1. Dall’albero alla carta: il ciclo produttivo · Il monolucido è il grande cilindro su cui la...
24
1. Dall’albero alla carta: il ciclo produttivo Il ciclo produttivo di tutti i tipi di carta inizia con l’estrazione della cellulosa dagli alberi, prosegue con la produzione di grandi bobine di carta attraverso la lavorazione di miscele di cellulose diverse sia per origine che per i trattamenti subiti, e termina con la trasformazione delle bobine madri nei prodotti finiti. Nelle fabbriche di cellulosa il legno viene prima scortecciato, poi sminuzzato in chips e trattato con raffinatori (per ottenere paste meccaniche), con vapore (per le paste termomeccaniche), con liscivi, prevalentemente solfati e solfiti (per le paste chimiche) (..). La cellulosa così prodotta, con una umidità residua intorno al 10%, viene “confezionata” in balle (di fogli) di circa 200 kg. ciascuna ed inviata in cartiera per la successiva trasformazione in carta. In cartiera le miscele di cellulosa vengono spappolate con acqua e sottoposte a processi di epurazione e pulizia (per allontanare possibili inquinanti) e di raffinazione (per conferire le caratteristiche meccaniche desiderate) prima di essere alimentate (con una concentrazione minore dell’1% in fibra) alla macchina continua per la produzione di carta. Nella macchina continua (una specie di laminatoio) la carta si “forma” con il progressivo asciugamento che avviene per drenaggio naturale e per aspirazione (tela di formazione), spremitura ed aspirazione (presse aspiranti), evaporazione (monolucido e cappa) fino ad ottenere bobine di carta con umidità intorno al 5%. Le bobine costituiscono la materia prima delle cartotecniche dove si procede alla produzione ed al confezionamento dei prodotti finiti. 2. Cos’è il “tissue” Con il termine “tissue” si intendono tutti quei prodotti di carta destinati all’uso igienico e sanitario sia nelle case private (si parla di linea casa o “consumer”), sia nei luoghi pubblici (tali prodotti sono identificati come AFH dall’inglese Away From Home o anche come prodotti catering): parlando dunque di “tissue” si fa riferimento a carta igienica e a rotoli da cucina, ma anche a fazzoletti, tovaglioli, lenzuolini medici, rotoli industriali, veline facciali e così via. 3. La carta asciugatutto: definizione e proprietà tecnico-qualitative per l’uso specifico Nata circa trenta anni fa, sulla scia del favore che i prodotti usa e getta incontravano sul mercato, la carta da cucina ha raggiunto oggi un notevole successo. Il rotolo di carta assorbente e morbida ha trovato in Italia un impiego del tutto nuovo rispetto agli altri paesi. Negli Stati Uniti, terra di origine, e nelle altre nazioni europee la carta da cucina viene impiegata soprattutto come asciugamani (il suo nome in inglese è paper towels). In Italia, oltre ad aver sostituito spugne e strofinacci per pulire superfici e oggetti sporchi, l’asciugatutto si usa spesso per scolare le fritture, per asciugare gli alimenti e per avvolgerli, come tovagliolo e così via. Ricerche effettuate tra i consumatori evidenziano che nel tempo questo prodotto non ha perso la sua caratterizzazione iniziale: ancora oggi infatti, le caratteristiche più apprezzate sono l’assorbenza (40%), le resistenze a secco e ad umido (28%), la sofficità (3.1) (13%), l’aspetto (3.2) (13%) e la praticità (3.3) (4%). ( 3.1) funzione di morbidezza, spessore, rugosità ( 3.2) decoro, goffratura, grado di bianco. ( 3.3) con praticità si intende la maneggevolezza del prodotto, l’efficacia del pretaglio, la facilità di apertura della confezione, un numero di strappi adeguato, eccetera. 1
Transcript of 1. Dall’albero alla carta: il ciclo produttivo · Il monolucido è il grande cilindro su cui la...

1. Dall’albero alla carta: il ciclo produttivo
Il ciclo produttivo di tutti i tipi di carta inizia con l’estrazione della cellulosa dagli alberi, prosegue con la produzione di
grandi bobine di carta attraverso la lavorazione di miscele di cellulose diverse sia per origine che per i trattamenti subiti,
e termina con la trasformazione delle bobine madri nei prodotti finiti.
Nelle fabbriche di cellulosa il legno viene prima scortecciato, poi sminuzzato in chips e trattato con raffinatori (per
ottenere paste meccaniche), con vapore (per le paste termomeccaniche), con liscivi, prevalentemente solfati e solfiti (per
le paste chimiche) (..). La cellulosa così prodotta, con una umidità residua intorno al 10%, viene “confezionata” in balle
(di fogli) di circa 200 kg. ciascuna ed inviata in cartiera per la successiva trasformazione in carta.
In cartiera le miscele di cellulosa vengono spappolate con acqua e sottoposte a processi di epurazione e pulizia (per
allontanare possibili inquinanti) e di raffinazione (per conferire le caratteristiche meccaniche desiderate) prima di essere
alimentate (con una concentrazione minore dell’1% in fibra) alla macchina continua per la produzione di carta.
Nella macchina continua (una specie di laminatoio) la carta si “forma” con il progressivo asciugamento che avviene per
drenaggio naturale e per aspirazione (tela di formazione), spremitura ed aspirazione (presse aspiranti), evaporazione
(monolucido e cappa) fino ad ottenere bobine di carta con umidità intorno al 5%.
Le bobine costituiscono la materia prima delle cartotecniche dove si procede alla produzione ed al confezionamento dei
prodotti finiti.
2. Cos’è il “tissue”
Con il termine “tissue” si intendono tutti quei prodotti di carta destinati all’uso igienico e sanitario sia nelle case private
(si parla di linea casa o “consumer”), sia nei luoghi pubblici (tali prodotti sono identificati come AFH dall’inglese Away
From Home o anche come prodotti catering): parlando dunque di “tissue” si fa riferimento a carta igienica e a rotoli da
cucina, ma anche a fazzoletti, tovaglioli, lenzuolini medici, rotoli industriali, veline facciali e così via.
3. La carta asciugatutto: definizione e proprietà tecnico-qualitative per l’uso specifico
Nata circa trenta anni fa, sulla scia del favore che i prodotti usa e getta incontravano sul mercato, la carta da cucina ha
raggiunto oggi un notevole successo.
Il rotolo di carta assorbente e morbida ha trovato in Italia un impiego del tutto nuovo rispetto agli altri paesi. Negli Stati
Uniti, terra di origine, e nelle altre nazioni europee la carta da cucina viene impiegata soprattutto come asciugamani (il
suo nome in inglese è paper towels). In Italia, oltre ad aver sostituito spugne e strofinacci per pulire superfici e oggetti
sporchi, l’asciugatutto si usa spesso per scolare le fritture, per asciugare gli alimenti e per avvolgerli, come tovagliolo e
così via.
Ricerche effettuate tra i consumatori evidenziano che nel tempo questo prodotto non ha perso la sua caratterizzazione
iniziale: ancora oggi infatti, le caratteristiche più apprezzate sono l’assorbenza (40%), le resistenze a secco e ad umido
(28%), la sofficità(3.1) (13%), l’aspetto(3.2)(13%) e la praticità(3.3)(4%).
(3.1) funzione di morbidezza, spessore, rugosità(3.2) decoro, goffratura, grado di bianco.(3.3) con praticità si intende la maneggevolezza del prodotto, l’efficacia del pretaglio, la facilità di apertura della confezione, un numero di strappi adeguato, eccetera.
1

4. Il ciclo produttivo in cartiera
Il ciclo produttivo in cartiera inizia dal caricamento del pulper con le balle di cellulosa, e termina con la pesatura e
l’etichettatura delle bobine ribobinate e può essere così schematizzato:
4.1. Preparazione impasto
La preparazione impasto consiste di una serie di impianti in grado di trattare la fibra per renderla idonea per la
fabbricazione della carta con le caratteristiche volute.
Nel caso di carta tissue ottenuta da cellulosa di fibra vergine, la preparazione impasto può essere semplificata nel
diagramma seguente:
Nel pulper la cellulosa viene ridotta in un impasto omogeneo di fibre ed acqua sotto l’azione sia della girante e sia per il
mutuo sfregamento dovuto al moto circolare che la girante imprime; gli eventuali inquinanti grossolani (fili di ferro,
sassi) sono trattenuti da una piastra forata posizionata sul fondo del pulper, mentre la sospensione fibrosa ottenuta viene
scaricata nelle tine di stoccaggio.
Dalle tine di stoccaggio l’impasto viene inviato prima alla fase di epurazione e successivamente alla raffinazione.
La raffinazione è un’operazione fondamentale che si realizza in macchine a dischi rotanti d’acciaio che permettono di
conferire alle fibre, tramite lo sfregamento mutuo imposto, le caratteristiche necessarie per una buona formazione del
foglio. L’impasto raffinato viene avviato, attraverso il cassetto a livello costante (4.3) , alla fan pump, una pompa ad alta
portata e di idonea prevalenza, il cui compito è sia quello di miscelare la sospensione fibrosa con l’acqua di diluizione
per raggiungere la consistenza (concentrazione) richiesta (0.1-0.25%), sia quello di alimentare l’impasto in cassa
d’afflusso con una pressione sufficiente alla successiva alimentazione alla zona di formazione.
Prima di giungere in macchina l’impasto diluito viene spinto attraverso i selettori, (macchine ad azione centrifuga con
un cestello rotante) ultimo sistema di pulizia dell’impasto.
4.2 Macchina continua
La macchina continua può essere rappresentata con la seguente sequenza di operazioni:
4.2.1 Cassa d’afflusso
(4.3) il cassetto a livello costante è una vasca posizionata prima della fan pump. L’altezza costante del livello di impasto al suo interno garantisce il mantenimento di un battente costante sulla bocca di aspirazione della pompa.
2
CellulosaPreparazione
impasto
Macchina
continua Ribobinatrice Magazzino
Cellulosa Pulper Epuratore Raffinatore Fun pump SelettoreMacchina
continua
Cassa
d’afflussoFormazione Pressatura Essiccamento Crespatura Avvolgimento

La cassa d’afflusso è l’apparecchiatura che convoglia l’impasto nella zona di formazione (tavola piana o inclinata, fra
due tele, fra tela e feltro) ed è perciò il primo componente della macchina continua.
Nel corso degli anni questo elemento ha subito profonde modifiche e innovazioni: le prime ad essere state impiegate
erano semplici casse aperte (…).
Le continue innovazioni volte all’incremento della produttività delle macchine hanno portato alle odierne casse dette
“converflow”.
In questo caso dalle fun pump l’impasto giunge attraverso un distributore ed una serie di al corpo della cassa: la camera
di equalizzazzione. Da qui la pasta è convogliata attraverso una serie di lastre fino alla deposizione sulla tela.
Per permettere la formazione di una carta “multistrato” è stata sviluppata la cassa d’afflusso a più canali, detta
stataflow. All’interno di queste casse sono realizzati più canali che permettono di inviare nello stesso tempo getti
distinti sulle tele di formazione; la massima parte delle fibre di ciascuna dispersione tende a rimanere nel rispettivo
getto, e la leggera mescolanza delle fibre, che avviene alla superficie limite tra i getti, favorisce l’adesione tra gli stessi.
4.2.2 Formazione
Anche la zona di formazione del foglio ha subìto nel tempo profonde variazioni sempre finalizzate ad incrementare la
produttività e a migliorare la qualità dei prodotti: le macchine per tissue, hanno raggiunto nel corso di pochi anni
velocità molto elevate (fino a 2000 m/min.) grazie soprattutto ai miglioramenti apportati nella zona umida (come è detta
la zona della macchina continua dalla cassa alle presse).
Le prime macchine per tissue erano dette a “tavola piana”(…), in seguito si sono diffuse le macchine a doppia tela
(consentono il drenaggio dell’acqua da entrambi i lati del foglio) mentre un’ulteriore evoluzione è il “crescent former” .
La cassa d’afflusso alimenta l’impasto fra una tela ed un feltro che, immediatamente a valle del punto di ricezione del
getto, si congiungono in modo molto stretto favorendo la separazione dell’acqua dalla fibra. L’area di drenaggio è a
ridosso del formatore e normalmente, riferendoci all’intera superficie del formatore, interessa un angolo di 90-100°.
Quest’ultima tecnologia migliora fortemente il drenaggio dell’acqua (per l’effetto del feltro), la ritenzione della fibra e
degli elementi fibrosi secondari detti “fini” e la qualità del foglio. Il feltro infatti, essendo meno rigido della tela,
permette una deposizione più morbida dell’impasto: le fibre si “adagiano” sulla superficie lanuginosa del feltro
realizzando un maggior bulk(4.4).
4.2.3 Presse
Le presse sono normalmente due, una aspirante (con settore aspirante di circa 120° e mantello in gomma con fori
passanti per il passaggio dell’acqua), ed una detta a “fori ciechi” (con cavità non passanti scolpite sul mantello).
4.2.4 Essiccamento (monolucido e cappe)
Il monolucido è il grande cilindro su cui la pressa aspirante trasferisce il foglio. La superficie del cilindro è scaldata dal
vapore in pressione (fino ad 8 bar) contenuto all’interno. La trasmissione del calore alla carta avviene per conduzione.
Le cappe integrano (per convezione) l’azione del monolucido soffiando aria calda e asciutta sul foglio di carta, e
aspirando l’aria resa umida dall’acqua evaporata dal foglio.
4.2.5 Crespatura
(4.4) in ambiente cartario il termine BULK assume il significato di “voluminosità” della fibra o della carta prodotta. Un foglio con un bulk elevato è un foglio con spessore, morbidezza ed assorbenza superiori alla media.
3

La crespatura è tipica della produzione del tissue e si realizza con l’azione di una lama in acciaio che, posta a contatto
col monolucido, stacca il foglio ormai asciutto. Sulla carta restano impresse una serie di “piccole onde”, che la rendono
più soffice e voluminosa ().
L’effetto della crespatura è determinato dal grado di adesione del foglio al monolucido, dall’angolo tra la lama e la
tangente alla superficie del cilindro, dal “tiro” (differenziale di velocità tra il cilindro essiccatore e l’arrotolatore).
4.2.6 Avvolgimento (pope)
L’avvolgimento rappresenta l’ultima operazione realizzata sulla macchina continua. Il foglio, distaccato dal
monolucido, viene arrotolato su rulli (o pali) che costituiscono l’anima di bobine dalla lunghezza desiderata. La velocità
di avvolgimento del pope è minore della velocità del monolucido (per evitare di perdere l’effetto della crespatura) ed è
determinata in base alla percentuale di allungamento desiderata per la carta.
4.3 Ribobinatrice
L’operazione di ribobinatura è realizzata in cartiera sulla ribobinatrice, una macchina specifica distinta dalla macchina
continua. Con tale macchina si realizza sia l’accoppiamento dei veli di più bobine sia il taglio delle bobine in formati
utilizzabili nelle cartotecniche ().
La ribobinatura influisce sulle caratteristiche meccaniche della carta riducendo soprattutto l’allungamento.
5. Lavorazioni in cartotecnica
5.1 La linea produttiva
Le bobine madri prodotte in cartiera vengono svolte separando i veli, per procedere alle successive lavorazioni prima
del riaccoppiamento nel prodotto finito. La prima lavorazione è la stampa del velo esterno (). Dopo la fase di stampa i
veli giungono alla goffratura. Con la goffratura si imprime alla carta una particolare “incisione” che conferisce al
prodotto finito caratteristiche estetiche e funzionali. Questa operazione viene fatta utilizzando una o più coppie di
cilindri goffratori le cui superfici di contatto possono entrambe essere in acciaio oppure una in acciaio e l’altra in
materiale plastico. Nella carta cucina questa operazione interessa tutta la superficie dei servizi(5.1) (..).
Il processo di goffratura nei rotoli di carta cucina può essere:
• punta/punta
• punta/vuoto
Nel caso di goffratura punta/punta i veli vengono alimentati separatamente a due gruppi goffratori acciaio/gomma che
lavorano contrapposti: i due rulli di acciaio incisi sono in fase perfetta punta contro punta tra di loro. La colla per
l’adesione dei veli viene applicata con un apposito applicatore su uno dei due veli ancora giacente sul suo rullo di
acciaio. La pressione di incollatura viene esercitata fra le punte dei due rulli di (fig.5.1).
La goffratura punta/vuoto prevede che i veli vengano alimentati separatamente a due
gruppi goffratori acciaio/gomma che lavorano contrapposti. La colla viene applicata
con apposito applicatore su uno dei due veli ancora giacente sul suo rullo di acciaio.
La pressione d’incollatura viene esercitata da un ulteriore rullo di gomma molto dura necessario per completare la saldatura dei veli; al momento dell’incollaggio, infatti, poiché le punte incollate di un velo
(5.1) con il termine “servizio” si indica, nel caso dell’asciugatutto, un singolo strappo.
4

non devono incontrare le punte dell’altro, bensì le “valli”, sarebbe necessario assicurare un’elevata pressione tra i
cilindri goffratori (fig.5.2).
fig.5.1- Goffratura punta-punta fig.5.2- Goffratura punta-vuoto
Nella ribobinatrice vera e propria si procede all’avvolgimento, intorno all’anima di cartone prefabbricata, del previsto
numero di strappi; l’operazione prevede l’incollaggio del primo servizio all’anima di cartone mediante l’applicazione
sulla stessa di un filo di colla (detta appunto di presa sull’anima), la ribobinatura vera e propria e la chiusura del log
formato mediante l’incollaggio con un filo di colla (per l’ultimo lembo).
I log prodotti vengono alimentati alla troncatrice per essere tagliati nei singoli rotoli che andranno poi a riempire le
confezioni di prodotto finito; durante il taglio vengono automaticamente scartate le estremità (cimose) del log che
costituiscono un “sottoprodotto” del converting.
6. Caratteristiche del prodotto di riferimento
fig.6.1- Assorbitutto Perla
Il prodotto cui facciamo riferimento per lo studio di ottimizzazione oggetto del presente lavoro è un innovativo
asciugatutto denominato “assorbitutto old super nested”; rispetto ai prodotti convenzionali le caratteristiche che rendono
tale prodotto completamente diverso rispetto agli asciugatutto tradizionali sono l’assorbenza e la resistenza.
6.1 La ricetta base: cellulose ed additivi
La ricetta base è stata messa a punto attraverso una serie di modifiche successive fino alla versione riportata di seguito
che rappresenta dunque la ricetta attualmente usata.
Non si può escludere che provando nuovi prodotti e tipologie di cellulose, si possano individuare nuove modifiche.
Cellulose:
fibra lunga totale 85% rispetto al totale 100% delle fibre utilizzate
fibra corta totale 11% “
5

C.T.M.P. 4% “
Per fibra lunga si intende una fibra di cellulosa (..) proveniente da fusti di conifere (..) che conferisce alla carta prodotta
elevate resistenze meccaniche. Per fibra corta si intende invece una fibra, (..) proveniente prevalentemente da latifoglie
(..), che rende la carta voluminosa e morbida. Con il termine C.T.M.P. (pasta chemi-termo-meccanica) si identifica una
fibra estratta dal legno con trattamento prevalentemente meccanico. La C.T.M.P. mantiene più delle altre paste citate le
caratteristiche originarie della fibra legnosa e conserva un discreto contenuto di lignina (..).
Additivi:
(...)
Additivi per resistenze a umido 5% in peso rispetto all’impasto fibroso
Additivi per incrementare l’assorbenza 0.1% “
(..)
La resina per la resistenza ad umido attualmente impiegata, è una resina epicloroidrinica (PAE) (…).
Nella cartiera dove si produce la carta “old super” la resina viene miscelata alle fibre nel cassetto a livello costante, ma
necessita di un aumento di temperatura (è sufficiente la temperatura che il foglio raggiunge al contatto con il
monolucido) per innescare il processo di polimerizzazione e, quindi, di formazione di legami sia con le fibre sia con le
altre molecole affini. Questo processo non termina con l’arrotolamento della carta al pope, ma necessita di tempi
ulteriori per la definitiva “maturazione”(..).
Gli additivi per il miglioramento dell’assorbenza (..) agiscono sulle fibre rigonfiandole e distanziandole le une dalle
altre, rendendo quindi più deboli i legami elettrostatici che le tengono strette.
6.2 Specifiche tecniche del semilavorato “OLD SUPER”
Le bobine di carta prodotte in cartiera vengono classificate come “old super” quando rispettano il capitolato
(grammatura e resistenze a secco ed a umido) redatto dal laboratorio controllo qualità. A questo tipo di carta sono
richieste elevate resistenze meccaniche (+30% rispetto allo standard per gli asgiugatutto)
6.3 Specifiche tecniche del prodotto finito “Assorbitutto Perla”
Ovviamente soprattutto per il prodotto finito è importante il rispetto del capitolato in cui sono espressi i valori medi
intorno ai quali possono oscillare, secondo le tolleranze previste, i parametri relativi alle caratteristiche fisiche e
meccaniche.
All’assorbitutto “old super” sono richeste elevate caratteristiche meccaniche (+30% rispetto agli asciugatutto standard)
ed assorbenza (+20% rispetto agli standard)
ASS. metodo ATS ml 12 +/-3%ASS. metodo PRATICO % 560 +/-3%ASS. metodo Klemm long. mm 650 +/-3%ASS. metodo Klemm trasv. mm 750 +/-3%
Tabella 6.3-Specifiche tecniche prodotto finito
6

7. Metodi analitici utilizzati per la valutazione dell’assorbenza
Sono numerosi i metodi per la valutazione dell’assorbenza proposti, messi a punto e riconosciuti da enti ufficiali. Negli
ultimi anni, in particolare, l’estensione dei mercati ha imposto la necessità di unificare le procedure di valutazione a
livello internazionale. Ancora oggi però sia i laboratori delle aziende produttrici che i laboratori indipendenti, utilizzati
per il controllo e l’approvazione dei prodotti sul mercato, sono attrezzati per fare i test più disparati e spesso indicati dai
loro clienti.
Il Laboratorio Controllo Qualità di Kartogroup è attrezzato per la determinazione dell’assorbenza secondo le
metodologie francesi (AFNOR ed ATS), tedesche (DIN) ed italiane (UNI ed ATICELCA).
Nei paragrafi seguenti si fornisce una sintesi delle procedure relative ai suddetti metodi, mentre in appendice si
riportano le rispettive versioni ufficiali come divulgate dagli Enti di competenza.
7.1. Il metodo AFNOR (NFQ 03 068)
Il metodo riconosciuto dall’AFNOR (Association Française de Normalisation), valuta la capacità di assorbimento di un
provino secondo la procedura sintetizzata in questo paragrafo.
• Realizzare il provino (di dimensioni 100*150 mm) sovrapponendo il numero necessario di veli fino al
raggiungimento del peso di 8÷8.5 gr.;
numero di veli = nr. ve.
peso provino asciutto = gr. pr.as
• determinare le dimensioni in millimetri del servizio da cui si ottiene il provino;
dimensioni del servizio = dim. sr.
• appoggiare il provino su una rete metallica ed, assieme a questa, immergerlo in una bacinella contenente acqua. La
durata dell’immersione è di 30s a partire dal momento del completo umettamento del provino;
• allo scadere dei 30s estrarre il provino e, mantenendolo sempre adagiato sulla rete, sospenderlo a sgocciolare sul
supporto inclinato di 30° rispetto all’orizzontale, rappresentato in figura 7.1, per 1 min.;
• al termine della prova pesare:
♦ il provino bagnato assieme alla rete
peso provino bagnato e rete = gr. pr.re.
♦ la rete bagnata
peso rete = gr. re.
• determinare la quantità di acqua assorbita dal provino con la formula
seguente.
quantità d’acqua assorbita = gr. ac.
gr. ac. = (gr. pr.re.- gr. re.) - gr. pr.as [7.1]
• esprimere il risultato come peso dell’acqua assorbita, in grammi,
rapportata al singolo foglio d’uso, secondo la formula seguente.
quantità d’acqua assorbita per servizio = gr. ac.fo.
gr. ac.fo. = (gr. ac. * dim. sr.) / (nr.ve.*150*100) [7.2]
7

fig. 7.1- strumentazione
7.2. Assorbimento pratico (DIN (14)- UNI 8279/6)
Il metodo per la determinazione dell’assorbenza pratico è riconosciuto dall’Ente Nazionale Italiano di Unificazione
(UNI) e dal Deutsche Industrie Norm (DIN). Anche con questo metodo, come con quello AFNOR, si valuta la capacità
di assorbenza di un provino, in questo caso identificato però con un servizio.
La procedura stabilita prevede di operare come riassunto in seguito.
• Pesare il provino;
peso provino asciutto = gr. a.
• fissare il provino ad una rete metallica con delle mollette ed immergerlo in una bacinella contenente acqua, per 1
min.
• estrarre il provino e sospenderlo a sgocciolare, sorretto da un supporto, per 2 min;
• trascorsi i due minuti dal momento dell’estrazione dalla bacinella, pesare il provino bagnato;
peso provino bagnato = gr. b.
• esprimere i risultati secondo la formula seguente.
Assorbimento % = % ass.
% ass. = (gr. b.- gr. a.) * 100 / gr. a.
7.3. L’apparecchio di KLEMM
(ATICELCA MC 26-76)
Il metodo Klemm, riconosciuto dall’ATICELCA (Associazione tecnica italiana per la cellulosa e la carta) è il più
classico tra i metodi utilizzati. Con tale metodo si valuta la capacità della carta di assorbire acqua per ascensione
capillare.
Per lo svolgimento della prova è necessario disporre del supporto rappresentato in figura (vedi figura 7.2).
La procedura prevede quanto segue.
• Realizzare il provino di dimensioni 10*100 mm, in direzione
longitudinale (trasversale);
• fissare il provino al supporto assicurandosi che l’estremità inferiore
superi di 10mm circa lo zero della scala graduata riportata
sull’apparecchiatura;
• sistemare la bacinella contenente acqua in modo che, al momento
dell’abbassamento del supporto, il provino possa venire immerso nel
liquido;
• abbassare il supporto in modo che il livello dell’acqua raggiunga la
zero della scala graduata;
• mantenere il provino in questa posizione per 10 min. e, al termine, rilevare l’altezza (in mm) raggiunta dal fronte
umido. Fig.7.2
8

7.4. L’assorbimento secondo ATS:
(metodo M765LAP)
Il metodo proposto dall’ATS (Analyses, Etudes, Conseils) francese prevede la valutazione della capacità di
assorbimento di un provino (equivalente per l’assorbitutto ad un servizio), durante la simulazione del suo utilizzo da
parte del consumatore. L’apparecchiatura necessaria allo svolgimento del test, riportata in figura 7.3, prevede:
• un supporto inclinato di 30° rispetto al piano d’appoggio sul quale si distinguono cinque elettrodi rettilinei di
riferimento disposti a distanze diverse dal bordo del supporto stesso;
• un imbuto fissato al supporto per il deposito dell’acqua sul provino;
• uno strumento in grado di mantenere costante (pari a 0.2 ml/s) la portata d’acqua trasferita dalla siringa all’imbuto
fissato sul supporto.
fig.7.3- strumentazione relativa al metodo ATS (M765LAP)
La procedura stabilisce di operare come segue:
• prelevare il provino da uno dei cinque campioni (rotoli) da
analizzare;
• posizionare il provino sul supporto inclinato, in modo che il bordo
superiore coincida con il primo elettrodo;
• far partire il test;
• la prova termina quando il foglio non può più assorbire e il surplus
di liquido passa sull’elettrodo di riferimento (che delimita l’area
occupata dal provino) che automaticamente arresta il test;
• verificare sul display il quantitativo d’acqua assorbita espresso in ml. Fig. 7.3
(metodo M1712LAP)
Questo metodo, proposto anch’esso dall’ATS, valuta la velocità di diffusione radiale del provino (un servizio per
l’assorbitutto) al quale venga inviata dell’acqua a velocità costante.
La strumentazione specifica per lo svolgimento di questo test, rappresentata in figura 7.4, prevede:
• un supporto orizzontale sul quale sono fissati cinque elettrodi circolari concentrici;
• un imbuto fissato al supporto, posizionato al centro delle circonferenze descritte dagli elettrodi, per il deposito
dell’acqua sul provino;
• uno strumento in grado di mantenere costante (pari a 0.2 ml/s) la portata d’acqua trasferita dalla siringa all’imbuto
fissato sul supporto.
La procedura stabilisce di operare come segue:
• misurare il raggio dell’elettrodo più esterno (elettrodo di riferimento);
raggio dell’elettrodo = rg. el.
• prelevare il provino da uno dei cinque campioni (rotoli) da analizzare;
• posizionare il provino sul supporto nello spazio delimitato dall’elettrodo di riferimento;
• lanciare il test;
9

0
500
1000
1500
2000
C1 C2 C3 OLD S RIF 1 RIF 2
PRATICO % AFNOR %
• la prova termina quando il foglio non può più assorbire e il surplus di liquido passa sull’elettrodo di riferimento che
automaticamente arresta il test;
• verificare sul display il tempo di durata della prova, espresso in secondi.
durata della prova = dr. pr.
• esprimere i risultati come velocità di diffusione radiale
velocità di diffusione = ve. dif.
ve. dif. = rg. el. / dr. pr.
7.5. Studio della corrispondenza fra i metodi utilizzati
Per poter verificare l’attendibilità dei vari metodi e il grado di somiglianza tra alcuni di questi, si è provato a sottoporre
prodotti di origine diversa, convenzionali, non convenzionali, OLD SUPER, ad analisi accurate. I risultati ottenuti dai
test sono riportati nella tabella sottostante:
AFNOR
g.
PRATICO
%
ATS long.
ml
ATS rad.
mm/s
KLEMM l.
mm
KLEMM t.
mm
C1 19.07 526 6.8 2.1 365 425
C2 19.74 604 7 1.47 440 540
C3 23.89 561 12.4 2.05 645 615
OLD/S 28.56 574 13.6 2.21 650 750
REF1(7.1) 39.55 897 25.2 1.74 710 635
REF2 31.24 735 22 2.02 1085 1055Tabella 7.1-risultati analisi comparativa
7.5.1. Metodo AFNOR- Assorbimento pratico
Le prove effettuate hanno evidenziato la proporzionalità tra i risultati ottenuti con i metodi AFNOR e pratico.
Esprimendo, infatti, i dati relativi al primo come percentuale (per renderli direttamente confrontabili con i secondi) si
ricava il grafico sottostante:
fig.7.4- AFNOR vs. pratico
7.5.2. Velocità di assorbimento ATS-KLEMM
(7.1) con i termini REF 1 e REF 2 si indicano due prodotti della concorrenza considerati benchmarking per l’assorbitutto, con C1, C2, C3 altri assorbitutto prodotti da Kartogroup.
10

0,2
0,7
1,2
C1 C2 C3 OLD S RIF 1 RIF 21
2
3Klemm l. mm/sKlemm t. mm/sATS rad. mm/s
0
10
20
30
C1 C2 C3 OLD S RIF 1 RIF 2
ml
0
500
1000
%
ATS long mlPRATICO %
Nello stesso modo si è potuto riscontrare una corrispondenza tra il metodo ATS per la valutazione della velocità di
diffusione radiale e il Klemm. Analizzando infatti, il comportamento dei provini durante la prova del Klemm, ovvero
rilevando ad intervalli regolari l’altezza del fronte umido, si è potuto ricavare un profilo di velocità decrescente nel
tempo. Tra tutti i dati ricavati sono poi stati scelti per ogni campione, quelli in grado di fornire informazioni comparabili
con i risultati dell’ATS, ovvero quelli relativi a tempi raffrontabili a quelli di durata della prova ATS e rilevati
attraverso la stessa apparecchiatura.
Quanto detto è evidenziato nel grafico seguente.
fig.7.5- Klemm vs. ATS
8. Metodologia adottata per la valutazione dei risultati ottenuti
Nel presente capitolo vengono descritte le procedure seguite per l’esecuzione delle analisi e per la valutazione dei
risultati delle prove fatte in cartiera e cartotecnica (che saranno poi illustrate dettagliatamente nei capitoli 9 e 10).
8.1. Espressione dell’assorbenza
I risultati delle prove effettuate in cartiera ed in cartotecnica sono quelli ottenuti dai campioni, di materia prima e di
prodotto finito, la cui assorbenza è stata valutata secondo i metodi ATS (M1712LAP) e pratico (DIN 14- UNI 8279/6).
La scelta di questi due metodi deriva dall’analisi fra le corrispondenze fatta nel cap.7; infatti i due metodi indicati non
hanno fra loro correlazioni e descrivono diverse caratteristiche della assorbenza del prodotto analizzato.
Come già accennato, infatti, il metodo ATS esprime la capacità d’assorbenza di uno strappo di carta in millilitri d’acqua
assorbita. L’acqua viene alimentata ad una portata costante ed il metodo simula dunque l’uso che del prodotto fa il
consumatore tenendo in qualche modo conto della velocità di assorbenza.
Anche con il metodo pratico si valuta la capacità di assorbenza di un campione ma i risultati sono espressi come
rapporto tra il peso della quantità d’acqua assorbita (in grammi) e peso dello strappo di carta (anch’esso in grammi): il
tempo di prova è molto lungo rendendo la misura praticamente insensibile alla velocità di assorbimento del prodotto che
viene invece valutato per la sua capacità “assoluta” di assorbire acqua.
La non diretta corrispondenza fra i metodi si può osservare nel grafico seguente.
11
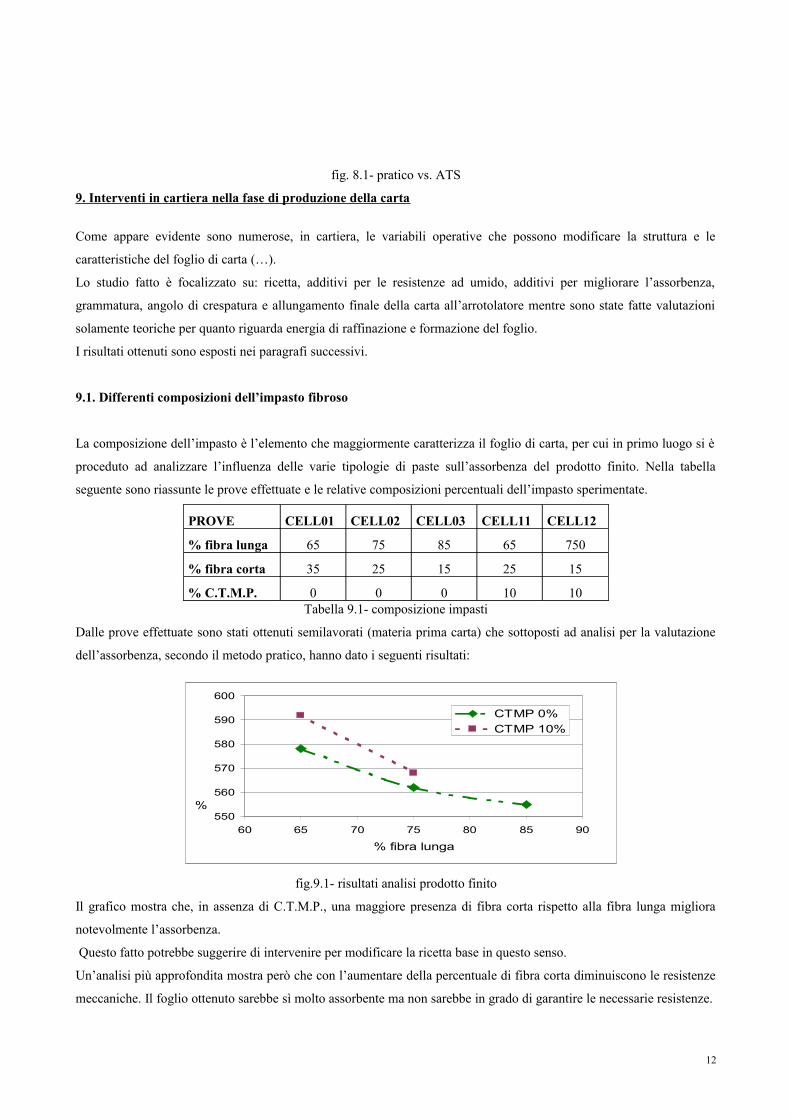
fig. 8.1- pratico vs. ATS
9. Interventi in cartiera nella fase di produzione della carta
Come appare evidente sono numerose, in cartiera, le variabili operative che possono modificare la struttura e le
caratteristiche del foglio di carta (…).
Lo studio fatto è focalizzato su: ricetta, additivi per le resistenze ad umido, additivi per migliorare l’assorbenza,
grammatura, angolo di crespatura e allungamento finale della carta all’arrotolatore mentre sono state fatte valutazioni
solamente teoriche per quanto riguarda energia di raffinazione e formazione del foglio.
I risultati ottenuti sono esposti nei paragrafi successivi.
9.1. Differenti composizioni dell’impasto fibroso
La composizione dell’impasto è l’elemento che maggiormente caratterizza il foglio di carta, per cui in primo luogo si è
proceduto ad analizzare l’influenza delle varie tipologie di paste sull’assorbenza del prodotto finito. Nella tabella
seguente sono riassunte le prove effettuate e le relative composizioni percentuali dell’impasto sperimentate.
PROVE CELL01 CELL02 CELL03 CELL11 CELL12
% fibra lunga 65 75 85 65 750
% fibra corta 35 25 15 25 15
% C.T.M.P. 0 0 0 10 10Tabella 9.1- composizione impasti
Dalle prove effettuate sono stati ottenuti semilavorati (materia prima carta) che sottoposti ad analisi per la valutazione
dell’assorbenza, secondo il metodo pratico, hanno dato i seguenti risultati:
fig.9.1- risultati analisi prodotto finito
Il grafico mostra che, in assenza di C.T.M.P., una maggiore presenza di fibra corta rispetto alla fibra lunga migliora
notevolmente l’assorbenza.
Questo fatto potrebbe suggerire di intervenire per modificare la ricetta base in questo senso.
Un’analisi più approfondita mostra però che con l’aumentare della percentuale di fibra corta diminuiscono le resistenze
meccaniche. Il foglio ottenuto sarebbe sì molto assorbente ma non sarebbe in grado di garantire le necessarie resistenze.
12
550
560
570
580
590
600
60 65 70 75 80 85 90
% fibra lunga
%
CTMP 0%CTMP 10%
Si è perciò pensato di introdurre nell’impasto una piccola percentuale di C.T.M.P., la cui efficacia in termini di
miglioramento dell’assorbenza era ben nota ed evidente.
I test effettuati hanno mostrato che l’impiego di C.T.M.P. (10%), a basse percentuali di fibra lunga (65%), non solo ha
migliorato sensibilmente la capacità di assorbenza ma non ha provocato un’eccessiva perdita delle caratteristiche
meccaniche. Provando ad incrementare la percentuale di fibra lunga, sempre per migliorare la resistenza del prodotto, si
è osservata una leggera inflessione della capacità di assorbenza: i valori ottenuti in presenza di C.T.M.P., a parità di
fibra lunga (85%), sono comunque superiori a quelli ottenuti in sua assenza.
E’ necessario a questo punto sottolineare che anche per l’impiego della pasta legno esistono dei limiti: tali limiti non
sono però dettati da esigenze tecnologiche, ma dalla normativa vigente, riguardante la classificazione dei prodotti in
tissue.
In particolare la normativa francese prevede le seguenti categorie:
CLASSIFICAZIONE % C.T.M.P. CONSENTITA
PURA OVATTA DI CELLULOSA < 5%
MELANGE’ (mista o tagliata) 5% ÷ 10%
RECYCLE’ (riciclata) > 10 %Tabella 9.2- classificazione tissue
In altre parole, un prodotto in tissue, per poter essere definito di “pura ovatta di cellulosa” può contenere al massimo il
5% di C.T.M.P.
9.2. Additivi per le resistenze a umido e per il miglioramento dell’assorbenza
Gli additivi chimici utilizzati in cartiera per la produzione di “old super” che più influenzano l’assorbenza della carta
prodotta sono la resina per le resistenze ad umido e il prodotto per il miglioramento dell’assorbenza(…).
La resina per le resistenze ad umido agisce in due direzioni:
in condizioni di pH favorevoli (6,5-8) reagisce con la fibra formando legami covalenti;
quando la temperatura dell’impasto raggiunge i 50° (ovvero quando la carta giunge a contatto con il monolucido)
inizia il processo di polimerizzazione attraverso il quale si ha la formazione di un network di legami tra molecole
della resina stessa. Questo processo non termina con la formazione della bobina al pope, bensì prosegue anche
durante l’immagazzinamento. Per questo motivo si dice che le bobine devono “maturare” ovvero devono
trascorrere almeno 15 giorni dal momento della loro produzione perché si possa osservare nella carta il completo
sviluppo delle resistenze ad umido.
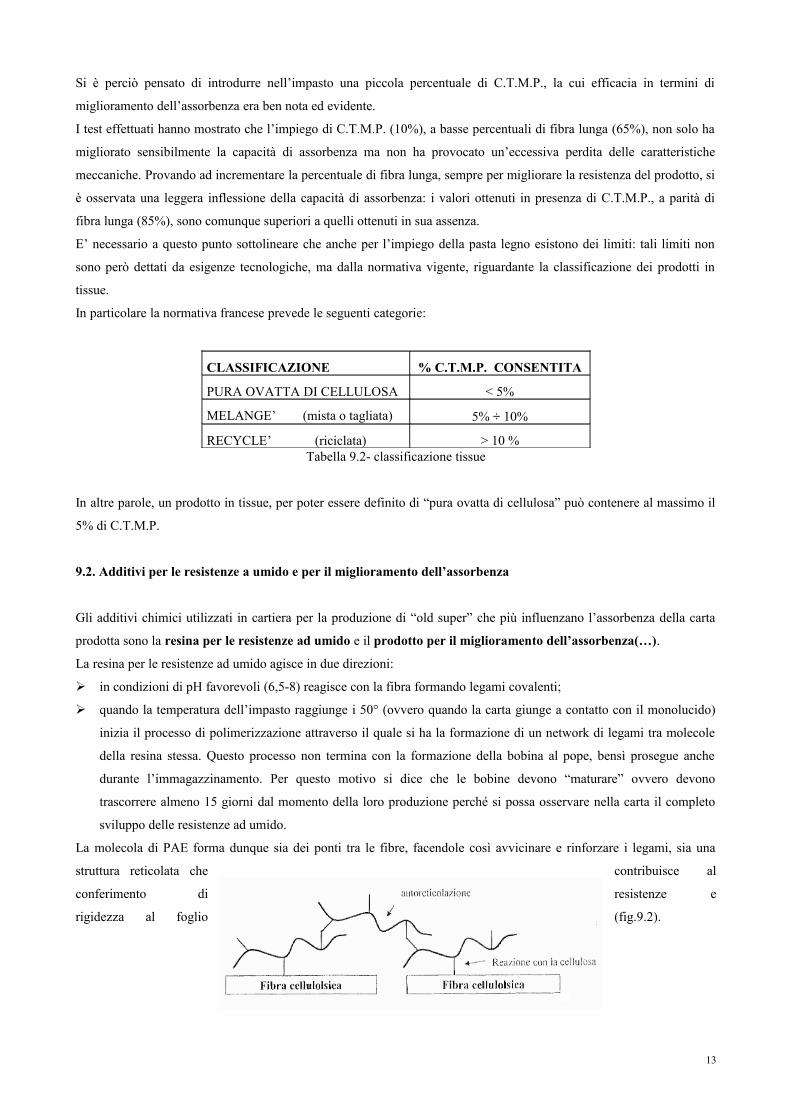
La molecola di PAE forma dunque sia dei ponti tra le fibre, facendole così avvicinare e rinforzare i legami, sia una
struttura reticolata che contribuisce al
conferimento di resistenze e
rigidezza al foglio (fig.9.2).
13

fig.9.2-meccanismo di reazione delle resine PAE
Il prodotto per il miglioramento dell’assorbenza appartiene alla categoria degli acidi grassi, ha un elevato peso
molecolare ed è cationico; si miscela all’impasto direttamente nel pulper in modo che abbia il tempo sufficiente per
agire con le fibre con una concentrazione di solito pari allo 0.2% (in peso rispetto al totale dell’impasto). L’acido grasso
reagisce interponendosi fisicamente tra le fibre: in questo modo le distanzia, indebolendo perciò i legami interfibra
dovuti alle forze attrattive di Van Der Waals. Le fibre risentono della minore “forza” dei legami e reagiscono
rigonfiandosi.
Ovviamente quanto detto evidenzia il fatto che i prodotti per le resistenze ad umido e quelli per il miglioramento
dell’assorbenza lavorano in perfetta antitesi. I primi infatti agiscono aumentando la superficie di legame e la forza dei
legami tra le fibre, avvicinandole; i secondi le allontanano diminuendo la forza degli stessi legami.
Per valutare gli effetti dovuti alla simultanea presenza di questi due additivi nell’impasto sull’assorbenza della carta
prodotta, abbiamo svolto le prove riassunte nella tabella seguente.
PROVE ADD 01 ADD 02 ADD 03 ADD 04 ADD 05Prodotto per resistenze ad umido (PAE) 5% 5% 5% 6% 6%Prodotto per assorbenza 0% 0,1% 0,25% 0% 0.1%
Tabella 9.3- riassuntiva prove
Le analisi svolte sui campioni di materia prima hanno fornito i risultati illustrati nel grafico successivo.
fig. 9.3- risultati materia prima
Il grafico mostra che la capacità di assorbenza della carta aumenta se, mantenendo costante la concentrazione della
resina per le umido resistenze, facciamo aumentare la concentrazione del prodotto per il miglioramento dell’assorbenza.
Durante la prova si è osservato che la concentrazione di questo prodotto non può però essere incrementata oltre lo
0,25%; già a questi livelli infatti, nascono problemi di macchinabilità durante la fase di produzione in cartiera.
La figura 9.2 mostra anche che, come era facilmente immaginabile, aumentando il quantitativo di resina per le
resistenze ad umido diminuisce la capacità di assorbenza della carta.
Anche per il prodotto per le resistenze ad umido esistono comunque delle concentrazioni massime oltre cui non è utile
andare. Superando infatti la concentrazione al 6% non si osservano più sulla carta incrementi interessanti nelle
resistenze. Questo effetto è dovuto al fatto che la resina non riesce più a fissarsi completamente alle fibre, ma superando
il limite di saturazione, resta libera.
14
33,5
44,5
55,5
6
0,00 0,10 0,20 0,30concentrazione prodotto per assorbenza %
ml
5% PAE6% PAE

La resina PAE inoltre, sia che riesca a fissarsi sulle fibre, sia che resti libera, contenendo epicloridrina, partecipa
all’aumento degli AOX(9.1) (alogenuri organici) nell’impasto.
Le analisi sono state svolte anche sul prodotto finito ed hanno fornito i risultati illustrati nella tabella e nel grafico
seguenti.
fig. 9.4- risultati prodotto finito
La figura 9.3 mostra che l’effetto degli additivi descritti precedentemente sul prodotto finito non è apprezzabile. Il
processo di trasformazione in cartotecnica ha dunque così fortemente influito sulle caratteristiche della carta da
annullare l’incremento nella capacità di assorbenza notato invece sulla materia prima.
9.3. Variazioni di grammatura
La terza prova effettuata è stata finalizzata a verificare l’influenza della grammatura sull’assorbenza finale della carta.
Anche in questo caso, non potendo produrre carta al di fuori dei limiti del capitolato, abbiamo dovuto limitare il range
di grammature a valori compresi fra il “minimo” ed il “massimo” del capitolato.
PROVE GRAMM 01 GRAMM 02 GRAMM 03
GRAMMATURA (g/mq) 21,5 22,5 23Tabella 9.4- grammature
Le analisi eseguite in laboratorio sul prodotto finito, hanno fornito i dati di seguito esposti.
Fig. 9.5- risultati analisi prodotto finito
Dai risultati ottenuti, si potrebbe ritenere che l’aumento o la diminuzione della quantità di fibra nell’impasto non
modifichi in modo rilevante la capacità della carta di trattenere l’acqua. In effetti sul prodotto finito non abbiamo potuto
(9.1) con AOX si indica il contenuto totale di alogenuri organici (in particolare, per la produzione di cellulosa e carta, si tratta di cloruri); un altro indice utilizzato è il DCP con cui si indica invece il contenuto di dicloropropanolo ovvero il contenuto di cloro libero non legato alle fibre.
15
12
13
14
15
16
0,00 0,05 0,10 0,15 0,20 0,25 0,30
concentrazione prodotto per assorbenza %
ml
5% PAE6% PAE
9
12
15
21 21,5 22 22,5 23 23,5grammatura g/mq
ml
500
600
700
%ASS.metodo ATSASS.metodo PRATICO

apprezzare variazioni significative ma è necessario sottolineare che il range di grammature prese in considerazione è
stato necessariamente molto ristretto e che il processo di trasformazione incide sulle caratteristiche della carta in modo
così marcato da poter uniformare, se c’erano, le piccole differenze presenti nella materia prima carta.
Per approfondire comunque l’analisi dei risultati ottenuti in questo caso abbiamo provato anche a verificare i risultati
ottenuti sulla materia prima.
fig. 9.6- risultati analisi materia prima
Come è evidenziato nel grafico la materia prima non è indifferente alla variazione di grammatura. In particolare
l’assorbenza della carta aumenta, seppur di poco, con la quantità di fibra presente nel foglio.
Come infatti già poteva essere dedotto a priori, poiché è la fibra che rigonfiandosi trattiene le molecole d’acqua,
maggiore è il numero di fibre (a ricetta costante) , maggiore sarà la quantità d’acqua complessiva che il foglio riuscirà a
trattenere.
Questo miglioramento apprezzabile sulla materia prima carta viene in qualche modo “nascosto” dalle sostanziali
modifiche che la trasformazione induce nel prodotto finito.
9.4. Angolazione del coltello crespatore
Un’altra prova realizzata in cartiera riguardava l’angolazione del coltello crespatore. I casi analizzati sono riassunti
nella tabella seguente.
PROVE CRESP 01 CRESP 02
ANGOLO DI CRESPATURA 80° 90°Tabella 9.5- angoli di crespatura
L’angolo normalmente utilizzato nelle condizioni di lavorazione standard, per la produzione di old super, è di 80°.
Provando a modificare questo angolo, abbiamo voluto verificare se nella pratica si ottengono i risultati che la teoria
induce, ovvero che, aumentando l’angolo di incidenza del coltello, la carta risulta meno marcata, quindi meno
voluminosa ed assorbente.
I risultati ottenuti dalla prova sono riportati nel grafico seguenti.
16
2
3
4
5
6
7
21,5 22,5 23
grammatura g/mq
ml

fig. 9.6- risultati analisi prodotto finito
Anche in questo caso la prova sperimentale non ha fornito una evidente conferma di quanto teorizzato: le differenze dei
risultati sono molto piccole, poco apprezzabili e, dunque, non significative; anche in questo caso evidentemente la
trasformazione in cartotecnica ha appianato quelle piccole differenze che la variazione dell’angolo di crespatura ha
indotto sulla materia prima.
9.5. Influenza dell’allungamento
L’ultima prova realizzata in cartiera è stata fatta per verificare l’influenza dell’allungamento sulla capacità d’assorbenza
del prodotto finito.
Questa prova è stata realizzata mantenendo costante l’angolo di incidenza del coltello crespatore e modificando invece
il differenziale di velocità tra monolucido e pope. Abbiamo aumentato perciò, rispetto alle condizioni standard di
lavorazione, il tiro del pope, ovvero la tensione di avvolgimento della carta sul palo.
Le prove realizzate sono riassunte nella tabella sottostante.
PROVE ALL 01 ALL 02ALLUNGAMENTO % 24 22
Tabella 9.6- variazione dell’allungamento
L’effetto previsto di una riduzione di allungamento avrebbe dovuto essere quello di un “dispiegamento” delle “ondine”
prodotte dalla crespatura e quindi una perdita di voluminosità e, dunque, di assorbenza.
I risultati ottenuti dalla prova sperimentale sono riportati nel grafico seguenti.
fig.9.7- risultati analisi prodotto finito
17
9
12
15
75 80 85 90 95angolo di crespatura
ml
500
600
700
%ASS.metodo ATSASS.metodo PRATICO
10
13
16
22 22 23 23 24 24 25
ALLUNGAMENTO %
ml
530
630
730
%
ASS. metodo ATS
ASS. metodo PRATICO
Anche in questo caso i risultati ottenuti con i due metodi analitici per la valutazione dell’assorbenza non sono
significativi, anzi le piccole variazioni ottenute dando tendenze opposte, indicano la non influenza di piccole variazioni
della percentuale d’allungamento sull’assorbenza del prodotto finito. Evidentemente per poter ottenere risultati più
visibili sarebbe stato necessario intervenire in maniera più radicale, ovvero imponendo maggiori differenziali di velocità
in macchina.
9.6. Valutazione teorica di altri possibili interventi
Le proprietà meccaniche della carta possono essere modificate anche intervenendo nella fase di preparazione
dell’impasto (con la raffinazione) e nella fase di formazione del foglio (diluizione in cassa d’afflusso, differenza di
velocità tra getto e tela).
Per motivi di “produttività” della cartiera, nel corso della sperimentazione condotta al fine di analizzare i parametri che
influenzano l’assorbenza della carta asciugatutto, non è stato possibile agire su questi parametri.
Si è deciso di riportare quindi, nei paragrafi successivi, alcune valutazioni teoriche.
9.6.1. L’effetto della raffinazione
Come detto la raffinazione è un trattamento meccanico cui sono sottoposte le fibre in sospensione acquosa durante la
fase di preparazione dell’impasto: la fibra viene sottoposta al moto relativo di due organi (rotore e statore) muniti di
lame contrapposte. Nel passaggio tra le lame le fibre sono sottoposte ad elevate sollecitazioni di compressione, frizione
e taglio che determinano modifiche più o meno importanti alla loro struttura fisica: la fibra raffinata infatti risulta
strutturalmente diversa dalla fibra originale.
Gli effetti provocati dalla raffinazione sulla fibra sono prevalentemente l’apertura della struttura, che porta la fibra a
perdere la propria rigidità originaria, a diventare più flessibile, plastica e conformabile, creando i presupposti per la
formazione di aree molto ampie sulle quali possono stabilirsi legami tra fibra e fibra, ed il danneggiamento della
superficie della fibra, per cui il materiale “strappato”, resta ancora attaccato ad essa per una estremità e si presenta per
questo sotto forma di membrane e filamenti.
I mutamenti strutturali che la fibra subisce in conseguenza dell’azione di raffinazione hanno un ruolo assolutamente
determinante sulle proprietà che caratterizzano il foglio di carta.
L’ottenimento di un foglio più omogeneo e più legato (come conseguenza della raffinazione) porta ad una diminuzione
della sua capacità di assorbenza; la fibrillazione interna, infatti, determina una migliore formazione dei legami tra fibra
e fibra, mentre le parti fini e la fibrillazione esterna intensificano gli effetti di tensione superficiale, aumentando così la
densità della carta e riducendone lo spessore (bulk).
La figura (9.11) mostra l’andamento del bulk e della capacità di assorbenza (valutata secondo il metodo Klemm), con
l’aumentare dell’energia fornita in fase di raffinazione.
18

fig.9.8- energia specifica di raffinazione vs. bulk e assorbenza
Il grafico mostra quanto detto precedentemente: sia il bulk che la capacità di assorbenza decadono con l’incremento
dell’energia di raffinazione.(..)
9.6.2 L’effetto della diluizione
La diluizione dell’impasto in cassa d’afflusso può essere modificata, a parità di portata di pasta, variando la portata
della fan pump.
Aumentando la quantità di acqua addizionata all’impasto, diminuisce la tendenza delle fibre a flocculare (questa
tendenza è, infatti, direttamente proporzionale al numero di fibre per unità di volume di sospensione) e migliora la
formazione del foglio in quanto le fibre essendo più disperse sono globalmente meno soggette agli sforzi di taglio e,
pertanto, sono più libere di disporsi secondo una conformazione casuale sulla tela.
Per quanto riguarda le caratteristiche fisiche del foglio possiamo ritenere che una maggiore diluizione dell’impasto,
generando un minor allineamento della fibre secondo la direzione longitudinale, contribuisca ad un aumento
dell’isotropia (C.R.L. / C.R.T.) ovvero alla realizzazione di una migliore “quadratura” del foglio stesso.
Per quanto riguarda l’assorbenza possiamo pensare che la prova effettuata secondo il metodo pratico, sia influenzata
positivamente solo della disposizione casuale delle fibre mentre non risente della migliore quadratura del foglio (in
quanto la prova non è realizzata secondo una direzione specifica).
Per quanto riguarda invece la prova ATS possiamo ipotizzare che i risultati risentano di entrambi gli effetti dato che
questo metodo prevede la verifica del provino secondo la direzione trasversale.
9.6.3 Differenza di velocità tra getto e tela
La formazione del foglio è fortemente influenzata anche dalla differenza di velocità tra il getto della cassa d’afflusso e
la tela di formazione. Se infatti, la tela si muove con una velocità superiore alla velocità del getto, le fibre risentono di
un maggiore sforzo di taglio, per cui si dispongono prevalentemente nella direzione longitudinale; se viceversa, se la
tela si muove più lentamente rispetto al getto, le fibre risentono in maniera minore dello sforzo di taglio e, dunque, sono
più libere di disporsi casualmente (anche in direzione trasversale, e “z”).
La figura seguente mostra l’effetto della differenza di velocità tra getto e tela, sul rapporto di resistenza C.R.L./C.R.T.,
indice della quadratura del foglio.
Per quanto riguarda l’assorbenza si può ipotizzare che la maggiore quadratura del foglio ottenuta con rapporti getto/tela
> 1, produca un aumento di questa caratteristica più evidente (per quanto spiegato nel paragrafo precedente) quando
effettuiamo la prova secondo il metodo ATS, piuttosto che secondo il metodo pratico.
19
1,2
1,4
1,6
1,8
0 100 200 300
ENERGIA DI RAFFINAZIONE KWh/t
cm3/g
0
40
80
mm
BULK cm3/g
ASSORBENZA KLEMM mm

10. Interventi attuati in cartotecnica nella fase di trasformazione della carta
Per quanto riguarda la lavorazione in converting, abbiamo focalizzato l’attenzione sulle operazioni che più incidono
sulle caratteristiche finali del prodotto: la goffratura e la ribobinatura.
In particolare abbiamo valutato:
• le differenti caratteristiche che un prodotto, ottenuto dalla stessa materia prima ma lavorato con le due tecniche di
goffratura più frequentemente utilizzate: nested e punta-punta;
• le differenti caratteristiche conferite al prodotto, lavorando la stessa materia prima con pressioni dei goffratori e
tensioni di avvolgimento diverse (caso della goffratura nested);
10.1. I risultati con i diversi tipi di goffratura
Le due diverse tecniche di goffratura, punta-punta e nested, sono facilmente riconoscibili e comunemente utilizzate per i
rotoli di carta cucina presenti sul mercato.
La goffratura punta-punta prevede che i due veli, singolarmente goffrati da gruppi acciaio-gomma, si riuniscano,
incollandosi, facendo combaciare le punte del velo superiore con quelle del velo inferiore. La goffratura nested prevede
invece, che la punta impressa su un velo da un elemento del disegno del primo rullo goffratore si annidi al centro della
valle creata sull’altro velo dall’elemento corrispondente del secondo rullo.
Per il diverso modo di interagire con la carta, le due diverse tecniche di goffratura citate, influiscono diversamente sulle
caratteristiche fisiche del foglio prodotto. In particolare sulla voluminosità della carta e sulla sua capacità di assorbenza
e sulle resistenze.
Per la valutazione degli effetti della goffratura è stato deciso di far lavorare in trasformazione due bobine della stessa
materia prima (old super standard, con le stesse caratteristiche chimico-fisiche) su linee diverse, in modo che una
venisse goffrata con la tecnica del punta-punta, l’altra secondo la tecnica nested, come indicato dalla tabella seguente.
PROVE GOFF 01 GOFF 02
TIPO DI GOFFRATURA PUNTA-PUNTA NESTEDTabella 10.1- prove di goffratura
Sui campioni prelevati al termine della linea produttiva sono state effettuate le prove per la verifica della capacità di
assorbenza secondo i metodi ATS e pratico. I risultati ottenuti riportati nei successivi grafici, confermano quanto
previsto.
20

500
600
700
PUNTA-PUNTA NESTED
%
PUNTA-PUNTANESTED
3,00
8,00
13,00
18,00
PUNTA-PUNTA NESTED
ml
PUNTA-PUNTA
NESTED
fig. 10.1- Assorbimento Pratico fig.10.2- Assorbimento secondo ATS
Per quanto riguarda le resistenze, la goffratura ha un effetto molto negativo perché tale operazione “distrugge” legami e
fibre provocando una drastica riduzione della resistenza del prodotto finito rispetto a quelle della materia prima carta di
origine. Tra le due tecniche esposte la goffratura di tipo NESTED, scelta per la “old super”, è quella che deteriora
maggiormente le caratteristiche meccaniche del foglio.
La goffratura nested, infatti, “stressa” particolarmente la carta poiché i segni impressi sulla carta combaciano, (come
avviene nel classico punta-punta), ma sono sfalsati gli uni rispetto agli altri: la sezione della carta goffrata punta-punta
viene perciò costretta a piegarsi secondo un solo angolo, mentre la carta goffrata secondo la tecnica nested deve formare
due spigoli vivi, che ne danneggiano maggiormente la struttura (…).
10.2. Rotoli “standard” e rotoli “compatti”
I rotoli di carta assorbitutto presenti oggi sul mercato si possono distinguere in due grandi categorie: rotoli “standard” e
rotoli “compatti”. I rotoli “standard” sono caratterizzati da un numero di strappi intorno a 50 e comunque non superiore
a 76 ed un diametro esterno di 110-120 mm differenziandosi dai più innovativi rotoli “compatti” che raggiungono e
superano i 100 strappi (esistono prodotti con 150 strappi) mantenendo un diametro esterno di 130-150 mm.
Dalla formula sp = [ (D²-d²) ∗π ] / [4∗L∗n ] (dove si intendono sp: spessore della carta, D: diametro esterno del rotolo,
d: diametro esterno dell’anima, L: lunghezza dello strappo, n: numero di strappi) si intuisce immediatamente come
questi due parametri (diametro rotolo e numero di strappi) incidano fortemente su quello che è lo spessore della carta.
10.3. Tensione d’avvolgimento e pressione dei goffratori
Il diametro finale del rotolo viene controllato sulle macchine di trasformazione attraverso l’impostazione della pressione
dei cilindri goffratori e la regolazione della tensione della carta nel percorso tra goffratori e ribobinatrice (..).
Per la determinazione dello spessore del prodotto finito, non si può utilizzare lo strumento (spessimetro) prescritto dalle
norme, perché tale metodologia prevede lo schiacciamento del provino tra due tastatori.
Se un campione di un assorbitutto viene sottoposto a un test sullo spessimetro, i veli vengono schiacciati e quindi
perdono l’effetto volume ottenuto con la goffratura e la misura effettuata non è rappresentativa. L’unica possibilità è
dunque quella di fare una misura dello spessore indiretta attraverso la formula presentata nel paragrafo precedente che
permette di esprimere lo spessore del foglio in funzione del diametro del rotolo e del numero di strappi contenuto nel
rotolo.
Per verificare come la variazione dello spessore può influenzare l’assorbenza del prodotto finito, sono state quindi
eseguite le prove riassunte nella tabella seguente, nella quale il valore dello spessore è stato ricavato attraverso i
parametri elencati nella tabella successiva.
PROVA SPESS 01 SPESS 02 SPESS 03
SPESSORE medio 0.52 mm 0.79 mm 0.81 mm
21
3,00
8,00
13,00
18,00
PUNTA-PUNTA NESTED
ml
PUNTA-PUNTA
NESTED

Tabella 10.2- spessore medio
SPESS 01 SPESS 02 SPESS 03DIAMETRO DEL ROTOLO (mm) 130 120 120DIAMETRO DELL’ANIMA (mm) 42 47 42LUNGHEZZA STRAPPO (mm) 228 240 245NUMERO DI STRAPPI 100 50 50
Tabella 10.3- parametri necessari alla determinazione empirica dello spessore
I risultati delle prove sono riportati nel grafico successivo.
fig. 10.1- risultati analisi
Come teoricamente anticipato, l’assorbenza del foglio è fortemente influenzata dallo spessore dello stesso. Le
differenze più marcate si notano soprattutto nel passaggio da un servizio estratto da un rotolo compatto da 100 strappi
ad uno estratto da un rotolo standard da 50 strappi. Il grafico 10.10 mostra anche che la variazione delle dimensioni
dell’anima in cartone, a parità di diametro del rotolo e di numero di strappi, può provocare piccoli cambiamenti nello
spessore del servizio e dunque nella capacità di assorbenza dello stesso.
11. Conclusioni
L’esperienza di tirocinio svolta presso Kartogroup ha permesso alla sottoscritta di approfondire le conoscenze teoriche
acquisite durante lo svolgimento dei corsi universitari ad indirizzo cartario e di verificarne la pratica attuazione in tutta
la filiera produttiva di moderni rotoli assorbitutto.
Sono differenti, e fra loro complementari, gli aspetti che sono stati affrontati per la produzione, la messa a punto e
l’ottimizzazione dell’assorbenza del prodotto finito ed in particolare:
• presso il Laboratorio Controllo della Qualità di Kartogroup, sono state prese in esame le diverse metodologie per
la valutazione dell’assorbenza: analisi fatte con i diversi metodi su molti campioni di carte diverse hanno permesso
l’individuazione di alcune correlazioni esistenti fra i vari metodi, escludendone altre; ovviamente nel Laboratorio
sono state effettuate anche le analisi sulle materie prime e sui prodotti finiti relativi alle prove realizzate in cartiera
e/o in cartotecnica;
• presso le cartiere Linpaper e Kartocell, sono state impostate ed eseguite tutte le prove di produzione del
semilavorato carta che si sono potute fare senza limitare la produttività della macchina continua e producendo
bobine di carta con caratteristiche entro i limiti dei capitolati; direttamente dalla linea di produzione sono stati
prelevati i campioni da sottoporre ad analisi;
22
4
6,5
9
11,5
14
0,52 0,79 0,81spessore mm
ml 500
600
700
%ASS.metodo ATS mlASS.metodo PRATICO %

• presso lo Stabilimento Linder, sono state definite ed eseguite le prove di trasformazione che è stato possibile
organizzare nel contesto della normale programmazione e del regolare svolgimento delle attività produttive.
L’esperienza svolta ha permesso di arrivare ad interessanti conclusioni sui possibili interventi per il miglioramento
della capacità di assorbimento di un assorbitutto.
Pur con le limitazioni derivanti dal fatto che tutte le prove sono state fatte su macchine in regolare funzionamento per
ottenere prodotti con caratteristiche comunque nei limiti delle relative spcifiche tecniche, i risultati ottenuti hanno
sempre confermato le indicazioni teoriche ovvero le intuizioni che ci avevano spinto ad effettuare tali prove ed, in
particolare, si è giunti alla conclusione che gli interventi più significativi, per il miglioramento della capacità di
assorbimento, sono quelli relativi alla composizione dell’impasto (impiego di fibre con caratteristiche particolari -ad
esempio fibre ad elevato bulk, C.T.M.P. eccetera), alla scelta del disegno di goffratura e alla tecnica di trasformazione
adottata per ottenere il prodotto finito.
BIBLIOGRAFIA
23

• ATICELCA “Introduzione alla fabbricazione della carta”
• F. Perini S.p.A. “Perini journal” – Lucca, anni 1988-1995
• ASSOCARTA “Alla scoperta del pianeta carta”- Milano, febbraio 1997
• E. Galli “Dispense per il corso di impiantistica di cartiera 2” - Università di Pisa, A.A. 1998/99
• R. Pisapia “Dispense per il corso di impiantistica di cartiera 1” - Università di Pisa, A.A. 1998/99
• P. Carli “Dispense per il corso di tecnologie chimiche speciali” - Università di Pisa, A.A. 1998/99
• I. Marchioro “Dispense per il corso di macchine da carta” - Università di Camerino, A.A. 1995/96
• L. Nahum (Promotec System) “Come si fa la carta” - Milano 1995
• G. Deperis (Over Meccanica S.p.A.), L. Mazzoli (Aerothermic S.p.A.) “Tecnologia della carta tissue”-
• P. Soini “Il ruolo della raffinazione delle fibre nel miglioramento della qualità delle carte tissue”- 1999
• P. Soini “Tentativo di trasformazione e unificazione dei dati, dei valori indicanti il progredire del grado di
raffinazione, utilizzando i diversi sistemi di raffinatori da laboratorio”- 1999
• M. Marraccini “Analisi vibrazionale su ribobinatrici “tissue” “- Lucca, giugno 1999
Per l’apprendimento delle metodologie e delle procedure per la valutazione dell’assorbenza:
• E. Grandis “Prove sulle materie fibrose sulla carta e sul cartone “ ATICELCA - metodo di Klemm – Torino
1989
• Kartogroup “Norme di campionamento e controllo” – metodo di Klemm, metodo pratico – Lucca, maggio
1999
• AFNOR “Article pour les usages sanitaires et domestiques” – metodo NF Q 03-068 - settembre 1982
• ATS AQ “ Vitesse diffusion papier” – metodo M1712LAP - ottobre 1998
• ATS AQ “ Test d’absorption” – metodo M765LAP - luglio 1999
Per l’identificazione e la caratterizzazione di prodotti chimici ed additivi:
• MARE S.p.A. “schede di sicurezza”- gennaio 1994
• CONDEA servo BV “informazioni tecniche”- Delden (NL), agosto 1999
• HENKEL S.p.A. “informazioni tecniche”- Zingonia (BG), settembre 1998
• MARE S.p.A. “Presentazione delle resine per le resistenze ad umido” - Milano, 1998
24