW-N per i provini base al variare dei carichi applicati.
0
0,5
1
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 90 caricato 103MPa
94MPa
84MPa
80MPa
Graf.4.12 cdW-N per i provini nanocaricati al variare dei carichi applicati.
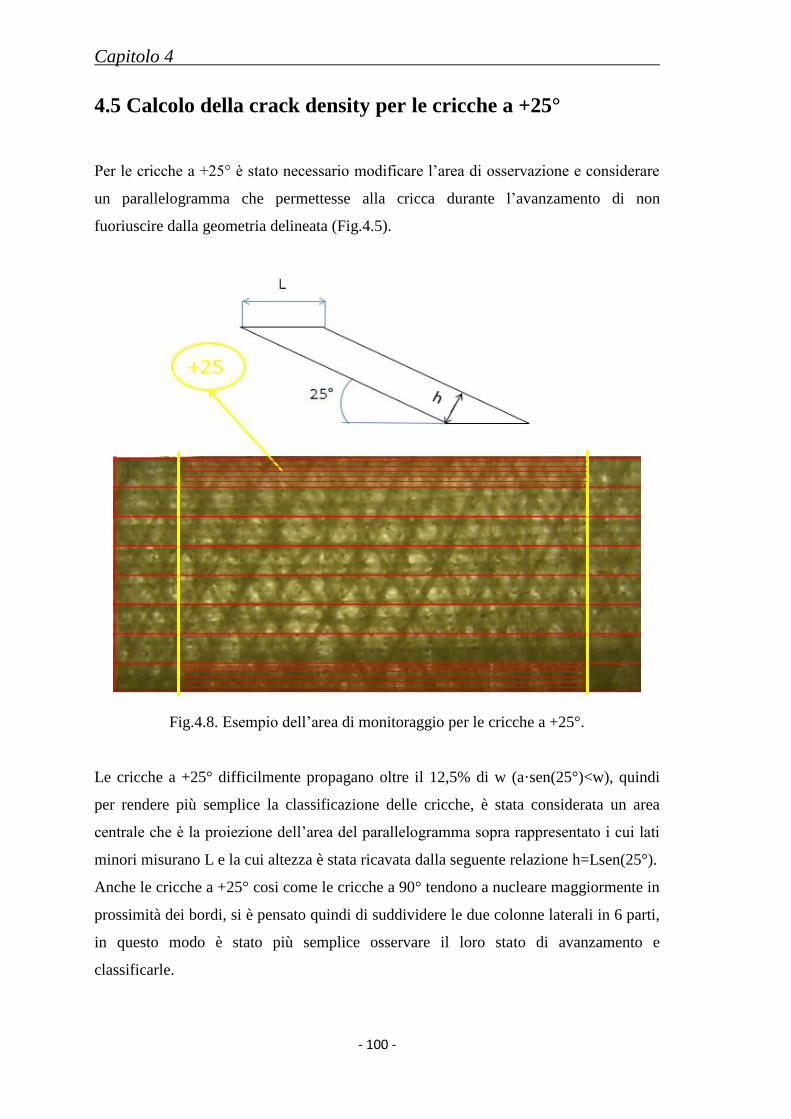
Capitolo 4
- 100 -
4.5 Calcolo della crack density per le cricche a +25°
Per le cricche a +25° è stato necessario modificare l’area di osservazione e considerare
un parallelogramma che permettesse alla cricca durante l’avanzamento di non
fuoriuscire dalla geometria delineata (Fig.4.5).
Fig.4.8. Esempio dell’area di monitoraggio per le cricche a +25°.
Le cricche a +25° difficilmente propagano oltre il 12,5% di w (a·sen(25°)<w), quindi
per rendere più semplice la classificazione delle cricche, è stata considerata un area
centrale che è la proiezione dell’area del parallelogramma sopra rappresentato i cui lati
minori misurano L e la cui altezza è stata ricavata dalla seguente relazione h=Lsen(25°).
Anche le cricche a +25° cosi come le cricche a 90° tendono a nucleare maggiormente in
prossimità dei bordi, si è pensato quindi di suddividere le due colonne laterali in 6 parti,
in questo modo è stato più semplice osservare il loro stato di avanzamento e
classificarle.
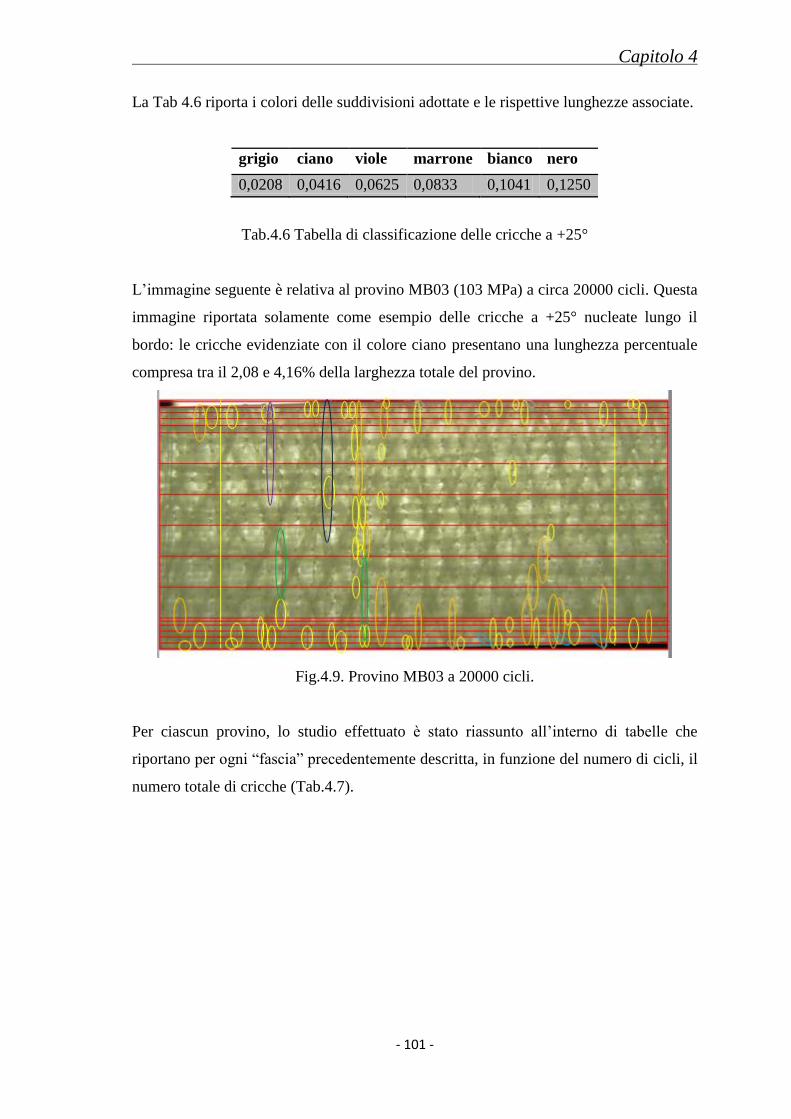
Capitolo 4
- 101 -
La Tab 4.6 riporta i colori delle suddivisioni adottate e le rispettive lunghezze associate.
grigio ciano viole marrone bianco nero
0,0208 0,0416 0,0625 0,0833 0,1041 0,1250
Tab.4.6 Tabella di classificazione delle cricche a +25°
L’immagine seguente è relativa al provino MB03 (103 MPa) a circa 20000 cicli. Questa
immagine riportata solamente come esempio delle cricche a +25° nucleate lungo il
bordo: le cricche evidenziate con il colore ciano presentano una lunghezza percentuale
compresa tra il 2,08 e 4,16% della larghezza totale del provino.
Fig.4.9. Provino MB03 a 20000 cicli.
Per ciascun provino, lo studio effettuato è stato riassunto all’interno di tabelle che
riportano per ogni “fascia” precedentemente descritta, in funzione del numero di cicli, il
numero totale di cricche (Tab.4.7).

Capitolo 4
- 102 -
MB03
N grigio ciano viola marrone bianco nero N°cracks
tot
… 0 1 0 0 0 0 1
8004 0 1 0 0 0 0 1
8819 0 1 0 0 0 0 1
9853 2 3 0 0 0 0 5
…
20506 2 3 0 0 0 0 5
22040 3 3 0 0 0 0 6
23510 3 3 1 0 0 0 7
26584 4 3 1 0 0 0 8
…..
Tab.4.7 Classificazione delle cricche a +25° per il provino MB03.
In questo caso la crack density totale (cd25TOT) e la crack density pesata (cd25W) sono
state calcolate utilizzando le equazioni (4.3) e (4.4):
)25(25
senL
cracksNcd TOT
TOT (4.3)
)25(
%25
senL
lunghezzaNcrackscd W (4.4)
I grafici successivi riportano il valore della crack density totale in funzione del numero
di cicli per le cricche a +25°.
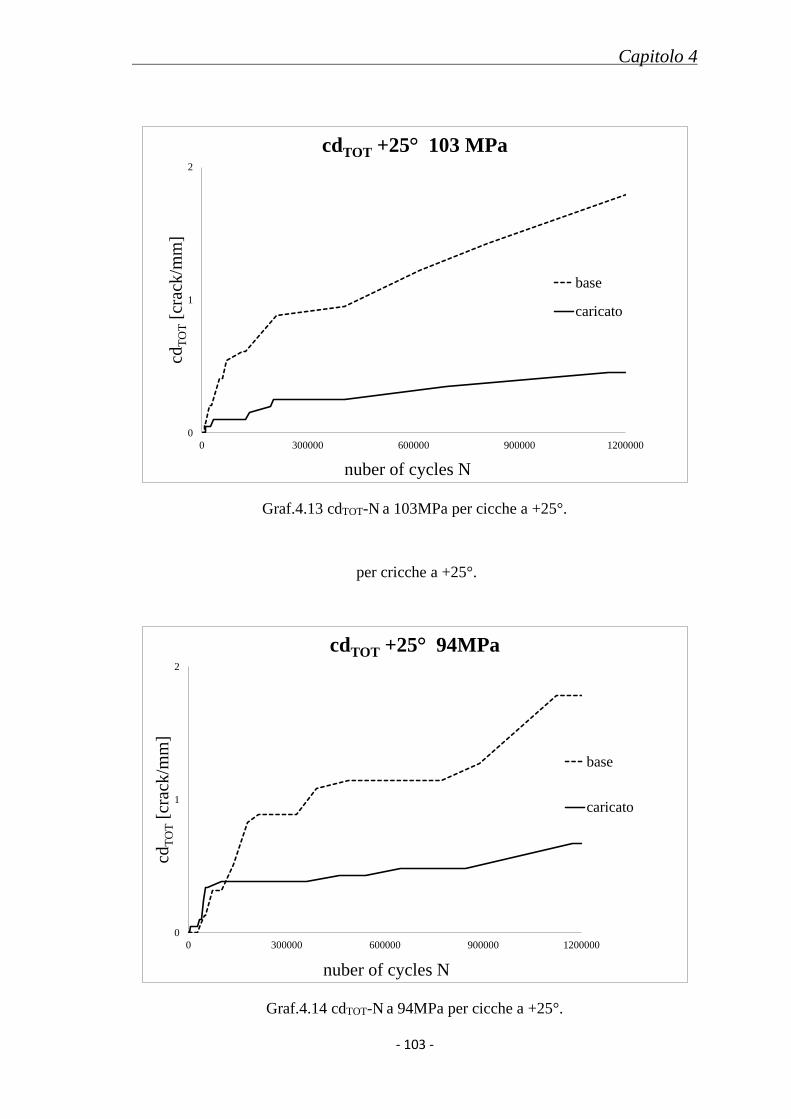
Capitolo 4
- 103 -
0
1
2
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT +25 103 MPa
base
caricato
Graf.4.13 cdTOT-N a 103MPa per cicche a +25°.
per cricche a +25°.
0
1
2
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT +25 94MPa
base
caricato
Graf.4.14 cdTOT-N a 94MPa per cicche a +25°.
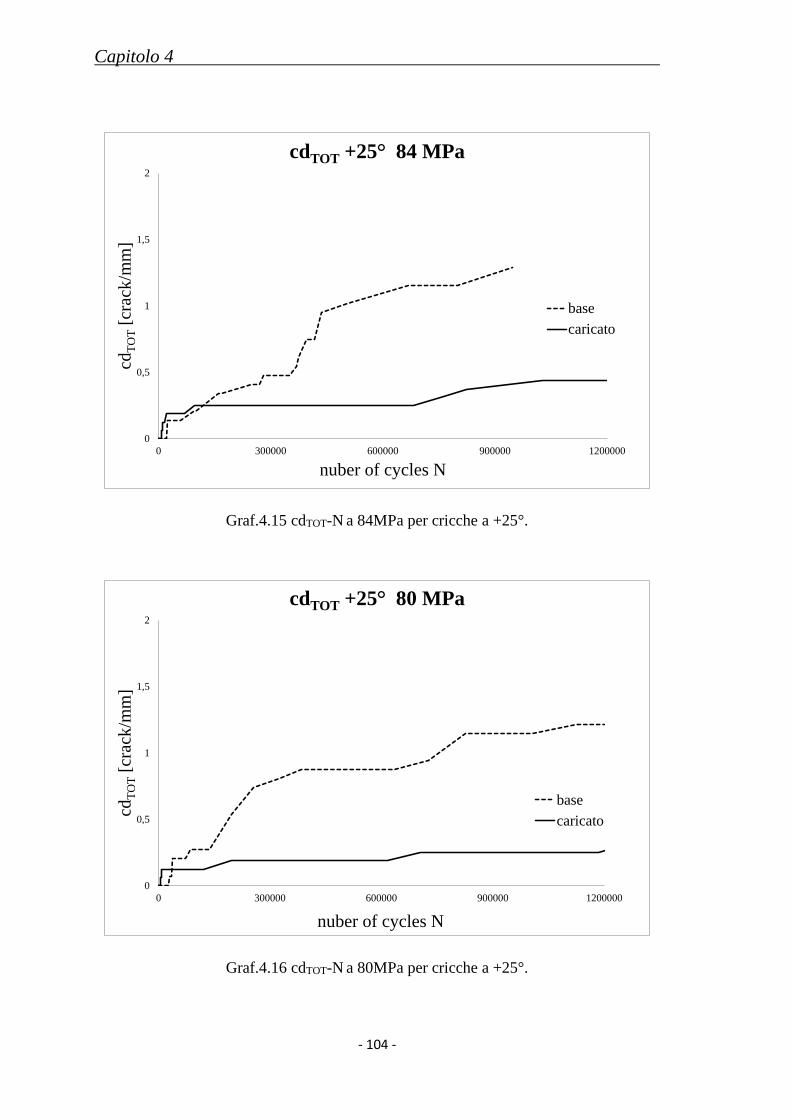
Capitolo 4
- 104 -
0
0,5
1
1,5
2
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT +25 84 MPa
base
caricato
Graf.4.15 cdTOT-N a 84MPa per cricche a +25°.
0
0,5
1
1,5
2
0 300000 600000 900000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT +25 80 MPa
base
caricato
Graf.4.16 cdTOT-N a 80MPa per cricche a +25°.
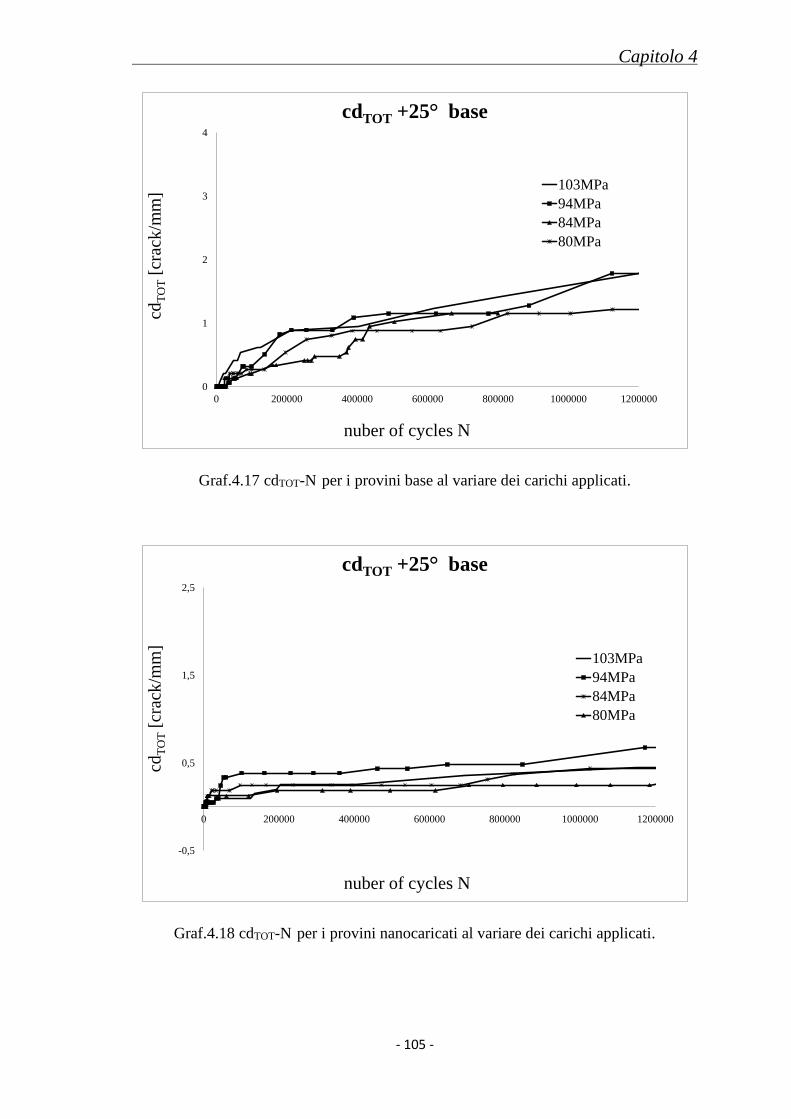
Capitolo 4
- 105 -
0
1
2
3
4
0 200000 400000 600000 800000 1000000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT +25 base
103MPa
94MPa
84MPa
80MPa
Graf.4.17 cdTOT-N per i provini base al variare dei carichi applicati.
-0,5
0,5
1,5
2,5
0 200000 400000 600000 800000 1000000 1200000
cdT
OT
[cra
ck/m
m]
nuber of cycles N
cdTOT +25 base
103MPa
94MPa
84MPa
80MPa
Graf.4.18 cdTOT-N per i provini nanocaricati al variare dei carichi applicati.
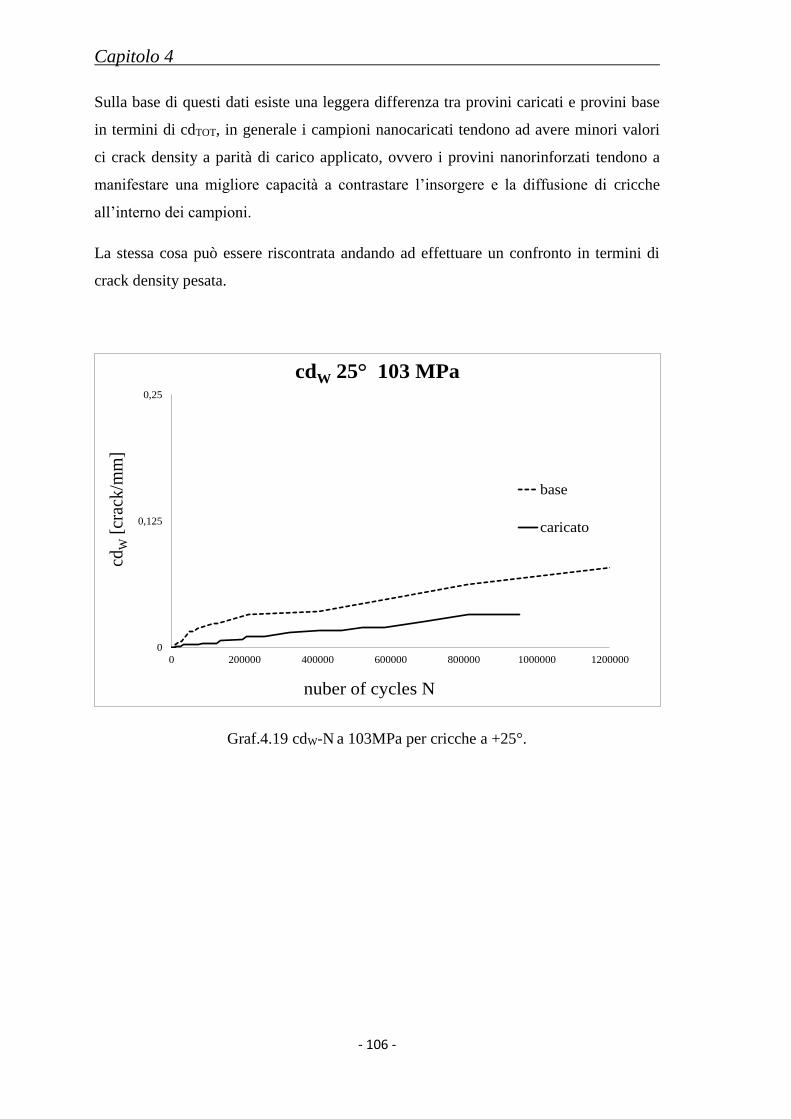
Capitolo 4
- 106 -
Sulla base di questi dati esiste una leggera differenza tra provini caricati e provini base
in termini di cdTOT, in generale i campioni nanocaricati tendono ad avere minori valori
ci crack density a parità di carico applicato, ovvero i provini nanorinforzati tendono a
manifestare una migliore capacità a contrastare l’insorgere e la diffusione di cricche
all’interno dei campioni.
La stessa cosa può essere riscontrata andando ad effettuare un confronto in termini di
crack density pesata.
0
0,125
0,25
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 25 103 MPa
base
caricato
Graf.4.19 cdW-N a 103MPa per cricche a +25°.
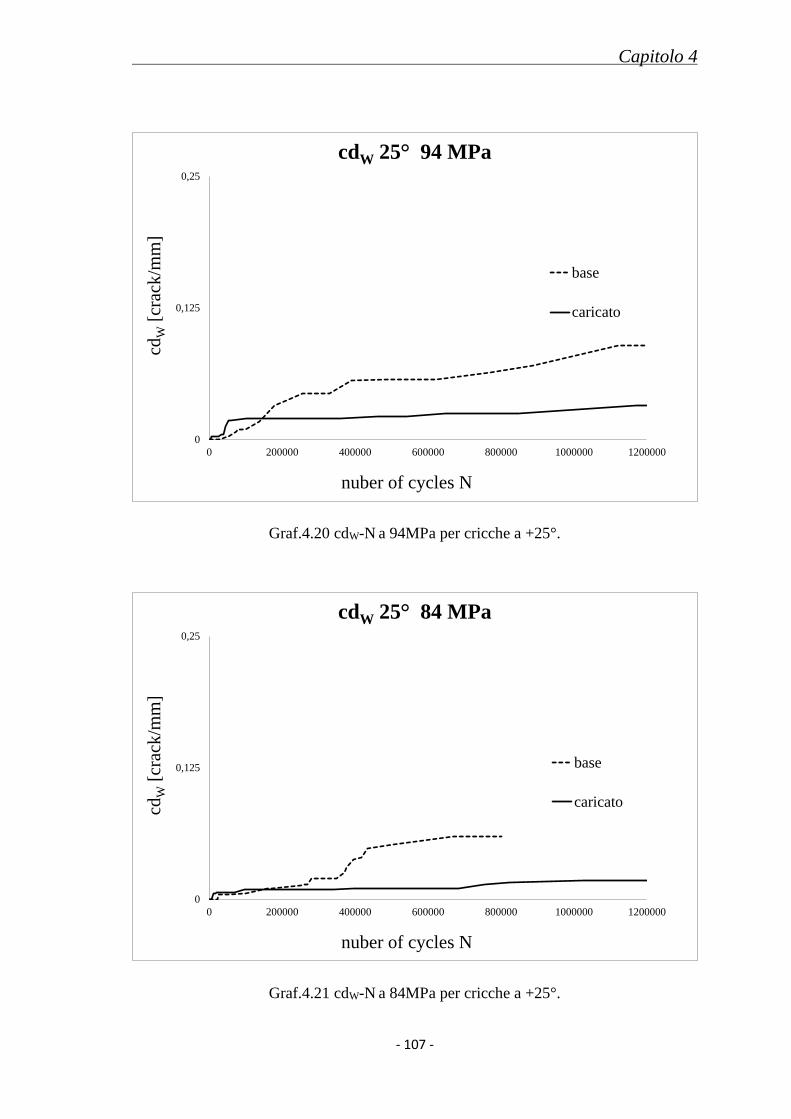
Capitolo 4
- 107 -
0
0,125
0,25
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 25 94 MPa
base
caricato
Graf.4.20 cdW-N a 94MPa per cricche a +25°.
0
0,125
0,25
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 25 84 MPa
base
caricato
Graf.4.21 cdW-N a 84MPa per cricche a +25°.
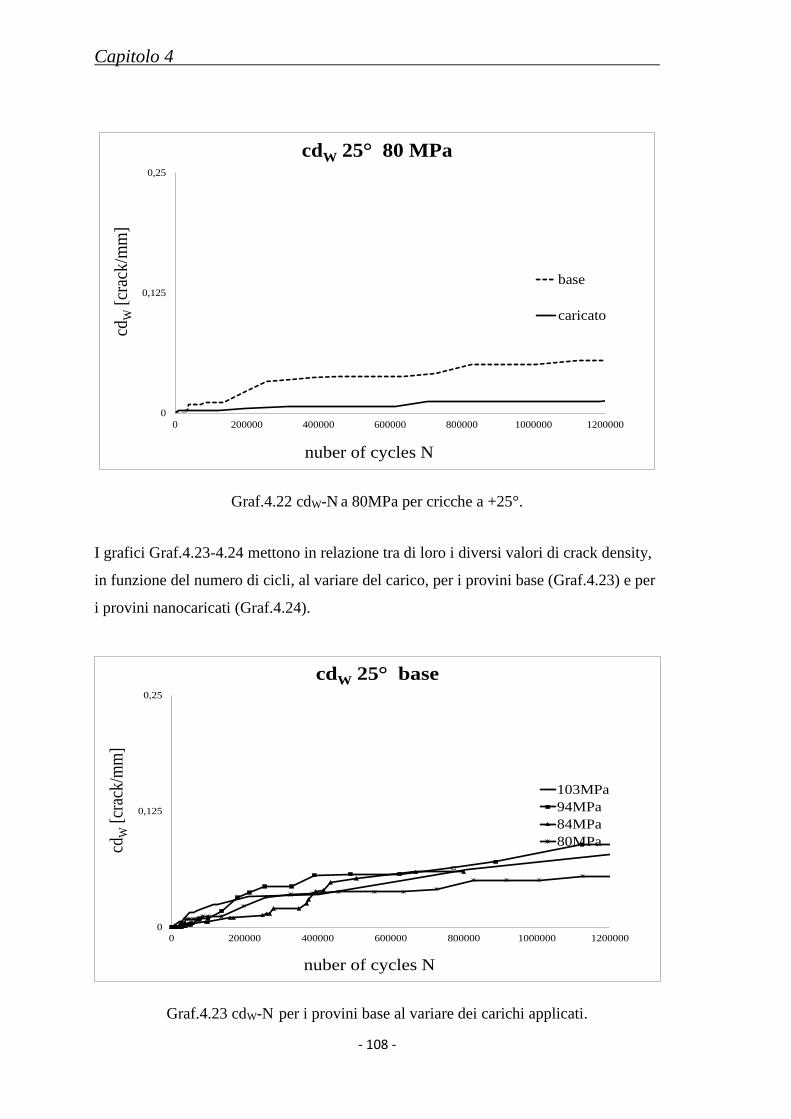
Capitolo 4
- 108 -
0
0,125
0,25
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 25 80 MPa
base
caricato
Graf.4.22 cdW-N a 80MPa per cricche a +25°.
I grafici Graf.4.23-4.24 mettono in relazione tra di loro i diversi valori di crack density,
in funzione del numero di cicli, al variare del carico, per i provini base (Graf.4.23) e per
i provini nanocaricati (Graf.4.24).
0
0,125
0,25
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 25 base
103MPa
94MPa
84MPa
80MPa
Graf.4.23 cdW-N per i provini base al variare dei carichi applicati.
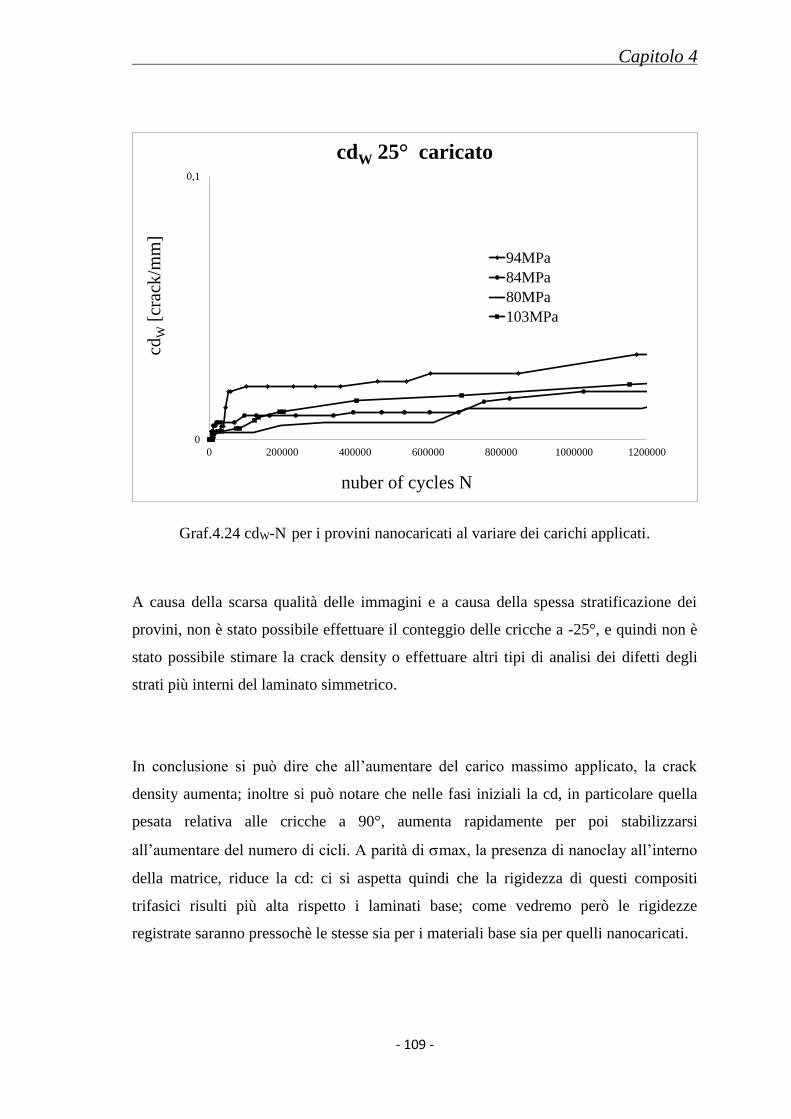
Capitolo 4
- 109 -
0
0,1
0 200000 400000 600000 800000 1000000 1200000
cdW
[cra
ck/m
m]
nuber of cycles N
cdW 25 caricato
94MPa
84MPa
80MPa
103MPa
Graf.4.24 cdW-N per i provini nanocaricati al variare dei carichi applicati.
A causa della scarsa qualità delle immagini e a causa della spessa stratificazione dei
provini, non è stato possibile effettuare il conteggio delle cricche a -25°, e quindi non è
stato possibile stimare la crack density o effettuare altri tipi di analisi dei difetti degli
strati più interni del laminato simmetrico.
In conclusione si può dire che all’aumentare del carico massimo applicato, la crack
density aumenta; inoltre si può notare che nelle fasi iniziali la cd, in particolare quella
pesata relativa alle cricche a 90°, aumenta rapidamente per poi stabilizzarsi
all’aumentare del numero di cicli. A parità di max, la presenza di nanoclay all’interno
della matrice, riduce la cd: ci si aspetta quindi che la rigidezza di questi compositi
trifasici risulti più alta rispetto i laminati base; come vedremo però le rigidezze
registrate saranno pressochè le stesse sia per i materiali base sia per quelli nanocaricati.
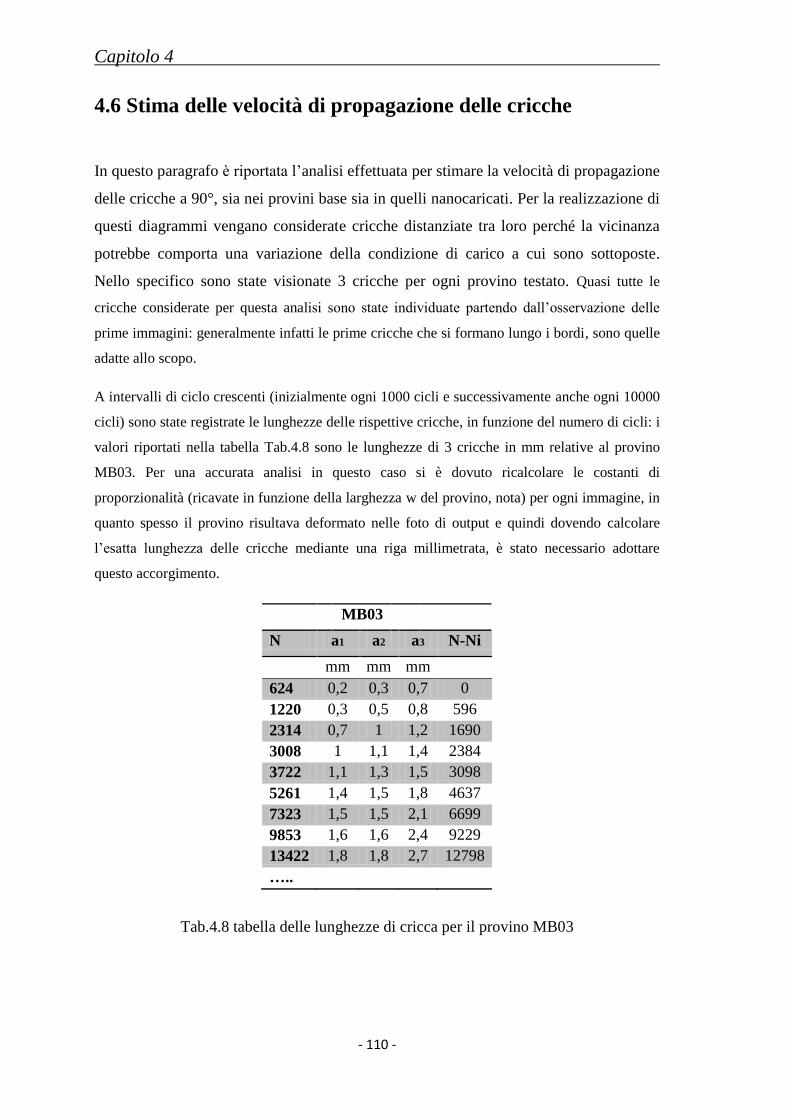
Capitolo 4
- 110 -
4.6 Stima delle velocità di propagazione delle cricche
In questo paragrafo è riportata l’analisi effettuata per stimare la velocità di propagazione
delle cricche a 90°, sia nei provini base sia in quelli nanocaricati. Per la realizzazione di
questi diagrammi vengano considerate cricche distanziate tra loro perché la vicinanza
potrebbe comporta una variazione della condizione di carico a cui sono sottoposte.
Nello specifico sono state visionate 3 cricche per ogni provino testato. Quasi tutte le
cricche considerate per questa analisi sono state individuate partendo dall’osservazione delle
prime immagini: generalmente infatti le prime cricche che si formano lungo i bordi, sono quelle
adatte allo scopo.
A intervalli di ciclo crescenti (inizialmente ogni 1000 cicli e successivamente anche ogni 10000
cicli) sono state registrate le lunghezze delle rispettive cricche, in funzione del numero di cicli: i
valori riportati nella tabella Tab.4.8 sono le lunghezze di 3 cricche in mm relative al provino
MB03. Per una accurata analisi in questo caso si è dovuto ricalcolare le costanti di
proporzionalità (ricavate in funzione della larghezza w del provino, nota) per ogni immagine, in
quanto spesso il provino risultava deformato nelle foto di output e quindi dovendo calcolare
l’esatta lunghezza delle cricche mediante una riga millimetrata, è stato necessario adottare
questo accorgimento.
MB03
N a1 a2 a3 N-Ni
mm mm mm
624 0,2 0,3 0,7 0
1220 0,3 0,5 0,8 596
2314 0,7 1 1,2 1690
3008 1 1,1 1,4 2384
3722 1,1 1,3 1,5 3098
5261 1,4 1,5 1,8 4637
7323 1,5 1,5 2,1 6699
9853 1,6 1,6 2,4 9229
13422 1,8 1,8 2,7 12798
…..
Tab.4.8 tabella delle lunghezze di cricca per il provino MB03
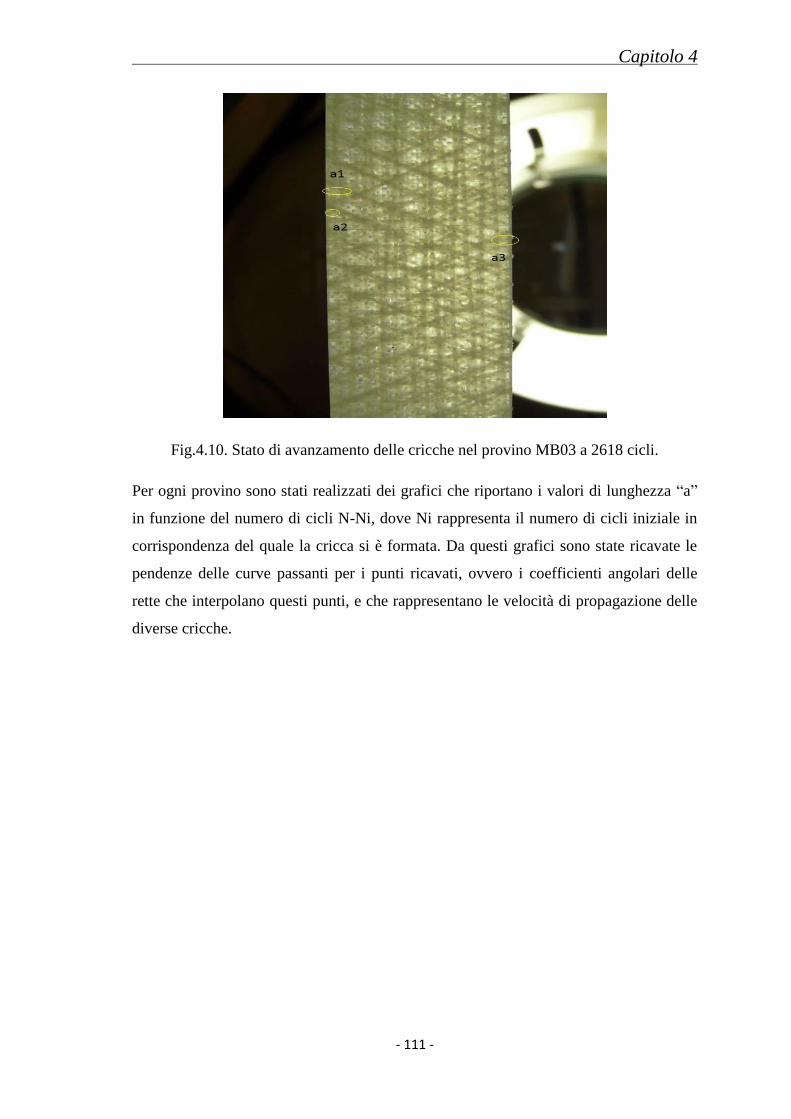
Capitolo 4
- 111 -
Fig.4.10. Stato di avanzamento delle cricche nel provino MB03 a 2618 cicli.
Per ogni provino sono stati realizzati dei grafici che riportano i valori di lunghezza “a”
in funzione del numero di cicli N-Ni, dove Ni rappresenta il numero di cicli iniziale in
corrispondenza del quale la cricca si è formata. Da questi grafici sono state ricavate le
pendenze delle curve passanti per i punti ricavati, ovvero i coefficienti angolari delle
rette che interpolano questi punti, e che rappresentano le velocità di propagazione delle
diverse cricche.
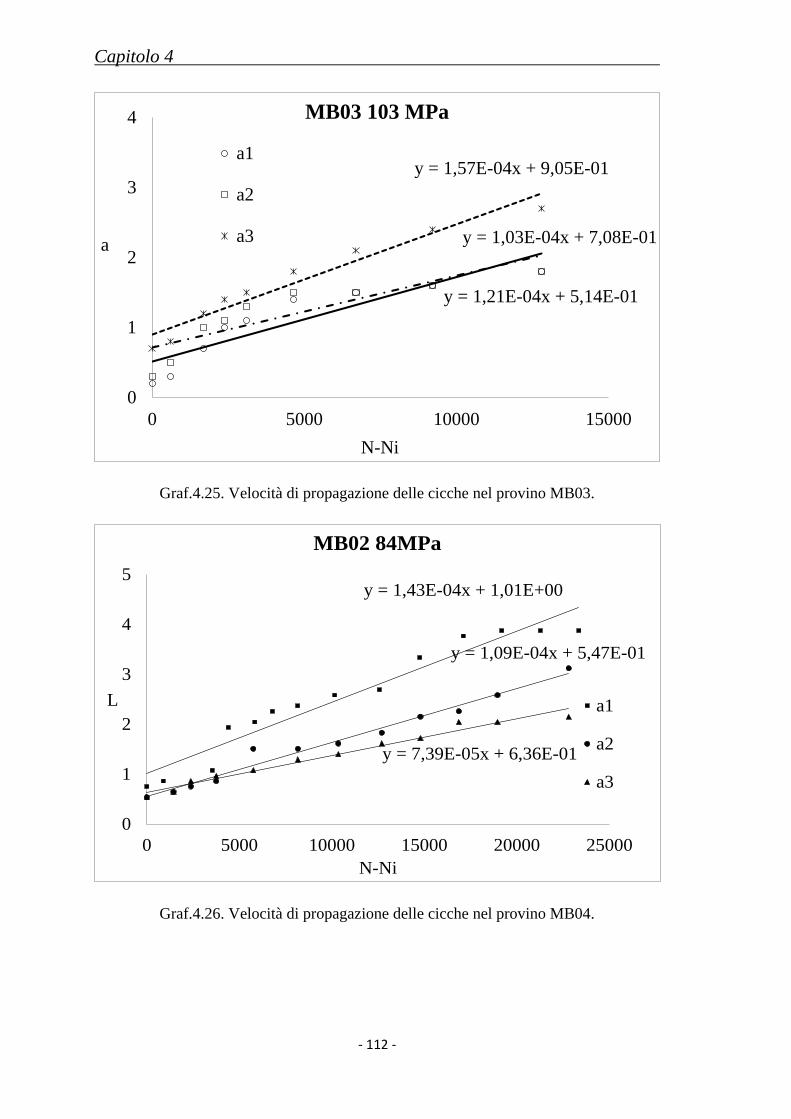
Capitolo 4
- 112 -
y = 1,21E-04x + 5,14E-01
y = 1,03E-04x + 7,08E-01
y = 1,57E-04x + 9,05E-01
0
1
2
3
4
0 5000 10000 15000
a
N-Ni
MB03 103 MPa
a1
a2
a3
Graf.4.25. Velocità di propagazione delle cicche nel provino MB03.
y = 1,43E-04x + 1,01E+00
y = 1,09E-04x + 5,47E-01
y = 7,39E-05x + 6,36E-01
0
1
2
3
4
5
0 5000 10000 15000 20000 25000
L
N-Ni
MB02 84MPa
a1
a2
a3
Graf.4.26. Velocità di propagazione delle cicche nel provino MB04.
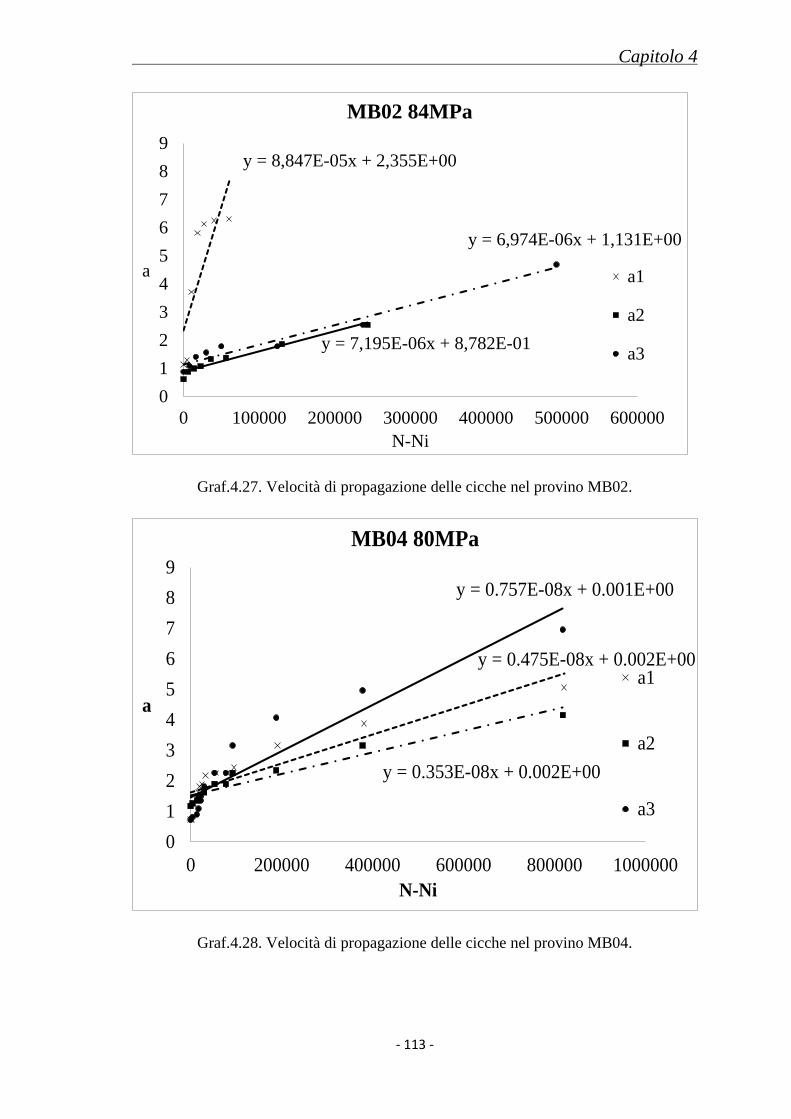
Capitolo 4
- 113 -
y = 8,847E-05x + 2,355E+00
y = 7,195E-06x + 8,782E-01
y = 6,974E-06x + 1,131E+00
0
1
2
3
4
5
6
7
8
9
0 100000 200000 300000 400000 500000 600000
a
N-Ni
MB02 84MPa
a1
a2
a3
Graf.4.27. Velocità di propagazione delle cicche nel provino MB02.
y = 0.475E-08x + 0.002E+00
y = 0.353E-08x + 0.002E+00
y = 0.757E-08x + 0.001E+00
0
1
2
3
4
5
6
7
8
9
0 200000 400000 600000 800000 1000000
a
N-Ni
MB04 80MPa
a1
a2
a3
Graf.4.28. Velocità di propagazione delle cicche nel provino MB04.
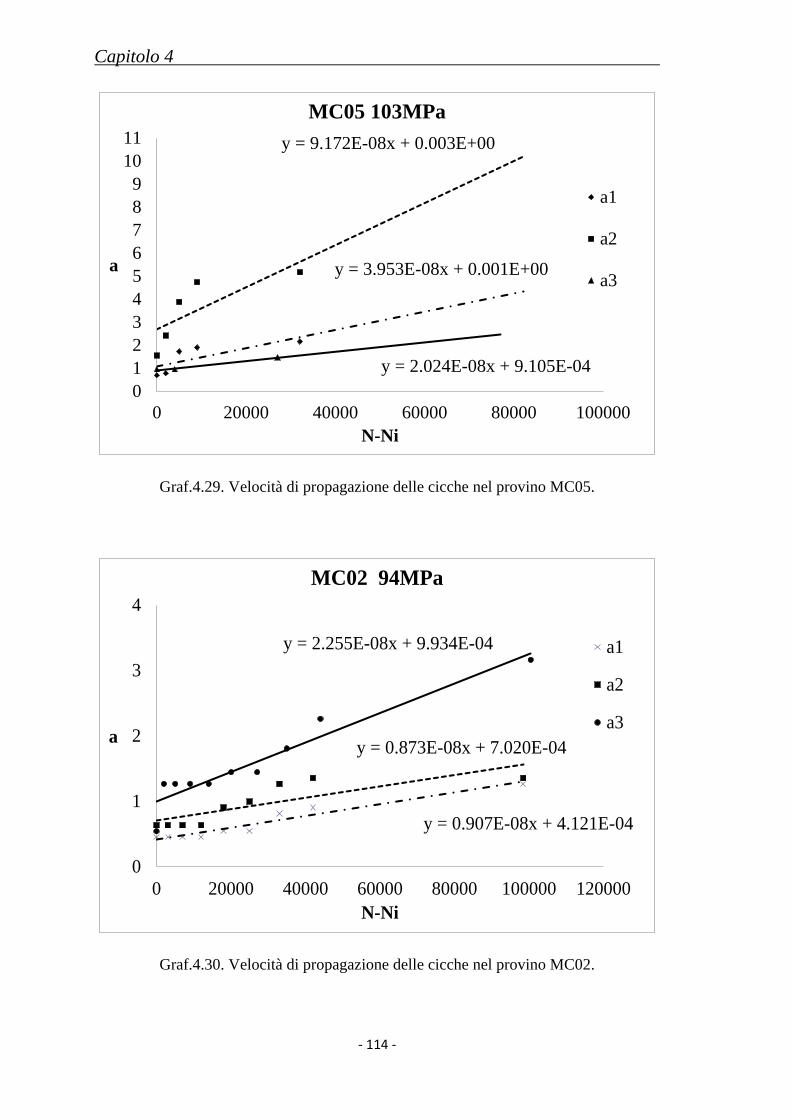
Capitolo 4
- 114 -
y = 3.953E-08x + 0.001E+00
y = 9.172E-08x + 0.003E+00
y = 2.024E-08x + 9.105E-04
0
1
2
3
4
5
6
7
8
9
10
11
0 20000 40000 60000 80000 100000
a
N-Ni
MC05 103MPa
a1
a2
a3
Graf.4.29. Velocità di propagazione delle cicche nel provino MC05.
y = 0.907E-08x + 4.121E-04
y = 0.873E-08x + 7.020E-04
y = 2.255E-08x + 9.934E-04
0
1
2
3
4
0 20000 40000 60000 80000 100000 120000
a
N-Ni
MC02 94MPa
a1
a2
a3
Graf.4.30. Velocità di propagazione delle cicche nel provino MC02.
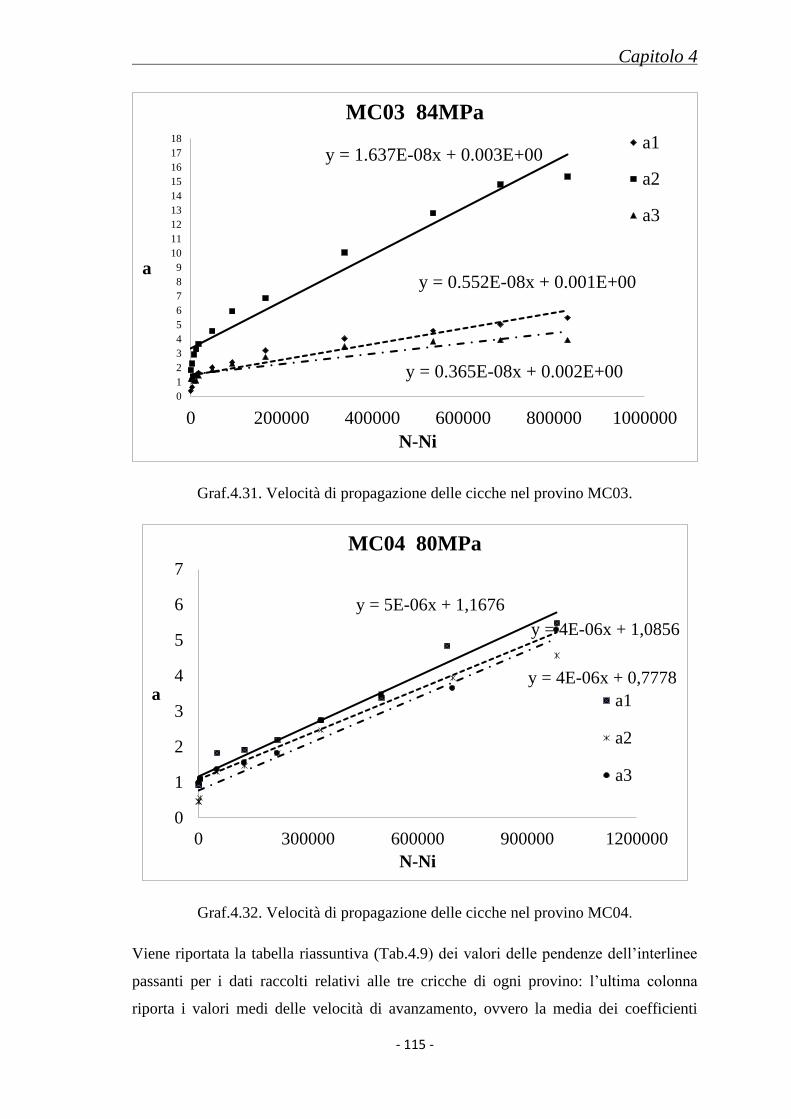
Capitolo 4
- 115 -
y = 0.552E-08x + 0.001E+00
y = 1.637E-08x + 0.003E+00
y = 0.365E-08x + 0.002E+00
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
0 200000 400000 600000 800000 1000000
a
N-Ni
MC03 84MPa
a1
a2
a3
Graf.4.31. Velocità di propagazione delle cicche nel provino MC03.
y = 5E-06x + 1,1676
y = 4E-06x + 0,7778
y = 4E-06x + 1,0856
0
1
2
3
4
5
6
7
0 300000 600000 900000 1200000
a
N-Ni
MC04 80MPa
a1
a2
a3
Graf.4.32. Velocità di propagazione delle cicche nel provino MC04.
Viene riportata la tabella riassuntiva (Tab.4.9) dei valori delle pendenze dell’interlinee
passanti per i dati raccolti relativi alle tre cricche di ogni provino: l’ultima colonna
riporta i valori medi delle velocità di avanzamento, ovvero la media dei coefficienti
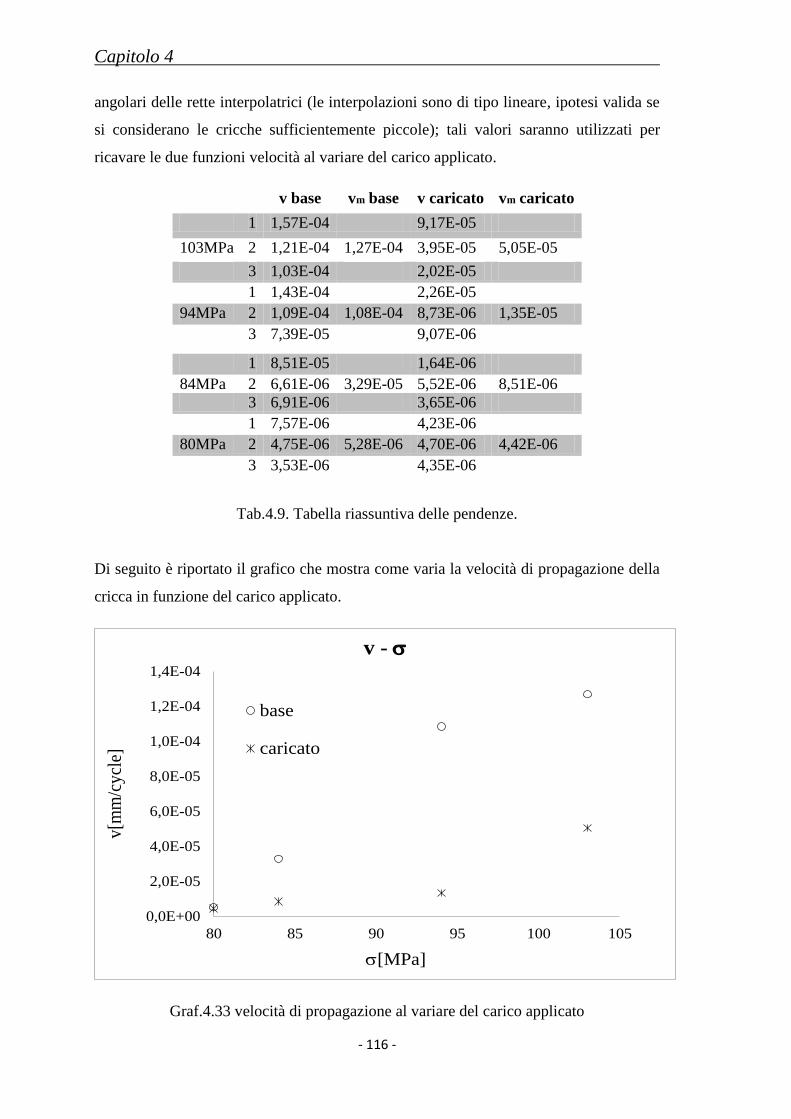
Capitolo 4
- 116 -
angolari delle rette interpolatrici (le interpolazioni sono di tipo lineare, ipotesi valida se
si considerano le cricche sufficientemente piccole); tali valori saranno utilizzati per
ricavare le due funzioni velocità al variare del carico applicato.
v base vm base v caricato vm caricato
1 1,57E-04 9,17E-05
103MPa 2 1,21E-04 1,27E-04 3,95E-05 5,05E-05
3 1,03E-04 2,02E-05
1 1,43E-04 2,26E-05
94MPa 2 1,09E-04 1,08E-04 8,73E-06 1,35E-05
3 7,39E-05 9,07E-06
1 8,51E-05 1,64E-06
84MPa 2 6,61E-06 3,29E-05 5,52E-06 8,51E-06
3 6,91E-06 3,65E-06
1 7,57E-06 4,23E-06
80MPa 2 4,75E-06 5,28E-06 4,70E-06 4,42E-06
3 3,53E-06 4,35E-06
Tab.4.9. Tabella riassuntiva delle pendenze.
Di seguito è riportato il grafico che mostra come varia la velocità di propagazione della
cricca in funzione del carico applicato.
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
80 85 90 95 100 105
v[m
m/c
ycl
e]
[MPa]
v -
base
caricato
Graf.4.33 velocità di propagazione al variare del carico applicato

Capitolo 4
- 117 -
E’ possibile osservare che nei provini nanocaricati, la velocità di propagazione delle
cricche a 90° risulta inferiore a quella dei provini con resina base. In particolare questo
grafico mostra come tale differenza incrementi all’aumentare del carico applicato: con
sollecitazioni di 80MPa tale differenza è solo di pochi punti percentuale mentre a
103MPa è di quasi un ordine di grandezza.
Capitolo 4
- 118 -
4.7 Riduzione della rigidezza
La nascita dei difetti nella matrice di questi compositi porta a una riduzione della loro
rigidezza, in questi grafici saranno riportati i valori della rigidezza normalizzata rispetto
la E0 del materiale integro (misurata a 1000 cicli per semplicità). Circa a metà del
provino è stato montato un estensometro, uno strumento altamente sensibile che
consente di misurare le deformazioni locali della regione di interesse sulla quale è
montato.
Il software collegato all’estensometro salva all’interno di un file i valori della tensione
locale e della corrispondente deformazione, nello specifico memorizza 3 cicli reali ogni
mille cicli e mantiene separati questi dati all’interno della stessa cartella, in modo da
ottenere il valore “istantaneo” della rigidezza, sapendo che essa risulta essere la
pendenza della curva sforzo-deformazione. A intervalli di ciclo crescenti sono stati
calcolati i valori “istantanei” delle rigidezze inizialmente ogni mille cicli e
successivamente incrementando tale step.
Le prove effettuate sui provini MB02-03-04 per i quali è stata utilizzata una fotocamera
digitale manuale per l’analisi della crack density sono state interrotte ripetutamente
perché era necessaria la presenza sul posto di un operatore che potesse acquisire le
immagini.
Solitamente quando si interrompe una prova ma in particolare quando l’estensometro
viene smontato e rimontato dal provino, i dati che poi il software restituisce in termini
di deformazione mostrano discrepanze rispetto i valori raccolti prima dell’ultima
interruzione, anche se lo strumento viene posizionato sulla stessa area di osservazione.
Per questo motivo i grafici che riportano la diminuzione di rigidezza in funzione di N si
interrompono a valori non superiori a 300000 cicli. Vengono ora riportati i grafici di
confronto tra provini base e nanocaricati al variare del numero di cicli.
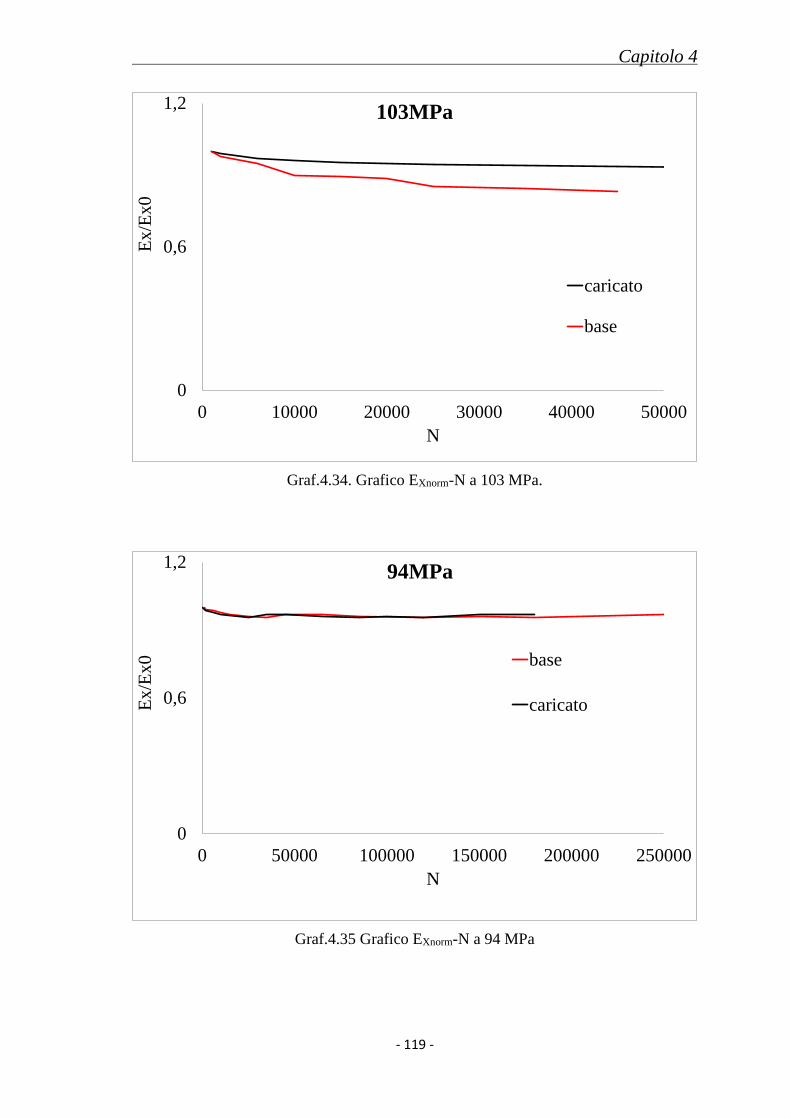
Capitolo 4
- 119 -
0
0,6
1,2
0 10000 20000 30000 40000 50000
Ex/E
x0
N
103MPa
caricato
base
Graf.4.34. Grafico EXnorm-N a 103 MPa.
0
0,6
1,2
0 50000 100000 150000 200000 250000
Ex/E
x0
N
94MPa
base
caricato
Graf.4.35 Grafico EXnorm-N a 94 MPa
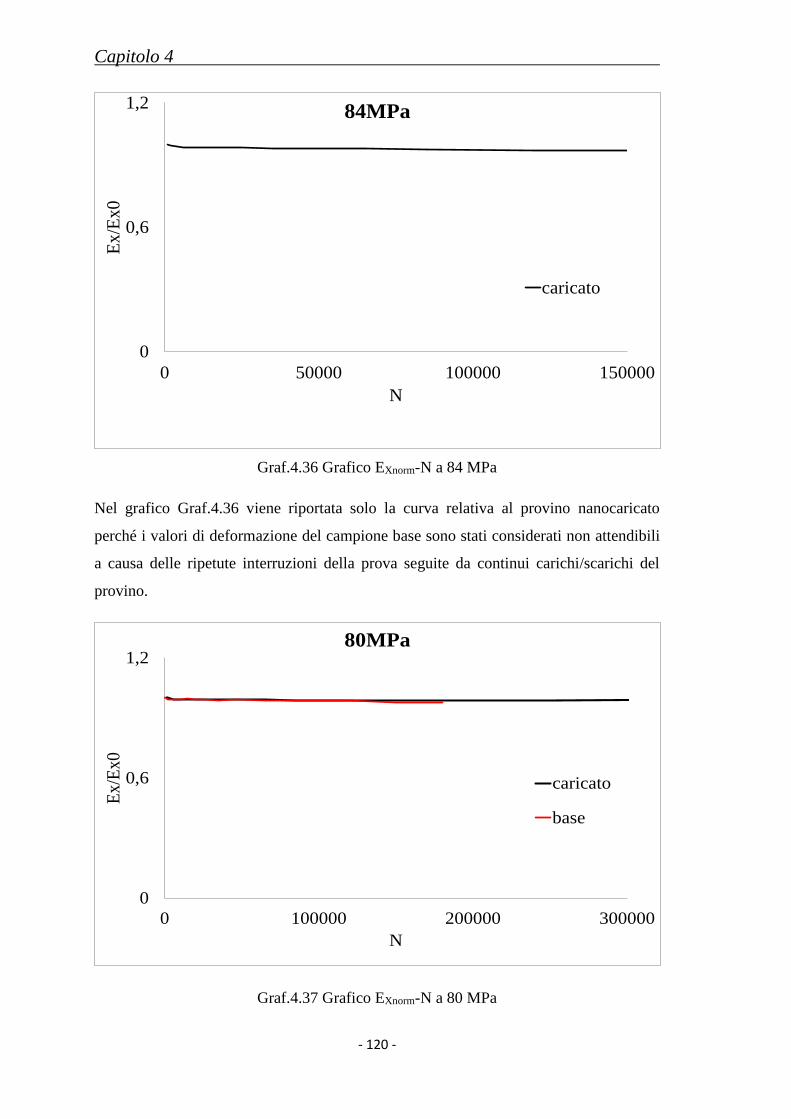
Capitolo 4
- 120 -
0
0,6
1,2
0 50000 100000 150000
Ex/E
x0
N
84MPa
caricato
Graf.4.36 Grafico EXnorm-N a 84 MPa
Nel grafico Graf.4.36 viene riportata solo la curva relativa al provino nanocaricato
perché i valori di deformazione del campione base sono stati considerati non attendibili
a causa delle ripetute interruzioni della prova seguite da continui carichi/scarichi del
provino.
0
0,6
1,2
0 100000 200000 300000
Ex
/Ex
0
N
80MPa
caricato
base
Graf.4.37 Grafico EXnorm-N a 80 MPa
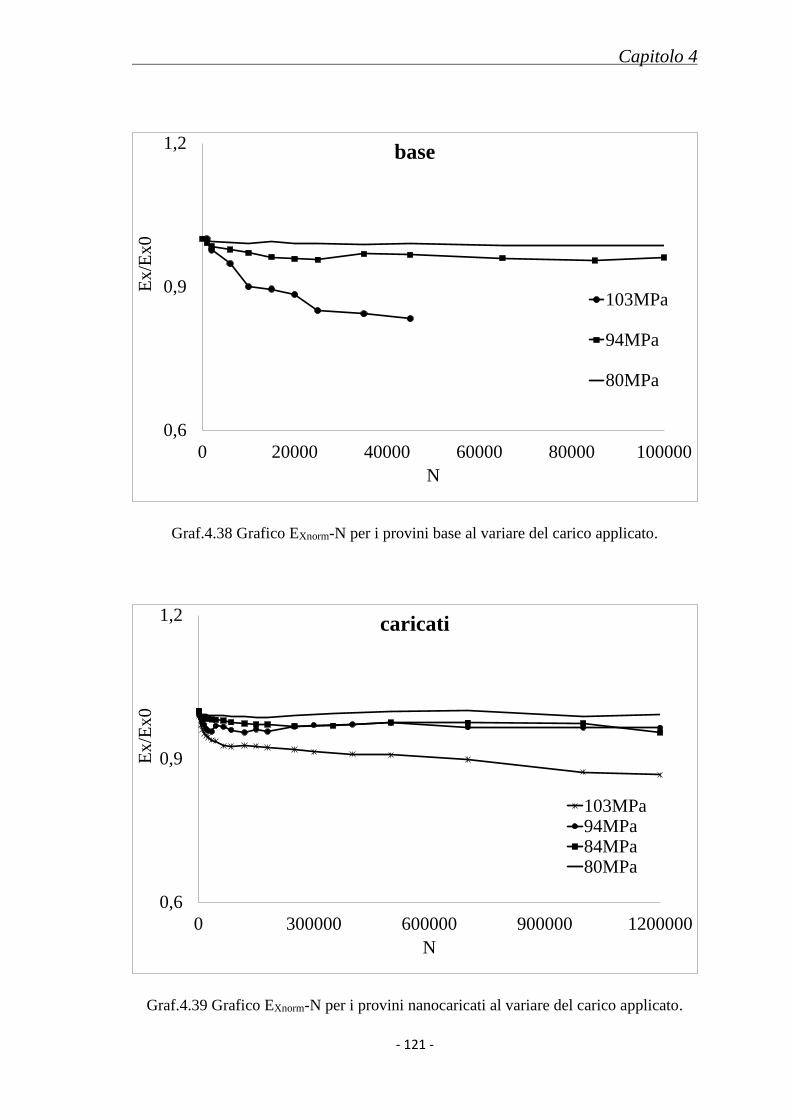
Capitolo 4
- 121 -
0,6
0,9
1,2
0 20000 40000 60000 80000 100000
Ex/E
x0
N
base
103MPa
94MPa
80MPa
Graf.4.38 Grafico EXnorm-N per i provini base al variare del carico applicato.
0,6
0,9
1,2
0 300000 600000 900000 1200000
Ex/E
x0
N
caricati
103MPa94MPa84MPa80MPa
Graf.4.39 Grafico EXnorm-N per i provini nanocaricati al variare del carico applicato.
Capitolo 4
- 122 -
Nelle prime fasi la rigidezza cala sensibilmente per poi raggiungere un plateau
orizzontale. Per quanto riportato nel precedente paragrafo sulla velocità di avanzamento
delle cricche, la presenza di nanocariche all’interno del laminato dovrebbe contrastare
l’avanzamento delle cricche, aiutando il materiale a conservare la sua rigidezza iniziale
(E0); in realtà da questi grafici si può osservare che i benefici sperati per effetto delle
nanoparticelle di silice sono limitati. Solo il confronto tra le curve di rigidezza del
campione base e caricato, con carico massimo 103MPa, mostrano una differenza
importante, degna di nota.
La cdW per le cricche a 90° è di un ordine di grandezza più grande rispetto la cd delle
cricche a +25° questo ci fa pensare che la rigidezza sia maggiormente influenzata dalla
cd delle cricche sulle strato a 90°. Se si osservano le curve cdW – N è possibile notare
che i dati relativi al materiale base e nanocaricato sono molti vicini tra loro tranne per il
caso del provino con carico massimo di 103 MPa, questo giustifica i risultati ottenuti in
termini di rigidezza.
Per accertare il beneficio delle nanoparticelle nel caso di tensioni massime elevate
sarebbe opportuno effettuare altre analisi utilizzando lo stesso carico.
Precedenti lavori hanno dimostrato che il comportamento a fatica di campioni con fibre
off-axis e angle-ply è fortemente influenzato dalla propagazione di cricche nella resina
della matrice [5]. Conclusioni simili sono state elaborate anche in un recente studio
dove si è dimostrato che i modi di cedimento erano fortemente legati al carico ciclico
applicato [6]. Inoltre è stato dimostrato che per questi compositi le modalità di rottura
sono sempre dominate dalla matrice.
Capitolo 5
- 123 -
Capitolo 5
Verifica del modello Shear Lag mediante
analisi FEM
5.1 Descrizione del modello Shear Lag
Sviluppato dall’Università di Padova, lo Shaer Lag è un modello per la stima delle
proprietà elastiche di laminati multi direzionali simmetrici, criccati.
Il modello media tensioni e deformazioni sul volume totale di ciascuna lamina e
permette di ottenere la matrice di rigidezza del laminato in funzione della crack density,
richiedendo come dati di imput solamente la geometria e le propietà elastiche delle
lamine.
Il modello proposto trova riscontro con i dati sperimentali e i risultati agli elementi finiti
presenti in letteratura. Il presente capitolo ha lo scopo di verificare mediante
modellazione FEM se il presente modello riproduce correttamente anche la
distribuzione delle tensioni all’interno del materiale sollecitato.
5.2 Cross ply criccato [0°,90°]s con cricche sullo strato a 0°
L’obbiettivo dello studio è quello di confrontare la distribuzione delle tensioni del
modello analitico Shear Lag con le tensioni ottenute dall’analisi FEM, al variare del
valore di crack density (cd), in due diverse condizioni di carico: TRAZIONE e
TAGLIO, al fine di decretarne l’accuratezza non solo per il calcolo dei moduli elastici
Ex e Gxy ma anche per la distribuzione delle tensioni tra due cricche all’interno del
laminato.
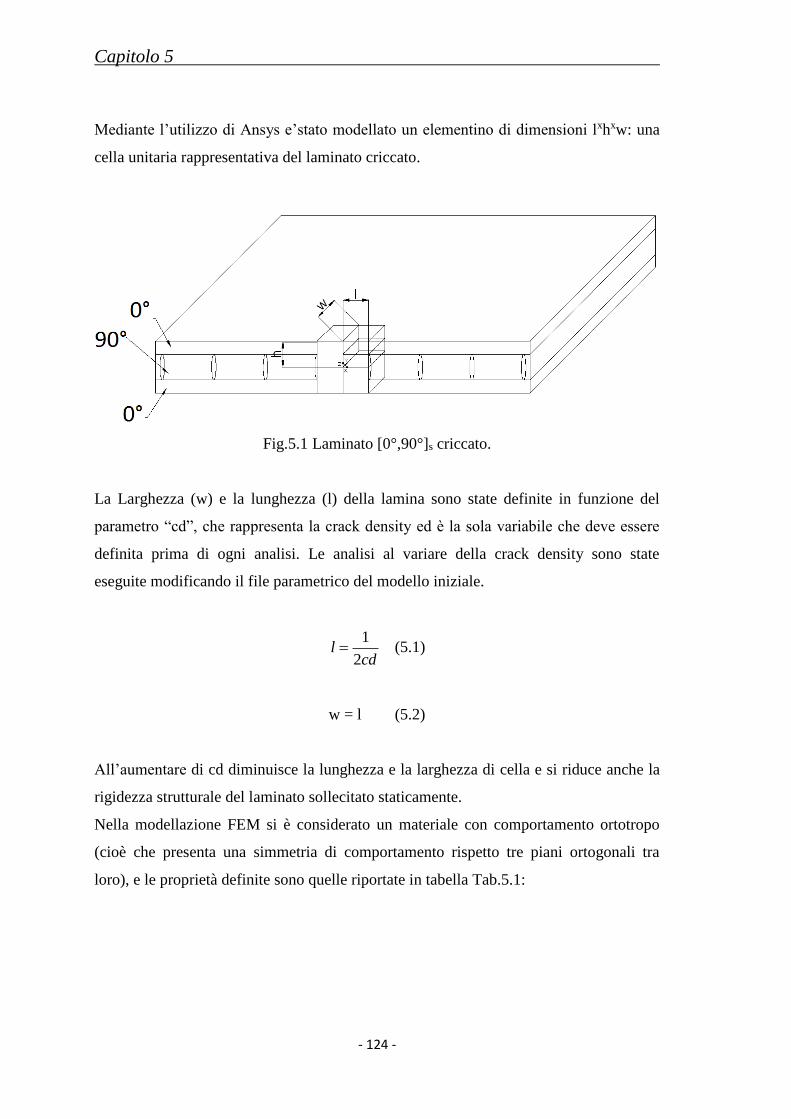
Capitolo 5
- 124 -
Mediante l’utilizzo di Ansys e’stato modellato un elementino di dimensioni lxhxw: una
cella unitaria rappresentativa del laminato criccato.
Fig.5.1 Laminato [0°,90°]s criccato.
La Larghezza (w) e la lunghezza (l) della lamina sono state definite in funzione del
parametro “cd”, che rappresenta la crack density ed è la sola variabile che deve essere
definita prima di ogni analisi. Le analisi al variare della crack density sono state
eseguite modificando il file parametrico del modello iniziale.
1
2l
cd (5.1)
w = l (5.2)
All’aumentare di cd diminuisce la lunghezza e la larghezza di cella e si riduce anche la
rigidezza strutturale del laminato sollecitato staticamente.
Nella modellazione FEM si è considerato un materiale con comportamento ortotropo
(cioè che presenta una simmetria di comportamento rispetto tre piani ortogonali tra
loro), e le proprietà definite sono quelle riportate in tabella Tab.5.1:
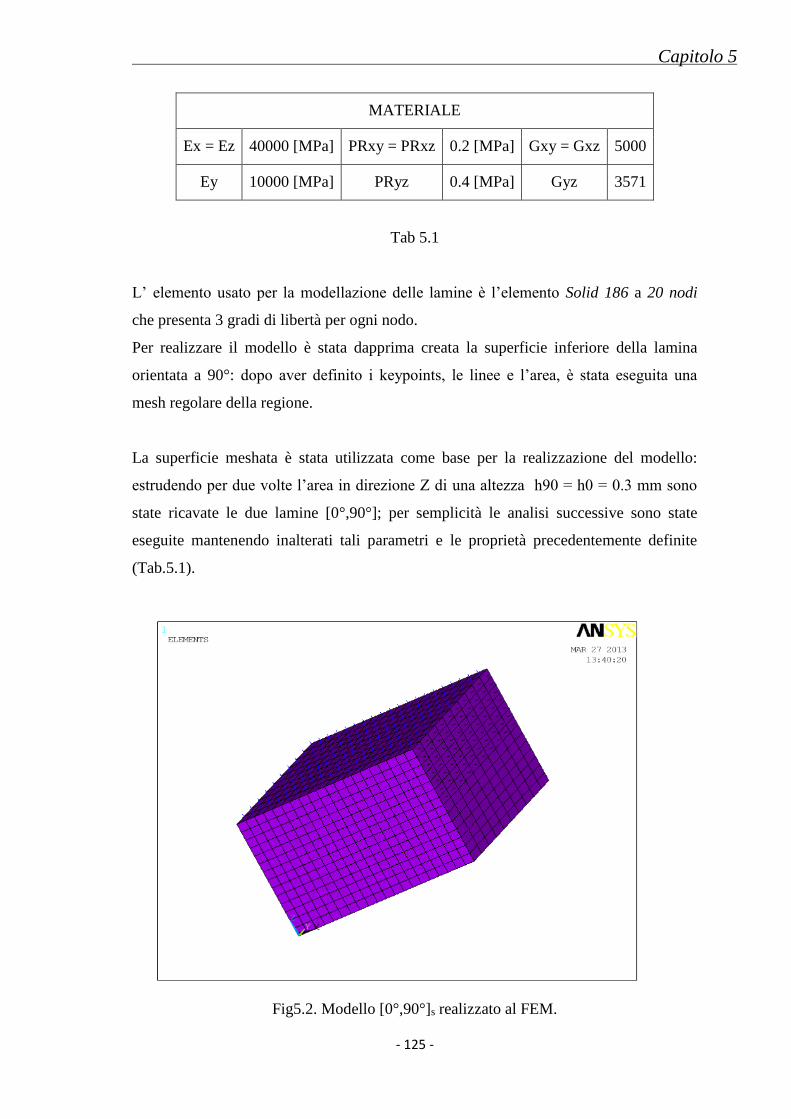
Capitolo 5
- 125 -
MATERIALE
Ex = Ez 40000 [MPa] PRxy = PRxz 0.2 [MPa] Gxy = Gxz 5000
Ey 10000 [MPa] PRyz 0.4 [MPa] Gyz 3571
Tab 5.1
L’ elemento usato per la modellazione delle lamine è l’elemento Solid 186 a 20 nodi
che presenta 3 gradi di libertà per ogni nodo.
Per realizzare il modello è stata dapprima creata la superficie inferiore della lamina
orientata a 90°: dopo aver definito i keypoints, le linee e l’area, è stata eseguita una
mesh regolare della regione.
La superficie meshata è stata utilizzata come base per la realizzazione del modello:
estrudendo per due volte l’area in direzione Z di una altezza h90 = h0 = 0.3 mm sono
state ricavate le due lamine [0°,90°]; per semplicità le analisi successive sono state
eseguite mantenendo inalterati tali parametri e le proprietà precedentemente definite
(Tab.5.1).
Fig5.2. Modello [0°,90°]s realizzato al FEM.
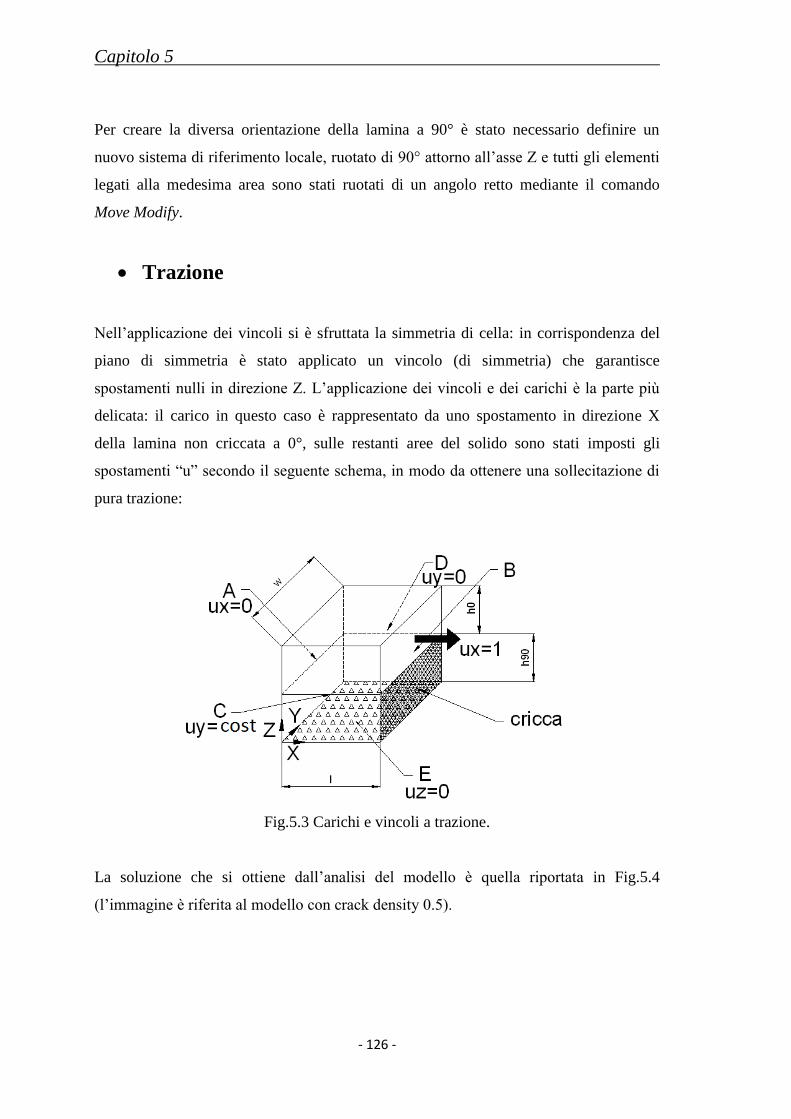
Capitolo 5
- 126 -
Per creare la diversa orientazione della lamina a 90° è stato necessario definire un
nuovo sistema di riferimento locale, ruotato di 90° attorno all’asse Z e tutti gli elementi
legati alla medesima area sono stati ruotati di un angolo retto mediante il comando
Move Modify.
Trazione
Nell’applicazione dei vincoli si è sfruttata la simmetria di cella: in corrispondenza del
piano di simmetria è stato applicato un vincolo (di simmetria) che garantisce
spostamenti nulli in direzione Z. L’applicazione dei vincoli e dei carichi è la parte più
delicata: il carico in questo caso è rappresentato da uno spostamento in direzione X
della lamina non criccata a 0°, sulle restanti aree del solido sono stati imposti gli
spostamenti “u” secondo il seguente schema, in modo da ottenere una sollecitazione di
pura trazione:
Fig.5.3 Carichi e vincoli a trazione.
La soluzione che si ottiene dall’analisi del modello è quella riportata in Fig.5.4
(l’immagine è riferita al modello con crack density 0.5).
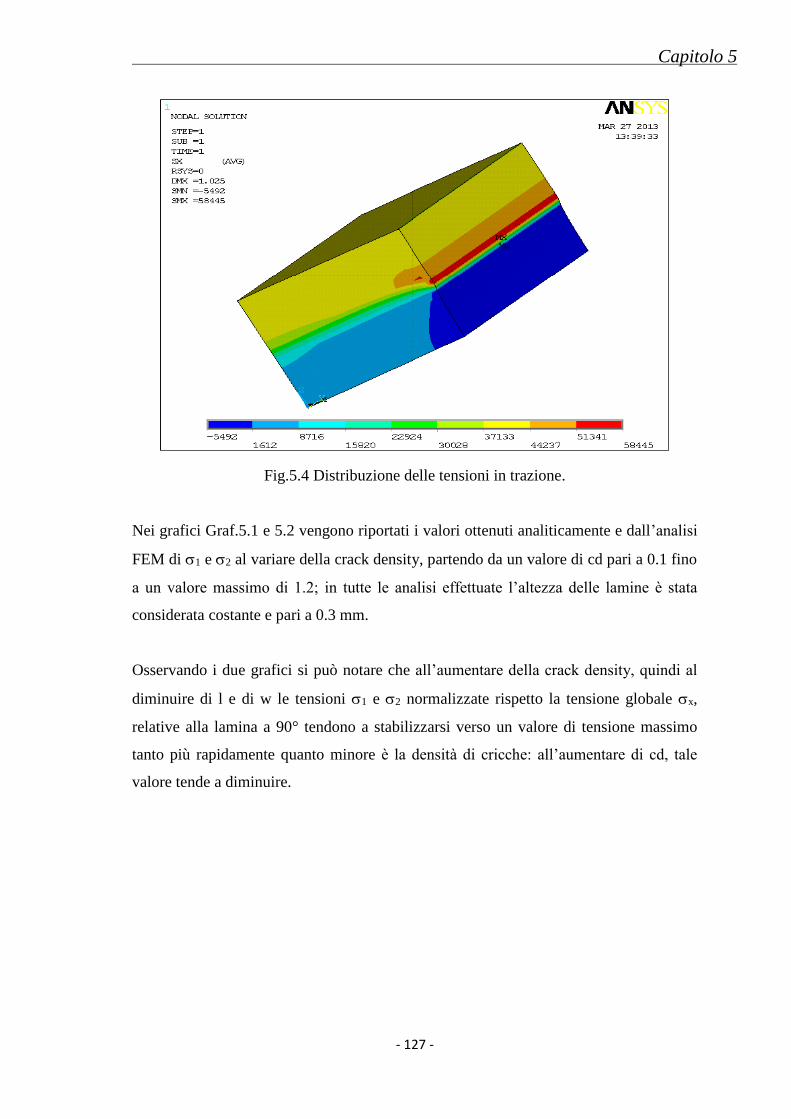
Capitolo 5
- 127 -
Fig.5.4 Distribuzione delle tensioni in trazione.
Nei grafici Graf.5.1 e 5.2 vengono riportati i valori ottenuti analiticamente e dall’analisi
FEM di 1 e 2 al variare della crack density, partendo da un valore di cd pari a 0.1 fino
a un valore massimo di 1.2; in tutte le analisi effettuate l’altezza delle lamine è stata
considerata costante e pari a 0.3 mm.
Osservando i due grafici si può notare che all’aumentare della crack density, quindi al
diminuire di l e di w le tensioni 1 e 2 normalizzate rispetto la tensione globale x,
relative alla lamina a 90° tendono a stabilizzarsi verso un valore di tensione massimo
tanto più rapidamente quanto minore è la densità di cricche: all’aumentare di cd, tale
valore tende a diminuire.
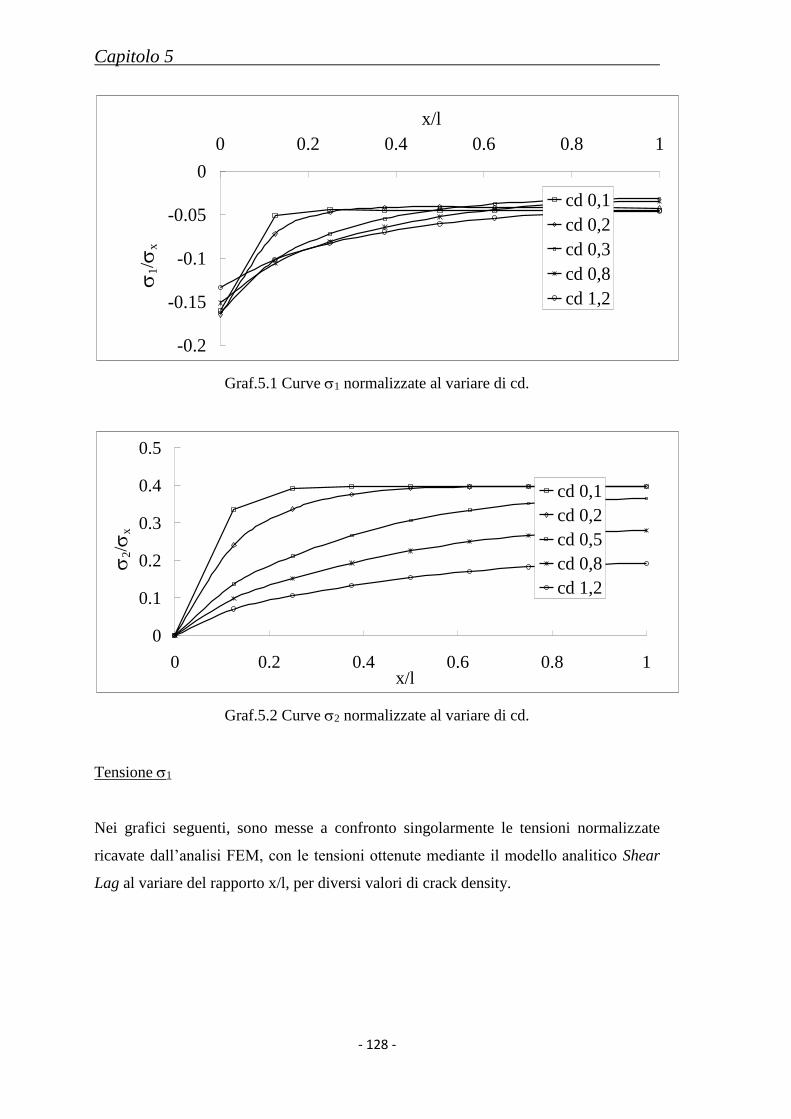
Capitolo 5
- 128 -
-0.2
-0.15
-0.1
-0.05
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
cd 0,1
cd 0,2
cd 0,3
cd 0,8
cd 1,2
Graf.5.1 Curve 1 normalizzate al variare di cd.
0
0.1
0.2
0.3
0.4
0.5
0 0.2 0.4 0.6 0.8 1x/l
2/
x
cd 0,1
cd 0,2
cd 0,5
cd 0,8
cd 1,2
Graf.5.2 Curve 2 normalizzate al variare di cd.
Tensione 1
Nei grafici seguenti, sono messe a confronto singolarmente le tensioni normalizzate
ricavate dall’analisi FEM, con le tensioni ottenute mediante il modello analitico Shear
Lag al variare del rapporto x/l, per diversi valori di crack density.
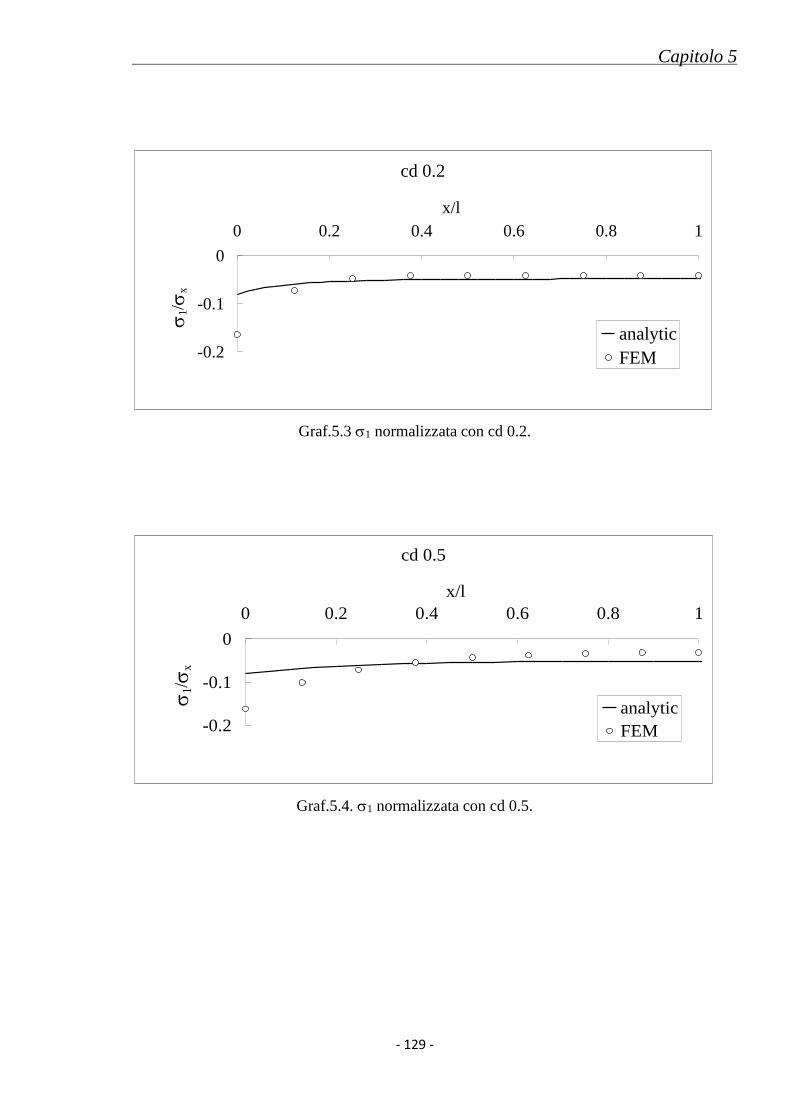
Capitolo 5
- 129 -
cd 0.2
-0.2
-0.1
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.3 1 normalizzata con cd 0.2.
cd 0.5
-0.2
-0.1
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.4. 1 normalizzata con cd 0.5.
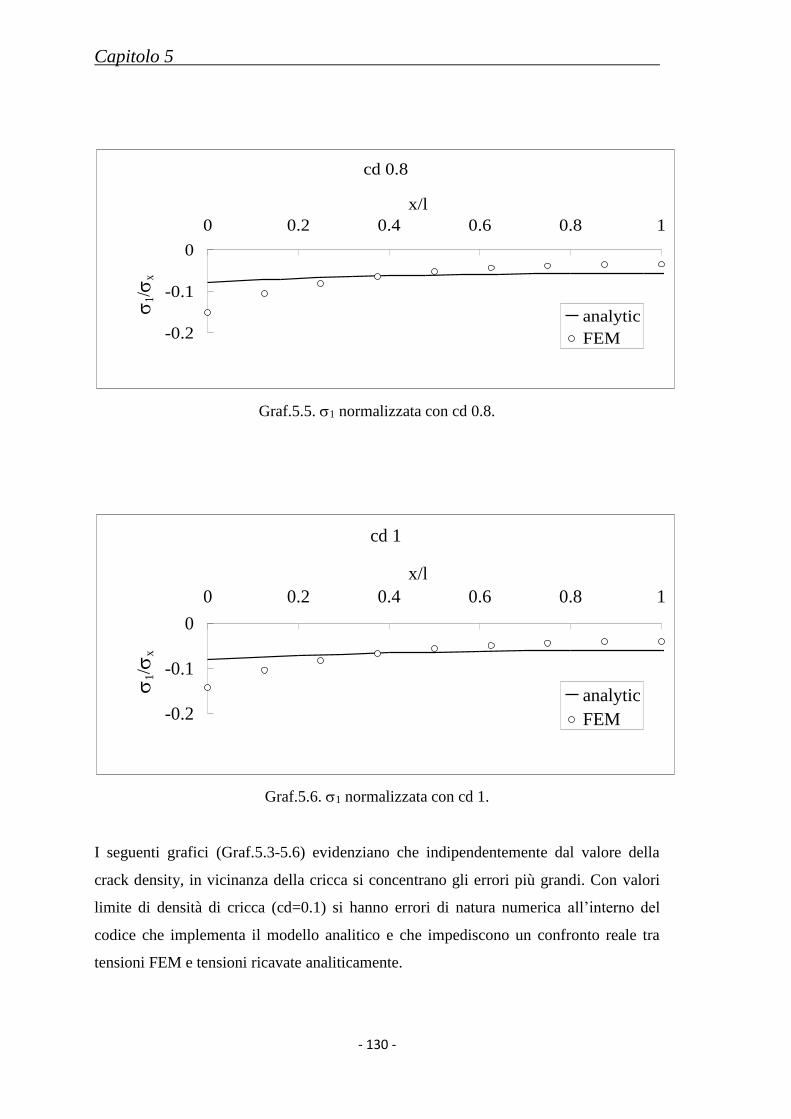
Capitolo 5
- 130 -
cd 0.8
-0.2
-0.1
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.5. 1 normalizzata con cd 0.8.
cd 1
-0.2
-0.1
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.6. 1 normalizzata con cd 1.
I seguenti grafici (Graf.5.3-5.6) evidenziano che indipendentemente dal valore della
crack density, in vicinanza della cricca si concentrano gli errori più grandi. Con valori
limite di densità di cricca (cd=0.1) si hanno errori di natura numerica all’interno del
codice che implementa il modello analitico e che impediscono un confronto reale tra
tensioni FEM e tensioni ricavate analiticamente.
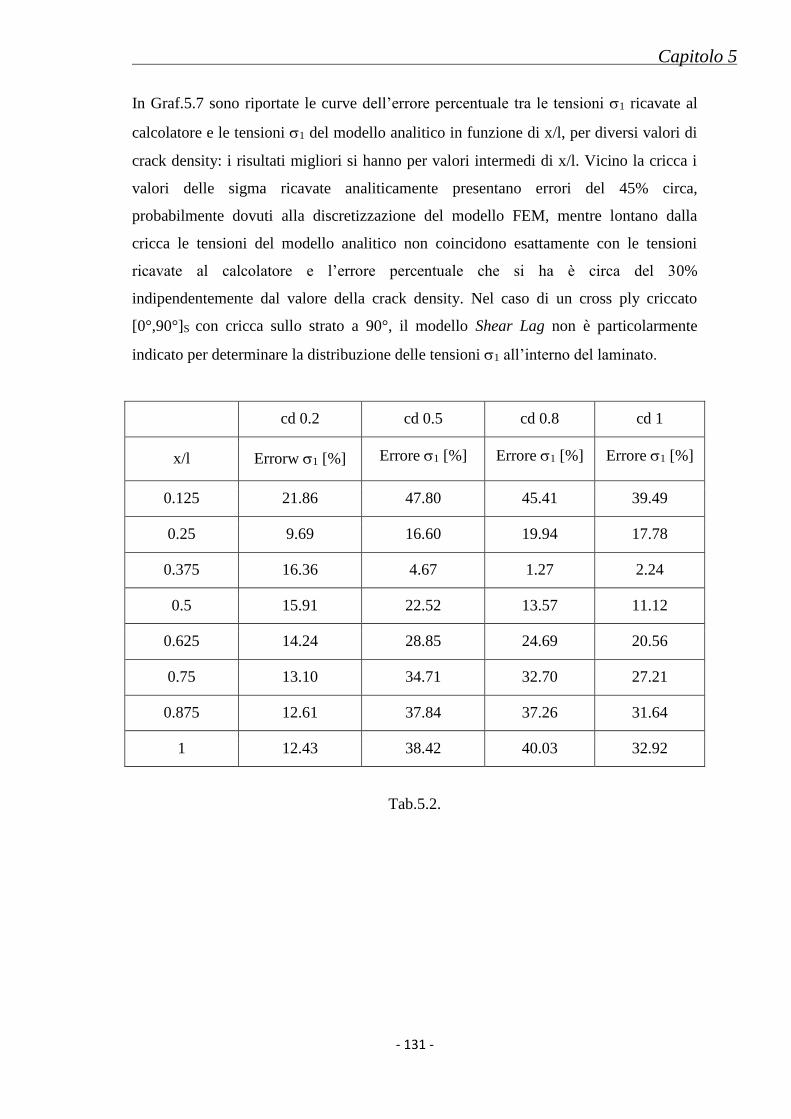
Capitolo 5
- 131 -
In Graf.5.7 sono riportate le curve dell’errore percentuale tra le tensioni 1 ricavate al
calcolatore e le tensioni 1 del modello analitico in funzione di x/l, per diversi valori di
crack density: i risultati migliori si hanno per valori intermedi di x/l. Vicino la cricca i
valori delle sigma ricavate analiticamente presentano errori del 45% circa,
probabilmente dovuti alla discretizzazione del modello FEM, mentre lontano dalla
cricca le tensioni del modello analitico non coincidono esattamente con le tensioni
ricavate al calcolatore e l’errore percentuale che si ha è circa del 30%
indipendentemente dal valore della crack density. Nel caso di un cross ply criccato
[0°,90°]S con cricca sullo strato a 90°, il modello Shear Lag non è particolarmente
indicato per determinare la distribuzione delle tensioni 1 all’interno del laminato.
cd 0.2 cd 0.5 cd 0.8 cd 1
x/l Errorw 1 [%] Errore 1 [%] Errore 1 [%] Errore 1 [%]
0.125 21.86 47.80 45.41 39.49
0.25 9.69 16.60 19.94 17.78
0.375 16.36 4.67 1.27 2.24
0.5 15.91 22.52 13.57 11.12
0.625 14.24 28.85 24.69 20.56
0.75 13.10 34.71 32.70 27.21
0.875 12.61 37.84 37.26 31.64
1 12.43 38.42 40.03 32.92
Tab.5.2.
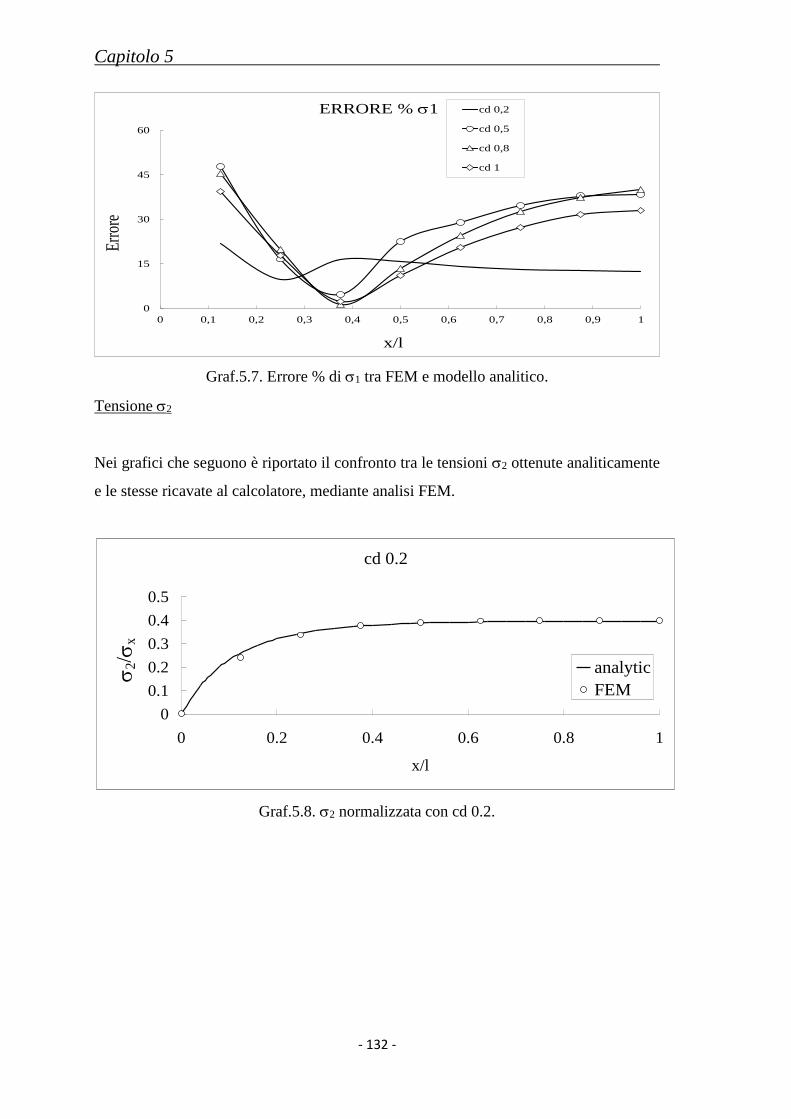
Capitolo 5
- 132 -
0
15
30
45
60
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Err
ore
x/l
ERRORE % 1 cd 0,2
cd 0,5
cd 0,8
cd 1
Graf.5.7. Errore % di 1 tra FEM e modello analitico.
Tensione 2
Nei grafici che seguono è riportato il confronto tra le tensioni 2 ottenute analiticamente
e le stesse ricavate al calcolatore, mediante analisi FEM.
cd 0.2
0
0.1
0.2
0.3
0.4
0.5
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.8. 2 normalizzata con cd 0.2.
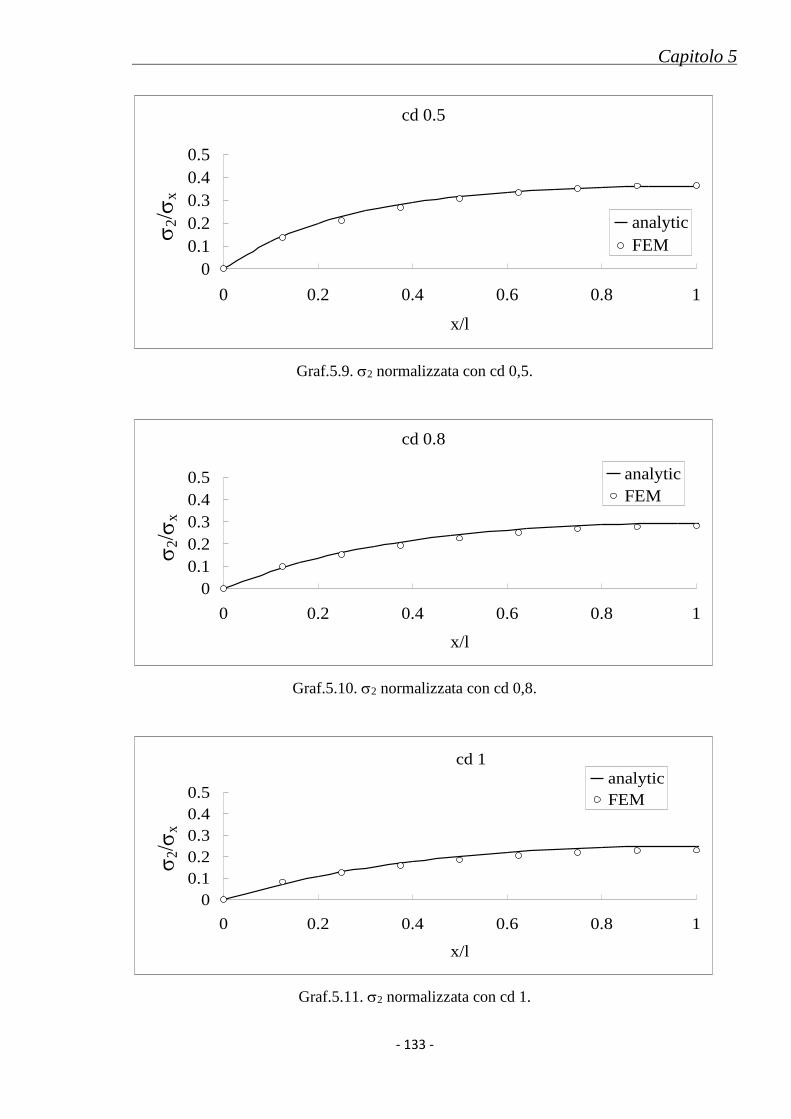
Capitolo 5
- 133 -
cd 0.5
0
0.1
0.2
0.3
0.4
0.5
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.9. 2 normalizzata con cd 0,5.
cd 0.8
0
0.1
0.2
0.3
0.4
0.5
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.10. 2 normalizzata con cd 0,8.
cd 1
0
0.1
0.2
0.3
0.4
0.5
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.11. 2 normalizzata con cd 1.
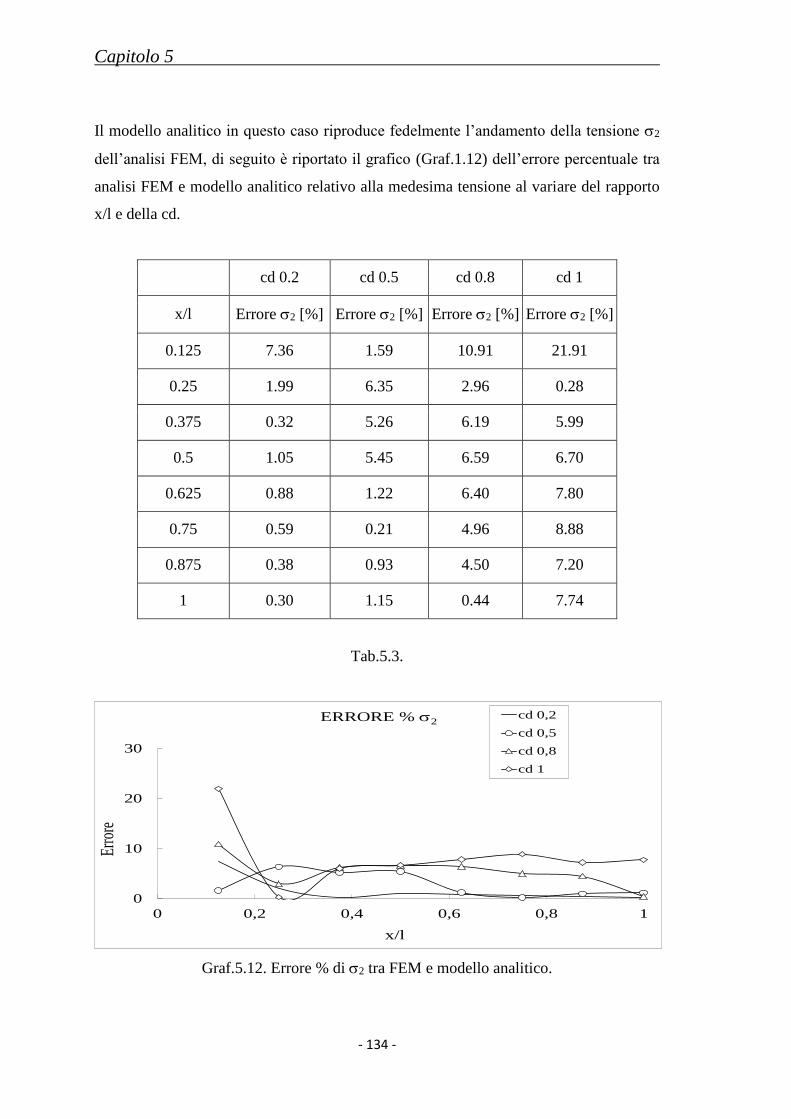
Capitolo 5
- 134 -
Il modello analitico in questo caso riproduce fedelmente l’andamento della tensione 2
dell’analisi FEM, di seguito è riportato il grafico (Graf.1.12) dell’errore percentuale tra
analisi FEM e modello analitico relativo alla medesima tensione al variare del rapporto
x/l e della cd.
cd 0.2 cd 0.5 cd 0.8 cd 1
x/l Errore 2 [%] Errore 2 [%] Errore 2 [%] Errore 2 [%]
0.125 7.36 1.59 10.91 21.91
0.25 1.99 6.35 2.96 0.28
0.375 0.32 5.26 6.19 5.99
0.5 1.05 5.45 6.59 6.70
0.625 0.88 1.22 6.40 7.80
0.75 0.59 0.21 4.96 8.88
0.875 0.38 0.93 4.50 7.20
1 0.30 1.15 0.44 7.74
Tab.5.3.
0
10
20
30
0 0,2 0,4 0,6 0,8 1
Erro
re
x/l
ERRORE % 2cd 0,2
cd 0,5
cd 0,8
cd 1
Graf.5.12. Errore % di 2 tra FEM e modello analitico.
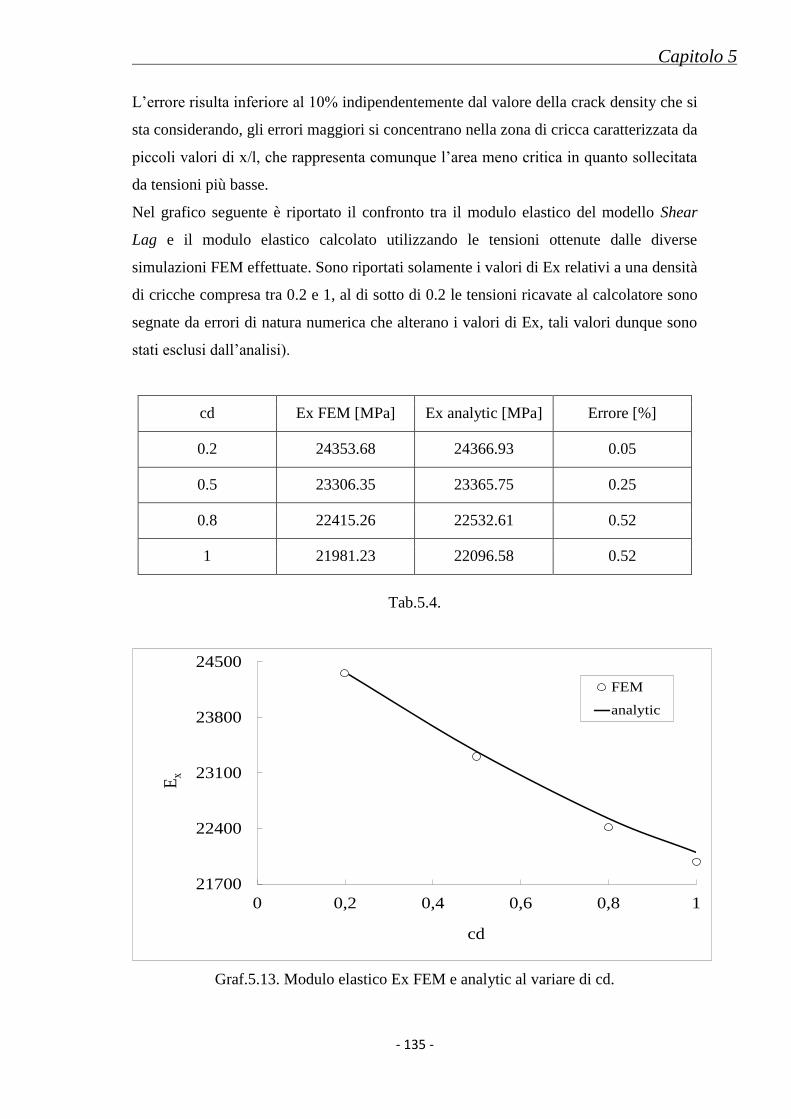
Capitolo 5
- 135 -
L’errore risulta inferiore al 10% indipendentemente dal valore della crack density che si
sta considerando, gli errori maggiori si concentrano nella zona di cricca caratterizzata da
piccoli valori di x/l, che rappresenta comunque l’area meno critica in quanto sollecitata
da tensioni più basse.
Nel grafico seguente è riportato il confronto tra il modulo elastico del modello Shear
Lag e il modulo elastico calcolato utilizzando le tensioni ottenute dalle diverse
simulazioni FEM effettuate. Sono riportati solamente i valori di Ex relativi a una densità
di cricche compresa tra 0.2 e 1, al di sotto di 0.2 le tensioni ricavate al calcolatore sono
segnate da errori di natura numerica che alterano i valori di Ex, tali valori dunque sono
stati esclusi dall’analisi).
cd Ex FEM [MPa] Ex analytic [MPa] Errore [%]
0.2 24353.68 24366.93 0.05
0.5 23306.35 23365.75 0.25
0.8 22415.26 22532.61 0.52
1 21981.23 22096.58 0.52
Tab.5.4.
21700
22400
23100
23800
24500
0 0,2 0,4 0,6 0,8 1
Ex
cd
FEM
analytic
Graf.5.13. Modulo elastico Ex FEM e analytic al variare di cd.
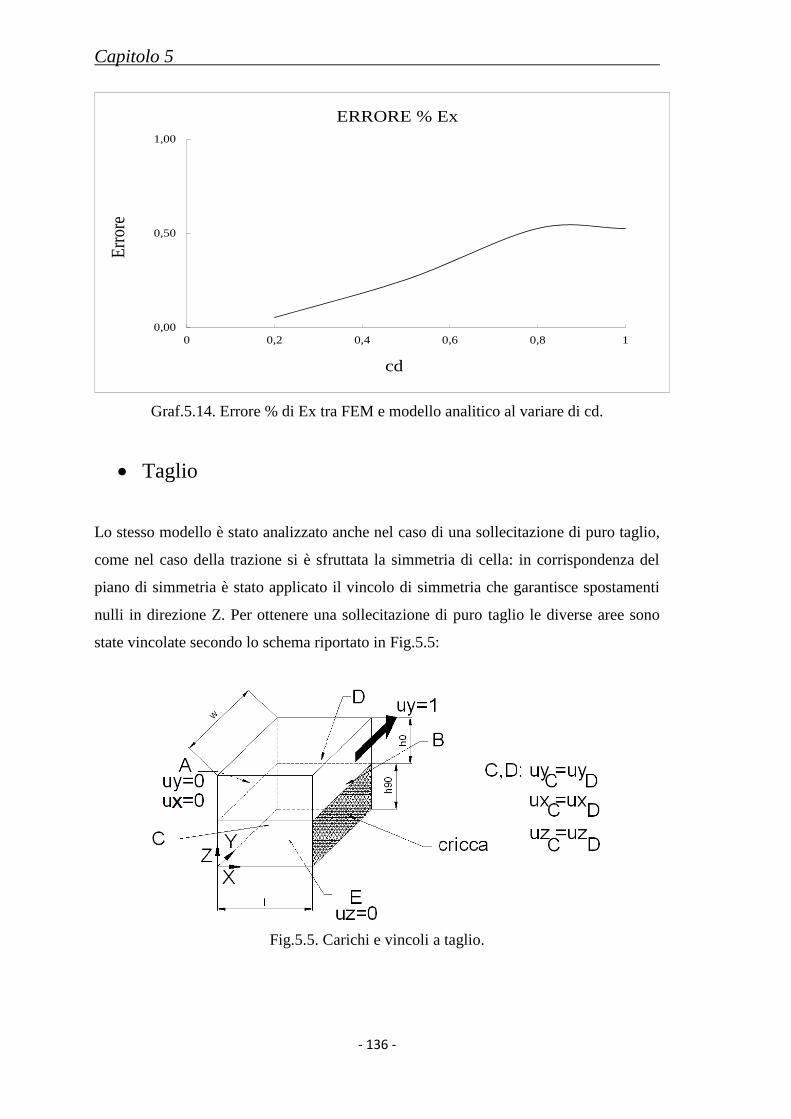
Capitolo 5
- 136 -
0,00
0,50
1,00
0 0,2 0,4 0,6 0,8 1
Err
ore
cd
ERRORE % Ex
Graf.5.14. Errore % di Ex tra FEM e modello analitico al variare di cd.
Taglio
Lo stesso modello è stato analizzato anche nel caso di una sollecitazione di puro taglio,
come nel caso della trazione si è sfruttata la simmetria di cella: in corrispondenza del
piano di simmetria è stato applicato il vincolo di simmetria che garantisce spostamenti
nulli in direzione Z. Per ottenere una sollecitazione di puro taglio le diverse aree sono
state vincolate secondo lo schema riportato in Fig.5.5:
Fig.5.5. Carichi e vincoli a taglio.
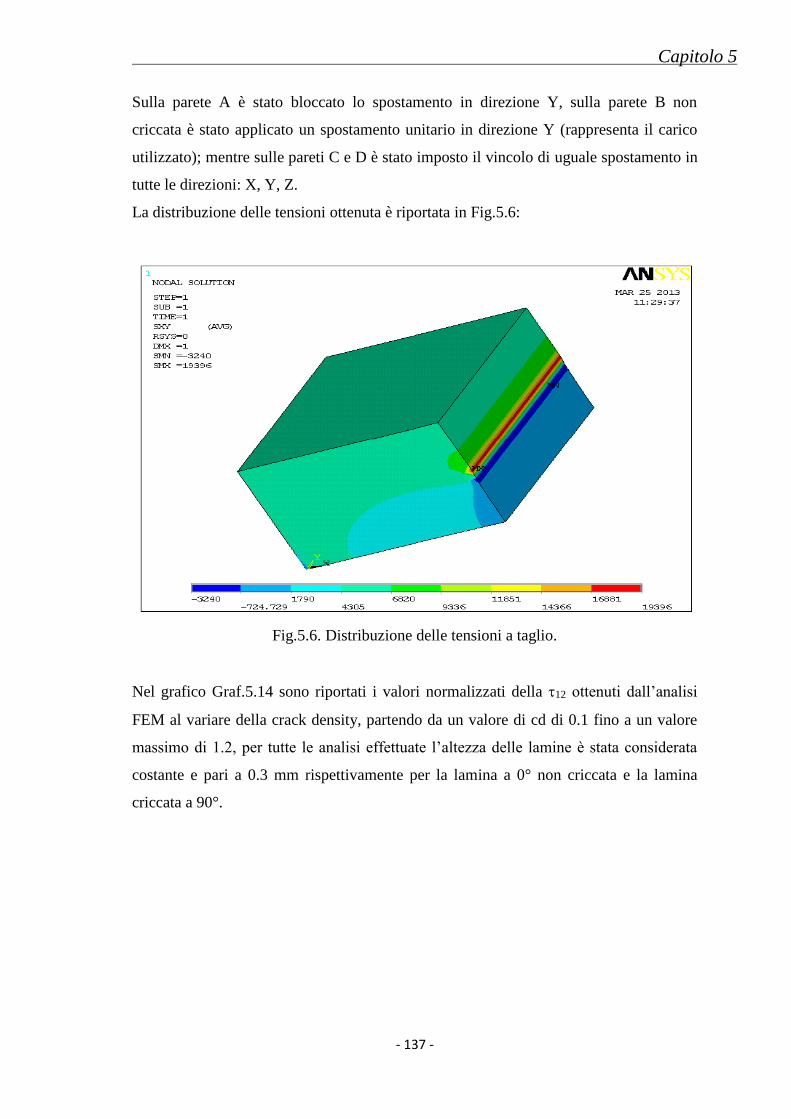
Capitolo 5
- 137 -
Sulla parete A è stato bloccato lo spostamento in direzione Y, sulla parete B non
criccata è stato applicato un spostamento unitario in direzione Y (rappresenta il carico
utilizzato); mentre sulle pareti C e D è stato imposto il vincolo di uguale spostamento in
tutte le direzioni: X, Y, Z.
La distribuzione delle tensioni ottenuta è riportata in Fig.5.6:
Fig.5.6. Distribuzione delle tensioni a taglio.
Nel grafico Graf.5.14 sono riportati i valori normalizzati della 12 ottenuti dall’analisi
FEM al variare della crack density, partendo da un valore di cd di 0.1 fino a un valore
massimo di 1.2, per tutte le analisi effettuate l’altezza delle lamine è stata considerata
costante e pari a 0.3 mm rispettivamente per la lamina a 0° non criccata e la lamina
criccata a 90°.
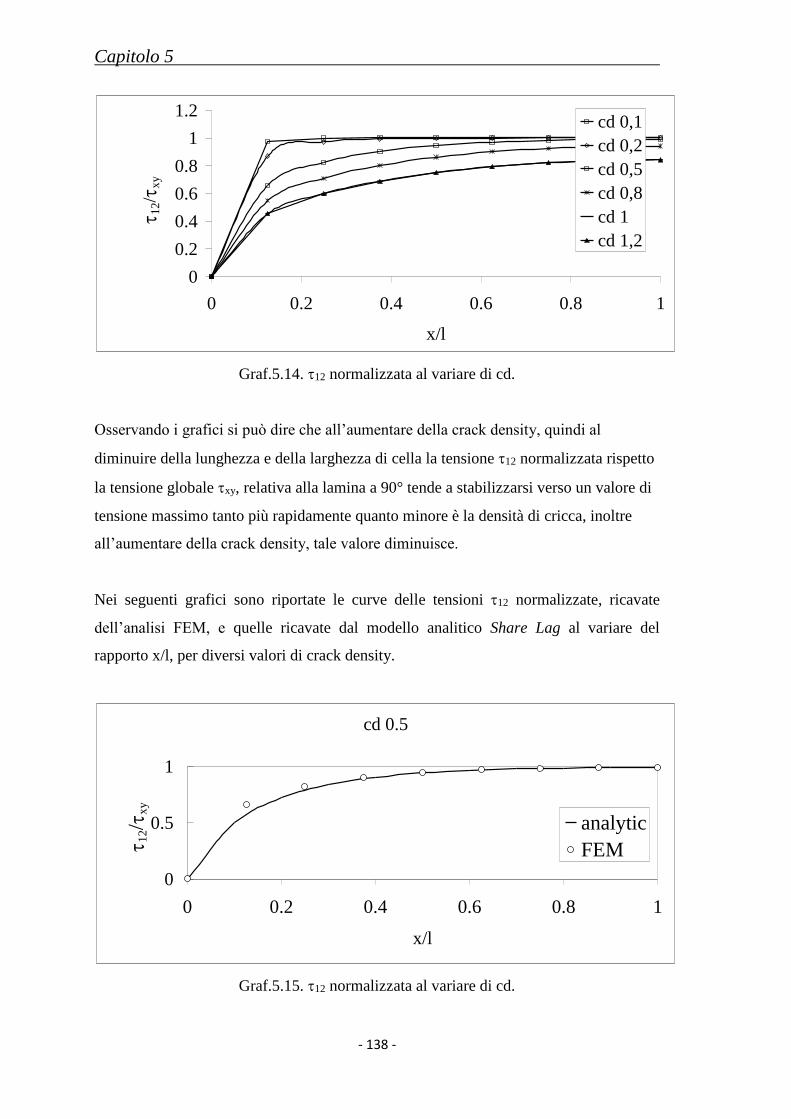
Capitolo 5
- 138 -
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
cd 0,1
cd 0,2
cd 0,5
cd 0,8
cd 1
cd 1,2
Graf.5.14. 12 normalizzata al variare di cd.
Osservando i grafici si può dire che all’aumentare della crack density, quindi al
diminuire della lunghezza e della larghezza di cella la tensione 12 normalizzata rispetto
la tensione globale xy, relativa alla lamina a 90° tende a stabilizzarsi verso un valore di
tensione massimo tanto più rapidamente quanto minore è la densità di cricca, inoltre
all’aumentare della crack density, tale valore diminuisce.
Nei seguenti grafici sono riportate le curve delle tensioni 12 normalizzate, ricavate
dell’analisi FEM, e quelle ricavate dal modello analitico Share Lag al variare del
rapporto x/l, per diversi valori di crack density.
cd 0.5
0
0.5
1
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.15. 12 normalizzata al variare di cd.
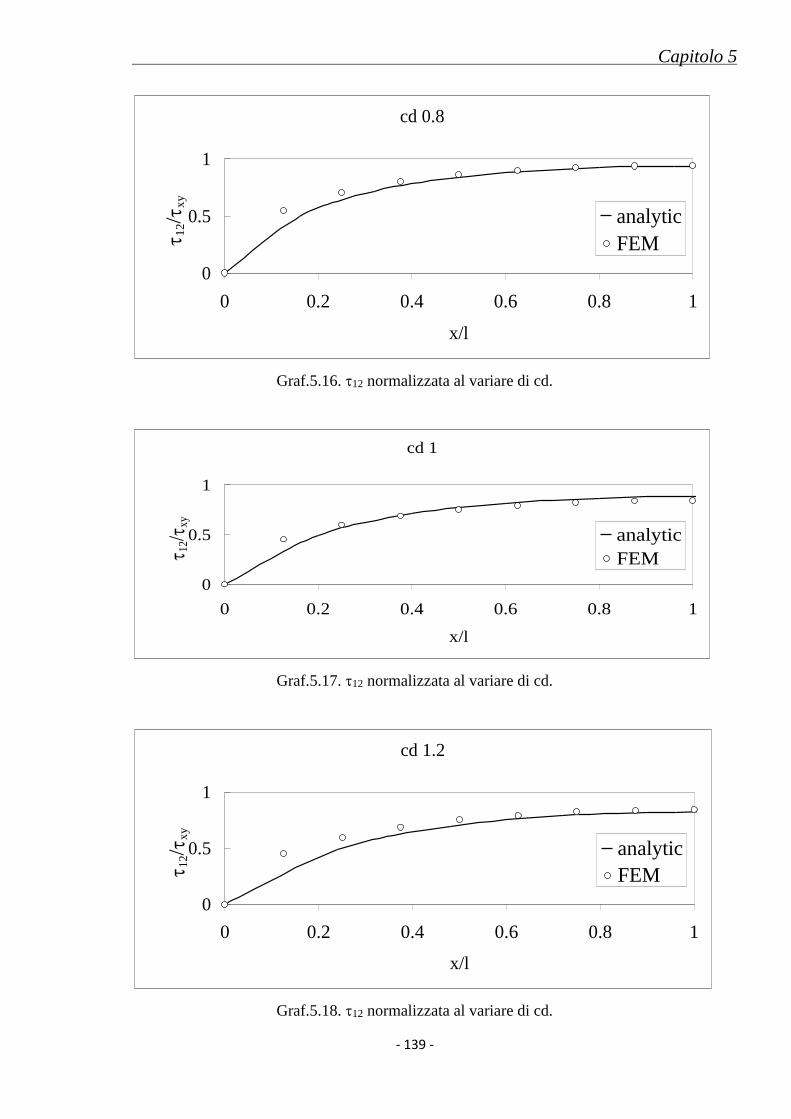
Capitolo 5
- 139 -
cd 0.8
0
0.5
1
0 0.2 0.4 0.6 0.8 1
x/l
1
2/
xy
analytic
FEM
Graf.5.16. 12 normalizzata al variare di cd.
cd 1
0
0.5
1
0 0.2 0.4 0.6 0.8 1
x/l
12/ x
y
analytic
FEM
Graf.5.17. 12 normalizzata al variare di cd.
cd 1.2
0
0.5
1
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.18. 12 normalizzata al variare di cd.
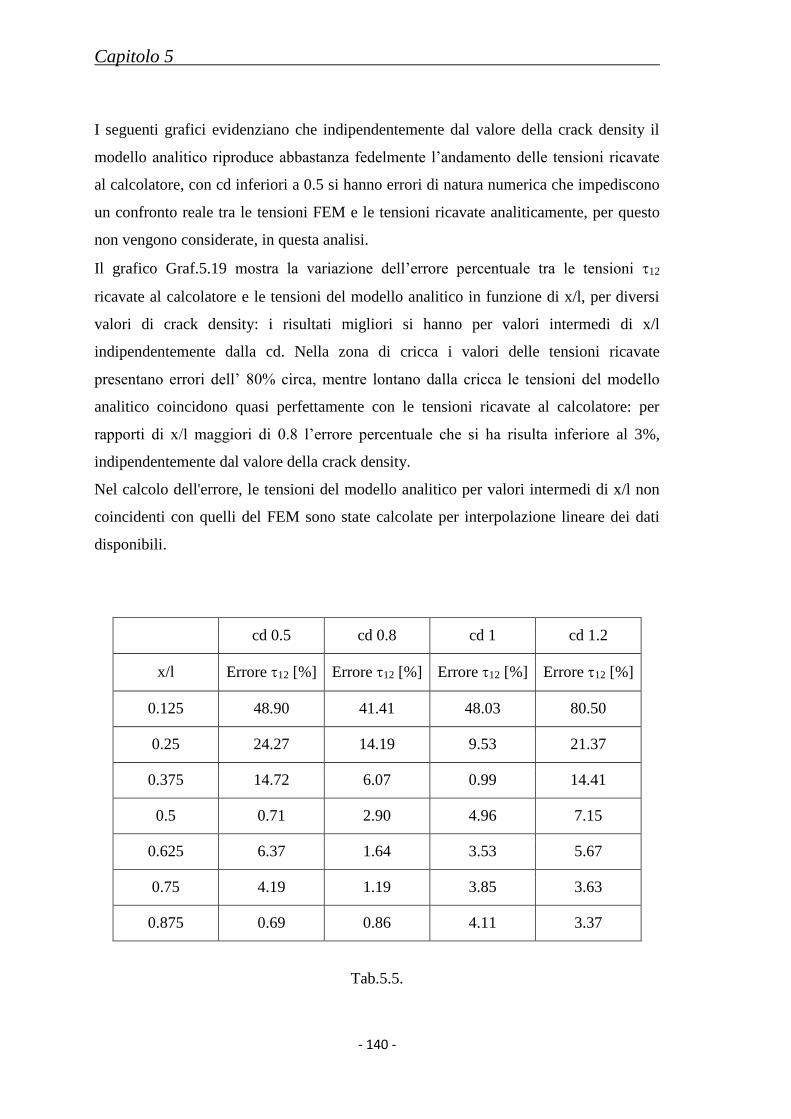
Capitolo 5
- 140 -
I seguenti grafici evidenziano che indipendentemente dal valore della crack density il
modello analitico riproduce abbastanza fedelmente l’andamento delle tensioni ricavate
al calcolatore, con cd inferiori a 0.5 si hanno errori di natura numerica che impediscono
un confronto reale tra le tensioni FEM e le tensioni ricavate analiticamente, per questo
non vengono considerate, in questa analisi.
Il grafico Graf.5.19 mostra la variazione dell’errore percentuale tra le tensioni 12
ricavate al calcolatore e le tensioni del modello analitico in funzione di x/l, per diversi
valori di crack density: i risultati migliori si hanno per valori intermedi di x/l
indipendentemente dalla cd. Nella zona di cricca i valori delle tensioni ricavate
presentano errori dell’ 80% circa, mentre lontano dalla cricca le tensioni del modello
analitico coincidono quasi perfettamente con le tensioni ricavate al calcolatore: per
rapporti di x/l maggiori di 0.8 l’errore percentuale che si ha risulta inferiore al 3%,
indipendentemente dal valore della crack density.
Nel calcolo dell'errore, le tensioni del modello analitico per valori intermedi di x/l non
coincidenti con quelli del FEM sono state calcolate per interpolazione lineare dei dati
disponibili.
cd 0.5 cd 0.8 cd 1 cd 1.2
x/l Errore 12 [%] Errore 12 [%] Errore 12 [%] Errore 12 [%]
0.125 48.90 41.41 48.03 80.50
0.25 24.27 14.19 9.53 21.37
0.375 14.72 6.07 0.99 14.41
0.5 0.71 2.90 4.96 7.15
0.625 6.37 1.64 3.53 5.67
0.75 4.19 1.19 3.85 3.63
0.875 0.69 0.86 4.11 3.37
Tab.5.5.
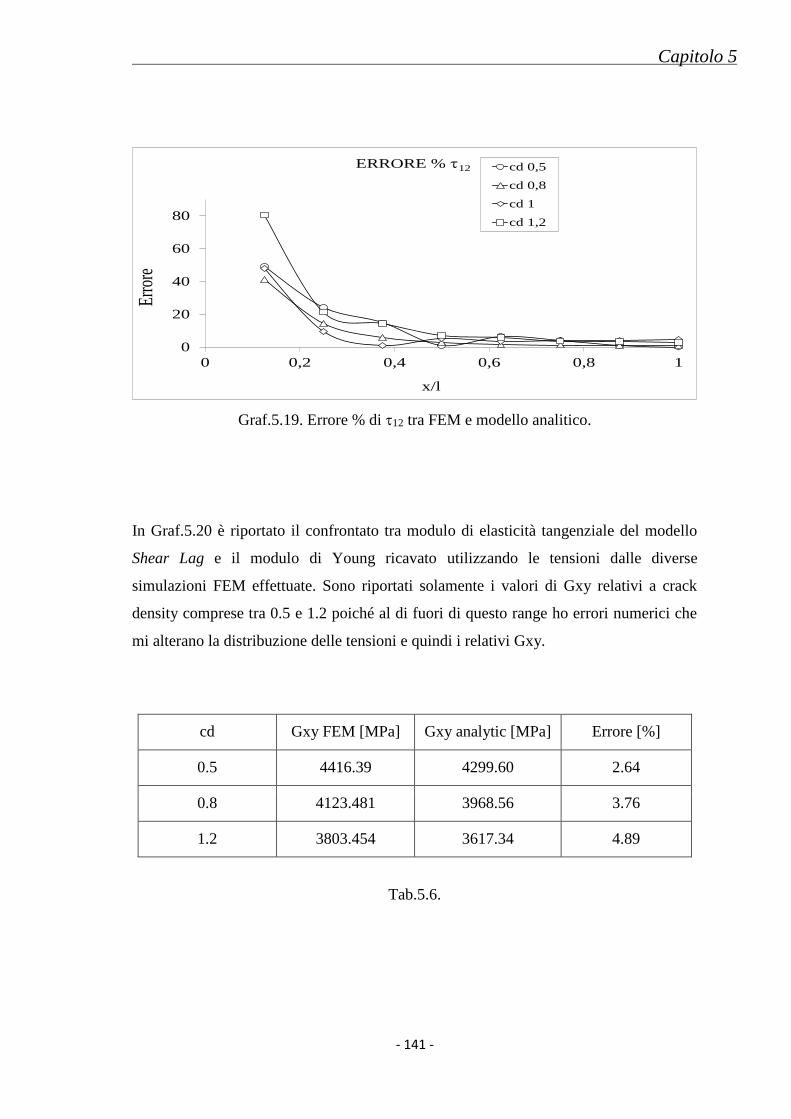
Capitolo 5
- 141 -
0
20
40
60
80
0 0,2 0,4 0,6 0,8 1
Erro
re
x/l
ERRORE % 12 cd 0,5
cd 0,8
cd 1
cd 1,2
Graf.5.19. Errore % di 12 tra FEM e modello analitico.
In Graf.5.20 è riportato il confrontato tra modulo di elasticità tangenziale del modello
Shear Lag e il modulo di Young ricavato utilizzando le tensioni dalle diverse
simulazioni FEM effettuate. Sono riportati solamente i valori di Gxy relativi a crack
density comprese tra 0.5 e 1.2 poiché al di fuori di questo range ho errori numerici che
mi alterano la distribuzione delle tensioni e quindi i relativi Gxy.
cd Gxy FEM [MPa] Gxy analytic [MPa] Errore [%]
0.5 4416.39 4299.60 2.64
0.8 4123.481 3968.56 3.76
1.2 3803.454 3617.34 4.89
Tab.5.6.
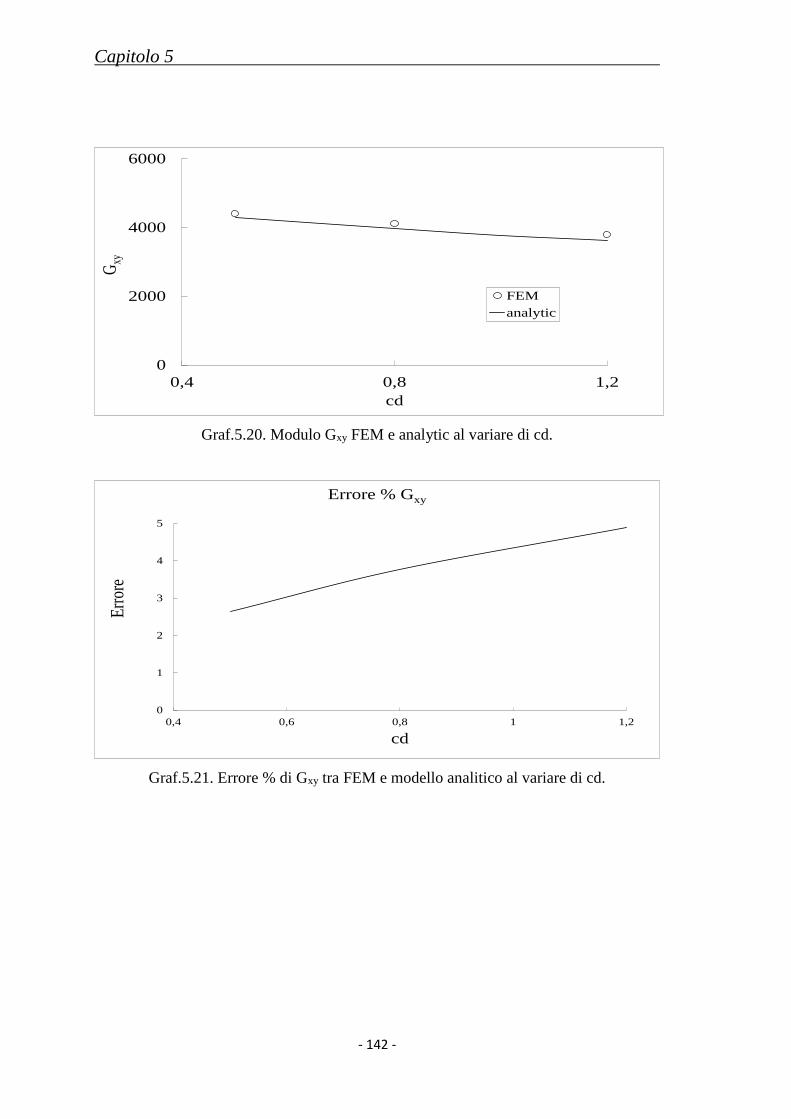
Capitolo 5
- 142 -
0
2000
4000
6000
0,4 0,8 1,2
Gxy
cd
FEM
analytic
Graf.5.20. Modulo Gxy FEM e analytic al variare di cd.
0
1
2
3
4
5
0,4 0,6 0,8 1 1,2
Err
ore
cd
Errore % Gxy
Graf.5.21. Errore % di Gxy tra FEM e modello analitico al variare di cd.
Capitolo 5
- 143 -
5.3 Cross ply criccato [0°/90°/0°1/2]S con cricche sullo strato a 0°
E’ stato modellata un’ unità di cella ripetitiva di larghezza w e lunghezza l che sono
state definite in funzione della crack density (1.1, 1.2), parametro che è necessario
definire all’inizio di ogni analisi. Le diverse analisi al variare di cd sono state eseguite a
partire dal file parametrico del primo modello definito.
All’aumentare della crack density si ha una diminuzione della lunghezza e della
larghezza di cella e la rigidezza del laminato sollecitato staticamente diminuisce
progressivamente.
Nella modellazione FEM si è considerato un materiale con comportamento ortotropo
(cioè che presenta una simmetria di comportamento rispetto tre piani ortogonali tra
loro), e le proprietà definite sono quelle utilizzate anche nel precedente modello (Tab
1.1).
L’elemento usato per la modellazione delle lamine è l’elemento Solid 186 a 20 nodi e
l’intero modello è stato creato a partire dalla realizzazione della superficie inferiore
della lamina a 0°: dopo aver definito i keypoints, le linee e l’area di tale elemento, è
stata eseguita una mesh mapped della superficie creata e tre estrusioni in direzione Z
rispettivamente di h90 = h0 = 0.3mm (h02 = 0.15mm).
La diversa orientazione della lamina a 90° è stato realizzata definendo un sistema di
riferimento locale ruotato di 90° attorno all’asse Z e tutti gli elementi legati alla
superficie di altezza h90 sono stati ruotati del medesimo angolo mediante il comando
Move Modify.
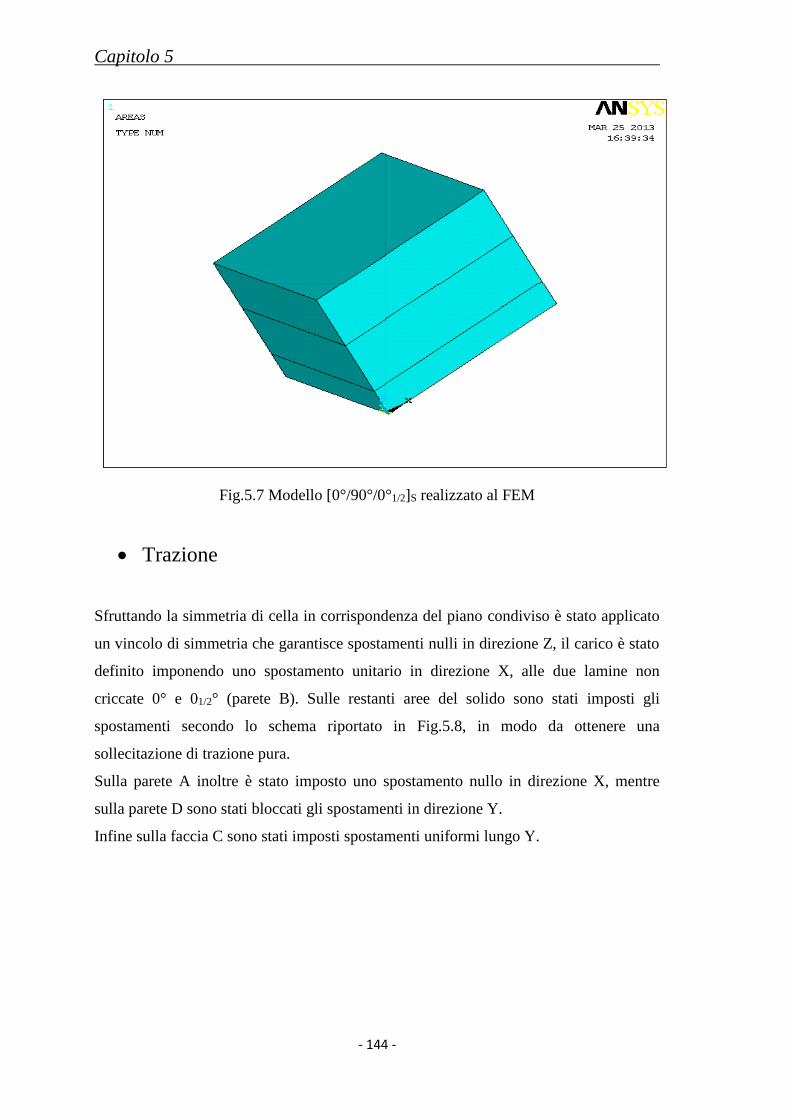
Capitolo 5
- 144 -
Fig.5.7 Modello [0°/90°/0°1/2]S realizzato al FEM
Trazione
Sfruttando la simmetria di cella in corrispondenza del piano condiviso è stato applicato
un vincolo di simmetria che garantisce spostamenti nulli in direzione Z, il carico è stato
definito imponendo uno spostamento unitario in direzione X, alle due lamine non
criccate 0° e 01/2° (parete B). Sulle restanti aree del solido sono stati imposti gli
spostamenti secondo lo schema riportato in Fig.5.8, in modo da ottenere una
sollecitazione di trazione pura.
Sulla parete A inoltre è stato imposto uno spostamento nullo in direzione X, mentre
sulla parete D sono stati bloccati gli spostamenti in direzione Y.
Infine sulla faccia C sono stati imposti spostamenti uniformi lungo Y.
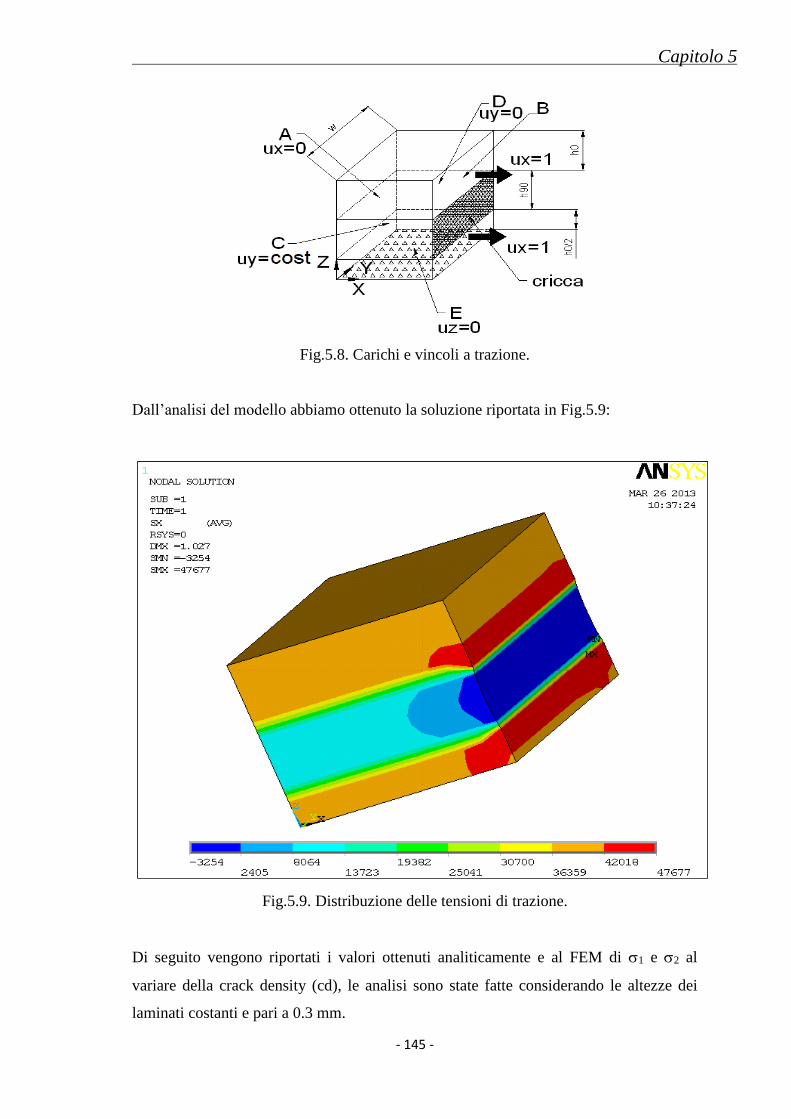
Capitolo 5
- 145 -
Fig.5.8. Carichi e vincoli a trazione.
Dall’analisi del modello abbiamo ottenuto la soluzione riportata in Fig.5.9:
Fig.5.9. Distribuzione delle tensioni di trazione.
Di seguito vengono riportati i valori ottenuti analiticamente e al FEM di 1 e 2 al
variare della crack density (cd), le analisi sono state fatte considerando le altezze dei
laminati costanti e pari a 0.3 mm.
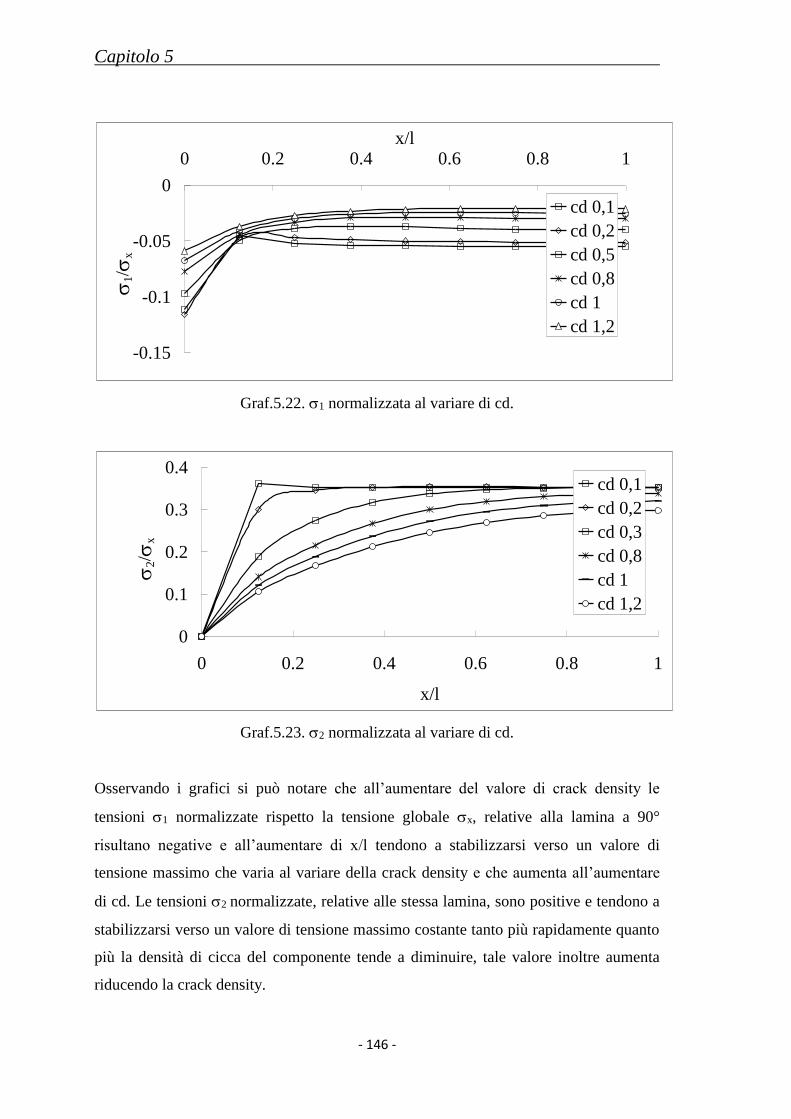
Capitolo 5
- 146 -
-0.15
-0.1
-0.05
0
0 0.2 0.4 0.6 0.8 1x/l
1/
x
cd 0,1
cd 0,2
cd 0,5
cd 0,8
cd 1
cd 1,2
Graf.5.22.1 normalizzata al variare di cd.
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
cd 0,1
cd 0,2
cd 0,3
cd 0,8
cd 1
cd 1,2
Graf.5.23.2 normalizzata al variare di cd.
Osservando i grafici si può notare che all’aumentare del valore di crack density le
tensioni 1 normalizzate rispetto la tensione globale x, relative alla lamina a 90°
risultano negative e all’aumentare di x/l tendono a stabilizzarsi verso un valore di
tensione massimo che varia al variare della crack density e che aumenta all’aumentare
di cd. Le tensioni 2 normalizzate, relative alle stessa lamina, sono positive e tendono a
stabilizzarsi verso un valore di tensione massimo costante tanto più rapidamente quanto
più la densità di cicca del componente tende a diminuire, tale valore inoltre aumenta
riducendo la crack density.
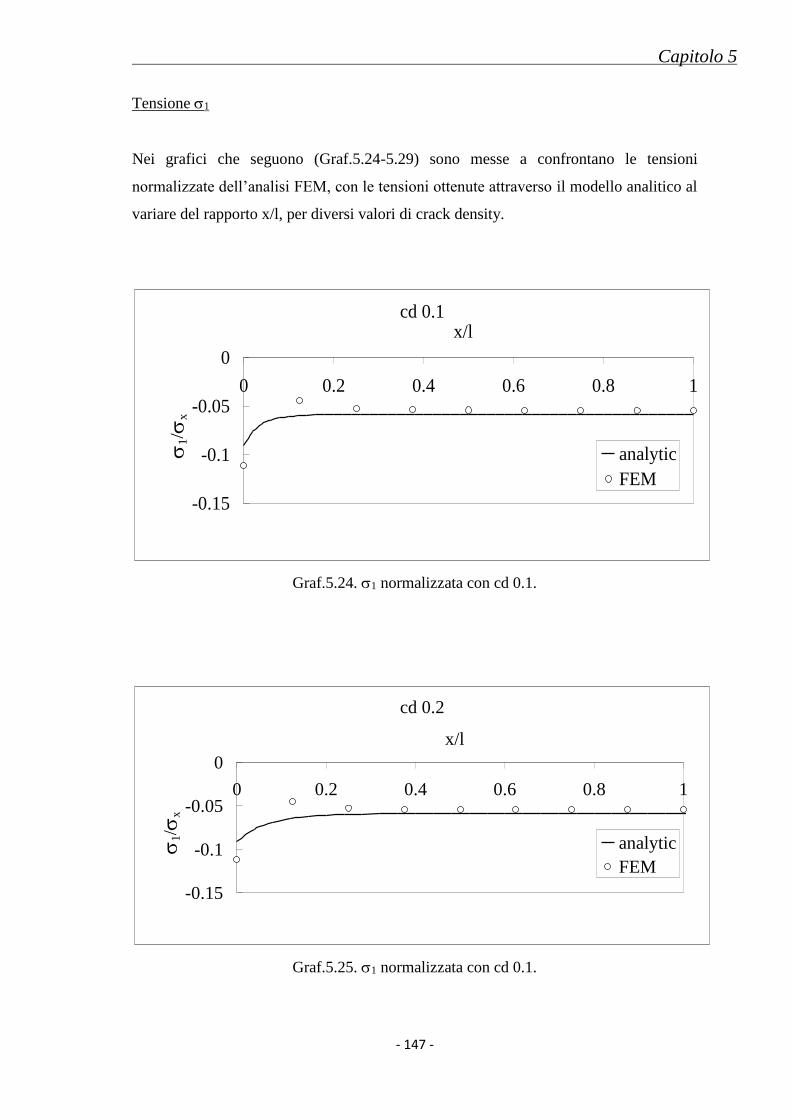
Capitolo 5
- 147 -
Tensione 1
Nei grafici che seguono (Graf.5.24-5.29) sono messe a confrontano le tensioni
normalizzate dell’analisi FEM, con le tensioni ottenute attraverso il modello analitico al
variare del rapporto x/l, per diversi valori di crack density.
cd 0.1
-0.15
-0.1
-0.05
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.24.1 normalizzata con cd 0.1.
cd 0.2
-0.15
-0.1
-0.05
0
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.25.1 normalizzata con cd 0.1.
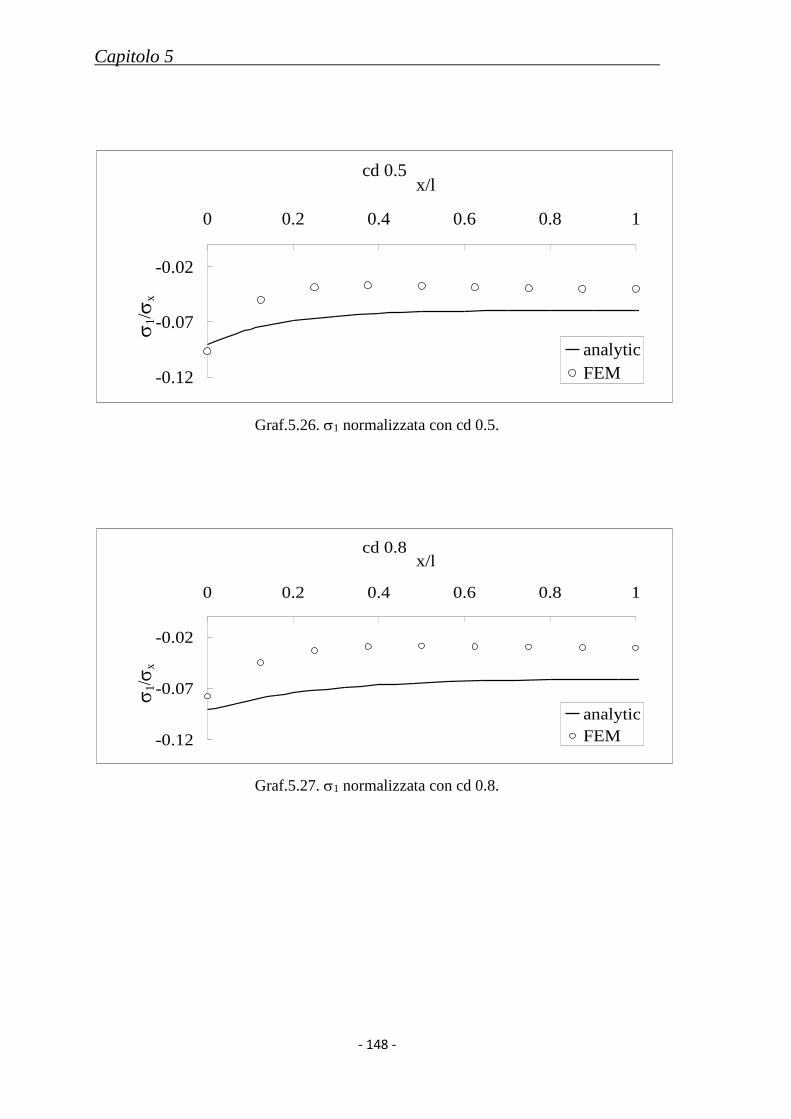
Capitolo 5
- 148 -
cd 0.5
-0.12
-0.07
-0.02
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.26.1 normalizzata con cd 0.5.
cd 0.8
-0.12
-0.07
-0.02
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.27.1 normalizzata con cd 0.8.
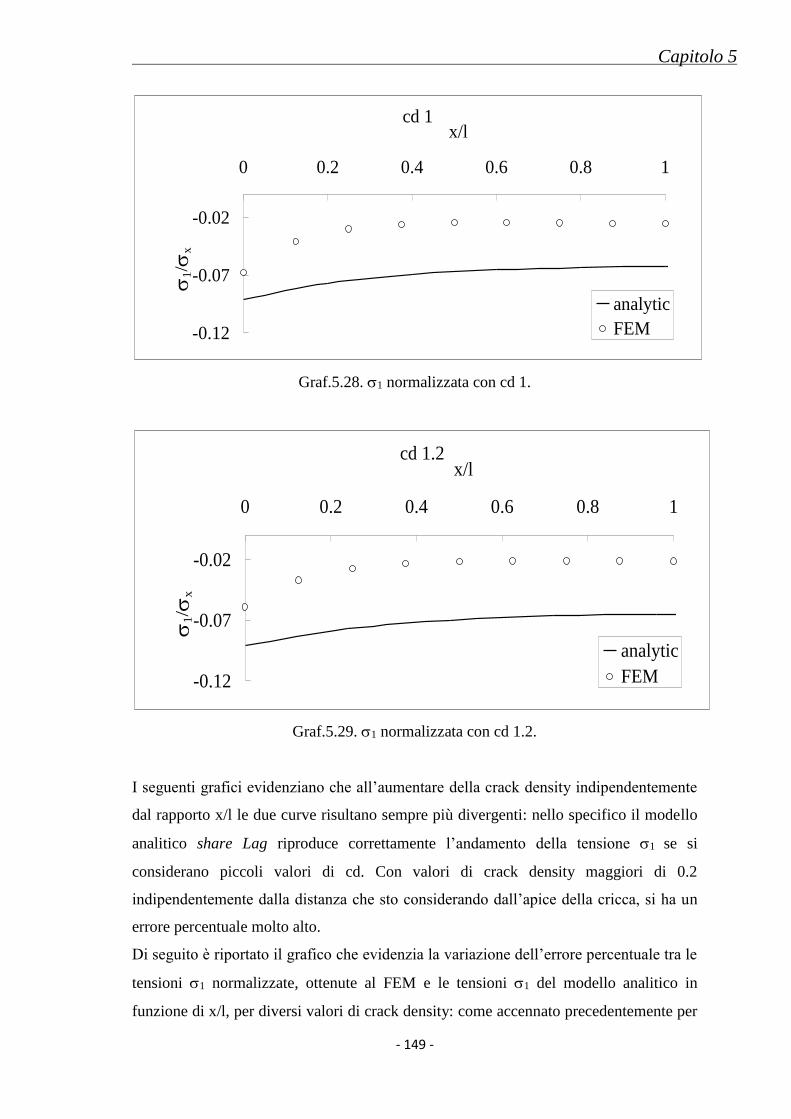
Capitolo 5
- 149 -
cd 1
-0.12
-0.07
-0.02
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.28.1 normalizzata con cd 1.
cd 1.2
-0.12
-0.07
-0.02
0 0.2 0.4 0.6 0.8 1
x/l
1/
x
analytic
FEM
Graf.5.29.1 normalizzata con cd 1.2.
I seguenti grafici evidenziano che all’aumentare della crack density indipendentemente
dal rapporto x/l le due curve risultano sempre più divergenti: nello specifico il modello
analitico share Lag riproduce correttamente l’andamento della tensione 1 se si
considerano piccoli valori di cd. Con valori di crack density maggiori di 0.2
indipendentemente dalla distanza che sto considerando dall’apice della cricca, si ha un
errore percentuale molto alto.
Di seguito è riportato il grafico che evidenzia la variazione dell’errore percentuale tra le
tensioni 1 normalizzate, ottenute al FEM e le tensioni 1 del modello analitico in
funzione di x/l, per diversi valori di crack density: come accennato precedentemente per
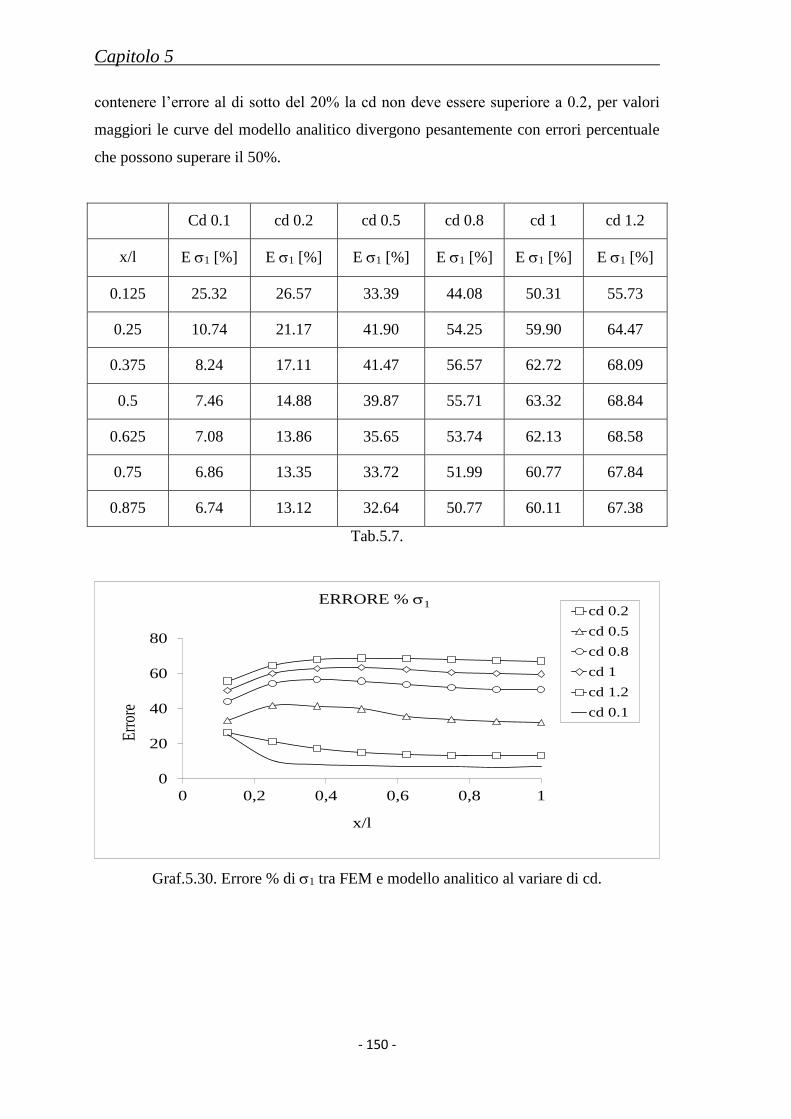
Capitolo 5
- 150 -
contenere l’errore al di sotto del 20% la cd non deve essere superiore a 0.2, per valori
maggiori le curve del modello analitico divergono pesantemente con errori percentuale
che possono superare il 50%.
Cd 0.1 cd 0.2 cd 0.5 cd 0.8 cd 1 cd 1.2
x/l E 1 [%] E 1 [%] E 1 [%] E 1 [%] E 1 [%] E 1 [%]
0.125 25.32 26.57 33.39 44.08 50.31 55.73
0.25 10.74 21.17 41.90 54.25 59.90 64.47
0.375 8.24 17.11 41.47 56.57 62.72 68.09
0.5 7.46 14.88 39.87 55.71 63.32 68.84
0.625 7.08 13.86 35.65 53.74 62.13 68.58
0.75 6.86 13.35 33.72 51.99 60.77 67.84
0.875 6.74 13.12 32.64 50.77 60.11 67.38
Tab.5.7.
0
20
40
60
80
0 0,2 0,4 0,6 0,8 1
Err
ore
x/l
ERRORE % 1cd 0.2
cd 0.5
cd 0.8
cd 1
cd 1.2
cd 0.1
Graf.5.30. Errore % di 1 tra FEM e modello analitico al variare di cd.
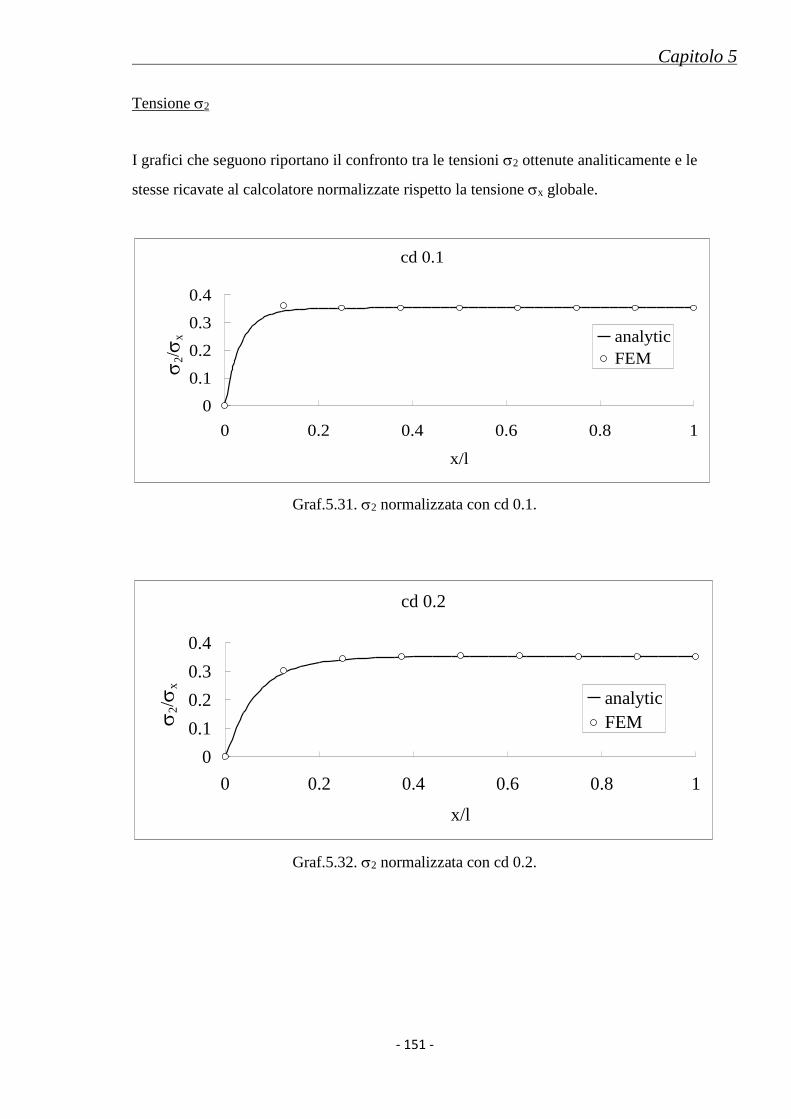
Capitolo 5
- 151 -
Tensione 2
I grafici che seguono riportano il confronto tra le tensioni 2 ottenute analiticamente e le
stesse ricavate al calcolatore normalizzate rispetto la tensione x globale.
cd 0.1
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x analytic
FEM
Graf.5.31.2 normalizzata con cd 0.1.
cd 0.2
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.32.2 normalizzata con cd 0.2.
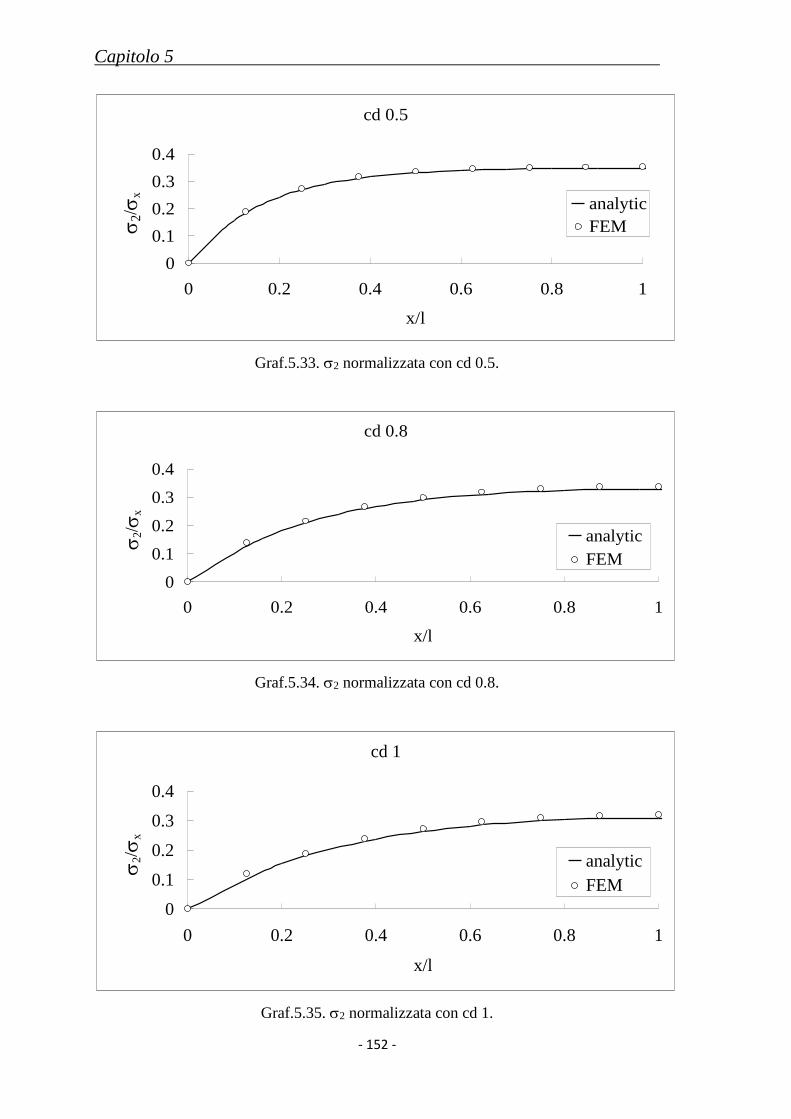
Capitolo 5
- 152 -
cd 0.5
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.33.2 normalizzata con cd 0.5.
cd 0.8
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.34.2 normalizzata con cd 0.8.
cd 1
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.35.2 normalizzata con cd 1.
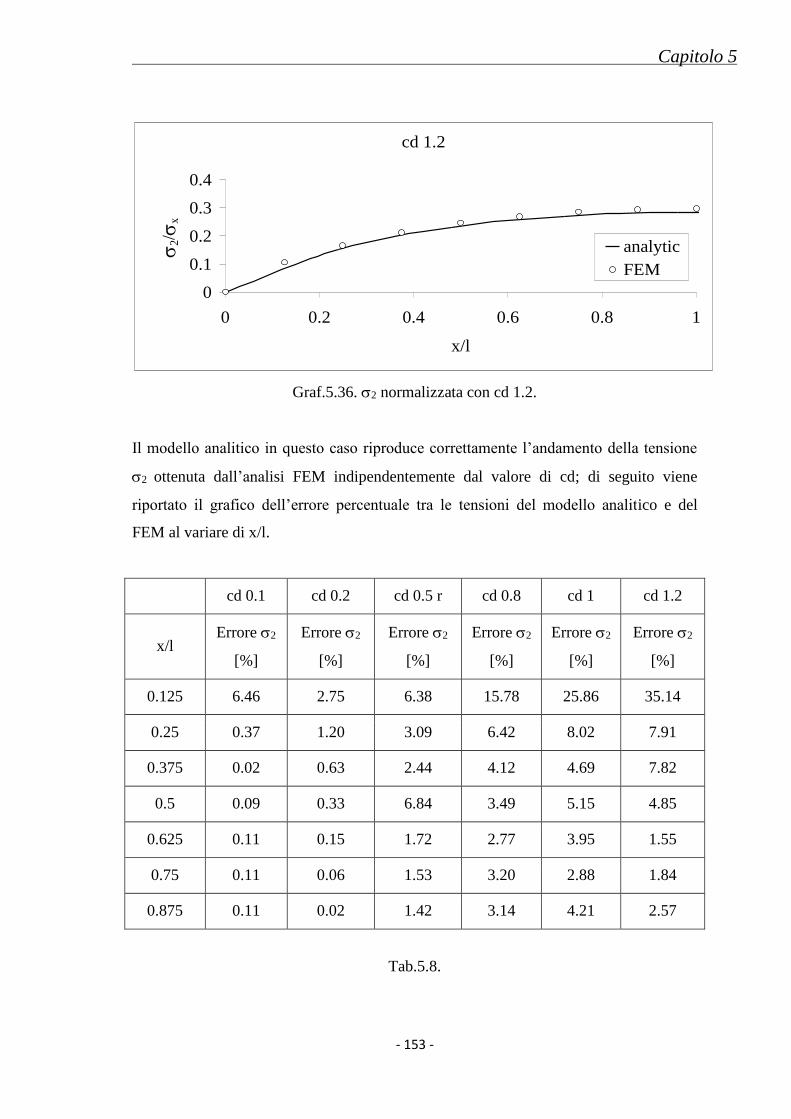
Capitolo 5
- 153 -
cd 1.2
0
0.1
0.2
0.3
0.4
0 0.2 0.4 0.6 0.8 1
x/l
2/
x
analytic
FEM
Graf.5.36.2 normalizzata con cd 1.2.
Il modello analitico in questo caso riproduce correttamente l’andamento della tensione
2 ottenuta dall’analisi FEM indipendentemente dal valore di cd; di seguito viene
riportato il grafico dell’errore percentuale tra le tensioni del modello analitico e del
FEM al variare di x/l.
cd 0.1 cd 0.2 cd 0.5 r cd 0.8 cd 1 cd 1.2
x/l Errore 2
[%]
Errore 2
[%]
Errore 2
[%]
Errore 2
[%]
Errore 2
[%]
Errore 2
[%]
0.125 6.46 2.75 6.38 15.78 25.86 35.14
0.25 0.37 1.20 3.09 6.42 8.02 7.91
0.375 0.02 0.63 2.44 4.12 4.69 7.82
0.5 0.09 0.33 6.84 3.49 5.15 4.85
0.625 0.11 0.15 1.72 2.77 3.95 1.55
0.75 0.11 0.06 1.53 3.20 2.88 1.84
0.875 0.11 0.02 1.42 3.14 4.21 2.57
Tab.5.8.
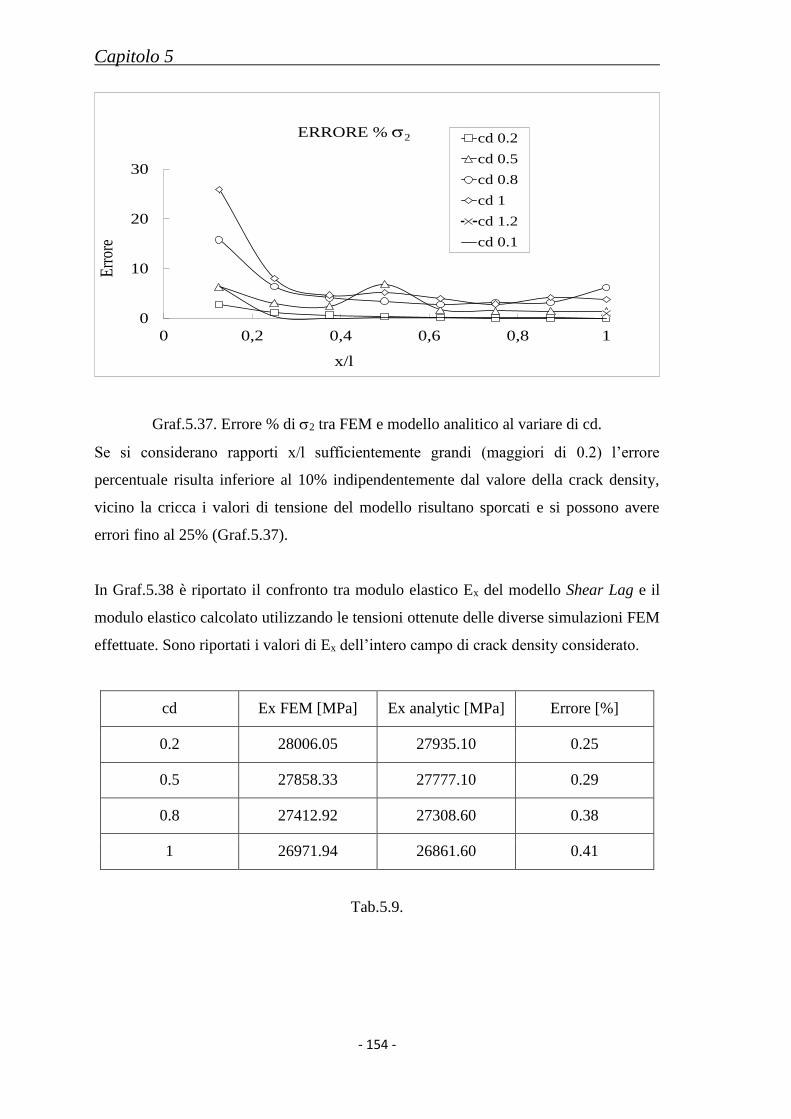
Capitolo 5
- 154 -
0
10
20
30
0 0,2 0,4 0,6 0,8 1
Err
ore
x/l
ERRORE % 2 cd 0.2
cd 0.5
cd 0.8
cd 1
cd 1.2
cd 0.1
Graf.5.37. Errore % di 2 tra FEM e modello analitico al variare di cd.
Se si considerano rapporti x/l sufficientemente grandi (maggiori di 0.2) l’errore
percentuale risulta inferiore al 10% indipendentemente dal valore della crack density,
vicino la cricca i valori di tensione del modello risultano sporcati e si possono avere
errori fino al 25% (Graf.5.37).
In Graf.5.38 è riportato il confronto tra modulo elastico Ex del modello Shear Lag e il
modulo elastico calcolato utilizzando le tensioni ottenute delle diverse simulazioni FEM
effettuate. Sono riportati i valori di Ex dell’intero campo di crack density considerato.
cd Ex FEM [MPa] Ex analytic [MPa] Errore [%]
0.2 28006.05 27935.10 0.25
0.5 27858.33 27777.10 0.29
0.8 27412.92 27308.60 0.38
1 26971.94 26861.60 0.41
Tab.5.9.
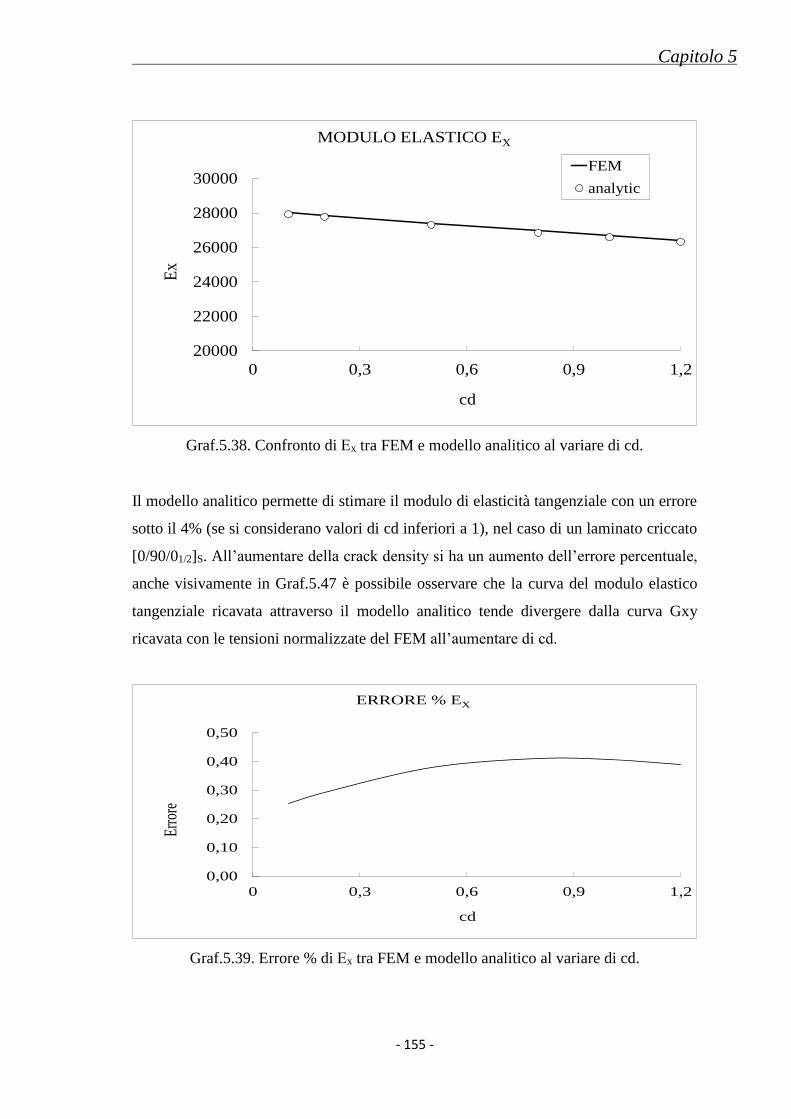
Capitolo 5
- 155 -
20000
22000
24000
26000
28000
30000
0 0,3 0,6 0,9 1,2
Ex
cd
MODULO ELASTICO EX
FEM
analytic
Graf.5.38. Confronto di x tra FEM e modello analitico al variare di cd.
Il modello analitico permette di stimare il modulo di elasticità tangenziale con un errore
sotto il 4% (se si considerano valori di cd inferiori a 1), nel caso di un laminato criccato
[0/90/01/2]S. All’aumentare della crack density si ha un aumento dell’errore percentuale,
anche visivamente in Graf.5.47 è possibile osservare che la curva del modulo elastico
tangenziale ricavata attraverso il modello analitico tende divergere dalla curva Gxy
ricavata con le tensioni normalizzate del FEM all’aumentare di cd.
0,00
0,10
0,20
0,30
0,40
0,50
0 0,3 0,6 0,9 1,2
Erro
re
cd
ERRORE % EX
Graf.5.39. Errore % di x tra FEM e modello analitico al variare di cd.
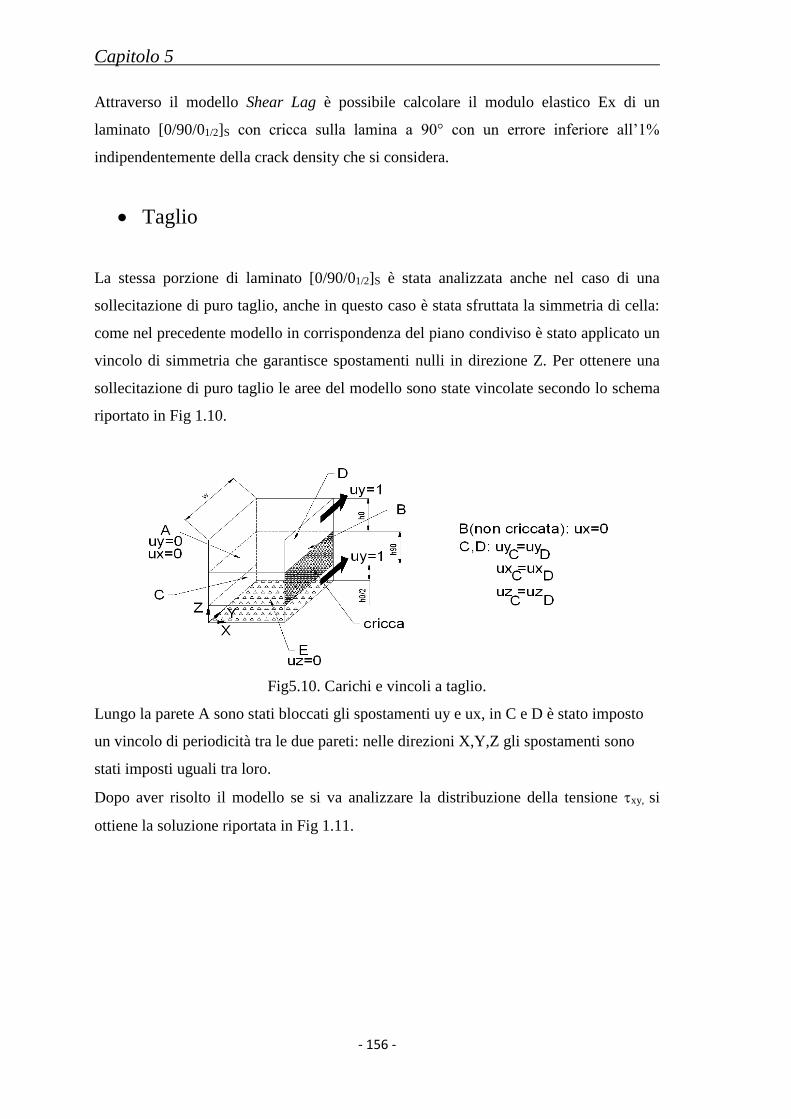
Capitolo 5
- 156 -
Attraverso il modello Shear Lag è possibile calcolare il modulo elastico Ex di un
laminato [0/90/01/2]S con cricca sulla lamina a 90° con un errore inferiore all’1%
indipendentemente della crack density che si considera.
Taglio
La stessa porzione di laminato [0/90/01/2]S è stata analizzata anche nel caso di una
sollecitazione di puro taglio, anche in questo caso è stata sfruttata la simmetria di cella:
come nel precedente modello in corrispondenza del piano condiviso è stato applicato un
vincolo di simmetria che garantisce spostamenti nulli in direzione Z. Per ottenere una
sollecitazione di puro taglio le aree del modello sono state vincolate secondo lo schema
riportato in Fig 1.10.
Fig5.10. Carichi e vincoli a taglio.
Lungo la parete A sono stati bloccati gli spostamenti uy e ux, in C e D è stato imposto
un vincolo di periodicità tra le due pareti: nelle direzioni X,Y,Z gli spostamenti sono
stati imposti uguali tra loro.
Dopo aver risolto il modello se si va analizzare la distribuzione della tensione xy, si
ottiene la soluzione riportata in Fig 1.11.
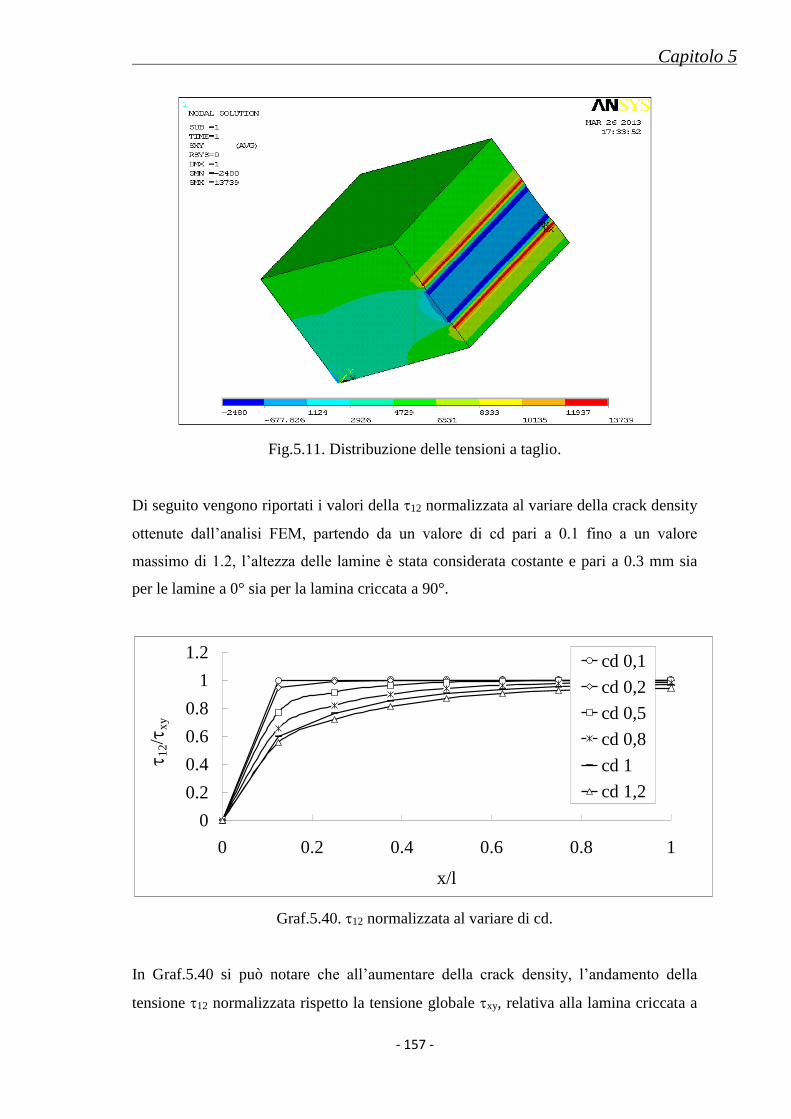
Capitolo 5
- 157 -
Fig.5.11. Distribuzione delle tensioni a taglio.
Di seguito vengono riportati i valori della 12 normalizzata al variare della crack density
ottenute dall’analisi FEM, partendo da un valore di cd pari a 0.1 fino a un valore
massimo di 1.2, l’altezza delle lamine è stata considerata costante e pari a 0.3 mm sia
per le lamine a 0° sia per la lamina criccata a 90°.
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
cd 0,1
cd 0,2
cd 0,5
cd 0,8
cd 1
cd 1,2
Graf.5.40.12 normalizzata al variare di cd.
In Graf.5.40 si può notare che all’aumentare della crack density, l’andamento della
tensione 12 normalizzata rispetto la tensione globale xy, relativa alla lamina criccata a
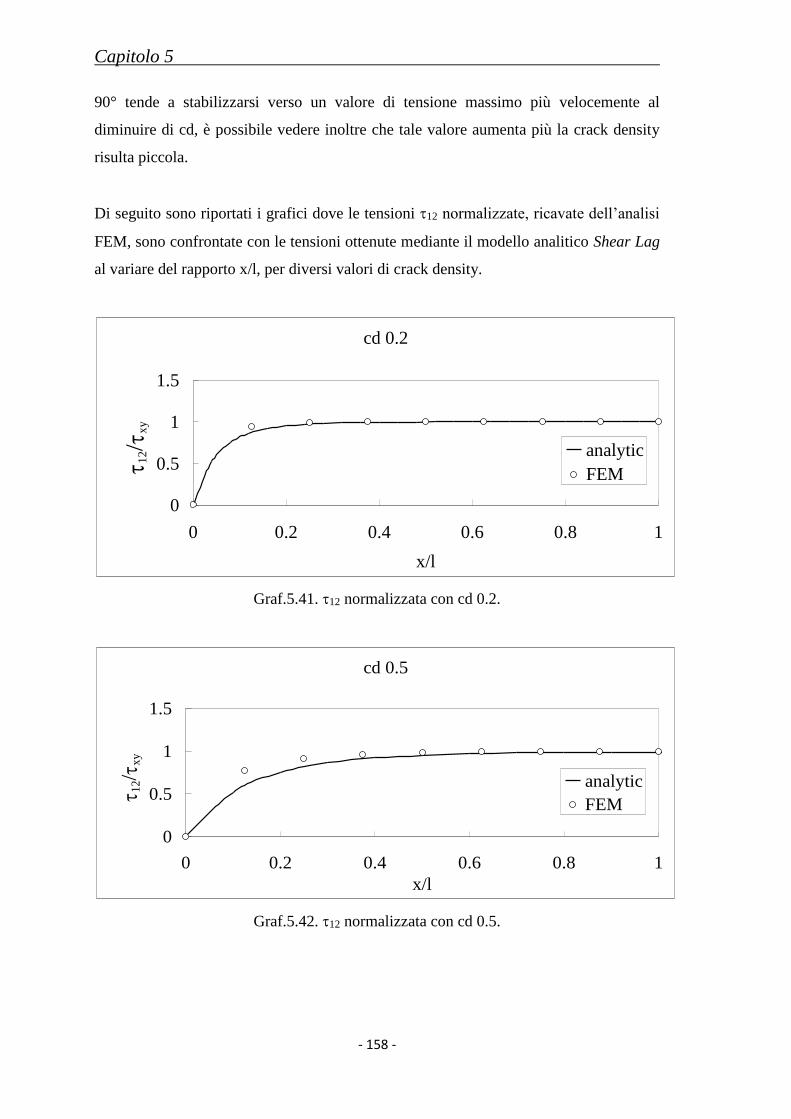
Capitolo 5
- 158 -
90° tende a stabilizzarsi verso un valore di tensione massimo più velocemente al
diminuire di cd, è possibile vedere inoltre che tale valore aumenta più la crack density
risulta piccola.
Di seguito sono riportati i grafici dove le tensioni 12 normalizzate, ricavate dell’analisi
FEM, sono confrontate con le tensioni ottenute mediante il modello analitico Shear Lag
al variare del rapporto x/l, per diversi valori di crack density.
cd 0.2
0
0.5
1
1.5
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.41.12 normalizzata con cd 0.2.
cd 0.5
0
0.5
1
1.5
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.42.12 normalizzata con cd 0.5.
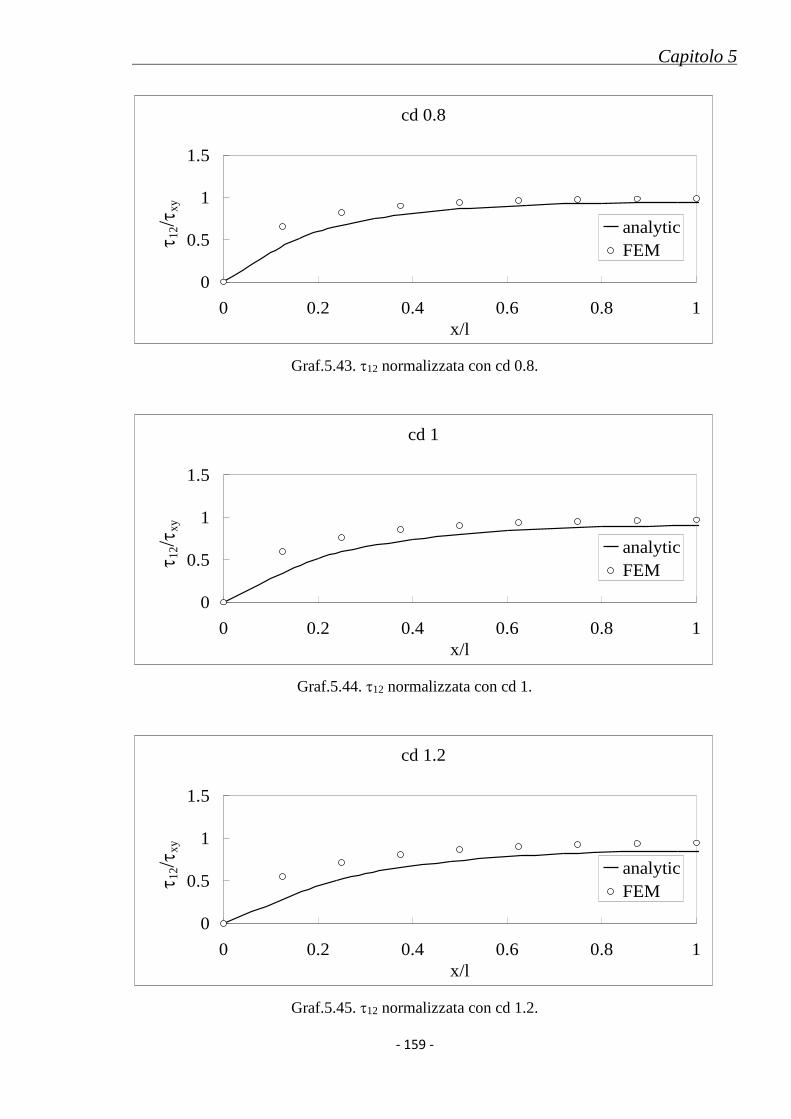
Capitolo 5
- 159 -
cd 0.8
0
0.5
1
1.5
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.43.12 normalizzata con cd 0.8.
cd 1
0
0.5
1
1.5
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.44.12 normalizzata con cd 1.
cd 1.2
0
0.5
1
1.5
0 0.2 0.4 0.6 0.8 1
x/l
12/
xy
analytic
FEM
Graf.5.45.12 normalizzata con cd 1.2.
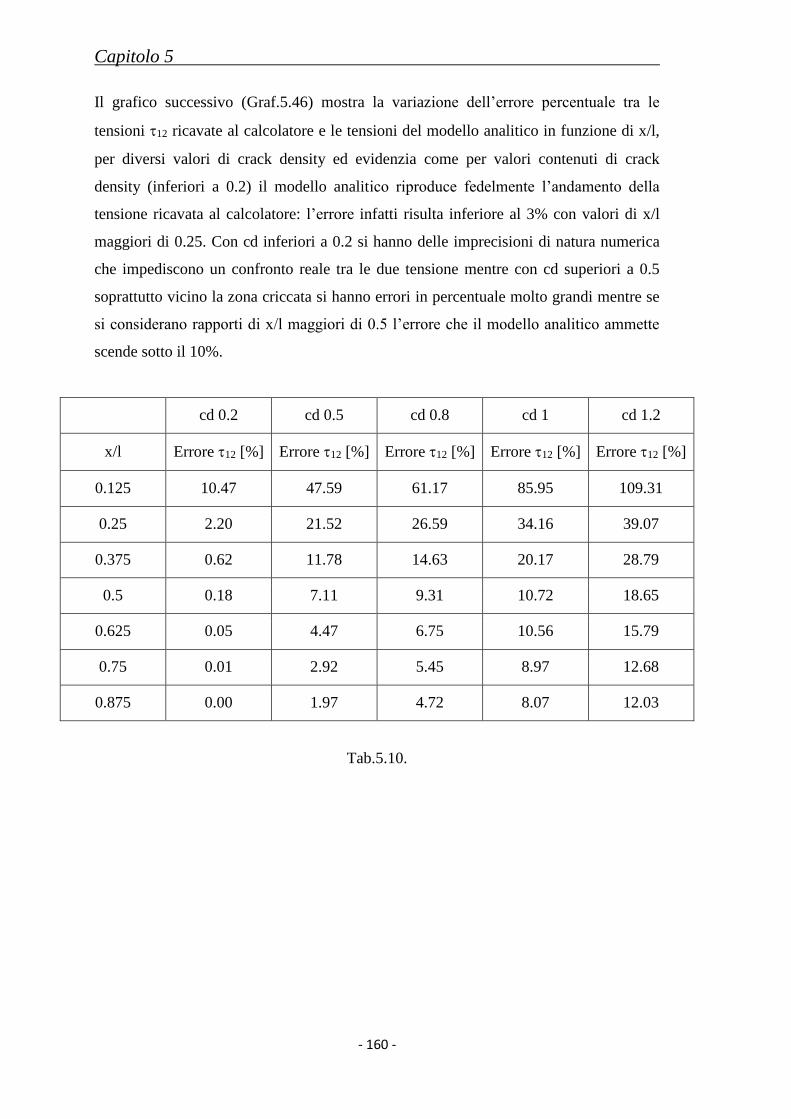
Capitolo 5
- 160 -
Il grafico successivo (Graf.5.46) mostra la variazione dell’errore percentuale tra le
tensioni 12 ricavate al calcolatore e le tensioni del modello analitico in funzione di x/l,
per diversi valori di crack density ed evidenzia come per valori contenuti di crack
density (inferiori a 0.2) il modello analitico riproduce fedelmente l’andamento della
tensione ricavata al calcolatore: l’errore infatti risulta inferiore al 3% con valori di x/l
maggiori di 0.25. Con cd inferiori a 0.2 si hanno delle imprecisioni di natura numerica
che impediscono un confronto reale tra le due tensione mentre con cd superiori a 0.5
soprattutto vicino la zona criccata si hanno errori in percentuale molto grandi mentre se
si considerano rapporti di x/l maggiori di 0.5 l’errore che il modello analitico ammette
scende sotto il 10%.
cd 0.2 cd 0.5 cd 0.8 cd 1 cd 1.2
x/l Errore 12 [%] Errore 12 [%] Errore 12 [%] Errore 12 [%] Errore 12 [%]
0.125 10.47 47.59 61.17 85.95 109.31
0.25 2.20 21.52 26.59 34.16 39.07
0.375 0.62 11.78 14.63 20.17 28.79
0.5 0.18 7.11 9.31 10.72 18.65
0.625 0.05 4.47 6.75 10.56 15.79
0.75 0.01 2.92 5.45 8.97 12.68
0.875 0.00 1.97 4.72 8.07 12.03
Tab.5.10.
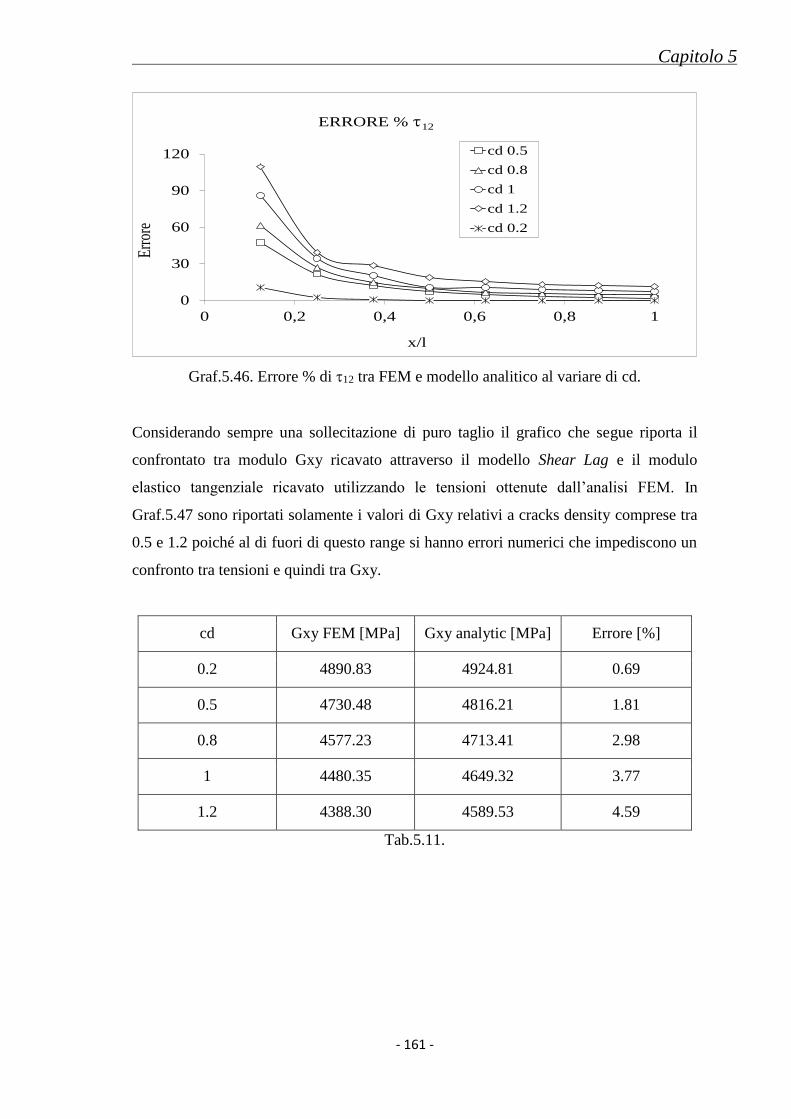
Capitolo 5
- 161 -
0
30
60
90
120
0 0,2 0,4 0,6 0,8 1
Err
ore
x/l
ERRORE % 12
cd 0.5
cd 0.8
cd 1
cd 1.2
cd 0.2
Graf.5.46. Errore % di 12 tra FEM e modello analitico al variare di cd.
Considerando sempre una sollecitazione di puro taglio il grafico che segue riporta il
confrontato tra modulo Gxy ricavato attraverso il modello Shear Lag e il modulo
elastico tangenziale ricavato utilizzando le tensioni ottenute dall’analisi FEM. In
Graf.5.47 sono riportati solamente i valori di Gxy relativi a cracks density comprese tra
0.5 e 1.2 poiché al di fuori di questo range si hanno errori numerici che impediscono un
confronto tra tensioni e quindi tra Gxy.
cd Gxy FEM [MPa] Gxy analytic [MPa] Errore [%]
0.2 4890.83 4924.81 0.69
0.5 4730.48 4816.21 1.81
0.8 4577.23 4713.41 2.98
1 4480.35 4649.32 3.77
1.2 4388.30 4589.53 4.59
Tab.5.11.
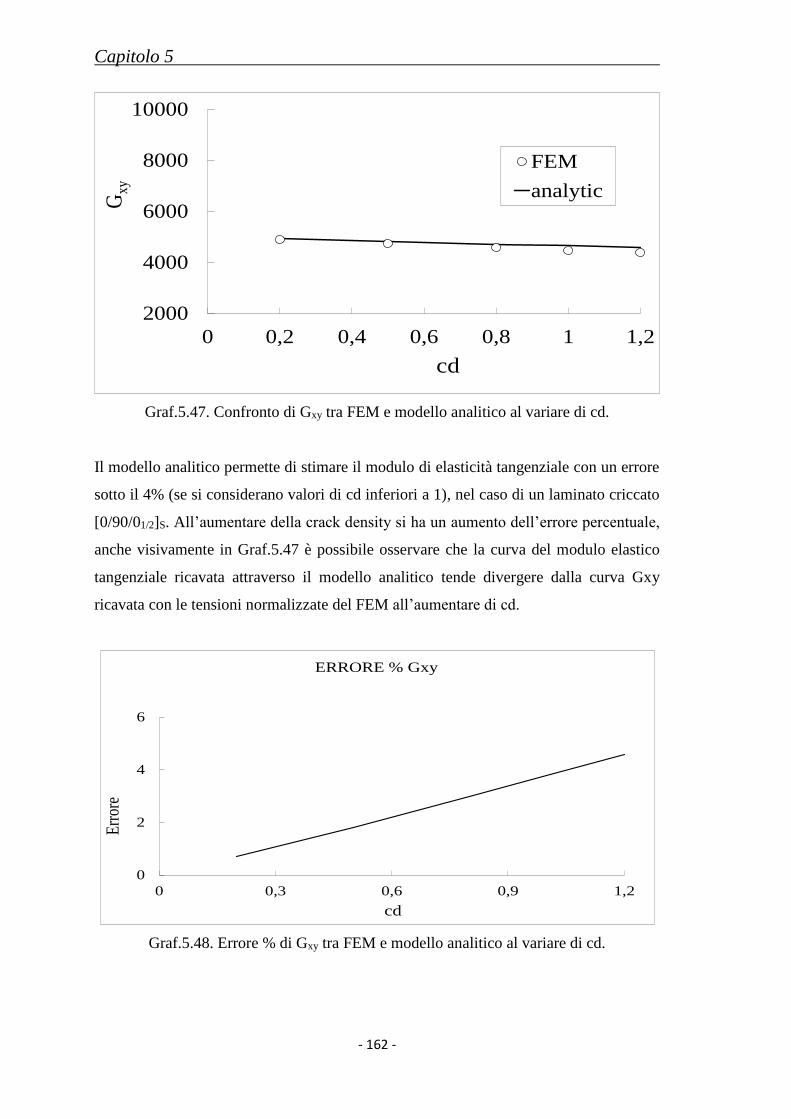
Capitolo 5
- 162 -
2000
4000
6000
8000
10000
0 0,2 0,4 0,6 0,8 1 1,2
Gxy
cd
FEM
analytic
Graf.5.47. Confronto di Gxy tra FEM e modello analitico al variare di cd.
Il modello analitico permette di stimare il modulo di elasticità tangenziale con un errore
sotto il 4% (se si considerano valori di cd inferiori a 1), nel caso di un laminato criccato
[0/90/01/2]S. All’aumentare della crack density si ha un aumento dell’errore percentuale,
anche visivamente in Graf.5.47 è possibile osservare che la curva del modulo elastico
tangenziale ricavata attraverso il modello analitico tende divergere dalla curva Gxy
ricavata con le tensioni normalizzate del FEM all’aumentare di cd.
0
2
4
6
0 0,3 0,6 0,9 1,2
Err
ore
cd
ERRORE % Gxy
Graf.5.48. Errore % di Gxy tra FEM e modello analitico al variare di cd.
Riferimenti
- 163 -
Riferimenti
[1] C.M. Manjunatha, A.C. Taylor, A.J. Kinloch, S. Sprenger.
The tensile fatigue behaviour of a silica nanoparticle-modified glass fibre reinforced
epoxy composite. Publications, 2009.
[2] Shafi Ullah Khan, Arshad Munir, Rizwan Hussain , Jang-Kyo Kim.
Fatigue damage behaviors of carbon fiber-reinforced epoxy composites containing
nanoclay. Publications, 2010.
[3] Lars Böger, Jan Sumfleth, Hannes Hedemann, Karl Schulte.
Improvement of fatigue life by incorporation of nanoparticles in glass fibre
reinforced epoxy. Publications, 2010.
[4] Christopher S. Grimmer, C. K. H. Dharan. High-cycle fatigue of hybrid carbon
nanotube/glass fiber/polymer composites. Publications, 2008.
[5] Quaresimin M. Carraro P.A.
A stiffness degradation model for cracked multidirectional laminates. Publications,
2012.
[6] B. Zuccarello.
Progettazione meccanica con materiali non convenzionali. La fatica nei compositi
(Cap 9). Publications 2008.
[7] Iacovelli Michele.
Analisi teorica e sperimentale delle proprietà meccaniche di un nanocomposito
bifase. Università degli studi di Padova, tesi 2013.
[8] Pastro Paolo.
Realizzazione e caratterizzazione meccanica di laminate unidirezionali nanocaricati.
Università degli studi di Padova, tesi 2013.
[9] Johnsen BB, Kinloch AJ, Mohammed RD, Taylor AC, Sprenger S.
Toughening mechanisms of nanoparticle-modified epoxy polymers. Polymer
2007;48(2):530–41.
Riferimenti
- 164 -
[10] Ma J, Mo MS, Du XS, Rosso P, Friedrich K, Kuan HC.
Effect of inorganic nanoparticles on mechanical property, fracture toughness and
toughening mechanism of two epoxy systems. Polymer 2008;49:3510–23.
[11] Khan SU, Iqbal K, Munir A, Kim JK.
Quasi-static and impact fracture behaviors of CFRPs with nanoclay-filled epoxy
matrix composites Part A.
[12] Siddiqui NA, Woo RSC, Kim JK, Leung CKY, Munir A.
Mode I interlaminar fracture behavior and mechanical properties of CFRPs with
nanoclay-filled epoxy matrix. Composites Part A 2007;38:449–60.
[13] Haque A, Shamsuzzoha M, Hussain F, Dean D.
S2-Glass/epoxy polymer nanocomposites: manufacturing, structures, thermal and
mechanical properties. J Compos Mater 2003;37:1821–37.
[14] Tsai JL, Wu MD.
Organoclay effect on transverse tensile strength and in-plane shear strength of
unidirectional glass/epoxy nanocomposites. Key Eng Mater 2007;335:773–6..
[15] Böger L, Wichmann MHG, Meyer LO, Schulte K.
Load and health monitoring in glass fibre reinforced composites with an electrically
conductive nanocomposite epoxy matrix. Compos Sci Technol 2008;68(7–8):1886–
94.
[16] Fiedler B, Gojny FH, Wichmann MHG, Bauhofer W, Schulte K.
Can carbon nanotubes be used to sense damage in composites? Ann Chim Sci Mat
2004;29(6):81–94.
[17] Thostenson ET, Chou TW.
Real-time in situ sensing of damage evolution in advanced fiber composites using
carbon nanotube networks. Nanotechnology 2008;19(21):215713.
[18] Ganguli S, Aglan H (2006) J Reinforc Plast Compos 25(2):175.
doi:10.1177/0731684405056425.
[19] Wong M, Paramsothy M, Xu XJ, Ren Y, Li S, Liao K (2003)
Polymer 44(25):7757. doi:10.1016/j.polymer.2003.10.011.
[20] Dharan CKH, Tan TF (2007) J Mater Sci 42(6):2204.
doi:10.1007/s10853-007-1498-9.