233414923 Filtro de Banda Delkor
409
D DE EL LK K O OR R S SO OU UT TH H A AM ME ER RI I C CA A S Sp pA A. . Galvarino Gallardo 1690, Providencia Santiago Chile MANUAL DE OPERACION Y MANTENCION YAMANA GOLD MINERA FLORIDA LIMITADA TAIL TREATMENT PROJECT 3 x 82 m² HORIZONTAL BELT FILTER BELT FILTER # 1 BELT FILTER #2 BELT FILTER #3 ORDEN DE COMPRA No: 76591160-5 CONTRATO DELKOR No: 30610 DOCUMENTO DELKOR No: D306BF010
-
Upload
fernanda-lozoya -
Category
Documents
-
view
625 -
download
86
description
Filtros
Transcript of 233414923 Filtro de Banda Delkor
-
DDEELLKKOORR SSOOUUTTHH AAMMEERRIICCAA SSppAA.. Galvarino Gallardo 1690, Providencia Santiago Chile
MANUAL DE OPERACION Y MANTENCION
YAMANA GOLD MINERA FLORIDA LIMITADA
TAIL TREATMENT PROJECT
3 x 82 m HORIZONTAL BELT FILTER
BELT FILTER # 1 BELT FILTER #2 BELT FILTER #3
ORDEN DE COMPRA No: 76591160-5
CONTRATO DELKOR No: 30610
DOCUMENTO DELKOR No: D306BF010
-
MANUAL DE OPERACION Y MANTENCION
3 x 82 m HORIZONTAL BELT FILTER
YAMANA GOLD MINERA FLORIDA
LIMITADA
TAIL TREATMENT PROJECT
NOMBRE DEL EQUIPO TAG MODELO
BELT FILTER #1 922-FI-301
32B / 09-30V
BELT FILTER #2 922-FI-302
BELT FILTER #3 922-FI-303
DOCUMENTO DELKOR
No: D306BF010 CONTRATO DELKOR- No: 30610
ORDEN DECOMPRA
No: 76591160-5
TA
BLA
DE
CO
NT
EN
IDO
S
SECCION 01.. FILOSOFIA DE CONTROL
SECCION 02..MANUAL DE OPERACION
SECCION 03
MANUAL DE MANTENCION
INSTALACION DE LA TELA
INFORMACION TECNICA DEL FILTRO
SECCION 04..EQUIPOS Y COMPONENTES MECANICOS
SECCION 05..SISTEMA DE CENTRADO DE TELAS
SECCION 06..INSTRUMENTACION
SECCION 07..MOTORES ELECTRICOS
SECCION 08..REPUESTOS
SECCION 09..PROGRAMA DE LUBRICACION
SECCION 10..PLANOS
LL. M. H.R. SEPTIEMBRE 2011 A
PREPARO REVISO FECHA REVISION
-
MANUAL DE OPERACION Y MANTENCION
3 x 82 m HORIZONTAL BELT FILTER
YAMANA GOLD MINERA FLORIDA
LIMITADA
TAIL TREATMENT PROJECT
NOMBRE DEL EQUIPO TAG MODELO
BELT FILTER #1 922-FI-301
32B / 09-30V
BELT FILTER #2 922-FI-302
BELT FILTER #3 922-FI-303
DOCUMENTO DELKOR
No: D306BF010 CONTRATO DELKOR- No: 30610
ORDEN DECOMPRA
No: 76591160-5
SECCION 1
FILOSOFIA DE CONTROL
LLM HR SEPTIEMBRE 10 A
PREPARO REVISO FECHA REVISION
Seccin 1 ~ Pgina 1/15
-
FILOSOFIA DE CONTROL YAMANA GOLD ALHU
MINERA FLORIDA
CONTRACT N 30610 DOC. # D306BF002
FILTRO BANDA HORIZONTAL 3 x 82m2
GOLD CYANIDE TAILS 32B / 09 30 V
GD RB CERTIFIED FOR CONSTRUCTION
AUG.2011 0
PREPARED CHECKED REASON FOR REVISION
DATE REV
DELKOR SOUTH AMERICA
Seccin 1 ~ Pgina 2/15
-
2
1. INTRODUCCIN
El equipamiento suministrado por Delkor para Servicios Mineros San Luis S.A. de C.V. consiste en un (1) Filtro Banda Horizontal (HBF) de 82.3m2 que ser alimentado con Relaves Cianurados de Oro.
Las caractersticas principales del filtro son:
Modelo: 32B/09-30V
rea Filtracin: 82.3m2
Potencia Instalada Accionamiento: 55 kW
Longitud caja de vaco: 27 m
Ancho de la correa: 3,2 m
Modelo Bomba Vaco: KENFLO CBF 430-2
Potencia Instalada Bomba Vaco: 152 kW
Presin de Vaco a 300 msnm y 25C: -21Hg (-72kPa)
Las variables de proceso para cada HBF son:
Variable
Alimentacin tph slidos 58.8 tph
% slidos Alimentacin 60 - 62
Tamao Partculas P80 75m
Densidad Slido t/m3 2.8
Densidad Lquido t/m3 1.00
pH 9 - 10
Temperatura 4 - 20C (amb.)
Espesor Queque 10 mm
Dosis de Floculante 30 gpt
Tiempo Ciclo 56 - 67 seg.
Velocidad Banda m/min 24 29 m/min
Humedad Queque 22 - 23% (base hmeda)
2. DOCUMENTOS DE REFERENCIA
P&ID N F306CC32001
Seccin 1 ~ Pgina 3/15
-
3
3. DESCRIPCIN DE COMPONENTES
Panel de Control Local
El Panel Local consiste en un gabinete Nema 4X con PLC marca Siemens modelo S7-300 y dispone de comunicacin Ethernet Profinet, para entregar la informacin al Cliente. Este panel se ubicara en el interior de sala elctrica a definir por el cliente. Adicionalmente en terreno, a un costado del filtro se pondr un gabinete nema 4x con un HMI Siemens OP177B, conectado va Profibus DP al PLC antes mencionado, desde el HMI se operara el filtro.
En la compuerta del panel se incluyen los siguientes controles.
1. selector de modo Manual/Automtico. ( queda inhabilitado, ya que se operara desde HMI en terreno )
2. botonera Cancelar Alarma. ( queda inhabilitada, ya que se operara desde HMI en terreno )
3. Display digital solo mostrara la velocidad de accionamiento del filtro, la variacin ser desde HMI en terreno.
4. luces indicadoras de alarmas y de status de motores (funcionando y falla). Quedan totalmente habilitadas tanto en panel como en HMI de terreno.
5. luz indicadora muestra que uno o ms motores se encuentran en falla. En HMI se mostrara la falla de motor asociada.
6. La luz indicadora de motores funcionando se encender cuando se complete la secuencia de partida y se apagar en caso que alguno de los motores no arranque o se detenga. Todo esto independiente de la luz indicadora de falla mencionada anteriormente. En HMI se indicara el funcionamiento de cada motor.
7. Interruptor Principal con llave
8. botn Parada de Emergencia con luz piloto. Esta queda inhabilitada, en panel de terreno con HMI se dispondr de Botonera de emergencia enlazada va cableado duro al panel de control.
9. Botoneras partir/ parar Filtro quedaran inhabilitadas en el Panel de Control local, desde la HMI en terreno se podr hacer partir y parar el filtro en secuencia automatica.
El PLC es suministrado con su Programacin incorporada, de acuerdo a lo indicado en este Documento.
Seccin 1 ~ Pgina 4/15
-
4
Botoneras Locales (no suministradas)
Las siguientes botoneras locales sern instaladas por el Cliente al lado de cada motor, se cablean directo al CCM y estarn operativas slo en modo Manual:
- Soplador
- Bomba de Filtrado
- Bomba de Vaco
Estanque Floculador
Corresponde a un tanque de 1.36 m3 ubicado sobre el alimentador de pulpa tipo cola de pez y su funcin es flocular la pulpa de alimentacin previo a ser alimentada al Filtro.
4. COMMISSIONING CHECK LIST
Los siguientes tems debern ser completados durante el comisionamiento. Todas las pruebas elctricas debern ser realizadas en modo Manual
Prueba de todas las vlvulas y motores
Inspeccin a las boquillas de limpieza de lavado de tela. Todas funcionando y en posicin correcta para cubrir el 100% del ancho de la tela (aspersin plana proyectada en la tela con ngulo 20 de la horizontal).
Hermeticidad de las lneas de vaco. Chequear presin de vaco que entrega la bomba de vaco colocando un plstico sobre el filtro. Para una elevacin de 300msnm y considerando las temperaturas promedio del sistema (15C), la presin de vaco deber ser -72kPa. En caso de menor presin de vaco, chequear posibles fugas en las lneas de vaco o flujo de agua de sello de la bomba de vaco insuficiente.
Comprobar que todos los instrumentos estn operativos y calibrados y que las respectivas seales sean dirigidas y reconocidas por el PLC.
Chequear que todas las seales de salida del PLC, CCM y luces indicadoras de alarmas, estn operativas.
Asegurar que todos los procedimientos de emergencia detallados en 6.5 hayan sido programados y operen correctamente.
Verificar que los lazos de control funcionen correctamente segn se detalla en seccin 6.7.
Seccin 1 ~ Pgina 5/15
-
5
5. PUESTA EN MARCHA
5.1 Procedimiento de partida en Modo Manual
1. Pasar selector de modo a posicin Manual.
2. Chequear ajuste y tensin de la tela. La tensin puede ser chequeada observando las posiciones de los polines tensores de tela esttico y dinmico. Si el poln tensor dinmico se encuentra en su posicin ms baja, entonces ajustar el poln tensor esttico.
3. Cerrar manualmente las vlvulas de drenaje lnea alimentacin pulpa, drenaje de tanques receptores de filtrado y aislamiento de Water Strainer stand by (no suministrado).
4. Revisar visualmente que no exista ningn elemento extrao sobre y debajo del Filtro que pueda entorpecer o perjudicar el correcto funcionamiento del mismo.
5. Verificar que el sistema de alimentacin est operativo y con disponibilidad de pulpa.
6. Verificar que el agua para lavado de tela y lavado de correa est disponible a 400kPa y que las vlvulas manuales estn operativas.
7. Asegurar que las vlvulas manuales para lavado de tela/correa se encuentren abiertas. Realizar inspeccin visual al sistema de lavado de tela y banda. Verificar que todas las boquillas estn inyectando agua y que los aspersores estn en su posicin correcta (cubrir toda el rea de la tela).
8. Abrir manualmente las vlvulas de aguas de sello (caja de vaco y bomba de vaco). Con esta accin, el switch de flujo (FS02) libera alarma de bajo flujo agua sello bomba vaco (FAL02) y adems libera alarma por bajo flujo de agua sello de caja de vaco (FAL03) y cuyo setpoint se ajustar en la programacin del PLC. Chequear flujos y presiones de aguas de sello para cada filtro. Caja vaco: 6 m3/h @ 150kPa. Bomba vaco: 13m3/h@ 33.4kPa.
9. Verificar presiones de aire instrumentacin al sistema automtico alineamiento de tela Deltracker (200kPa) (FESTO & PI01) y al sistema de levante caja vaco (700kPa) (FESTO & PI02). Cuando la presin de la lnea de aire es 700kPa, el switch de presin (PS02) libera la alarma por baja presin aire instrumentacin (PAL02).
10. Chequear que todos los instrumentos estn funcionando correctamente y las respectivas seales de alarma sean reconocidas por el PLC.
11. Chequear que los receptores de filtrado se encuentren vacos.
12. Chequear que el tanque de la pierna baromtrica se encuentre lleno de agua.
13. Mediante botoneras locales, dar partida al motor del soplador (M02) y chequear que los indicadores de presin de aire a la caja de aire (PI03) marquen entre 100 y 2.5kPa. El switch de presin de aire (PS03) libera la alarma por baja presin cuando esta sobrepasa el valor pre-definido 1 kPa (PAL03).
14. Mediante botoneras locales, dar partida a motores de bombas de filtrado (M05 a M07).
15. Mediante el botn partir motor accionamiento del Filtro ubicado en el Panel Local, dar partida al accionamiento del filtro (M03) y verificar que la tela permanezca centrada durante 20 min. Despus de presionado el botn de partida se activar la bocina con una seal caracterstica que indica la inminente partida de la correa, por seguridad ( por ejemplo tres toques de 2 segundos de duracin cada uno) y la correa partir 60 segundos despus de activado el botn
16. Mediante botonera local, dar partida a motor de bomba de vaco (M04).
Seccin 1 ~ Pgina 6/15
-
6
17. Alimentar pulpa al Filtro. Verificar correcto escurrimiento de pulpa en los alimentadores tipo cola de pez.
18. Alimentar floculante al filtro.
19. Chequear temperatura de salida agua de sello bomba de vaco. Para un correcto funcionamiento de la bomba, el agua de sello a la salida de la bomba debe tener una temperatura 10C mayor a la temperatura de entrada de agua de sello de la bomba.
20. Ajustar velocidad de accionamiento del filtro hasta lograr un espesor y humedad de queque adecuados. Para esto se utilizar el display ubicado en el Panel de Control Local
21. Chequear espesores y humedad de queque, % slidos pulpa alimentacin.
22. Chequear amperajes de todos los motores.
5.2 Secuencia de detencin en Modo Manual
1. Cortar alimentacin de pulpa al filtro, drenar y lavar lnea de pulpa.
2. Cortar alimentacin de floculante al filtro.
3. Desde botonera local, detener motor bomba de vaco (M04) (se recomienda no detener el flujo de agua sello bomba vaco).
4. Mantener el filtro con el accionamiento energizado por un perodo de 10 min para limpieza de la tela y banda. Luego, se detiene el accionamiento (M03) (se recomienda no detener el flujo agua de sello de la caja de vaco).
5. Cortar manualmente los flujos de agua lavado de tela y banda.
6. Si la detencin es por un perodo de tiempo prolongado, entonces detener bombas de filtrado (M05 a M07) y cortar manualmente flujos agua sello caja de vaco y bomba vaco. Tambin detener el soplador (M02)
7. Abrir vlvulas manuales para drenar receptores de filtrado. Mantener vlvulas abiertas hasta prxima partida del filtro.
Seccin 1 ~ Pgina 7/15
-
7
6. FILOSOFA DE CONTROL
La filosofa de control del Filtro Banda DELKOR ser programada en el PLC suministrado junto con el Panel de Control, bajo el siguiente esquema:
6.1 Selector de modo Manual / Automtico (en HMI local)
En ambos modos, manual y automtico, siempre deben operar los enclavamientos y lazos indicados ms adelante.
Modo Manual: Corresponde al modo de operacin para pruebas y mantencin. Habilita las botoneras partir/parar locales adyacentes a los siguientes equipos:
1. Soplador.
2. Accionamiento Filtro (Partida suave desde Variador de Frecuencia ubicado en el CCM).
3. Bomba de Vaco (Partida a travs de partidor suave instalado en CCM. Suministro de Cliente)
4. Bomba de Filtrado
Modo Automtico: Es el modo normal de funcionamiento del sistema, donde se opera de acuerdo a la lgica programada en el PLC. En este modo se habilitan las botoneras Partir/Parar Sistema ubicadas en la puerta del Panel de Control.
Partir Sistema (en HMI local): Para dar inicio a la partida secuencial o partir sistema, no deben existir alarmas activas y se debe cumplir con los puntos 1 al 12 en tem 5.1 Secuencia de Partida en Modo Manual, entonces pasar el selector de Modo Manual a Modo Automtico y luego presionar botn Partir Sistema ubicado en la puerta del Panel de Control. Con esto el sistema arrancar segn la siguiente secuencia en pasos de 10 segundos cada uno:
1. Al presionar el botn partir sistema se activar bocina con un tipo se seal caracterstica que indica la inminente partida de la correa (por ejemplo tres toques de 2 segundos de duracin cada uno)
2. Partir Motor del Soplador (M02).
Nota.
La seal de baja presin del soplador al estar detenido, es inhibida por 10 segundos durante la partida del accionamiento.
3. Partir Motor de Bombas de Filtrado (M05 a M07).
4. Partir Motor Accionamiento Filtro (M03) (Partida suave desde Variador de Frecuencia ubicado en el CCM)
5. Partir Motor Bomba de Vaco (M04) (Partida suave desde CCM)
6. Partir Motor bomba alimentacin de pulpa al filtro. Esta partida tiene su origen en la habilitacin por parte del PLC del Panel Local.
7. Alimentar floculante (este interlock no est incluido en la lgica del PLC y podra ser implementado por el cliente).
8. Ajustar velocidad de accionamiento del filtro hasta lograr un espesor y humedad de queque adecuados. Para esto se utilizar el display ubicado en el Panel de Control local
Seccin 1 ~ Pgina 8/15
-
8
9. Chequear espesores y humedad de queque, % slidos pulpa alimentacin.
Parar Sistema (en HMI local) Cortar alimentacin de pulpa y floculante al filtro y luego presionar botn Parar Sistema y comienza la siguiente secuencia de parada que detiene los equipos en el orden e intervalos descritos:
1. 2 minutos despus de presionado el botn Parar Sistema, se iniciar la secuencia de detencin indicada mas abajo, pero inmediatamente se debern detener las bombas de alimentacin de pulpa al filtro y de dosificacin de floculante. Este interlock que debe ser incorporado por el Cliente en su DCS.
2. 4 minutos despus, parar Motor Bomba de Vaco (M04)
3. 12 minutos despus, parar Motor Accionamiento Filtro (M03)
4. 13 minutos despus, parar Motor Soplador (M02)
5. 15 minutos despus, parar Motor Bombas de Filtrado (M05 a M07)
6. 5 minutos despus, parar Motor Agitador Estanque Floculador (M01)
7. Abrir vlvulas manuales ubicadas en la descarga de los receptores de filtrado para drenar. Recomendable mantener abiertas hasta prxima partida del filtro.
Nota: Si la detencin es por un perodo de tiempo prolongado, entonces cortar manualmente flujos agua sello caja de vaco y bomba vaco.
6.2 Seales de entrada al PLC
Al PLC debern llegar las siguientes seales:
1. Flujo Agua Sello Caja Vaco. Seal proveniente del Flujmetro magntico FI01.
2. Descentrado de Tela (ZA01 y ZA02). Seales provenientes de sensores de proximidad tipo mecnicos (ZS01 y ZS02) ubicados a cada lado de la tela del filtro.
3. Baja Tensin Tela (ZA05). Seal proveniente de sensor de posicin (ZS05) ubicado en poln tensor dinmico.
4. Descentrado de Banda (ZA03 y ZA04). Seales provenientes de sensores de proximidad tipo mecnicos (ZS03 y ZS04) ubicados a cada lado de la banda del Filtro.
5. Activacin de Pull Cord (HA01 y HA02). Seales provenientes de los pull cord (HS01 y HS02) ubicados a cada lado del Filtro.
6. Baja Presin Soplador (PAL03). Seal proveniente de switch de presin de flujo de aire (PS03) ubicado en el ducto principal de aire al Filtro.
7. Alto Nivel Receptor de Filtrado (LAH01; LAH02; LAH03). Seal proveniente del switch de nivel (LSH01; LSH02; LSH03) ubicado en la parte inferior de cada receptor de filtrado.
8. Bajo Nivel Receptor de Filtrado (LAL01; LAL02; LAL03). Seal proveniente del switch de nivel (LSL01; LSL02; LSL03) ubicado en la parte superior de cada receptor de filtrado.
9. Prdida de Vaco (PAL04). Seal proveniente del switch de presin (PS04) ubicado en lnea succin aire bomba de vaco.
Seccin 1 ~ Pgina 9/15
-
9
10. Bajo Flujo Agua de Sello Bomba de Vaco (FAL02). Seal proveniente de switch de flujo (FS02) ubicado en lnea alimentacin agua sello bomba de vaco.
11. Baja Presin Aire de Instrumentacin (PAL02). Seal proveniente de switch de Presin (PS02) ubicado en lnea de aire instrumentacin para el deltracker (sistema neumtico para el centrado de tela) y sistema levante neumtico caja de vaco.
12. Baja Presin Flujo Agua Lavado Tela/Correa (PAL01). Seal proveniente de switch de presin (PS01).
13. Bajo Flujo Agua Lavado Tela/Correa (FAL01). Seal proveniente del flujmetro (F02).
14. Status de todos los motores, Funcionando y Falla
6.3 Seales de salida del PLC Local va comunicacin Ethernet
1. Partir/Parar Motor Bombas de Filtrado (M05 a M07)
2. Partir/Parar Motor Soplador (M02)
3. Partir/Parar Motor Accionamiento Correa Filtro (M03)
4. Partir/Parar Motor Bomba de Vaco (M04)
5. Modo Automtico/Manual
6. Habilitar / Deshabilitar alimentacin de pulpa al Filtro
Todas estas seales se muestran como luces indicadoras en Panel Local y adems sern enviadas al Cliente mediante comunicacin Ethernet.
1. Alarma por Bajo Flujo Agua Sello Caja de Vaco
2. Alarma por Descentrado de Tela
3. Alarma por Baja Tensin de Tela
4. Alarma por Descentrado de Correa
7. Alarma por Activacin Pull Cord
8. Alarma por Baja Presin Soplador
9. Alarma por Alto Nivel Receptor de Filtrado
10. Alarma por Bajo Nivel Receptor de Filtrado
11. Alarma por Prdida de Vaco
12. Alarma por Bajo Flujo Agua Sello Bomba de Vaco
13. Alarma por Baja Presin Aire Instrumentacin
14. Alarma por Baja Presin Agua Lavado Tela/Correa
15. Alarma por Bajo Flujo Agua Lavado Tela/Correa
16. Bocina (Alarma Audible)
Notas.
La luz piloto roja indicadora de motores funcionando o amarilla de motor en falla, considera tres indicaciones
Luz roja encendida = todos los motores funcionando
Seccin 1 ~ Pgina 10/15
-
10
Luz roja parpadeando = motor accionamiento correa detenido por falla o alarmas
Luz amarilla encendida = algn motor en falla
6.4 Procedimientos frente a situaciones de Emergencia
1. Desalineamiento de tela (ZA01 y ZA02):
i) Alarma visual y audible por Desalineamiento Tela
ii) Detencin del motor accionamiento del filtro (M01) y de todos los restantes motores, excepto bomba de vaco, la cual se detendr slo por decisin de Operaciones y para lo cual se apretar botn Parar Sistema.
iii) Cortar alimentacin pulpa al respectivo filtro
Notas:
.-La detencin del motor de accionamiento y corte de alimentacin son simultneos
.-En esta condicin el filtro se detiene completamente y se requiere remisin por parte de Operaciones, quien reiniciar el sistema una vez centrada la tela y detectado y corregido el origen del desalineamiento
2. Desalineamiento de correa (ZA03 y ZA04):
i) Alarma visual y audible por Desalineamiento Correa
ii) Detencin del motor accionamiento del filtro (M01) y de todos los restantes motores, excepto bomba de vaco, la cual se detendr slo por decisin de Operaciones y para lo cual se apretar el botn Parar Sistema.
iii) Cortar alimentacin pulpa al respectivo filtro
Notas:
.-La detencin del motor de accionamiento y corte de alimentacin son simultneos
.-En esta condicin el filtro se detiene completamente y se requiere revisin por parte de Operaciones, quien reiniciar el sistema una vez centrada la correa y detectado y corregido el origen del desalineamiento
3. Activacin cordones de seguridad pull cord (HA01 y HA02):
i) Alarma visual y audible por Activacin Piola de Seguridad
ii) Detencin del motor accionamiento del filtro (M03) y de todos los restantes motores, excepto bomba de vaco, la cual se detendr slo por decisin de Operaciones y para lo cual se apretar botn Parar Sistema.
iii) Cortar alimentacin de pulpa al respectivo filtro
Notas:
.-La detencin del motor de accionamiento y corte de alimentacin son simultneos
.-En esta condicin el filtro se detiene completamente y se requiere revisin por parte de Operaciones, quien reiniciar el sistema una vez detectado y resuelto el origen de la activacin del pull cord.
Seccin 1 ~ Pgina 11/15
-
11
4. Activacin Parada de Emergencia (PE01):
i) Alarma visual y audible por Parada de Emergencia
ii) Detencin del motor accionamiento del filtro (M01) y de todos los restantes motores, excepto bomba de vaco, la cual se detendr slo por decisin de Operaciones y para lo cual se apretar botn Parar Sistema.
iii) Cortar alimentacin de pulpa al respectivo filtro
Notas:
.-La detencin del motor de accionamiento y corte de alimentacin son simultneos
.-En esta condicin el filtro se detiene completamente y se requiere revisin por parte de Operaciones, quien reiniciar el sistema una vez detectado y resuelto el origen de la activacin de la parada de emergencia.
5. Bajo flujo agua de sello caja de vaco (ZAL01):
i) Alarma visual por Bajo Flujo Agua Sello Caja Vaco. De persistir la alarma por un perodo superior a 1min, entonces:
ii) Cortar alimentacin de pulpa al filtro
iii) Pasados 2 minutos desde que la alimentacin de pulpa ha sido cortada y de persistir la alarma, entonces alarma audible y detencin accionamiento del Filtro (M03) quedando los restantes motores en funcionamiento.
Operaciones debe revisar el Equipo y regularizar la alimentacin de agua de sello.
En el momento de alcanzar el flujo mnimo partir el accionamiento del Filtro y 10 segundos despus se reestablecer la alimentacin de pulpa.
6. Cada vez que se detiene el accionamiento del Filtro de Banda (M03), ya sea por falla en el motor del accionamiento o como consecuencia de otra alarma:
i) Alarma visual mediante luz piloto funcionando motores parpadeando
ii) Cortar alimentacin de pulpa al respectivo filtro
Nota: En caso que el filtro requiera mantencin por un perodo superior a 10 minutos, recomendamos detener motor bomba de vaco.
7. Baja presin aire del soplador (PAL03):
i) Alarma visual Baja Presin Soplador
ii) De persistir la alarma por un perodo superior a 1 minuto, cortar alimentacin de pulpa al filtro
iii) Pasados 2 minutos desde que la alimentacin de pulpa ha sido cortada y de persistir la alarma, entonces alarma audible, detencin accionamiento del Filtro (M03) y del motor del soplador (M02)
Despus de inspeccin por Operaciones, se da partida nuevamente mediante Partir Sistema con lo cual primero partir soplador, despus accionamiento y finalmente alimentacin de pulpa (distanciados por 10 s).
Seccin 1 ~ Pgina 12/15
-
12
8. Nivel alto en el estanque receptor de Filtrado (LAH01; LAH02; LAH03):
i) Alarma visual Nivel Alto Estanque Filtrado
ii) Cortar alimentacin de pulpa al respectivo filtro
iii) Pasados 2 minutos desde que la alimentacin de pulpa al Filtro ha sido cortada y de persistir la alarma, entonces se activa alarma audible, debiendo Operaciones revisar condiciones de alimentacin al Filtro (sobrealimentacin)
La alimentacin se restablecer si el nivel del estanque de filtrado baja a nivel normal o de operacin.
9. Nivel bajo en el estanque receptor de Filtrado (LAL01; LAL02; LAL03):
i) Alarma visual Nivel Bajo Estanque Filtrado
Estas alarmas son indicativas. Si la alarma persiste por 30 minutos continuos, se recomienda detener las bombas de filtrado hasta que se restablezca el nivel normal al interior del receptor del filtrado
10. Baja presin aire de instrumentacin (PAL02):
i) Alarma visual Baja Presin Aire Instrumentacin.
ii) Cortar flujo alimentacin de pulpa al Filtro
iii) Pasados 2 minutos desde que la alimentacin de pulpa al filtro ha sido cortada y de persistir la alarma, entonces alarma audible y detener accionamiento del Filtro (M03).
Notas:
.-La detencin del motor de accionamiento y corte de alimentacin son simultneos
.-En esta condicin el filtro se detiene completamente y se reinicia el sistema despus de alcanzarse nuevamente la presin mnima de aire de instrumentacin (400 kPa )
11. Baja tensin de tela (ZA05):
i) Alarma visual por Baja Tensin de Tela
Notas:
en parada programada del Filtro, se ajustar tensin de tela mediante poln tensor esttico.
Eventualmente el Filtro puede seguir operando con tela alongada, salvo que se active alarma por desalineamiento de tela
12. Prdida de presin de vaco (PAL04):
i) Alarma visual por Baja Presin de Vaco.
ii) De persistir la alarma por un perodo superior a 2 min, entonces cortar alimentacin de pulpa al respectivo filtro.
Seccin 1 ~ Pgina 13/15
-
13
Operaciones deber revisar el equipo y detectar la razn de la prdida de vaco y detener el Sistema por decisin (accionar botn Parar Sistema) o bien si se alcanza nuevamente el vaco, se reanudar la alimentacin de pulpa.
13. Bajo Flujo agua sello Bomba Vaco (FAL02):
i) Alarma visual y audible por Bajo Flujo Agua Sello Bomba Vaco
ii) Detencin Bomba Vaco (M04)
iii) Cortar alimentacin pulpa al respectivo filtro
Operaciones deber revisar la Bomba de Vaco y su sistema de alimentacin de agua de sello.
Si se reestablece el flujo, partir la Bomba de Vaco y 10 segundos despus la alimentacin de pulpa.
13. Bajo Flujo Agua Lavado Tela/Correa (FAL01):
i) Alarma visual por Bajo Flujo Agua Lavado Tela/Correa
Se recomienda que esta condicin no permanezca ms de 1 hora, a objeto de no alterar la operacin normal del Filtro
14. Baja Presin Flujo Agua Lavado Tela/Correa (PAL01):
i) Alarma visual por Baja Presin Agua Lavado Tela/Correa
Se recomienda que esta condicin no permanezca ms de 1 hora, a objeto de no alterar la operacin normal del Filtro
6.5 Detencin por alarma
Si alguna de las alarmas se desactiva, se detiene la alarma sonora pero la luz de alarma permanecer encendida hasta que el operador normalice la falla y luego cancele la alarma desde botonera ubicada en Panel de Control.
En caso que el filtro se detenga con carga sobre la tela, se proceder a descargar de la siguiente forma:
Pasar selector de modo desde Automtico a Manual
Partir Soplador
Asegurar suministro de agua sello caja vaco
Partir accionamiento Filtro.
Una vez descargado el filtro se pasar a la posicin Automtica para reiniciar la operacin.
Seccin 1 ~ Pgina 14/15
-
14
6.7 Lazos de Control
1. Sistema alimentacin de pulpa al filtro (por cliente):
En elDCS del cliente, se recomienda implementar un lazo de control entre el sensor de nivel ultrasnico (LE01 por el cliente) ubicado en la zona de formacin del filtro y el variador de velocidad de la bomba alimentacin de pulpa al filtro.
Esto funciona en forma independiente de la habilitacin que se entrega desde el Panel de Control Local
Seccin 1 ~ Pgina 15/15
-
MANUAL DE OPERACION Y MANTENCION
3 x 82 m HORIZONTAL BELT FILTER
YAMANA GOLD MINERA FLORIDA
LIMITADA
TAIL TREATMENT PROJECT
NOMBRE DEL EQUIPO TAG MODELO
BELT FILTER #1 922-FI-301
32B / 09-30V
BELT FILTER #2 922-FI-302
BELT FILTER #3 922-FI-303
DOCUMENTO DELKOR
No: D306BF010 CONTRATO DELKOR- No: 30610
ORDEN DECOMPRA
No: 76591160-5
SECCION 2
MANUAL DE OPERACION
DG HR SEPTIEMBRE 10 A
PREPARO REVISO FECHA REVISION
Seccin 2 ~ Pgina 1/23
-
1.- INTRODUCCIN
El Filtro de Correa Horizontal Delkor incorpora todas las ltimas caractersticas de diseo Delkor. El diseo del Filtro de Banda Horizontal ha sido desarrollado para satisfacer las necesidades de la minera e industria en general . Cada filtro est diseado para una operacin continua de 24 horas al da con una disponibilidad mayor de 95%. El Filtro de Banda se especifica con diseos y componentes bien probados. Las dimensiones del ancho del Filtro y largo del Filtro son dimensiones que Delkor ha incorporado a travs de los aos.
rea total de Filtracin = Ancho de la correa x Largo de la Caja de vaco rea Efectiva de Filtracin = A x B
A = Ancho efectivo = Ancho de la correa Ancho de borde
B = Largo efectivo = N de Cajas de Vaco x Largo de la Caja de Vaco
MARCO DEL FILTRO
El marco del filtro es diseado para permitir el libre acceso al equipo en la parte inferior para mantenimiento del rea de la caja de vaco. Las secciones del canal y ngulo adecuadamente dimensionadas aseguran la rigidez total del marco durante la operacin del filtro. El filtro est tambin diseado para asegurar que no haya vibracin del marco bajo todas las condiciones posibles de operacin:
Hay 3 Sub-Secciones principales que considerar para el montaje:
Marco del cabezal -apoya la Polea de Transmisin, Marco de Transmisin y Caja de Engranajes.
Marco de la cola -apoya la Polea de Cola, Compensacin de la correa y Tensor de la Tela
Marcos intermedios -apoya la caja de vaco, apoyo de la correa, rodillos de retorno de la correa y rodillos de retorno de la tela. El nmero de marcos intermedios es igual al nmero de las secciones de la caja de vaco x largo de cada seccin; cada marco intermedio es espaciado idntico.
POLEA DE CABEZA & COLA
Polea de cabeza (Head Pulley)
Apoyada en el marco del cabezal por dos rodamientos auto-alienantes y sellados . Las cajas del soporte se montan en placas de asiento con ajuste provisto por pernos de fijacin y los ejes se aseguran mediante manguitos cnicos de ajuste. Anillos de sello se montan en los ejes para evitar que entre lquido a los rodamientos.
Los ejes se fijan a la polea mediante manguitos cnicos de fijacin. Uno de los ejes es mas largo para montar la unidad motriz.
Seccin 2 ~ Pgina 2/23
-
La Polea de Cola
El diseo es similar a la Polea de Cabeza, con un sistema tensor de tornillos que permite controlar la tensin y regular el centrado de la banda de goma.
Soportes
Todas las poleas son apoyadas por soportes lubricados con grasa, ajustados con sellos diseados para proveer una capacidad de duracin de B-10 100,000 horas. Las cajas de l soporte sern de materiales adecuados para las condiciones del proceso. Instalamos anillos de ajuste en todos nuestros rodillos para evitar la contaminacin de los soportes de derrame, lo cual puede ocurrir bajo condiciones anormales de operacin.
NOTA: Cubiertas de goma para los soportes pueden ser incluidas en el suministro.
RODILLOS DE CORREA Y DE TELA (BELT RETURN ROLLER & CLOTH ROLLER)
Todos los Rodillos de Correa y de Tela son fabricados de tubera estndar de acero con ejes de materiales adecuados para las condiciones del proceso. Los ejes son diseados para evitar soldaduras excesiva y esfuerzo del material.
El recubrimiento exterior es de caucho natural.
CAJA DE VACO (VACUUM BOX)
Diseo
La caja de vaco es una seccin de acero inoxidable fabricada en longitudes estndares ( el espacio entre los soportes intermedios). La nica soldadura necesaria en esta pieza durante la fabricacin es los extremos, refuerzos internos y las conexiones de las caeras de descarga de vaco. Material de construccin
Para las partes hmedas de la caja de vaco se definen en las hojas de datos. El grosor de la placa usado en fabricar las partes hmedas de la caja de vaco es de 3mm e incluye tolerancia de corrosin de 1mm.
Elevacin
El Montaje de la Caja de Vaco se levanta y baja, en el plano vertical, ya sea por:
Un mecanismo neumticamente operado, Un sistema manual de contra peso o, Una cuerda de cable con un huinche,
Este sistema evita que la caja de vaco se tuerza, manteniendo los sellos paralelos a la correa de goma siempre. Este mecanismo tiene tornillos de ajuste (acero inoxidable) para asegurar que los sellos de vaco se ajusten a la altura correcta y se cierren en posicin. Por favor consulte a la hoja de datos para confirmar el tipo de sistema de elevacin seleccionado.
Seccin 2 ~ Pgina 3/23
-
Seal Strip
Ajustada con un material de polietileno de alta-densidad llenado con cermica e incluye una ranura de agua para lubricacin. El agua entrando al sello acta tanto como un lubricante y tambin cono un enfriador. Las franjas de sellos se montan en la parte superior de la caja de vaco con una cinta de Buta Seal.
Wear Belt
Se asienta en una gua ubicada en la parte superior del Seal Strip. Estas correas de desgaste tienen una superficie de goma en el lado en contacto con la correa del transportador y una superficie de polister en contacto con la franja del sello.
El coeficiente de friccin entre las superficies de goma de la correa del transportador y la correa de desgaste es 0,7 y el coeficiente de friccin entre la superficie de polister de la correa de desgaste y la franja de sello HDPE es 0,15-0,2. La diferencia entre estos coeficientes de friccin asegura que la correa de desgaste se mueva con la correa del transportador deslizndose sobre la franja del sello. Las correas de desgaste retornan debajo de la caja de vaco a travs de los end slides ubicados en el extremo de cada caja de vaco.
Las correas de desgaste son fabricadas de cuatro armazones de polister doblado para asegurar la resistencia qumica al pH del filtrado que se est manipulando y tendra una duracin de 3- 6 meses a una velocidad de la correa del transportador de hasta 40 m/min.
Seccin 2 ~ Pgina 4/23
-
Agua De Sello
El agua de Sello es alimentada a travs de un rotmetro y caera flexible para el tubo mltiple del agua de sello, el cual recorre el largo completo de la caja de vaco. La solucin del sello entonces entra a los sellos, en ambos lados de la caja de vaco, y es alimentado tambin al deslizamiento de la entrada de la correa de desgaste. El control de la solucin del sello est provisto por una alarma de flujo bajo, instalada en la lnea de alimentacin, el cual detiene el filtro una vez activada.
CORREA TRANSPORTADORA
La correa transportadora principal es fabricada de caucho natural reforzado con un armazn de polister. Esta correa tiene ranuras regulares cortadas en un ngulo recto en la direccin del movimiento y tiene perforaciones de drenaje perforados en el centro para la extraccin del filtrado hacia la caja de vaco. Esta es una correa empalmada sin fin y se instala sobre la polea de cabeza y de cola.
BELT GUIDE ROLLER
Los rodillos de gua de la correa se montan en ambos lados de la correa del transportador a intervalos regulares a lo largo del marco superior e inferior. Los rodillos estn en HDPE y ajustados con un sellado para duracin del soporte montado en un eje de acero inoxidable.
CURBING
El borde de la correa incluye una batea vertical hecha de goma estirada por presin. Este borde tiene una dureza de 50 shore A y el diseo patentado fluctuante permite al borde achatar cuando recorriendo alrededor de las Poleas de Cabeza y Cola.
El diseo del Curbing permite capacidad extra de pulpa y controla el derrame en exceso en el interior del filtro de la correa. Este diseo del borde se ha desempeado exitosamente durante los ltimos 30 aos en los Filtros de Banda Delkor.
CURBING
Seccin 2 ~ Pgina 5/23
-
CAJAS DE AIRE (AIR BOXES)
La correa principal del transportador de goma se apoya en las partes superiores de la caja-aire por un cojn de aire. Un ventilador centrfugo genera el aire con la presin y caudal adecuados para minimizar el roce. Las cajas de aire son pre-montadas en forma modular y apernadas en posicin en el marco del filtro. Para montaje las partes superiores de la caja-aire son calzadas (provisto por Delkor) y ajustadas exactamente a dentro de 1 mm para asegurar una carga pareja y soporte ptimo del cojn de aire. La placa superior de la caja-aire es fabricada de acero inoxidable y conducto de aire entre el ventilador y la caja de aire (provisto por Delkor) es del mismo material como el marco del filtro. El conducto de aire dentro del marco del filtro se ajusta con amortiguadores ajustables y las cajas de aire tienen punto de presin para permitir que el sistema se optimice a lo largo de la longitud de la caja de aire.
TELA DEL FILTRO (CLOTH)
Una Tela Filtrante sin fin es transportada a lo largo de la correa transportadora principal. Despus de la descarga el queque, la tela y la correa transportadora se separan y ambas se devuelven hacia la polea de cola mediante un sistema de Rodillos de Retorno. La tela tiene un sistema de gua de control neumtico. Se obtiene la tensin cambiando la posicin del ltimo rodillo de retorno y por un rodillo de tensin por gravedad.
Seccin 2 ~ Pgina 6/23
-
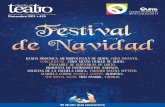
Bowed Roller:
El flujo de vaco ejerce una fuerza en la tela del filtro que la arrastra hacia el centro del filtro haciendo que se arrugue y doble. Esta arruga produce filamentos individuales en la tela para romper y eventualmente rasgar. Delkor puede instalar un Rodillo Curvo para sacar las arrugas y dobleces en la tela antes de entrar a la zona de vaco. El grado de la inclinacin puede ser ajustado rotando los extremos del eje. El rodillo curvo tiene extremos del eje de acero y soportes mltiples encajados en una caera flexible de goma.
Deltracker:
Este arrastrador de la tela consiste en un brazo del sensor que monitorea la posicin de la tela, una vlvula de control de aire y un rodillo de la tela. El rodillo puede pivotear de lado a lado entre los fuelles de aire alimentado por una vlvula Camtac. El diseo de la vlvula Camtac es tal que cantidades pequeas de aire son entregadas en cada lado del rodillo. As, durante la operacin, el movimiento del pivote del rodillo de la tela es minimizado de tal manera que la tela es cambiada en cualquier direccin con el mnimo de tensin lateral sobre los filamentos.
Rodillo curvo en operacin en extremo de la polea de cola del filtro
Seccin 2 ~ Pgina 7/23
-
SISTEMA DE LAVADO
Lavado de la tela
El filtro est instalado con dos o tres barras de pulverizar de lavado de tela. Estas se ubican debajo del rea de descarga del conglomerado con dos dirigidas detrs de la tela y una en frente. No siempre es necesario que las 3 barras de pulverizar estn operando.
Lavado de la Correa
El filtro est instalado con una barra de pulverizar de lavado de la correa. El pulverizar es dirigido en el lado ranurado de la correa y necesita ser operado solamente una vez a la semana.
Calidad y cantidad del agua
La calidad y cantidad del agua puede ser ajustada para adaptar a las exigencias del proceso. Si el consumo de agua para lavar presenta un problema en el equilibrio de agua, Delkor puede ayudar con opciones de diseo del circuito de agua.
Es importante que el suministro de agua de pulverizar de la tela se mantenga libre de slidos retenidos; slidos mximo 50 ppm y 10 micrones. Todas las caeras de pulverizar son diseadas para facilitar la fcil remocin mientras el filtro est en operacin. Delkor puede ofrecer barras de pulverizar tipo auto-limpieza para reducir el mantenimiento de la manguera. Esta es una barra de pulverizar ajustada con una mecanismo de cepillo interno rotatorio.
TRANSMISIN DEL FILTRO
Delkor ha controlado el consumo de energa de sus filtros alrededor del mundo bajo condiciones normales y de sello de vaco desgastado y estos detalles se toman en cuenta para calcular el consumo de energa del filtro propuesto. El sistema de transmisin del filtro incluye un Motor Elctrico de Velocidad Variable, una Transmisin de Correa-V y un reductor de Engranajes helicoidales. La Caja de Engranajes Helicoidales estn montadas en el eje en la polea de transmisin con el motor de transmisin montado arriba.
La caja de engranajes estn diseadas para una duracin de B10 a torsin normal de 100 000 horas. El variador electrnico de velocidad permite ajustar la velocidad de la banda para obtener La operacin ptima del equipo.
Seccin 2 ~ Pgina 8/23
-
Seccin 2 ~ Pgina 9/23
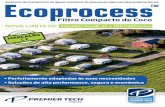
boriss
borissFEED DAM ROLLER
boriss
borissTAIL PULLEY
boriss
borissBOWED ROLLER
boriss
borissFISH TAIL FEEDER
boriss
borissWASH FEEDER
boriss
borissBELT
boriss
boriss
borissAIR BOXES
boriss
borissVACUUM BOXSEAL STRIPWEAR BELT
boriss
borissCLOTH
boriss
borissSPRAY PIPE
boriss
borissCLOTH TENSIONER
boriss
borissCLOTH ROLLER
boriss
borissBELT RETURN ROLLER
boriss
borissHEAD PULLEY
-
PROCEDIMIENTO MONTAJE FILTRO DE BANDA DELKOR.
1.-MONTAR PLACAS O TUERCAS DE NIVELACIN EN LAS FUNDACIONES
2.-MEDIR COTAS DE ELEVACIONES SOBRE LAS PLACAS O TUERCAS ( FIGURA 1)
2.1.-Inclinacin = 0.6 % ( zona mas alta: lado de descarga )
2.2.-Emitir Protocolo con esta medicin.
3.-MONTAR ESTRUCTURA HEAD FRAME
3.1.-Montar sin la estructura Cake Discharge Frame ( esta se monta despus de montar la Polea de
Cabeza )
4.-MONTAR ESTRUCTURA TAIL FRAME
4.1.-Montar sin la estructura Feed Dam Frame ( esta se monta despus de montar la Polea de Cola )
5.-MONTAR ESTRUCTURA INTERMEDIATE FRAME
6.-MONTAR POLEA DE CABEZA.
6.1.-Utilizar eslingas de fibra de 6 de ancho mnimo para no daar el recubrimiento de caucho de la
Polea, no utilizar para el izaje los ejes de la Polea. El eje motriz es el de mayor largo y se ubica al lado
del reductor.
6.2.-Utilizar un spread bar para el izaje
6.3.-Montar anillos de bloqueo en el descanso del lado del Reductor
6.4.-Centrar la Polea en forma axial con respecto a la estructura, apretar los manguitos de fijacin de
ambos descansos, manteniendo los juegos radiales requeridos para los rodamientos, revisar que las
obturaciones de grasa estn correctamente montadas, lubricar y torquear los pernos de las tapas de
descansos.
6.5.-Verificar paralelismo de la Polea con respecto a la estructura. Ubicar el centro de eje de acuerdo a
plano 167-HBF-CB-32-001. Apretar pernos pernos reguladores contra el descanso y apretar sus
contratuercas.
7.-MONTAR POLEA DE COLA
7.1.-Medir el ancho interno ( alojamiento del rodamiento ) de los descansos take-up. Los descansos con
ancho menor se deben montar hacia el lado del reductor. Estos no utilizan anillos de bloqueo.
7.2.-Utilizar eslingas de fibra de 6 de ancho mnimo para no daar el recubrimiento de hule de la Polea,
no utilizar para el izaje los ejes de la Polea
Seccin 2 ~ Pgina 10/23
-
7.3.-Utilizar un spread bar para el izaje
7.4.-Centrar la polea en forma axial con respecto a la estructura, apretar los manguitos de fijacin de
ambos descansos, manteniendo los juegos radiales requeridos para los rodamientos, revisar que las
obturaciones de grasa estn correctamente montadas, lubricar y torquear pernos de tapas de descansos.
7.5.-Apretar los esprragos tensores completamente en las tuercas take-up, utilizar tuerca y
contratuerca suministrados.
7.6.-Verificar paralelismo de la Polea con respecto a la estructura. Ubicar el centro de eje de acuerdo a
plano 167-HBF-CB-32-001, dejandola en la posicin mas cercana a la Polea de Cabeza.
8.-MONTAR CLOTH ROLLERS, BELT RETURN ROLLERS Y JOCKEY PULLEY
8.1.-Montar los descansos centrados con respecto a las perforaciones ovaladas de los soportes de
descanso, para ambos tipos de polines
8.2.-Montar los anillos de bloqueo en todos los polines hacia el lado del Reductor
8.3.-Centrar los polines en forma axial con respecto a la Estructura y apretar los manguitos de fijacin
cuidando mantener la tolerancia radiales requeridas para los rodamientos
8.4.-Todos los polines que se encuentran sobre la parte superior del Filtro deben montarse despus de
montada la Banda.
Estos polines son:
8.4.1.-Los polines de tela ( 2 polines ), el poln curvo y poln de alimentacin ( Feed dam Roller )
ubicados en el lado de alimentacin y sobre la Polea de Cola
8.4.2.-Los polines de tela ( 4 polines ) ubicados en el lado de descarga
8.5.-El poln centrador de tela debe montarse con el centrador de tela (Deltracker ).
9.-TORQUEAR Y APRETAR PERNOS DE ESTRUCTURA
9.1.-Apretar todas las tuercas de fijacin sobre las placas de apoyo de columnas
9.2.-Apretar todos los pernos que fijan los descansos de poleas y polines a la Estructura.
9.3.-Torquear todos los pernos de la estructura
9.4.-Emitir Protocolo de torqueo de pernos de la Estructura.
10.-MEDIR ELEVACIN EN LAS ZONAS DE APOYO DE LAS CAJAS DE AIRE
10.1.-Hacer esta medicin sobre los Intermediate Frame, tanto en forma longitudinal del Filtro como en
forma transversal .
10.2.-Elevaciones longitudinales:
10.2.1.-Medir diferencia de altura en largo total ( ejes A y N ) = 172 mm. Tolerancia +/- 3,5 mm
10.2.2.-Medir diferencia de altura entre ejes consecutivos ( desde eje B hasta eje M )= 18 mm.
Tolerancia +/- 1,0 mm entre columnas consecutivas.
Seccin 2 ~ Pgina 11/23
-
10.3.-Elevaciones transversales
10.3.1.-Medir diferencia de altura en ambos lados de cada intermdiate frame, diferencia mxima
aceptable +/- 1,0 mm
10.4.-Emitir Protocolo de nivelacin
FIGURA 1
11.-MONTAR CAJAS DE AIRE SOBRE LA ESTRUCTURA ( FIGURA 1 )
11.1.-Montar cajas de aire y simultneamente los sellos H de caucho entre stas. La separacin para
el sello H es de 6 mm. Debe quedar sellada toda la zona inferior ( cajas de acero carbono ) para dejar
sin fugas de aire.
11.2.-Dejar separacin entre 0,5 y 1,0 mm mximo entre los bordes de tops contiguos ( los tops son las
planchas de acero inoxidable sobre las cuales desliza la banda )
11.3.-Nivelar mediante shims para que los tops contiguos queden a la misma altura entre s. Los shims
se montan entre los ngulos soporte de los intermediate frame y las cajas soporte de acero carbono.
No se aceptan diferencias de altura entre tops contiguos.
11.4.-Revisar y reapretar si es necesario los pernos que unen los tops con las cajas soporte de acero
carbono.
11.5.-Apretar en forma provisoria los pernos que fijan las cajas soporte a la estructura
11.6.-Repetir procedimiento indicado en punto 10 anterior, pero midiendo las elevaciones por encima
de los tops. Considerar las mismas tolerancias indicadas en ese caso.
11.7.-Para corregir la nivelacin, soltar los pernos y montar shims, apretar nuevamente los pernos y
rechequear nivelacin de tops (segn punto 10 anterior). Nunca se debe chequear nivelacin
estando los pernos sueltos
Seccin 2 ~ Pgina 12/23
-
11.8.-Si la nivelacin es correcta, apretar en forma definitiva los pernos y emitir Protocolo de
Nivelacin
12.- SOLDAR TOPS DE CAJAS DE AIRE.
12.1.-Revisar cuidadosamente que los bordes de tops contiguos se encuentren totalmente alineados.
Corregir si esto no ocurre. No se aceptan diferencias de altura entre tops contiguos
12.2.-Preparar los bordes de los tops contiguos mediante puntos de soldadura o bien mediante
atiezadores provisorios para mantener su alineamiento
12.3.-Soldar bordes con proceso TIG. Soldar 10-15 mm y espaciar cada 100 mm. Minimizar el aporte
de calor durante el proceso de soldadura. Soldar alternado.
12.4.-Esmerilar y pulir zona soldada. Utilizar discos lijadores mximo gr120-gr 80 para pulir. No
utilizar piedras rgidas, utilizar discos con respaldo de caucho.
12.5.-Diferencia de altura entre bordes de planchas inox consecutivas: no se acepta
12.6.-Deformaciones debido a soldadura: no se aceptan.
12.7.-Punto obligatorio de Inspeccin Delkor
13.-AJUSTAR ALTURA POLEA DE CABEZA
13.1.-La parte superior del recubrimiento de caucho debe quedar 4,0 +/- 1,0 mm mas alto que el top
mas cercano. Para lograr esto se deben montar shims por debajo de los descanso de la Polea de
Cabeza.
13.2.-Emitir Protocolo con la altura final de la Polea de Cabeza
14.-AJUSTAR ALTURA POLEA DE COLA
14.1.-La parte superior del recubrimiento de caucho debe quedar 8,0 +/- 1,0 mm mas alto que el top
mas cercano. Para lograr esto se deben montar shims por debajo de la gua inferior del descanso take-
up de la Polea de Cola.
14.2.-Emitir Protocolo con la altura final de la Polea de Cola
15.-AJUSTAR PARALELISMO Y CUADRATURA ENTRE POLEAS DE COLA Y CABEZA
15.1.-Considerar las siguientes tolerancias:
15.1.1.-Tolerancia de paralelismo entre Poleas +/- 4,0 mm
15.1.2.-Tolerancia de diagonales entre Poleas +/- 8,0 mm
15.2.-Emitir Protocolo con registro de estas dimensiones
15.3.- Inspeccin Delkor
Seccin 2 ~ Pgina 13/23
-
FIG. 2
16.-MONTAR SISTEMA DE LEVANTE NEUMTICO Y CAJA DE VACO ( FIG 2 )
16.1.-Montar sistema de levante: brazos, ejes y cilindros neumticos con sus soportes. Los cilindros
mantengalos en posicin cerrada (es decir la Caja de Vaco se debe armar en posicin inferior). Apretar
los pernos en forma provisoria.
16.2.-Montar Caja de Vaco: End Bracket, Tail Bracket, Vacuum Box, empaquetaduras de caucho,
esprragos de fijacin, placas gua. Apretar todos los pernos en forma provisoria.
16.3.-Montar en forma provisoria las correas de desgaste ( wear belt ) sobre los ejes superiores del
sistema de levante. La cara rugosa o de caucho del wear belt debe ir en contacto con la banda.
16.4.-Medir rectitud y planitud de la cara superior de la caja de vaco. La tolerancia de deformacin
mxima aceptable para esta cara en toda su extensin es de +/-1,5 mm.
16.5.-Diferencias de altura entre tramos consecutivos de la caja de vaco no son aceptables.
16.6.-Apretar todos los pernos en forma definitiva.
16.7.-Repetir medicin de acuerdo a 16.4 anterior. Emitir Protocolo de control dimensional
16.8.-Cortar todos los excesos de caucho de las empaquetaduras ubicadas entre los flanges de los
tramos de la Caja de Vaco
16.9.-Inspeccin Delkor
Seccin 2 ~ Pgina 14/23
-
17.-MONTAR SEAL STRIPS, END PAD DE COLA Y DE CABEZA
17.1.-Prearmar los Seal Strip y End Pad sobre una superficie limpia y pareja. Puede utilizarse la Caja de
Aire ( tops ) para este trabajo. Se debe dejar una abertura de XX mm en los fondos de los dientes de
los tramos de seal strip. No golpear las piezas de plstico y protejerlas durante su prearmado. Medir
el largo total obtenido y comparar con el largo de la Caja de Vaco.
17.2.-Revisar cuidadosamente la cara superior de la Caja de Vaco, eliminar golpes o deformaciones
menores y limpiarla con paos limpios y solvente de evaporacin rpida
17.3.-Montar dos tramos de Buta Seal a cada lado con la cara adherente hacia la Caja de Vaco. En los
extremos ( End y Tail Bracket montar cuatro tramos longitudinales y cuatro transversales de Buta Seal ).
No estirar el Buta Seal durante su montaje
17.4.-Retirar el papel protector superior del Buta Seal y montar los Seal Strip en forma cuidadosa
haciendo conincidir el eje longitudinal de estos ( ancho interior 35 mm ) con el eje longitudinal de la
Caja de Vaco.
17.5.-Montar los Clamping Plate y apretar sus pernos en forma provisoria pero en forma suficiente que
se requiera una presin en los lados para poder desplazar los Seal Strip
17.6.-Inspeccin obligatoria de Delkor durante todo el proceso
18.-AJUSTAR LOS SEAL STRIP
18.1.-Montar una cuerda de piano o cuerda de nylon por el centro del filtro y sobre la cara superior
de los Seal Strip. Esta cuerda debe estar a 90 con respecto a las Poleas de Cola y Cabeza ( ya
previamente alineadas y centradas), centrada con respecto a stas y suficientemente tensa. Verificar que
adems la cuerda coincida con el eje central formado por las cajas de aire.
18.2.-Ajustar en forma lateral los Seal Strip de manera que su slot central de 35 mm de ancho quede
centrado con respecto a la cuerda. La tolerancia mxima permisible de desviacin del slot con respecto
al eje formado por la cuerda es de : +/- 1,0 mm. Controlar cada 300 mm de largo la desviacin. Para
este control utilizar vernier ( o pie de rey / o pie de metro ), no utilizar cinta mtrica. Para corregir el
centrado mueva los Seal Strip sin golpes en forma lateral
18.3.-Ajustar los pernos de los Clamping Plate clamp en forma definitiva. Apretar en forma pareja para
lograr buen asentamiento contra el Buta Seal. Hacer medicin final de rectitud de Seal Strip y emitir
Protocolo Dimensional
18.4.-Inspeccin obligatoria de Delkor durante todo el proceso
19.-MONTAR END SLIDE Y WEAR BELT SUPPORT
20.-MONTAR MANIFOLD AIRE SISTEMA LEVANTE Y SU PANEL NEUMTICO
Seccin 2 ~ Pgina 15/23
-
20.1.-Montar manifold y mangueras entre ste y los cilindros de levante
20.2.-Montar panel neumtico de sistema de levante
20.3.-Purgar lineas de aire y verificar en la vlvula de tres vas del Panel las posiciones de levante y
bajada de la Caja de Vaco
21.-MONTAR WEAR BELTS Y AJUSTAR LA ALTURA FINAL DE LA CAJA DE VACO.
21.1.-Montar los Wear Belts ( correas de desgaste ) sobre los Seal Strip
21.2.-Subir lentamente la Caja de Vaco mediante el sistema neumtico de levante, hasta dejar la parte
superior de los Wear Belt (cara que quedar en contacto con la Banda) alineada con los tops. Se
requieren 750 kPa disponibles para este efecto.
21.3.-Apretar las tuercas y contratuercas superiores de los l esprragos que fijan la Caja de Vaco contra
la estructura del Filtro, cuidando que dicho esprrago quede centrado en el slot del ngulo soporte de la
Caja de Vaco
21.4.-Apretar las Guide Plate laterales contra los bordes de los flanges de la Caja de Vaco. Estas guas
se deben fijar contra la esttructura del Filtro formando un pequeo ngulo entre s para facilitar el
descenso y subida de la Caja de Vaco: dejar 8 mm mas abiertas hacia el lado de la alimentacin del
Filtro.
21.5.-Fijar la altura definitiva de los Wear Belts mediante las tuercas y contratuercas inferiores de los
esprragos. La tolerancia de la parte superior de los wear belts con respecto a los tops es de: +/ -0,2
mm. Utilizar para este control vernier, no cinta mtrica.
21.6.-Los esprragos tienen tres tuercas en su parte inferior. Despus de fijar la altura definitiva se
deben apretar en forma definitiva las dos tuercas superiores entre s de manera de mantener la altura de
la Caja de Vaco y permitir que sta pueda subir y bajar, sin tener que repetir este control cada vez.
21.7.-Emita Protocolo de Control Dimensional de acuerdo a 20.5 anterior.
21.8.-Inspeccin obligatoria de Delkor durante todo el proceso.
22.-MONTAR COMPONENTES MECNICOS Y MOTORES ELCTRICOS
Seguir las instruccines especficas de los Fabricantes en cada caso. Tensar y alinear bandas de
transmisin.
22.1.-Reductor de accionamiento Sew
22.2.-Bomba de vaco Nash
22.3.-Bomba de Filtrado Krogh
22.4.-Soplador Tetlack
23.-MONTAR COMPONENTES ESTRUCTURALES / PIPING
Seccin 2 ~ Pgina 16/23
-
Montar todos los componentes estructurales y pinping que no interfieren con el montaje de la Banda:
23.1.-Torre soporte, moisture trap, estanque y pierna baromtrica
23.2.-Receiver ( estanque receptor de filtrado )
23.3.-Manifold de vaco
23.4.-Plataformas y escaleras de servicio
23.5.-Piping de alimentacin de Pulpa, de agua de sello de la Caja de Vaco, de agua de sello de la Bomba
de Vaco, de la Bomba de Filtrado, de descarga de filtrado
23.6.-Manifold de aire de Cajas de Aire. Identificar dampers abiertos / cerrados en los ductos de aire.
24.-MONTAR TODA LA INSTRUMENTACIN LOCAL
25.-MONTAR Y EMPALMAR LA BANDA
25.1.-Inspeccionar en forma cuidadosa el 100 % de los tops. Si hay rayas, marcas o daos en general, se
deben pulir antes de montar la banda. Este punto debe ser inspeccionado por Delkor.
25.2.-Montar, centrar y alinear la banda con respecto a la estructura. Medir y compartir diferencias con
respecto a las columnas de los frame intermedios. Verificar posicin de la Polea de Cola (debe estar
desplazada hacia el lado de la Polea de Cabeza.
25.3.-Empalmar banda
25.4.-Hacer tracking de banda.
25.5.-Trazar y hacer perforaciones de banda
25.6.-Pegar curbings
25.7.-Inspeccin obligatoria de Delkro despus de 25.1 y durante todo el proceso.
26.-MONTAR TODOS LOS COMPONENTES ESTRUCTURALES FALTANTES
26.1.-Los polines de tela ( 2 polines ), el poln curvo y poln de alimentacin ( Feed dam Roller )
ubicados en el lado de alimentacin y sobre la Polea de Cola
26.2.- Los polines de tela ( 4 polines ) ubicados en el lado de descarga
26.3.-Estanque alimentador y su estructura soporte, alimentador (fish tail feeder)
26.4.-Caeras de lavado de tela y de banda
26.5.-Chute de descarga
27.-MONTAR Y EMPALMAR LA TELA
27.1.-Al llegar a este punto deben estar 100 % concludas las soldaduras
27.2.-El montaje y empalme de la primera tela se hace bajo supervisin Delkor
Seccin 2 ~ Pgina 17/23
-
VERIFICACIONES ANTES DE LA PUESTA EN MARCHA
Una vez que las verificaciones mecnicas (ver seccin 3) han sido completadas, proceder de la manera siguiente:
Abra la vlvula de agua de sello en el flujometro hasta que aparezcan pequeas gotas de agua en la parte exterior de los rieles de sello. Verifique que el flujo sea aproximadamente de 2,2 m3/h y fije el lmite inferior del regulador de flujo a 1,5 m3/h. Heche agua a la tela y a los rociadores de limpieza de la correa y verifique que estn parejos y que no estn bloqueados. Verifique el ngulo de los rociadores que deberan estar entre 85 a 90 con relacin a la tela en el lado de la correa y de 60 con relacin a la tela en el lado del queque o ajustarlos para el mximo efecto.
Verifique que la presin de los rociadores, la que debera estar a una mxima presin relativa de 500 kpa para su correcta operacin. Una presin ms alta hace que las gotas del rociador sean demasiado pequeas y una presin ms baja reducir la limpieza efectiva de la tela y de la correa
Asegrese que todas las lneas de aire comprimido estn abiertas. Asegrese que el filtro regulador de presin no est bloqueado. Ajuste la presin del regulador a 2 bar. Prepare de la bomba de vaco de acuerdo a las instrucciones del fabricante. Si se desea, un test de vaco puede realizarse tapando las ranuras de la correa y las perforaciones con hojas de plstico cargadas de agua. Esta tcnica es til para identificar fugas en el sello de vaco en el sistema de agua. Asegrese que el sistema de enclavamiento funcione y que funcione de acuerdo a las recomendaciones en el esquema de enclavamiento.
Seccin 2 ~ Pgina 18/23
-
PARTIDA DEL FILTRO
Asegrese que todas las vlvulas estn cerradas.
Abra las vlvulas de los rociadores de agua y verifique que los rociadores cubran el
ancho total de la tela y la correa. Limpie cualquier boquilla bloqueada.
Verifique que no haya ningn objeto extrao sobre la correa.
Verifique que el sistema de alimentacin de la pulpa est operativo y que la pulpa est
disponible.
Revise que no haya hoyos en la tela del filtro.
Revise que la parte inferior de la correa transportadora est limpia y que no haya ningn
objeto sobre esta.
Abra el agua de sello y revise que el flujo est correcto.
Partir la bomba de filtrado.
Abra la vlvula de agua de la correa de deslizamiento.
Partir el accionamiento a baja velocidad e incremente lentamente la velocidad.
Partir la bomba de vaco.
Abra el agua de sello de la bomba de vaco inmediatamente despus de partir la bomba
de vaco. Asegrese que las correas transportadoras y la tela, ambas estn bien centradas y que el
sistema de centrado de tela est funcionando correctamente.
Introduzca la alimentacin abriendo la vlvula de alimentacin a 20% (el valor real ser determinado durante la puesta en servicio) y genere un queque. El vaco slo ser logrado cuando toda el rea de vaco est cubierta de slidos.
Cuando el vaco se logra en la correa (-30 a -80 kpa) y se haya formado un queque seco del
Seccin 2 ~ Pgina 19/23
-
filtro, incremente gradualmente la velocidad de la correa y la tasa de alimentacin se obtiene abriendo la vlvula de alimentacin a la tasa requerida.
Parta la bomba de sumidero y la bomba de filtrado.
DETENCIN DEL FILTRO
Pare la alimentacin.
Deje suficiente tiempo al queque hmedo para que pierda el agua y que se seque lo mximo posible y descargue todo el queque.
Cierre la vlvula de vaco de agua de sello.
Pare la bomba de vaco.
Rotar la tela de 2 a 3 revoluciones para asegurar que la tela y la correa, ambas estn
limpias. Cierre los rociadores de lavado.
Pare el accionamiento del filtro.
Cierre la vlvula de agua de la correa de deslizamiento.
Cierre la vlvula de agua de sello del filtro.
Filtrado. Detenga la bomba de filtrado.
Seccin 2 ~ Pgina 20/23
-
FUNCIONAMIENTO NORMAL
Durante un funcionamiento normal, los siguientes ajustes de rutina son normales:
Ajuste la tasa de alimentacin y la velocidad de la correa para optimizar la capacidad del filtro para obtener una baja humedad del queque final.
Los rociadores de lavado pueden ser ajustados para minimizar la cantidad requerida para un lavado eficiente de la tela.
El lavado de la correa puede no ser requerido y las condiciones de la correa deben ser revisadas durante su funcionamiento con o sin lavado para decidir si un lavado es necesario.
La tensin de la tela puede necesitar ajustes para mantener la tensin correcta.
Revise lo siguiente una vez al da:
a. Anlisis de la humedad de queque b. Revisin del espesor de queque c. Revisin de la perdida de vaco
ACCIONES DE EMERGENCIA
Interrupcin de energa
En el caso de una interrupcin de energa, todos los equipos tienen que ser reseteados. Parta el filtro siguiendo el procedimiento de partida.
Cierre la vlvula de alimentacin.
Falla de los instrumentos de aire
En el caso de una falla de los instrumentos de aire:
Cierre la vlvula de alimentacin Pare el accionamiento del filtro Pare todas las bombas
Seccin 2 ~ Pgina 21/23
-
Rotura de la tela
En el caso de la rotura de la tela: Pare el filtro (el botn de parada o el alambre de desenganche) Repare la tela Vuelva a partir siguiendo las instrucciones en secciones 3 y 5.
OPERACIN ANORMAL
Perdida de vaco
Revise lo siguiente:
a) La bomba de vaco funciona a su correcta velocidad y tiene suministro de agua fra de sello.
b) Revise que el tanque baromtrico est lleno de agua. c) Revise todas las flanges y uniones en los manifold de vaco y los
receptores por si hay fugas. d) Revise que el filtrado se esta removido de manera correcta. e) Revise los posibles daos en las correas de desgaste. f) Revise todas las uniones y los END BRACKETS de la caja de vaco. g) Revise si hay suficiente pulpa/queque en el filtro. h) Revise que el sistema de centrado de la tela est funcionando
correctamente, para que las perforaciones de drenaje estn alineadas en las ranuras de la caja de vaco.
Mala descarga del queque
Revise lo siguiente:
a) Utilizacin de tela correcta para el filtro b) Espesor del queque c) Humedad del queque d) Velocidad de la correa e) Tensin de la tela
Centrado de correa inadecuado
Ajuste las poleas de cabeza, de cola y los rodillos.
PROGRAMA DE INTERCONEXIN
El programa de interconexin es como sigue:
Seccin 2 ~ Pgina 22/23
-
Interconexiones cableadas
Los interruptores (ZS-1,2,3,4) de la tela/correa son activados - pare el motor del filtro de banda
Interruptores de carrera (pull-switch) son activados (HS-1,2) - pare el motor del filtro de banda
Bajo flujo de agua de sello de la bomba de vaco - alarma - pare la bomba de vaco
Interconexiones cableadas
Interruptor del flujo de agua de sello del filtro es activado en bajo flujo - alarma - si el bajo flujo se mantiene por mas de 1 minuto, pare el motor del filtro de
banda.
Si se para el filtro de banda - alarma - pare la alimentacin al filtro
Si se para la bomba de filtrado - alarma - pare el motor del filtro de banda
Si se para la bomba de vaco - alarma - pare la alimentacin al filtro.
Ajuste el variador de velocidad del sistema de accionamiento a un mnimo y haga partir
el motor. Incremente la velocidad de la correa lentamente y si funciona correctamente, ajuste la velocidad a una velocidad media. Observe atentamente la posicin de la correa transportadora sobre las poleas principales y si es necesario, ajuste la polea de cola para asegurar que la correa est centrada correctamente, sin balanceo. Deje la correa andando hasta que se centre por completo. Casi todas las correas van a estar desajustadas inicialmente y necesitan ajustes precisos antes que se detenga el balanceo. Es esencial que la correa se est centrando de manera precisa para que las perforaciones de drenaje estn ubicados centralmente sobre las ranuras de la caja de vaco.
Seccin 2 ~ Pgina 23/23
-
MANUAL DE OPERACION Y MANTENCION
3 x 82 m HORIZONTAL BELT FILTER
YAMANA GOLD MINERA FLORIDA
LIMITADA
TAIL TREATMENT PROJECT
NOMBRE DEL EQUIPO TAG MODELO
BELT FILTER #1 922-FI-301
32B / 09-30V
BELT FILTER #2 922-FI-302
BELT FILTER #3 922-FI-303
DOCUMENTO DELKOR
No: D306BF010 CONTRATO DELKOR- No: 30610
ORDEN DECOMPRA
No: 76591160-5
SECCION 3
MANUAL DE MANTENCION
HR HR SEPTIEMBRE 10 A
PREPARO REVISO FECHA REVISION
Seccin 3 ~ Pgina 1/11
-
MANUAL DE MANTENCION DEL FILTRO
1. REVISIN MECNICA DE LA UNIDAD DEL FILTRO 1.1 El nivel de las poleas de cabeza y cola, la caja de vaco y la superficie de la correa de
deslizamiento deben ser chequeada para asegurar que se encuentren ajustada en un nivel general adecuado. Las variaciones excesivas en las alturas de estos componentes afectaran el consumo de vaco del filtro. No debera haber espacio entre la correa de desgaste y la correa transportadora. La mejor manera de realizar esto es de ajustar el nivel de las correas de desgaste con la parte superior de las cajas de aire utilizando una escuadra, esto se hace previo el ajuste de la correa transportadora (Figura 1).
1.2 El filtro es instalado de manera inclinada desde el extremo de cola hasta el extremo del
sistema de accionamiento, pero horizontal a lo ancho de a correa. De esta manera se obtiene un ancho parejo del queque para minimizar el uso del vaco.
1.3 Todos los rodillos de soporte para la tela y la correa deben tambin ser revisados para
el paralelismo y el nivelaje. 1.4 Revise que de los rodamientos engrasado tenga una cantidad de grasa adecuada. 1.5 Revise el sentido de rotacin de los motores del eje y la bomba partiendo los motores y
corregir si es necesario. 1.6 Revise el nivel del aceite en las cajas reductoras. 1.7 Revise que ningn cuerpo extrao est atrapado entre la correa transportadora y la caja
de vaco/correa destiladora o los rodillos de la correa transportadora. 1.8 Revise la tensin de la correa transportadora. La correa es tensionada suavemente de
manera que no ocurra deslizamiento en la polea de accionamiento y no muy apretada, para que la catenaria esta plana sobre polines guas de retorno.
Seccin 3 ~ Pgina 2/11
-
2. MANTENCIN DEL FILTRO 2.1 Inspeccin Diaria 2.1.I Revise si hay daos en la guardera. 2.1.2 Revise las boquillas de los rociadores y desbloquee si es necesario. 2.1.3 Revise que la tela no tenga hoyos.
2.1.4 Revise que las correas de desgaste no estn rotas y que se estn moviendo en conjunto
con la correa. 2.1.5 Revise que no haya ninguna acumulacin en ningn rodillo. La acumulacin de queque en
un rodillo hace que la correa o la tela se descentre. Limpie las acumulaciones con agua. 2.2 Inspeccin Semanal 2.2.1 Revise todos los rodillos para que se muvan libremente. 2.2.2 Revise el desgaste del rodillo de centrado de tela y que est libre de movimiento.
2.2.3 Bombee grasa en los rodamientos.
2.2.4 Revise el regulador Deltracker para presin mxima a 2 bar.
2.2.5 Revise el brazo del sensor Deltracker est libre de movimiento. 2.3. Inspeccin Mensual 2.3.1 Revise todos los rodamientos y engrselos. 2.3.2 Revise la operacin de los interruptores de limite y los interruptores manuales. 2.3.3 Limpie el regulador Deltracker colector de humedad y rellnelo. 2.3.4 Inspeccione las cajas de vaco.
a) Saque las mangueras de vaco
b) Asegrese que el huinche mantenga la tensin a la cuerda.
c) Suelte las tuercas de los soportes de la caja de vaco (A en fig. 1).
d) Desconecte la manguera de suministro de agua de sello
e) Utilice un huinche para bajar la caja de vaco
f) Despus de haber bajado la caja de vaco, fije la caja de vaco en su posicin.
Seccin 3 ~ Pgina 3/11
-
g) Revise el desgaste de las correas de desgaste, de los rieles de sello, rieles terminales de deslizamiento de HPDE.
h) Revise que las mangueras de agua de sello, el manifold y las ranuras en los rieles de
sello estn libres y desbloqueados. i) Revise que los rieles de sello estn dentro de sus limites de desgaste. Para hacer
esto, ponga una escuadra a lo largo de la parte superior de las correas de desgaste, y mida el espacio que queda entre la escuadra y los rieles de sello (ver fig. 4).
El nuevo espacio es de 3 mm y l limite de desgaste es de 0,5 mm
j) Si el espacio es menor de 0,5 mm reemplace los rieles de sello de esta manera: Retire la correa de desgaste Retire la manguera de agua de sello y codos Retire las tuercas de fijacin (ver fig. 4) Limpie la parte superior de la caja de vaco y ponga dos tiras de autoadhesivo
"Buta seal" de cada lado de la caja de vaco. Ajustar el nuevo juego de rieles de sello, incluyendo los terminales de cabeza
y de cola. Cambie las tuercas de fijacin, codos y mangueras. Reajuste la altura de la caja de vaco.
k) Para ajustar la altura de la caja de vaco:
Refirase a la fig. 2 y mida la dimensin "D" y "E". Medir cada D y E para cada segmento de la caja de vaco.
Refirase a la fig. 3 y fijar las tuercas de fijacin a las dimensiones D y E correspondientes.
Levantar la caja de vaco y ajustarla con tuercas A (ver fig. 1) Reajustar todas las mangueras. Ir soltando poco a poco el huinche cuando la caja de vaco est ajustada en su
posicin de manera que el huinche no est siempre bajo tensin.
Seccin 3 ~ Pgina 4/11
-
3 INSTALACION DE LA TELA 3.1. Mueva el rodillo de ajuste de la tela a su posicin ms suelta (mas alta) 3.2. Levantar el tensor de la tela y fijarlo en una posicin ms alta. 3.3 Verifique que la parte superior de la tela sea la correcta. Nota: La mayora de las telas de filtro tienen un lado superior y un lado inferior, entonces su correcta instalacin es importante. Esto esta normalmente marcado sobre la tela y el ingeniero instalador lo confirmar. 3.4 Alimente la tela a lo largo de la cama del filtro sobre la polea de cabeza y rodillos de
descarga a travs del lavado final de la tela, a lo largo de la base del filtro hasta el rodillo de cola, bajo el rodillo de retencin de alimentacin y cortinas de retencin.
3.5 Junte los dos extremos de la tela del filtro. Esto se hace con una costura engrampada en
las telas monofilamento o pegamento para telas de tipo needle felt. 3.6 Es importante que el centro de la tela est alineado para asegurar que la tela est
completamente paralela. Alinear los bordes de la tela puede causar problemas de centrado de la tela si la tela no esta paralela.
3.7 Para telas con costura engrampada, pasar a travs de la gua de acero y tire el alambre
de seguimiento de polister. Apriete cada extremo del alambre asegurndose que el alambre no est muy apretado que pueda plegar la costura.
3.8 Para telas tipo needle felt pegue de esta manera: 3.8.1 Tire la tela hacia arriba para minimizar el undimiento alrededor de los rodillos de
retorno 3.8.2 Alinee la tela y marque la lnea de centro de la tela. 3.8.3 Asegrese que las lneas de centro de la tela correspondan y que la tela est paralela.
Seccin 3 ~ Pgina 5/11
-
3.8.4 Marcando una lnea con tiza, medir 150 mm de traslape y corte la tela para que se adecue.
3.8.5 Ponga el extremo de la tela sobre una tabla de madera en la parte superior de la correa del filtro
3.8.6 Preparare suficiente de pegamento SC2000 mezclado con un endurecedor de acuerdo a
lo recomendado por el fabricante. 3.8.7 Pintar la parte superior del borde trailing de la tela con una banda de 150mm de
SC2000. Pintar la parte inferior del borde conductor con una banda de 150 mm de SC2000
3.8.8 Esperare hasta que el pegamento est seco; verifique tocando la superficie. 3.8.9 Aplique una segunda capa de SC2000 sobre las dos superficies y espere hasta que la
superficie del pegamento est casi seca; el pegamento tiene que estar ligeramente pegajoso cuando uno lo toca.
3.8.10 Ponga la tela plstica delgada sobre las superficies pegadas del borde y alinee los bordes
uno sobre otro; con las lneas de centro de la tela correspondiendo exactamente. 3.8.11 Retire la tela plstica del centro y, con un rodillo, pegue las superficies moviendo hacia
afuera desde la lnea de centro. 3.8.12 Deje las junturas por un mnimo de 2 horas para completa adherencia. 3.9 Suelte el rodillo tensor y parta el filtro. 3.10 Ajuste el brazo detector del sistema de centrado de tela para asegurar que la tela est
alineada centralmente con el filtro.
Seccin 3 ~ Pgina 6/11
-
REEMPLAZO DEL SEAL FILTER
4.3.4 Inspeccione las cajas de vaco.
a) Saque las mangueras de vaco
b) Asegrese que el cilindro neumtico disponga de aire.
c) Suelte las tuercas de los soportes de la caja de vaco (A en fig. 1).
d) Desconecte la manguera de suministro de agua de sello
e) Utilice un huinche para bajar la caja de vaco
f) Despus de haber bajado la caja de vaco, fije la caja de vaco en su posicin.
g) Revise el desgaste de las correas de desgaste, de los rieles de sello, rieles terminales de deslizamiento de HPDE.
h) Revise que las mangueras de agua de sello, el manifold y las ranuras en los rieles de
sello estn libres y desbloqueados. i) Revise que los rieles de sello estn dentro de sus lmites de desgaste. Para hacer
esto, ponga una escuadra a lo largo de la parte superior de las correas de desgaste, y mida el espacio que queda entre la escuadra y los rieles de sello (ver fig. 4).
El nuevo espacio es de 3 mm y l limite de desgaste es de 0,5 mm
j) Si el espacio es menor de 0,5 mm reemplace los rieles de sello de esta manera: Retire la correa de desgaste Retire la manguera de agua de sello y codos Retire las tuercas de fijacin (ver fig. 4) Limpie la parte superior de la caja de vaco y ponga dos tiras de autoadhesivo
"Buta seal" de cada lado de la caja de vaco. Ajustar el nuevo juego de rieles de sello, incluyendo los terminales de cabeza
y de cola. Cambie las tuercas de fijacin, codos y mangueras. Reajuste la altura de la caja de vaco.
k) Para ajustar la altura de la caja de vaco:
Refirase a la fig. 2 y mida la dimensin "D" y "E". Medir cada D y E para cada segmento de la caja de vaco.
Refirase a la fig. 3 y fijar las tuercas de fijacin a las dimensiones D y E correspondientes.
Levantar la caja de vaco y ajustarla con tuercas A (ver fig. 1) Reajustar todas las mangueras. Ir soltando poco a poco el cilindro neumtico cuando la caja de vaco est
ajustada en su posicin de manera que el cilindro no est siempre bajo tensin.
Seccin 3 ~ Pgina 7/11
-
Seccin 3 ~ Pgina 8/11
-
Seccin 3 ~ Pgina 9/11
-
Seccin 3 ~ Pgina 10/11
-
Seccin 3 ~ Pgina 11/11
-
DELKOR (SOUTH AMERICA) LTDA.
Av. Galvarino Gallardo # 1690, Providencia, Santiago Chile Fono: + 56 2 650 47 00 Fax : + 56 2 650 47 01
DDEELLKKOORR SSOOUUTTHH AAMMEERRIICCAA LLTTDDAA..
YAMANA GOLD MINERA FLORIDA
TAIL TREATMENT PROJECT
BELT FILTER
FILTRATE PUMPS DATA SHEET
DOC. # D306BF009
P.O. No: 76591160-5
H.R. R.B. CERTIFIED FINAL 01.04.11 0
PREPARED CHECKED REASON FOR REVISION DATE REV.
P.O. No. 4500045782
Seccin 4 ~ Pgina 1/111
-
PR
OJE
CT
Nr.
DA
TE
:A
PR
IL, 2011
CLIE
NT
:R
EVIS
ION
:0
EQ
UIP
ME
NT
:B
Y:
RB
/ H
R
P&
ID N
r.D
OC
.N:
D306B
F009
Equ
ipm
ent
Mod
elTag
Item
Qty
Line
Nr.
m3/h
Filtra
te
Rec
eive
r
Vac
uum
kPa
Pum
p
Dis
charg
e
Pre
ssure
k
Pa
Tot
al H
ead
kPa
Pow
er K
wIn
stalle
d P
ower
Hp
FIL
TR
AT
E P
UM
P 1
1 1
/2"
x 9
"1059-P
P-3
12
13
3A
15.7
-68
85
153
2.1
33.0
FIL
TR
AT
E P
UM
P 2
1 1
/2"
x 9
"1059-P
P-3
15
23
3B
15.7
-68
85
153
2.1
33.0
FIL
TR
AT
E P
UM
P 3
3"
x 9
"1059-P
P-3
09
33
238.0
-68
150
218
4.8
7.5
YA
MA
NA
GO
LD
/ M
INER
A F
LO
RID
A L
TD
A.
3 x
82 m
2 H
BF (
32B
/ 0
6-3
0V
)
F306C
C32001 /
F306C
C32002 /
F306C
C32003
30610
Seccin 4 ~ Pgina 2/111
-
Seccin 4 ~ Pgina 3/111
-
Seccin 4 ~ Pgina 4/111
-
DELKOR SOUTH AMERICA SPA
Av. Galvarino Gallardo # 1690, Providencia, Santiago Chile Fono: + 56 2 650 47 00 Fax : + 56 2 650 47 01
DDEELLKKOORR SSOOUUTTHH AAMMEERRIICCAA
YAMANA GOLD MINERA FLORIDA
TAIL TREATMENT PROJECT
BELT FILTER
GEAR REDUCER DATA SHEET
DOC. # D306BF012
P.O. No: 76591160-5
H.R. R.B. CERTIFIED FINAL 16.09.11 0
PREPARED CHECKED REASON FOR REVISION DATE REV.
P.O. No. 4500045782
Seccin 4 ~ Pgina 5/111
-
P. O. Nr. 76591160-5 DATE: 16/09/2011
CLIENT: YAMANA GOLD - MINERA FLORIDA REVISION: 0
EQUIPMENT: 3X82 m2 BELT FILTER BY HR
TAG: 922-FI-301/302/303 N DOC. D306BF012
Marca SEW
Tipo Ejes Paralelos
Modelo MC3PLHT08
Frame Motor
Voltaje/ Frecuencia/ Fases
Potencia Motor Kw 45
Potencia de Calculo Kw 42
Torque de Trabajo Nm 42000
Torque Nominal Nm 48800
Factor de Servicio 1,16
Velocidad de Entrada rpm 1000
Velocidad de Salida rpm 7,24
Reduccion i 69,0910
Diametro Eje de Entrada mm 55
Diametro Eje hueco mm 150 / 151
Diametro Polea Motor mm 236
Diametro Polea Reductor mm 475
Poleas 4 canales SPC
Peso kg 1200
GEAR REDUCER DATA SHEET
280 M
380 / 50 / 3
Pgina 1 de 1
Seccin 4 ~ Pgina 6/111
-
04/2000
07/2003
Seccin 4 ~ Pgina 7/111
-
SEW-EURODRIVE
Seccin 4 ~ Pgina 8/111
-
!
"# $
"%
!
!"# $
$ %"% &
' () $
$ & '
$ *+ ,
$ -. ,
$ )% ,
$$ / &
$' %%. $
$ %+%%0 0
$1 %+%%0
,
$, % $
(#& $$
' 2)% $$
' % $1
' -34 '1
'$ /)5%6*
'' %)
' /. '
'1 % 1
', 7 &
'& 68 1
' -6 1
' 9 1$
' 57 1'
' 57 1'
'$ 5)) 1'
)* +
0 1
0 11
7 11
+ #, +'
1 #
1,
1 #) 1&
1 :
+ ,
' - '!
, 3 ,
). '$
& 6#). ,$
& % ,'
& % ,1
/0 '
) ,&
;% &
) &$
#01
Seccin 4 ~ Pgina 9/111
-
4 Instrucciones de funcionamiento Reductores industriales de la serie MC..
"#
2%%,1#0
-7 ?&?, ?)
*?
Seccin 4 ~ Pgina 10/111
-
Instrucciones de funcionamiento Reductores industriales de la serie MC.. 5
"%
( )
"3"B6
) ! +!+!9" )8
!7"#8"
.
7
= 0. #6 6
.6 56 # *6 ,
#0 @##6
3
= 7
) #
7 8 7
.
#4 #6 # 1> 0
A1#*06
##)#*
#")C
0)"D
3%0%.)2
.
Seccin 4 ~ Pgina 11/111
-
6 Instrucciones de funcionamiento Reductores industriales de la serie MC..
2#
!"#
$%
-)>
CD>A
"
2 *. / 1 , %
0
= /%10&
=&%#$C
= /&065
5 0& @ # # D %
%E
)1D;E )DE )*@D/E
'1'-44
',-44
!
[1]
[1][1]
[1]
Seccin 4 ~ Pgina 12/111
-
Instrucciones de funcionamiento Reductores industriales de la serie MC.. 7
2#
= 6=##
&KD#1
)@
$""
(00C 7D
FG1FG
-
10 Instrucciones de funcionamiento Reductores industriales de la serie MC..
)1,
!"!
&
(
)
7
# 8
@
%
= 7%)
= @
%).
= ( %
7
= 6FGH I! :97>)
7"
.")-%
) 0
7" )
>
= (..
C)
9:D
= ( % % > )
>
= (>
0)
)5
= C # J %JD 7>)
)>
56#0 D&,60.
6E
> >
6FGH I! :9 >
$
6FGH I! :9
!
6FGH I! :9
2#
>6
@
6FGH I! :9
Seccin 4 ~ Pgina 15/111
-
Instrucciones de funcionamiento Reductores industriales de la serie MC.. 11
)1,
= %#0
))%0
6FGH I! :9)%"
)
.
= " >@
70)7C9:L90:0)D
#87C@"'
M
D( 0)>0)
C # J %JD
.)>
"7
$ C !D
= 6FGH I! :97>)
7"
.")-%
) 0
7" )
>
= (..
C)9:D
= ( % % > )
>
= *006*#
0. #> #1 % 1#
1
= # % # #% #
1#1,%B=*,
#56#1#
1
Seccin 4 ~ Pgina 16/111
-
Instrucciones de funcionamiento Reductores industriales de la serie MC.. 9
2#
$""
( # C
A>5D1
FG(>0.
( # C
A''D
DE,1FG"0.
'&-44
) $*+,,-.
'-44
/ $*+
&0"&.
[2][2]
[2]
[1] [1]
[2]
90
90
[1][1]
[2]
Seccin 4 ~ Pgina 17/111
-
!12 Instrucciones de funcionamiento Reductores industriales de la serie MC..
%)
!
'"# ( $""""
()>
6.
)
NO 0 N&'O -%
[015][195]
[110]
[131]
[130]
[100]
[040]
[231]
[201][210]
[295][242]
[342]
[434][395]
[310][340]
[438][480]
[495][411]
[401][430]
[070]
[199]
[725][299]
[110]
[180]
[195]
[010]
[295][210]
[243][025]
[342]
[395][310]
[331]
[301]
[399] [443]
[410][495 ]
[001]
[725]
MC2P..
[075]
Seccin 4 ~ Pgina 18/111
-
Instrucciones de funcionamiento Reductores industriales de la serie MC.. 13
!
%
'"! ( $"")""
'&&-44
, 2'
NO NO 0 N&&O N$O
NO N,O 8 NO P)A N$O
N'O N&'O -% NO N$O
-
!14 Instrucciones de funcionamiento Reductores industriales de la serie MC..
:%6#>
'"' &*+
(,
/ -
2A@&
-.3
3L%
L).
:A.D/E3
6L%.
*L%0C0D
).3
(L0.
9L
L
2#3
L
L#
3
L
L
Seccin 4 ~ Pgina 20/111
-
Instrucciones de funcionamiento Reductores industriales de la serie MC.. 15
!
:%6#>
(,-+ $*.(/0()&)1(
40
'1&-44
SEW-EURODRIVE Bruchsal/Germany
MC3RLHF07Typ
01.3115835301.0001.02Nr. 1 K34567Nr. 2
35,6MN2
2001Year
kNm55Pe
1,6Fs
kW
1480/23,9n
61,883 : 1i
780kg
CLP 220 MINER.L/ca. 33 literLubr