
2. Lean Production CostReduction - - Strategie riduzione... · 5 Università di Bergamo –DIGIP...
19
1 Università di Bergamo – DIGIP Tecnologie e Sistemi di Lavorazione Studi di Fabbricazione– 2016.1.a 2. Lean Production Cost Reduction Il termine produzione snella (lean production) è stato ideato, nel 1992, dai ricercatori del MIT Womack e Jones, nel loro best-seller “La Macchina che ha cambiato il mondo”, in cui illustrano il sistema di produzione che ha permesso all’azienda giapponese Toyota di ottenere risultati nettamente superiori a tutti i concorrenti nel mondo. Da allora, migliaia di organizzazioni hanno adottato il modello lean, nell’industria come nei servizi, in quanto applicabile a tutti i processi operativi, quindi non solo strettamente produttivi, ma anche logistici, amministrativi, o di progettazione e sviluppo prodotto. Negli anni, il modello del lean management è stato affinato, assumendo anche altre denominazioni, quali lean organization, lean manufacturing, lean service, lean office e soprattutto il lean thinking. 2 Università di Bergamo – DIGIP Tecnologie e Sistemi di Lavorazione Studi di Fabbricazione– 2016.1.a ll lean thinking “filosofia” industriale che ispira sostanzialmente tutti i metodi e le tecniche produttive DEFINIZIONE: la lean production è un insieme di principi, metodi e tecniche per la gestione dei processi operativi che mira ad aumentare il valore percepito dal cliente finale e a ridurre sistematicamente gli sprechi. Questo è possibile solo con il coinvolgimento di persone motivate al miglioramento continuo. L’obiettivo della Produzione Snella è “fare sempre di più con sempre di meno”: •meno tempo •meno spazio •meno sforzo •meno macchine •meno materiali
-
Upload
phungkhanh -
Category
Documents
-
view
216 -
download
0
Transcript of 2. Lean Production CostReduction - - Strategie riduzione... · 5 Università di Bergamo –DIGIP...

1
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
2. Lean Production Cost Reduction
Il termine produzione snella (lean production) è stato ideato, nel 1992, dai ricercatori del MIT Womack e Jones, nel loro best-seller “La Macchina che ha cambiato il mondo”, in cui illustrano il sistema di produzione che ha permesso all’azienda giapponese Toyota di ottenere risultati nettamente superiori a tutti i concorrenti nel mondo.
Da allora, migliaia di organizzazioni hanno adottato il modello lean, nell’industria come nei servizi, in quanto applicabile a tutti i processi operativi, quindi non solo strettamente produttivi, ma anche logistici, amministrativi, o di progettazione e sviluppo prodotto.
Negli anni, il modello del lean management è stato affinato, assumendo anche altre denominazioni, quali lean organization, lean manufacturing, lean service, lean office e soprattutto il lean thinking.
2
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
ll lean thinking
“filosofia” industriale che ispira sostanzialmente tutti i metodi e le tecniche produttive
DEFINIZIONE: la lean production è un insieme di principi, metodi e tecniche per la gestione dei processi operativi che mira ad aumentare il valore percepito dal cliente finale e a ridurre sistematicamente gli sprechi.
Questo è possibile solo con il coinvolgimento di persone motivate al miglioramento continuo.
L’obiettivo della Produzione Snella è “fare sempre di più con sempre di meno”: •meno tempo •meno spazio •meno sforzo •meno macchine •meno materiali

3
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Cenni storici
Fino agli anni ‘70 Anni ‘80-’90 dagli anni ‘00
Il mondo dell’industria ha visto, negli ultimi decenni, un’evoluzione che ha spostato il focus della produzione dai costi alla qualità e al tempo, per arrivare a capire che tutti e tre questi aspetti dovevano essere considerati insieme e ricondotti a un unico punto di riferimento: il valore, così come viene percepito dal cliente.
4
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a

5
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Principi del Pensiero Snello (Lean Thinking)
l concetto di Lean Thinking sottolinea come il lean, oltre che un metodo da applicare, sia, innanzitutto, una forma mentis e cioè il modo di pensare che ispira il metodo stesso.
Il lean si fonda su cinque principi:
• Definire il Valore
il punto di partenza è sempre la definizione del valore secondo la prospettiva del cliente. Valore è solo quello che il cliente è disposto a pagare; tutto il resto è spreco, e va eliminato.
• Identificare il flusso del valore: mappatura
Per eliminare gli sprechi occorre “mappare” il flusso del valore, ovvero delineare tutte le attività in cui si articola il processo operativo distinguendo tra quelle a valore aggiunto e quelle non a valore aggiunto.
6
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
• Fare scorrere il flusso
Il processo di creazione del valore è visto come un flusso, che deve scorrere in modo continuo, con relativa riduzione dei tempi di attraversamento (lead time) del materiale. Il processo risulta piu’ efficace se il prodotto viene lavorato ininterrottamente dalla materia prima al prodotto finito.
• Produzione “tirata” (logica pull)
Soddisfare il cliente significa produrre solo quello che vuole, solo quando lo vuole e solo quanto ne vuole. La produzione è così “tirata” dal cliente, anziché “spinta” da chi produce. L’impresa deve acquistare la capacita’ di progettare, programmare e realizzare solo quello che il cliente vuole e quando lo vuole.
• Ricercare la perfezione
La perfezione è il punto di riferimento a cui si deve tendere senza fine attraverso il miglioramento continuo e corrisponde alla completa eliminazione degli sprechi.

7
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Gli sprechi (MUDA)È spreco tutto ciò che consuma risorse, in termini di costo e tempo, senza però creare valore per il cliente.
Nella cultura giapponese, il concetto di spreco (muda) ha un significato etico simile a quello occidentale del peccato, ed è perciò forte la motivazione a evitarlo.
sette tipologie
8
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Gli sprechi (MUDA)
I muda sono solo uno dei tre elementi negativi che il lean combatte nei processi, ovvero le cosiddette tre “MU”:
Muda
spreco, perdita (es: scorta eccessiva di materie prime)
Muri - irregolarita’Indica il sovraccarico delle persone (possibilita’ infortuni, malattie professionali) o delle risorse (usura accellerata, rotture, sostituzione macchinario)
Mura - instabilità, irregolarita’Indica le fluttuazioni del carico di lavoro causata da una domanada non standardizzata

9
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Obiettivo zero
10
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Gli sprechi (MUDA)

11
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
1) Zero scorte – Just in Time (JIT) Il Just in Time e’ un metodo logistico produttivo il cui obiettivo e’ produrre:- Solo COSA richiesto- Solo QUANDO richiesto- Solo QUANTO richiesto
- Riduzione del tempo di attraversamento (lead time) impiegato per produrre e consegnare il prodotto al cliente, grazie alla riduzione dello spreco di attesa- Riduzione dello spazio di stabilimento necessario per contenere il flusso di produzione e le relative scorte grazie alla riduzione degli sprechi di sovrapproduzione, scorta inutile e trasporto
Regole base:- Non produrre se il cliente non lo richiede (produzione tirata dal cliente – pull
system)- Livellare la domanda- Collegare tutti i processi alla domanda del cliente con strumenti visivi (VSM)
12
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Livellamento della domanda
Per avere produzione senza sprechi, efficiente e che recepisca velocemente le richieste di mercato e’ fondamentale programmare e rendere equilibrata la produzione.
Livellamento della produzione per volume: si calcola la media della domanda per definire il lotto minimo di produzione, con una scorta minima che permetta di coprire eventuali picchi.
Livellamento della produzione per mix di prodotto: si coordina la produzione dei vari prodotti in un unico insieme e si organizzano lotti e scorte minime secondo il mix di riferimento.

13
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Mappatura del flusso (Value Stream Mapping, VSM)
È un metodo di visualizzazione grafica che fonda le proprie radici nella filosofia produttiva della Toyota
Obbiettivo: ridurre al minimo tutte quelle attività che non creano valore aggiunto per il cliente aumentando in modo esponenziale l’efficienza.
Il Value Stream si basa sulla mappatura grafica di tutti i processi ed attività che concorrono alla realizzazione di un prodotto, partendo direttamente dal fornitore, passando per tutta la catena di montaggio fino alla consegna del prodotto finito.
Tutto il personale puo’ apprendere velocemente il processo, sapere se questo è fatto correttamente e capire in quale fase dello stesso si trova. Questo strumento permette a tutti i responsabili della produzione di seguire le operazioni a colpo d'occhio, di vedere cosa sta succedendo, qual è la performance di un reparto e di intervenire nel modo più rapido possibile con una notevole risparmio di tempo.
14
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Mappatura del flusso (Value Stream Mapping, VSM)
Con l’analisi dei flussi si può capire in modo concreto e preciso quali siano gli sprechi ed eliminarli uno ad uno, per poi creare una nuova mappa perfezionata e maggiormente efficiente.
Il VSM si basa su una filosofia di continuo miglioramento che tende ad un lead-time talmente ridotto da attivare il processo produttivo soltanto quando si ha la richiesta da parte del cliente e questo è possibile attraverso tempi di set-up bassissimi.

15
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
2) Autonomazione (Jidoka) – zero difetti
Dotare ogni macchina di un sistema e formare ogni lavoratore in modo da poter fermare il processo produttivo al primo segnale di una qualche condizione anomala.
Un operatore viene formato per esercitare il pieno controllo sulla linea produttiva che gli viene affidata e per fermarla se si verifica un qualsiasi tipo di anomalia.
Se si scopre un difetto o un malfunzionamento, il macchinario si deve fermare in automatico e gli operatori devono immediatamente correggere il problema, interrompendo il flusso produttivo.
Le cause più comuni che portano ad avere difetti sono:
•procedure operative inappropriate
•eccessiva variabilità nel modo di fare le cose
•materiali difettosi
•errori umani o mal funzionamenti delle macchine
16
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
3) Manutenzione produttiva (TOTAL PRODUCTIVE MAINTENANCE - TPM) – zero fermi
Mirare ad un uso più efficiente degli impianti ed attrezzature, introducendo una metodologia di manutenzione diffusa in tutta l'organizzazione basata sulla manutenzione preventiva.
Si richiede la partecipazione della progettazione e sviluppo, della produzione e manutenzione, management e operatori.
La manutenzione non si esaurisce più nel singolo intervento operativo e occasionale, bensì l’obiettivo è portare al minimo le emergenze e gli interventi manutentivi non programmati.

17
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Manutenzione produttiva (TOTAL PRODUCTIVE MAINTENANCE - TPM)
L'applicazione del TPM all'interno dell'organizzazione avviene attraverso 5 passi fondamentali:
1. Introduzione di attività di miglioramento per aumentare l'efficienza degli impianti, attrezzature;
2. Attuazione di un sistema di gestione autonomo della manutenzione a cura di operatori addestrati e resi consapevoli;
3. Attuazione di un sistema di manutenzione programmata con raccolta dati sull'affidabilità dei componenti (manutenzione predittiva); continuo aggiornamento della programmazione degli interventi in base ai dati raccolti;
4. Attuazione di un sistema di progettazione e sviluppo delle attrezzature, parti di impianto che richiedano meno manutenzione e più rapida.
5. Continuo addestramento e divulgazione dei risultati ottenuti.
18
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
4) Organizzazione del posto di lavoro -Workplaceorganization: 5S – zero inefficienze
La tecnica “Five S” è stata sviluppata in Toyota per fornire una guida operativa per l’organizzazione del posto di lavoro, la gestione a vista ed il mantenimento sul posto di lavoro degli standard di ordine e pulizia.
Il motto per le 5S è un posto per ogni cosa ed ogni cosa al suo posto.
L’approccio 5S comporta la realizzazione dei seguenti 5 passi:
•seiri (separare)= separare le cose utili dalle inutili
•seiton (sistemare)= identificare e definire l’allocazione delle cose necessarie sul posto di lavoro (materiali, attrezzature, documenti)
•seiri (spolverare/pulire) = effettuare una pulizia intelligente del posto di lavoro
•seiketsu (standardizzare)= definire gli standard operativi per mantenere ordine e pulizia sul posto di lavoro
•shitsuke (seguire le regole)= diffondere gli standard operativi di ordine e pulizia e verificarne il rispetto da parte del personale
19
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Nel processo di implementazione della lean production, hanno un ruolo importante:
- Management
- Comunicazione
- Dimensione dell’impresa : “I grandi produttori hanno più probabilità di attuare le
pratiche lean rispetto ai piccoli produttori”. (strutture più organizzate ed elaborate, maggiori disponibilità economiche, dipendenti con mansioni altamente specializzate, formazione continua del personale, fornitori fedeli)
- Età dell’impresa (essa può significare una resistenza al cambiamento e/o una passività nei confronti delle novità)
IMPLEMENTAZIONE DELLA LEAN PRODUCTION
20
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
I vantaggi della lean production
Scorte ridotte
Nel modello lean le scorte sono considerate spreco.
La produzione può avvenire in modo efficiente con poca o nessuna scorta di materia prima, semilavorati (WIP), o di scorte di prodotti finiti.
Tutti i controlli di qualità vengono eseguiti all'interno del processo, piuttosto che a fine produzione.
- La sovrapproduzione non è possibile e non può essere tollerata.
- Nessuno spazio è destinato allo stoccaggio di prodotti finiti.
- Applicando un flusso pull, ovvero tirato dal cliente, si è in grado di ridurre drasticamente WIP.
- Anche se l’obbiettivo finale è l’eliminazione totale delle scorte, i risultati normalmente ottenuti permettono di tenerne un livello minimo.
Velocità di risposta ai clienti

21
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
I vantaggi della lean production
Riduzione dei costi
La produzione di massa tradizionale cerca di minimizzare i costi unitari, aumentando la produzione totale nell'arco del ciclo di vita del prodotto. Tale modello comporta elevati costi di sviluppo.
Per recuperare gli ingenti costi di sviluppo e gli investimenti iniziali, i produttori di massa prevedevano ed eseguivano lunghi cicli di produzione per ogni step.
Le preferenze dei consumatori e la differenziazione dei prodotti erano in secondo piano.
Il pensiero lean prevede ancora di ridurre al minimo i costi ma non a scapito della varietà e della soddisfazione delle richieste dei clienti più sofisticati.
Le nuove tecniche lean invece minimizzano i tempi di sviluppo prodotto e riducono al minimo il livello degli investimenti.
Questo implica che il prodotto arriva sul mercato più velocemente, rendendo più facile integrare le nuove qualità richieste dai clienti agli attuali requisiti nel prodotto.
Le tecniche lean promuovono l'uso di macchine ad intensità di capitale più bassa che si traduce in una maggiore flessibilità e un minor costo iniziale da recuperare.
Come risultato, i cicli di vita dei prodotti possono essere più breve e gli sviluppi del prodotto più frequenti e meno invasivi.
La redditività non ne soffre e la fedeltà alla marca aumenta.
22
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Produzione tradizionale Vs produzione lean

23
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
24
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
3. Overhead Cost Reduction- La riduzione dei costi generali avviene attraverso l’implementazione di tecnicheBuild-to-Order e di Mass Customization
BUILD TO ORDER
Modello push-based (noto anche come build-to-stock): la produzione si basa suprevisioni in merito alla domanda dei prodotti. I prodotti vengono spinti (push) vs i clienti.
Modello pull-based (noto anche come demand-driven o build-to-order): gli ordinidei client innescano eventi nella catena di approvvigionamento.
Produrre cio’ che
vendiamo, non
vendere quel che
produciamo
25
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Mass Customization
Letteralmente personalizzazione di massa.
- Tecnica di produzione che produce un prodotto configurato direttamente per il cliente finale (quindi con tutte le varianti ed accessori che egli richiede) direttamente su una linea di produzione a fasi, come la produzione di massa.
- È una tecnica sviluppata dapprima dai produttori di automobili e veicoli industriali, ma ora entrata in molti altri settori (ad es. PC).
- Richiede:- una opportuna progettazione del prodotto- linee molto flessibili- personale molto addestrato- fornitori che rispondono prontamente- ottima gestione delle informazioni, ecc.
26
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
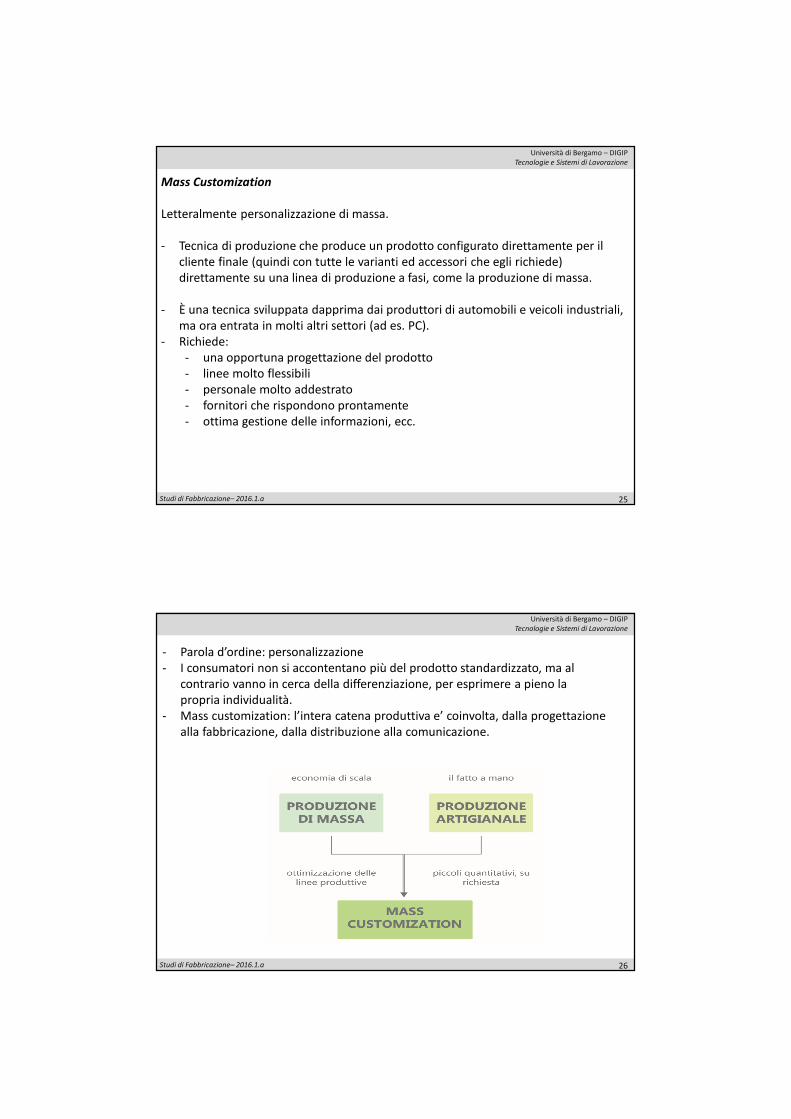
- Parola d’ordine: personalizzazione- I consumatori non si accontentano più del prodotto standardizzato, ma al
contrario vanno in cerca della differenziazione, per esprimere a pieno la propria individualità.
- Mass customization: l’intera catena produttiva e’ coinvolta, dalla progettazione alla fabbricazione, dalla distribuzione alla comunicazione.

27
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Capacità di produrre prodotti o servizi personalizzati secondo le specifiche del singolo consumatore utilizzando processi flessibili, e adottando sistemi di prezzi simili a quelli della produzione di massa
28
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Classificazione in base al coinvolgimento del consumatore nel processo:
- Collaborativo: quando essi sono attivi nella progettazione dei prodotti (Levi’s, Nike e Dell)
- Adattativo: gli utenti comprano un prodotto standard, ma che poi possono modificare autonomamente in base alle proprie esigenze durante l’uso (microsoft)
- Cosmetico: un prodotto standard presentato in maniera diversa a consumatori diversi (confezioni diverse per ogni rivenditore)
- Trasparenti: e’ il caso di tutte quelle compagnie che forniscono prodotti personalizzati senza che i consumatori sappiano che questi ultimi sono stati personalizzati per loro. (es: Amazon fornisce all’utente raccomandazioni su nuovi acquisti in base a quelli passati)

29
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Classificazione in base al modo in cui un prodotto viene assemblato a partire da moduli:
- Component sharing/ swapping modularity: gli stessi componenti standard vengono utilizzati per realizzare prodotti diversi
- Fabricate-to-fit modularity: le dimensioni dei moduli vengono adattate di volta in volta in base al prodotto da realizzare
- Bus modularity: moduli diversi possono essere aggiunti ad una base comune
- Sectional modularity: le diverse combinazioni di moduli creano prodotti sempre differenti
30
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
1) PROGETTAZIONE DELLO SPAZIO DI SOLUZIONE
- tradizionali tecniche di ricerca di mercato, ovvero raccogliere informazioni da un gruppo rappresentativo di consumatori all’interno del settore di mercato scelto durante il processo stesso di sviluppo del nuovo prodotto (beni di consumo)
- fornire al consumatore uno strumento avanzato perché possa entrare a far parte della fase di design del prodotto (es: Fiat 500).
- imparare dall’esperienza passata: collezionare dati sugli acquisti, sui comportamenti e sulle esperienze dei consumatori per poterne captare le preferenze e agire di conseguenza (es: eliminando opzioni che raramente venivano aperte o selezionate in una piattaforma online)
Step vs la mass customization

31
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
2) ORGANIZZAZIONE BASATA SULLA CONOSCENZA
La condivisione di conoscenza è infatti indispensabile per gestire quantità di dati e specifiche di ogni cliente in maniera efficiente e per tradurle in prodotti e servizi in maniera precisa e rapida.
È indispensabile quindi che l’azienda abbia una predisposizione aziendale al flusso di informazione attraverso tutti i gradi.
32
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
3) ALTA FLESSIBILITÀ DI PROCESSO E PRODOTTO
Tecnologia di produzione in grado di cambiare ordini, piani produttivi e strumenti mentre i macchinari sono attivi.Nel caso della mass customization, che richiede versatilità e personalizzazione, questo elemento è un importante fattore di successo.
Due tipologie di flessibilità - di processo, grazie alla modularità di processo: trasformare la variabilità delle
preferenze del consumatore nella ricombinazione dei segmenti di processo, o ancora nell’utilizzo di macchinari riconfigurabili velocemente.
- di design del prodotto, grazie alla modularità di prodotto: coinvolge l’architettura del prodotto stesso, è ottenuta aumentando il livello di elementi comuni tra i vari prodotti, pur mantenendone la loro varietà.Forte vantaggio competitivo: fornire un’alta varietà di prodotti sul mercato ma
utilizzando una contenuta varietà di componenti durante la produzione.
Requisiti necessari: - esistenza di un certo grado di standardizzazione delle varie parti- coordinamento tra i vari moduli

33
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
4) POSTICIPO DELLA FASE DI ASSEMBLAGGIO
- Incertezza sulle richieste dei clienti- Incertezza sulla domanda
- Strategia del posticipo: ritardare il più possibile la differenziazione di prodotto. L’azienda produce quindi fino ad un determinato punto prodotti standard, per poi
andare a differenziarli in base alle specifiche di ogni consumatore. riduzione di costi e tempi aumento efficienza e produttività
- Tipi di posticipo in funzione del momento in cui inizia la personalizzazione e quindi l’influenza del consumatore sul processo: fase di design approvvigionamento delle materie prime produzione vera e propria assemblaggio confezionamento e etichettatura fase distributiva
34
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
La MASS CUSTOMIZATION richiede - una tecnologia di produzione altamente flessibile e lo sviluppo di tali tecnologie
può essere lungo e costoso. Inoltre, alcuni processi sono più flessibili e più facilmente digitalizzabili di altri, come la gestione dei dati, la stampa e il taglio di tubi di metallo.
- un elaborato sistema per acquisire ed esplicitare i desideri e i bisogni dei consumatori. Infatti, per realizzare qualcosa di unico per qualcuno bisogna raccogliere informazioni uniche.
- un sistema logistico diretto al consumatore efficace. Tale fattore costituisce spesso il punto debole dell’e-commerce, e lo stesso vale anche per la mass customization. Le persone non sono disposte a pagare per qualsiasi cosa che sia personalizzabile. Le aziende devono capire se esiste un potenziale mercato di massa per certe proprietà personalizzabili dei propri prodotti: i consumatori ricercano una certa varietà quando le loro preferenze si differenziano fortemente in relazione allo stesso attributo di un prodotto, ad esempio la dimensione.

35
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Grande varieta’ di prodotti da gestire
Rischio su velocità della filiera e sui costi
Obbligo di rivedere tutte le operazioni abituali
Due tipologie di varieta’:
- esterna, si riferisce alla varietà di prodotti
- interna, si riferisce a quella che deve affrontare l’azienda, in termini di processi, componenti, strumenti e strutture.
36
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
4. Standardization Cost Reduction
STANDARDIZZAZIONE: criterio tecnico, detto anche normalizzazione e normazione, inteso a far sì che procedimenti di lavorazione, misurazione e controllo possano essere eseguiti secondo le stesse modalità in luoghi e tempi diversi, ma con risultati comparabili, garantendo la validità di procedimenti e metodi in gran parte dei processi industriali. Insieme delle specifiche norme e disposizioni che ogni azienda emette nell'ambito
della propria organizzazione allo scopo di unificare il progetto e, in definitiva,
l'esecuzione dei propri prodotti.
Obiettivi della standardizzazione sono: - maggiore produttività- migliore qualità delle lavorazioni- costi inferiori- maggiore utilizzazione delle capacità degli operatori- migliori condizioni di sicurezza- maggiore controllo sugli sprechi (scarti di lavorazione, non appropriata
utilizzazione delle macchine, dei tempi di lavoro, degli sforzi, dello spazio, etc.)

37
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
Tipologie di Standardizzazione
Le standardizzazioni possono riguardare tutti i componenti che hanno influenza diretta sul progetto e sull'esecuzione di un prodotto, quali:- metodologie di progettazione- tecniche di calcolo- materiali- condizioni di sicurezza- forme e dimensioni (per esempio elementi modulari) - finiture- procedure di fabbricazione, di misura, d'ispezione e di manutenzione
Tool StandardizationFeature StandardizationRaw Materials StandardizationProcess Standardization
Vantaggi della standardizzazione:
• riduzione dei costi• riduzione nelle ricerche di mercato, nei
servizi di assistenza, nella manutenzione
• riduzione delle giacenze a magazzino
38
Università di Bergamo – DIGIPTecnologie e Sistemi di Lavorazione
Studi di Fabbricazione– 2016.1.a
5. Product Line Rationalization Cost ReductionProduct line: gruppo di prodotti di una stessa azienda accomunati dal fatto di essere complementari nell’uso, o di soddisfare la medesima classe di bisogni, o di rivolgersi al pubblico attraverso lo stesso canale distributivo o sotto uno stesso marchio.
Si parla di famiglia di prodotti nel caso di più prodotti di una stessa azienda che derivano da una piattaforma comune (esempio: modelli di auto appartenenti alla stessa famiglia presentano molte parti in comune).
Lo sviluppo e l’ampliamento di una linea di prodotti presenta evidenti vantaggi derivanti dalla sinergia che si viene a creare fra prodotti affini o complementari. Tali vantaggi si riflettono sia in termini di - costi (contenimento dei costi derivante dalla congiunzione delle spese promozionali e pubblicitarie)- immagine (consolidamento della reputazione dell’intera linea; data l’offerta più ampia il consumatore percepisce di ricevere un servizio migliore).


















