A-10 · EVOLUZIONE TERMICA PER GIRI DELLA VITE . Le temperature dei cuscinetti del mandrino e degli...
56
Transcript of A-10 · EVOLUZIONE TERMICA PER GIRI DELLA VITE . Le temperature dei cuscinetti del mandrino e degli...

A-10
PRESENTIAMO IL CENTRO DI LAVORO IDEALE
Da oltre 50 anni offriamo soluzioni di lavorazione, da oltre 25 anni
fabbrichiamo centri di lavoro, e ora vi presentiamo la
nostra nuova proposta di centro di lavoro!

EVOLUZIONE EVOLUZIONE KONDIA PER I CENTRI MECCANIZZATI TIPO A TAVOLA MOBILE * 1952: FONDAZIONE FRESATRICI UNIVERSALI * 1960: FRESA A TORRETTA * 1969: FRESA CNC * 1981: C. MEC. TAVOLA MOBILE B-700. * 1983: C. MEC. TAVOLA MOBILE B-1000. * 1988: C. MEC. TAVOLA MOBILE B-500. * 1989: C. MEC. PALLETTIZZATO B-500-P. * 1990: PREMIO DISEGNO Mod. B-500 * 1996: C. MEC. TAVOLA MOBILE B-1050. * 1998: C. MEC. TAVOLA MOBILE B-640. * 2001: C. MEC. TAVOLA MOBILE B-1370. * 2006: C. MEC. TAVOLA MOBILE A-6, A-10. * 2007 : C. MEC. TAVOLA MOBILE A-15.
A-10
3.GENERAZIONE A-6
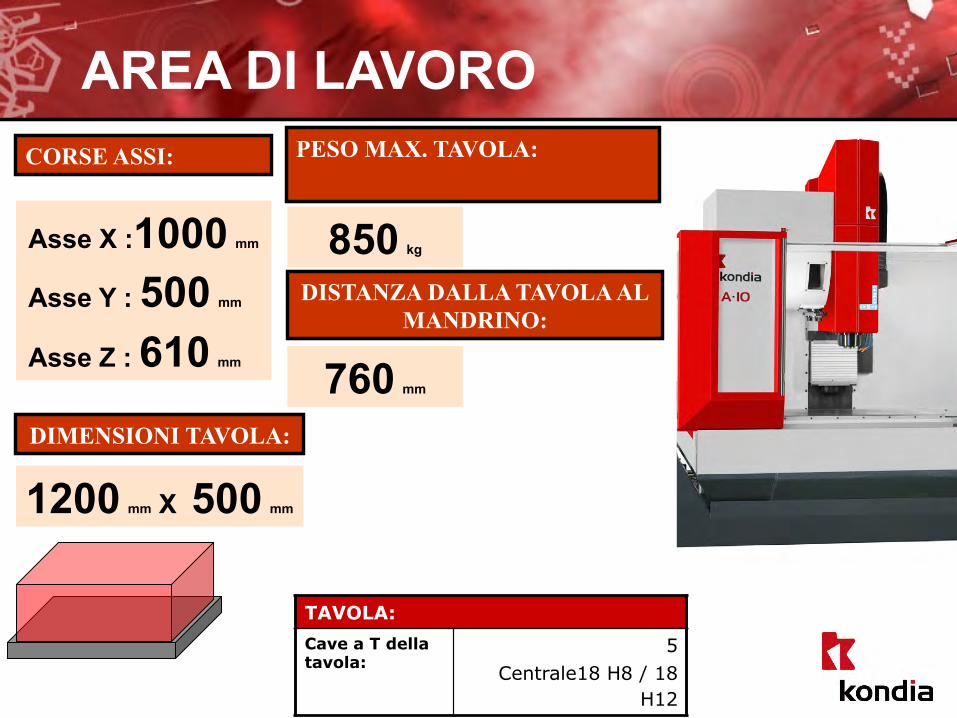
DIMENSIONI TAVOLA:
PESO MAX. TAVOLA:
850 kg
CORSE ASSI:
Asse X :1000 mm
Asse Y : 500 mm
Asse Z : 610 mm
1200 mm X 500 mm
AREA DI LAVORO
DISTANZA DALLA TAVOLA AL MANDRINO:
760 mm
TAVOLA: Cave a T della tavola:
5 Centrale18 H8 / 18
H12
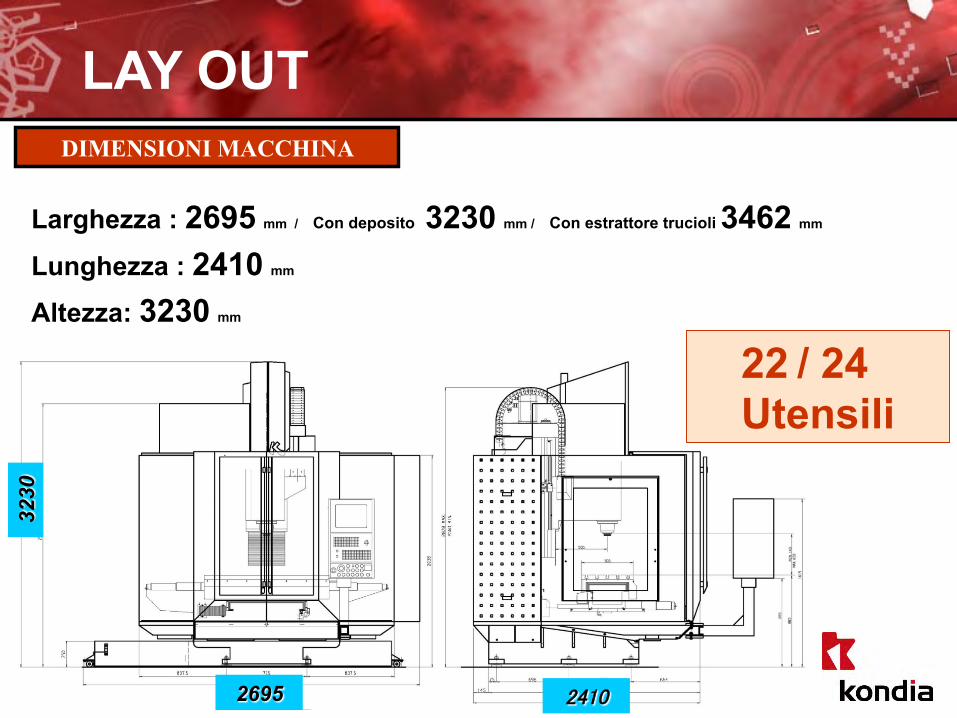
LAY OUT DIMENSIONI MACCHINA
Larghezza : 2695 mm / Con deposito 3230 mm / Con estrattore trucioli 3462 mm
Lunghezza : 2410 mm
Altezza: 3230 mm
2695
3230
2410
22 / 24 Utensili

DIMENSIONE MACCHINA
40 Utensili
LAY OUT
2525
3230
2750
Larghezza: 2525mm / Con deposito 3230mm / Con estrattore trucioli3462 mm
Lunghezza : 2750 mm
Altezza : 3230 mm
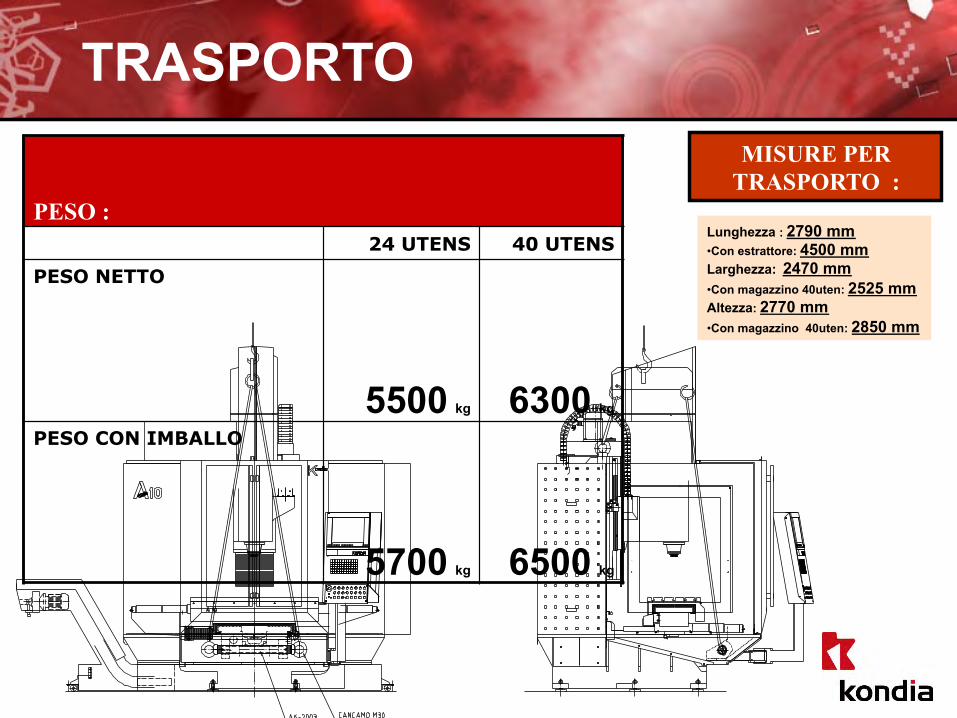
TRASPORTO
PESO : 24 UTENS 40 UTENS
PESO NETTO
5500 kg 6300 kg
PESO CON IMBALLO
5700 kg 6500 kg
MISURE PER TRASPORTO :
Lunghezza : 2790 mm • Con estrattore: 4500 mm Larghezza: 2470 mm • Con magazzino 40uten: 2525 mm Altezza: 2770 mm • Con magazzino 40uten: 2850 mm

A-10
GRANDE AFFIDABILITA’ GRAN CAPACITA’ DI CARICAMENTO
ESTREMAMENTE RIGIDA
RECUPERO RAPIDO SU CAMBIO DI INVERSIONE
ULTIMA TECNOLOGIA AVANZATA

ASSI: COPERTURE TELESCOPICHE
Con caduta laterale per evitare
l’accumulo dei trucioli !
Minima vibrazione e rumore
Alta capacità di avvio
Grande
potenza
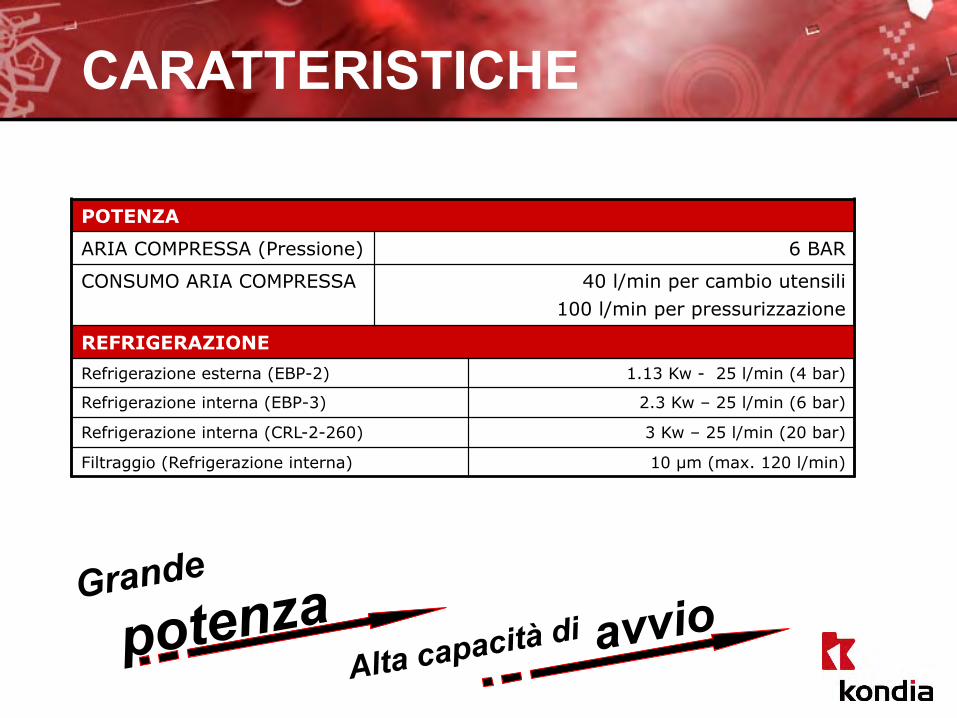
CARATTERISTICHE
POTENZA
ARIA COMPRESSA (Pressione) 6 BAR
CONSUMO ARIA COMPRESSA 40 l/min per cambio utensili 100 l/min per pressurizzazione
REFRIGERAZIONE Refrigerazione esterna (EBP-2) 1.13 Kw - 25 l/min (4 bar)
Refrigerazione interna (EBP-3) 2.3 Kw – 25 l/min (6 bar)
Refrigerazione interna (CRL-2-260) 3 Kw – 25 l/min (20 bar)
Filtraggio (Refrigerazione interna) 10 µm (max. 120 l/min)

STRUTTURA Aumento della pendenza del
banco e carenatura
per facilitare l’evacuazione
trucioli!
Guide prismatiche (axb) X: 2 GUIDE 340x70 mm
Y: 2 GUIDE 680x215 mm
Z: 2 GUIDE 370x100 mm
DUREZZA 55 HRc
Guide temperate 55 HRc
a b

STRUTTURA
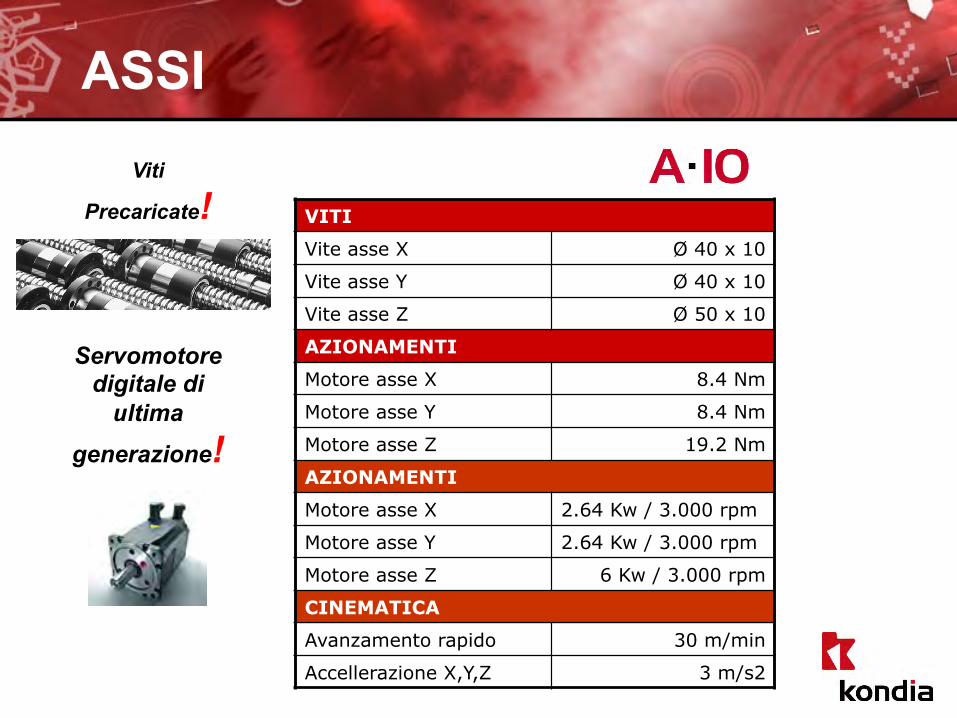
ASSI
Servomotore digitale di
ultima generazione!
Viti
Precaricate! VITI
Vite asse X Ø 40 x 10
Vite asse Y Ø 40 x 10
Vite asse Z Ø 50 x 10
AZIONAMENTI
Motore asse X 8.4 Nm
Motore asse Y 8.4 Nm
Motore asse Z 19.2 Nm
AZIONAMENTI
Motore asse X 2.64 Kw / 3.000 rpm
Motore asse Y 2.64 Kw / 3.000 rpm
Motore asse Z 6 Kw / 3.000 rpm
CINEMATICA
Avanzamento rapido 30 m/min
Accellerazione X,Y,Z 3 m/s2
ASSI
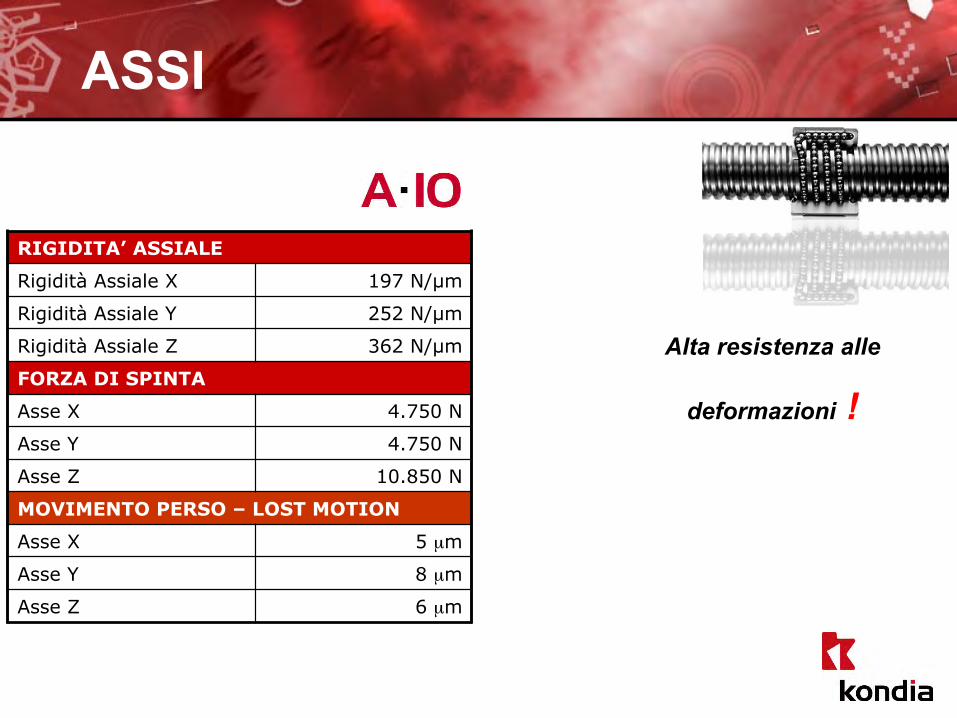
Alta resistenza alle
deformazioni !
RIGIDITA’ ASSIALE
Rigidità Assiale X 197 N/µm
Rigidità Assiale Y 252 N/µm
Rigidità Assiale Z 362 N/µm
FORZA DI SPINTA
Asse X 4.750 N
Asse Y 4.750 N
Asse Z 10.850 N
MOVIMENTO PERSO – LOST MOTION
Asse X 5 µm
Asse Y 8 µm
Asse Z 6 µm
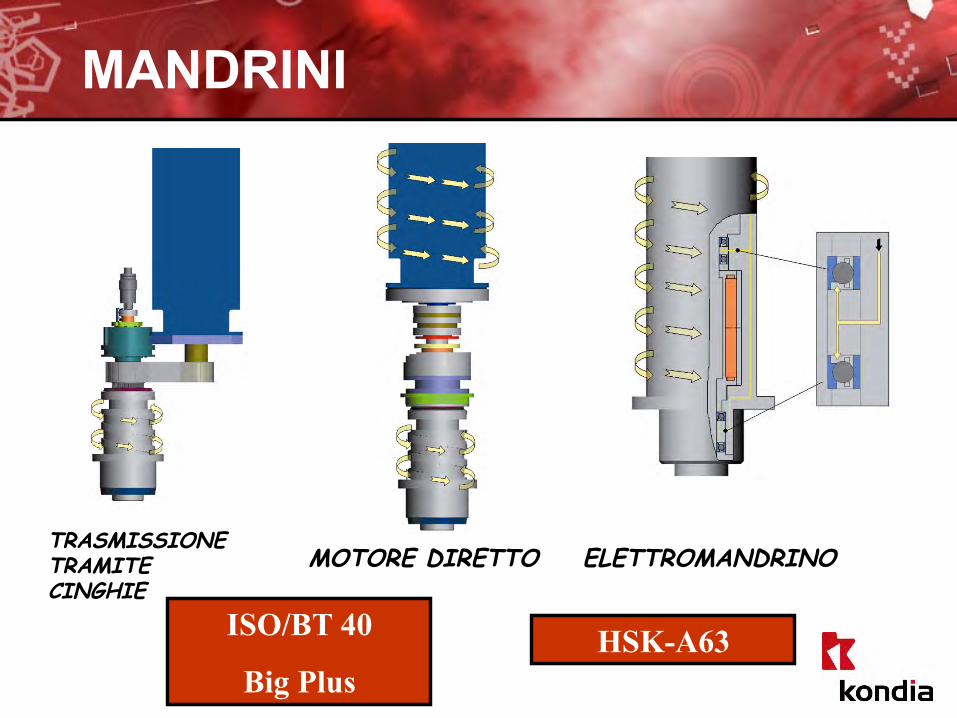
MANDRINI
TRASMISSIONE TRAMITE CINGHIE
MOTORE DIRETTO ELETTROMANDRINO
ISO/BT 40
Big Plus HSK-A63
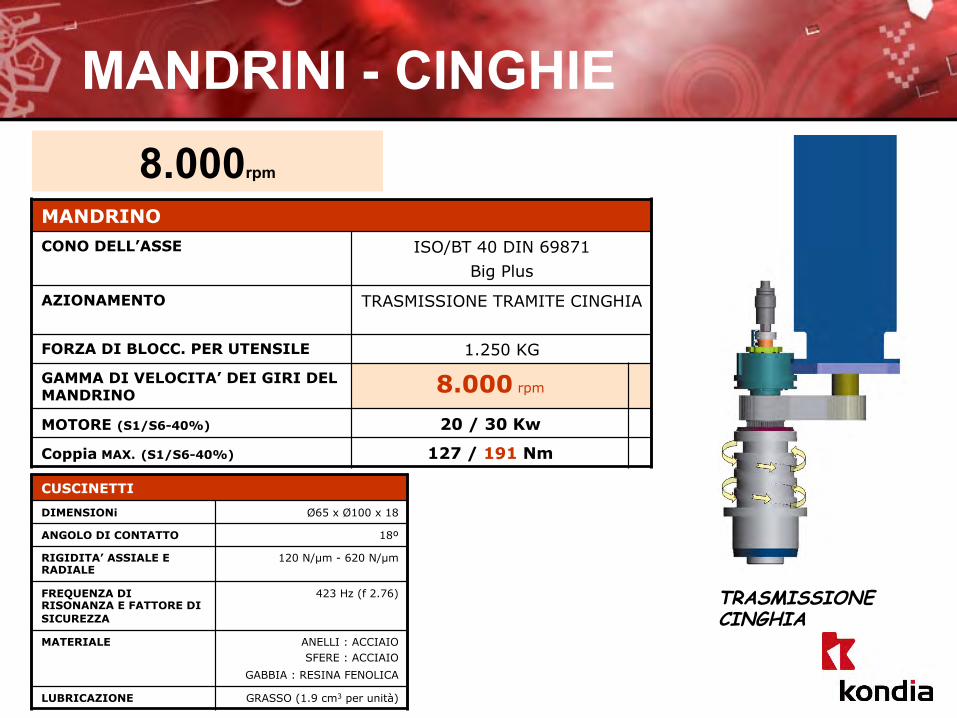
MANDRINI - CINGHIE
TRASMISSIONE CINGHIA
MANDRINO CONO DELL’ASSE ISO/BT 40 DIN 69871
Big Plus
AZIONAMENTO TRASMISSIONE TRAMITE CINGHIA
FORZA DI BLOCC. PER UTENSILE 1.250 KG
GAMMA DI VELOCITA’ DEI GIRI DEL MANDRINO 8.000 rpm
MOTORE (S1/S6-40%) 20 / 30 Kw
Coppia MAX. (S1/S6-40%) 127 / 191 Nm
CUSCINETTI
DIMENSIONi Ø65 x Ø100 x 18
ANGOLO DI CONTATTO 18º
RIGIDITA’ ASSIALE E RADIALE
120 N/µm - 620 N/µm
FREQUENZA DI RISONANZA E FATTORE DI SICUREZZA
423 Hz (f 2.76)
MATERIALE ANELLI : ACCIAIO SFERE : ACCIAIO
GABBIA : RESINA FENOLICA
LUBRICAZIONE GRASSO (1.9 cm3 per unità)
8.000rpm

MANDRINO – MOTORE DIRETTO
§ Trasferimento minimo di calore dal motore all’asse § Grande capacità di avvio § Alta rigidità § Mantenimento libero § Grasso permanente § Vite refrigerata § Cuscinetti pressurizzati § Stabilizzazione termica (circuito doppio)
§ Grande trasmissione § Minimo Carico sui cuscinetti § Molto leggero § Equilibrio permanente § Non genera rumore ne vibrazioni § Gioco ”0”
ACCOPPIAMENTO MOTORE DIRETTO

MOTORE DIRETTO
MANDRINO – MOTORE DIRETTO
MANDRINO Cono asse mandrino ISO/BT40 DIN 69871 Big Plus
Azionamento DIRETTO
Forza presa utensile 1.250 Kg
Gamma di velocità di rotazione 10.000 rpm 12.000 rpm
MOTORE (S1/S6-40%) 18.5 / 28 Kw 10 / 14 Kw
Coppia MAX. (S1/S6-40%) 118 / 178 Nm 64 / 90 Nm
12.000 rpm 10.000 rpm

MOTORE DIRETTO 18.000 rpm
MANDRINO – MOTORE DIRETTO
MANDRINO Cono asse mandrino ISO/BT40 DIN 69871 Big Plus
Azionamento DIRETTO
Forza presa utensile 1.250 Kg
Gamma di velocità di rotazione 15.000 rpm 18.000 rpm
MOTORE (S1/S6-40%) 14 / 18.75 Kw 11 / 15 Kw
Coppia MAX. (S1/S6-40%) 89 / 120 Nm 95 Nm
18.000rpm 15.000rpm
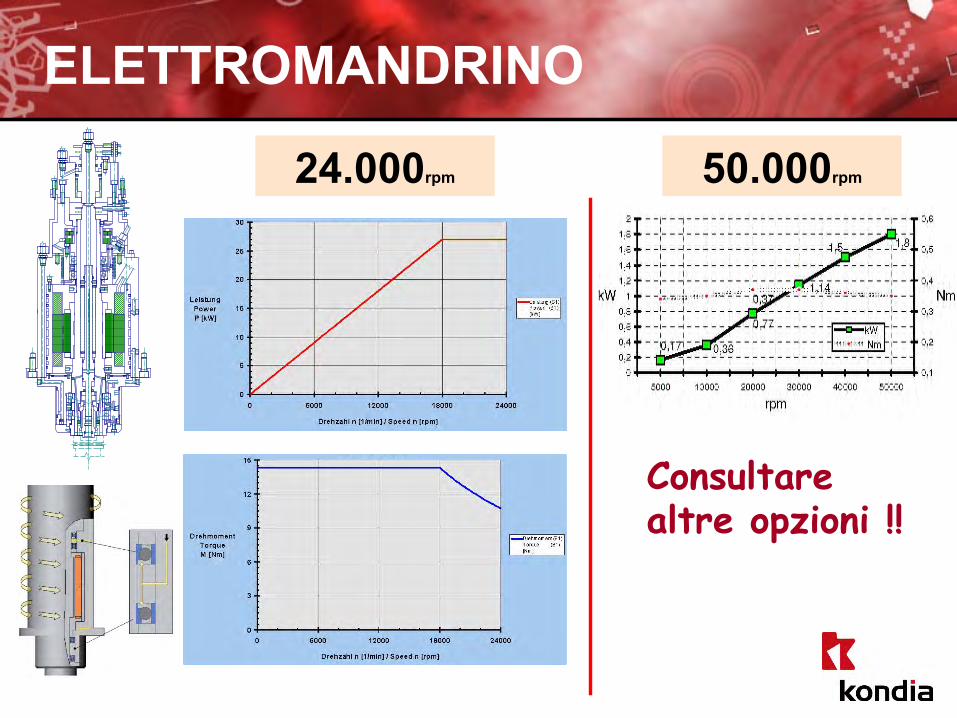
Consultare altre opzioni !!
ELETTROMANDRINO
24.000rpm 50.000rpm

MANDRINO – ASSE PRINCIPALE
§ Maggiore durezza Ü Minore deformazione
§ Minore dilatazione termica
§ Minore coefficiente di attrito
§ Minore massa Ü minore forza di inerzia Ü minore riscaldamento
Sfere: nitruro di silicio, Si3N4 Gabbia: SHX acciaio
MASSIMA CONCENTRICITA’ E RIGIDITA’

MANDRINO – ASSE PRINCIPALE § Maggiore rigidità
§ Circuito esterno ed interno refrigerato
§ Pressurizzazione superiore ed inferiore
§ Cono ISO - BIG PLUS
§ Forza di bloccaggio: 1250 kg
§ Cono senza sezione per chiavetta
§ Linea di F-127 trattato (86 ~ 110 Kg/mm2)

MANDRINO – ASSE PRINCIPALE
MOTORE DIRETTO
§ Eliminazione del movimento assiale ad alta rivoluzione
§ Doppio contatto tra cono e flangia mandrino
§ Maggiore precisione di rotondità (1µm)
§ Migliore ripetibilità durante il cambio utensile
§ Maggiore durata degli utensili

CAMBIO UTENSILE
SEQUENZIALE
RANDOM
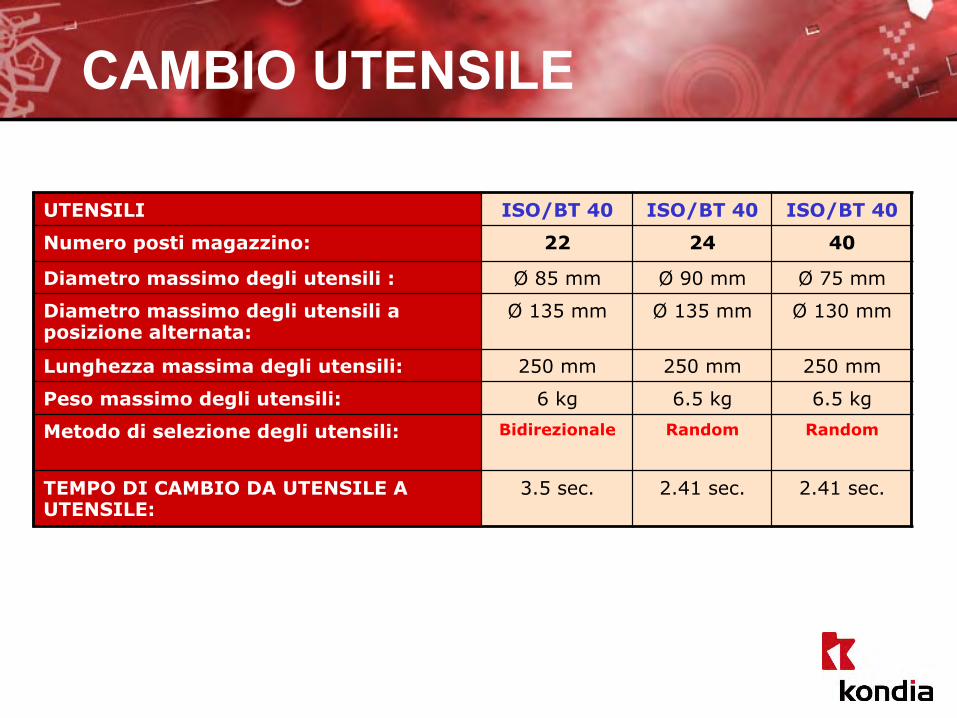
CAMBIO UTENSILE
UTENSILI ISO/BT 40 ISO/BT 40 ISO/BT 40
Numero posti magazzino: 22 24 40
Diametro massimo degli utensili : Ø 85 mm Ø 90 mm Ø 75 mm
Diametro massimo degli utensili a posizione alternata:
Ø 135 mm Ø 135 mm Ø 130 mm
Lunghezza massima degli utensili: 250 mm 250 mm 250 mm
Peso massimo degli utensili: 6 kg 6.5 kg 6.5 kg
Metodo di selezione degli utensili: Bidirezionale Random Random
TEMPO DI CAMBIO DA UTENSILE A UTENSILE:
3.5 sec. 2.41 sec. 2.41 sec.

STRUMENTI DI CONTROLLO
ISO 230 - 2
CIRCOLARITA’: 7 µm
PRECISIONE POSIZIONAMENTO:
0.008 mm
RIPETITIVITA’ :
0.006 mm
PRECISIONE DI INTERPOLAZIONE CIRCOLARE :
Sistema diretto di captaggio

EVACUATORE TRUCIOLI
CNC

ACCESSORI:

ACCESSORI
Copertura completa, delle
parti meccaniche della macchina!

RAPPORTO DI VERIFICA CENTRO DI LAVORO VERTICALE A TAVOLA MOBILE
Le prove descritte nella presente relazione sono state effettuate da IDEKO Technology Center

CARATTERISTICHE DELLA MACCHINA
CENTRO DI LAVORO A10 CNC HEIDENHAIN TNC 530 MANDRINO A 8.000 RPM TRASMISSIONE TRAMITE CINGHIA MOTORE TESTA QAN 260 L (22/30 Kw) CONO: BIG PLUS (DOPPIO CONTATTO) SISTEMA DI MISURA: RIGHE HEIDENHAIN REFRIGERAZIONE INTERNA 20 BAR
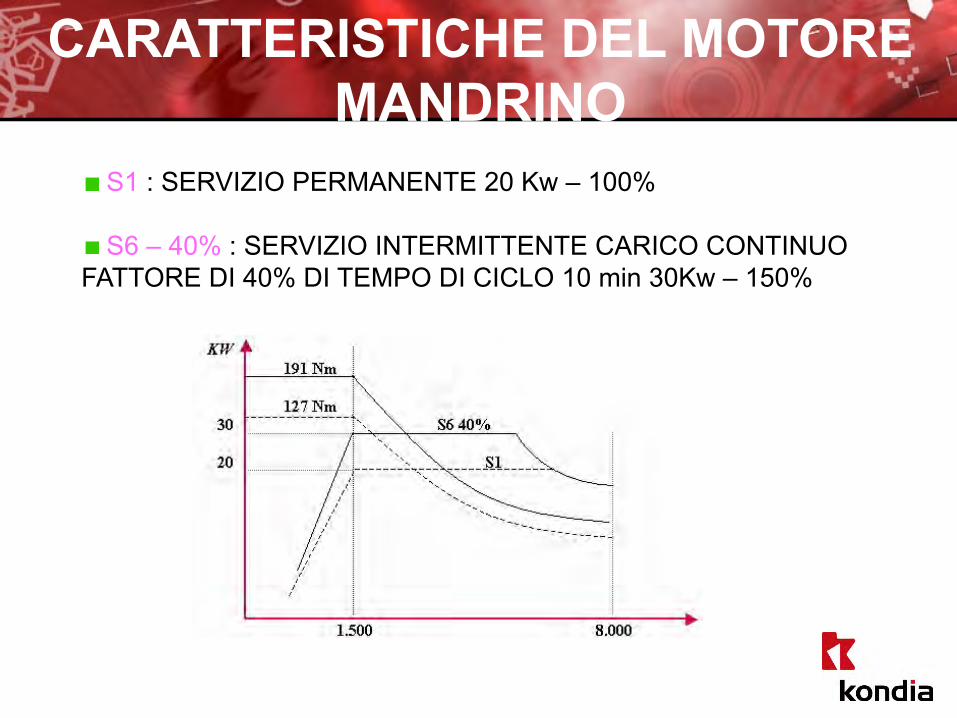
CARATTERISTICHE DEL MOTORE MANDRINO
S1 : SERVIZIO PERMANENTE 20 Kw – 100%
S6 – 40% : SERVIZIO INTERMITTENTE CARICO CONTINUO
FATTORE DI 40% DI TEMPO DI CICLO 10 min 30Kw – 150%
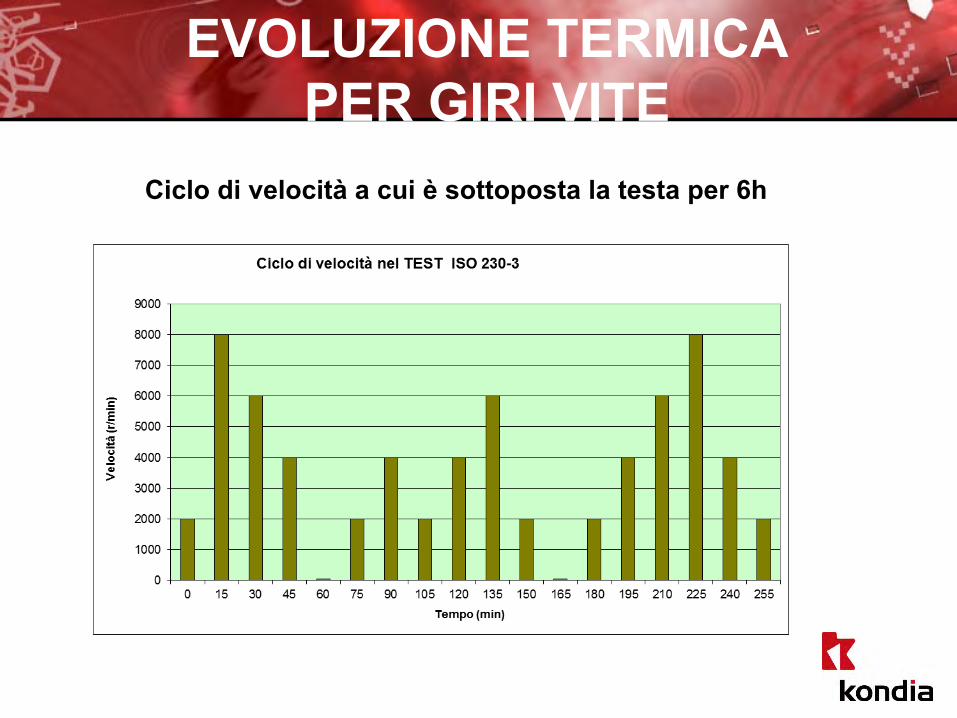
EVOLUZIONE TERMICA PER GIRI VITE
Ciclo di velocità a cui è sottoposta la testa per 6h
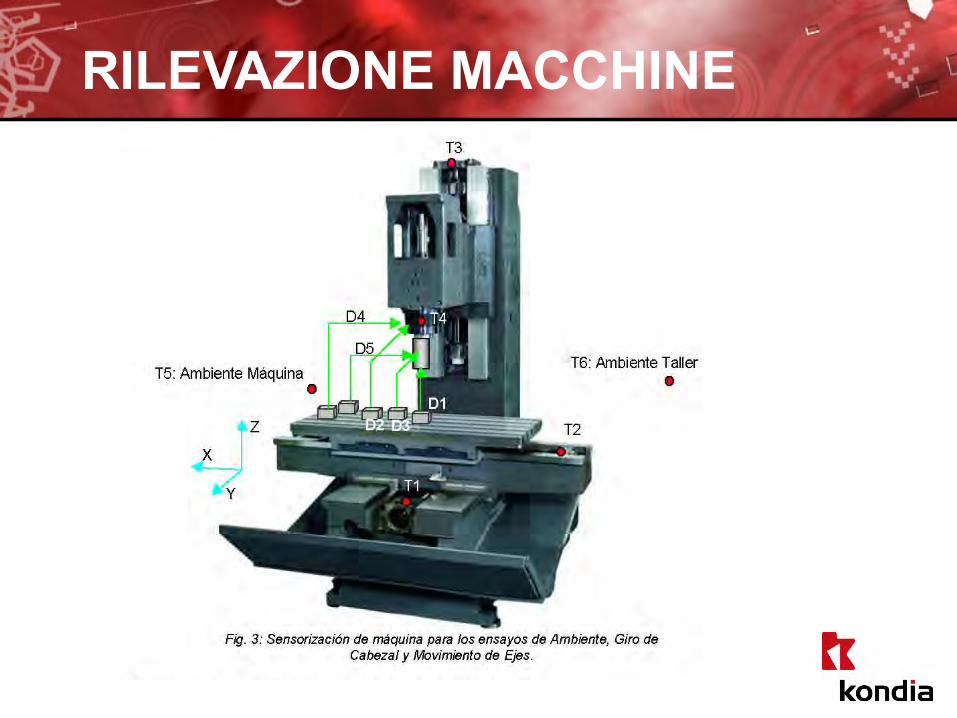
RILEVAZIONE MACCHINE
19
20
21
22
23
24
0 1 2 3 4 5 6
Tem
pera
tura
(ºC
)
Tempo (hr)
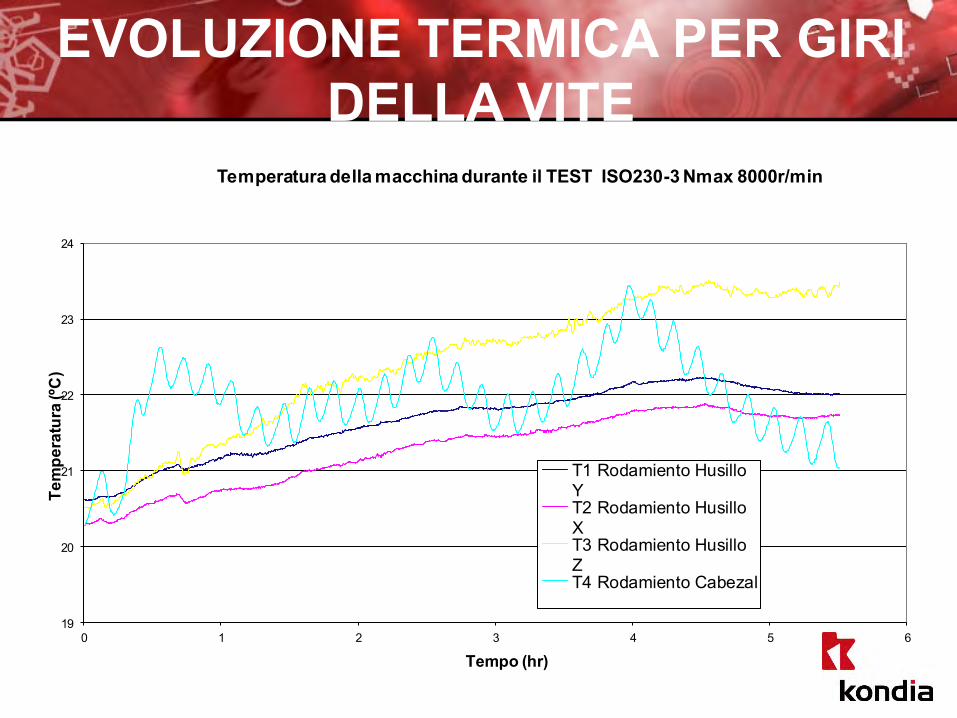
Temperatura della macchina durante il TEST ISO230-3 Nmax 8000r/min
T1 Rodamiento HusilloYT2 Rodamiento HusilloXT3 Rodamiento HusilloZT4 Rodamiento Cabezal
EVOLUZIONE TERMICA PER GIRI DELLA VITE
Le temperature dei cuscinetti del mandrino e degli assi X,Y,Z, durante il ciclo di riscaldamento variano
meno di 3 ºC
MOVIMENTAZIONE CORSA 20m/mm

MOVIMENTAZIONE CORSE 20m/mm
Le deformazioni vengono raggiunte quando la macchina viene utilizzata al limite, con movimenti ripetitivi e sostenuti degli assi a 20m / min per 30
min ± 0.01mm
MOVIMENTAZIONE CORSA 20m/mm

È stata misurata la precisione e la ripetitività dei TRE ASSI MOVIMENTO a norma ISO 230-2
PRECISIONE E RIPETITIVITA’ ISO 230-2

PRECISIONE E RIPETITIVITA’’ ISO 230-2

PRECISIONE E RIPETITIVITA’

PRECISIONE E RIPETITIVITA’

PROVE DI LAVORO
FORATURA FRESATURA

FORATURA UTENSILE D40
§ Riferimento utensile: SANDVIK 880-D400L40-02 § Riferimento piastra interna: 880-0704 06H-C-GM 1044 § Riferimento piastra esterna: 880-0704 W06H-P-GM 4044 § Diametro (mm):40 § Materiale da forare: F114 § Refrigerante Interno: acqua chimica
Si considera la dimensione massima dell’utensile con la quale un utente può lavorare, pertanto, sono state testate varie condizioni di lavoro per
vedere il comportamento della macchina e il suo limite.

FORATURA UTENSILE D40
L’andamento della macchina è ottimale. Lavorato senza problemi in tutte le condizioni testate. Nella prova n ° 1 è stato misurato il consumo dell'asse Z, che arriva al 24% durante il lavoro, il moto perduto può consumare fino al 50-51%.

FORATURA UTENSILE D58 Prova realizzata per verificare la capacità della macchina, realizzando una prova con un utensile forante di grosse dimensioni tenendo conto del cono mandrino (ISO40). Sono state realizzate una serie di fori per testare la limitazione della macchina.
§ Riferimento utensile:SANDVIK R416.2-0580l4021
§ Riferimento piastra : WCMX 080412 R53 1020 § Diametro (mm):58 § Materiale da forare: F114 § Refrigerante: Interno (acqua chimica)

Il comportamento della macchina è eccezionale, realizzando una foratura di diametro 58 e una profondità di 50mm in un solo passo. Il truciolo è ben segmentato. Per realizzare questa prova si amplia la capacità del motore principale del 129%. Allo stesso tempo, nell’asse Z si richiede il 15% della capacità, mentre i movimenti verso il basso e verso l’alto del carico per l’asse, sono rispettivamente il 25% e 49%.
FORATURA UTENSILE D58

PROVE DI POTENZA
Le prove di potenza corrispondono alla realizzazione di operazioni pianificate, nelle quali si ottengono i limiti della macchina, tenendo conto, sia della profondità di passata, sia del volume di truciolo ottenuto.

PROGRAMMAZIONE E PROVE CON F114
§ Riferimento utensile: ISCAR S845 F45SX D080-06-27-R16 § Riferimento piastra : S845 SXMU 1606ADTR-MM IC910 § Diametro (mm): 80 § Z(nº inserti): 6 § Materiale da lavorare: F114 § Refrigerante: nessuno § Movimentazione a ZIG-ZAG su asse X

PROVE ESEGUITE CON F114
Un buon utilizzo. Stabile, senza problemi. Finitura eccellente. Al di sopra del Vc del pezzo si può notare un normale segno legato
all'usura. Sono state misurate vibrazioni monoassiali utilizzando 3
accelerometri, uno per ogni asse della macchina. Trattandosi di prove a grande profondità di passata, in cui il consumo di energia è molto elevato, da questi confronti non è apparso nessuna caratteristica anomala.
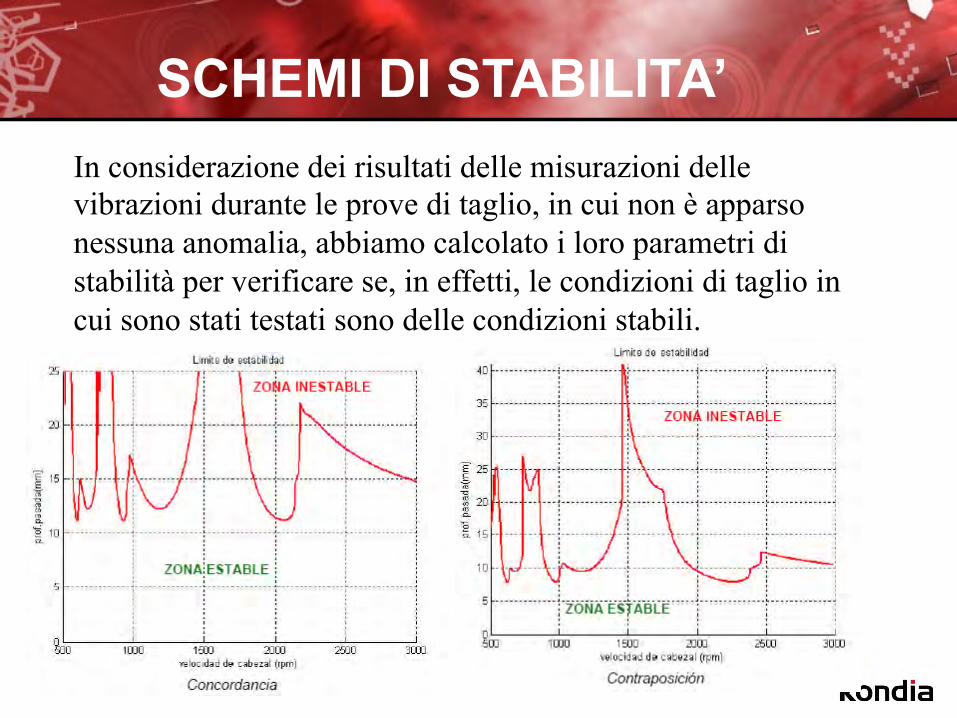
SCHEMI DI STABILITA’ In considerazione dei risultati delle misurazioni delle vibrazioni durante le prove di taglio, in cui non è apparso nessuna anomalia, abbiamo calcolato i loro parametri di stabilità per verificare se, in effetti, le condizioni di taglio in cui sono stati testati sono delle condizioni stabili.
PROVE ESEGUITE SU ACCIAIO
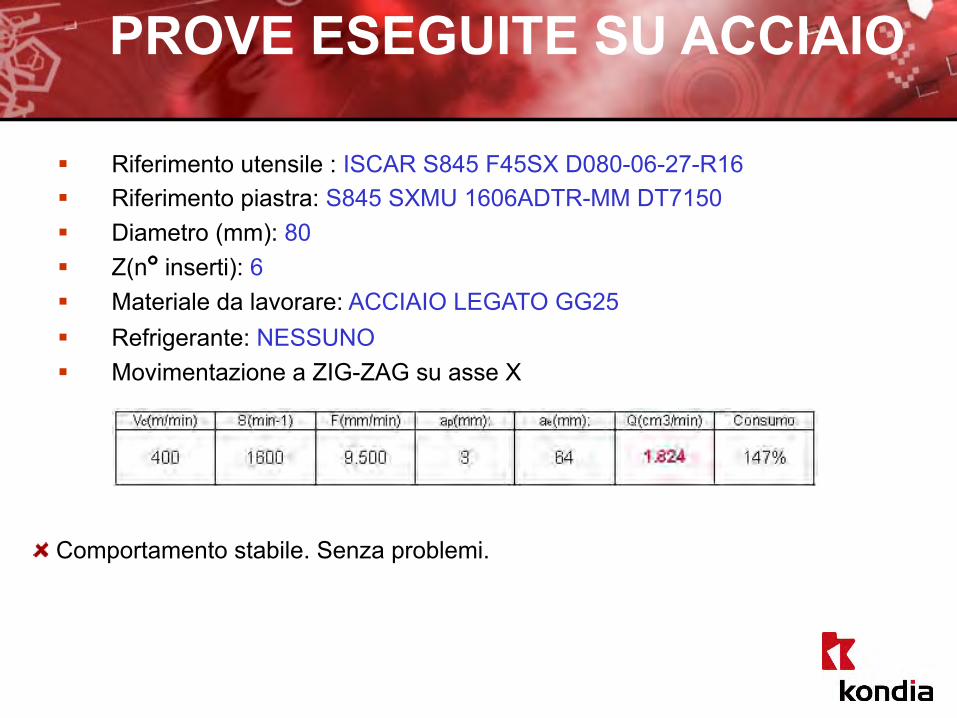
§ Riferimento utensile : ISCAR S845 F45SX D080-06-27-R16 § Riferimento piastra: S845 SXMU 1606ADTR-MM DT7150 § Diametro (mm): 80 § Z(nº inserti): 6 § Materiale da lavorare: ACCIAIO LEGATO GG25 § Refrigerante: NESSUNO § Movimentazione a ZIG-ZAG su asse X
Comportamento stabile. Senza problemi.
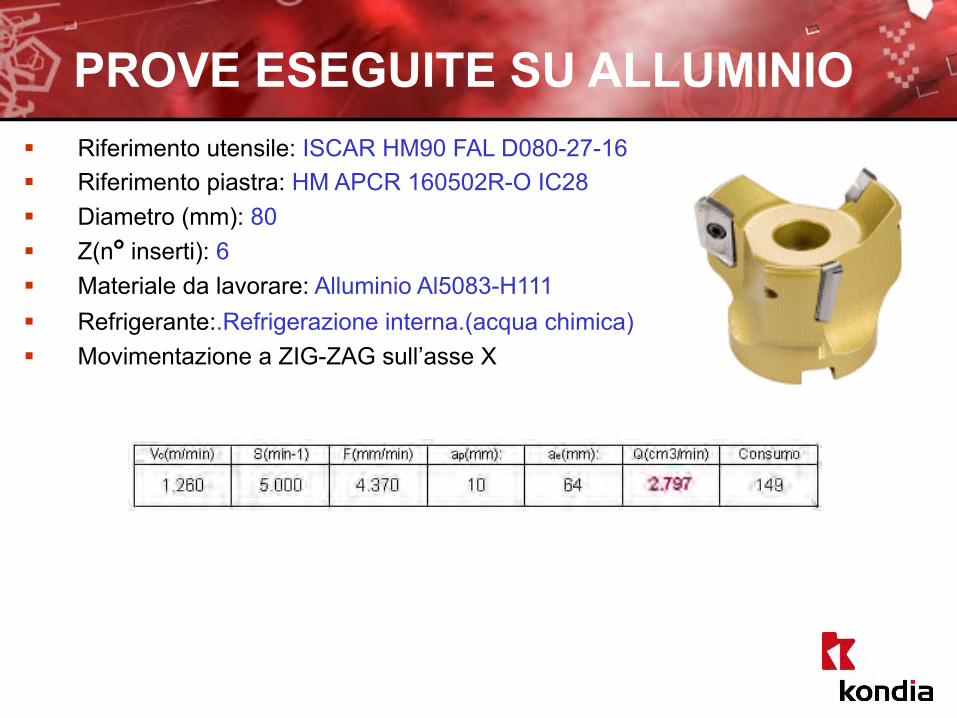
PROVE ESEGUITE SU ALLUMINIO § Riferimento utensile: ISCAR HM90 FAL D080-27-16 § Riferimento piastra: HM APCR 160502R-O IC28 § Diametro (mm): 80 § Z(nº inserti): 6 § Materiale da lavorare: Alluminio Al5083-H111 § Refrigerante:.Refrigerazione interna.(acqua chimica) § Movimentazione a ZIG-ZAG sull’asse X

Buoni risultati. Stabili senza problemi. Rifinitura eccellente.
Sono state realizzate prove in asse X e Y.
In tutte e due le prove si sono conseguiti buoni risultati. Sono state realizzate prove di taglio con profondità di 15mm con un comportamento di macchina ottimale. Non ci sono vibrazioni.
PROVE ESEGUITE SU ALLUMINIO
San Antolin,1
20870 Elgoibar – Gipuzkoa
Tel: +34-672 217 563 / Fax: +34-943 748 193
E-mail: [email protected]
http:// www.kondia.com - www.akoin.com
RIVENDITORE PER L’ITALIA:
E SERVICE SAS di D’ONOFRIO ALESSANDRO
21052 Busto Arsizio (Varese) Via Massari Marzoli 13/15 Zona ind. Sud-Ovest
Tel./Fax 0331.340512
http:// www.eservicesas.it
E-mail: [email protected]